Данный дипломный проект технологии утилизации отходов гальванических производств, образующихся на железнодорожном транспорте разработан для решения экологических проблем. Дана характеристика сточных вод с высоким содержанием хрома(VI). Приведены существующие технологии и технологические схемы очистки хромсодержащих сточных вод.Разработана принципиальная технологическая схема очистки хромсодержащих сточных вод.
Федеральное государственное образовательное учреждение высшего профессионального
образования «Уральский государственный университет путей сообщения»
ПЕРМСКИЙ ИНСТИТУТ ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА
филиал федерального государственного образовательного учреждения высшего
профессионального образования «Уральский государственный университет путей сообщения»
в г. Перми (ПИЖТ УрГУПС)
Допускается к защите:
Декан факультета СПО
_________Е.Ю. Агафонова
«___»___________2011
ДИПЛОМНЫЙ ПРОЕКТ
Разработка технологии утилизации отходов гальванических производств,
Тема
образующихся на железнодорожном транспорте
190304. ПД.01. ПЗ
Разработал студент IV
B 103
Максимов И.Э.
(группа) (подпись) (дата) (Ф.И.О.)
Руководитель к.х.н. Сазонова Е.А.
(подпись) (дата) (Ф.И.О.)
Н. контроль __________________________________________Грачев М.М.
(подпись) (дата) (Ф.И.О.)
Рецензент _________________________________________Богомольник Е.М.
(подпись) (дата) (Ф.И.О.)
Рецензент к.т.н._______________________________________Солнцев В.В.
(подпись) (дата) (Ф.И.О.)
Пермь 2011
6ВВЕДЕНИЕ
В последнее время обострилась экологическая ситуация в России, поэтому
крайне необходим ресурсосберегающий и экологически обоснованный подход к
организации производства. Считается, что наиболее рациональна такая организация
промышленных комплексов, при которой отходы одного производства являются
сырьем для другого.
К началу XXI века проблема рационального обращения с отходами
превратилась в одну из самых глобальных проблем. Растущее извлечение
минеральных ресурсов из земных недр сопровождается образованием больших
количеств отходов, так как используется лишь 22 % извлеченной горной породы.
Многие виды отходов, образующие в химической промышленности, энергетике, при
производстве строительных материалов, на железнодорожном транспорте и в других
отраслях, не находят себе применение по технологическим или экономическим
причинам. Научное обоснование использования отходов обеспечит решение двух
задач:
1. сбережение природных ресурсов, которые будут замещены вторичным
сырьем;
2. охрану окружающей среды от воздействия токсичных веществ, которые
содержатся в отходах.
На железнодорожном транспорте гальваническое производство используется
для повышения коррозионной стойкости. При этом образуются токсичные сточные
воды, которые нельзя сбрасывать в водоемы и канализацию. Гальванические
предприятия являются источниками поступления в окружающую среду тяжелых
металлов, таких как хром, никель, свинец, медь, кадмий, цинк и др., которые даже в
небольших количествах приводят к тяжелым заболеваниям.
7Промывочные стоки, поступающие из гальванических отделений, по
химическому составу делятся на три типа:
Хромсодержащие
Циансодержащие
Кислотнощелочные
Одним из направлений переработки хромсодержащих растворов является
получение пигментов. Однако наличие в стоках больших концентраций ионов
железа(III) и ионов некоторых цветных металлов не позволяет получать оксид
хрома(III) достаточной для пигмента чистоты обычными методами.
Целью настоящей работы является разработка метода утилизации отработанных
хром(VI)содержащих стоков гальванического производства с получением
лакокрасочных пигментов.
81 ОРГАНИЗАЦИОННАЯ ЧАСТЬ
1.1 НАЗНАЧЕНИЕ И СОСТАВ УЧАСТКА
Аккумуляторное отделение входит в состав участка по ремонту
электрооборудования пассажирских вагонов. Отделение предназначено для осмотра и
ремонта аккумуляторных батарей при производстве деповского ремонта
пассажирских вагонов.
На сновании «Положения о производственном участке по ремонту и
техническому обслуживанию электрического оборудования пассажирских вагонов
№431 ПКБ ЦВ», аккумуляторное отделение должно обеспечивать ремонт и
восстановление щелочных аккумуляторных батарей всех типов, применяющихся на
подвижном составе. Ремонт и формирование батарей производится в соответствии с
«Руководством по ремонту аккумуляторных батарей пассажирских вагонов №609
ЦЛ91РД». Для выполнения полного объема работ в отделении организуется
специализированные позиции: ремонта щелочных аккумуляторных батарей;
приготовление щелочного электролита и дистиллированной воды; зарядки батарей.
На специализированных позициях размещается необходимое оборудование,
приспособления, инструменты, средства малой механизации.
На позиции ремонта батарей устанавливаются моечные машины для
механизированной промывки аккумуляторных банок, для промывки чехлов, ванна для
слива электролита, установка для снятия чехлов, ванна для мойки шайб, гаек, шин,
верстаки для ремонта чехлов и аккумуляторов, стенд для испытания резиновых
чехлов, стеллажи для аккумуляторных банок, чехлов и дозатор.
На позиции приготовления дистиллированной воды и щелочного электролита
располагается дистиллятор, ёмкость для хранения дистиллированной воды, ванна для
приготовления электролита, резервуар для хранения готового электролита, ванна для
регенерации электролита.
9Помещение
установками заряда аккумуляторов, тележками для
аккумуляторных
зарядки
батарей
оборудовано
транспортировки
аккумуляторов.
В отделении по ремонту аккумуляторов электропроводка выполняется из
материалов, стойких к воздействию щелочей, для того чтобы, не вызвать короткого
замыкания при повреждении изоляции. Осветительные приборы выполняются во
взрывобезопасном исполнении. Полы в отделении застилаются металлической
плиткой. На полу сточные трапы, а сам пол делается с уклоном 1:100 в сторону
трапов. Плинтус выполняется из щелочеупорного материала. Стены облицовываются
глазурованной плиткой на высоту 2 метра. Отопление аккумуляторного отделения
водяное. Во избежание местного нагрева аккумуляторов расстояние от аккумуляторов
до отопительных приборов должно быть не менее 0,75м.
Особые требования предъявляется к потолкам: они выполняются
горизонтальными и гладкими, чтобы избежать накопления в неровностях гремучего
газа, поэтому кессонные перекрытия не допускаются. Перекрытия и перегородки
аккумуляторного отделения тщательно изолируются для предотвращения
проникновения в смежные помещения выделяющихся при заряде аккумуляторных
батарей паров щелочи.
Аккумуляторное отделение оборудуется огнетушителями и другими
средствами пожаротушения,
возникновения пожара имеется план эвакуации людей.
вспомогательным инструментом.
На случай
На дверях аккумуляторного отделения наносятся надписи: «Аккумуляторная»,
«Огнеопасно», «С огнем не входить», «Курить запрещается».
1.2 ВЫБОР И ОБОСНОВАНИЕ МЕТОДА ОРГАНИЗАЦИИ
ПРОИЗВОДСТВЕННОГО ПРОЦЕССА НА УЧАСТКЕ
10В вагоноремонтных депо существуют два метода организации ремонта:
поточный и стационарный.
Поточный метод ремонта характеризуется расчленением технологического
процесса на отдельные операции, закрепляемыми за рабочими местами (позициями),
расположенными на поточной линии. При поточном методе ремонта позиции
размещаются последовательно в соответствии с технологическим процессом, а вагон с
одной позиции на другую перемещается с помощью конвейера через строго
определённое время (такт). Ремонтные бригады закреплены за ремонтными
позициями, которые оснащены специальным стационарным оборудованием.
Расчленение технологического процесса и специализация рабочих мест на небольшом
числе производственных операций позволяет не использовать технологическую
оснастку и внедрять комплексную механизацию работ на каждой позиции поточной
линии.
При стационарном методе вагоны от начала до конца ремонта
находятся на одних и тех же позициях.
производится полный комплект работ по ремонту вагонов.
На каждой из позиций
Все
ремонтные
технологической
позиции
оснащаются
самостоятельным
оснастки.
Большое
число
комплектом
технологических
отводимая,
операций и ограниченная производственная площадь,
под ремонтную позицию не позволяет в широких масштабах
высокопроизводительное
применять
технологическое оборудование. В этих условиях стремятся максимально использовать
специализированное
стационарное
причём ремонт осуществляют
передвижные средства механизации,
специализированные и комплексные бригады рабочих, которые последовательно
переходят с вагона на вагон.
В аккумуляторном отделении применяют стационарный метод ремонта
аккумуляторных батарей с применением средств малой механизации. Все
специализированная бригада
технологические
операции производит
аккумуляторщиков.
11Операции
технологического
процесса: сначала производится демонтаж батарей с вагона, затем её транспортируют
последовательно, согласно
выполняются
в аккумуляторное отделение, где она осматривается, промываются аккумуляторные
банки, вулканизируются и испытываются резиновые чехлы. После ремонты, смены
электролита,
транспортируют обратно к вагону,
зарядки аккумуляторной батареи,
затем
где устанавливают в подвагонный
её испытывают,
аккумуляторный ящик.
Фронт работ в аккумуляторном отделении небольшой, производственная
площадь ограничена, поэтому применять поточный метод не рентабельно.
1.3 ОРГАНИЗАЦИЯ РАБОТЫ УЧАСТКА
Под режимом работы понимается определённое чередование времени работы и
отдыха.
Аккумуляторное отделение работает в одну смену по 12 часов с работой во все
дни года. Для приёма пищи установлен перерыв 1 час.
Исходя, из режима работы отделения определяется номинальный фонд
рабочего времени оборудования;
Fн = Др ∙ tр, (час) (1)
где Др количество рабочих дней в году;
tр количество рабочих часов в сутки.
Fн = 365 ∙ 12 = 4380 (час)
Действительный фонд времени работы оборудования
Fд = Др ∙ tсм ∙ mсм ∙ Коб , (час) (2)
где Др количество рабочих дней в году;
tсм – длительность одной смены; (час).
mсм – число рабочих смен в сутки.
12Коб – коэффициент, учитывающий потери времени на ремонт
Оборудования (0,950,98).
Fд = 365 ∙ 11 ∙ 1 ∙ 0,98 = 3934,7 , (час)
Независимо от выбранного режима работы устанавливается плановый
фонд рабочего времени одного работника.
Согласно данных календарного фонда рабочего времени на 2011 год при 36
часовой рабочей неделе составляет 1782 час.
1.4 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РЕМОНТА ЗАДАННОГО УЗЛА С
МОМЕНТА ПОСТУПЛЕНИЯ В РЕМОНТ ДО ЕГО ОКОНЧАНИЯ
Для правильного определения состояния поступившей в ремонт
аккумуляторной батареи и определение объема ремонта каждого аккумулятора
необходимо ознакомится с данными о ремонте батареи по «книге учёта ремонта
электрического оборудования вагонов» формы ВУ 94.
До снятия аккумуляторов с вагона необходимо измерять по вольтметру,
находящемуся на щите вагона, напряжение батареи. Если батарея заряжена, то её
разряжают включением вагонных потребителей общей мощностью не более З кВт, до
напряжения 1В на один элемент.
Для демонтажа аккумуляторной батареи с вагона необходимо:
отпереть замки и открыть крышки подвагонных аккумуляторных ящиков,
проверить визуально наличие и исправность аккумуляторов и перемычек;
снять предохранитель, вынуть крепящие аккумуляторы бруски, разъединить
перемычки, соединяющие аккумуляторы, отсоединить провода, идущие от
крайних аккумуляторов;
вынуть аккумуляторы из подвагонного аккумуляторного ящика, установить их
на электрокар и оправить в аккумуляторное отделение для последующего
ремонта.
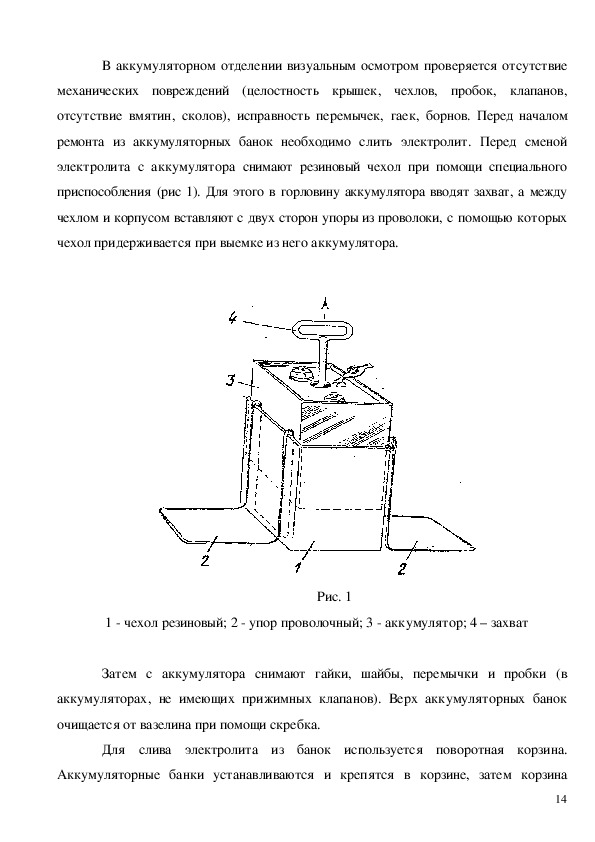
13В аккумуляторном отделении визуальным осмотром проверяется отсутствие
механических повреждений (целостность крышек, чехлов, пробок, клапанов,
отсутствие вмятин, сколов), исправность перемычек, гаек, борнов. Перед началом
ремонта из аккумуляторных банок необходимо слить электролит. Перед сменой
электролита с аккумулятора снимают резиновый чехол при помощи специального
приспособления (рис 1). Для этого в горловину аккумулятора вводят захват, а между
чехлом и корпусом вставляют с двух сторон упоры из проволоки, с помощью которых
чехол придерживается при выемке из него аккумулятора.
1 чехол резиновый; 2 упор проволочный; 3 аккумулятор; 4 – захват
Рис. 1
Затем с аккумулятора снимают гайки, шайбы, перемычки и пробки (в
аккумуляторах, не имеющих прижимных клапанов). Верх аккумуляторных банок
очищается от вазелина при помощи скребка.
Для слива электролита из банок используется поворотная корзина.
Аккумуляторные банки устанавливаются и крепятся в корзине, затем корзина
14поворачивается на 180о и электролит из аккумуляторов выливается в сливной лоток,
по которому он поступает в отстойный бак. После слива электролита,
освобождённые от резиновых чехлов и очищенные от вазелина элементы
направляются в моечную машину. Там они заливаются горячей водой, температура
которой должна быть в пределах 45о60о С, и выдерживается не менее двух часов для
удаления карбонатов из пор пластин. Затем вода из банок сливается и заливается
новая начинается промывка аккумуляторных банок. Аккумуляторы промываются
до тех пор, пока сливаемая вода не станет прозрачной. При вращении барабана
моечной машины аккумуляторы промываются снаружи и изнутри.
После промывки аккумуляторные элементы устанавливаются вниз
заливочными отверстиями на 30 40 минут.
Промытые аккумуляторы устанавливаются на стол, визуально выявляются
коррозийные места, которые протираются обтирочной ветошью смоченной в 10%
фосфорной кислоте до полного удаления ржавчины. Соскабливать ржавчину или
очищать её шлифовальной шкуркой не допускается.
Отбраковка аккумуляторов производится внешним осмотром. Негодными к
эксплуатации считаются аккумуляторы, имеющие механические повреждения,
глубокие вмятины, пробои, излом горловины, неисправные резьбы полюсных
выводов. Тут же осматриваются пробки, клапаны, пружины. Пробки должны плотно
закрывать горловину. Клапаны в гнездо должны устанавливаться без перекоса.
Пружина при закрытом положении клапана должна удерживать последний в
закрытом положении, зазор между пружиной и клапаном в закрытом положении не
допускается.
Окраска аккумуляторных банок производится щелочестойким лаком ХС 76.
разрешается применять эмаль ОЭП 417 с окраской поверхности в два слоя. Сушка
банок после окраски длится три часа при температуре 18о 23о С.
Параллельно с ремонтом банок производится осмотр и ремонт резиновых
чехлов. Резиновые чехлы промываются горячей водой температурой не более 60о С.
Обмывка производится снаружи и изнутри в течении 2 3 минут в специальной
15ванне при помощи щётки. После обмывки чехлов производится проверка их на
целостность сжатым воздухом давлением не выше 0,05 мПа (0,5 кгс/см2) под слоем
воды в течение одной минуты на специальном стенде испытания.
Повреждённые резиновые чехлы восстанавливают способом вулканизации.
Для чего повреждённое место зачищается и обезжиривается бензином. После чего
накладывается сырая резина с предварительной промазкой места соединения
резиновым клеем. Вулканизация производится при температуре 140о – 150о С в
течение 15 минут. Давление при вулканизации создаётся в пределах 12 мПа (10 20
кгс/см2). Отремонтированные чехлы вновь испытываются на целостность и
диэлектрическую прочность.
При проверке на диэлектрическую прочность в ёмкость, заполненную водой
до уровня ниже высоты чехла на 5 10 см, ложится прокладка из диэлектрического
материала (текстолит). После чего на прокладки устанавливается чехол,
заполненный водой, так, чтобы чехол не касался стенок ёмкости. Для обеспечения
безопасности обслуживающего персонала ёмкость заземляется. Затем внутрь чехла
опускается один электрод так, чтобы он был полностью погружен в воду. С
вторичной обмотки трансформатора подаётся высокое напряжение не ниже 1350 В,
подсоединяя один конец провода к электроду, а другой непосредственно к ёмкости.
Чехол должен выдержать приложенное напряжение в течение 10 секунд.
После ремонта сухие аккумуляторы вставляют в резиновые чехлы. Перед
зачехлением аккумуляторов поверхность аккумуляторов и внутренняя поверхность
чехлов обтирается тальком. Затем аккумуляторы заливаются электролитом.
В щелочных аккумуляторных батареях применяется составной щелочной
электролит, представляющий собой водный раствор гидрата окиси калия (едкое
кали) с добавкой моногидрата лития и сернистого натрия. Содержание этих добавок
в одном литре электролита должно быть следующим: 5 6 г едкого лития, 20 25 г
сернистого натрия. Карбонатов в электролите не должно быть более 10 г/л.
Для растворения гидрата окиси калия применяется дистиллированная вода,
которую получают в электрических и паровых дистилляторах. Дистиллятор это
16аппарат, в котором происходит процесс парообразования воды, а затем её
конденсация. Дистиллятор имеет бак испаритель и бак конденсатор. В баке
испарителе находятся электрические нагреватели, подключаемые к сети. Пар
образуется в баке испарителя, поступает в бак конденсатор, проходит через
омываемые холодной водой змеевики этого бака, конденсируется, и образующаяся
вода стекает в бак для дистиллированной воды.
Электролит приготовляется в специальном железном баке, высоте не менее
100 мм от дна, а другой для удаления скопившегося осадка, расположенный в дне
бака. Дистиллированную воду наливают в бак, затем небольшими кусками засыпается
твёрдое кали. Для ускорения растворения щёлочи раствор перемешивают железным
веслом. Затем при тщательном перемешивании к полученному раствору добавляется
моногидрат гидроокиси лития.
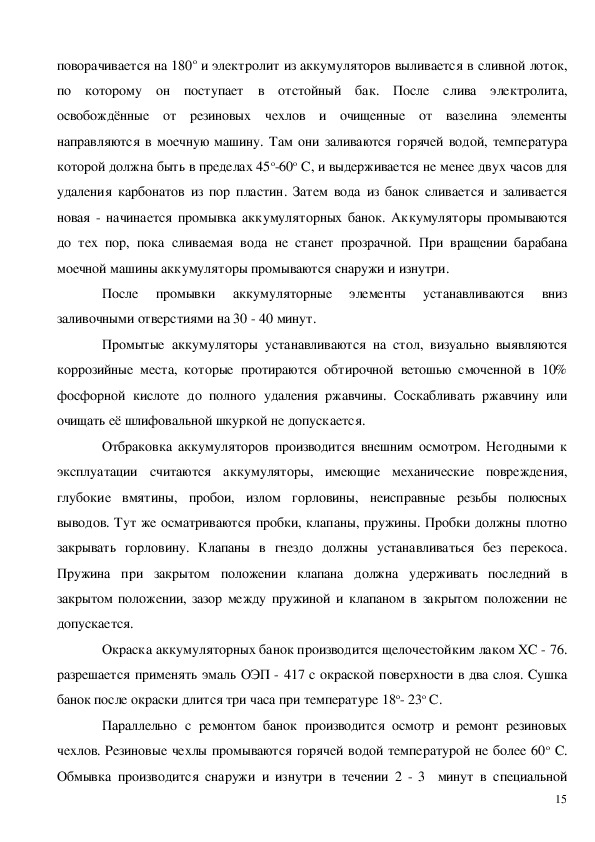
Приготовленный электролит охлаждается до комнатной температуры. Затем
корректируется его плотность. В зависимости от температуры наружного воздуха
применяют зимний и летний электролит. Плотность зимнего электролита 1,26 1,28
г/см3, а плотность летнего 1,191,21 г/см3. Если плотность ниже требуемой,
добавляется едкое кали, если выше, то добавляется дистиллированная вода. Для
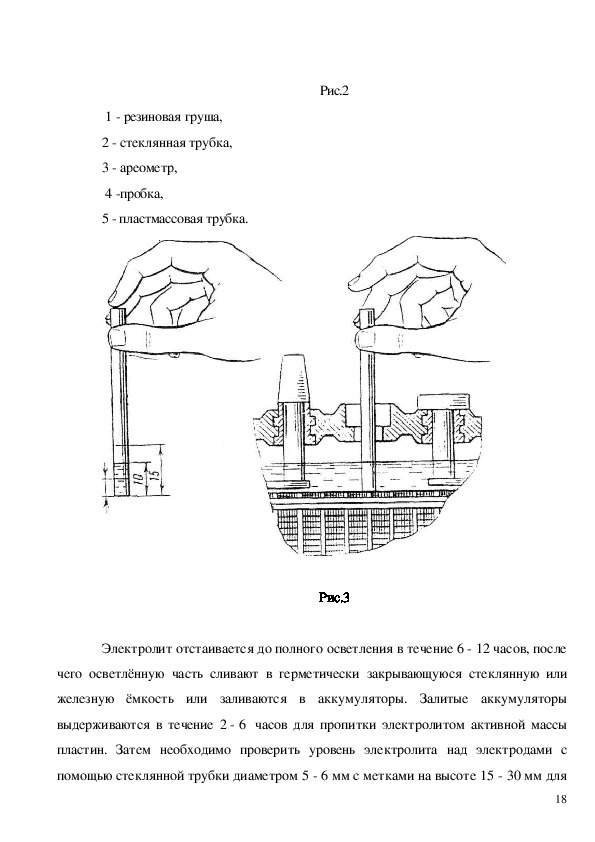
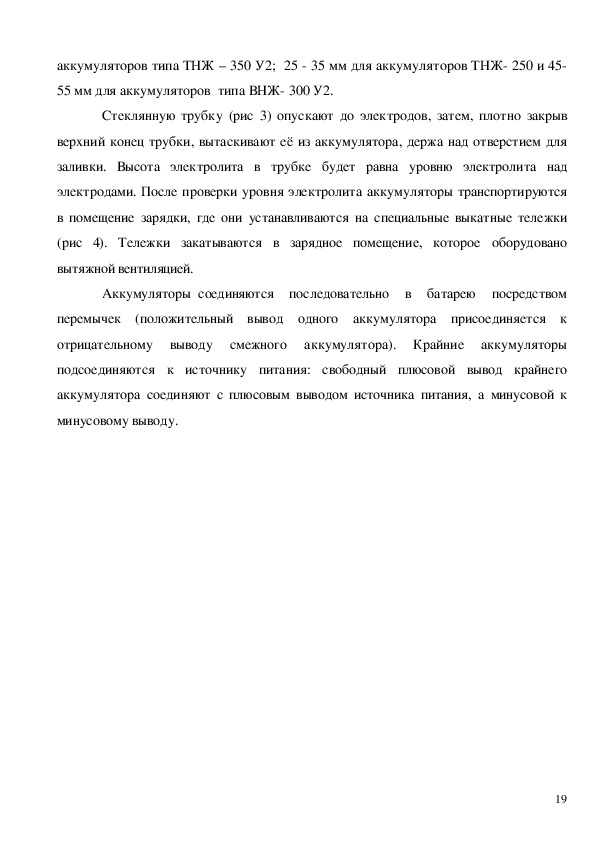
проверки плотности электролита применяется стеклянный ареометр (рис. 2).
Электролит путём нажатия резиновой груши засасывается в стеклянную трубку. При
жидкости в трубке
этом ареометр всплывает, а уровень
указывает на его шкале плотность
электролита.
171 резиновая груша,
2 стеклянная трубка,
3 ареометр,
4 пробка,
5 пластмассовая трубка.
Рис.2
Рис.3
Электролит отстаивается до полного осветления в течение 6 12 часов, после
чего осветлённую часть сливают в герметически закрывающуюся стеклянную или
железную ёмкость или заливаются в аккумуляторы. Залитые аккумуляторы
выдерживаются в течение 2 6 часов для пропитки электролитом активной массы
пластин. Затем необходимо проверить уровень электролита над электродами с
помощью стеклянной трубки диаметром 5 6 мм с метками на высоте 15 30 мм для
18аккумуляторов типа ТНЖ – 350 У2; 25 35 мм для аккумуляторов ТНЖ 250 и 45
55 мм для аккумуляторов типа ВНЖ 300 У2.
Стеклянную трубку (рис 3) опускают до электродов, затем, плотно закрыв
верхний конец трубки, вытаскивают её из аккумулятора, держа над отверстием для
заливки. Высота электролита в трубке будет равна уровню электролита над
электродами. После проверки уровня электролита аккумуляторы транспортируются
в помещение зарядки, где они устанавливаются на специальные выкатные тележки
(рис 4). Тележки закатываются в зарядное помещение, которое оборудовано
вытяжной вентиляцией.
Аккумуляторы соединяются последовательно в батарею посредством
перемычек (положительный вывод одного аккумулятора присоединяется к
отрицательному выводу смежного аккумулятора). Крайние аккумуляторы
подсоединяются к источнику питания: свободный плюсовой вывод крайнего
аккумулятора соединяют с плюсовым выводом источника питания, а минусовой к
минусовому выводу.
19Рис. 4
4дверци, 7 аккумуляторы.
Проверяют правильность собранной электрической схемы и включают
батарею на заряд.
Для заряда батареи применяется источник постоянного тока, напряжение
которого при заряде должно быть не ниже 2В на один аккумулятор. С
отремонтированными батареями проводятся два тренировочных и один контрольный
зарядноразрядный цикл. В зависимости от типа батареи зарядный ток и время заряда
различно. Так батареи 40ТНЖ – 350 У2 заряжают током 90А в течение 10 часов, а
батареи типа 40 ВНЖ 300 У2 заряжают током 75А в течение 10 часов. В процессе
заряда обязательно должна измеряться температура электролита. Если она
20превышает 45 оС, то заряд прекращают до остывания электролита. В конце заряда
необходимо корректировать плотность электролита.
После первого зарядного цикла следует разрядный. Ток разряда и его время
также зависят от типа батареи. После разряда батарею вновь заряжают. Между
окончанием разряда и началом заряда должен быть перерыв не менее 30 минут и не
более 2 часов.
Через 10 минут после включения батареи на заряд и перед выключением её с
заряда на каждом аккумуляторе измеряется напряжение. Во время разряда
напряжение измеряется через 10 минут после включения батареи на разряд, далее
через каждый час от начала разряда, а в течение последнего часа через 15 минут и в
конце разряда через промежутки времени, обеспечивающие возможность фиксации
конечного разрядного напряжения батареи, вновь заряжают. Между окончанием
разряда и началом заряда должен быть перерыв не менее 30 минут и не более 2 часов.
Через 10 минут после включения батареи на заряд и перед выключением её с заряда
на каждом аккумуляторе измеряется напряжение. Во время разряда напряжение
измеряется через 10 минут после включения батареи на разряд, далее через каждый
час от начала разряда, а в течение последнего часа через 15 минут и в конце разряда
через промежутки времени, обеспечивающие возможность фиксации конечного
разрядного напряжения батареи. Данные о зарядно разрядных циклах записывают в
журнал учёта работы аккумуляторных батарей после ремонта за подписью
ответственного лица.
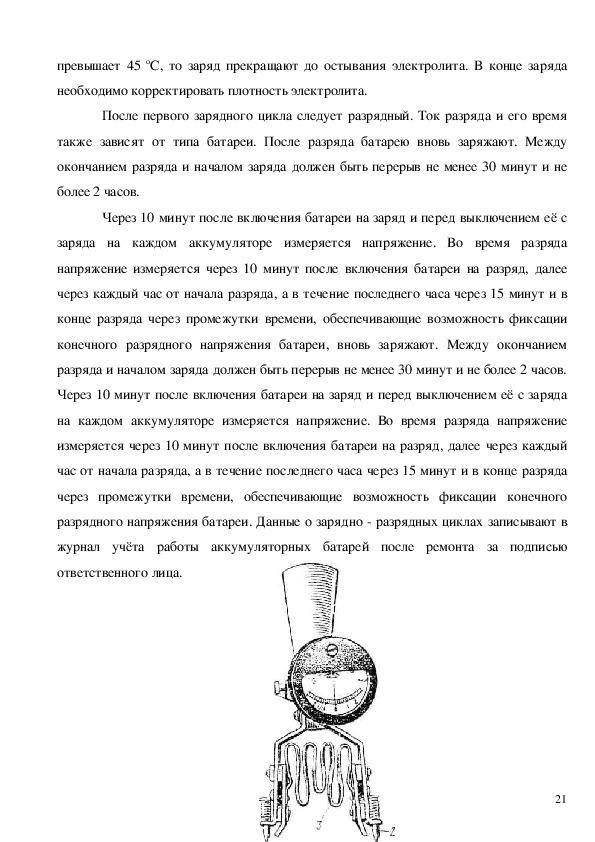
21Рис.5
1 – вольтметр; 2 контактные ножи; 3 резистор.
Напряжение на аккумуляторах измеряется при помощи нагрузочной вилки
НВБ типа М5 (рис 5). При замере напряжения ножки нагрузочной вилки нужно
устанавливать на зажимы аккумуляторного элемента и преодолевая сопротивление
пружины, произвести нажатие так, чтобы контакты оказались плотно прижаты к
зажимам. Вольтметр в этот момент показывает напряжение аккумуляторов.
В нажатом состоянии вилка должна находится не более 5 секунд. У
заряженной щелочной батареи напряжение на аккумуляторах должно составлять 1,0
1,8 В.
Признаком окончания зарядки батареи является постоянное напряжение (1,0
1,8 В) в конце заряда на 80% элементов. Ёмкость батареи определяют при зарядке в
процессе контрольного цикла. Если при контрольном разряде батарея отдала
номинальную ёмкость, то она передаётся в эксплуатацию.
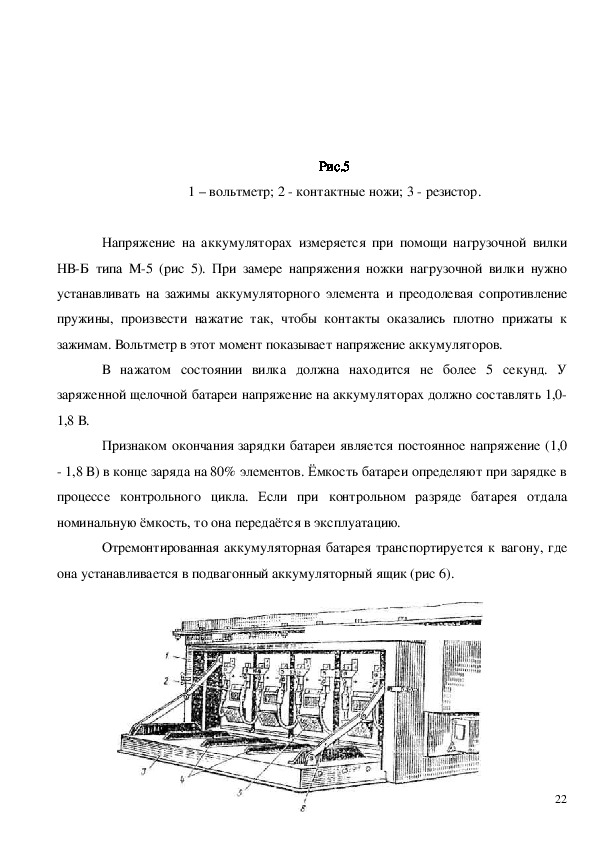
Отремонтированная аккумуляторная батарея транспортируется к вагону, где
она устанавливается в подвагонный аккумуляторный ящик (рис 6).
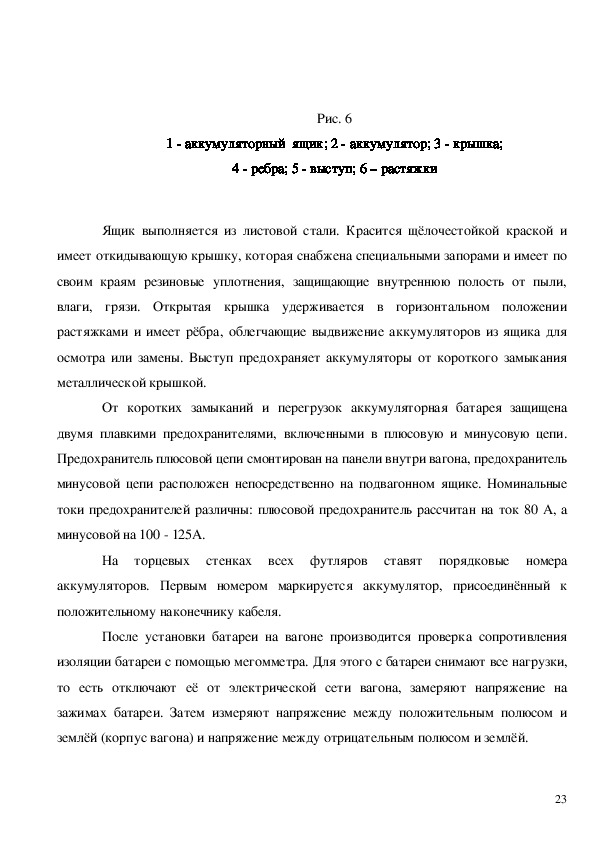
22Рис. 6
1 аккумуляторный ящик; 2 аккумулятор; 3 крышка;
4 ребра; 5 выступ; 6 – растяжки
Ящик выполняется из листовой стали. Красится щёлочестойкой краской и
имеет откидывающую крышку, которая снабжена специальными запорами и имеет по
своим краям резиновые уплотнения, защищающие внутреннюю полость от пыли,
влаги, грязи. Открытая крышка удерживается в горизонтальном положении
растяжками и имеет рёбра, облегчающие выдвижение аккумуляторов из ящика для
осмотра или замены. Выступ предохраняет аккумуляторы от короткого замыкания
металлической крышкой.
От коротких замыканий и перегрузок аккумуляторная батарея защищена
двумя плавкими предохранителями, включенными в плюсовую и минусовую цепи.
Предохранитель плюсовой цепи смонтирован на панели внутри вагона, предохранитель
минусовой цепи расположен непосредственно на подвагонном ящике. Номинальные
токи предохранителей различны: плюсовой предохранитель рассчитан на ток 80 А, а
минусовой на 100 125А.
На торцевых стенках всех футляров ставят порядковые
номера
аккумуляторов. Первым номером маркируется аккумулятор, присоединённый к
положительному наконечнику кабеля.
После установки батареи на вагоне производится проверка сопротивления
изоляции батареи с помощью мегомметра. Для этого с батареи снимают все нагрузки,
то есть отключают её от электрической сети вагона, замеряют напряжение на
зажимах батареи. Затем измеряют напряжение между положительным полюсом и
землёй (корпус вагона) и напряжение между отрицательным полюсом и землёй.
23Сопротивление изоляции батареи, собранной на вагоне, должно быть не менее
50 кОм относительно корпуса вагона.
Сопротивление изоляции батареи напряжением 52 В должно быть не менее 25
кОм, а для батареи напряжением 110 В – не менее 50 кОм.
Полученные данные подставляют в формулу:
Rбат = Rв ((Uбат/ U+ + U) – 1);
где Rбат сопротивление изоляции батареи, (Ом);
Rв – сопротивление вольтметра; (Ом).
U – напряжение на зажимах батареи, (В).
U+ – напряжение между положительным выводом кузовом вагона, В
U – напряжение между отрицательным выводом и землёй, В
При производстве ремонта щелочной аккумуляторной батареи старый
электролит, вылитый из аккумуляторов можно регенерировать и сделать его годным
для дальнейшего использования.
Регенерация электролита это процесс освобождения электролита от
карбонатов путем осаждения их гидратом окиси бария.
Перед регенерацией необходимо сделать анализ старого электролита на
содержание карбонатов путем титрования соляной кислоты и подсчёта необходимого
количества едкого бария для регенерации.
Если в электролите найдено 100 грамм карбонатов, то необходимо 280
граммов едкого бария для регенерации одного литра электролита. Общее количество
едкого бария берётся из расчёта взятого количества электролита. Если требуется
регенерировать 50 литров электролита, берётся:
(280 ∙ 50) = 14000 гр. = 14 кг едкого бария.
Рассчитанное количество гидрата окиси бария растворяют в горячей воде (80
– 90 оС) при интенсивном размешивании деревянным или железным веслом.
24В электролит добавляют горячий раствор гидрата окиси бария, тщательно
перемешивают, дают раствору отстоятся от осадка в течение 1 2 1 5 часов
осветлившуюся часть осторожно сливают.
В регенерированном электролите определяют:
содержание карбонатов, натрия, которое должно быть не более 10г/л;
содержание едкого натрия;
содержание едкого лития.
Добавляют моногидрат лития так, чтобы его содержание в электролите было
10 грамм/литр.
Проверяют плотность электролита и доводят её до 1,19 1,21 гр/см3. После
этого электролит заливают в аккумуляторы.
1.5 ВЫБОР ПОТРЕБНОГО ОБОРУДОВАНИЯ И ЕГО СТОИМОСТЬ
Согласно технологии ремонта аккумуляторных батарей в
аккумуляторном отделении необходимо следующее оборудование.
Согласно технологии ремонта аккумуляторных батарей в аккумуляторном
отделении необходимо следующее оборудование.
Увеличиваем итоги граф 4 и 6 на 10% на неучтённое оборудование.
Рсил = 64,75 ∙ 1,1 = 71,23 кВт.
Собщ.об. = 327594 ∙ 1,1 = 360353,4 руб.
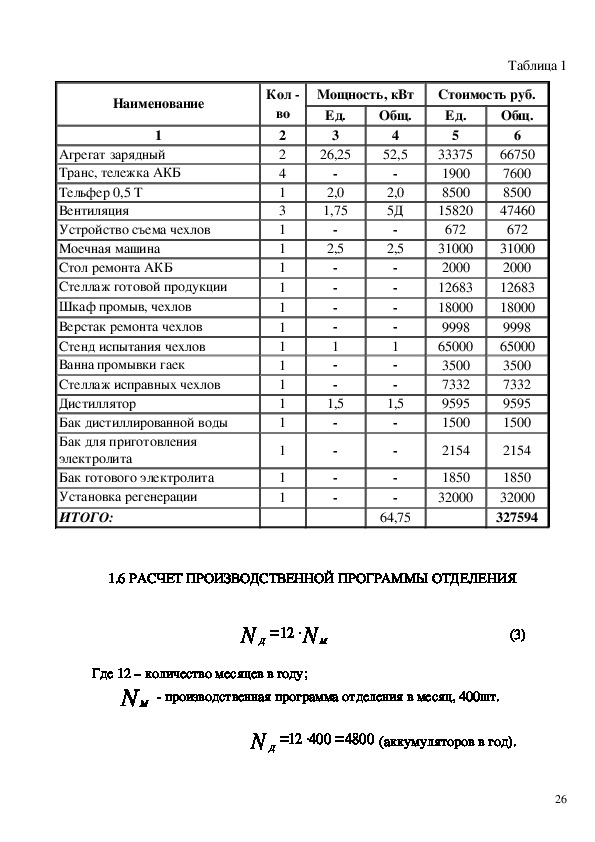
ОБОРУДОВАНИЕ УЧАСТКА
25Мощность, кВт
Ед.
Общ.
3
Наименование
1
Агрегат зарядный
Транс, тележка АКБ
Тельфер 0,5 Т
Вентиляция
Устройство съема чехлов
Моечная машина
Стол ремонта АКБ
Стеллаж готовой продукции
Шкаф промыв, чехлов
Верстак ремонта чехлов
Стенд испытания чехлов
Ванна промывки гаек
Стеллаж исправных чехлов
Дистиллятор
Бак дистиллированной воды
Бак для приготовления
электролита
Бак готового электролита
Установка регенерации
ИТОГО:
Кол
во
2
2
4
1
3
1
1
1
1
1
1
1
1
1
1
1
1
1
1
26,25
2,0
1,75
2,5
1
1,5
Таблица 1
Стоимость руб.
Ед.
Общ.
5
6
33375
1900
8500
15820
672
31000
2000
12683
18000
9998
65000
3500
7332
9595
1500
2154
1850
32000
66750
7600
8500
47460
672
31000
2000
12683
18000
9998
65000
3500
7332
9595
1500
2154
1850
32000
327594
4
52,5
2,0
5Д
2,5
1
1,5
64,75
1.6 РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ ОТДЕЛЕНИЯ
N
Д
N
12
М
(3)
Где 12 – количество месяцев в году;
N М производственная программа отделения в месяц, 400шт.
N Д
400
12
4800
(аккумуляторов в год).
262 РАЗРАБОТКА ТЕХНОЛОГИИ УТИЛИЗАЦИИ ОТХОДОВ ГАЛЬВАНИЧЕСКИХ
ПРОИЗВОДСТВ НА ЖЕЛЕЗНОДОРОЖНОМ ТРАНСПОРТЕ
2.1 ОЧИСТКА КОНЦЕНТРИРОВАННЫХ ХРОМСОДЕРЖАЩИХ СТОКОВ
1 Совместная утилизация отработанных технологических растворов,
содержащих Cr+6 и Fe2+. Предложен способ совместной утилизации отработанных
растворов, содержащих, с одной стороны, Cr+6 и, с другой стороны, Fe2+. Способ
заключается в смешении этих растворов в соотношении, обеспечивающем
количественное восстановление Cr+6 ионами железа (Fe2+), с последующим
осаждением смеси гидроксидов Cr(III), Fe(III), Cu(II) и ряда других цветных
металлов при pH = 78 раствором аммиака. При смешении растворов хром(VI)
восстанавливается железом(II) и происходит некоторое снижение общей кислотности
согласно ионному уравнению:
6Fe2+ + Cr2O7
2 + 14H+ = 6Fe3+ + 2Cr3+ + 7H2O
Полученные гидроксиды после промывки водой, сушки при температуре 110
1150С и размалывания оказались пригодными в качестве пигмента красно
коричневого цвета для лакокрасочных композиций. Фильтрат, содержащий
аммонийные соли и не более 3 мг/дм3 меди, может быть использован в качестве
жидкого удобрения (содержание хрома, железа, кадмия, свинца ниже ПДК). Способ
не применим в случае очистки стоков с высоким содержанием никеля изза
неполного осаждения последнего.
2. Раздельный сбор стоков по элементам с получением товарных
соединений металлов. Предложен способ очистки сточных вод гальванических
производств, включающий раздельный сбор цинк– и хромсодержащих стоков. Перед
осаждением хром(VI) восстанавливают действием гидросульфита аммония или
другим подходящим восстановителем до хром(III) при pH=2. Осаждение металлов
27происходит с помощью Na2CO3 и NaOH и прокаливание полученных остатков.
Показано, что при определённых величинах pH возможна, достаточно полная очистка
стоков, получение товарных продуктов ZnO, ZnCO3 и Cr2O3 с содержанием до 96%
основного вещества.
Таким образом, внедрение предлагаемой схемы очистки позволит значительно
уменьшить загрязнение окружающей среды токсичными металлами, а также
обеспечить их экономию за счёт вторичного использования.
3 Электрохимическая очистка от хрома с использованием стальных
электродов. Сущность метода заключается в химическом восстановлении бихромат
и хроматионов ионами Fe2+, образующимися при электролитическом растворении
стальных анодов, а также гидроксидом железа Fe(OH)2, образующимся в
обрабатываемой воде при взаимодействии Fe2+ и OH ионов при pH>5,5 в
соответствии с уравнениями реакций:
Cr2O7
CrO4
2 + 6Fe2+ + 14H+ = 6Fe3+ + 2Cr3+ + 7H2O;
2 + 3Fe(OH)2 + 4H2O = Cr(OH)3 + 3Fe(OH)3 + 2OH
Кроме того, происходит восстановление Cr+6 в результате катодных
электрохимических процессов:
Cr2O7
CrO4
2 + 14H+ + 6e = 2Cr3+ + 7H2O;
2 + 4H2O +3e = Cr(OH)3 +5OH;
Fe3+ + e = Fe2+; Fe2+ + 2OH = Fe(OH)2
После электрохимической обработки в оптимальном режиме и последующего
осветления сточные воды практически не содержат хромат ионов, а остаточные
концентрации в них Cr3+ и Fe2+ обычно не превышают ПДК для воды водных объектов
хозяйственнопитьевого назначения.
4 Утилизация концентрированных электролитов хромирования
гальванического производства. Целью является обеспечение полного устранения
хромсодержащих стоков и упрощение процесса.
28К отработанному концентрированному раствору хромирования, содержащему
Cr2O3 – 250 г/л и H2SO4 – 2,5 г/л, добавляют смесь из равных количеств
порошкообразных бисульфита и карбоната натрия. Смесь вводят в количестве 200
400 г/л растворов. Осуществляют перемешивание раствора и по окончании
выделения газообразных продуктов полученную массу влажных кристаллогидратов
переносят на противень для высыхания при комнатной температуре.
Этот способ позволяет получить оксидные соединения хрома в сухом виде, что
исключает образование и сброс минерализованных сточных вод после очистки
стоков.
5 Реагентная очистка. Изобретение позволяет сократить продолжительность
процесса и расход реагентов, сохранив высокую степень очистки от хрома. В
отработанный хромсодержащий раствор вводят цинк в массовом соотношении с
хромом (1–2) : 1 и соль щелочного металла в массовом соотношении (0,2–0,4) : 1.
После добавления солей и перемешивания добавляют гидроксид кальция до pH 68.
Суспензию перемешивают и отделяют осадок фильтрованием. В качестве источников
солей цинка и щелочных металлов могут быть использованы отработанные растворы
их содержащие, например, процесс поверхностной обработки цинковых изделий или
процесс цинкования.
6 Реагентная очистка доработанная и улучшенная. Цель сокращение
расходов реагентов и уменьшение объёмов образующегося осадка. Недостатком
метода является лёгкая окисляемость восстановителя в процессе хранения, что
затрудняет правильную дозировку и вызывает повышенный расход. Восстановление
проводится в кислой среде, что вызывает дополнительный расход кислоты, так как
нейтрализация ведётся известковым молоком.
Цель достигается тем, что восстановление хром(VI) до хром(III) и осаждение
его в виде гидроокиси проводят раствором серы в какойлибо гидроокиси
предпочтительно NaOH, NH4OH, Ca(OH)2 или в их смеси. Серощелочные растворы
29имеют высокий восстановительный потенциал и позволяют проводить
восстановление Cr+6 как в кислых, так и в щелочных растворах.
7 Способ очистки осуществляют путём пропускания сточных вод через
восстановитель, в качестве которого используются отходы механической обработки
алюмомагниевых сплавов, например дюралюминия, в смеси с железной стружкой.
Устройство состоит из цилиндрического корпуса с кольцевыми камерами,
расположенными таким образом, что они образуют между собой лабиринт, при этом
стенки камер должны быть обязательно облицованы листовым железом и дюралем.
Изобретение может быть использовано в отраслях, где по условиям
технологического процесса возможно повторное использование очищенной воды или
сброс её в открытые водоёмы.
8 Очистка с помощью фиксажного раствора. Обработка хромсодержащих
стоков гальванического производства отработанными фиксажными растворами,
обеспечивает полное
являющимися отходами кинофото производств,
восстановление хром(VI) до хром(III) и не требует применения дорогих коагулянтов.
Фиксажный раствор является восстановителем, его используют в соотношении со
сточными водами (14):1 .Процесс восстановления хрома наиболее стабильно
протекает при 15300С.
9 Очистка с помощью нитрата свинца. В сточную воду, содержащую 230300
г/л NaCl и соединение хром(VI), вводят раствор Pb(NO3)2 в количестве равном 105
110% от необходимого для связывания соединений хром(VI) в хромат свинца.
K2Cr2O7 + 2Pb(NO3)2 + 2NaOH = 2PbCrO4 + 2KNO3 + 2NaNO3 +H2O
Доводят pH реакционной массы раствором щёлочи до 5,56,5, поддерживая
температуру 20400С. Образовавшийся осадок хромата свинца отфильтровывают.
Далее с целью осаждения содержащихся в фильтрате ионов Pb в фильтрат добавляют
силикат натрия из расчёта 1 г/л SiO2, величина pH суспензии становится равной 11,8
12, затем добавкой раствора серной кислоты pH снижают до 1010,5.
Образовавшийся осадок отделяют на фильтре.
302.2 РАЗРАБОТКА СПОСОБА УТИЛИЗАЦИИ КОНЦЕНТРИРОВАННЫХ
ХРОМ(VI)СОДЕРЖАЩИХ СТОКОВ
Максимальное и концентрированное количество элементов в биосферу
попадает за счёт техногенной деятельности. Наибольшую сложность представляет
обезвреживание и утилизация твёрдых отходов промышленности, так как они
являются наиболее агрессивными компонентами среды и самоочищение биосферы
становится невозможным. Хром, полученный при очистке, складируется в
специализированном месте. Часто это ямы, рвы которые должны иметь специальную
защиту. В подобных технологиях очистки сточных вод теряются дефицитные
цветные металлы. Существует также угроза загрязнения окружающей среды. Так как
хром складируется в отвалы, возможен его прямой переход в почву, высокие
ветровые нагрузки могут послужить способом распространения хрома по воздуху,
если отвал находится вблизи грунтовых вод, также возможен переход его в
подземные источники, а затем и в поверхностные водоемы. В реки хром может
попасть с поверхностным стоком с талыми и дождевыми водами.
Предлагаемый метод разработан на модельных образцах хромсодержащих
стоков: разработаны лабораторные методики очистки отработанных электролитов и
получения железо и хромоксидных пигментов.
2.3 СУЩНОСТЬ ПРЕДЛАГАЕМОГО СПОСОБА УТИЛИЗАЦИИ
КОНЦЕНТРИРОВАННЫХ ХРОМ(VI)СОДЕРЖАЩИХ СТОКОВ
Разработанный способ относится к области обработки промышленных сточных
вод в частности стоков гальванических производств.
Наиболее оптимальным по технической сущности и достигаемому эффекту
является способ очистки сточных вод от шестивалентного хрома путём его
31восстановления гидразином. Реакция восстановления хрома(VI) гидразином
протекает по следующей схеме
4K2CrO4 + 3N2H4 + 4H2O = 4Cr(OH)3 + 3N2 + 8KOH
Реакция восстановления хрома протекает в нейтральных или слабощелочных
средах. Продукты реакции – безвредные вещества. Газообразный азот выделяется в
атмосферу, гидроокись хрома выпадает в осадок, вследствие чего не изменяется
состав электролита.
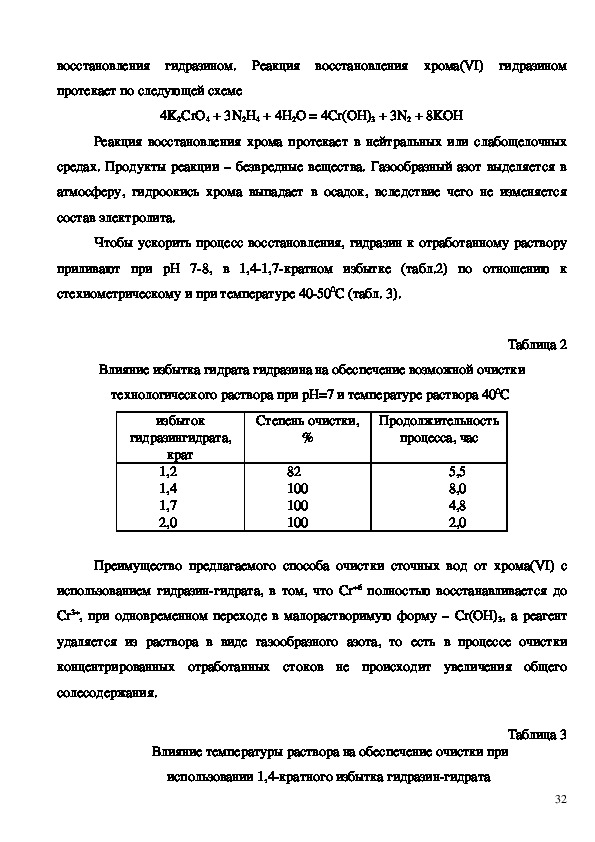
Чтобы ускорить процесс восстановления, гидразин к отработанному раствору
приливают при pH 78, в 1,41,7кратном избытке (табл.2) по отношению к
стехиометрическому и при температуре 40500С (табл. 3).
Таблица 2
Влияние избытка гидрата гидразина на обеспечение возможной очистки
технологического раствора при pH=7 и температуре раствора 400С
избыток
Степень очистки,
Продолжительность
гидразингидрата,
крат
1,2
1,4
1,7
2,0
%
82
100
100
100
процесса, час
5,5
8,0
4,8
2,0
Преимущество предлагаемого способа очистки сточных вод от хрома(VI) с
использованием гидразингидрата, в том, что Cr+6 полностью восстанавливается до
Cr3+, при одновременном переходе в малорастворимую форму – Cr(OH)3, а реагент
удаляется из раствора в виде газообразного азота, то есть в процессе очистки
концентрированных отработанных стоков не происходит увеличения общего
солесодержания.
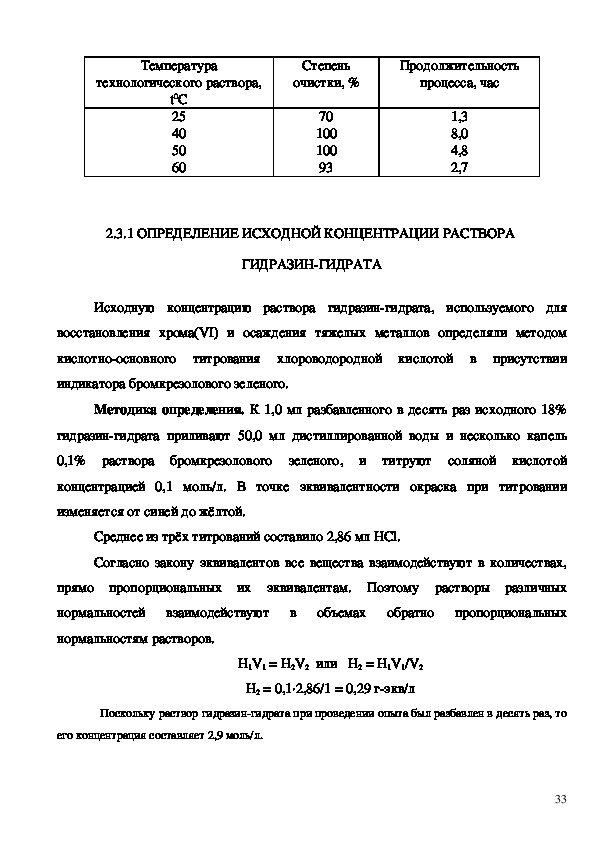
Влияние температуры раствора на обеспечение очистки при
использовании 1,4кратного избытка гидразингидрата
Таблица 3
32Температура
технологического раствора,
t0C
25
40
50
60
Степень
очистки, %
Продолжительность
процесса, час
70
100
100
93
1,3
8,0
4,8
2,7
2.3.1 ОПРЕДЕЛЕНИЕ ИСХОДНОЙ КОНЦЕНТРАЦИИ РАСТВОРА
ГИДРАЗИНГИДРАТА
Исходную концентрацию раствора гидразингидрата, используемого для
восстановления хрома(VI) и осаждения тяжелых металлов определяли методом
кислотноосновного титрования хлороводородной кислотой в присутствии
индикатора бромкрезолового зеленого.
Методика определения. К 1,0 мл разбавленного в десять раз исходного 18%
гидразингидрата приливают 50,0 мл дистиллированной воды и несколько капель
0,1% раствора бромкрезолового зеленого, и титруют соляной кислотой
концентрацией 0,1 моль/л. В точке эквивалентности окраска при титровании
изменяется от синей до жёлтой.
Среднее из трёх титрований составило 2,86 мл HCl.
Согласно закону эквивалентов все вещества взаимодействуют в количествах,
прямо пропорциональных их эквивалентам. Поэтому растворы различных
нормальностей взаимодействуют в объемах обратно пропорциональных
нормальностям растворов.
H1V1 = H2V2 или H2 = H1V1/V2
H2 = 0,1∙2,86/1 = 0,29 гэкв/л
Поскольку раствор гидразингидрата при проведении опыта был разбавлен в десять раз, то
его концентрация составляет 2,9 моль/л.
332.3.2 ОПРЕДЕЛЕНИЕ СОСТАВА ОТРАБОТАННОГО РАСТВОРА ВАНН
ХРОМИРОВАНИЯ
Для расчета количества реагента, необходимого для проведения процесса утилизации
отработанных электролитов, требуется знание содержания основных компонентов раствора. Нами
определялось определение содержания железа(III), хрома(III) и (VI), общей кислотности и суммы
цветных металлов, способных образовывать аммиакаты.
2.3.3 ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ ЖЕЛЕЗА(III) В СТОКАХ
Исходное
содержание
железа(III)
в
растворе
определяли
комплексонометрическим методом с индикатором сульфосалициловая кислота.
Методика определения. Железо в растворе находится в трёх валентном
состоянии и предварительное окисление не проводится. Железо(III) гидролизуется и
выпадает в осадок при pH 3,64,5. Для этого мы приливали небольшими порциями 1
моль/л раствор аммиака к аликвотной части раствора ванн хромирования (5 мл) до
слабого, но устойчивого запаха.
Осадок гидроксида железа отфильтровывали, промывали раствором аммиака,
растворяли на фильтре в небольшом количестве 1 моль/л хлороводородной кислоты,
промывали водой и после этого доводили раствор дистиллированной водой до 100
мл.
Затем раствор нейтрализуют раствором аммиака до pH=2 (по бумаге Конго
красный). Нагревают до 600С, добавляют крупинку сульфосалициловой кислоты и
титруют раствором 0,025 моль/л ЭДТА (этилендиаминтетраацетат динатриевая соль)
до перехода красной окраски в соломенножёлтую.
Содержание железа рассчитывают по формуле:
С = СЭДТА • VЭДТА∙• МFe/Va,
где С – содержание железа г/л.
СЭДТА – концентрация ЭДТА, моль/л
34VЭДТА – объём титранта пошедший на титрование, мл
МFe – молекулярная масса железа
Va – объём аликвоты
Содержание железа в отработанном растворе ванн хромирования составило 6,4
г/л.
2.3.4 ОПРЕДЕЛЕНИЕ СОДЕРЖАНИЯ ХРОМА В СТОКАХ
Сущность метода. Ионы хрома(III) окисляют до бихроматионов в кислой
среде персульфатом аммония:
2Cr3+ + 3S2O8
2 + 7H2O = Cr2O7
2 + 6SO4
2 +14H+
Бихроматионы титруют солью железа(II) 1 моль/л (солью Мора) в присутствии
индикатора Nфенилантраниловая кислота до исчезновения фиолетовокрасной
окраски индикатора:
Cr2O7
2+ + 6Fe2+ + 14H+ = 2Cr3+ + Fe3+ + 7H2O
Так находится суммарное количество содержания хрома(VI) и хрома(III). В
другой пробе титрование проводят без предварительного окисления персульфатом.
Это титрование показывает содержание хрома(VI). По разности между результатами
обоих титрований рассчитывают содержание хрома(III).
Содержание хрома рассчитываем по формуле:
С = Ссоль Fe(II) • Vсоль Fe(II)∙• МCr/Va,
где С – содержание хрома г/л.
Ссоль Fe(II) – концентрация соли Мора моль/л
Vсоль Fe(II) – объём соли Мора пошедший на титрование, (14,03 мл)
МCr – молекулярная масса хрома
Va – объём аликвоты, (5 мл.)
Содержание хрома в отработанном растворе ванн хромирования составило
145,63 г/л.
352.3.5 ОПРЕДЕЛЕНИЕ ИСХОДНОГО СОДЕРЖАНИЯ КИСЛОТЫ
Исходное содержание кислоты мы находим методом pH метрического
титрования гидроксидом калия с использованием прибора – иономера
универсального ЭВ74 со стеклянным индикаторным электродом ЭСЛ4307 и
хлорсеребряным электродом сравнения ЭВЛ1МЗ. Предварительную настройку
прибора проводим по стандартным буферным растворам по методике, приведённой в
руководстве по эксплуатации прибора.
Методика определения. Аликвотную часть отработанного раствора ванн
хромирования (5 мл) помещаем в стаканчик для титрования, разводим водой до 30
40 мл, опускаем в него электроды и магнитную мешалку. После этого заливаем в
бюретку 0,1 моль/л раствора КОН и титруем порциями по 0,5 мл при интенсивном
перемешивании раствора, измеряя значение pH после каждой добавленной порции
титранта. Полученный результат представлен на рис. 7.
36H
p
1 2
8
4
0
0
1 0
о б ъ е м 0 , 1 м о л ь / л К О Н , м л
2 0
3 0
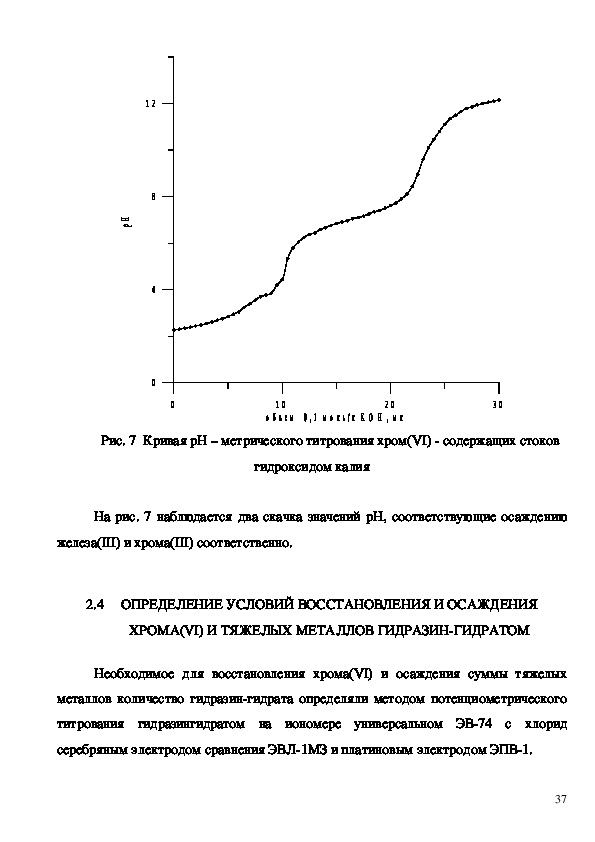
Рис. 7 Кривая pH – метрического титрования хром(VI) содержащих стоков
гидроксидом калия
На рис. 7 наблюдается два скачка значений рН, соответствующие осаждению
железа(III) и хрома(III) соответственно.
2.4 ОПРЕДЕЛЕНИЕ УСЛОВИЙ ВОССТАНОВЛЕНИЯ И ОСАЖДЕНИЯ
ХРОМА(VI) И ТЯЖЕЛЫХ МЕТАЛЛОВ ГИДРАЗИНГИДРАТОМ
Необходимое для восстановления хрома(VI) и осаждения суммы тяжелых
металлов количество гидразингидрата определяли методом потенциометрического
титрования гидразингидратом на иономере универсальном ЭВ74 с хлорид
серебряным электродом сравнения ЭВЛ1МЗ и платиновым электродом ЭПВ1.
370
0
1
х
В
м
,
л
а
и
ц
н
е
т
о
п
8
4
0
-4
-8
0
2
1
2
4
о б ъ е м г и д р а з и н г и д р а т а , м л
1 2
1 0
8
6
4
2
6
H
p
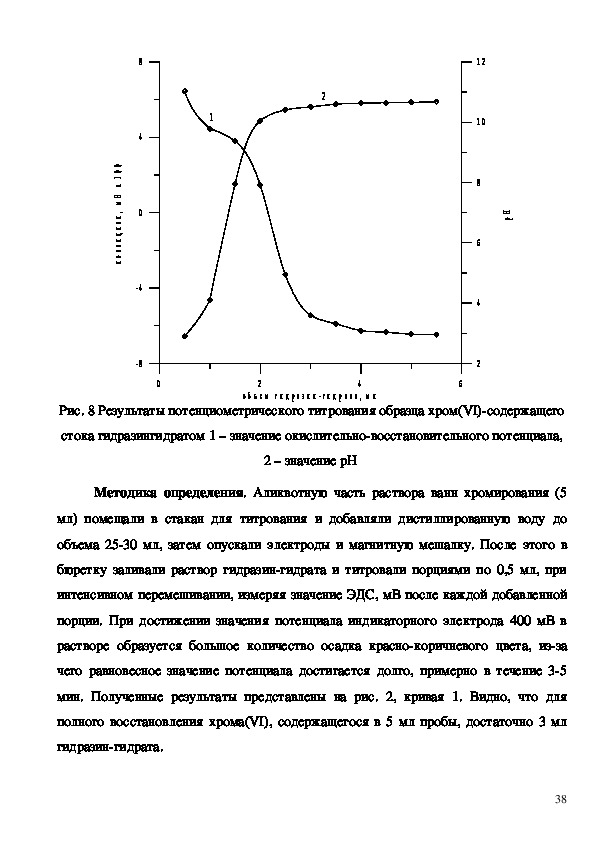
Рис. 8 Результаты потенциометрического титрования образца хром(VI)содержащего
стока гидразингидратом 1 – значение окислительновосстановительного потенциала,
2 – значение рН
Методика определения. Аликвотную часть раствора ванн хромирования (5
мл) помещали в стакан для титрования и добавляли дистиллированную воду до
объема 2530 мл, затем опускали электроды и магнитную мешалку. После этого в
бюретку заливали раствор гидразингидрата и титровали порциями по 0,5 мл, при
интенсивном перемешивании, измеряя значение ЭДС, мВ после каждой добавленной
порции. При достижении значения потенциала индикаторного электрода 400 мВ в
растворе образуется большое количество осадка краснокоричневого цвета, изза
чего равновесное значение потенциала достигается долго, примерно в течение 35
мин. Полученные результаты представлены на рис. 2, кривая 1. Видно, что для
полного восстановления хрома(VI), содержащегося в 5 мл пробы, достаточно 3 мл
гидразингидрата.
38Параллельно с измерением ЭДС измеряли рН раствора, используя стеклянный
индикаторный электрод. Полученные результаты представлены на рис. 8, кривая 2.
Видно, что процесс осаждения суммы гидроксидов металлов (рН > 10) заканчивается
практически одновременно с процессом восстановления хрома(VI) (значения рН
перестали заметно изменяться после добавления 2,5 мл гидразингидрата).
2.5
ОЧИСТКА ОТРАБОТАННЫХ РАСТВОРОВ ХРОМИРОВАНИЯ
Оптимальные условия осаждения гидроксидов металлов из растворов
хромирования мы находили методом потенциометрического титрования по
методике, описанной в разделе 2.4, используя в качестве титранта 18% раствор
гидразингидрата.
Необходимое количество гидразингидрата для осаждения гидроксидов
металлов находили графическим методом по кривой окислительно
восстановительного титрования.
2.5.1 ПРОДУКТЫ, ПОЛУЧАЕМЫЕ ПРИ УТИЛИЗАЦИИ ОТРАБОТАННОГО
РАСТВОРА ХРОМИРОВАНИЯ
Начало выпадения металлов наблюдалось после добавления 13 мл 18%
гидразингидрата к 50 мл отработанного раствора. Гидроксиды металлов полностью
осаждаются при добавлении 30 мл раствора гидразингидрата к 50 мл исходного
раствора. Наблюдается сильное разогревание. Выпал осадок краснокоричневого
цвета. После охлаждения до комнатной температуры, осадок отделили
фильтрованием на воронке Бюхнера с колбой Бунзена. Разряжение создавали с
помощью водоструйного насоса. После высушивания на воздухе, его масса составила
7,487 г.
392.5.2 АНАЛИЗ ПОЛУЧЕННОГО ФИЛЬТРАТА
СУХОЙ ОСТАТОК – это масса остатка, получаемого выпариванием
профильтрованной пробы сточной воды и высушиванием при температуре 1031050С
в случае большого содержания органических веществ. Эта величина должна
выражать суммарное количество растворённых в пробе веществ, неорганических и
органических. Получаемые результаты, удовлетворяют этому требованию лишь
приближённо, при какой бы из указанных двух температур ни проводилось
высушивание остатка.
В нашем случае следует предпочесть высушивание при температуре 1781820С
(для полного удаления кристаллизационной воды), так как в анализируемом растворе
содержаться в основном неорганические соли.
Ход определений. В прокалённую, охлаждённую и взвешенную фарфоровую
чашку помещали 50 мл предварительно отфильтрованного анализируемого раствора.
Воду выпаривали на водяной бане досуха. Затем переносили чашку с остатком в
сушильный шкаф и высушивали при температуре 1781820С до постоянной массы.
Расчёт содержания сухого остатка (х) в мг/л высчитывают по формуле:
Х=[(a−b)∙1000 ] / V
а – масса чашки с сухим остатком, мг
b – масса пустой чашки, мг
V – объём анализируемой сточной воды, мл
Содержание сухого остатка составило 168,1 г/л.
ПРОКАЛЁННЫЙ ОСТАТОК. Цель этого определения – получить приближённое
представление о содержании органических и неорганических веществ в пробе (мг/л): при
прокаливании органические вещества, а также соли аммония и другие летучие соединения
удаляются, большинство неорганических остаются.
Ход определения. Чашку с сухим остатком помещают в муфельную печь,
предварительно разогретую до 5756000С, и прокаливают 1520 мин. Затем дают
40остыть сначала немного на воздухе, а затем в эксикаторе. После полного охлаждения
чашку с остатком взвешивают. Прокаливание повторяют до постоянной массы.
Результат рассчитывают по той же формуле, что и при определении сухого остатка.
Прокаленный остаток в анализируемом фильтрате отсутствует.
Так как прокалённый остаток отсутствует, это говорит о том, что в растворе
присутствуют соли аммония
ОСТАТОЧНОЕ СОДЕРЖАНИЕ ГИДРАЗИНА.
Сущность метода.
проводили спектрофотометрическим методом.
Определение остаточных количеств гидразингидрата
Первоначально строили
калибровочный график, для этого к различному количеству гидразингидрата
добавляли 3 мл 2% парадиметиламинобензальдегида (пДМАБ), 2 мл
концентрированной HCl и до 25 мл дистиллированную воду. Замеряли оптическую
плотность полученных растворов на спектрофотометре СФ26 в кювете толщиной 1
см при длине волны =430 нм на фоне холостого опыта.
λ
При измерении оптической плотности сточных вод после очистки от тяжёлых
металлов для определения остаточных количеств гидразингидрата было получено,
что D менее 0,1. Поскольку чувствительность анализа ниже предельно допустимой
концентрации, можно сделать вывод, что содержание гидразингидрата в стоках
меньше чем значение ПДК.
2.6 СПОСОБ УТИЛИЗАЦИИ ХРОМ(VI)СОДЕРЖАЩИХ СТОКОВ
С ВЫСОКИМ СОДЕРЖАНИЕМ ЖЕЛЕЗА
В гальваническом производстве кроме стоков ванн хромирования, результаты
исследования которых представлены выше, есть стоки ванн размеднения, которые
кроме хрома содержат большие концентрации железа. Метод, рассмотренный до
этого может быть использован если нас волнует только очистка стоков, но если мы
ставим перед собой цель возможного вторичного использования металлов
41содержащихся в растворе как пигментов в лакокрасочной промышленности, то метод
не подходит, так как из за больших концентраций железа и цветных металлов сильно
ухудшается цветность пигментов и их качество. Для этого предложен второй метод
утилизации стоков с раздельным выделением железа, хрома и цветных металлов,
образующих растворимые аммиакаты.
2.6.1 ОПРЕДЕЛЕНИЕ УСЛОВИЙ ВОССТАНОВЛЕНИЯ И ОСАЖДЕНИЯ
Осаждение гидроксидов железа. Осаждение проводится 10 моль/л раствором
аммиака до значения рН 4,0. Для этого к 50 мл стоков ванн хромирования приливали
6,2 мл раствора аммиака. Образовавшуюся суспензию краснокоричневого цвета
охлаждали до комнатной температуры и через 2030 мин фильтровали. Для полного
переноса осадка из стакана на фильтр потребовалось 20 мл дистиллированной воды.
После высушивания масса полученного осадка составила 1,28 г, которая
представляет собой порошок коричневого цвета, который можно использовать в
лакокрасочной промышленности.
Определение
оптимальных условий восстановление
хрома
потенциометрическим титрованием гидразингидратом при нагревании
фильтрата до 50600С. Для этого к 5 мл фильтрата полученного после осаждения
железа по выше описанной методике, добавляли дистиллированную воду, нагревали
до 50600С и титровали разбавленным (1:3) раствором гидразингидрата порциями по
0,5 мл, при интенсивном перемешивании раствора, измеряя значение ЭДС после
каждой добавленной порции титранта. Реакция после нагревания протекает
интенсивнее. Полученные результаты представлены на рис. 9.
424
0
-4
0
0
1
х
В
м
,
л
а
и
ц
н
е
т
о
п
0
4
о б ъ е м г и д р а з и н г и д р а т а , м л
8
1 2
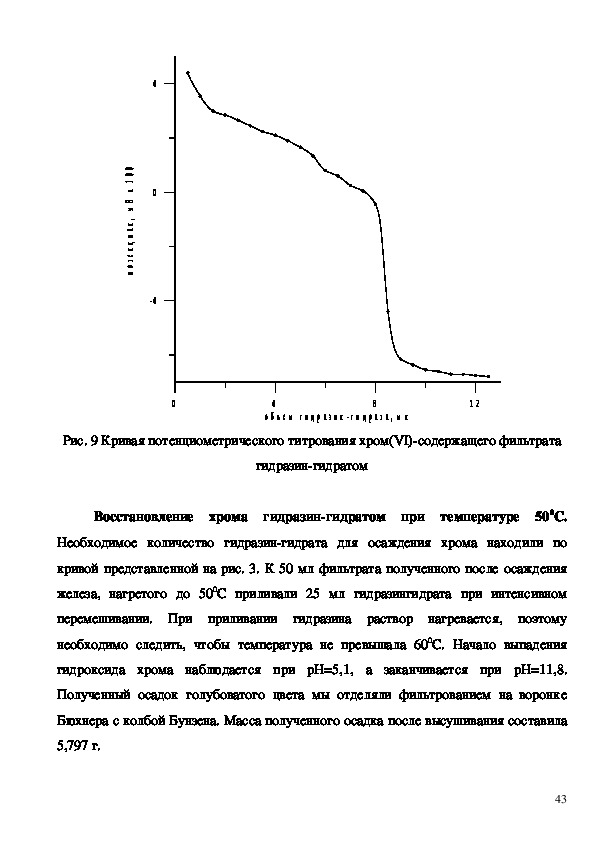
Рис. 9 Кривая потенциометрического титрования хром(VI)содержащего фильтрата
гидразингидратом
Восстановление хрома гидразингидратом при температуре 500С.
Необходимое количество гидразингидрата для осаждения хрома находили по
кривой представленной на рис. 3. К 50 мл фильтрата полученного после осаждения
железа, нагретого до 500С приливали 25 мл гидразингидрата при интенсивном
перемешивании. При приливании гидразина раствор нагревается, поэтому
необходимо следить, чтобы температура не превышала 600С. Начало выпадения
гидроксида хрома наблюдается при pH=5,1, а заканчивается при pH=11,8.
Полученный осадок голубоватого цвета мы отделяли фильтрованием на воронке
Бюхнера с колбой Бунзена. Масса полученного осадка после высушивания составила
5,797 г.
43Осаждение можно упростить, приливая к 25 мл гидразингидрата 50 мл
фильтрата без его предварительного нагревания, так как при постепенном
добавлении фильтрата происходит разогрев до 420С, при этом, чем больший объем
пробы мы приливаем, тем сильнее происходит разогревание. Конечное значение pH =
11,4. После проведения данной реакции цвет осадка стал более интенсивным, а
именно ярко голубого цвета. Масса полученного осадка составила 6,23 г.
2.6.2 УТИЛИЗАЦИЯ РАСТВОРОВ ХРОМИРОВАНИЯ
В соответствии с найденными в п. 2.6.1. оптимальными условиями утилизации
растворов хромирования к 100 мл исследуемого раствора приливали 12,4 мл
концентрированного раствора аммиака. После выпадения осадка проводили
отделение гидроксида железа фильтрованием. Осадок промывали на фильтре 17 мл
дистиллированной воды. Масса полученного после высушивания на воздухе осадка
составила 1,939 г. Общий объем фильтрата составил 117 мл.
Далее к 60 мл гидразингидрата приливали 117 мл полученного фильтрата.
После выпадения осадка проводили отделение гидроксида хрома фильтрованием.
Осадок промывали на фильтре 10 мл дистиллированной воды. Объём полученного
фильтрата составил 103 мл.
Из полученного осадка извлекали цветные металлы. Для этого в осадок
добавляли 10 мл воды, 20 мл 10 моль/л раствора аммиака и интенсивно
перемешивали в течение 510 мин. Фильтрование проводили на воронке Бюхнера с
колбой Бунзена. Масса полученного осадка составила 14,565 г. Объём фильтрата
составил 54 мл.
Определение цветных металлов в полученном фильтрате. Содержание
цветных металлов определяли методом комплексонометрического титрования с
индикатором эриохром черным. К 5 мл полученного фильтрата добавляли несколько
крупинок индикатора и титровали 0,025 моль/л раствором ЭДТА до перехода
окраски с виннокрасной до синей. На титрование пошло 0,1 мл раствора ЭДТА.
44Содержание цветных металлов рассчитывается по формуле:
С = VЭДТА ∙ СЭДТА/Vа,
где С содержание цветных металлов, гэкв./л
VЭДТА – объём титранта пошедшего на титрование, мл
СЭДТА – концентрация ЭДТА, моль/л
Vа – объём анализируемого фильтрата, мл
Содержание цветных металлов в фильтрате составило 0,0005 гэкв./л.
Для подтверждения полученного результата проводили определение цветных
металлов методом обратного титрования. Для этого к 5 мл фильтрата приливали 15
мл 0,025 моль/л раствора ЭДТА, 5 мл аммиачного буферного раствора и несколько
крупинок индикатора эриохрома чёрного. Титровали 0,025 моль/л раствором
сульфата магния. На титрование пошло 14,9 мл сульфата магния, подтверждая
необходимость 0,1 мл раствора ЭДТА при прямом комплексонометрическом
титровании.
453
ВОПРОСЫ ОХРАНЫ ТРУДА, ТЕХНИКИ БЕЗОПАСНОСТИ
Техника безопасности – это система организационных мероприятий,
технических средств и методов, предотвращающих воздействие на работающих
опасных производств.
Безопасные условия труда – состояние условий труда, при которых
воздействие на работающего опасных и вредных производственных факторов
исключено или не превышает предельно допустимых значений.
ОПАСНЫЕ И ВРЕДНЫЕ ПРОИЗВОДСТВЕННЫЕ ФАКТОРЫ.
Факторы
подразделяются по природе действия на следующие группы: физические,
химические, биологические и психофизиологические.
Физические опасные и вредные производственные факторы подразделяются на:
движущиеся машины и механизмы, передвигающиеся изделия, заготовки, материалы
а также повышенная запыленность и загазованность воздуха рабочей зоны,
повышенная или пониженная температура воздуха рабочей зоны, влажность воздуха и
недостаточная освещенность рабочей зоны.
Производственная деятельность гальванических производств связана с
вредными химическими веществами, по характеру воздействия они подразделяются
на: токсические, раздражающие, сенсибилизирующие, канцерогенные, мутагенные и
влияющие на репродуктивную функцию.
В организм человека вещества проникают через: органы дыхания, желудочно
кишечный тракт, кожные покровы и слизистые оболочки.
Химические и физические опасные и вредные производственные факторы
являются основными и требования к безопасности труда разрабатываются по
специальным нормативам.
46Биологические и психофизиологические опасные и вредные производственные
факторы в гальваническом производстве являются не существенными и не
учитываются.
3.1 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
На предприятиях, производственная деятельность которых связана с вредными
веществами, должны быть разработаны нормативнотехнические документы по
безопасности труда при производстве, применении и хранении вредных веществ.
Выполнены комплексы организационнотехнических, санитарногигиенических и
медикобиологических мероприятий.
Мероприятия по обеспечению безопасности труда при контакте с вредными
веществами должны предусматривать:
Применение прогрессивной технологии производства исключающей контакт
человека с вредными веществами, рациональную планировку промышленных
площадок, зданий и помещений;
Контроль за содержанием вредных веществ в воздухе рабочей зоны, применение
средств индивидуальной защиты работающих, инструкций по оказанию до врачебной
и неотложной медицинской помощи пострадавшим при отравлении.
3.2 ТРЕБОВАНИЯ К САНИТАРНОМУ ОГРАНИЧЕНИЮ СОДЕРЖАНИЯ
ВРЕДНЫХ ВЕЩЕСТВ В ВОЗДУХЕ РАБОЧЕЙ ЗОНЫ
Предельно допустимые концентрации (ПДК) вредных веществ в воздухе
рабочей зоны обязательные санитарные нормативы для использования при
технологических процессов,
проектировании производственных
зданий,
оборудования и вентиляции, а также для предупредительного и текущего
санитарного надзора.
47Предельно допустимые значения параметров опасных и вредных
производственных факторов на рабочих местах устанавливаются в стандартах ССБТ
по нормам, предложенным Минздравом Российской, и согласованию с
министерствами и ведомствами не подлежат.
3.3
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ТРУДА НА ГАЛЬВАНИЧЕСКОМ
ПРОИЗВОДСТВЕ
Гальванические цехи должны быть расположены в одноэтажных зданиях или в
первых этажах многоэтажных зданий в изолированных помещениях высотой 5м.
В отдельных случаях гальванические участки могут быть расположены в
потоке других цехов, но с обязательным устройством местной вентиляции.
При размещении гальванических цехов и участков в многоэтажных зданиях
должны быть проведены мероприятия исключающие возможность попадания
загрязнённого воздуха из гальванических цехов в вышерасположенные и смежные
помещения.
Температура в помещении гальванических цехов должна быть в пределах 180 –
220С.
Основными вредными веществами в воздухе рабочей зоны гальванических
цехов являются гидразингидрат, хроматы и бихроматы. При обработке стоков
хроматы и бихроматы мы переводим в не токсичные вещества при их
восстановлении.
Хроматы и бихроматы. В пересчёте на (CrO3).Предельно допустимая
концентрация – 0,01мг/м3, преимущественно агрегатное состояние в условиях
производства – аэрозоли. Хроматы и бихроматы являются веществами I класса
опасности. Особенности действия на организм – канцерогенное и алергенные
заболевания в производственных условиях.
48Гидразингидрат и его производные. Предельно допустимая концентрация –
0,1мг/м3, преимущественно агрегатное состояние в условиях производства пары и
газы. Гидразингидрат вещество I класса опасности.
3.4
ТЕХНИКА БЕЗОПАСНОСТИ ПРИ РАБОТЕ С ГИДРАЗИНОМ
Гидразин и его производные весьма токсичны, а также взрыво и
пожароопасны. Работа с этими веществами в лабораторных и промышленных
условиях требует чёткого соблюдения определённых мер защиты.
Хранение гидразина.
Гидразин и гидразингидрат при хранении могут
разлагаться с выделением водорода, азота и аммиака. Этот процесс заметнее
протекает при контакте гидразина с каталитически активными поверхностями
(платиновыми металлами, металлами группы железа и др.). При интенсивном
разложении гидразина в сосуде увеличивается давление, что может привести к
взрыву. Поэтому гидразин следует хранить в ёмкостях из материалов, не
катализирующих его разложение: из полимерных материалов.
Хранить гидразин следует в закрытых ёмкостях, чтобы предотвратить
испарение его в окружающую среду. При содержании 4,67% гидразина в воздухе
может произойти взрыв при температуре 430С. Во избежание взрыва и возгорания
гидразин рекомендуется хранить при температуре ниже 400С, для водных растворов
температура хранения гидразина выше.
Горящий гидразин тушат большим количеством воды.
Меры предупреждения вредного воздействия гидразина. При работе с
гидразином должны быть приняты меры предотвращающие попадание паров
гидразина в воздух. Это достигается герметизацией оборудования и работой с
49продуктом под тягой. Стены помещения, в котором проводят работы с гидразином, и
оборудование должны быть покрыты материалом, плохо сорбирующим гидразин.
Работники, подвергающиеся действию паров гидразина, должны иметь на
рабочем месте фильтрующий противогаз марки ʺАʺ или специальные газовые маски.
При работе с гидразином следует пользоваться герметичными защитными очками,
резиновыми перчатками и защитной одеждой.
В рабочем помещении необходимо периодически определять содержание
гидразина в воздухе. Для этой цели рекомендуется колориметрический метод с n
диметиламинобензальдегидом. Специфическим свойством гидразина является
способность образовывать окрашенные в жёлтый цвет азины при конденсации с
альдегидами. Так же следы гидразина можно обнаружить с помощью этхлорвинола
(по окрашиванию раствора в жёлтый цвет) и других органических реактивов
(пикрилхлорида, ванилина и др.).
504 ЭКОНОМИЧЕСКАЯ ЭФФЕКТИВНОСТЬ ПРИРОДООХРАННЫХ
МЕРОПРИЯТИЙ
При оценке эффективности инвестиционной деятельности природоохранных
мероприятий на предприятиях железнодорожного транспорта должен сохраняться
народнохозяйственный подход.
В условиях рыночной экономики основной показатель экономической
эффективности инвестиции в природоохранные мероприятия определяется как
разность между суммарной величиной предотвращенных потерь и текущими
затратами на эксплуатацию природоохранных устройств и сооружений, отнесенных к
капитальным вложениям, вызвавшим этот результат. Рассмотренный показатель
можно рассчитать по следующей формуле:
(4)
где Ер – показатель эффективности инвестиций в природоохранные
мероприятия;
51∆Υij – эффект природоохранных мероприятий /го года от предотвращения
(уменьшения) потерь на jм объекте;
С – годовые эксплуатационные расходы на обслуживание природоохранных
устройств и сооружений;
K – инвестиции в природоохранные мероприятия;
m – число учитываемых видов эффекта;
n – число объектов, находящихся в зоне улучшенного состояния окружающей
среды.
Величина эффекта от проведения природоохранных мероприятий
складывается из годового предотвращения ∆Υij экономического ущерба от
загрязнения окружающей среды (∆Υ*) и величины годового прироста прибыли от
улучшения производственных результатов деятельности предприятия в результате
оздоровления окружающей среды (∆Д) и определяется по формуле:
(5)
где ∆Υ* – предотвращенный экономический ущерб от загрязнения окружающей
среды, тыс. руб./г.;
∆Д – прирост прибыли предприятия от улучшения производственных
результатов деятельности предприятия, тыс. руб./г.
Величина предотвращаемого экономического ущерба от загрязнения среды
равна разности между расчетными значениями ущерба, который имел место до
осуществления мероприятия, и остаточного ущерба после проведения мероприятия
и определяется по формуле:
(6)
52где У1 – расчетная величина ущерба, который имел место до осуществления
запланированного мероприятия, тыс. руб. /г.;
У2 – расчетная величина ущерба, после осуществления запланированного
природоохранного мероприятия;
l – количество видов ущерба, l = 1, 2, 3....l.
Экономическая эффективность природоохранных мероприятий включает
расчет следующих показателей: экологический эффект, экономический эффект
(результат), экономическая эффективность.
Экологический эффект, или эффект для природы заключается в снижении
размеров загрязнения экосистем, уменьшении расходов природных ресурсов.
Экономический эффект (результат), представляющий эффект с позиций
общества, измеряется величиной предотвращенного годового ущерба, который имеет
место при загрязнении среды обитания людей.
Экономическая эффективность рассчитывается соизмерением получаемого
экономического эффекта и затрат на проведение мер по снижению загрязнений.
Для оценки экономической эффективности природоохранных мероприятий
используются следующие показатели:
1. Общая экономическая эффективность затрат на природоохранные
мероприятия:
(7)
где Эij – экономический эффект iго вида деятельности на/м предприятии.
З – затраты на природоохранные мероприятия.
2. Чистый экономический эффект от природоохранных мероприятий:
53(8)
При оценке эффективности инвестиционных проектов природоохранного
назначения можно использовать показатели обшей эффективности, к которым
относятся:
– чистый дисконтированный доход (ЧДД) или интегральный эффект;
– индекс доходности (ИД);
– внутренняя норма доходности (ВНД);
– срок окупаемости.
В экономической части нашего проекта необходимо рассчитать экономическую
эффективность от внедрения процесса очистки сточной воды для оборотных систем
водопотребления при промывке кожухов.
4.1 ОПРЕДЕЛЕНИЕ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИИ
УТИЛИЗАЦИИ ХРОМСОДЕРЖАЩИХ СТОКОВ
Полученные результаты исследований могут найти практическое применение
для утилизации хром(VI)содержащих стоков различного состава.
Процесс очистки сточных вод ванн хромирования включает следующие
стадии:
1. Дозировка стоков, аммиака, гидразина, воды.
2. Осаждение Fe(OH)3 в стоках, 10 моль/л аммиаком.
3. Фильтрование, промывка.
4. Фильтрат идёт на восстановление и осаждение хрома(VI) гидразингидратом.
5. Фильтрование, промывка.
6. Очищение раствора от остаточных количеств гидразингидрата.
7. Полученные осадки идут на сушку.
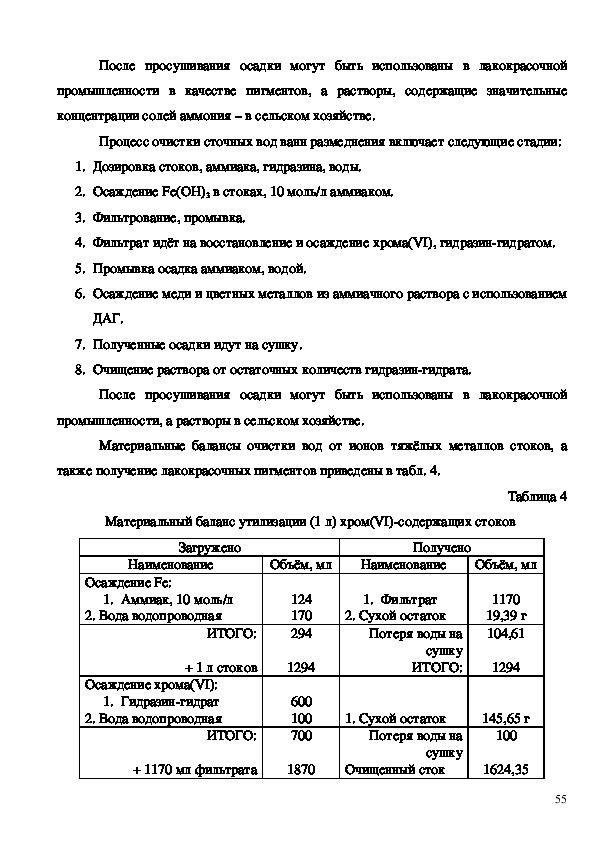
54После просушивания осадки могут быть использованы в лакокрасочной
промышленности в качестве пигментов, а растворы, содержащие значительные
концентрации солей аммония – в сельском хозяйстве.
Процесс очистки сточных вод ванн размеднения включает следующие стадии:
1. Дозировка стоков, аммиака, гидразина, воды.
2. Осаждение Fe(OH)3 в стоках, 10 моль/л аммиаком.
3. Фильтрование, промывка.
4. Фильтрат идёт на восстановление и осаждение хрома(VI), гидразингидратом.
5. Промывка осадка аммиаком, водой.
6. Осаждение меди и цветных металлов из аммиачного раствора с использованием
ДАГ.
7. Полученные осадки идут на сушку.
8. Очищение раствора от остаточных количеств гидразингидрата.
После просушивания осадки могут быть использованы в лакокрасочной
промышленности, а растворы в сельском хозяйстве.
Материальные балансы очистки вод от ионов тяжёлых металлов стоков, а
также получение лакокрасочных пигментов приведены в табл. 4.
Таблица 4
Материальный баланс утилизации (1 л) хром(VI)содержащих стоков
Загружено
Получено
Наименование
Объём, мл
Наименование
Объём, мл
Осаждение Fe:
1. Аммиак, 10 моль/л
2. Вода водопроводная
ИТОГО:
124
170
294
+ 1 л стоков
1294
Осаждение хрома(VI):
1. Гидразингидрат
2. Вода водопроводная
ИТОГО:
600
100
700
1. Фильтрат
2. Сухой остаток
Потеря воды на
сушку
ИТОГО:
1170
19,39 г
104,61
1294
1. Сухой остаток
Потеря воды на
сушку
145,65 г
100
+ 1170 мл фильтрата
1870
Очищенный сток
1624,35
554.2 ОРИЕНТИРОВОЧНАЯ СТОИМОСТЬ ОЧИСТКИ СТОЧНЫХ ВОД
Стоимость очистки сточных вод складывается из затрат на:
1. Реагенты.
2. Водоснабжение.
3. Электроэнергия, так как идёт автоматизация процессов.
4. Заработная плата обслуживающего персонала.
5. Коэффициент амортизации оборудования.
Приходной статьёй можно считать прибыль, полученную при сбыте
образовавшихся соединений.
Стоимость = Прибыль – Затраты
Положительной стороной очистки высоко агрессивных сточных вод
электрохимических производств является снижение их опасности окружающей
среде. В связи, с чем предприятие получает:
1. кредиты с меньшей процентной ставкой.
2. льготное налогообложение.
3. При правильном менеджменте предприятие может получать дотации на новые
природоохранные программы.
Так как данное предприятие может соответствовать международным
стандартам это во много раз может повысить его конкурентно способность и
возможность выхода на международный рынок.
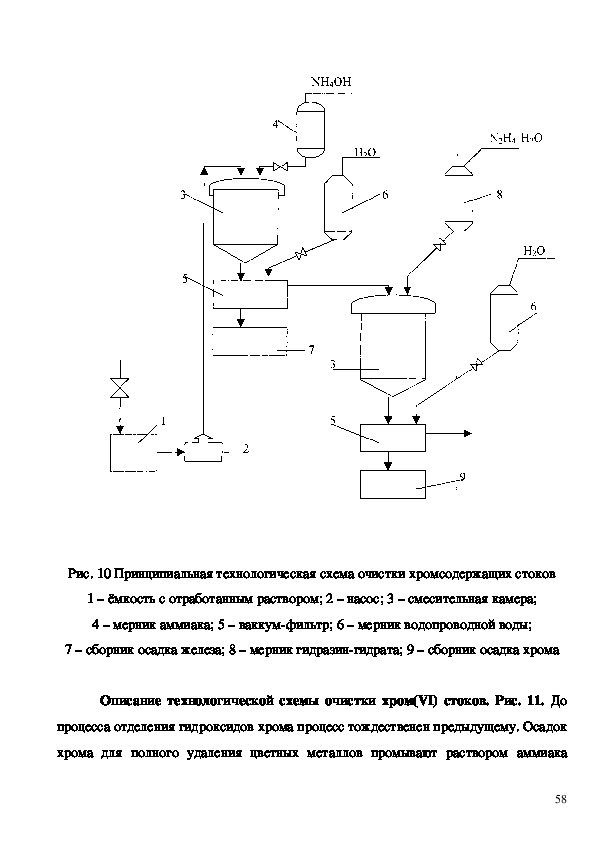
Описание технологической схемы очистки хром(VI) стоков ванн
хромирования. Рис. 10. Концентрированные хром(VI) стоки ванн хромирования
перед очисткой попадают в ёмкость для отработанных растворов (1). Затем при
работающей мешалке закачиваются насосом (2) в смесительную камеру (3) с
одновременным добавлением аммиака из мерника (4). После полного осаждения
железа (2,02,5 ч.) полученную суспензию выводят на вакуумфильтр (5) где
56проводят осаждение железа, для полного удаления остаточных количеств хрома,
осадок промывают водой из мерника (6), промытый осадок попадает в сборник (7)
для просушивания.
Фильтрат, полученный после осаждения железа при работающей мешалке
попадает в смесительную камеру (3), куда до этого был добавлен раствор гидразин
гидрата из мерника (8). Полное осаждение хрома длится (4,86,0 ч.), полученную
суспензию выводят на вакуумфильтр (5) где проводят осаждение хрома, для
полного удаления остаточных количеств гидразина, осадок промывают водой из
мерника (6), промытый осадок попадает в сборник (9) для просушивания.
57Рис. 10 Принципиальная технологическая схема очистки хромсодержащих стоков
1 – ёмкость с отработанным раствором; 2 – насос; 3 – смесительная камера;
4 – мерник аммиака; 5 – ваккумфильтр; 6 – мерник водопроводной воды;
7 – сборник осадка железа; 8 – мерник гидразингидрата; 9 – сборник осадка хрома
Описание технологической схемы очистки хром(VI) стоков. Рис. 11. До
процесса отделения гидроксидов хрома процесс тождественен предыдущему. Осадок
хрома для полного удаления цветных металлов промывают раствором аммиака
58мерник (4) и водой из мерника (6). При взаимодействии цветных металлов с
аммиаком образуются растворимые комплексные соединения – аммиакаты.
Полученный раствор цветных металлов при работающей мешалке закачивают в
смесительную камеру (3) с одновременным добавлением из мерника (9) ДАГ. Раствор
выводим на вакуумфильтр (5), откуда полученный осадок меди поступает в сборник
осадка (11).
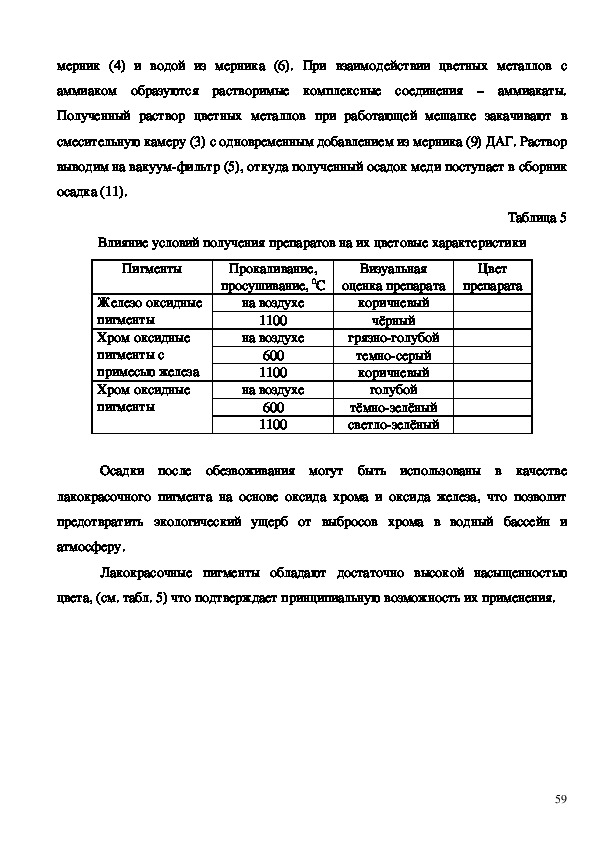
Таблица 5
Влияние условий получения препаратов на их цветовые характеристики
Пигменты
Прокаливание,
просушивание, 0С
Визуальная
Цвет
оценка препарата
препарата
Железо оксидные
пигменты
Хром оксидные
пигменты с
примесью железа
Хром оксидные
пигменты
на воздухе
1100
на воздухе
600
1100
на воздухе
600
1100
коричневый
чёрный
грязноголубой
темносерый
коричневый
голубой
тёмнозелёный
светлозелёный
Осадки после обезвоживания могут быть использованы в качестве
лакокрасочного пигмента на основе оксида хрома и оксида железа, что позволит
предотвратить экологический ущерб от выбросов хрома в водный бассейн и
атмосферу.
Лакокрасочные пигменты обладают достаточно высокой насыщенностью
цвета, (см. табл. 5) что подтверждает принципиальную возможность их применения.
59Рис. 11 Принципиальная технологическая схема очистки хром(VI) стоков
60ЗАКЛЮЧЕНИЕ
Основное количество цветных металлов поступает в производственные стоки
в виде концентрированных отработанных растворов, содержащих десятки – сотни г/л
солей металлов. Помимо прямых потерь цветных металлов наносится ущерб
окружающей среде – используются земельные участки под шламохранилища.
На примере концентрированных стоков
разработан метод очистки и
утилизации сточных вод гальванических производств, содержащих хром(VI) и
железо(III), при раздельном осаждении гидроксидов металлов и получение из них
лакокрасочных пигментов.
В качестве восстановителя хрома(VI) и осадителя гидроксидов тяжёлых
металлов использовали водный раствор гидразингидрата Необходимые для
восстановления количества реагента находили по результатам потенциометрического
окислительновосстановительного титрования аликвоты стока раствором гидразин
гидрата с платиновым индикаторным электродом. Применение гидразингидрата
позволяет проводить процессы восстановления хрома(VI) и осаждение хрома(III) в
одну стадию.
Доказано что при очистке сточных вод гидразингидратом исключается
повышение солесодержания в очищенных стоках. Благодаря примеси переходных
металлов (Cu, Mn и других), катализирующих разложение гидразина, его остаточное
содержание в фильтрате незначительно.
Главной проблемой при получении пигментов является наличие примесей
цветных металлов, особенно меди, что сильно ухудшает цветность. Большую часть
примесей удаляли промыванием осадка аммиаком. При этом металлы, способные
образовывать аммиакаты, переходили в раствор. После промывки водой, сушки и
прокаливания получали пигменты, пригодные для использования в лакокрасочной
промышленности.
57СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Смирнов Д.Н., Генкин В.Е. Очистка сточных вод в процессах обработки
металлов. М.: Металлургия, 1989. – 224 с.
2. Леснов А.Е., Радушев А.В., Вершинина С.С. Совместная утилизация
отработанных технологических растворов, содержащих хром(VI) и железо(II) //
Химия и технология воды. 1996. № 1. С. 8789
3. Радушев А.В., Чернова Г.В., Леснов А.Е. Очистка цинк и хромсодержащих
сточных вод гальванических производств // Химия и технология воды. 1992. Т.
14, № 8. С. 626629
4. Пат. США № 4764284, кл3. С 02 F 1/52, 1988. – М. № 4907306. Способ
переработки сточных вод гальванических производств /В.А. Руденок, В.Ф.
Груздев. Заявл. 31.01.91; Опубл. 07.06.93.
5. Пат. Россия. № 3646727. кл3. С 02 F 1/62. Способ очистки сточных вод от
шестивалентного хрома / В.Н. Трофимов, Е.М. Смирнов, И.Н. Дранников, Т.С.
Чикирина. Заявл. 29.09.83; Опубл. 23.11.86.
6. Пат. Россия. № 2726153. кл3. С 02 F 1/62. Способ очистки сточных вод от
хрома /А.П. Сериков, А.Д. Михнев, С.Е. Петров. Заявл. 12.02.79; Опубл.
115.03.81.
7. Пат. Россия. № 5068354. кл3. С 02 F 1/62. Способ очистки сточных вод от
хрома и цветных металлов / А.С. Халемский, С.А. Паюсов. Заявл. 21.08.92;
Опубл. 20.03.96.
8. Пат. Россия. № 2718106. кл3. С 02 F 1/62. Способ обезвреживания сточных вод
от хрома /А.П. Амарян, В.Д. Васильев, А.А. Пирогов, Л.И. Грацерштейн. Заявл.
29.01.79; Опубл. 15.11.81.
9. Пат. Россия. № 3598095. кл3. С 02 F 1/62. Способ очистки сточных вод от
шестивалентного хрома /Б.П. Середа, Л.К. Дерюгина, Г.А. Кравченко, Э.В.
Вараксина, А.А. Ваулина, А.Н. Шмидт. Заявл. 27.05.83; Опубл. 30.01.85.
5810.Пат. Россия. № 4767227. кл3. С 02 F 1/62. Способ очистки сточных вод от
шестивалентного хрома /А.И. Дикусар, А.Н. Молин, Л.А. Хануков, Л.В.
Солтановская, Э.Г. Коржевский. Заявл. 11.12.89; Опубл. 29.02.92.
11.Лурье Ю.Ю. Аналитическая химия промышленных сточных вод. – М.: Химия,
1984. – 448 с.
12.Киреев В.А. Курс аналитической химии. М.: Химия, 1975. – 776 с.
13.ГОСТ 12.1.005 – 80 Система стандартов безопасности труда. Термины и
определения. – М.: ИПК Издво стандартов, 1999. – С.78.
14.ГОСТ 12.0.003 – 77 Система стандартов безопасности труда. Опасные и
вредные производственные факторы. Классификация. – М.: ИПК Издво
стандартов, 1999. – С.1723.
15.ГОСТ 12.1.007 – 76 Система стандартов безопасности труда. Вредные
вещества. – М.: ИПК Издво стандартов, 1999.–С.110118.
16.ГОСТ 12.0.001 – 82 Система стандартов безопасности труда. Основные
положения. – М.: ИПК Издво стандартов, 1999.–С.912.
17.Правила техники безопасности и производственной санитарии при
производстве метало покрытий. М.: Всеросийско издательсько –
полиграфическое объединение, 1983. – 268 с.
18.ГОСТ 12.1.005 – 88. Система стандартов безопасности труда. Общие санитарно
гигиенические требования к воздуху рабочей зоны. М.: ИПК Издво
стандартов, 1999. – 133 с.
19.Сарнер С. Химия ракетных топлив. – Пер. с англ./Под ред. В.А. Ильинского
М.: Мир, 1969. – 185 с.
20.Соловьёва Г.В. Определение вредных веществ в воздухе. – М.: Медгиз, 1957. –
193 с.
5960