Поделиться

Инструкционно-технологическая карта № 8.0
Нарезание резьбы
|
Инструменты |
Материалы |
Оборудование |
|
· Правые и левые метчики; · Сверла под резьбу, подобранные по таблицам справочников; · Кернеры; · Молотки; · Зенковки; · Метрические метчики; · Резьбомеры; · Резьбовые калибры-пробки (или болт); · Штангенциркули (0,1 мм); · Напильники разные № 2 и 3; · Круглые плашки (разрезные и цельные); · Резьбовые калибры-кольца; · Машинные метчики; · Чертилки. |
· Машинное масло; · Ветошь; · Детали различной формы; · Винты, болты и шпильки.
|
· Настольно-сверлильный станок; · Слесарный верстак; · Параллельные тиски; · Плашкодержатель; · Вороток; · Клуппы.
|
|
Технологический процесс |
Указания и пояснения |
|
1. Нарезание внутренней резьбы |
|
|
1.1. Нарезание резьбы в сквозных отверстиях.
|
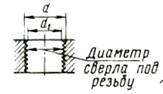
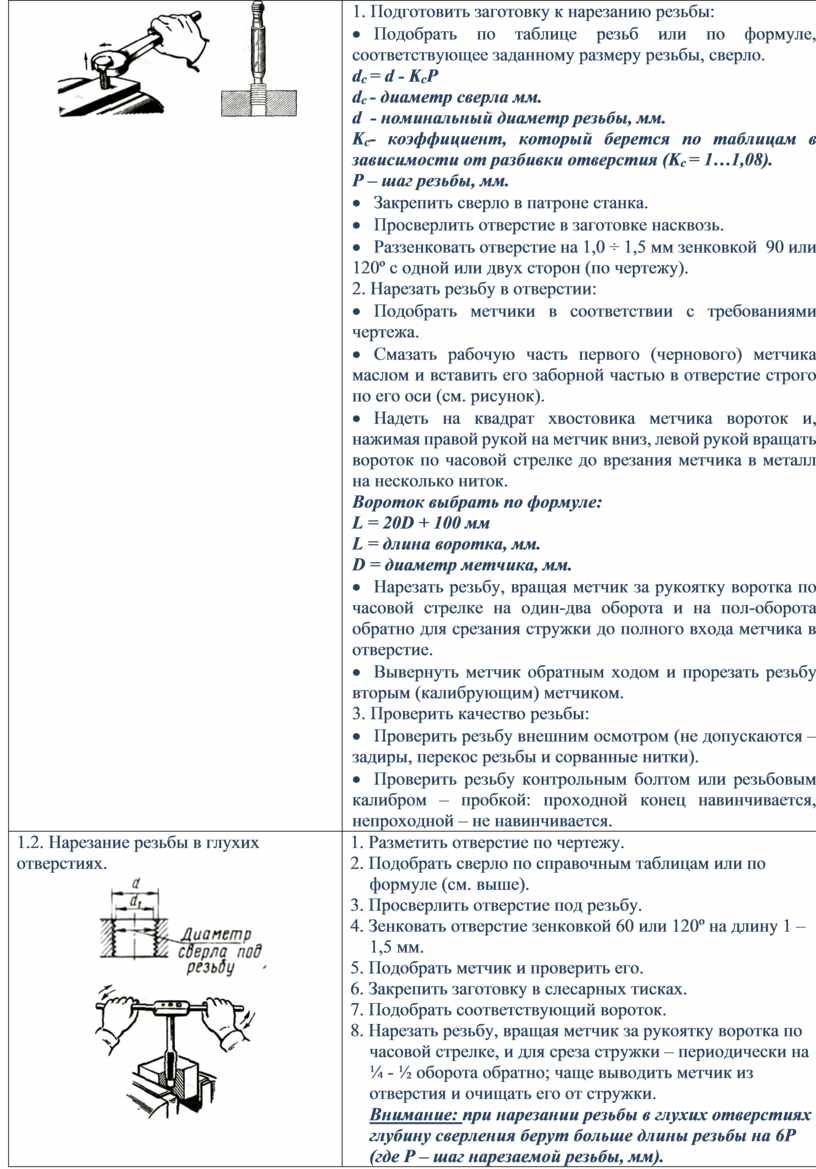
1. Подготовить заготовку к нарезанию резьбы: · Подобрать по таблице резьб или по формуле, соответствующее заданному размеру резьбы, сверло. dс = d - KcP dc - диаметр сверла мм. d - номинальный диаметр резьбы, мм. Kc- коэффициент, который берется по таблицам в зависимости от разбивки отверстия (Kc = 1…1,08). P – шаг резьбы, мм. · Закрепить сверло в патроне станка. · Просверлить отверстие в заготовке насквозь. · Раззенковать отверстие на 1,0 ÷ 1,5 мм зенковкой 90 или 120º с одной или двух сторон (по чертежу). 2. Нарезать резьбу в отверстии: · Подобрать метчики в соответствии с требованиями чертежа. · Смазать рабочую часть первого (чернового) метчика маслом и вставить его заборной частью в отверстие строго по его оси (см. рисунок). · Надеть на квадрат хвостовика метчика вороток и, нажимая правой рукой на метчик вниз, левой рукой вращать вороток по часовой стрелке до врезания метчика в металл на несколько ниток. Вороток выбрать по формуле: L = 20D + 100 мм L = длина воротка, мм. D = диаметр метчика, мм. · Нарезать резьбу, вращая метчик за рукоятку воротка по часовой стрелке на один-два оборота и на пол-оборота обратно для срезания стружки до полного входа метчика в отверстие. · Вывернуть метчик обратным ходом и прорезать резьбу вторым (калибрующим) метчиком. 3. Проверить качество резьбы: · Проверить резьбу внешним осмотром (не допускаются – задиры, перекос резьбы и сорванные нитки). · Проверить резьбу контрольным болтом или резьбовым калибром – пробкой: проходной конец навинчивается, непроходной – не навинчивается. |
|
1.2. Нарезание резьбы в глухих отверстиях.
|
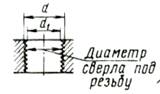
1. Разметить отверстие по чертежу. 2. Подобрать сверло по справочным таблицам или по формуле (см. выше). 3. Просверлить отверстие под резьбу. 4. Зенковать отверстие зенковкой 60 или 120º на длину 1 – 1,5 мм. 5. Подобрать метчик и проверить его. 6. Закрепить заготовку в слесарных тисках. 7. Подобрать соответствующий вороток. 8. Нарезать резьбу, вращая метчик за рукоятку воротка по часовой стрелке, и для среза стружки – периодически на ¼ - ½ оборота обратно; чаще выводить метчик из отверстия и очищать его от стружки. Внимание: при нарезании резьбы в глухих отверстиях глубину сверления берут больше длины резьбы на 6Р (где Р – шаг нарезаемой резьбы, мм). 9. Прекратить вращение метчика, как только он упрется в дно отверстия. 10.Произвести контроль нарезанной резьбы резьбовым калибром – пробкой или болтом. 11.При необходимости нарезания в глухих отверстиях полных резьб применяют третий метчик с укороченной заборной частью. |
|
1.3. Нарезание резьбы диаметром 10…12 мм на сверлильном станке.
|
1. Отрегулировать сверлильный станок:
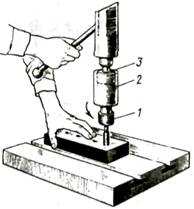
2. Подобрать соответствующие метчики. 3. Установить в шпиндель станка предохранительный патрон так же, как обыкновенный патрон с коническим хвостовиком. 4. Вставить метчик в цангу патрона и закрепить накидной гайкой 1. 5. Наладить сверлильный станок на частоту вращения шпинделя 12 – 20 об/мин. 6. Включить электродвигатель и проверить метчик на биение. 7. Смазать метчик машинным маслом. 8. Нарезать резьбу (регулирование метчика на допустимое усилие производить круглой гайкой 2, которая стопорится винтом 3). 9. Произвести контроль нарезанной резьбы резьбовым калибром – пробкой или болтом.
|
|
2. Нарезание наружной резьбы |
|
|
2.1. Нарезание резьбы плашками.
|
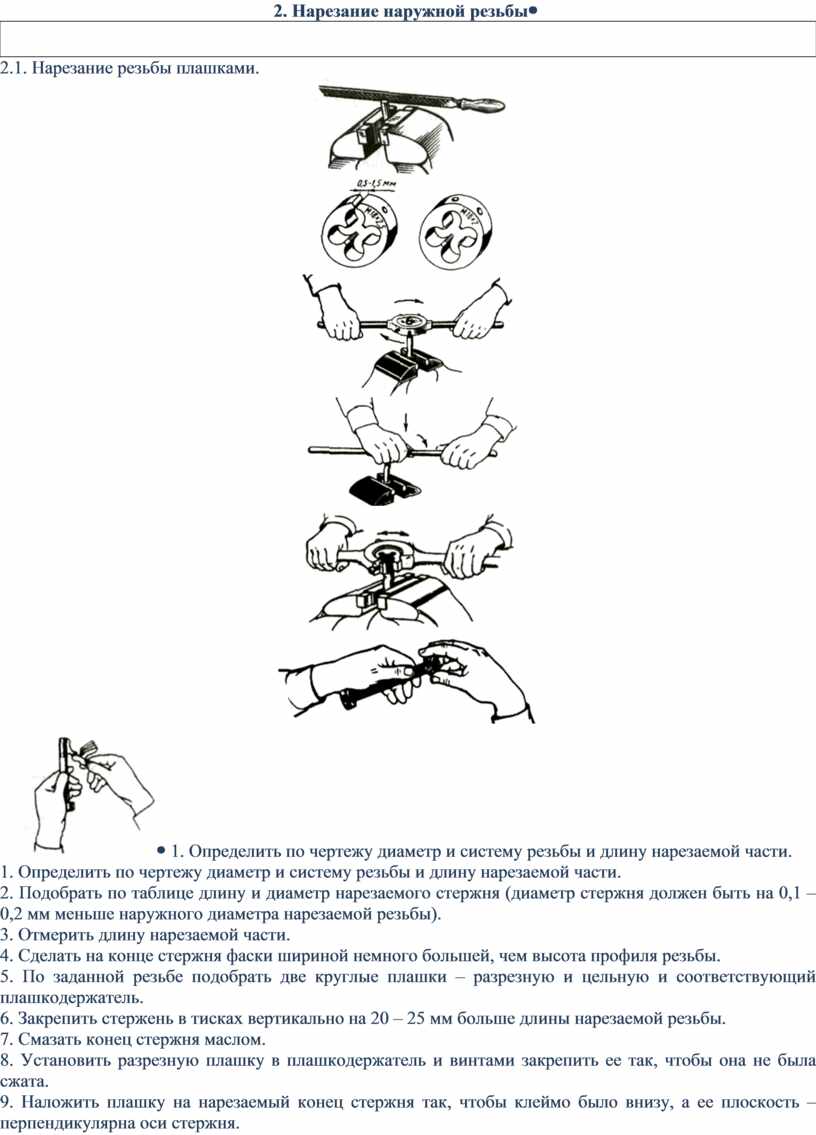
1. Определить по чертежу диаметр и систему резьбы и длину нарезаемой части. 2. Подобрать по таблице длину и диаметр нарезаемого стержня (диаметр стержня должен быть на 0,1 – 0,2 мм меньше наружного диаметра нарезаемой резьбы). 3. Отмерить длину нарезаемой части. 4. Сделать на конце стержня фаски шириной немного большей, чем высота профиля резьбы. 5. По заданной резьбе подобрать две круглые плашки – разрезную и цельную и соответствующий плашкодержатель. 6. Закрепить стержень в тисках вертикально на 20 – 25 мм больше длины нарезаемой резьбы. 7. Смазать конец стержня маслом. 8. Установить разрезную плашку в плашкодержатель и винтами закрепить ее так, чтобы она не была сжата. 9. Наложить плашку на нарезаемый конец стержня так, чтобы клеймо было внизу, а ее плоскость – перпендикулярна оси стержня. 10.Ладонью правой руки нажимать на корпус плашки вниз; левой рукой вращать по часовой стрелке плашкодержатель, пока заборная часть плашки не врежется в стержень; затем, вращая плашкодержатель за ручки, делать 1–2 оборота в направлении нарезания резьбы и пол-оборота – в обратную сторону. 11.Обратным вращением снять плашку со стержня; проверить качество резьбы (не должно быть задиров и сорванных ниток резьбы); сжать плашку на меньший диаметр и сделать второй рабочий ход. 12.Вынуть разрезную плашку из плашкодержателя и заменить ее калибрующей цельной плашкой. 13.Вращая цельную плашку попеременно в ту и другую стороны, калибровать резьбу до окончательного размера. 14.Протереть резьбу чистой ветошью и проверить ее резьбовым калибром-кольцом или гайкой; шаг резьбы проверить резьбомером. 15.Вынуть плашку из плашкодержателя, протереть ее чистой ветошью и смыть смазку. |
Рис. № 3.
Рис. № 4. |
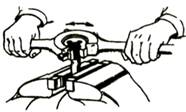
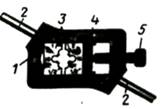
1. Подобрать раздвижную плашку, состоящую из полуплашек 1 и 2 по диаметру, шагу, системе резьбы и соответственно номеру клуппа (см. рисунок № 1). 2. Установить полуплашки 3 в призматические направляющие рамки 1 клуппа так, чтобы номера на клуппе и плашках находились друг против друга (см. рисунок № 2). 3. Ввести в рамку клуппа сухарь 4 и закрепить винтом 5. 4. Закрепить заготовку в слесарных тисках в вертикальном положении. 5. Опилить напильником на торце стержня фаску; рабочие поверхности полуплашек и конец стержня смазать маслом. 6. Наложить клупп с полуплашками на стержень так, чтобы заборная часть плашки была размещена на фаске стержня на двух-трех нитках резьбы. 7. Сжать полуплашки винтом 5 так, чтобы плоскость плашки была строго перпендикулярна оси стержня, а резьбовые нитки с некоторым усилием обжали стержень. 8. На ручки 2 клуппа равномерно нажимать с небольшим усилием до тех пор, пока плашка не примет заданного направления резьбы; попеременно вращать клупп по направлению резьбы (на ½ рабочего оборота вперед и на ¼ оборота назад, см. рисунок № 3). 9. Клупп периодически свинчивать со стержня, резьбу плашки очищать от стружки и смазывать машинным маслом. 10.Вновь сжать полуплашки 3 винтом 5, чтобы они постепенно врезались (углублялись) в стержень; вращая клупп, выполнить второй рабочий ход. 11.Тщательно протереть нарезанную резьбу чистой ветошью; провести контроль качества резьбы резьбовым кольцом (см. рисунок № 4). |


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.