Поделиться

Инструкционно-технологическая карта № 1.2
Разметка заготовок из древесины
Технологические условия. Материал: берёза, сосна. Заготовка: обрезки доски (L ≈ 400-500 мм).
Влажность древесины не должна превышать 8-12% . Для получения качественных и точных заготовок нужно выбрать лесо- и пиломатериалы соответствующих размеров и качества (доски, бруски, брусья). Лесоматериалы необходимо подобрать так, чтобы при раскрое на заготовки получилось минимальное количество отходов, причём заготовки должны быть без недопустимых дефектов. Не допускается на лицевых сторонах трещины, частично сросшиеся и несросшиеся сучки, червоточина, заболонь, смоляные кармашки. На поверхности деталей не допускается отколы, защепы, недостружка, вмятины, вырывы.

Краткая теория. При массовом изготовлении деталей в цехах, мастерских пиломатериалы нужных сечений получают из лесопильных цехов в кратных по ширине досках или в готовых по сечению брусках. В целях сокращения времени разметку не делают, а работают по упорам или линейкам, выкраивая при этом дефекты.
При работе на торцовочных станках ставят откидные упоры, на круглопильных для продольного раскроя - линейку.
При изготовлении деревянных конструкций непосредственно на строительстве нужно
размечать материалы, так как от этого в значительной мере зависит получение
качественных и точных заготовок и деталей.
Заготовки размечают на материале с учётом припуска на дальнейшую обработку, с
тем чтобы получить окончательный размер детали, соответствующий чертежу. Для
разметки и проверки точности обработки заготовок и деталей используют следующие
измерительные и разметочные инструменты.
Инструменты для долбления и резания: а - рулетка, б - уровень, в - складной метр, г - угольник, д - ерунок, е - малка деревянная, ж - малка металлическая, з - отволока, и - скоба, к - рейсмус, л - штангенциркуль, м - циркуль, н - нутромер, о - метр-рулетка, п - уровень с отвесом;
штангенциркуль состоит: 1 - штанга, 2 - рамка, 3 - зажим рамки, 4 - нониус, 5 - линейка глубиномера.
|
№ п/п |
Наименование и последовательность выполнения операций (Рекомендации по выполнению операций и самоконтролю) |
Графическое изображение, эскиз |
Оборудование, приспособления инструмент |
|
Разметка заготовки |
|||
|
1 |
Изучение чертежа (эскиза). От точности выполнения разметки зависит качество получаемых элементов, поэтому её выполняют строго в соответствии с чертежами, которые предварительно необходимо изучить. При разметке на заготавливаемом материале наносят окончательные размеры заготовки или детали с учётом припусков на дальнейшую обработку. Линию разметки называют риской. |
|
|
|
2 |
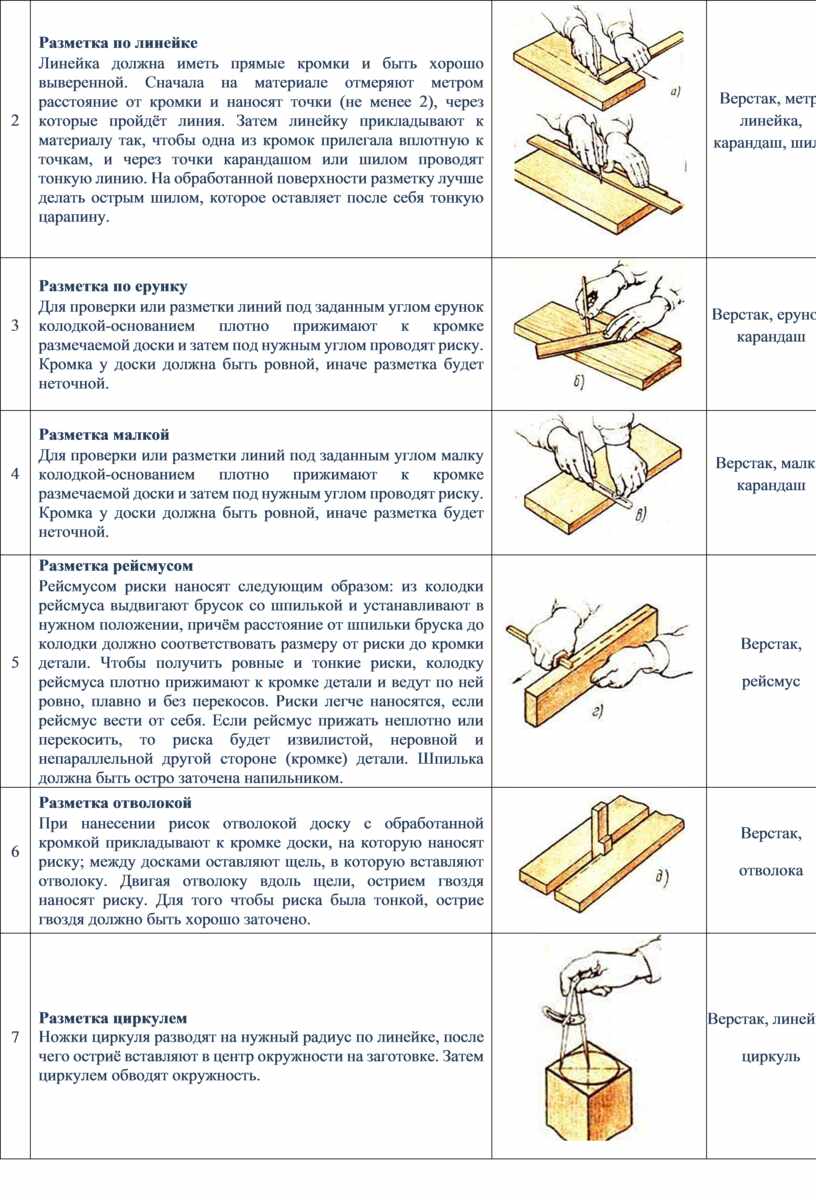
Разметка по линейке
Линейка должна иметь прямые кромки и быть хорошо выверенной. Сначала на материале отмеряют метром расстояние от кромки и наносят точки (не менее 2), через которые пройдёт линия. Затем линейку прикладывают к материалу так, чтобы одна из кромок прилегала вплотную к точкам, и через точки карандашом или шилом проводят тонкую линию. На обработанной поверхности разметку лучше делать острым шилом, которое оставляет после себя тонкую царапину. |
|
Верстак, метр, линейка, карандаш, шило |
|
3 |
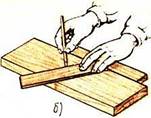
Разметка по ерунку
Для проверки или разметки линий под заданным углом ерунок колодкой-основанием плотно прижимают к кромке размечаемой доски и затем под нужным углом проводят риску. Кромка у доски должна быть ровной, иначе разметка будет неточной. |
|
Верстак, ерунок, карандаш |
|
4 |
Разметка малкой
Для проверки или разметки линий под заданным углом малку колодкой-основанием плотно прижимают к кромке размечаемой доски и затем под нужным углом проводят риску. Кромка у доски должна быть ровной, иначе разметка будет неточной. |
|
Верстак, малка, карандаш |
|
5 |
Разметка рейсмусом
Рейсмусом риски наносят следующим образом: из колодки рейсмуса выдвигают брусок со шпилькой и устанавливают в нужном положении, причём расстояние от шпильки бруска до колодки должно соответствовать размеру от риски до кромки детали. Чтобы получить ровные и тонкие риски, колодку рейсмуса плотно прижимают к кромке детали и ведут по ней ровно, плавно и без перекосов. Риски легче наносятся, если рейсмус вести от себя. Если рейсмус прижать неплотно или перекосить, то риска будет извилистой, неровной и непараллельной другой стороне (кромке) детали. Шпилька должна быть остро заточена напильником. |
|
Верстак, рейсмус |
|
6 |
Разметка отволокой
При нанесении рисок отволокой доску с обработанной кромкой прикладывают к кромке доски, на которую наносят риску; между досками оставляют щель, в которую вставляют отволоку. Двигая отволоку вдоль щели, острием гвоздя наносят риску. Для того чтобы риска была тонкой, острие гвоздя должно быть хорошо заточено. |
|
Верстак, отволока |
|
7 |
Разметка циркулем Ножки циркуля разводят на нужный радиус по линейке, после чего остриё вставляют в центр окружности на заготовке. Затем циркулем обводят окружность. |
|
Верстак, линейка, циркуль |
|
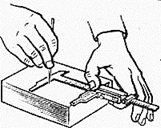
8 |
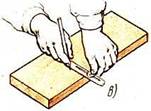
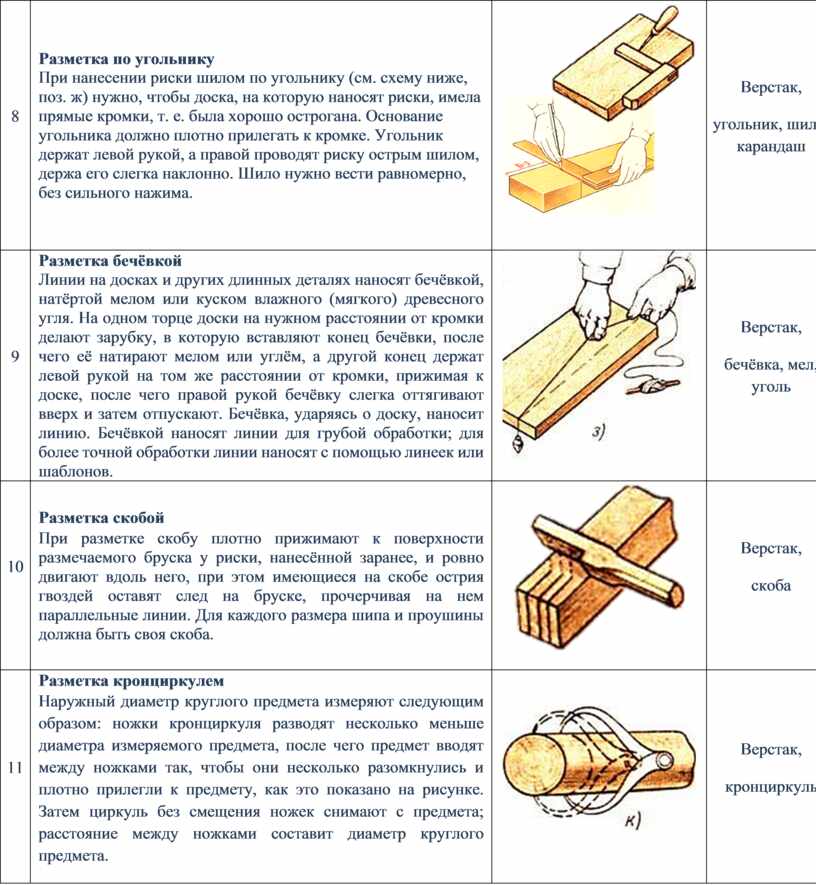
Разметка по угольнику При нанесении риски шилом по угольнику (см. схему ниже, поз. ж) нужно, чтобы доска, на которую наносят риски, имела прямые кромки, т. е. была хорошо острогана. Основание угольника должно плотно прилегать к кромке. Угольник держат левой рукой, а правой проводят риску острым шилом, держа его слегка наклонно. Шило нужно вести равномерно, без сильного нажима. |
|
Верстак, угольник, шило, карандаш |
|
9 |
Разметка бечёвкой Линии на досках и других длинных деталях наносят бечёвкой, натёртой мелом или куском влажного (мягкого) древесного угля. На одном торце доски на нужном расстоянии от кромки делают зарубку, в которую вставляют конец бечёвки, после чего её натирают мелом или углём, а другой конец держат левой рукой на том же расстоянии от кромки, прижимая к доске, после чего правой рукой бечёвку слегка оттягивают вверх и затем отпускают. Бечёвка, ударяясь о доску, наносит линию. Бечёвкой наносят линии для грубой обработки; для более точной обработки линии наносят с помощью линеек или шаблонов. |
|
Верстак, бечёвка, мел, уголь |
|
10 |
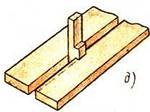
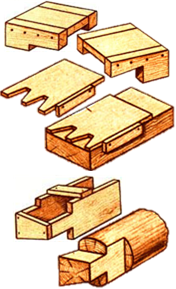
Разметка скобой
При разметке скобу плотно прижимают к поверхности размечаемого бруска у риски, нанесённой заранее, и ровно двигают вдоль него, при этом имеющиеся на скобе острия гвоздей оставят след на бруске, прочерчивая на нем параллельные линии. Для каждого размера шипа и проушины должна быть своя скоба. |
|
Верстак, скоба |
|
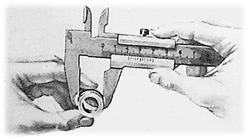
11 |
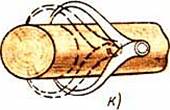
Разметка кронциркулем
Наружный диаметр круглого предмета измеряют следующим образом: ножки кронциркуля разводят несколько меньше диаметра измеряемого предмета, после чего предмет вводят между ножками так, чтобы они несколько разомкнулись и плотно прилегли к предмету, как это показано на рисунке. Затем циркуль без смещения ножек снимают с предмета; расстояние между ножками составит диаметр круглого предмета. |
|
Верстак, кронциркуль |
|
12 |
Разметка по шаблонам
Шаблоны для разметки бывают различными по размерам, форме и конструкции. Изготавливают их из листовой стали, фанеры, твёрдых древесноволокнистых плит. Для разметки шаблон накладывают на обрабатываемую доску, брусок, заготовку, а затем карандашом или шилом обводят контуры. Применение шаблонов сокращает время на разметку, упрощает её, разметка получается более точной. |
|
Верстак, шаблоны |
|
Измерение штангенциркулем ШЦ-1 |
|||
|
1 |
Ознакомиться с устройством штангенциркуля:
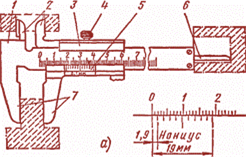
а) изучить все части и их назначение (рис. 1, а); б) освоить устройство нониуса штангенциркуля (рис. 1,6): длина нониуса 19 мм разделена на 10 равных частей. Одно деление нониуса равно 19:10—1,9 мм, это на 0,1 мм меньше целого числа миллиметров.
Устройство штангенциркуля ШЦ-1:
а - штангенциркуль ШЦ-1: 1 - штанга, 2, 7 - губки, 3 - подвижная рамка, 4 - зажим, 5 - шкала нониуса, 6 - линейка глубиномера; б – нониус
На подвижных губках нанесена вспомогательная шкала, называемая нониусом (рис. б). Она разделена на 10 равных частей, а вся длина нониусной шкалы составляет 19 мм. Значит, длина каждой части равна 1,9 мм. Эта величина является ценой деления нониуса.
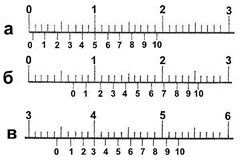
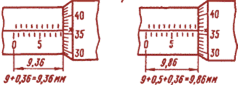
При измерении штангенциркулем целое число миллиметров отсчитывают по миллиметровой шкале до нулевого штриха нониуса, а десятые доли миллиметра — по шкале нониуса начиная от нулевой отметки до той риски, которая совпадает с какой-либо риской миллиметровой шкалы (рис. справа). На рисунке показаны положение шкал штангенциркуля при отсчёте размеров: а – 0,5 мм; б – 6,9 мм; в – 34,3 мм. |
|
Штангенциркуль ШЦ-1 |
|
2 |
Подготовить штангенциркуль к работе:
1. проверить комплектность инструмента; 2. промыть и протереть его досуха мягкой льняной тканью, особенно тщательно протереть измерительные поверхности. |
|
Штангенциркуль ШЦ-1, тряпка |
|
3 |
Произвести наружный осмотр:
1. губки и торец штанги должны быть в полном порядке; 2. на измерительных поверхностях не должно быть следов коррозии, забоин, царапин, затупленных острых концов губок или других дефектов, влияющих на точность измерения; 3. штрихи и цифры шкал должны быть отчётливыми и ровными; 4. проверить взаимодействие отдельных частей штангенциркуля, плавность хода рамки 3, параллельность губок 2 и 7, нет ли перекоса, тугого передвижения движка рамки. |
|
Штангенциркуль ШЦ-1 |
|
4 |
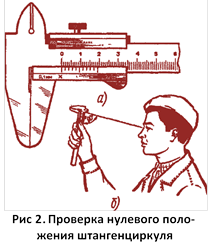
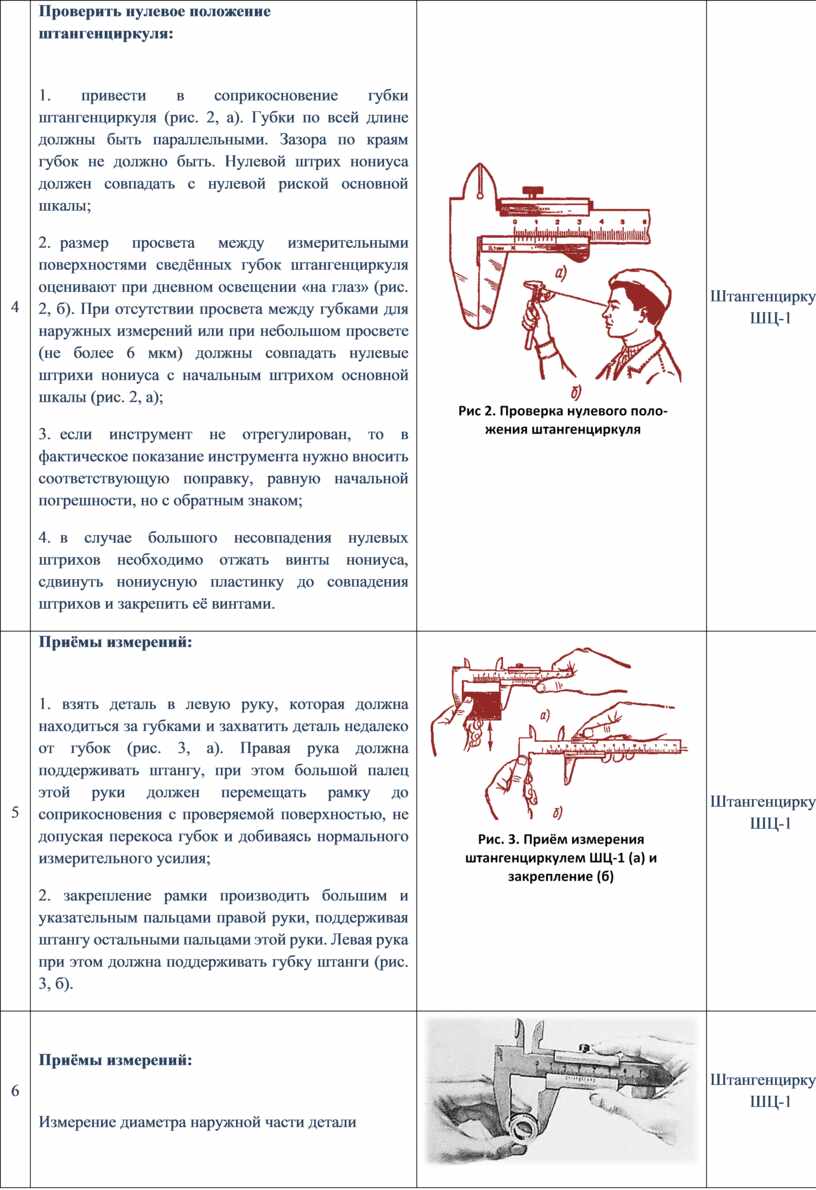
Проверить нулевое положение штангенциркуля:
1. привести в соприкосновение губки штангенциркуля (рис. 2, а). Губки по всей длине должны быть параллельными. Зазора по краям губок не должно быть. Нулевой штрих нониуса должен совпадать с нулевой риской основной шкалы; 2. размер просвета между измерительными поверхностями сведённых губок штангенциркуля оценивают при дневном освещении «на глаз» (рис. 2, б). При отсутствии просвета между губками для наружных измерений или при небольшом просвете (не более 6 мкм) должны совпадать нулевые штрихи нониуса с начальным штрихом основной шкалы (рис. 2, а); 3. если инструмент не отрегулирован, то в фактическое показание инструмента нужно вносить соответствующую поправку, равную начальной погрешности, но с обратным знаком; 4. в случае большого несовпадения нулевых штрихов необходимо отжать винты нониуса, сдвинуть нониусную пластинку до совпадения штрихов и закрепить её винтами. |
|
Штангенциркуль ШЦ-1 |
|
5 |
Приёмы измерений:
1. взять деталь в левую руку, которая должна находиться за губками и захватить деталь недалеко от губок (рис. 3, а). Правая рука должна поддерживать штангу, при этом большой палец этой руки должен перемещать рамку до соприкосновения с проверяемой поверхностью, не допуская перекоса губок и добиваясь нормального измерительного усилия; 2. закрепление рамки производить большим и указательным пальцами правой руки, поддерживая штангу остальными пальцами этой руки. Левая рука при этом должна поддерживать губку штанги (рис. 3, б). |
|
Штангенциркуль ШЦ-1 |
|
6 |
Приёмы измерений:
Измерение диаметра наружной части детали |
|
Штангенциркуль ШЦ-1 |
|
7 |
Приёмы измерений:
Измерение внутренней части детали (диаметра отверстия) |
|
Штангенциркуль ШЦ-1 |
|
8 |
Приёмы измерений:
Измерение глубины детали |
|
Штангенциркуль ШЦ-1 |
|
9 |
Чтение показаний штангенциркуля ШЦ-1:
1. при чтении показаний штангенциркуль держать прямо перед глазами (рис. 4, а). Если смотреть на показание сбоку (рис. 4, б), то это приведёт к искажению (параллаксу) и, следовательно, к неправильным результатам измерений. Для предупреждения искажений поверхность, на которой нанесена шкала нониуса, имеет скос для того, чтобы приблизить шкалу нониуса к основной шкале на штанге; 2. целое число миллиметров отсчитывают по шкале штанги слева направо нулевым штрихом нониуса. Дробные значения (количество десятых долей миллиметра) определяют умножением величины отсчёта (0,1 мм) на порядковый номер штриха нониуса, не считая нулевого, совпадающего со штрихом штанги. |
|
Штангенциркуль ШЦ-1 |
|
10 |
Пример:
Нулевой штрих нониуса совпадает с 9-м делением на штанге, а нониус в нулевом делении показывает 7-ой штрих. Результат измерений будет равен: 9 + 0,1 × 7 = 9,7 мм. |
|
Штангенциркуль ШЦ-1 |
|
Разметка штангенциркулем |
|||
|
1 |
Нанесение прямых линий |
|
Штангенциркуль, чертилка |
|
2 |
Разметка центра окружности |
|
Штангенциркуль, чертилка |
|
3 |
Разметка губками штангенциркуля точёных заготовок |
|
Штангенциркуль |
|
Измерение микрометром МК |
|||
|
1 |
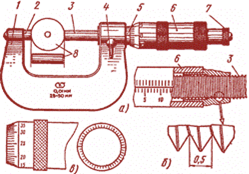
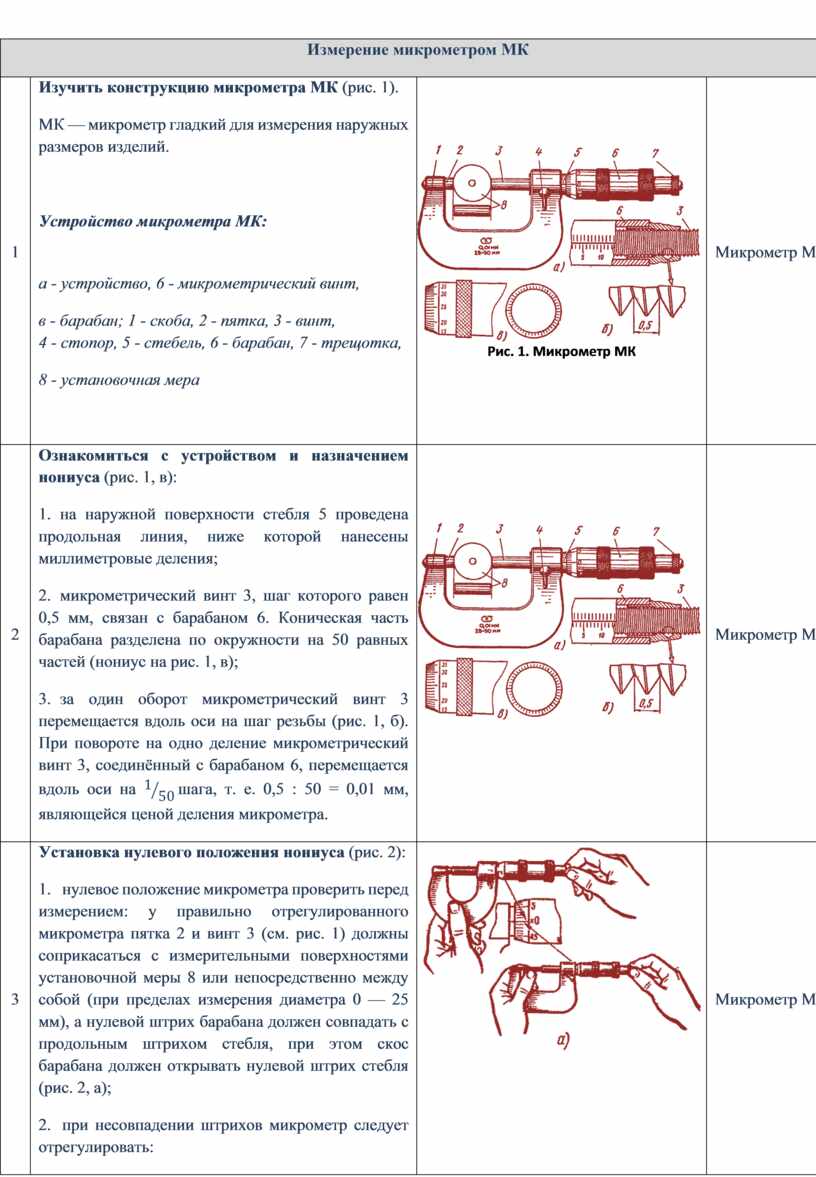
Изучить конструкцию микрометра МК (рис. 1). МК — микрометр гладкий для измерения наружных размеров изделий.
Устройство микрометра МК:
а - устройство, 6 - микрометрический винт, в - барабан; 1 - скоба, 2 - пятка, 3 - винт, 4 - стопор, 5 - стебель, 6 - барабан, 7 - трещотка, 8 - установочная мера
|
Рис. 1. Микрометр МК |
Микрометр МК |
|
2 |
Ознакомиться с устройством и назначением нониуса (рис. 1, в): 1. на наружной поверхности стебля 5 проведена продольная линия, ниже которой нанесены миллиметровые деления; 2. микрометрический винт 3, шаг которого равен 0,5 мм, связан с барабаном 6. Коническая часть барабана разделена по окружности на 50 равных частей (нониус на рис. 1, в); 3. за один оборот микрометрический винт 3 перемещается вдоль
оси на шаг резьбы (рис. 1, б). При повороте на одно деление микрометрический
винт 3, соединённый с барабаном 6, перемещается вдоль оси на |
|
Микрометр МК |
|
3 |
Установка нулевого положения нониуса (рис. 2): 1. нулевое положение микрометра проверить перед измерением: у правильно отрегулированного микрометра пятка 2 и винт 3 (см. рис. 1) должны соприкасаться с измерительными поверхностями установочной меры 8 или непосредственно между собой (при пределах измерения диаметра 0 — 25 мм), а нулевой штрих барабана должен совпадать с продольным штрихом стебля, при этом скос барабана должен открывать нулевой штрих стебля (рис. 2, а); 2. при несовпадении штрихов микрометр следует отрегулировать: застопорить микрометрический винт 3 при сведённых измерительных плоскостях; ослабить колпачок 2, связывающий барабан с микрометрическим винтом, придерживая левой рукой за поясок 1 (рис. 2, б); освободить барабан от сцепления с винтом и повернуть его до совпадения нулевого штриха на скосе барабана с продольным штрихом стебля (рис. 2, а); закрепить барабан на винте с помощью колпачка. |
Рис. 2. Установка нулевого положения микрометра МК
|
Микрометр МК |
|
4 |
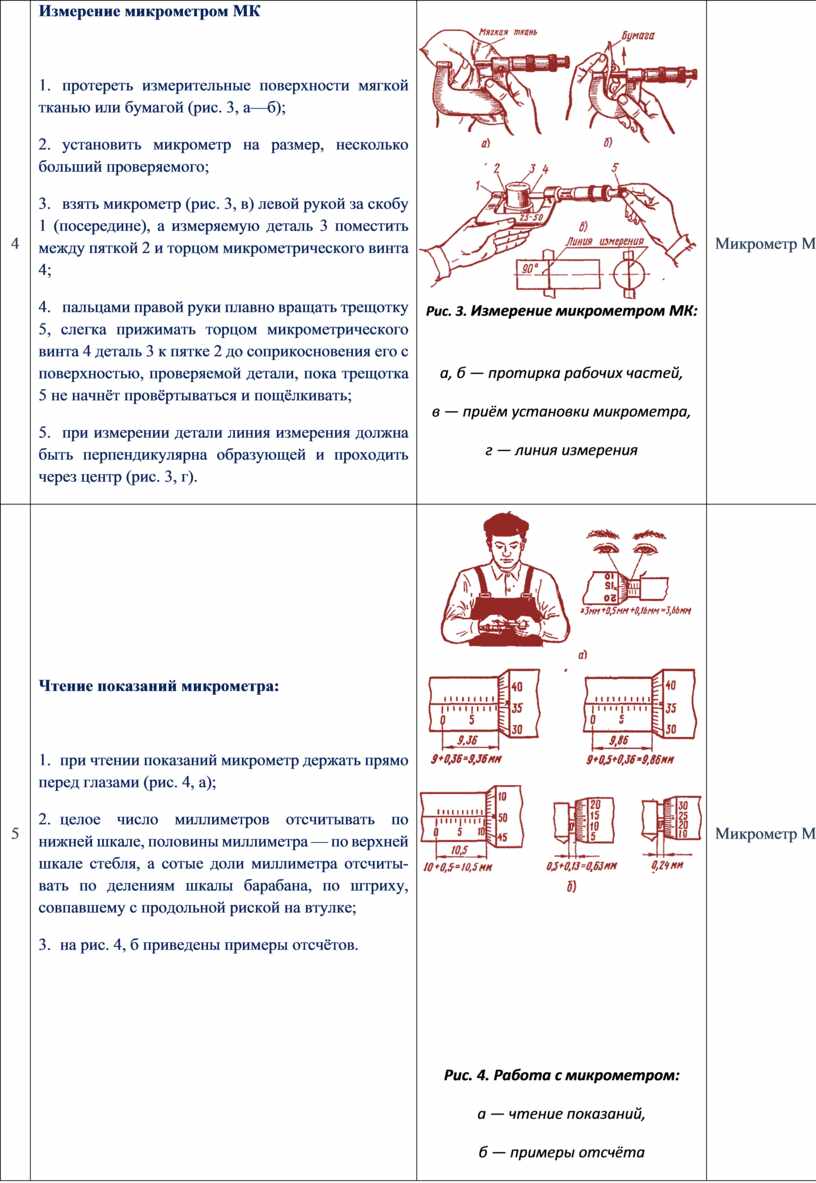
Измерение микрометром МК
1. протереть измерительные поверхности мягкой тканью или бумагой (рис. 3, а—б); 2. установить микрометр на размер, несколько больший проверяемого; 3. взять микрометр (рис. 3, в) левой рукой за скобу 1 (посередине), а измеряемую деталь 3 поместить между пяткой 2 и торцом микрометрического винта 4; 4. пальцами правой руки плавно вращать трещотку 5, слегка прижимать торцом микрометрического винта 4 деталь 3 к пятке 2 до соприкосновения его с поверхностью, проверяемой детали, пока трещотка 5 не начнёт провёртываться и пощёлкивать; 5. при измерении детали линия измерения должна быть перпендикулярна образующей и проходить через центр (рис. 3, г). |
а, б — протирка рабочих частей, в — приём установки микрометра, г — линия измерения |
Микрометр МК |
|
5 |
Чтение показаний микрометра:
1. при чтении показаний микрометр держать прямо перед глазами (рис. 4, а); 2. целое число миллиметров отсчитывать по нижней шкале, половины миллиметра — по верхней шкале стебля, а сотые доли миллиметра отсчитывать по делениям шкалы барабана, по штриху, совпавшему с продольной риской на втулке; 3. на рис. 4, б приведены примеры отсчётов.
|
Рис. 4. Работа с микрометром: а — чтение показаний, б — примеры отсчёта |
Микрометр МК |



Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.