Поделиться

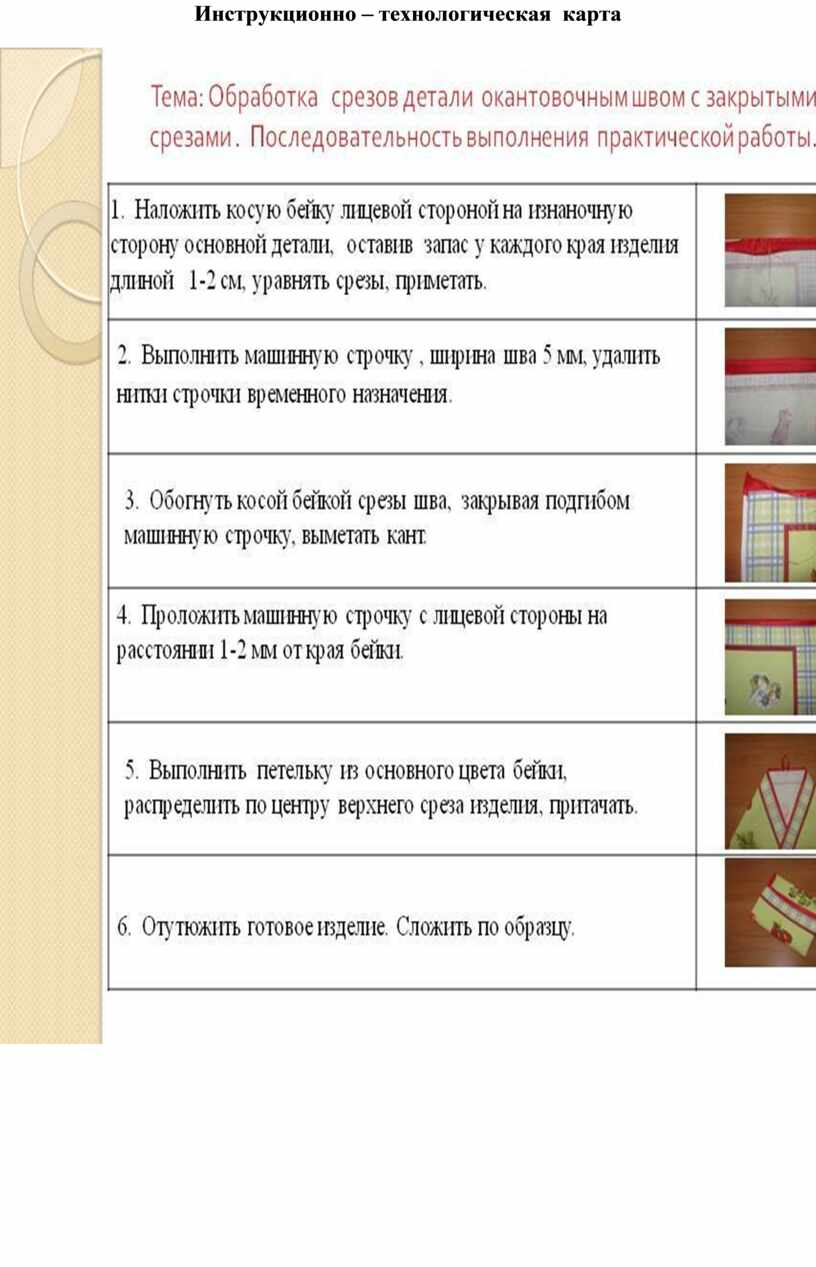
Инструкционно – технологическая карта
Лабораторно-практическая работа № 1
Тема: «Соединительные швы» - 6 часов
Цель: Сформировать практические умения и навыки по выполнению соединительных швов.
Оборудование: стачивающие машины; краеобметочная машина; утюг.
Инструменты и приспособления: ножницы; сантиметровая лента; линейки; мел; булавки.
Альбом с образцами швов.
Раздаточный материал: ткань 10*20см
Задание:
2 - подобрать номер ниток, машинных игл, установить частоту строчки и длину стежка в соответствии с толщиной и видом ткани.
3 - выполнить соединительные швы:
– стачной (вразутюжку, взаутюжку);
- накладной с одним закрытым срезом;
- настрочной с открытыми срезами;
- настрочной с одним закрытым срезом;
- двойной;
- запошивочный.
4- заполнить карты самоконтроля;
5- заполнить карту взаимоконтроля качества (Приложение №5).
6- выполнить схему швов.
Обратить внимание при выполнении машинных строчек:
- располагать припуски на швы справа от иглы, деталь изделия — слева.
- прокладывать машинную строчку точно по намеченным линиям;
при влажно-тепловой обработке:
- проверить температуру нагрева утюга;
- при выполнении влажно-тепловых работ обрабатываемый участок детали располагают ближе к работающему;
- увлажнять и утюжить детали по направлению нити основы, до полного удаления влаги.
К швам, выполняемым на швейной машине, предъявляются следующие требования:
- машинные строчки должны быть ровными;
- ширина шва должна быть ровной (одинаковой);
- стежки должны быть равномерными по частоте;
- плотность затягивания стежков должна быть одинаковой, переплетение нитей должно быть между слоями ткани;
- строчки должны быть цельными, без разрывов;
- по линии шва не должно быть волнистости ткани;
- шов должен быть прочным (в этом случае не последнюю роль играют применяемые вами нитки).
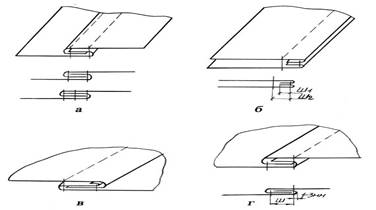
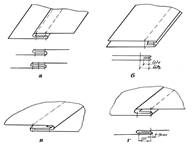
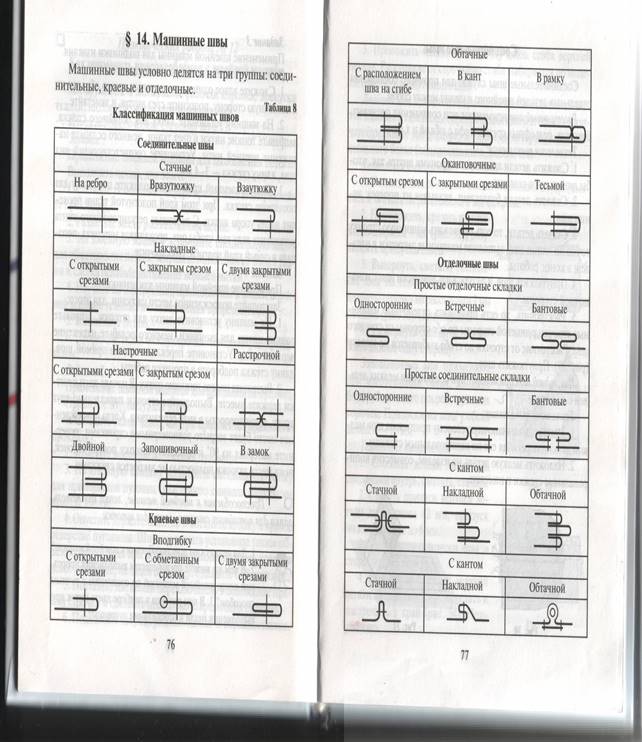
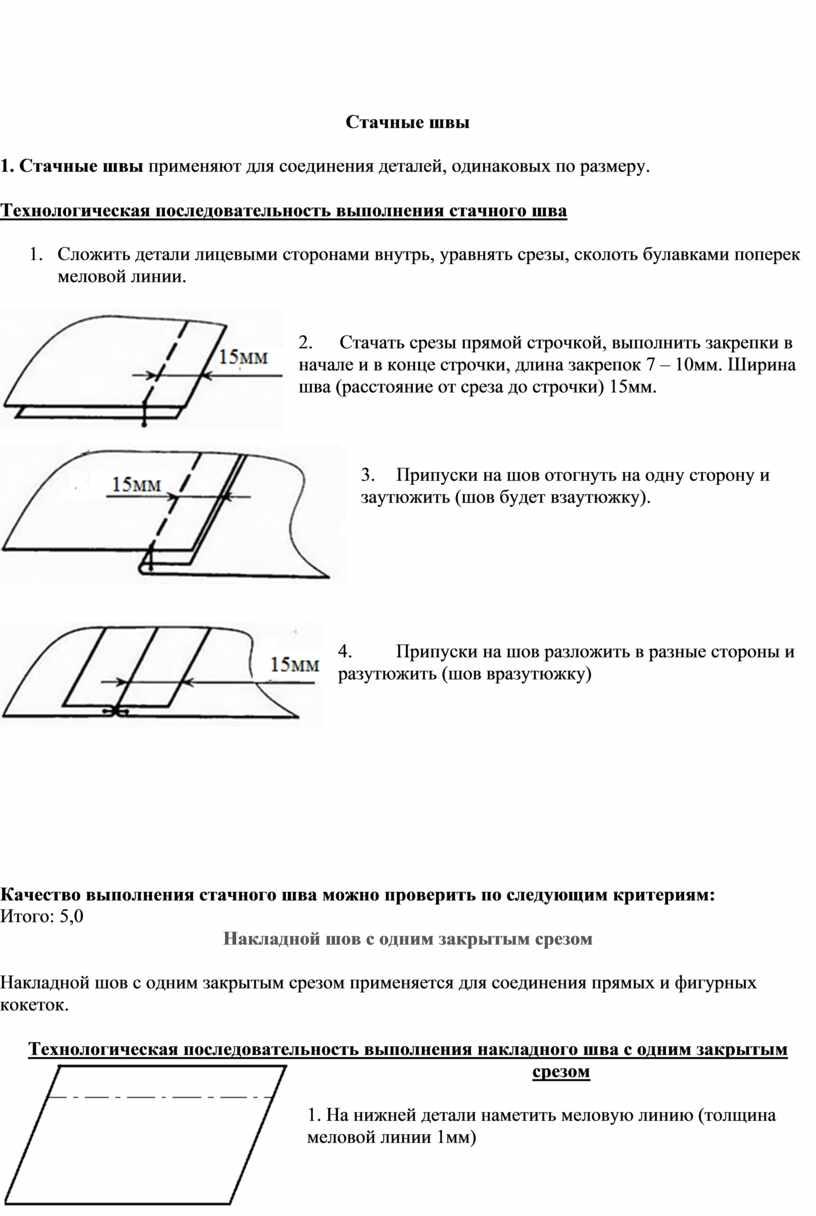
Стачные швы
1. Стачные швы применяют для соединения деталей, одинаковых по размеру.
Технологическая последовательность выполнения стачного шва
Качество выполнения стачного шва можно проверить по следующим критериям:
Итого: 5,0
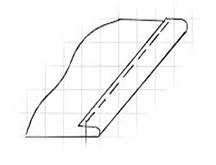
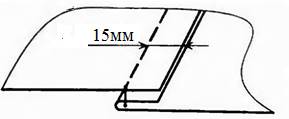
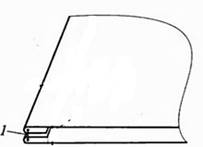
Накладной шов с одним закрытым срезом
Накладной шов с одним закрытым срезом применяется для соединения прямых и фигурных кокеток.
Технологическая
последовательность выполнения накладного шва с одним закрытым срезом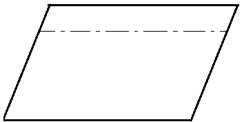
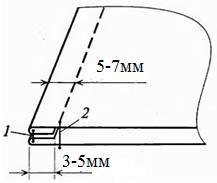
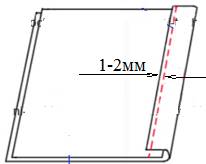
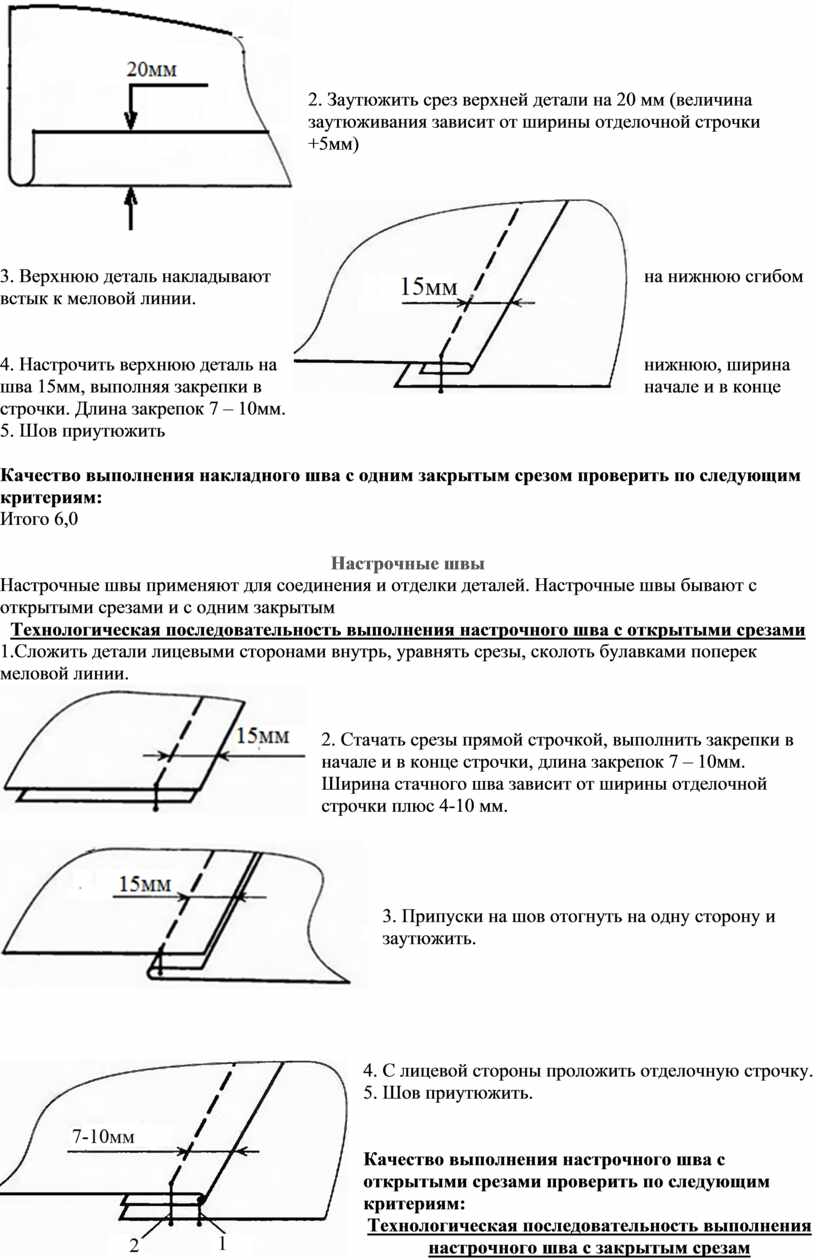
1. На нижней детали наметить меловую линию (толщина меловой линии 1мм)
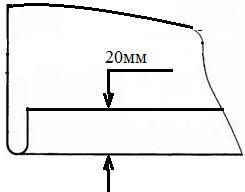
2. Заутюжить срез верхней детали на 20 мм (величина заутюживания зависит от ширины отделочной строчки +5мм)
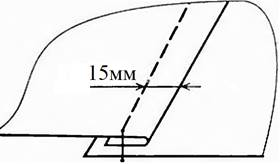
3. Верхнюю деталь накладывают на нижнюю сгибом встык к меловой линии.
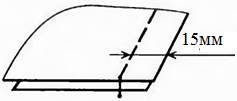
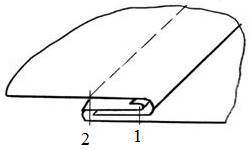
4. Настрочить верхнюю деталь на нижнюю, ширина шва 15мм, выполняя закрепки в начале и в конце строчки. Длина закрепок 7 – 10мм.
5. Шов приутюжить
Качество выполнения накладного шва с одним закрытым срезом проверить по следующим критериям:
Итого 6,0
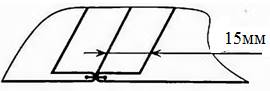
Настрочные швы
Настрочные швы применяют для соединения и отделки деталей. Настрочные швы бывают с открытыми срезами и с одним закрытым
Технологическая последовательность выполнения настрочного шва с открытыми срезами
1.Сложить детали лицевыми сторонами внутрь, уравнять срезы, сколоть булавками поперек меловой линии.
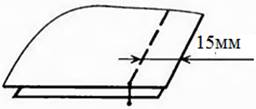
2. Стачать срезы прямой строчкой, выполнить закрепки в начале и в конце строчки, длина закрепок 7 – 10мм. Ширина стачного шва зависит от ширины отделочной строчки плюс 4-10 мм.
3. Припуски на шов отогнуть на одну сторону и заутюжить.
4. С лицевой стороны проложить отделочную строчку.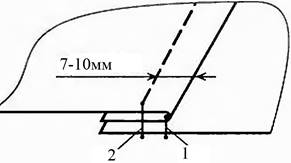
5. Шов приутюжить.
Качество выполнения настрочного шва с открытыми срезами проверить по следующим критериям:
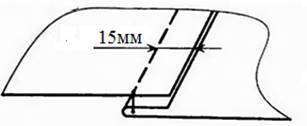
Технологическая последовательность выполнения настрочного шва с закрытым срезам
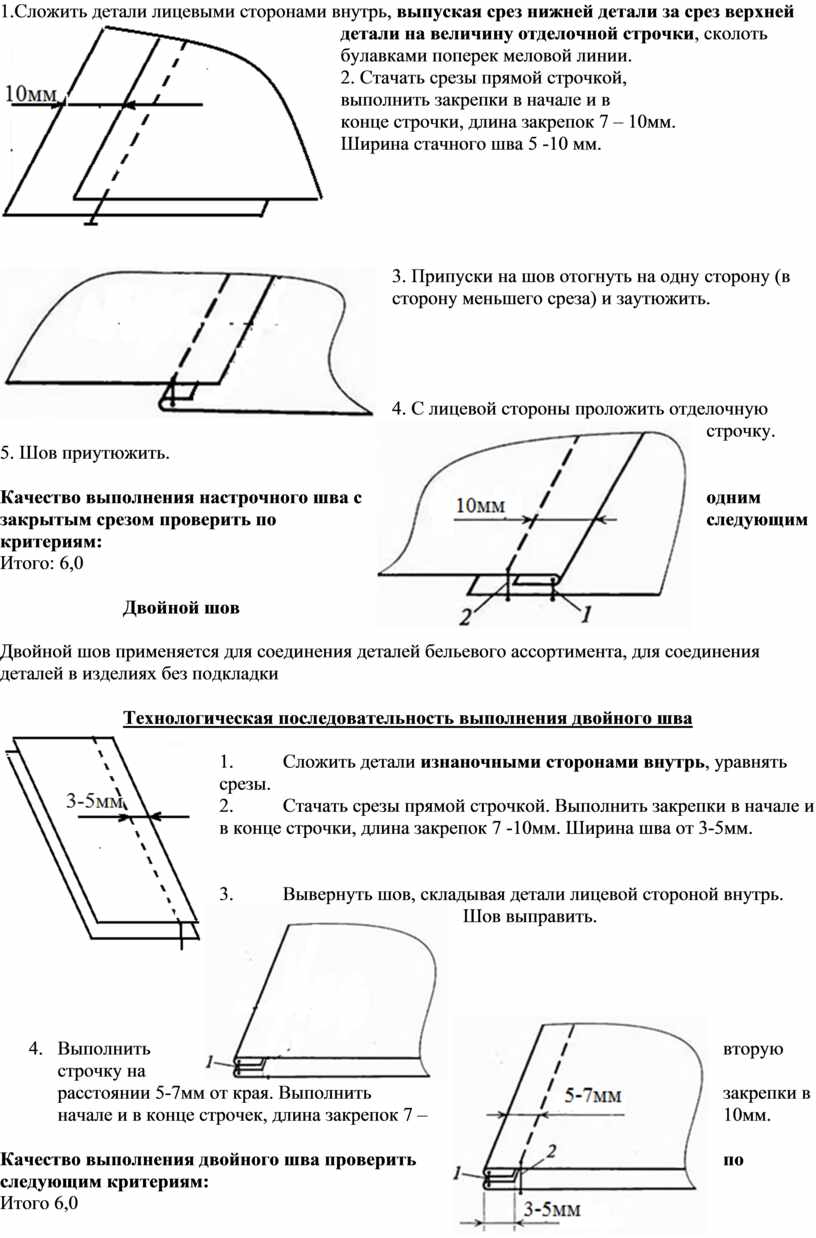
1.Сложить детали лицевыми сторонами внутрь, выпуская
срез нижней детали за срез верхней детали на величину отделочной
строчки, сколоть булавками поперек меловой линии.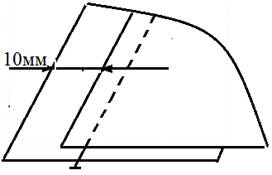
2. Стачать срезы прямой строчкой,
выполнить закрепки в начале и в
конце строчки, длина закрепок 7 – 10мм.
Ширина стачного шва 5 -10 мм.
3. Припуски на шов отогнуть на одну сторону (в сторону
меньшего среза) и заутюжить.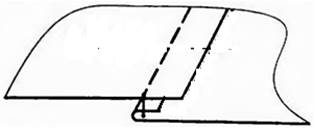
4. С лицевой стороны проложить отделочную строчку.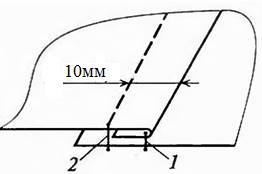
5. Шов приутюжить.
Качество выполнения настрочного шва с одним закрытым срезом проверить по следующим критериям:
Итого: 6,0
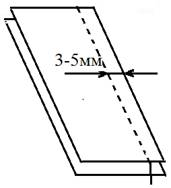
Двойной шов
Двойной шов применяется для соединения деталей бельевого ассортимента, для соединения деталей в изделиях без подкладки
Технологическая последовательность выполнения двойного шва
Качество выполнения двойного шва проверить по следующим критериям:
Итого 6,0
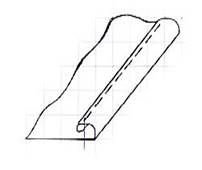
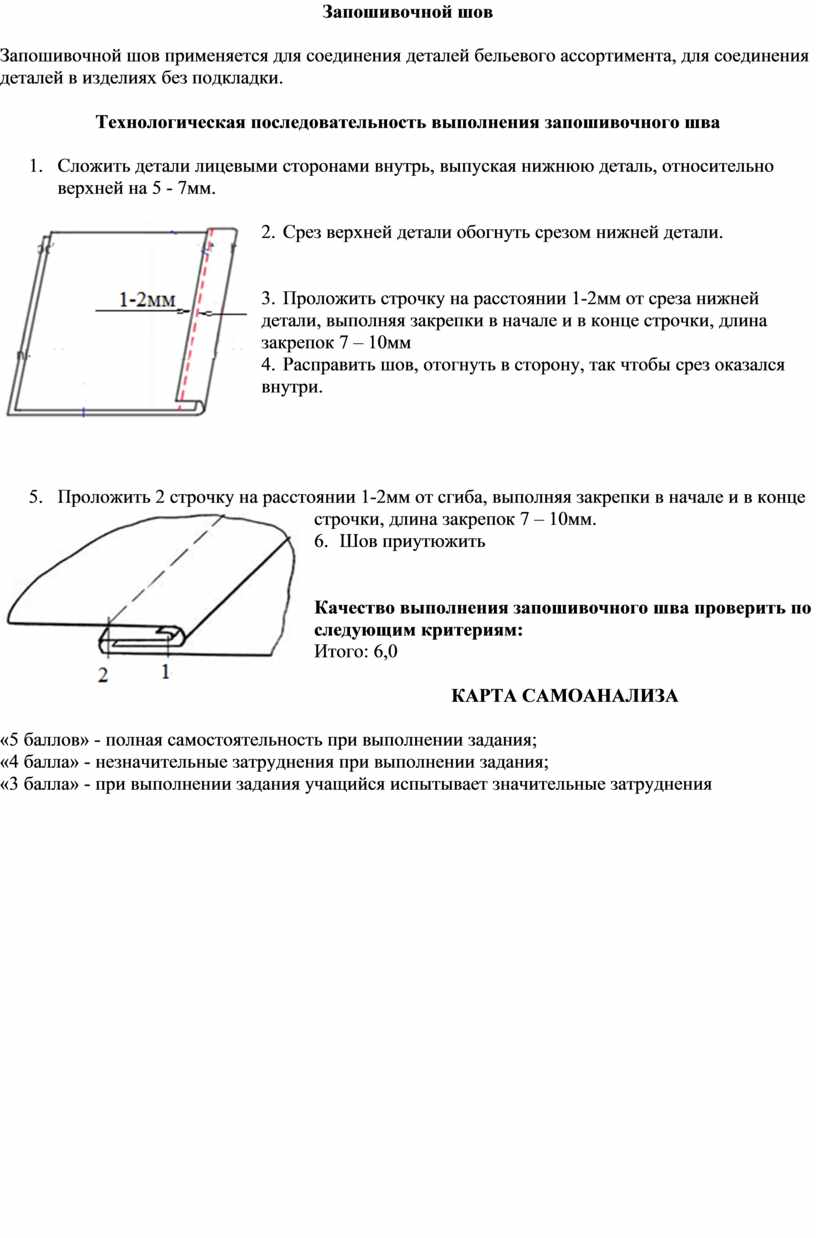
Запошивочной шов
Запошивочной шов применяется для соединения деталей бельевого ассортимента, для соединения деталей в изделиях без подкладки.
Технологическая последовательность выполнения запошивочного шва
Качество выполнения запошивочного шва проверить по следующим критериям:
Итого: 6,0
КАРТА САМОАНАЛИЗА
«5 баллов» - полная самостоятельность при выполнении задания;
«4 балла» - незначительные затруднения при выполнении задания;
«3 балла» - при выполнении задания учащийся испытывает значительные затруднения
Выполнить схемы соединительных швов
Приложение №1
Техника безопасности при выполнении машинных и утюжильных работ
Правила безопасности при работе на швейной машине
Правила безопасности при работе с электроутюгом
Приложение № 2
Карта возможных дефектов
Рекомендуемые номера игл в зависимости от стачиваемых материалов
Приложение № 3
Неполадки в работе швейной машине
Отрегулировать натяжение ниток начиная с верхней
Строчка петляет снизу
Отрегулировать натяжение ниток начиная с нижней
Пропуски стежков в строчке
Обрыв верхней нитки (стянута строчка)
Обрыв нижней нитки
Поломка иглы
Приложение № 4
Секреты ровной строчки
Приложение № 5
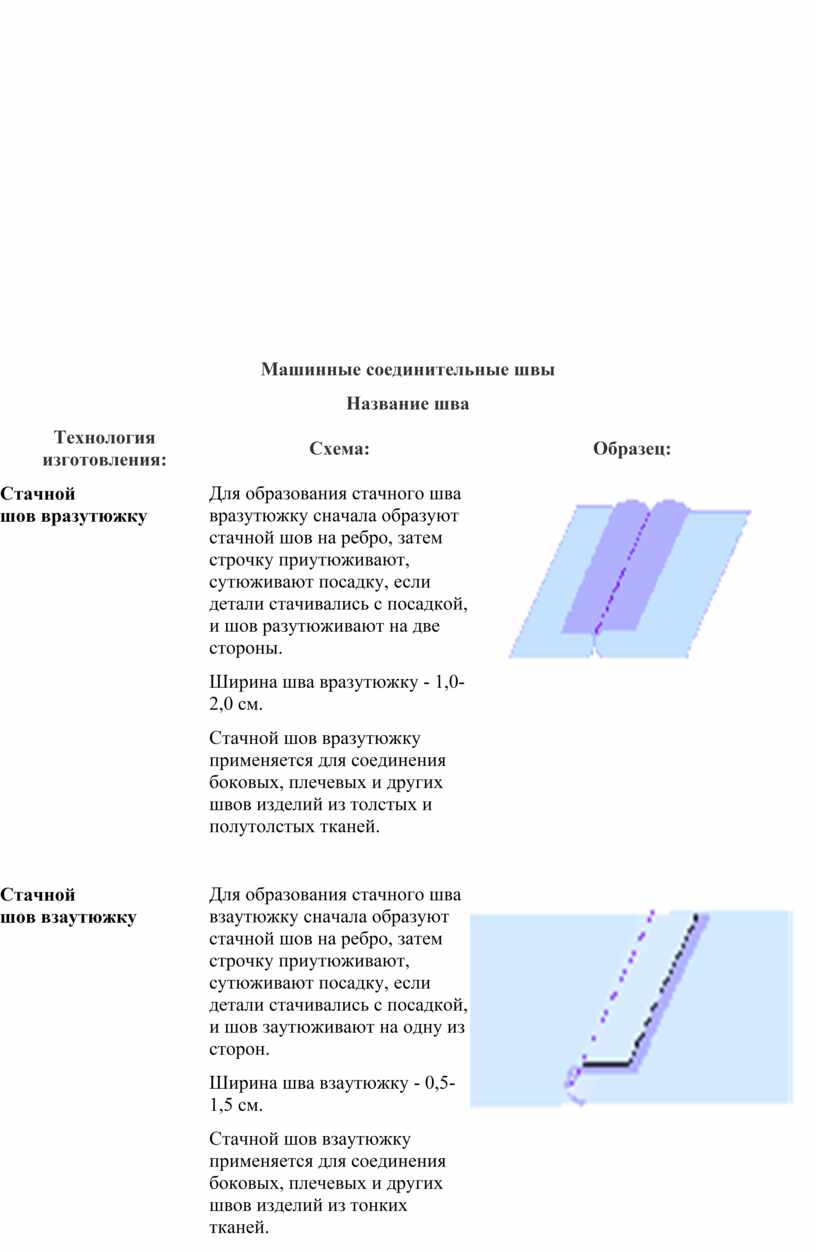
Машинные соединительные швы
Название шва
|
Технология изготовления: |
Схема: |
Образец: |
|
|
Стачной шов вразутюжку |
Для образования стачного шва вразутюжку сначала образуют стачной шов на ребро, затем строчку приутюживают, сутюживают посадку, если детали стачивались с посадкой, и шов разутюживают на две стороны. Ширина шва вразутюжку - 1,0-2,0 см. Стачной шов вразутюжку применяется для соединения боковых, плечевых и других швов изделий из толстых и полутолстых тканей. |
|
|
|
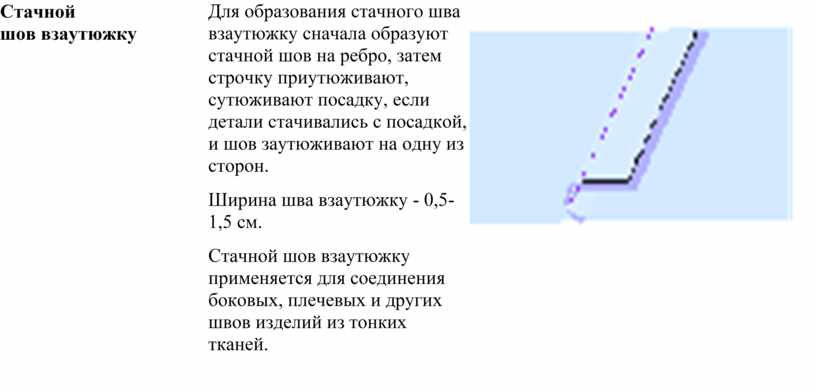
Стачной шов взаутюжку |
Для образования стачного шва взаутюжку сначала образуют стачной шов на ребро, затем строчку приутюживают, сутюживают посадку, если детали стачивались с посадкой, и шов заутюживают на одну из сторон. Ширина шва взаутюжку - 0,5-1,5 см. Стачной шов взаутюжку применяется для соединения боковых, плечевых и других швов изделий из тонких тканей. |
|
Машинные соединительные швы
Название шва
|
Технология изготовления: |
Схема: |
Образец: |
|
|
Стачной соединительный шов с одновременным обметыванием срезов |
Для образования стачного шва с одновременным обметыванием срезов применяют специальную двухигольную машину. Одна строчка которой, стачная, другая - обметочная. Ширина шва стачной строчки - 0,7 ÷ 1,2 см. Стачной шов с одновременным обметыванием срезов применяется для соединении рукавов с проймами, деталей мешковины карманов из тонких шелковых, хлопчатобумажных и трикотажных тканей. |
|
|
|
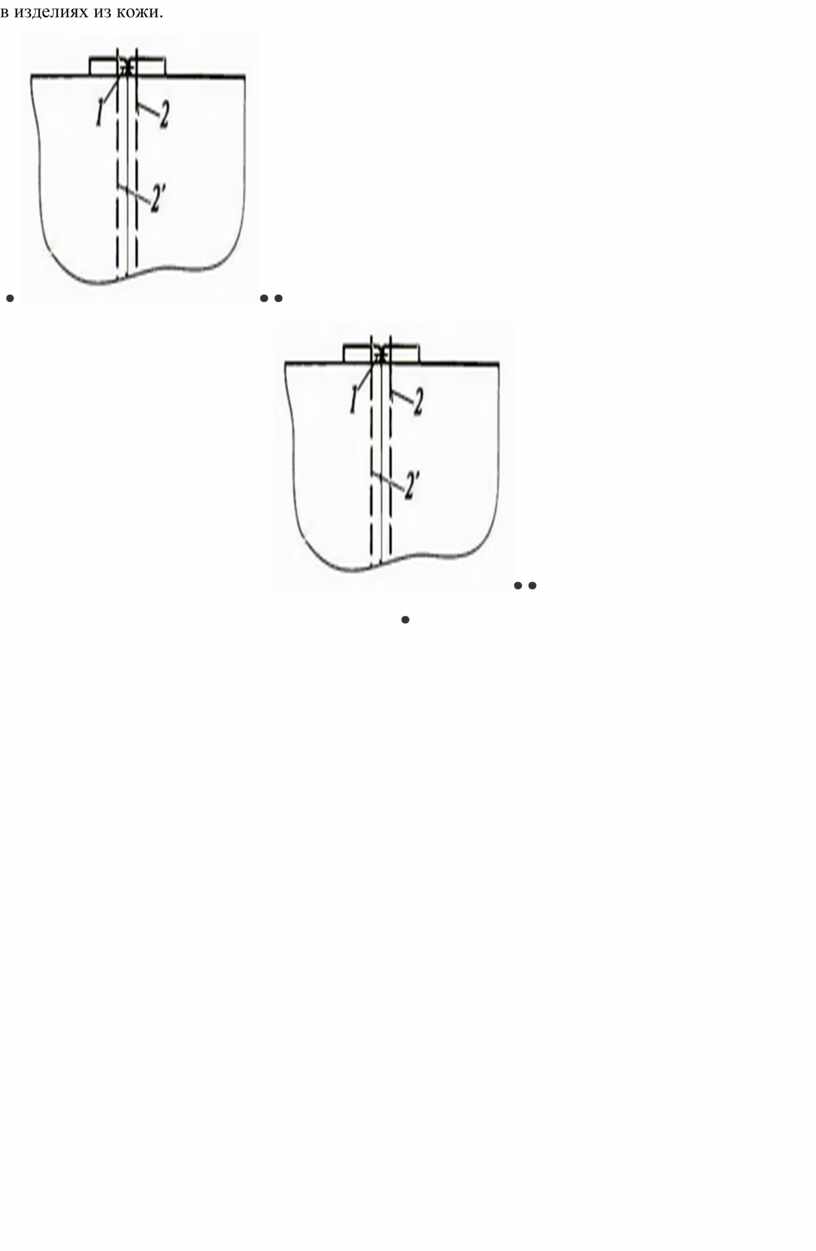
Машинный соединительный расстрочной шов |
Для образования расстрочного шва сначала образуют стачной шов враскол, затем припуски на шов раскладывают в разные стороны и с лицевой стороны прокладывают две отделочные строчки на одинаковом расстоянии от стачной строчки. Расстояние от строчки стачивания до строчки расстрачивания зависит от модели (0,2-0,5 см), от среза шва до строчки расстрачивания - 0,2-0,5 см. Расстрочной шов применяется для соединения срезов изделий из материалов, где разутюживание швов не допускается. Например - в изделиях из кожи.
|
|
Машинные соединительные швы
Название шва
|
Технология изготовления: |
Схема: |
Образец: |
|
|
Бельевой двойной шов |
Этот шов необходим для изготовления постельного белья, изделий из прозрачных и тонких тканей, для соединения деталей мешковины в брюках, для соединения одинарных деталей (воротников, манжет) с изделием. Для выполнения двойного шва детали складывают изнанкой внутрь и стачивают шириной шва 0,3-0,5 см. Потом выворачивают деталь на лицевую сторону и выправляют шов стачивания так, чтобы он располагался по краю. Прокладывают вторую строчку на расстоянии 0,5-0,7 см от сгиба. Для этого детали раскладывают в разные стороны и шов располагают или заутюживают на одну из деталей.
|
|
|
|
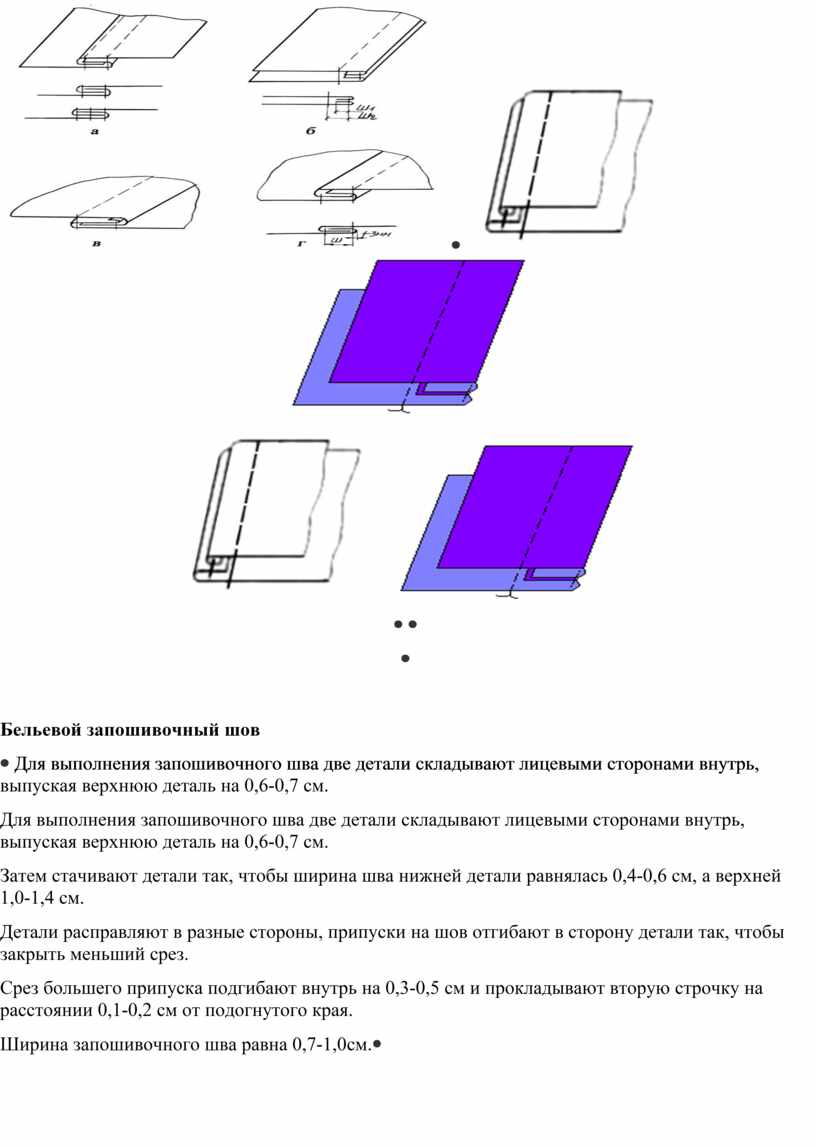
Бельевой запошивочный шов |
Для выполнения запошивочного шва две детали складывают лицевыми сторонами внутрь, выпуская верхнюю деталь на 0,6-0,7 см. Затем стачивают детали так, чтобы ширина шва нижней детали равнялась 0,4-0,6 см, а верхней 1,0-1,4 см. Детали расправляют в разные стороны, припуски на шов отгибают в сторону детали так, чтобы закрыть меньший срез. Срез большего припуска подгибают внутрь на 0,3-0,5 см и прокладывают вторую строчку на расстоянии 0,1-0,2 см от подогнутого края. Ширина запошивочного шва равна 0,7-1,0см. |
|
Машинные краевые швы
Название шва
|
Технология изготовления: |
Схема: |
Образец: |
|
|
Шов вподгибку с открытым срезом |
Срез детали предварительно обметываем, подгибаем на изнанку на 0,5 –0,7 см и заметываем. Машинную строчку прокладываем на определенном расстоянии от края в зависимости от модели. Если по модели не должна быть видна с лицевой стороны машинная (подшивочная) строчка, то припуск шва подшиваем ручными потайными стежками. Шов приутюживаем.
|
|
|
|
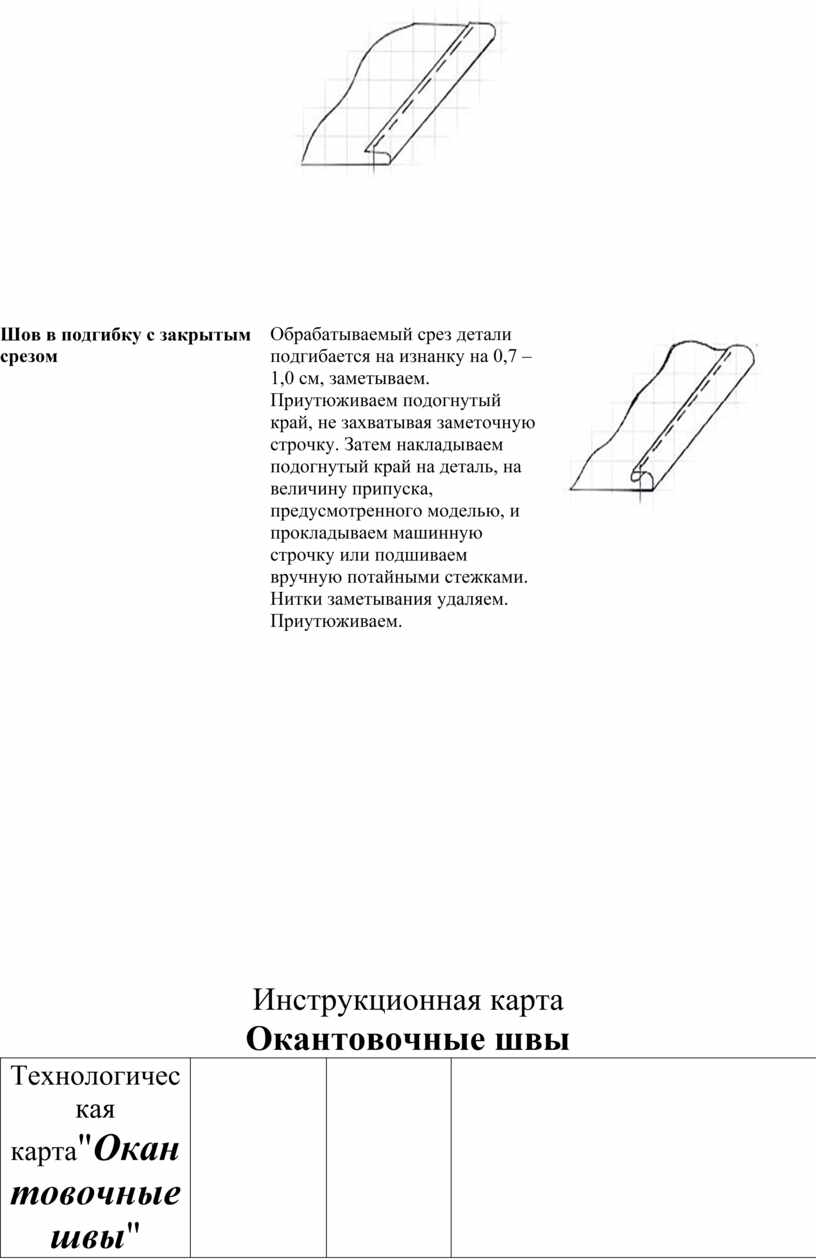
Шов в подгибку с закрытым срезом |
Обрабатываемый срез детали подгибается на изнанку на 0,7 – 1,0 см, заметываем. Приутюживаем подогнутый край, не захватывая заметочную строчку. Затем накладываем подогнутый край на деталь, на величину припуска, предусмотренного моделью, и прокладываем машинную строчку или подшиваем вручную потайными стежками. Нитки заметывания удаляем. Приутюживаем. |
|
Инструкционная карта
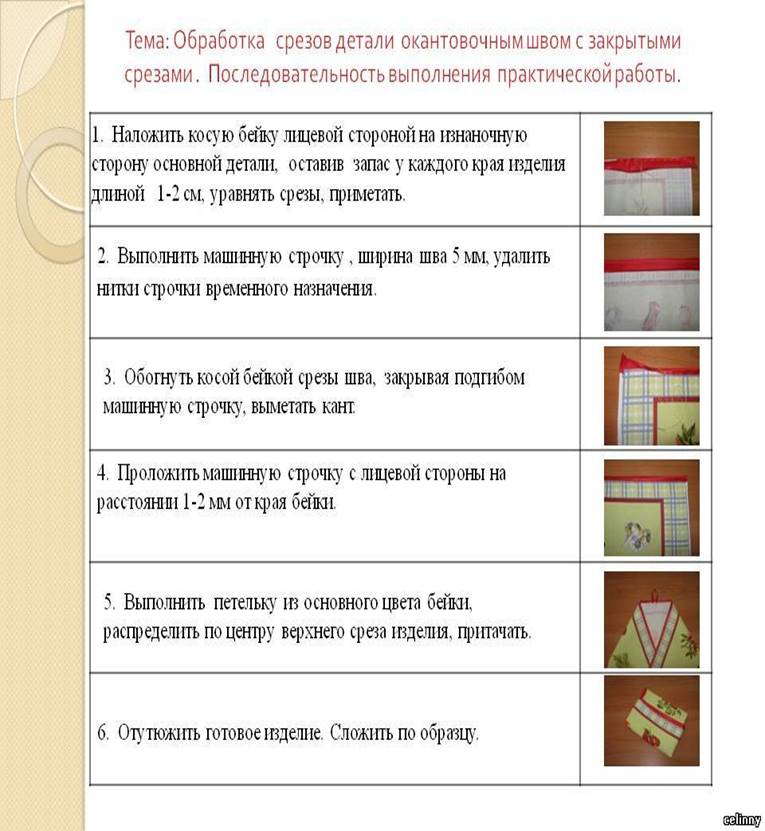
Окантовочные швы
|
Технологическая карта"Окантовочные швы" |
||||||
|
№ п/п |
Наименование операции |
Содержание операции |
Рисунок, схема обработки |
Технические условия |
Оборудование, инструменты, приспособления |
Применение |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1. Окантовочный шов с открытым срезом |
||||||
|
1 |
Соединение отделочной полоски (косой бейки) с основной деталью |
К лицевой стороне детали приложить полоску из отделочной ткани (косую бейку) лицевой стороной вниз, уравнивая срезы. |
Ширина косой бейки 2,5–3,0 см |
Применяется для обработки срезов, чтобы предохранять их от осыпания, а также для отделки пройм, горловины, низа и других срезов одежды. |
||
|
Притачать отделочную полоску (косую бейку) к основной детали (строчка 1) |
Ширина шва 0,3 – 0,5 см Частота стежков 4-5 в 1 см строчки |
Швейная машина, ножницы |
||||
|
2 |
Закрепление отделочной полоски (косой бейки) |
Отделочной полоской (косой бейкой) обогнуть срезы, направляя открытый срез полоски на изнаночную сторону основной детали. |
|
Ширина окантовки 0,3 –0,5 см Температура нагрева утюга 180-200 ºС |
Утюг |
|
|
Закрепить отделочную полоску (косую бейку) (строчка 2) |
Строчка проходит по шву притачивания отделочной полоски (косой бейки). Частота стежков 4-5 в 1 см строчки |
Швейная машина, ножницы |
||||
|
3 |
Окончательная ВТО шва |
Приутюжить готовый образец |
Температура нагрева утюга 180-200 ºС |
Утюг |
||
|
2. Окантовочный шов с закрытым срезом |
||||||
|
1 |
Соединение отделочной полоски (косой бейки) с основной деталью |
К лицевой стороне основной детали приложить лицевой стороной вниз отделочную полоску (косую бейку), уравнивая срезы. |
Ширина косой бейки 2,5–3,0 см |
Применяется для обработки срезов пройм, горловины, верхних срезов карманов, предохраняя их от осыпания и для отделки. |
||
|
Притачать отделочную полоску (косую бейку) к основной детали (строчка 1) |
Ширина шва 0,3 – 0,5 см Частота стежков 4-5 в 1 см строчки |
Швейная машина, ножницы |
|
№ п/п |
Наименование операции |
Содержание операции |
Рисунок, схема обработки |
Технические условия |
Оборудование, инструменты, приспособления |
Применение |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
2 |
Закрепление отделочной полоски (косой бейки) |
Отделочной полоской (косой бейкой) обогнуть срезы, направляя открытый срез полоски на изнаночную сторону основной детали. |
|
Ширина окантовки 0,3 –0,5 см |
||
|
Подогнуть срез отделочной полоски (косой бейки) внутрь и заутюжить |
Температура нагрева утюга 180-200 ºС |
Утюг |
||||
|
Закрепить подогнутый срез отделочной полоски (косой бейки) машинной строчкой (строчка 2) |
Строчка проходит по шву притачивания отделочной полоски (косой бейки), на расстоянии 0,1-0,2 см от подогнутого среза косой бейки. Частота стежков 4-5 в 1 см строчки |
Швейная машина, ножницы |
||||
|
3 |
Окончательная ВТО шва |
Приутюжить готовый образец |
Температура нагрева утюга 180-200 ºС |
Утюг |
||
|
3. Окантовочный шов с тесьмой (с двумя открытыми срезами) |
||||||
|
1 |
Заготовка тесьмы |
Перегнуть тесьму вдоль так, чтобы один ее срез выступал на 0,1 см относительно другого и приутюжить |
Температура нагрева утюга 180-200 ºС |
Утюг |
Применяется для обработки срезов пройм, горловины, верхних срезов карманов и т.д., чтобы предохранять срезы от осыпания и украшать их. |
|
|
2 |
Обработка среза детали тесьмой |
Вложить обрабатываемый срез детали в приутюженную тесьму, закрепить машинной строчкой |
|
Строчка проходит на расстоянии 0,1 см от срезов тесьмы. Частота стежков 4-5 в 1 см строчки |
Швейная машина, ножницы |
|
|
3 |
Окончательная ВТО шва |
Приутюжить готовый образец |
Температура нагрева утюга 180-200 ºС |
Утюг |
Скачано с www.znanio.ru




Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.