Поделиться

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ
ДОНЕЦКОЙ НАРОДНОЙ РЕСПУБЛИКИ
ГБПОУ «ГОРЛОВСКИЙ КОЛЛЕДЖ ПРОМЫШЛЕННЫХ ТЕХНОЛОГИЙ»
ИНСТРУКТИВНО-МЕТОДИЧЕСКИЕ МАТЕРИАЛЫ
к выполнению практической работы по теме
«ОПРЕДЕЛЕНИЕ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ»
по дисциплине ОП.08 «Технология машиностроения»
специальность 15.02.16 Технология машиностроения
|
Рассмотрено и одобрено на заседании цикловой комиссии профессиональной технологической подготовки протокол №1 от 29.08.2023г.
|
Подготовила преподаватель Толмачева Т.М.
|
г. Горловка, 2023
Инструктивно-методические материалы к выполнению практической работы по дисциплине «Технология машиностроения». Подготовила преподаватель Толмачева Т.М. - Горловка: ГБПОУ «Горловский колледж промышленных технологий», 2023г. - 11 с.
Представлен: инструктивно-методические материалы к выполнению практической работы по дисциплине «Технология машиностроения», предусмотренных рабочей программой учебной дисциплины для студентов дневной формы обучения специальности 15.02.16 Технология машиностроения непосредственно практические задания и методические рекомендации к их выполнению, вопросы для самоконтроля, которые целесообразно использовать как студентам, так и преподавателям для организации текущего контроля учебных достижений.
Предназначены для организации практического занятия по дисциплине, используется как методическое обеспечение занятий.
Для преподавателей и студентов
Рассмотрено и принято на заседании комиссии профессиональной технологической подготовки.
Протокол № 1 от 29.08.2023г.
ПРАКТИЧЕСКОЕ ЗАНЯТИЕ.
ОПРЕДЕЛЕНИЕ ТЕХНОЛОГИЧНОСТИ ДЕТАЛИ
ЦЕЛЬ:
Проанализировать чертеж детали согласно действующим стандартам ЕСКД по точности, шероховатости, технические требования. Сделать анализ технологичности детали
ЗАДАНИЕ:
1. Прочитать заводской чертеж, определить основные параметры детали, показатели точности, размеры и их отклонения, условные обозначения на чертеже.
2. Проанализировать показатели точности, которые не отвечают современным стандартам и указать, как следует заменить их.
3. Сделать анализ детали на технологичность согласно основным правилам.
4. Оформить отчет по практической работе.
ОБЕСПЕЧЕНИЕ:
Чертеж детали смотри ниже, инструкция к выполнению.
ОСНОВНЫЕ ПОЛОЖЕНИЯ:
Стандартами СЭВ 145-75, 301-76, а также ГОСТ 2.308-79 установлены следующие показатели точности:
1) точность размеров, то есть расстояний между разными элементами деталей и сборочных единиц;
2) отклонение формы, то есть отклонение (допуск) формы реальной или поверхности реального профиля от формы номинальной поверхности или номинального профиля;
3) отклонение расположения поверхностей и осей деталей, то есть отклонение (допуск) реального расположения рассмотренного элемента от его номинального расположения.
Оценка технологичности конструкции детали является важным этапом технологической подготовки производства. Конструкция детали является технологической, если при ее изготовлении и эксплуатации затраты материала, времени и средств минимальные. Оценка технологичности проводится качественно и количественно с расчетом показателей технологичности по ГОСТ 14.201 - 83. Качественная оценка ("хорошо", "плохо") предшествует количественной. Во всех случаях анализ технологичности завершается расчетом технико-экономических показателей, которые подтверждают целесообразность предложенных мероприятий.
Оценка технологичности конструкции изделия может быть двух видов - качественная и количественная.
Качественная оценка характеризует технологичность конструкции обобщенно, на основании опыта исполнителя.
Количественная оценка выражается различными показателями. На стадии проектирования количественную оценку технологичности конструкции проводят по трем показателям:
· коэффициент унификации (КУЭ≥0,6 - деталь технологична)
![]()
Qуэ - число унифицированных элементов;
Qоб - общее число элементов.
К унифицированным поверхностям относятся стандартные канавки, фаски, центровочные гнезда, зубчатые, шлицевые, шпоночные поверхности; гладкие цилиндрические и плоские поверхности, если их номинальный размер принадлежит одному из рядов номинальных линейных размеров и допуск размера назначен по квалитетам. Базовое значение показателя Ку.э=0,8.
· коэффициент точности Ктч:
![]()
де Аср – средний коэффициент точности
![]() ,
,
А - соответствующий квалитет точности;
n - число поверхностей данного квалитета точности.
· коэффициент шероховатости
![]()
де Бср – среднее числовое значение параметра шероховатости:
![]()
де Б - числовое значение параметра шероховатости;
ni – число поверхностей с данной шероховатостью.
Технологичность конструкции – параметр, оценивающий машину (деталь) в отношении возможности оптимального использования материалов, средств и времени при ее изготовлении и ремонте.
При оценке технологичности решают следующие задачи: снижение массы и стоимости применяемых материалов, снижение трудоемкости обработки деталей и сборки машин, использование стандартных и унифицированных деталей и элементов конструкций (резьб, шлицев, шпонок и т.д.), уменьшение номенклатуры деталей, повышение ремонтопригодности, обеспечение доступности узлов, агрегатов, машин для регулирования и их замены. Технологичность конструкции обеспечивают применением индивидуальных решений в каждом отдельном случае.
РЕКОМЕНДОВАННАЯ ЛИТЕРАТУРА ДЛЯ ВЫПОЛНЕНИЯ ПЗ №2:
1. Федоренко В.А., Шошин А.И. Справочник по машиностроительному черчению. – Л.: Машиностроения, 1981, с. 242.
2. Допуски и посадки. Справочник/под общ. ред.А.Н.Мягковаизд.2-е, перераб. и доп. в2-х томах - М.: Машиностроение, 1981г.
3. Журавлев В.Н., Николаев О.Н. Машиностроительные стали. Справочник-з-е изд., перераб. и доп.-М.: Машиностроение, 1981г. – 391с.
4. Малов А.Н. Краткий справочник металлиста.2-е изд, переаб. и доп.-М.: Машиностроение.1972г.-767с.
ХОД РАБОТЫ:
При выполнении ПЗ следует выполнить качественный и количественный анализ технологичности детали согласно установленных ГОСТ 14.201 – 83 норм.
1. Провести анализ исходных данных.
2. Установить наименование детали, ее форму, размеры, вес, материал и вид заготовки;
3. Определить по рабочему чертежу детали для каждой поверхности: размер, точность, шероховатость обработки, требования по взаимному расположению поверхностей, требования к форме поверхностей, заполнить таблицу 1.
Таблица 1- Данные о детали
|
Наименование поверхностей
|
Количество поверхностей
|
Количество унифицированных поверхностей |
Квалитет точности |
Шероховатость |
|
(перечислить все поверхности) |
(общее число) |
(общее число) К унифицированным поверхностям относятся стандартные канавки, фаски, центровочные гнезда, зубчатые, шлицевые, шпоночные поверхности; гладкие цилиндрические и плоские поверхности, если их номинальный размер принадлежит одному из рядов номинальных линейных размеров и допуск размера назначен по квалитетам. |
Перечислить какие квалитеты присутствуют на детали |
Перечислить какие шероховатости присутствуют на детали |
4. Произвести анализ детали на технологичность по примеру.
4.1 Определить качественные показатели технологичности, сделать выводы по заданному чертежу детали.
4.2 Определить количественные показатели технологичности: коэффициенты унификации, точности, шероховатости, проанализировав таблицу 1.
4.3 Сделать выводы о технологичности конструкции.
5. Оформить отчёт
Содержание отчёта
1. Тема практической работы.
2. Цель практической работы.
3. Ход (содержание работы).
4. Выводы.
1. Что входит в понятие «технологическая конструкция изделий»?
2. Какова основная задача отработки конструкции на технологичность?
3. Какие существуют виды оценок технологичности конструкции изделий?
4. Какова номенклатура показателей технологичности конструкции изделия?
5. Как определить коэффициенты характеризующие количественную оценку?
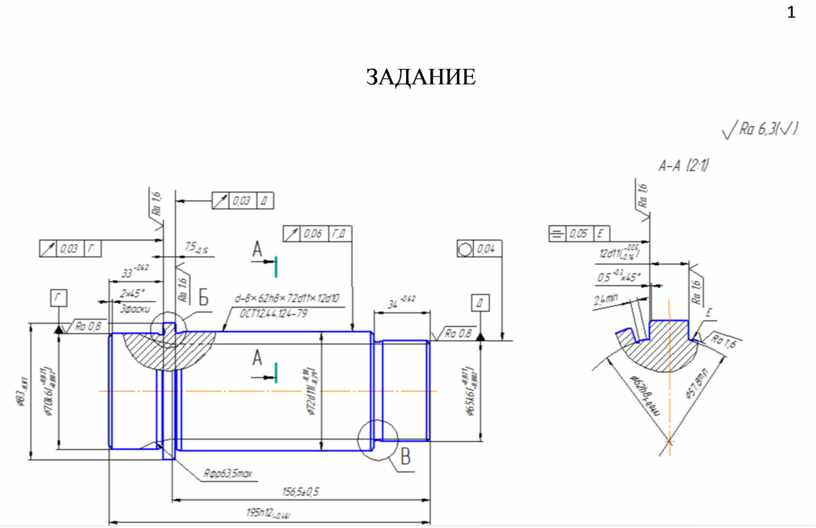
ЗАДАНИЕ

ПРИМЕР ВЫПОЛНЕНИЯ
Анализ технологичности конструкции детали
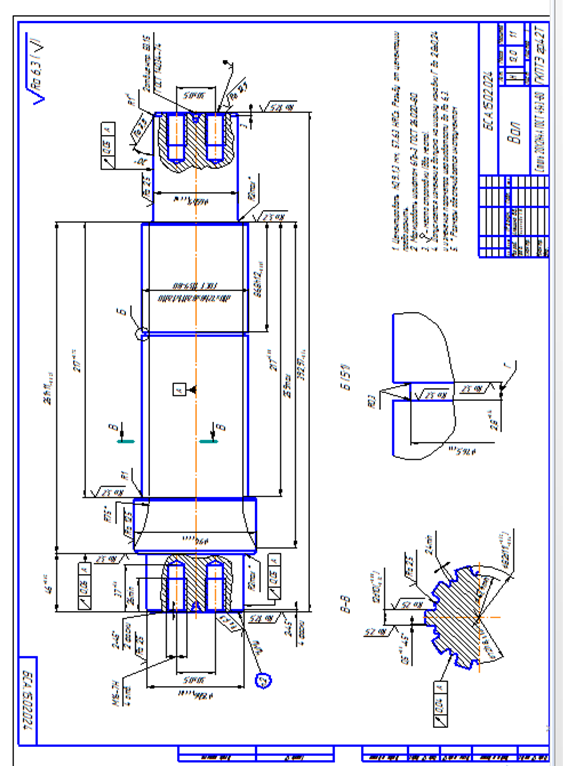
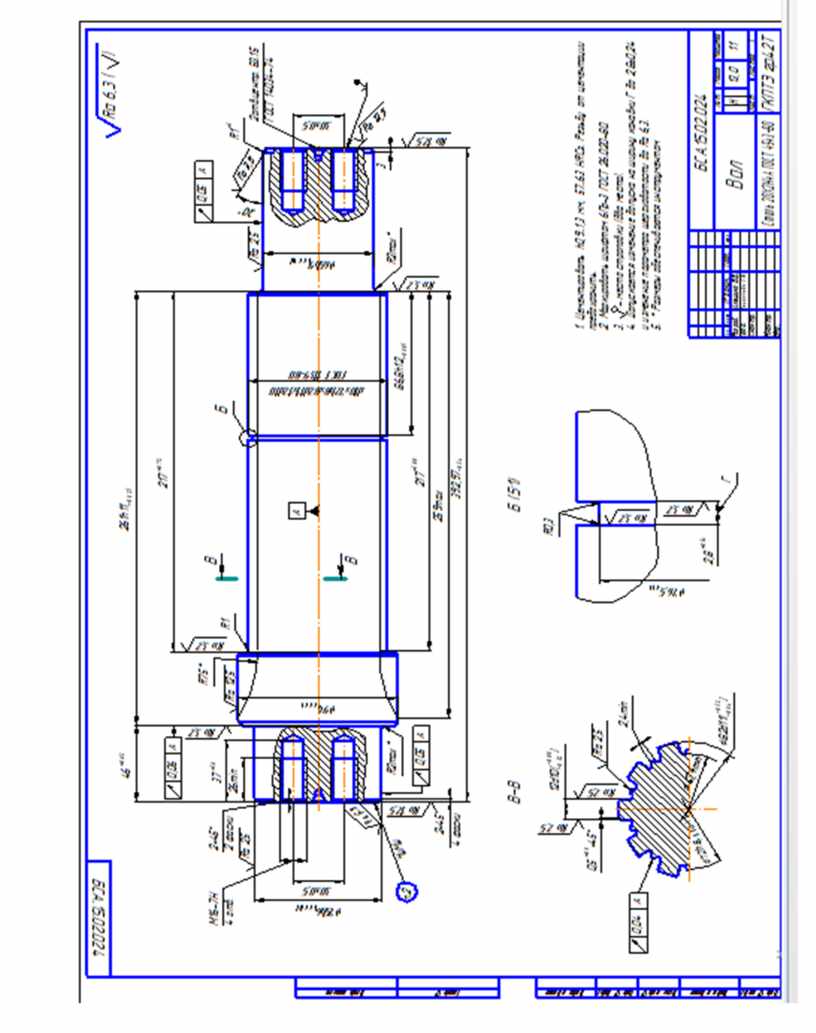
Деталь БСА.15.02.024 «Вал» предназначена для передачи вращающего момента в редукторе угольного комбайна от исходного вала к исполнительному органу. Для изготовления детали используется сталь 20Х2Н4А ГОСТ 4543-71.
Таблица 1.1 - Химический состав стали 20Х2Н4А ГОСТ 4543-71
|
Углерод |
Кремний |
Марганец |
Никель |
Хром |
|
С % |
Sі % |
Мn % |
Ni, % |
Сr % |
|
0,16-022 |
0,17-0,37 |
0,3-0,6 |
3,25-3,65 |
1,25-1,65 |
Таблиця 1.2 - Механические свойства стали 20Х2Н4А ГОСТ 4543-71
|
Предел прочности на растяжение |
Предел текучести |
Относи-тельное удлинение |
Относи-тельное сужение |
Твердость |
|
σв МПа |
σт МПа |
δ % |
δ% |
НВ |
|
1300 |
1100 |
9 |
45 |
269 |
Содержимое легирующих элементов значительно укрепляет сталь, однако стали этого состава обрабатываются удовлетворительно.
Деталь подвергается термообработке цементации. Цементация - это процесс химико-термической обработки, которая заключается в диффузионном насыщении поверхностного слоя атомами углерода до 0,8-1,0% при нагревании до температуры 900 ... +950°С в соответствующей среде. Цементации поддаются стали с низким содержимым углерода (до 0,25%). Цементация поверхностей на глубину h 0,9 ... 1,3 мм с последующим закаливанием и низким отпуском повышает предел выносливости и резко снижает чувствительность к концентраторам напряжения, является последовательностью образования в цементационная слое удовлетворительных остаточных напряжений сжатия. Применена термообработка цементирования и закалки до твердости HRCэ 57 ... 63 позволяет получить поверхностную прочность при пластичной сердцевине.
Масса детали 13 кг.
Технические требования по точности взаимного расположения поверхностей:
- радиальное биение поверхностей Æ75h6(-0,019), Æ65h9(-0,074) не более 0,05 мм относительно оси центров и Æ72h8(-0,046) не более 0,04 мм относительно оси центров;
- торцевое биение поверхностей Æ75h6(-0,019)/Æ94-0,87 не более 0,06 мм относительно оси центров;
- разрешается изменение допуска на ширину канавки 2,8+1,4 до 2,8±0,24 и изменение параметра шероховатости до Ra 6,3 мкм.
Основными конструктивными базами, которые определяют положение детали в сборочной единицы является поверхности Æ65h9(-0,074), Æ72h8(-0,046), Æ75h6(-0,019) и торцы детали. Технологическими базами, используемыми при механической обработке являются центровые отверстия В3,15 по ГОСТ 14034-74.
Деталь вал является достаточно жестокой, имеет удобные базовые поверхности и не вызывает особых технологических трудностей при обработке.
Простота конструктивных форм, жестокость конструкции, надежность технологических баз и жестокость крепления под обработку обеспечивает стабильность и точность обработки. При этом может использоваться высокопроизводительное оборудование и оснастка. Например, для токарной обработки могут применяться токарные станки с ЧПУ.
Простота конструктивных элементов детали позволяет наиболее продуктивно и точно обработать поверхности детали с применением наиболее простых относительных движений инструмента и заготовки - прямолинейного, поступательного и вращательного движения.
Заданная деталь имеет нормализованы диаметры и длины, регламентированные стандартом, в основном из рядов R10, R20 (Æ65h9, Æ72h8, Æ75h6, 261h11).
Шлицевые соединения представляют собой многошпоночные соединения, в которых шпонки, называемые шлицами, выполненные за одно с валом. Шлицевые соединения обеспечивают хорошее центрирование деталей на валу, передают большие мощности по сравнению со шпоночными соединениями. Параметры соединений прямобочных шлиц d10 × 72h8 × 82d11 × 12d10 ГОСТ 1139-80 установлены ГОСТ 1139-80.
Наиболее ответственные поверхности Æ65h9(-0,074), Æ75h6(-0,019), Æ72h8(-0,046) ограничены более жесткими допусками, определенных условиями работы детали.
Шероховатость свободных поверхностей определена в основном декоративными требованиями и предназначена не жестче экономически обоснованной Rа 6,3мкм по ГОСТ 25142-82. Шероховатость технологических базовых основных конструктивных поверхностей (Rа 2,5мкм, Ra 3,2мкм) назначена с учетом точности обработки неподвижно и подвижно-контактных поверхностей. Шероховатость этих поверхностей конструктивно обоснованная и вполне достижима чистовым точением или шлифованием.
Конфигурация детали обеспечивает возможность удобного подвода и вывода режущего инструмента.
Вывод, по качественной оценке, технологичности: заданную деталь можно считать технологичной.
Количественная оценка технологичности конструкции детали на стадии проектирования технологического процесса выполняется по трем показателям:
- по коэффициенту унификации, который рассчитывается по формуле:
![]()
где Qуэ - число унифицированных размеров конструктивных элементов;
Qэ - число конструктивных элементов в детали (внешние поверхности, внутренние поверхности, торцы, уступы, фаски, галтели, зубъя, шлицы, шпоночные канавки, резьба).
Технологической считается деталь, для которой числовое значение показателя Ку.е. более 0,6, в данном случае
![]()
Так как К уэ = 0,77> 0,6, то по этому показателю деталь технологична.
- по точности размеров: если квалитетах точности размеров большинства поверхностей выше 6-го, то деталь считается технологичной. Так как по чертежу наиболее высокий квалитет точности обработки детали Æ75h6(-0,019), то по этому показателю деталь технологична;
- по шероховатости поверхности: если для обработки детали не требуется доводочных операций (суперфиниш, хонингование, притирка, калибровка), то деталь по шероховатости технологична.
На основе качественной и количественной оценок технологичности детали делаем вывод: заданная деталь технологична.
Скачано с www.znanio.ru





Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.