Поделиться

КГБПОУ «Зеленогорский техникум промышленных технологий и сервиса»
Профессия 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки)
ПМ.05 Газовая сварка (наплавка)
УП.05 Газовая сварка (наплавка)
24. 04. 2020
Занятие № 4
Тема: Наплавка валиков на пластины в нижнем положении
Сегодня Вам предстоит ознакомиться с технологией выполнения наплавки качественных валиков, изучить способы и приемы проплавления металла и наплавки валиков левым способом газовой сварки в нижнем положении. Задание делю на три части.
Первая часть
Задание
1. Изучите материал, изложенный в
учебно-производственном задании.
Учебно-производственное задание:
Плавление металла левым способом газовой сварки.
Цель задания: научиться выбирать и регулировать мощность пламени горелки в зависимости от толщины и марки основного металла; производить наплавку качественных валиков правым и левым способами газовой сварки без присадочного и с присадочным металлом.
Необходимое оснащение рабочего места.
Пост для газовой сварки, горелка с набором сменных наконечников, молоток, зубило, стальная щетка, латунные иглы, сосуд с водой для охлаждения наконечника горелки, защитные очки и спецодежда.
Материалы: сварочная проволока марки Св-08 и Св-08А, пластины из низкоуглеродистой стали размером 250Х150Х4 мм.
Плавление металла левым способом газовой сварки
1. Получить качественный шов путем
переплавления основного металла.
1.1. Взять пластину 250Х150Х4 мм и разметить (рисунок 1).

Рисунок 1- Разметка пластины
1.2. Расположить пластину на горизонтальной поверхности стола так, чтобы можно
было выполнить наплавку в положении сидя, без наклона корпуса вперед.
1.3. Рассчитать требуемую мощность пламени исходя из толщины выбранной
пластины. Установить соответствующий номер наконечника.
1.4. Сесть за стол сварщика, зажечь и отрегулировать пламя до нормального.
Проверить наличие запаса ацетилена.
1.5. Направить пламя на пластину так, чтобы угол наклона мундштука горелки, а к
поверхности пластины был равным 80—90° (рисунок 2).

Рисунок 2 – Угол наклона мундштук
Такой угол наклона α необходим для быстрого нагрева и
образования сварочной ванны.
1.6. Неподвижным пламенем нагреть металл до образования ванночки расплавленного
металла диаметром, равным ширине разметки. Нагревать средней зоной пламени,
выдерживая длину пламени ![]() (расстояние от мундштука до пластины) в
пределах, равных
(расстояние от мундштука до пластины) в
пределах, равных ![]() мм, где
мм, где ![]() длина ядра, зависящая от мощности пламени
(номера наконечника).
длина ядра, зависящая от мощности пламени
(номера наконечника).
1.7. После наведения сварочной ванны уменьшить угол α до 35—40° и равномерно без колебаний
перемещать пламя вдоль линии разметки (рисунок 3).

Рисунок 2 – Уменьшение угла наклона мундштука
1.8. Повторить упражнение столько раз, сколько потребуется для получения шва
одинаковой ширины b по длине и с равномерным распределением
чешуек поперек шва (рисунок 4).

Рисунок 4 –Равномерная ширина шва
Это достигается путем равномерного
перемещения пламени (без задержки и рывков) вдоль шва, соблюдения расстояния L
и прямолинейного движения мундштука.
1.9. Повторить п. 1.3—1.8, перемещая конец мундштука горелки по траекториям
(рисунок 5).

Рисунок 5 – Перемещение конца мундштука
1.10. Наплавить на контрольный образец валики при различных колебательных движениях концом мундштука. Наплавку производить в присутствии товарища по группе, который должен засечь время начала и окончания наплавки с целью определения скорости наплавки, которую необходимо выдержать постоянной при всех наплавках и во время выполнения каждого валика. Наплавлять контрольные валики нужно поперек стыка, образованного двумя пластинами (рисунок 6).

Рисунок 6- Наплавка валиков поперек стыка
1.11. Разломить образец, измерить штангенциркулем геометрические размеры валика
(ширину b, глубину проплавления h, высоту
выпуклости hB (рисунок 7).

Рисунок 7 - Геометрические размеры валика
Результаты измерений занести в Таблицу 2 и сделать выводы по каждому валику и общий вывод по всем наплавленным валикам (в сравнении).
Таблица 2 Глубина проплавления в зависимости от скорости наплавки

Вторая часть
Задание 1. Изучите материал представленный автором учебника «Частный сварщик», Герелович Николем Николаевичем.
Зажигание и регулировка пламени
Видео: "Как правильно зажигать ацетиленокислородную горелку"
Для зажигания пламени откройте ацетиленовый вентиль на пол-оборота и, направив горелку в сторону от людей, поднесите сбоку спичку или зажигалку. Если пламя между его началом и торцом мундштука имеет зазор, уменьшите подачу ацетилена. Откройте подачу кислорода и, регулируя вентили по очереди, установите необходимую мощность пламени. Лучше всего это делается по интенсивности шума. В дальнейшем все регулировки пламени осуществляйте ацетиленовым вентилем.

При зажигании газовой горелки обычная бытовая зажигалка может взорваться в руке, кроме того, в момент поджига можно травмировать пальцы пламенем, даже если рука в перчатке. Зажигалка L2 более безопасна. Её можно применять при любых погодных условиях. В качестве искрообразующего элемента используется кремний. Зажигалка долговечна, работает безотказно, удобна для поджига любой рукой.
Любой из номеров наконечников способен производить сварку металла в пределах
определенной толщины (Таблица 1).
Таблица 1
|
Номера наконечников |
||||||||
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
|
Примерная толщина свариваемого металла (сталь), мм |
0,3 – 0,6 |
0,5 – 1,5 |
1 – 2,5 |
2,5 – 4 |
4 - 7 |
6 - 11 |
10 - 18 |
17 - 30 |
Для каждой из допустимых для данного наконечника толщин металла необходимо
подобрать свою мощность пламени. Мощность пламени определяется количеством
расходуемого ацетилена и кислорода. Если мы установили расход ацетилена и
кислорода меньше необходимых для данного наконечника. то он, как говорят,
начинает "стрелять". Если больше - происходит отрыв пламени и его
погасание. Сварщик устанавливает необходимую мощность горелки, ориентируясь на
ее шум.
Видео: "Регулирование мощности сварочной горелки"
Из этих трех разновидностей пламени в подавляющем большинстве случаев
применяется нормальное пламя. Оно характеризуется четко очерченным ядром и
отсутствием фиолетового оттенка. Сварка ведется той частью пламени, что
находится на расстоянии 2 – 3 мм от конца ядра.
Видео: "Виды сварочного пламени и их применение"
Выключаем горелку, закрыв сначала ацетиленовый вентиль и только после этого кислородный. При большом перерыве в работе закрываем вентили на кислородном и ацетиленовом баллоне (или поднимаем шток корзины генератора, закрыв вентиль внизу затвора).
Учтите, что вентиль кислородного баллона рассчитан только на работу в двух крайних положениях: вправо до упора – закрыто, влево до упора - открыто. Открытый наполовину вентиль может пропускать кислород.
Тренировочная сварка
Первым делом вам необходимо научиться правильно, расплавлять
металл, или, как говорят сварщики, получать сварочную ванну.
Видео: "Первое упражнение газосварщика".
Возьмите пластину металла
толщиной 2 мм, присоедините к горелке наконечник №2 и попытайтесь
расплавить металл. Держите горелку до тех пор, пока металл не провалится. Затем
начинайте движение и просто попытайтесь провести длинный шов, состоящий из
расплавленного металла. Горелка должна быть наклонена под углом 45º, а
пламя направлено туда, куда вы собираетесь вести шов. Выбирайте скорость
движения на грани прогорания металла. Недостаточный прогрев металла –
обычный дефект у начинающих сварщиков.
Практический совет от профессионала:
Видео: "Визуальный контроль регулирования мощности горелки"
Видео: "Второе упражнение газосварщика".
Второе упражнение - регулировка теплопередачи от горелки к металлу. Осуществляется двумя способами: 1) наклоном горелки по отношению к плоскости металла. Максимальная теплопередача будет при угле наклона, близком к 90 градусам, минимальная - при остром угле наклона; 2) расстоянием от кончика ядра пламени ядра пламени до металла. Чем дальше горелка от металла, тем меньше скорость нагрева сварочной ванны. Потренируйтесь регулировать теплопередачу этими двумя способами, соответственно меняя скорость движения горелки.
Видео: "Третье упражнение газосварщика".
Третье ваше упражнение- проведение широкого шва, которым обычно и варят сварщики. При этом продольное движение мундштука горелки вдоль шва дополняется колебаниями полумесяцем:

Потренируйтесь проводить такие движения на разной толщине металла
и разными номерами наконечников.
Практический совет от профессионала
Видео: "Как правильно наматывать сварочную проволоку"
Видео: "Четвертое упражнение газосварщика"
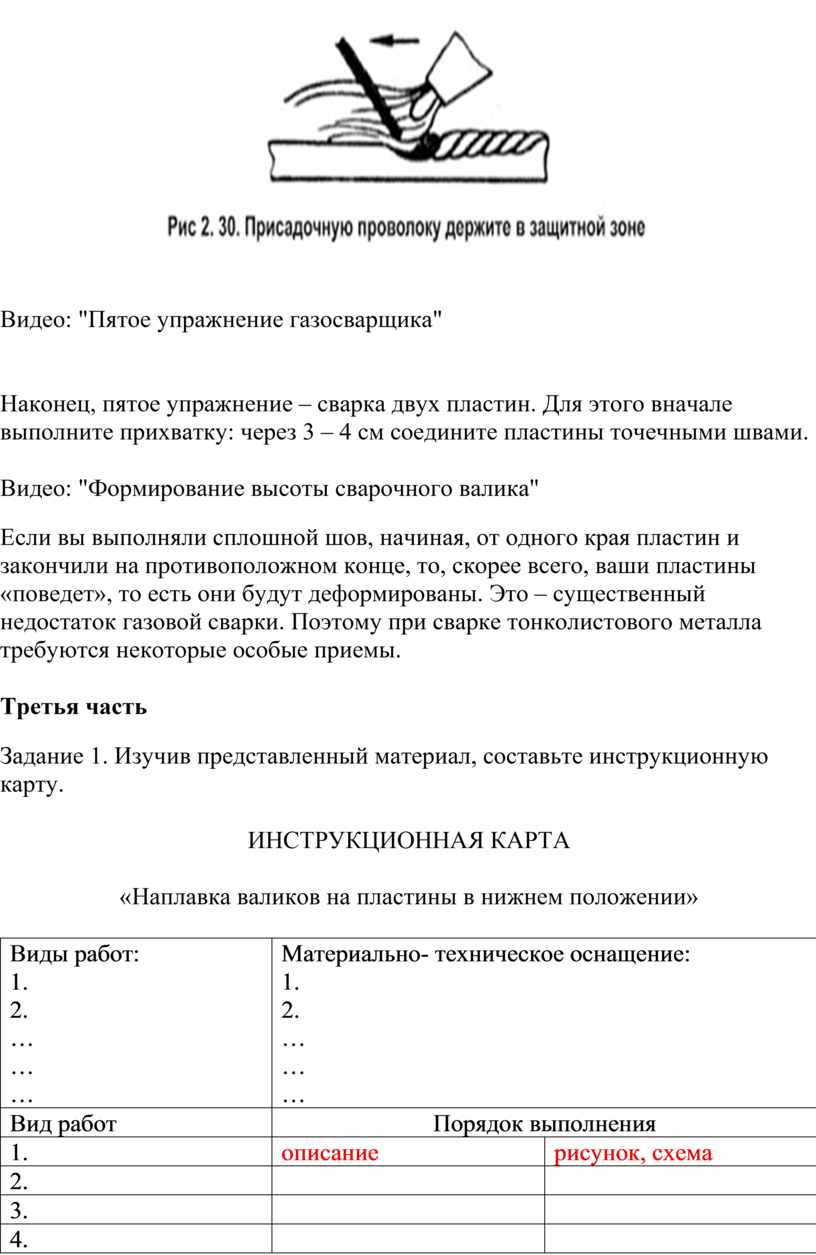
Четвертое упражнение – наложение сварочного валика на пластину. Для этого используйте присадочную проволоку СВ – 08. Ее диаметр подбирается равным толщине металла.
Присадочная проволока движется впереди горелки и всегда находится в защитной зоне ее пламени. Углы наклона проволоки и горелки относительно металла выбирайте в зависимости от наибольшей производительности наложения шва.

Видео: "Пятое упражнение газосварщика"
Наконец, пятое упражнение – сварка двух пластин. Для этого
вначале выполните прихватку: через 3 – 4 см соедините пластины
точечными швами.
Видео: "Формирование высоты сварочного валика"
Если вы выполняли сплошной шов, начиная, от одного края пластин и закончили на противоположном конце, то, скорее всего, ваши пластины «поведет», то есть они будут деформированы. Это – существенный недостаток газовой сварки. Поэтому при сварке тонколистового металла требуются некоторые особые приемы.
Третья часть
Задание 1. Изучив представленный материал, составьте инструкционную карту.
ИНСТРУКЦИОННАЯ КАРТА
«Наплавка валиков на пластины в нижнем положении»
|
Виды работ: 1. 2. … … … |
Материально- техническое оснащение: 1. 2. … … … |
|
|
Вид работ |
Порядок выполнения |
|
|
1. |
описание |
рисунок, схема |
|
2. |
|
|
|
3. |
|
|
|
4. |
|
|
|
… |
|
|
|
… |
|
|
|
… |
|
|
|
… |
|
|
Задание 2. Провести сравнительный анализ ручной дуговой и газовой сварки.
Примерная форма отчёта:
Номер задания _______
Группа______
Ф.И.О. _______
Отчёт…… должен содержать все выполненные задания (заполненные таблицы, ответы на поставленные вопросы, разработанные ИТК).
Заключение: На основании изученного материала я усвоил……., для меня осталось непонятным,,,,…., прошу разъяснить некоторые аспекты….
Скачано с www.znanio.ru








Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.