Поделиться

Инструкционно-технологическая карта № 4.1
Рубка металла
|
Инструменты |
Материалы |
Оборудование |
|
· Слесарные молотки массой 500…600 грамм; · Зубила; · Крейцмейсели; · Канавочники; · Шаблоны; · Чертилки; · Кернеры; · Штангенциркули; · Масштабные линейки.
|
· Заготовки металла различной толщины; · Заготовки из листового металла до 3 мм толщины; · Заготовки полосового металла; · Заготовки круглого металла; · Заготовки металла с вогнутой поверхностью |
Оборудование: · Слесарный верстак; · Тренировочные приспособления; · Предохранительные очки; · Решетчатые подставки под ноги; · Тиски; · Защитные экраны; · Заточной станок; Приспособления: · Наковальни; · Плиты; |
|
Технологический процесс |
Указания и пояснения |
|
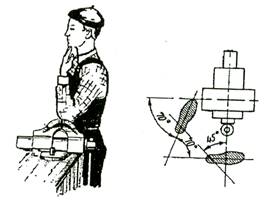
1. Установка высоты тисков по росту работающего |
|
|
|
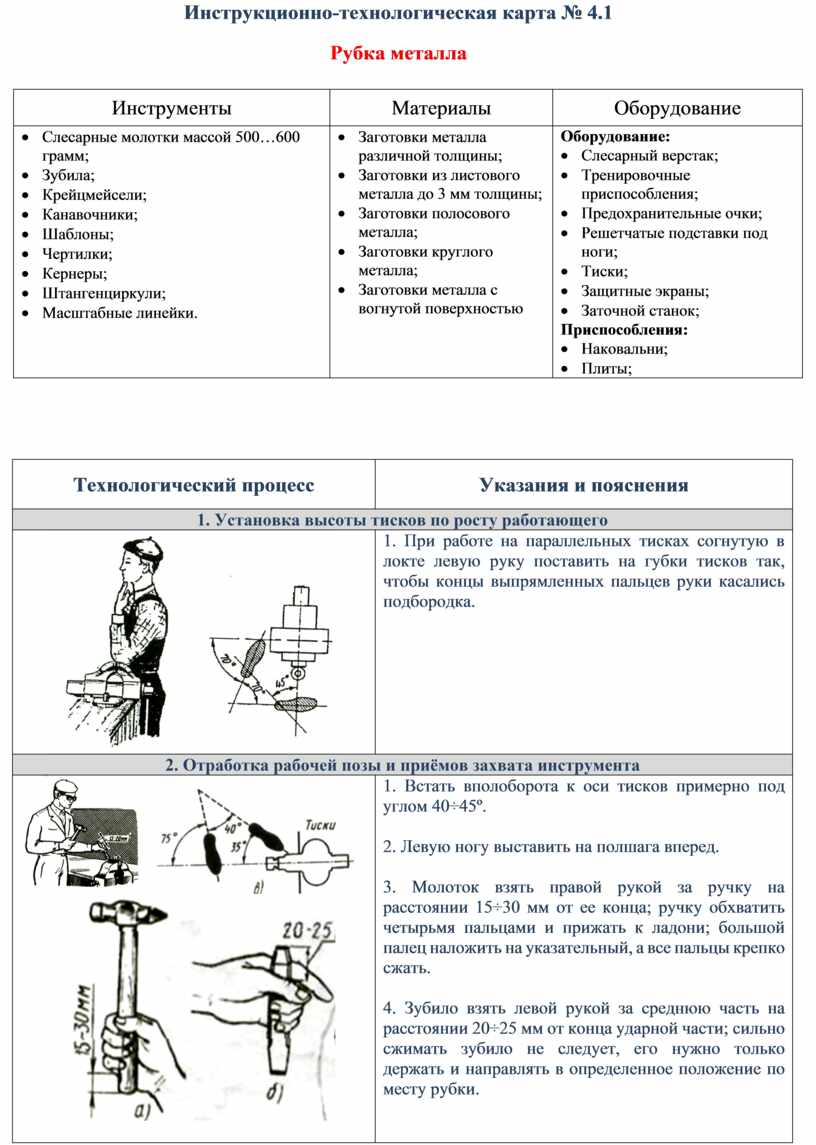
1. При работе на параллельных тисках согнутую в локте левую руку поставить на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка.
|
|
2. Отработка рабочей позы и приёмов захвата инструмента |
|
|
|
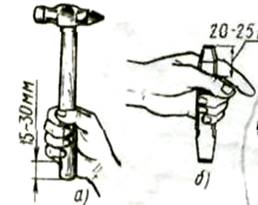
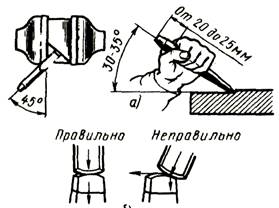
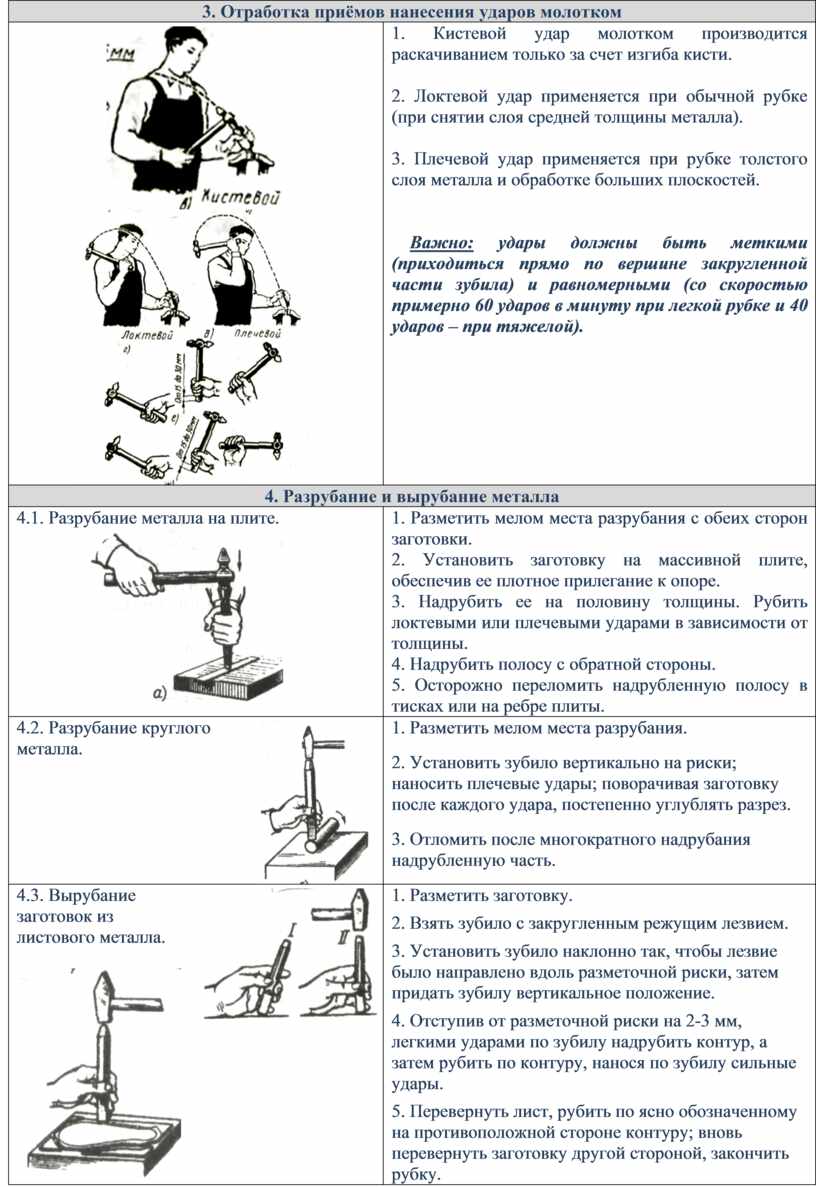
1. Встать вполоборота к оси тисков примерно под углом 40÷45º.
2. Левую ногу выставить на полшага вперед.
3. Молоток взять правой рукой за ручку на расстоянии 15÷30 мм от ее конца; ручку обхватить четырьмя пальцами и прижать к ладони; большой палец наложить на указательный, а все пальцы крепко сжать.
4. Зубило взять левой рукой за среднюю часть на расстоянии 20÷25 мм от конца ударной части; сильно сжимать зубило не следует, его нужно только держать и направлять в определенное положение по месту рубки. |
|
3. Отработка приёмов нанесения ударов молотком |
|
|
|
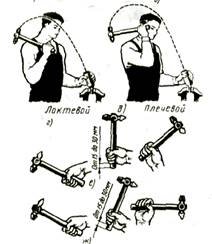
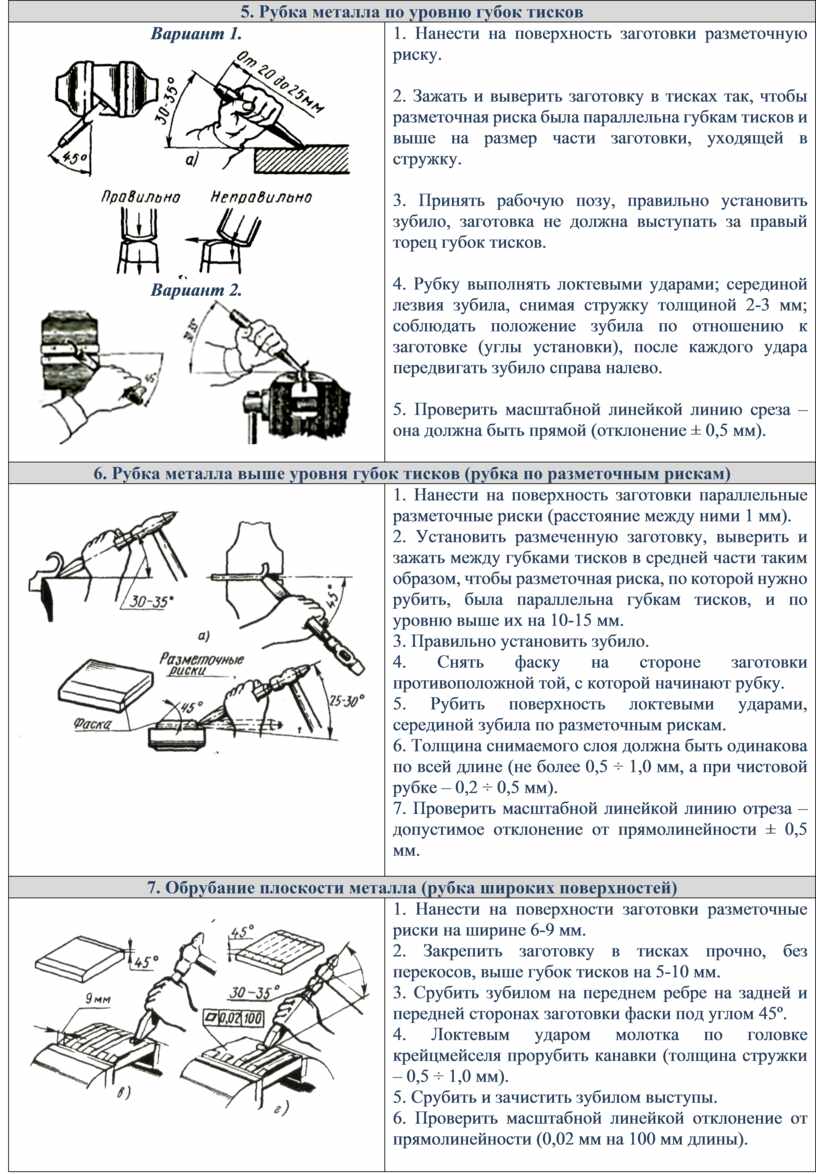
1. Кистевой удар молотком производится раскачиванием только за счет изгиба кисти.
2. Локтевой удар применяется при обычной рубке (при снятии слоя средней толщины металла).
3. Плечевой удар применяется при рубке толстого слоя металла и обработке больших плоскостей.
Важно: удары должны быть меткими (приходиться прямо по вершине закругленной части зубила) и равномерными (со скоростью примерно 60 ударов в минуту при легкой рубке и 40 ударов – при тяжелой).
|
|
4. Разрубание и вырубание металла |
|
|
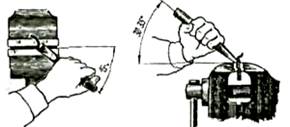
4.1. Разрубание металла на плите. |
1. Разметить мелом места разрубания с обеих сторон заготовки. 2. Установить заготовку на массивной плите, обеспечив ее плотное прилегание к опоре. 3. Надрубить ее на половину толщины. Рубить локтевыми или плечевыми ударами в зависимости от толщины. 4. Надрубить полосу с обратной стороны. 5. Осторожно переломить надрубленную полосу в тисках или на ребре плиты. |
|
|
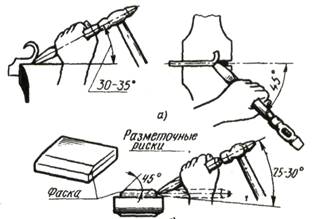
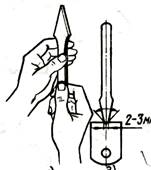
1. Разметить мелом места разрубания.
2. Установить зубило вертикально на риски; наносить плечевые удары; поворачивая заготовку после каждого удара, постепенно углублять разрез.
3. Отломить после многократного надрубания надрубленную часть. |
|
|
1. Разметить заготовку.
2. Взять зубило с закругленным режущим лезвием.
3. Установить зубило наклонно так, чтобы лезвие было направлено вдоль разметочной риски, затем придать зубилу вертикальное положение.
4. Отступив от разметочной риски на 2-3 мм, легкими ударами по зубилу надрубить контур, а затем рубить по контуру, нанося по зубилу сильные удары.
5. Перевернуть лист, рубить по ясно обозначенному на противоположной стороне контуру; вновь перевернуть заготовку другой стороной, закончить рубку. |
|
5. Рубка металла по уровню губок тисков |
|
|
Вариант 1.
Вариант 2.
|
1. Нанести на поверхность заготовки разметочную риску.
2. Зажать и выверить заготовку в тисках так, чтобы разметочная риска была параллельна губкам тисков и выше на размер части заготовки, уходящей в стружку.
3. Принять рабочую позу, правильно установить зубило, заготовка не должна выступать за правый торец губок тисков.
4. Рубку выполнять локтевыми ударами; серединой лезвия зубила, снимая стружку толщиной 2-3 мм; соблюдать положение зубила по отношению к заготовке (углы установки), после каждого удара передвигать зубило справа налево.
5. Проверить масштабной линейкой линию среза – она должна быть прямой (отклонение ± 0,5 мм). |
|
6. Рубка металла выше уровня губок тисков (рубка по разметочным рискам) |
|
|
|
1. Нанести на поверхность заготовки параллельные разметочные риски (расстояние между ними 1 мм). 2. Установить размеченную заготовку, выверить и зажать между губками тисков в средней части таким образом, чтобы разметочная риска, по которой нужно рубить, была параллельна губкам тисков, и по уровню выше их на 10-15 мм. 3. Правильно установить зубило. 4. Снять фаску на стороне заготовки противоположной той, с которой начинают рубку. 5. Рубить поверхность локтевыми ударами, серединой зубила по разметочным рискам. 6. Толщина снимаемого слоя должна быть одинакова по всей длине (не более 0,5 ÷ 1,0 мм, а при чистовой рубке – 0,2 ÷ 0,5 мм). 7. Проверить масштабной линейкой линию отреза – допустимое отклонение от прямолинейности ± 0,5 мм. |
|
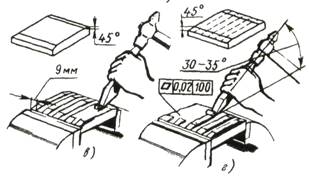
7. Обрубание плоскости металла (рубка широких поверхностей) |
|
|
|
1. Нанести на поверхности заготовки разметочные риски на ширине 6-9 мм. 2. Закрепить заготовку в тисках прочно, без перекосов, выше губок тисков на 5-10 мм. 3. Срубить зубилом на переднем ребре на задней и передней сторонах заготовки фаски под углом 45º. 4. Локтевым ударом молотка по головке крейцмейселя прорубить канавки (толщина стружки – 0,5 ÷ 1,0 мм). 5. Срубить и зачистить зубилом выступы. 6. Проверить масштабной линейкой отклонение от прямолинейности (0,02 мм на 100 мм длины). |
|
8. Вырубание канавок в металле |
|
|
|
1. Разметить канавки и накернить разметочные риски. 2. Заточить крейцмейсель с поднутрением (см. рисунок). 3. Зажать заготовку в тисках так, чтобы дно канавки было выше губок тисков на 2-3 мм. 4. Прорубить крейцмейселем канавку предварительно (толщина стружки 1-2 мм), а затем окончательно (толщина стружки 0,5-1,0 мм). |
|
8.2. Вырубание канавок на вогнутой поверхности.
|
1. Разметить канавки на вогнутой поверхности карандашом. 2. Прорубить канавки канавочником сначала от одного края до середины, а затем от другого края до середины. 3. Вырубание канавок производить за три рабочих хода: а) наносить по канавочнику лёгкие удары молотком, наметив след канавки по разметочным рискам. б) углублять канавку, выдерживая ее профиль и оставляя припуск (0,5 мм) для чистовой рубки. в) выполнять чистовую рубку с двух концов, выравнивая неровности и придавая канавке требуемые глубину, ширину и шероховатость поверхности. 4. Проверить качество вырубания радиусной поверхности (боковые поверхности и дно не должны иметь уступов); ширину и глубину канавок проверить по радиусному шаблону. |
|
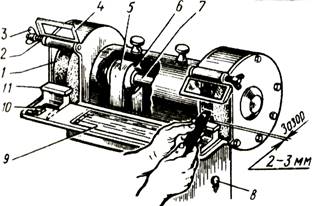
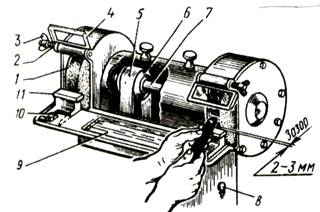
9. Заточка инструмента |
|
|
9.1. Заточка зубила.
|
Внимание. При подготовке к заточке инструмента провести подготовку станка к работе: · Проверить надежность защитных устройств; · Обеспечить зазор 2-3 мм между передвижным подручником и заточным кругом; · Опустить защитный экран; · Обеспечить наличие охлаждающей жидкости. 1. Включить заточной станок. 2. Правой рукой взять зубило так, чтобы его головка упиралась в ладонь, большой палец был сверху, а остальные пальцы крепко обхватывали зубило сбоку. 3. Пальцами левой руки взять зубило ближе к острию так, чтобы большой палец был сверху. 4. Положить зубило на подручник фаской к заточному кругу. Осторожно приблизить зубило к кругу и снять с фаски металл ровным слоем. Нажим на зубило делать плавным, легким. 5. Повернуть зубило второй фаской к кругу и снять с нее ровный слой металла. 6. Зубило периодически охлаждать в охлаждающей жидкости. 7. Проверить угол заточки зубила шаблоном или универсальным угломером. |
|
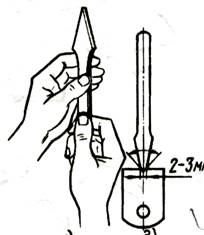
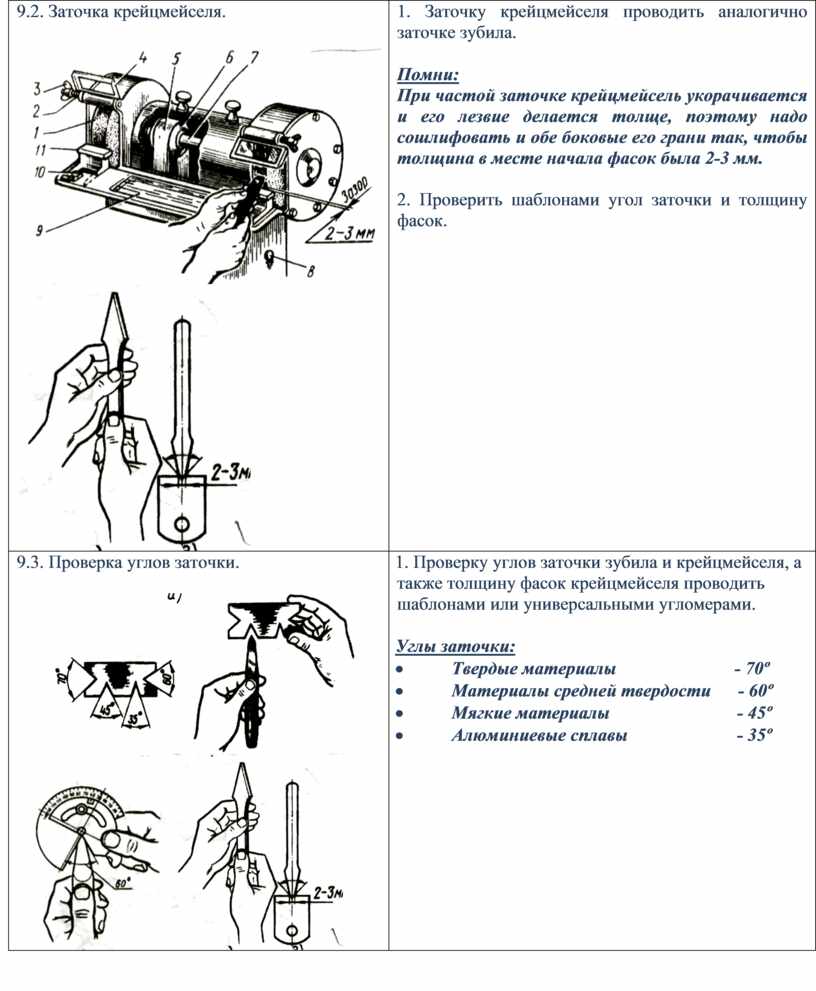
9.2. Заточка крейцмейселя. |
1. Заточку крейцмейселя проводить аналогично заточке зубила.
Помни: При частой заточке крейцмейсель укорачивается и его лезвие делается толще, поэтому надо сошлифовать и обе боковые его грани так, чтобы толщина в месте начала фасок была 2-3 мм.
2. Проверить шаблонами угол заточки и толщину фасок.
|
|
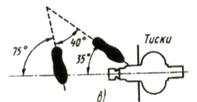
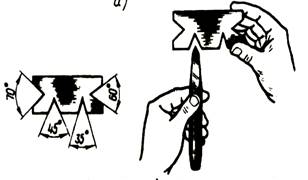
9.3. Проверка углов заточки.
|
1. Проверку углов заточки зубила и крейцмейселя, а также толщину фасок крейцмейселя проводить шаблонами или универсальными угломерами.
Углы заточки: · Твердые материалы - 70º · Материалы средней твердости - 60º · Мягкие материалы - 45º · Алюминиевые сплавы - 35º |

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.