Инструкционно-технологические карты для выполнения практических работ по слесарному делу предназначенные по предмету основы слесарных работ по профессиям
электромонтёр по ремонту и обслуживанию электрооборудования, слесарь по контрольно-измерительным приборам и автоматики, автомеханик, машинист на открытых горных работах, сварщик электро и газо сварки.
Инструкционная карта проведение технических измеренийИнструкционная карта разметка металла
Технологический процесс
Указания и пояснения
1. Окрашивание поверхности под разметку.
Выбор красителя в зависимости от
материала заготовки.
Окрашивание поверхности раствором.
2. Нанесение рисок.
Рис. № 1.
Рис. № 2.
Рис. № 3.
3. Графические построения.
Построение прямой АВ.
Рис. № 1.
1. Для окрашивания необработанных поверхностей
применяют меловой раствор (600 гр. мела + 50 гр.
столярного клея + 4 л воды).
2. Чисто обработанные поверхности изделий из черных
металлов окрашивают раствором медного купороса (23
чайные ложки медного купороса на стакан воды) или
специальным лаком для разметки.
1. Взять заготовку в левую руку и держать наклонно.
2. Кисть взять в правую руку и перекрестными
вертикальными и горизонтальными движениями нанести
ею на поверхность детали тонкий равномерный красящий
слой (см. рис.); краситель надо набирать только концом
кисти в небольшом количестве во избежание образования
потеков.
3. Просушить окрашенную поверхность.
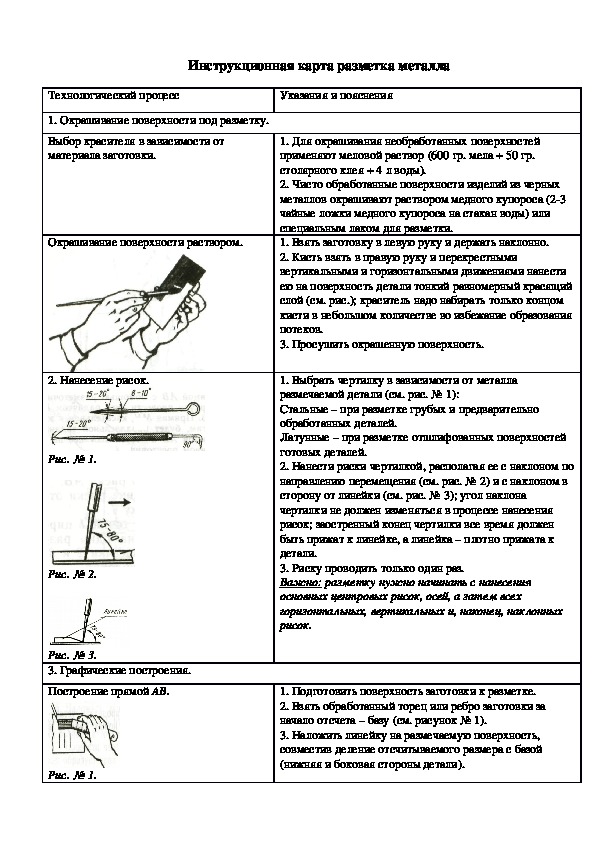
1. Выбрать чертилку в зависимости от металла
размечаемой детали (см. рис. № 1):
Стальные – при разметке грубых и предварительно
обработанных деталей.
Латунные – при разметке отшлифованных поверхностей
готовых деталей.
2. Нанести риски чертилкой, располагая ее с наклоном по
направлению перемещения (см. рис. № 2) и с наклоном в
сторону от линейки (см. рис. № 3); угол наклона
чертилки не должен изменяться в процессе нанесения
рисок; заостренный конец чертилки все время должен
быть прижат к линейке, а линейка – плотно прижата к
детали.
3. Риску проводить только один раз.
Важно: разметку нужно начинать с нанесения
основных центровых рисок, осей, а затем всех
горизонтальных, вертикальных и, наконец, наклонных
рисок.
1. Подготовить поверхность заготовки к разметке.
2. Взять обработанный торец или ребро заготовки за
начало отсчета – базу (см. рисунок № 1).
3. Наложить линейку на размечаемую поверхность,
совместив деление отсчитываемого размера с базой
(нижняя и боковая стороны детали).Рис. № 2.
Нанесение прямых параллельных рисок.
Рис. № 1.
Нанесение взаимно перпендикулярных
рисок с помощью угольника.
4. По нулевому делению линейки чертилкой нанести
метку (см. рис. № 2).
5. Нанести такую же метку и с другой стороны детали.
6. Через нанесенные метки по наложенной на деталь
линейке провести чертилкой линию.
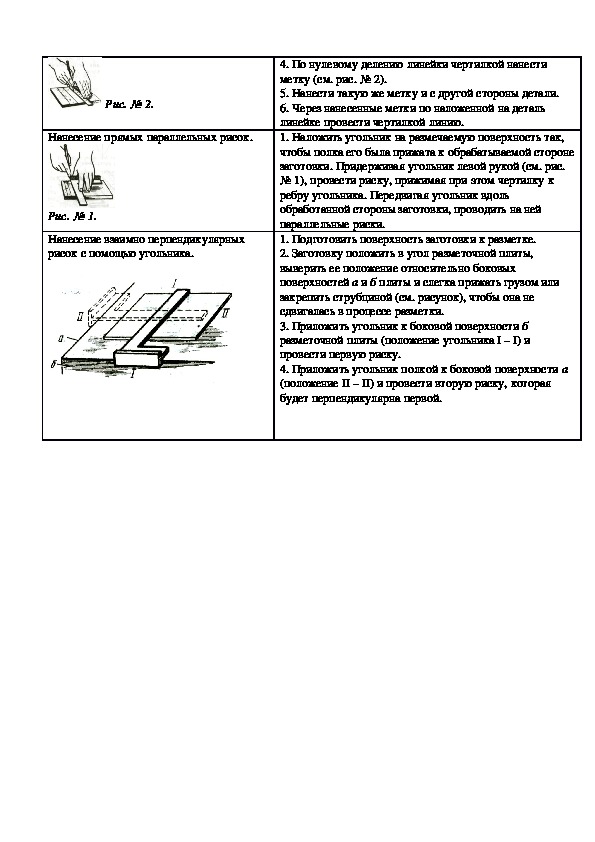
1. Наложить угольник на размечаемую поверхность так,
чтобы полка его была прижата к обрабатываемой стороне
заготовки. Придерживая угольник левой рукой (см. рис.
№ 1), провести риску, прижимая при этом чертилку к
ребру угольника. Передвигая угольник вдоль
обработанной стороны заготовки, проводить на ней
параллельные риски.
1. Подготовить поверхность заготовки к разметке.
2. Заготовку положить в угол разметочной плиты,
выверить ее положение относительно боковых
поверхностей a и б плиты и слегка прижать грузом или
закрепить струбциной (см. рисунок), чтобы она не
сдвигалась в процессе разметки.
3. Приложить угольник к боковой поверхности б
разметочной плиты (положение угольника I – I) и
провести первую риску.
4. Приложить угольник полкой к боковой поверхности a
(положение II – II) и провести вторую риску, которая
будет перпендикулярна первой.Инструкционная карта рубка металла
Технологический процесс
Указания и пояснения
1. Установка высоты тисков по росту
работающего.
1. При работе на параллельных тисках согнутую в
локте левую руку поставить на губки тисков так,
чтобы концы выпрямленных пальцев руки касались
подбородка.
2. Отработка рабочей позы и приемов захвата
инструмента.
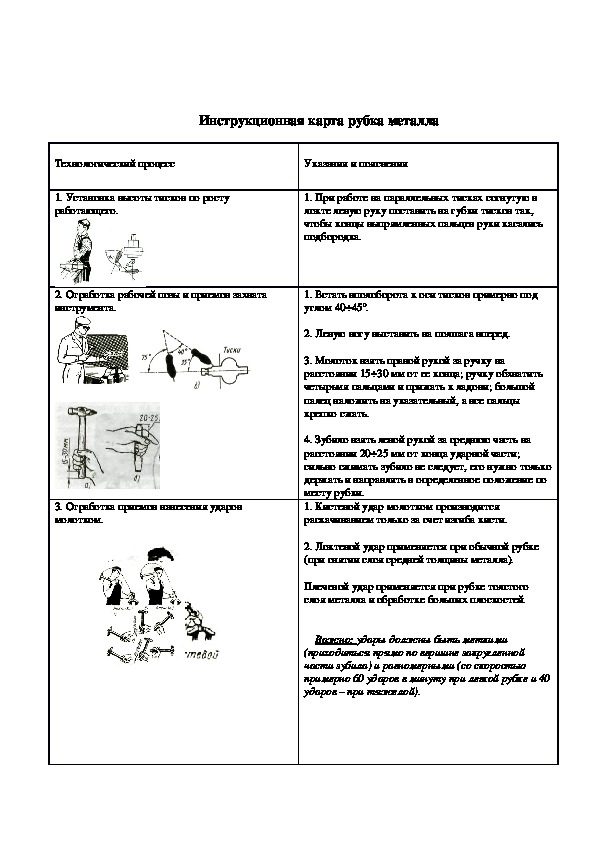
1. Встать вполоборота к оси тисков примерно под
углом 40÷45º.
3. Отработка приемов нанесения ударов
молотком.
2. Левую ногу выставить на полшага вперед.
3. Молоток взять правой рукой за ручку на
расстоянии 15÷30 мм от ее конца; ручку обхватить
четырьмя пальцами и прижать к ладони; большой
палец наложить на указательный, а все пальцы
крепко сжать.
4. Зубило взять левой рукой за среднюю часть на
расстоянии 20÷25 мм от конца ударной части;
сильно сжимать зубило не следует, его нужно только
держать и направлять в определенное положение по
месту рубки.
1. Кистевой удар молотком производится
раскачиванием только за счет изгиба кисти.
2. Локтевой удар применяется при обычной рубке
(при снятии слоя средней толщины металла).
Плечевой удар применяется при рубке толстого
слоя металла и обработке больших плоскостей.
Важно: удары должны быть меткими
(приходиться прямо по вершине закругленной
части зубила) и равномерными (со скоростью
примерно 60 ударов в минуту при легкой рубке и 40
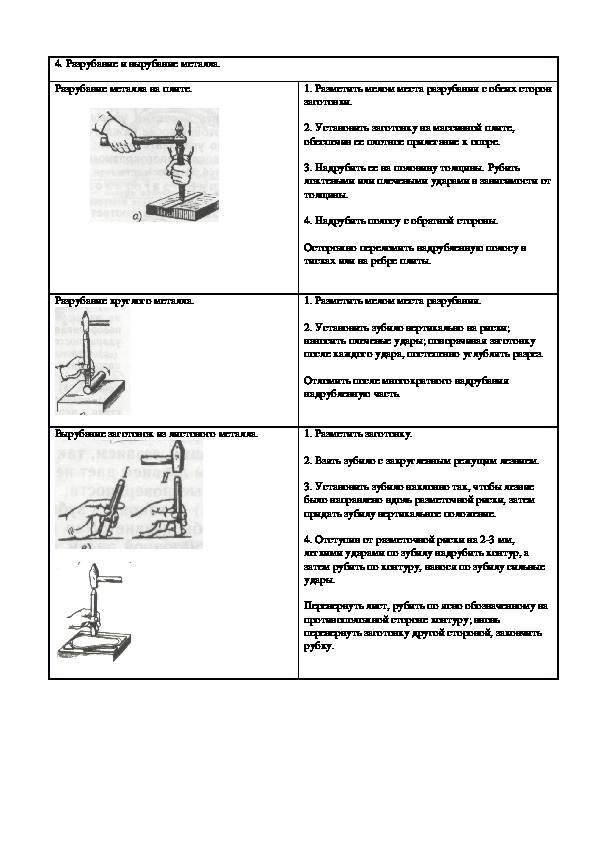
ударов – при тяжелой).4. Разрубание и вырубание металла.
Разрубание металла на плите.
1. Разметить мелом места разрубания с обеих сторон
заготовки.
2. Установить заготовку на массивной плите,
обеспечив ее плотное прилегание к опоре.
3. Надрубить ее на половину толщины. Рубить
локтевыми или плечевыми ударами в зависимости от
толщины.
4. Надрубить полосу с обратной стороны.
Осторожно переломить надрубленную полосу в
тисках или на ребре плиты.
Разрубание круглого металла.
1. Разметить мелом места разрубания.
2. Установить зубило вертикально на риски;
наносить плечевые удары; поворачивая заготовку
после каждого удара, постепенно углублять разрез.
Отломить после многократного надрубания
надрубленную часть.
Вырубание заготовок из листового металла.
1. Разметить заготовку.
2. Взять зубило с закругленным режущим лезвием.
3. Установить зубило наклонно так, чтобы лезвие
было направлено вдоль разметочной риски, затем
придать зубилу вертикальное положение.
4. Отступив от разметочной риски на 23 мм,
легкими ударами по зубилу надрубить контур, а
затем рубить по контуру, нанося по зубилу сильные
удары.
Перевернуть лист, рубить по ясно обозначенному на
противоположной стороне контуру; вновь
перевернуть заготовку другой стороной, закончить
рубку.Инструкционная карта правка металла
Технологический процесс
Указания и пояснения
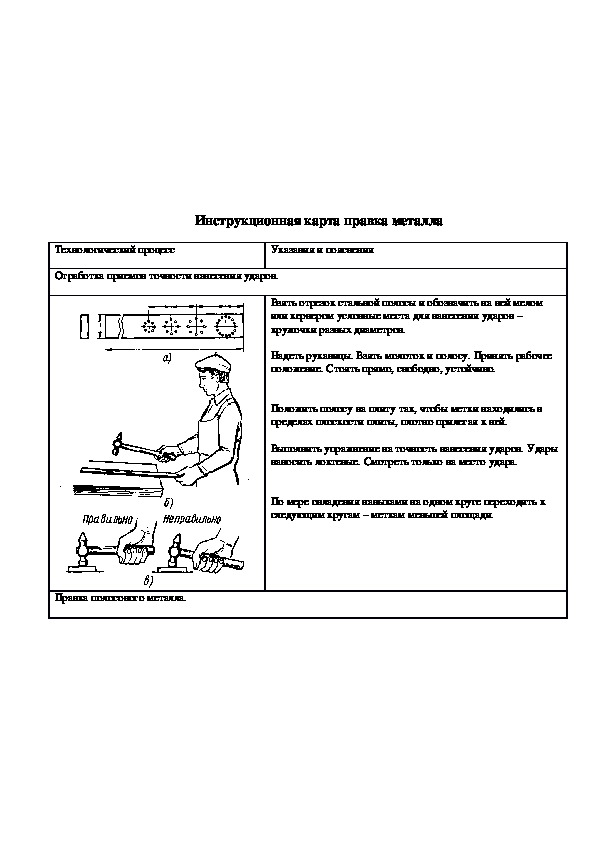
Отработка приемов точности нанесения ударов.
Взять отрезок стальной полосы и обозначить на ней мелом
или кернером условные места для нанесения ударов –
кружочки разных диаметров.
Надеть рукавицы. Взять молоток и полосу. Принять рабочее
положение. Стоять прямо, свободно, устойчиво.
Положить полосу на плиту так, чтобы метки находились в
пределах плоскости плиты, плотно прилегая к ней.
Выполнить упражнение на точность нанесения ударов. Удары
наносить локтевые. Смотреть только на место удара.
По мере овладения навыками на одном круге переходить к
следующим кругам – меткам меньшей площади.
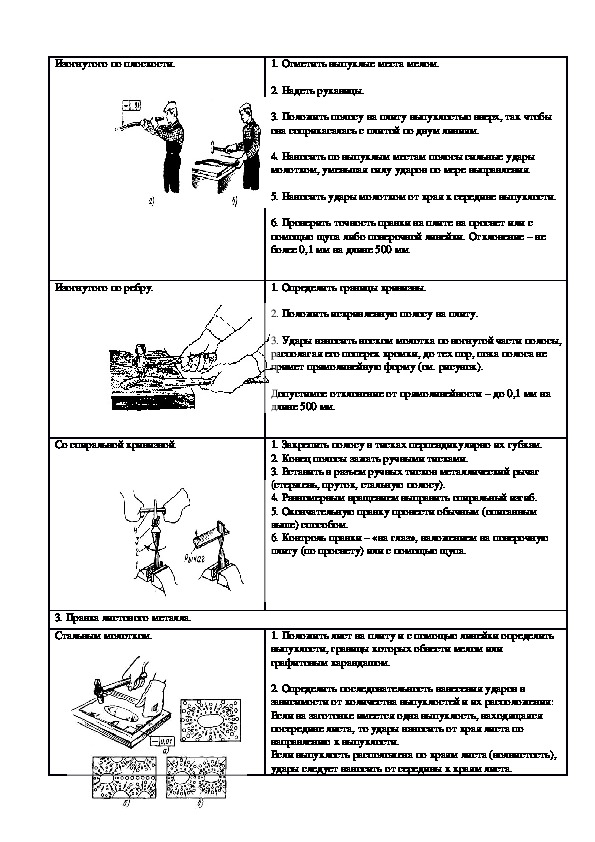
Правка полосового металла.Изогнутого по плоскости.
1. Отметить выпуклые места мелом.
2. Надеть рукавицы.
3. Положить полосу на плиту выпуклостью вверх, так чтобы
она соприкасалась с плитой по двум линиям.
4. Наносить по выпуклым местам полосы сильные удары
молотком, уменьшая силу ударов по мере выправления.
5. Наносить удары молотком от края к середине выпуклости.
6. Проверить точность правки на плите на просвет или с
помощью щупа либо поверочной линейки. Отклонение – не
более 0,1 мм на длине 500 мм.
Изогнутого по ребру.
1. Определить границы кривизны.
Со спиральной кривизной.
3. Правка листового металла.
Стальным молотком.
2. Положить искривленную полосу на плиту.
3. Удары наносить носком молотка по вогнутой части полосы,
располагая его поперек кромки, до тех пор, пока полоса не
примет прямолинейную форму (см. рисунок).
Допустимое отклонение от прямолинейности – до 0,1 мм на
длине 500 мм.
1. Закрепить полосу в тисках перпендикулярно их губкам.
2. Конец полосы зажать ручными тисками.
3. Вставить в разъем ручных тисков металлический рычаг
(стержень, пруток, стальную полосу).
4. Равномерным вращением выправить спиральный изгиб.
5. Окончательную правку провести обычным (описанным
выше) способом.
6. Контроль правки – «на глаз», наложением на поверочную
плиту (по просвету) или с помощью щупа.
1. Положить лист на плиту и с помощью линейки определить
выпуклости, границы которых обвести мелом или
графитовым карандашом.
2. Определить последовательность нанесения ударов в
зависимости от количества выпуклостей и их расположения:
Если на заготовке имеется одна выпуклость, находящаяся
посередине листа, то удары наносить от края листа по
направлению к выпуклости.
Если выпуклость расположена по краям листа (волнистость),
удары следует наносить от середины к краям листа.На листе с несколькими выпуклостями удары наносить в
промежутках между выпуклостями, после этого править
каждую отдельную выпуклость.
3. После устранения волнистости лист перевернуть и легкими
ударами восстановить его прямолинейность (удары
наносить частые, но не сильные, по мере приближения к
границам выпуклости удары наносить чаще и слабее).
Толщиной более 0,5 мм киянкой или
молотком с мягкими вставками.
1. Уложить лист на плиту выпуклостью вверх.
2. Обвести границы неровностей мелом или графитовым
карандашом.
3. Прижать лист к плите, молотком (деревянным или с
медными, латунными, свинцовыми вставками) наносить удары
между выпуклостями, периодически переворачивая лист.
4. Приемы правки такие же, как и стальным молотком.
5.Контроль качества – отсутствие забоин и вмятин;
поверхность листа ровная, с отклонением ± 0,001 мм на 200
мм длины.
Толщиной менее 0,5 мм.
1. Уложить лист на плиту выпуклостью вверх. Прижать рукой
к плите.
2. Взять брусок (деревянный или металлический), наложить
на лист и с незначительным нажимом перемещать слева
направо, вдоль листа до его края.
3. В конце правки нажим ослабить и движением в обратную
сторону без усилия перемещать в начальное положение.
Выполнять до полного выправления листа.
4. Переворачивать лист с одной стороны на другую,
разглаживать до полного выпрямления.Инструкционная карта гибка металла
Технологический процесс
Указания и пояснения
Гибка полосового металла в слесарных тисках.
Гибка под прямым углом.
1. Отметить чертилкой место изгиба согласно чертежа,
учитывая необходимый припуск на изгиб с внутренней
стороны в пределах 0,50,8 толщины металла.
2. Закрепить полосу в тисках так, чтобы разметочная риска
была обращена к неподвижной губке тисков и выступала над
ней на 0,5 мм.
3. Ударами молотка, направленными к неподвижной губке,
изогнуть полосу под прямым углом (во избежания вмятин,
при необходимости, применять молоток со вставками из
мягкого металла).
4. Контроль качества: поверхность заготовки не должна иметь
засечек, царапин, трещин, забоин, вмятин. Проверку углов
производить шаблоном, размеров – штангенциркулем,
масштабной линейкой.Гибка на оправке.
1.Вариант.
2.Вариант.
1. Отметить на полосе место изгиба.
2. Изогнуть полосу под прямым углом (а).
3. Отметить место второго изгиба.
4. Закрепить полосу в тисках вместе с оправкой так, чтобы
риска была обращена в сторону загиба и выступала над
ребром оправки на 0,5 мм (б).
5. Изогнуть полосу до полного прилегания ее к грани оправки
(в).
6. Контроль качества: аналогичен гибки под прямым углом.
Инструкционная карта резка металла
Технологический процесс
Указания и пояснения
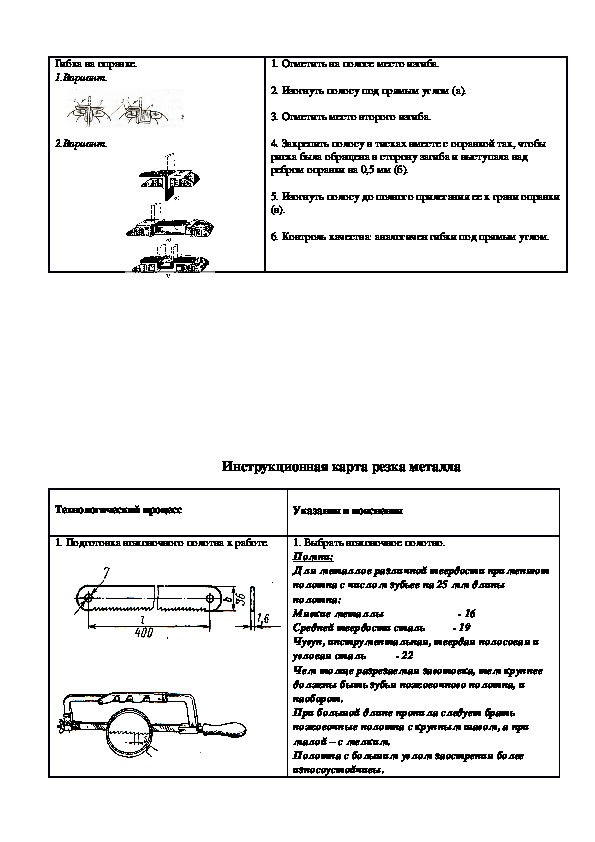
1. Подготовка ножовочного полотна к работе.
1. Выбрать ножовочное полотно.
Помни:
Для металлов различной твердости применяют
полотна с числом зубьев на 25 мм длины
полотна:
Мягкие металлы 16
Средней твердости сталь 19
Чугун, инструментальная, твердая полосовая и
угловая сталь 22
Чем толще разрезаемая заготовка, тем крупнее
должны быть зубья ножовочного полотна, и
наоборот.
При большой длине пропила следует брать
ножовочные полотна с крупным шагом, а при
малой – с мелким.
Полотна с большим углом заострения более
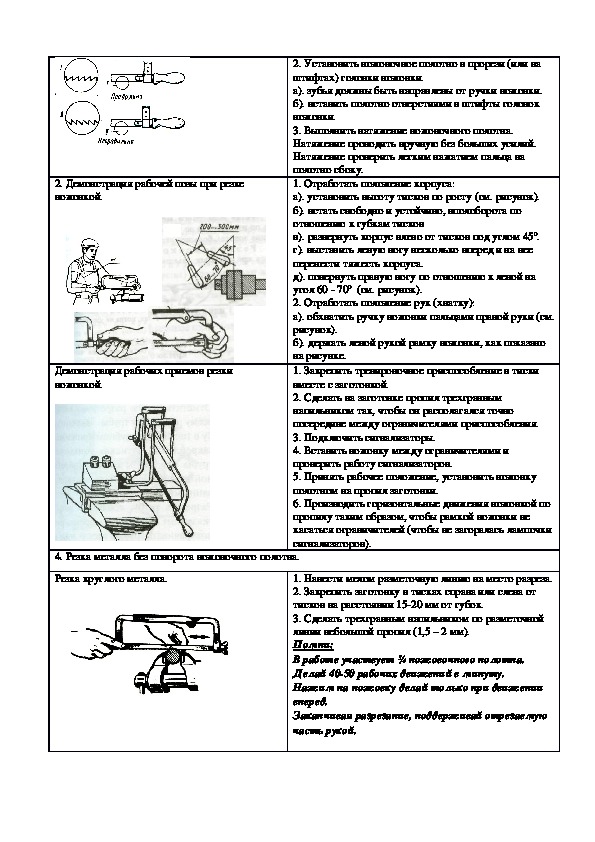
износоустойчивы.2. Демонстрация рабочей позы при резке
ножовкой.
Демонстрация рабочих приемов резки
ножовкой.
2. Установить ножовочное полотно в прорези (или на
штифтах) головки ножовки.
а). зубья должны быть направлены от ручки ножовки.
б). вставить полотно отверстиями в штифты головок
ножовки.
3. Выполнить натяжение ножовочного полотна.
Натяжение проводить вручную без больших усилий.
Натяжение проверить легким нажатием пальца на
полотно сбоку.
1. Отработать положение корпуса:
а). установить высоту тисков по росту (см. рисунок).
б). встать свободно и устойчиво, вполоборота по
отношению к губкам тисков
в). развернуть корпус влево от тисков под углом 45º.
г). выставить левую ногу несколько вперед и на нее
перенести тяжесть корпуса.
д). повернуть правую ногу по отношению к левой на
угол 60 70º (см. рисунок).
2. Отработать положение рук (хватку):
а). обхватить ручку ножовки пальцами правой руки (см.
рисунок).
б). держать левой рукой рамку ножовки, как показано
на рисунке.
1. Закрепить тренировочное приспособление в тиски
вместе с заготовкой.
2. Сделать на заготовке пропил трехгранным
напильником так, чтобы он располагался точно
посередине между ограничителями приспособления.
3. Подключить сигнализаторы.
4. Вставить ножовку между ограничителями и
проверить работу сигнализаторов.
5. Принять рабочее положение, установить ножовку
полотном на пропил заготовки.
6. Производить горизонтальные движения ножовкой по
пропилу таким образом, чтобы рамкой ножовки не
касаться ограничителей (чтобы не загоралась лампочки
сигнализаторов).
4. Резка металла без поворота ножовочного полотна.
Резка круглого металла.
1. Нанести мелом разметочную линию на место разреза.
2. Закрепить заготовку в тисках справа или слева от
тисков на расстоянии 1520 мм от губок.
3. Сделать трехгранным напильником по разметочной
линии небольшой пропил (1,5 – 2 мм).
Помни:
В работе участвует ¾ ножовочного полотна.
Делай 4050 рабочих движений в минуту.
Нажим на ножовку делай только при движении
вперед.
Заканчивая разрезание, поддерживай отрезаемую
часть рукой.Резка полосового металла и прутков
квадратного сечения.
Резка тонкого листового металла.
1. Закрепить заготовку в тисках так, чтобы она
выступала над губками тисков на 15 – 20 мм и линия
разреза была перпендикулярна губкам тисков.
2. Сделать трехгранным напильником в месте разреза
неглубокий пропил.
3. В начале резки наклонить ножовку
немного в сторону от себя; по мере врезания наклон
уменьшать до полного врезания всей кромки заготовки;
затем резку вести в горизонтальном положении
ножовки.
Помни:
Лучше резать металл не по ширине, а по узкой
стороне (только в том случае, когда ширина
стороны больше, чем 2,5 шага зубьев полотна).
1. Подготовить плоские деревянные бруски.
2. Зажать между ними одну или несколько заготовок.
3. Зажать бруски вместе с заготовками в слесарных
тисках.
4. Резать заготовки вместе с брусками.
Инструкционная карта опиливание металла
Технологический процесс
Указания и пояснения
1. Подготовка рабочего места.
1. Разложить заготовки, инструменты и приспособления в
порядке выполнения упражнений.
2. Установить высоту тисков по росту.
3. Зажать заготовку в тисках только усилием ручки.
2. Установка высоты тисков по росту.
1. При использовании параллельных тисков согнутую в
локте левую руку ставят на губки тисков так, чтобы концы
выпрямленных пальцев руки касались подбородка.
3. Выбор напильника по профилю, по
длине, по номеру и по номеру насечки.
1. Выбрать профиль напильника в зависимости от формы
обрабатываемой заготовки (плоский, круглый,
полукруглый, квадратный и т. п.).
2. Выбрать длину напильника (она должна быть больше
обрабатываемой заготовки на 150 – 200 мм).
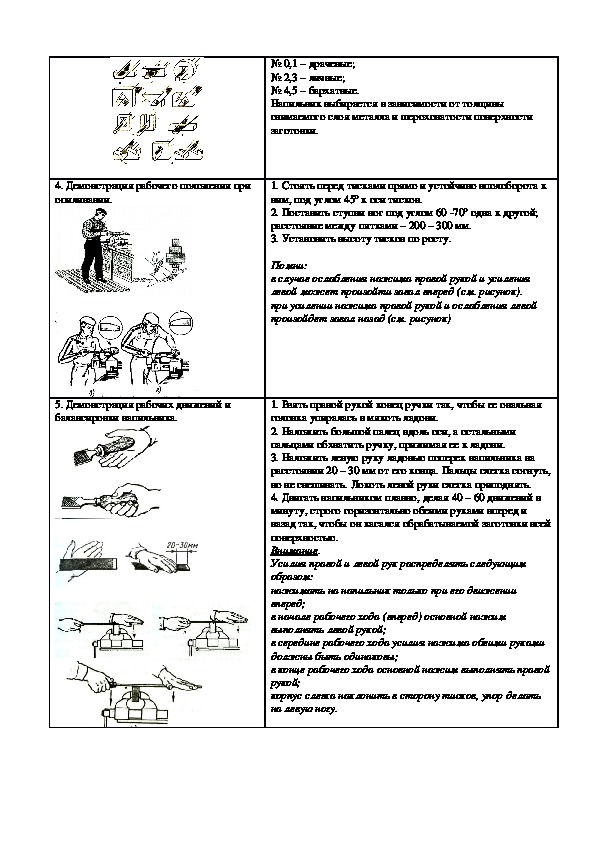
3. Выбрать напильник по номеру и по номеру насечки:4. Демонстрация рабочего положения при
опиливании.
5. Демонстрация рабочих движений и
балансировки напильника.
№ 0,1 – драчевые;
№ 2,3 – личные;
№ 4,5 – бархатные.
Напильник выбирается в зависимости от толщины
снимаемого слоя металла и шероховатости поверхности
заготовки.
1. Стоять перед тисками прямо и устойчиво вполоборота к
ним, под углом 45º к оси тисков.
2. Поставить ступни ног под углом 60 70º одна к другой;
расстояние между пятками – 200 – 300 мм.
3. Установить высоту тисков по росту.
Помни:
в случае ослабления нажима правой рукой и усиления
левой может произойти завал вперед (см. рисунок).
при усилении нажима правой рукой и ослабления левой
произойдет завал назад (см. рисунок)
1. Взять правой рукой конец ручки так, чтобы ее овальная
головка упиралась в мякоть ладони.
2. Наложить большой палец вдоль оси, а остальными
пальцами обхватить ручку, прижимая ее к ладони.
3. Наложить левую руку ладонью поперек напильника на
расстоянии 20 – 30 мм от его конца. Пальцы слегка согнуть,
но не свешивать. Локоть левой руки слегка приподнять.
4. Двигать напильником плавно, делая 40 – 60 движений в
минуту, строго горизонтально обеими руками вперед и
назад так, чтобы он касался обрабатываемой заготовки всей
поверхностью.
Внимание.
Усилия правой и левой рук распределять следующим
образом:
нажимать на напильник только при его движении
вперед;
в начале рабочего хода (вперед) основной нажим
выполнять левой рукой;
в середине рабочего хода усилия нажима обеими руками
должны быть одинаковы;
в конце рабочего хода основной нажим выполнять правой
рукой;
корпус слегка наклонить в сторону тисков, упор делать
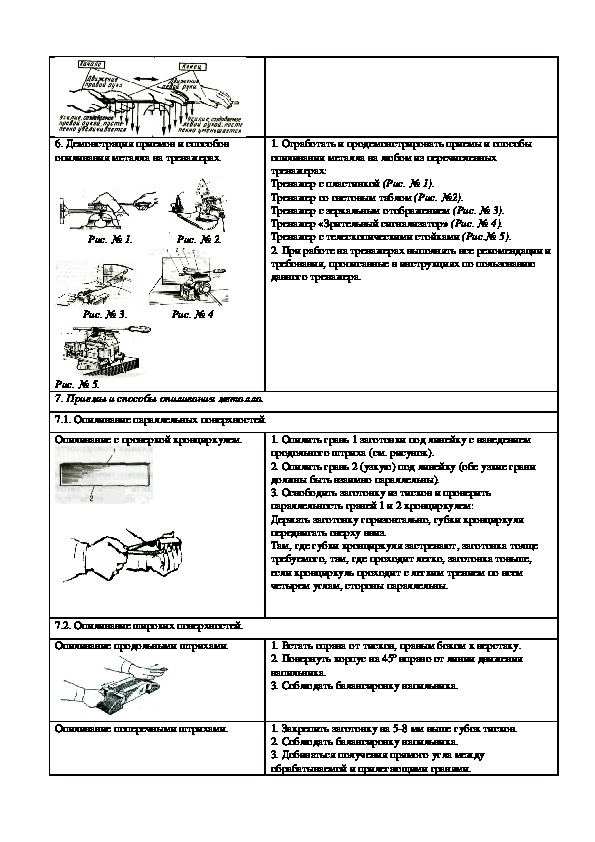
на левую ногу.6. Демонстрация приемов и способов
опиливания металла на тренажерах.
Рис. № 1. Рис. № 2.
Рис. № 3. Рис. № 4
1. Отработать и продемонстрировать приемы и способы
опиливания металла на любом из перечисленных
тренажерах:
Тренажер с пластинкой (Рис. № 1).
Тренажер со световым таблом (Рис. №2).
Тренажер с зеркальным отображением (Рис. № 3).
Тренажер «Зрительный сигнализатор» (Рис. № 4).
Тренажер с телескопическими стойками (Рис.№ 5).
2. При работе на тренажерах выполнять все рекомендации и
требования, прописанные в инструкциях по пользованию
данного тренажера.
Рис. № 5.
7. Приемы и способы опиливания металла.
7.1. Опиливание параллельных поверхностей.
Опиливание с проверкой кронциркулем.
7.2. Опиливание широких поверхностей.
Опиливание продольными штрихами.
Опиливание поперечными штрихами.
1. Опилить грань 1 заготовки под линейку с наведением
продольного штриха (см. рисунок).
2. Опилить грань 2 (узкую) под линейку (обе узкие грани
должны быть взаимно параллельны).
3. Освободить заготовку из тисков и проверить
параллельность граней 1 и 2 кронциркулем:
Держать заготовку горизонтально, губки кронциркуля
передвигать сверху вниз.
Там, где губки кронциркуля застревают, заготовка толще
требуемого, там, где проходит легко, заготовка тоньше,
если кронциркуль проходит с легким трением по всем
четырем углам, стороны параллельны.
1. Встать справа от тисков, правым боком к верстаку.
2. Повернуть корпус на 45º вправо от линии движения
напильника.
3. Соблюдать балансировку напильника.
1. Закрепить заготовку на 58 мм выше губок тисков.
2. Соблюдать балансировку напильника.
3. Добиваться получения прямого угла между
обрабатываемой и прилегающими гранями.Опиливание перекрестным штрихом.
Проверка плоскости после опиливания.
4. Не допускать завалов.
5. Поправить наведенный штрих напильником с насечкой №
2.
1. При опиливании соблюдать требования изложенные
выше.
2. Переносить движение напильника попеременно с угла на
угол.
3. Опилить плоскость слева направо, а затем справа налево
путем поворота тисков под углом 3040º. Выдерживать
движение напильника по диагонали.
4. Изменить рабочую позу и положение напильника и
перейти к опиливанию по второму диагональному
направлению.
1. Освободить заготовку из тисков.
2. Поставить линейку лезвием перпендикулярно
проверяемой поверхности (линейку переставлять, отнимая
от поверхности плитка).
3. Повернуться к источнику света, поднять заготовку на
уровень глаз и поставить линейку перпендикулярно
проверяемой поверхности.
4. Проверить опиленную поверхность вдоль, поперек и по
диагонали с угла на угол.
5. Проконтролировать качество обработки (если просвет
равномерный поверхность опилена правильно).
Инструкционная карта сверление,
развёртывание отверстий
Технологический процесс
Указания и пояснения
1. Подготовка и настройка сверлильного
станка к работе.
1. Проверить:
Надежность соединения заземляющего провода с корпусом
станка.
Наличие и прочность закрепления защитных ограждений.
2. Определить режимы резания при сверлении:
Выбрать сверла, учитывая твердость обрабатываемого
металла.
Выбрать диаметр сверла с учетом того, что в результате
биения отверстие получается несколько большего
диаметра.
Определить подачу сверла с учетом диаметра сверла и
материала инструмента и заготовки (по таблице).
Выбрать скорость резания с учетом твердости
обрабатываемого материала, материала сверла, условий
обработки и подачи (по таблице).
Определить частоту вращения шпинделя (об/мин) по
формулеn =
,
v
1000
D
v = скорость резания (м/мин)
D = наибольший диаметр сверла (мм).
3. Настроить станок на полученную частоту вращения
шпинделя.
4. Установить сверло в трехкулачковый сверлильный
патрон:
Торцовым ключом развести кулачки патрона так, чтобы
хвостовик сверла свободно входил в патрон.
Левой рукой вставить сверло в патрон так, чтобы оно
упиралось хвостовиком в его дно, и ключом прочно
закрепить сверло.
Включить станок и проверить, нет ли биения сверла.
2. Установка и крепление заготовок.
Установка и крепление в машинных тисках.
Рис. № 1.
1. Протереть стол станка и основание тисков.
2. Установить тиски на середине стола станка (плоскость,
на которой сверлится отверстие, должна быть
перпендикулярна сверлу).
3. Развести губки тисков на ширину зажимаемой заготовки
(см. Рис. № 2).
4. Заложить на дно тисков деревянную подкладку и
надежно закрепить ее в тисках. Заготовка должна плотно
опираться на подкладку и на 10 – 15 мм выступать над
губками тисков (см. Рис. № 2).
5. При сверлении отверстий диаметром до 15 мм
машинные тиски достаточно укрепить одним крепежным
болтом, вставленным в паз стола станка.
Рис. № 2.
Установка и крепление заготовок в ручных
тисках.
1. Протереть стол станка.
2. Установить на столе опору, представляющую собой
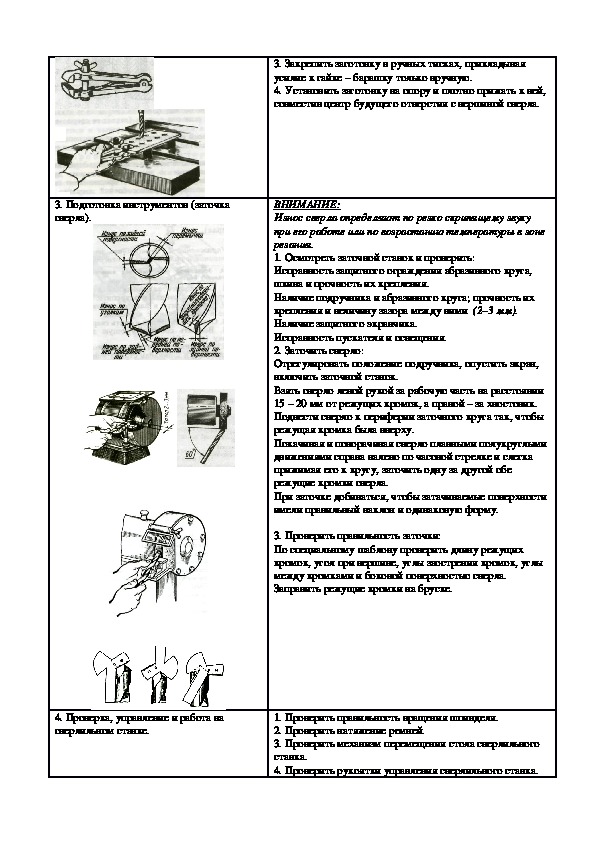
металлическую плиту.3. Подготовка инструментов (заточка
сверла).
3. Закрепить заготовку в ручных тисках, прикладывая
усилие к гайке – барашку только вручную.
4. Установить заготовку на опору и плотно прижать к ней,
совместив центр будущего отверстия с вершиной сверла.
ВНИМАНИЕ:
Износ сверла определяют по резко скрипящему звуку
при его работе или по возрастанию температуры в зоне
резания.
1. Осмотреть заточной станок и проверить:
Исправность защитного ограждения абразивного круга,
шкива и прочность их крепления.
Наличие подручника и абразивного круга; прочность их
крепления и величину зазора между ними (2–3 мм).
Наличие защитного экранчика.
Исправность пускателя и освещения.
2. Заточить сверло:
Отрегулировать положение подручника, опустить экран,
включить заточной станок.
Взять сверло левой рукой за рабочую часть на расстоянии
15 – 20 мм от режущих кромок, а правой – за хвостовик.
Подвести сверло к периферии заточного круга так, чтобы
режущая кромка была вверху.
Покачивая и поворачивая сверло плавными полукруглыми
движениями справа налево по часовой стрелке и слегка
прижимая его к кругу, заточить одну за другой обе
режущие кромки сверла.
При заточке добиваться, чтобы затачиваемые поверхности
имели правильный наклон и одинаковую форму.
3. Проверить правильность заточки:
По специальному шаблону проверить длину режущих
кромок, угол при вершине, углы заострения кромок, углы
между кромками и боковой поверхностью сверла.
Заправить режущие кромки на бруске.
4. Проверка, управление и работа на
сверлильном станке.
1. Проверить правильность вращения шпинделя.
2. Проверить натяжение ремней.
3. Проверить механизм перемещения стола сверлильного
станка.
4. Проверить рукоятки управления сверлильного станка.5. Проверить инструмент (заточка, исправность,
соответствие размеру).
6. Произвести кратковременный пуск станка.
7. При работе на станке соблюдать следующие правила:
Не нажимать сильно на сверло.
Ослаблять нажим на рычаг перед окончанием сверления.
Осторожно выводить сверло из отверстия, плотно прижав
заготовку к столу.
Не выполнять работы по сверлению в рукавицах или
перчатках.
Сверлить с применением смазочноохлаждающей
жидкости (ориентируясь на таблицу СОЖ).
5. Сверление отверстий на сверлильном станке.
Сверление по разметке.
Сверление сквозных отверстий.
1. Нанести осевые риски: круговую 1, определяющую
контур будущего отверстия (см. рисунок), и диаметром,
несколько большим диаметра будущего отверстия,
контрольную риску 2; накернить окружности и центровые
отверстия (см. рисунок).
2. Выполнить пробное сверление: получить углубление
(лунку) 3 размером ¼ режущей части сверла.
3. Удалив стружку, проверить концентричность лунки и
риски 1; если контуры лунки смещены относительно риски
1 будущего отверстия, то в ту сторону, куда нужно
сместить центр отверстия, крейцмейселем прорубить 23
канавки (см. рисунок).
4. Сверлить отверстие вновь (правильно).
5. Окончательно просверлить отверстие.
1. Разметить на заготовке отверстие и сделать в центре его
глубокое керновое углубление.
2. Установить заготовку и сверло, настроить станок.
3. Подвести сверло к заготовке, переместить машинные
тиски с заготовкой так, чтобы вершина сверла точно
совпала с керновым углублением, поднять шпиндель и
включить станок.
4. Засверлить отверстие на глубину 2/3 режущей части
сверла и проверить правильность сверления по
контрольной риске.
5. Плавно нажимая на рукоятку, просверлить отверстие
насквозь.
6. При выходе сверла из детали нажатие уменьшить.
7. Вывести сверло из отверстия, не останавливая станка.
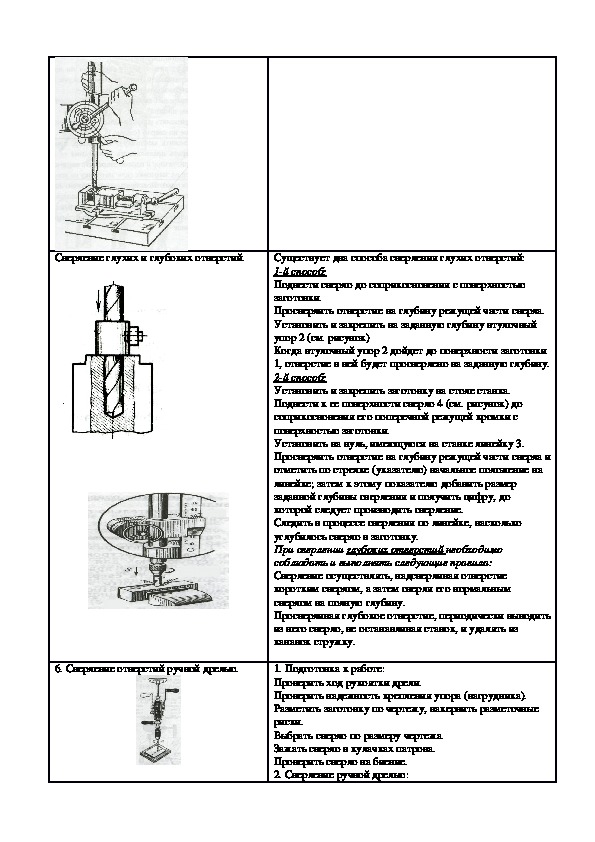
8. Выключить станок.Сверление глухих и глубоких отверстий.
6. Сверление отверстий ручной дрелью.
Существует два способа сверления глухих отверстий:
1й способ:
Подвести сверло до соприкосновения с поверхностью
заготовки.
Просверлить отверстие на глубину режущей части сверла.
Установить и закрепить на заданную глубину втулочный
упор 2 (см. рисунок)
Когда втулочный упор 2 дойдет до поверхности заготовки
1, отверстие в ней будет просверлено на заданную глубину.
2й способ:
Установить и закрепить заготовку на столе станка.
Подвести к ее поверхности сверло 4 (см. рисунок) до
соприкосновения его поперечной режущей кромки с
поверхностью заготовки.
Установить на нуль, имеющуюся на станке линейку 3.
Просверлить отверстие на глубину режущей части сверла и
отметить по стрелке (указателю) начальное положение на
линейке; затем к этому показателю добавить размер
заданной глубины сверления и получить цифру, до
которой следует производить сверление.
Следить в процессе сверления по линейке, насколько
углубилось сверло в заготовку.
При сверлении глубоких отверстий необходимо
соблюдать и выполнять следующие правила:
Сверление осуществлять, надсверливая отверстие
коротким сверлом, а затем сверля его нормальным
сверлом на полную глубину.
Просверливая глубокое отверстие, периодически выводить
из него сверло, не останавливая станок, и удалять из
канавок стружку.
1. Подготовка к работе:
Проверить ход рукоятки дрели.
Проверить надежность крепления упора (нагрудника).
Разметить заготовку по чертежу, накернить разметочные
риски.
Выбрать сверло по размеру чертежа.
Зажать сверло в кулачках патрона.
Проверить сверло на биение.
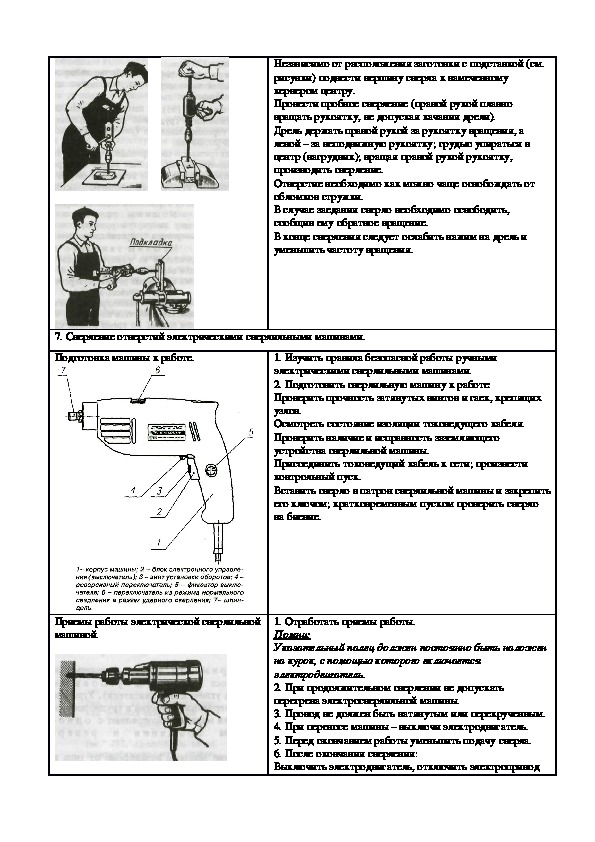
2. Сверление ручной дрелью:Независимо от расположения заготовки с подставкой (см.
рисунки) подвести вершину сверла к намеченному
кернером центру.
Провести пробное сверление (правой рукой плавно
вращать рукоятку, не допуская качания дрели).
Дрель держать правой рукой за рукоятку вращения, а
левой – за неподвижную рукоятку; грудью упираться в
центр (нагрудник); вращая правой рукой рукоятку,
производить сверление.
Отверстие необходимо как можно чаще освобождать от
обломков стружки.
В случае заедания сверло необходимо освободить,
сообщив ему обратное вращение.
В конце сверления следует ослабить нажим на дрель и
уменьшить частоту вращения.
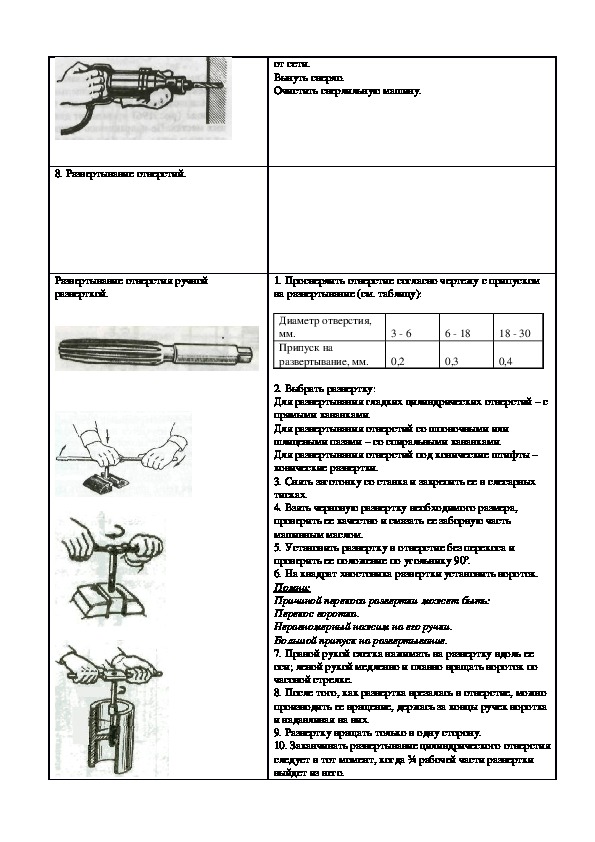
7. Сверление отверстий электрическими сверлильными машинами.
Подготовка машины к работе.
Приемы работы электрической сверлильной
машиной.
1. Изучить правила безопасной работы ручными
электрическими сверлильными машинами.
2. Подготовить сверлильную машину к работе:
Проверить прочность затянутых винтов и гаек, крепящих
узлов.
Осмотреть состояние изоляции токоведущего кабеля.
Проверить наличие и исправность заземляющего
устройства сверлильной машины.
Присоединить токоведущий кабель к сети; произвести
контрольный пуск.
Вставить сверло в патрон сверлильной машины и закрепить
его ключом; кратковременным пуском проверить сверло
на биение.
1. Отработать приемы работы.
Помни:
Указательный палец должен постоянно быть наложен
на курок, с помощью которого включается
электродвигатель.
2. При продолжительном сверлении не допускать
перегрева электросверлильной машины.
3. Провод не должен быть натянутым или перекрученным.
4. При переносе машины – выключи электродвигатель.
5. Перед окончанием работы уменьшить подачу сверла.
6. После окончания сверления:
Выключить электродвигатель, отключить электроприводот сети.
Вынуть сверло.
Очистить сверлильную машину.
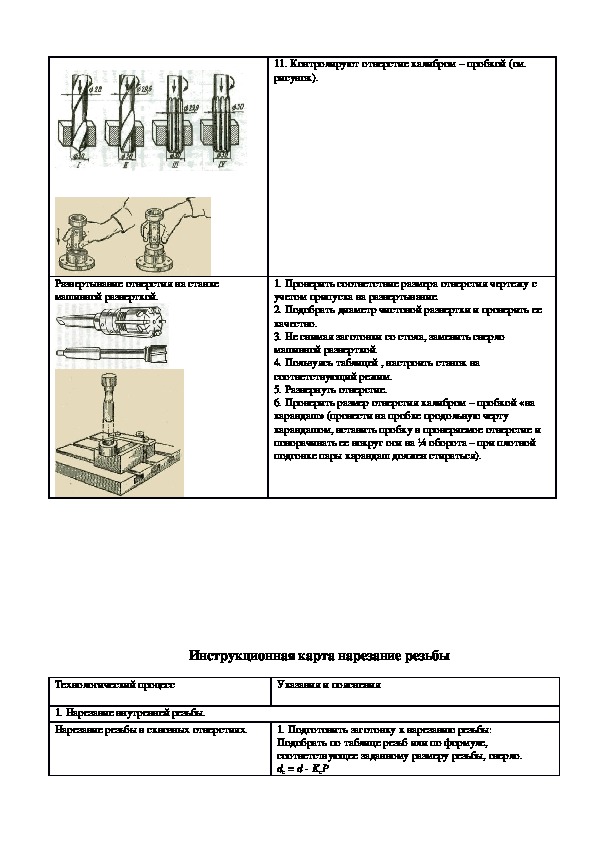
8. Развертывание отверстий.
Развертывание отверстия ручной
разверткой.
1. Просверлить отверстие согласно чертежу с припуском
на развертывание (см. таблицу):
Диаметр отверстия,
мм.
Припуск на
развертывание, мм.
3 6
0,2
6 18
18 30
0,3
0,4
2. Выбрать развертку:
Для развертывания гладких цилиндрических отверстий – с
прямыми канавками.
Для развертывания отверстий со шпоночными или
шлицевыми пазами – со спиральными канавками.
Для развертывания отверстий под конические штифты –
конические развертки.
3. Снять заготовку со станка и закрепить ее в слесарных
тисках.
4. Взять черновую развертку необходимого размера,
проверить ее качество и смазать ее заборную часть
машинным маслом.
5. Установить развертку в отверстие без перекоса и
проверить ее положение по угольнику 90º.
6. На квадрат хвостовика развертки установить вороток.
Помни:
Причиной перекоса развертки может быть:
Перекос воротка.
Неравномерный нажим на его ручки.
Большой припуск на развертывание.
7. Правой рукой слегка нажимать на развертку вдоль ее
оси; левой рукой медленно и плавно вращать вороток по
часовой стрелке.
8. После того, как развертка врезалась в отверстие, можно
производить ее вращение, держась за концы ручек воротка
и надавливая на них.
9. Развертку вращать только в одну сторону.
10. Заканчивать развертывание цилиндрического отверстия
следует в тот момент, когда ¾ рабочей части развертки
выйдет из него.11. Контролируют отверстие калибром – пробкой (см.
рисунок).
Развертывание отверстия на станке
машинной разверткой.
1. Проверить соответствие размера отверстия чертежу с
учетом припуска на развертывание.
2. Подобрать диаметр чистовой развертки и проверить ее
качество.
3. Не снимая заготовки со стола, заменить сверло
машинной разверткой.
4. Пользуясь таблицей , настроить станок на
соответствующий режим.
5. Развернуть отверстие.
6. Проверить размер отверстия калибром – пробкой «на
карандаш» (провести на пробке продольную черту
карандашом, вставить пробку в проверяемое отверстие и
поворачивать ее вокруг оси на ¼ оборота – при плотной
подгонке пары карандаш должен стираться).
Инструкционная карта нарезание резьбы
Технологический процесс
Указания и пояснения
1. Нарезание внутренней резьбы.
Нарезание резьбы в сквозных отверстиях.
1. Подготовить заготовку к нарезанию резьбы:
Подобрать по таблице резьб или по формуле,
соответствующее заданному размеру резьбы, сверло.
dс = d KcPdc диаметр сверла мм.
d номинальный диаметр резьбы, мм.
Kc коэффициент, который берется по таблицам в
зависимости от разбивки отверстия (Kc = 1…1,08).
P – шаг резьбы, мм.
Закрепить сверло в патроне станка.
Просверлить отверстие в заготовке насквозь.
Раззенковать отверстие на 1,0 ÷ 1,5 мм зенковкой 90 или
120º с одной или двух сторон (по чертежу).
2. Нарезать резьбу в отверстии:
Подобрать метчики в соответствии с требованиями
чертежа.
Смазать рабочую часть первого (чернового) метчика
маслом и вставить его заборной частью в отверстие строго
по его оси (см. рисунок).
Надеть на квадрат хвостовика метчика вороток и, нажимая
правой рукой на метчик вниз, левой рукой вращать
вороток по часовой стрелке до врезания метчика в металл
на несколько ниток.
Вороток выбрать по формуле:
L = 20D + 100 мм
L = длина воротка, мм.
D = диаметр метчика, мм.
Нарезать резьбу, вращая метчик за рукоятку воротка по
часовой стрелке на одиндва оборота и на полоборота
обратно для срезания стружки до полного входа метчика в
отверстие.
Вывернуть метчик обратным ходом и прорезать резьбу
вторым (калибрующим) метчиком.
3. Проверить качество резьбы:
Проверить резьбу внешним осмотром (не допускаются –
задиры, перекос резьбы и сорванные нитки).
Проверить резьбу контрольным болтом или резьбовым
калибром – пробкой: проходной конец навинчивается,
непроходной – не навинчивается.
1. Разметить отверстие по чертежу.
2. Подобрать сверло по справочным таблицам или по
формуле (см. выше).
3. Просверлить отверстие под резьбу.
4. Зенковать отверстие зенковкой 60 или 120º на длину 1 –
1,5 мм.
5. Подобрать метчик и проверить его.
6. Закрепить заготовку в слесарных тисках.
7. Подобрать соответствующий вороток.
8. Нарезать резьбу, вращая метчик за рукоятку воротка по
часовой стрелке, и для среза стружки – периодически на ¼
½ оборота обратно; чаще выводить метчик из отверстия и
очищать его от стружки.
Внимание: при нарезании резьбы в глухих отверстиях
глубину сверления берут больше длины резьбы на 6Р (где
Р – шаг нарезаемой резьбы, мм).
9. Прекратить вращение метчика, как только он упрется в
дно отверстия.
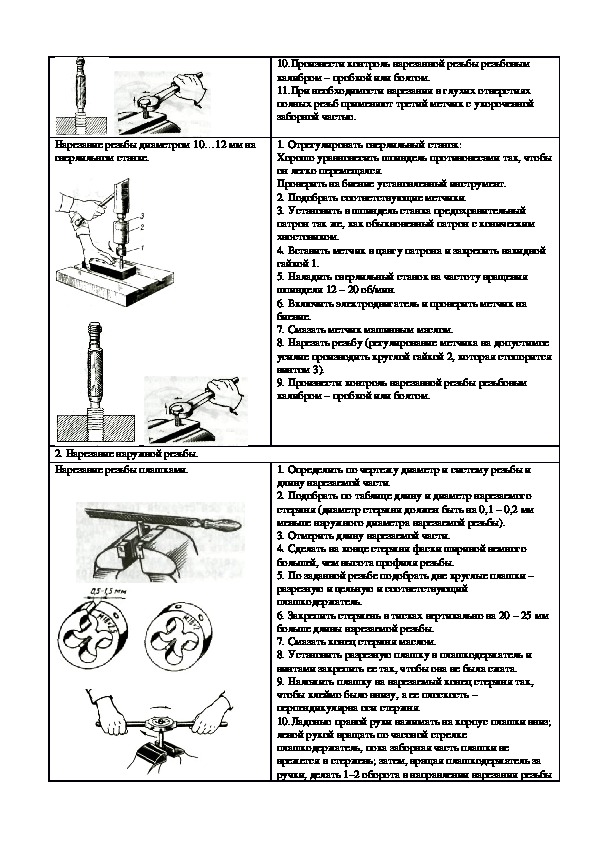
Нарезание резьбы в глухих отверстиях.Нарезание резьбы диаметром 10…12 мм на
сверлильном станке.
2. Нарезание наружной резьбы.
Нарезание резьбы плашками.
10.Произвести контроль нарезанной резьбы резьбовым
калибром – пробкой или болтом.
11.При необходимости нарезания в глухих отверстиях
полных резьб применяют третий метчик с укороченной
заборной частью.
1. Отрегулировать сверлильный станок:
Хорошо уравновесить шпиндель противовесами так, чтобы
он легко перемещался.
Проверить на биение установленный инструмент.
2. Подобрать соответствующие метчики.
3. Установить в шпиндель станка предохранительный
патрон так же, как обыкновенный патрон с коническим
хвостовиком.
4. Вставить метчик в цангу патрона и закрепить накидной
гайкой 1.
5. Наладить сверлильный станок на частоту вращения
шпинделя 12 – 20 об/мин.
6. Включить электродвигатель и проверить метчик на
биение.
7. Смазать метчик машинным маслом.
8. Нарезать резьбу (регулирование метчика на допустимое
усилие производить круглой гайкой 2, которая стопорится
винтом 3).
9. Произвести контроль нарезанной резьбы резьбовым
калибром – пробкой или болтом.
1. Определить по чертежу диаметр и систему резьбы и
длину нарезаемой части.
2. Подобрать по таблице длину и диаметр нарезаемого
стержня (диаметр стержня должен быть на 0,1 – 0,2 мм
меньше наружного диаметра нарезаемой резьбы).
3. Отмерить длину нарезаемой части.
4. Сделать на конце стержня фаски шириной немного
большей, чем высота профиля резьбы.
5. По заданной резьбе подобрать две круглые плашки –
разрезную и цельную и соответствующий
плашкодержатель.
6. Закрепить стержень в тисках вертикально на 20 – 25 мм
больше длины нарезаемой резьбы.
7. Смазать конец стержня маслом.
8. Установить разрезную плашку в плашкодержатель и
винтами закрепить ее так, чтобы она не была сжата.
9. Наложить плашку на нарезаемый конец стержня так,
чтобы клеймо было внизу, а ее плоскость –
перпендикулярна оси стержня.
10.Ладонью правой руки нажимать на корпус плашки вниз;
левой рукой вращать по часовой стрелке
плашкодержатель, пока заборная часть плашки не
врежется в стержень; затем, вращая плашкодержатель за
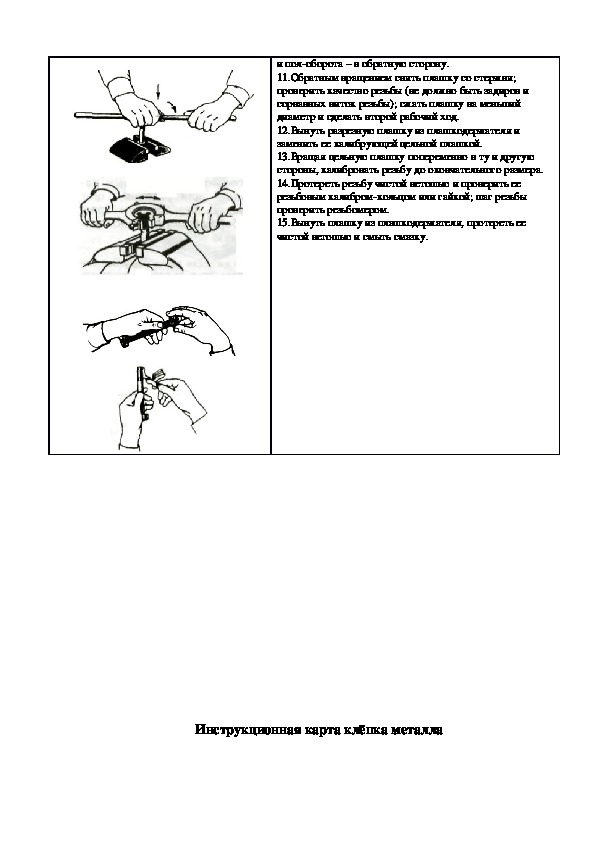
ручки, делать 1–2 оборота в направлении нарезания резьбыи полоборота – в обратную сторону.
11.Обратным вращением снять плашку со стержня;
проверить качество резьбы (не должно быть задиров и
сорванных ниток резьбы); сжать плашку на меньший
диаметр и сделать второй рабочий ход.
12.Вынуть разрезную плашку из плашкодержателя и
заменить ее калибрующей цельной плашкой.
13.Вращая цельную плашку попеременно в ту и другую
стороны, калибровать резьбу до окончательного размера.
14.Протереть резьбу чистой ветошью и проверить ее
резьбовым калибромкольцом или гайкой; шаг резьбы
проверить резьбомером.
15.Вынуть плашку из плашкодержателя, протереть ее
чистой ветошью и смыть смазку.
Инструкционная карта клёпка металлаТехнологический процесс
Указания и пояснения
1. Подготовка деталей к клепке.
Подготовка (очистка и подгонка) деталей и
сопрягаемых поверхностей.
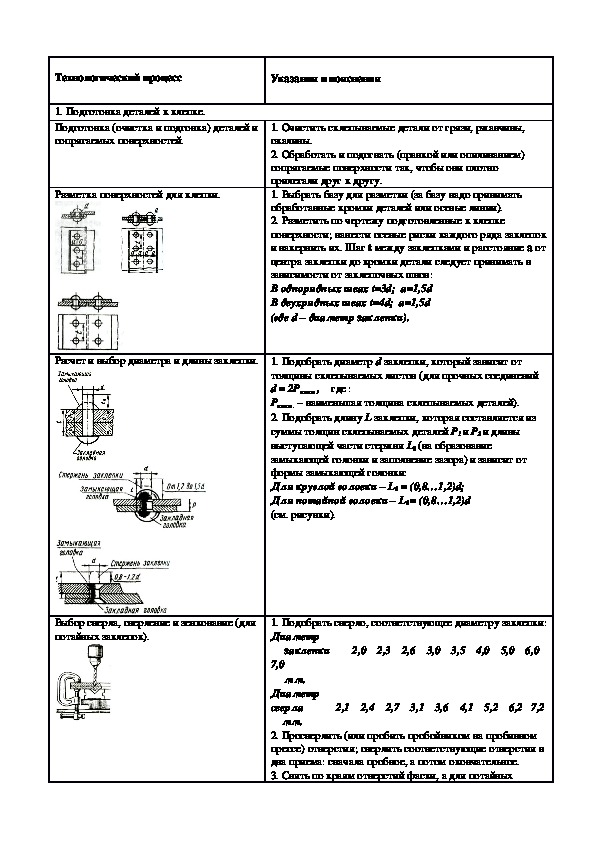
Разметка поверхностей для клепки.
Расчет и выбор диаметра и длины заклепки.
Выбор сверла, сверление и зенкование (для
потайных заклепок).
1. Очистить склепываемые детали от грязи, ржавчины,
окалины.
2. Обработать и подогнать (правкой или опиливанием)
сопрягаемые поверхности так, чтобы они плотно
прилегали друг к другу.
1. Выбрать базу для разметки (за базу надо принимать
обработанные кромки деталей или осевые линии).
2. Разметить по чертежу подготовленные к клепке
поверхности; нанести осевые риски каждого ряда заклепок
и накернить их. Шаг t между заклепками и расстояние a от
центра заклепки до кромки детали следует принимать в
зависимости от заклепочных швов:
В однорядных швах t=3d; a=1,5d
В двухрядных швах t=4d; a=1,5d
(где d – диаметр заклепки).
1. Подобрать диаметр d заклепки, который зависит от
толщины склепываемых листов (для прочных соединений
d = 2Pнаим., где :
Pнаим. – наименьшая толщина склепываемых деталей).
2. Подобрать длину L заклепки, которая составляется из
суммы толщин склепываемых деталей P1 и P2 и длины
выступающей части стержня L0 (на образование
замыкающей головки и заполнение зазора) и зависит от
формы замыкающей головки:
Для круглой головки – L0 = (0,8…1,2)d;
Для потайной головки – L0 = (0,8…1,2)d
(см. рисунки).
1. Подобрать сверло, соответствующее диаметру заклепки:
Диаметр
заклепки 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0
7,0
мм.
Диаметр
сверла 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2
мм.
2. Просверлить (или пробить пробойником на пробивном
прессе) отверстия; сверлить соответствующие отверстия в
два приема: сначала пробное, а потом окончательное.
3. Снять по краям отверстий фаски, а для потайныхВыбор массы слесарного молотка в
зависимости от диаметра заклепки.
2. Приемы и способы ручной клепки.
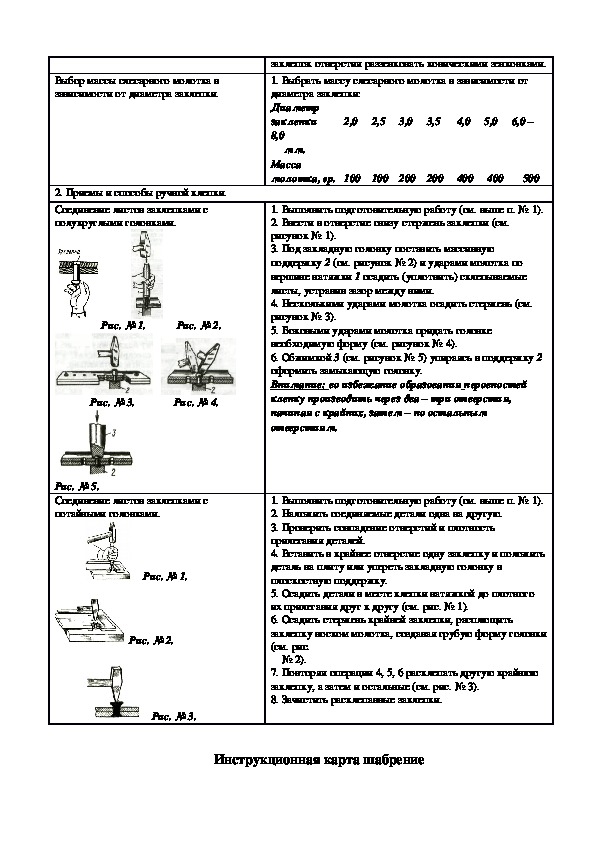
Соединение листов заклепками с
полукруглыми головками.
Рис. № 1. Рис. № 2.
Рис. № 3. Рис. № 4.
Рис. № 5.
Соединение листов заклепками с
потайными головками.
Рис. № 1.
Рис. № 2.
Рис. № 3.
заклепок отверстия раззенковать коническими зенковками.
1. Выбрать массу слесарного молотка в зависимости от
диаметра заклепки:
Диаметр
заклепки 2,0 2,5 3,0 3,5 4,0 5,0 6,0 –
8,0
мм.
Масса
молотка, гр. 100 100 200 200 400 400 500
1. Выполнить подготовительную работу (см. выше п. № 1).
2. Ввести в отверстие снизу стержень заклепки (см.
рисунок № 1).
3. Под закладную головку поставить массивную
поддержку 2 (см. рисунок № 2) и ударами молотка по
вершине натяжки 1 осадить (уплотнить) склепываемые
листы, устранив зазор между ними.
4. Несколькими ударами молотка осадить стержень (см.
рисунок № 3).
5. Боковыми ударами молотка придать головке
необходимую форму (см. рисунок № 4).
6. Обжимкой 3 (см. рисунок № 5) упираясь в поддержку 2
оформить замыкающую головку.
Внимание: во избежание образования неровностей
клепку производить через два – три отверстия,
начиная с крайних, затем – по остальным
отверстиям.
1. Выполнить подготовительную работу (см. выше п. № 1).
2. Наложить соединяемые детали одна на другую.
3. Проверить совпадение отверстий и плотность
прилегания деталей.
4. Вставить в крайнее отверстие одну заклепку и положить
деталь на плиту или упереть закладную головку в
плоскостную поддержку.
5. Осадить детали в месте клепки натяжкой до плотного
их прилегания друг к другу (см. рис. № 1).
6. Осадить стержень крайней заклепки, расплющить
заклепку носком молотка, создавая грубую форму головки
(см. рис.
№ 2).
7. Повторяя операции 4, 5, 6 расклепать другую крайнюю
заклепку, а затем и остальные (см. рис. № 3).
8. Зачистить расклепанные заклепки.
Инструкционная карта шабрениеТехнологический процесс
Упражнение 1. Подготовка к шабрению
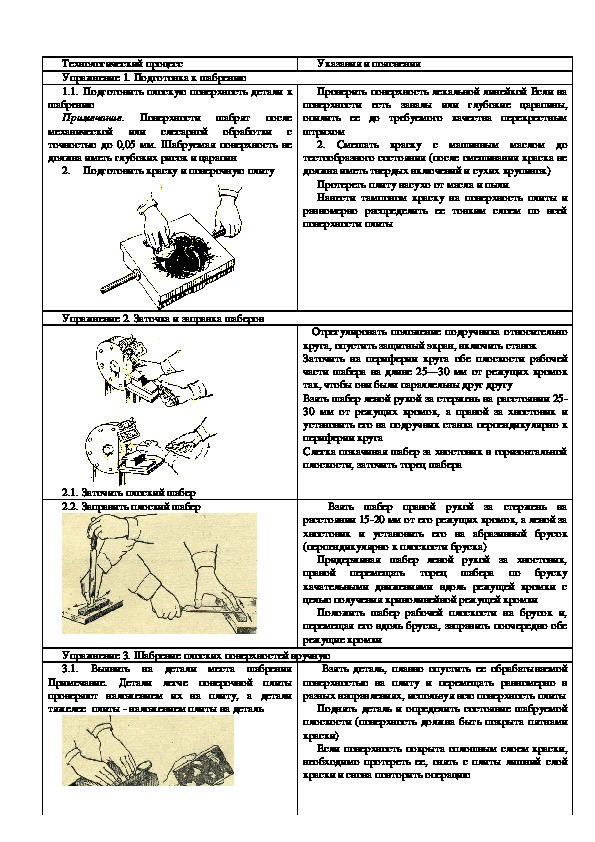
1.1. Подготовить плоскую поверхность детали к
шабрению
Примечание.
Поверхности шабрят после
механической или слесарной обработки с
точностью до 0,05 мм. Шабруемая поверхность не
должна иметь глубоких рисок и царапин
2. Подготовить краску и поверочную плиту
Упражнение 2. Заточка и заправка шаберов
2.1. Заточить плоский шабер
2.2. Заправить плоский шабер
Указания и пояснения
Проверить поверхность лекальной линейкой Если на
поверхности есть завалы или глубокие царапины,
опилить ее до требуемого качества перекрестным
штрихом
2. Смешать краску с машинным маслом до
тестообразного состояния (после смешивания краска не
должна иметь твердых включений и сухих крупинок)
Протереть плиту насухо от масла и пыли.
Нанести тампоном краску на поверхность плиты и
равномерно распределить ее тонким слоем по всей
поверхности плиты
Отрегулировать положение подручника относительно
круга, опустить защитный экран, включить станок
Заточить на периферии круга обе плоскости рабочей
части шабера на длине 25—30 мм от режущих кромок
так, чтобы они были параллельны друг другу
Взять шабер левой рукой за стержень на расстоянии 25
30 мм от режущих кромок, а правой за хвостовик и
установить его на подручник станка перпендикулярно к
периферии круга
Слегка покачивая шабер за хвостовик в горизонтальной
плоскости, заточить торец шабера
Взять шабер правой рукой за стержень на
расстоянии 1520 мм от его режущих кромок, а левой за
хвостовик и установить его на абразивный брусок
(перпендикулярно к плоскости бруска)
Придерживая шабер левой рукой за хвостовик,
правой перемещать торец шабера по бруску
качательными движениями вдоль режущей кромки с
целью получения криволинейной режущей кромки
Положить шабер рабочей плоскости на брусок и,
перемещая его вдоль бруска, заправить поочередно обе
режущие кромки
Упражнение 3. Шабрение плоских поверхностей вручную
3.1. Выявить на детали места шабрения
Примечание. Детали легче поверочной плиты
проверяют наложением их на плиту, а детали
тяжелее плиты наложением плиты на деталь
Взять деталь, плавно опустить ее обрабатываемой
поверхностью на плиту и перемещать равномерно в
разных направлениях, используя всю поверхность плиты
Поднять деталь и определить состояние шабруемой
плоскости (поверхность должна быть покрыта пятнами
краски)
Если поверхность покрыта сплошным слоем краски,
необходимо протереть ее, снять с плиты лишний слой
краски и снова повторить операциюИнструкционная карта распиливаниеПорядок выполнения упражнений
Упражнение 1. Подготовка заготовки к распиливанию
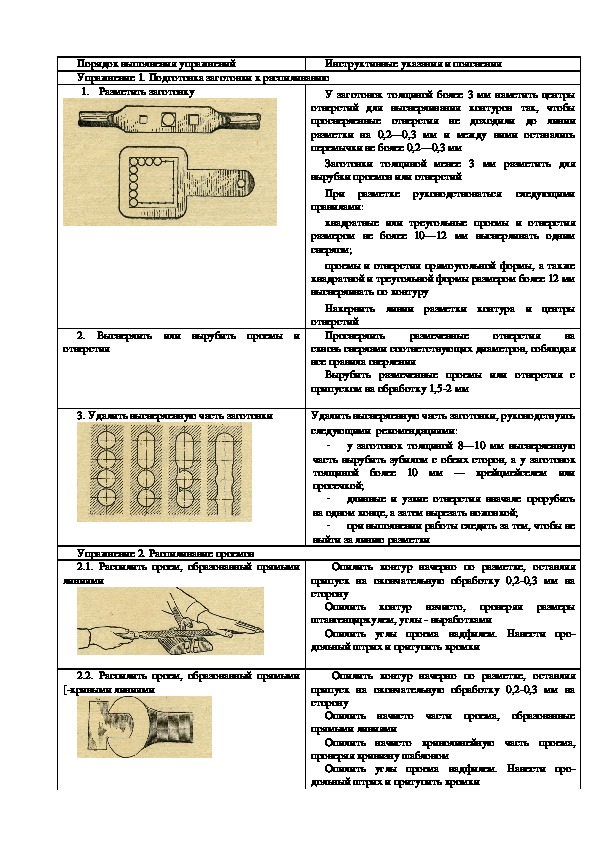
1. Разметить заготовку
Инструктивные указания и пояснения
У заготовок толщиной более 3 мм наметить центры
отверстий для высверливания контуров так, чтобы
просверленные отверстия не доходили до линии
разметки на 0,2—0,3 мм и между ними оставались
перемычки не более 0,2—0,3 мм
Заготовки толщиной менее 3 мм разметить для
вырубки проемов или отверстий
При разметке руководствоваться следующими
правилами:
квадратные или треугольные проемы и отверстия
размером не более 10—12 мм высверливать одним
сверлом;
проемы и отверстия прямоугольной формы, а также
квадратной и треугольной формы размером более 12 мм
высверливать по контуру
Накернить линии разметки контура и центры
отверстий
Просверлить
на
сквозь сверлами соответствующих диаметров, соблюдая
все правила сверления
размеченные
отверстия
Вырубить размеченные проемы или отверстия с
припуском на обработку 1,52 мм
Удалить высверленную часть заготовки, руководствуясь
следующими рекомендациями:
2. Высверлить или вырубить проемы и
отверстия
3. Удалить высверленную часть заготовки
у заготовок толщиной 8—10 мм высверленную
часть вырубить зубилом с обеих сторон, а у заготовок
толщиной более 10 мм — крейцмейселем или
просечкой;
длинные и узкие отверстия вначале прорубить
на одном конце, а затем вырезать ножовкой;
при выполнении работы следить за тем, чтобы не
Упражнение 2. Распиливание проемов
2.1. Распилить проем, образованный прямыми
линиями
выйти за линию разметки
Опилить контур начерно по разметке, оставляя
припуск на окончательную обработку 0,20,3 мм на
сторону
Опилить контур начисто,
проверяя размеры
штангенциркулем, углы выработками
2.2. Распилить проем, образованный прямыми
[кривыми линиями
Опилить углы проема надфилем. Навести про
дольный штрих и притупить кромки
Опилить контур начерно по разметке, оставляя
припуск на окончательную обработку 0,20,3 мм на
сторону
Опилить начисто части проема, образованные
прямыми линиями
Опилить начисто криволинейную часть проема,
проверяя кривизну шаблоном
Опилить углы проема надфилем. Навести про
дольный штрих и притупить кромкиИнструкционная карта притирка
Технологический процесс
1. Подготовка к притирке и доводке.
1.1.Проверка и подготовка поверхности
притираемой заготовки.
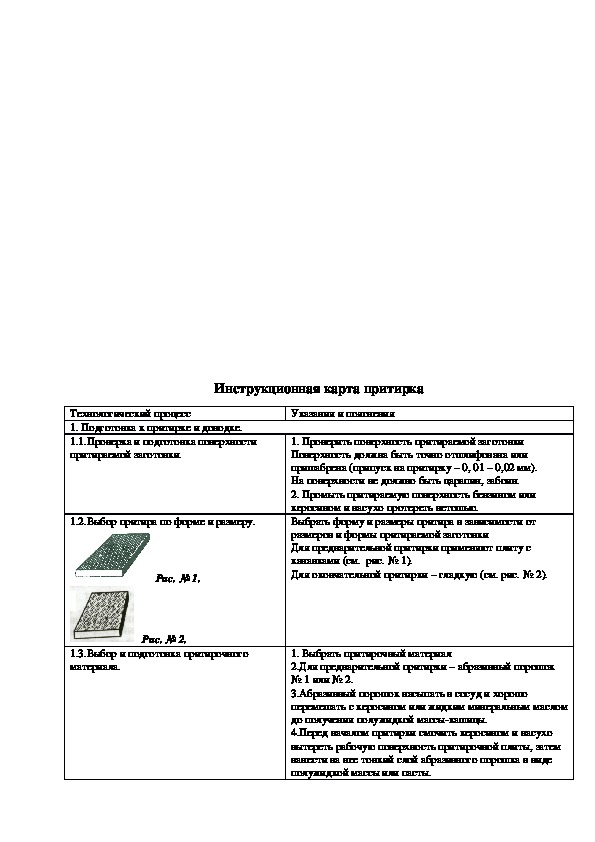
1.2.Выбор притира по форме и размеру.
Рис. № 1.
Рис. № 2.
1.3.Выбор и подготовка притирочного
материала.
Указания и пояснения
1. Проверить поверхность притираемой заготовки
Поверхность должна быть точно отшлифована или
пришабрена (припуск на притирку – 0, 01 – 0,02 мм).
На поверхности не должно быть царапин, забоин.
2. Промыть притираемую поверхность бензином или
керосином и насухо протереть ветошью.
Выбрать форму и размеры притира в зависимости от
размеров и формы притираемой заготовки
Для предварительной притирки применяют плиту с
канавками (см. рис. № 1).
Для окончательной притирки – гладкую (см. рис. № 2).
1. Выбрать притирочный материал
2.Для предварительной притирки – абразивный порошок
№ 1 или № 2.
3.Абразивный порошок насыпать в сосуд и хорошо
перемешать с керосином или жидким минеральным маслом
до получения полужидкой массыкашицы.
4.Перед началом притирки смочить керосином и насухо
вытереть рабочую поверхность притирочной плиты, затем
нанести на нее тонкий слой абразивного порошка в виде
полужидкой массы или пасты.1.4.Подготовка (шаржирование) притиров.
Рис. № 1.
Подготовить (шаржировать) притиры:
плоский – промыть керосином; насухо вытереть; нанести
тонкий равномерный слой притирочной массы; катать по
поверхности притира трипять раз вперед и назад стальной
закаленный валик (см. рис. № 1); ветошью, смоченной
керосином, удалить с поверхности притира избыток
притирочной массы;
круглый (диаметром более 10 мм) – промыть рабочую
поверхность плиты 1 керосином и насухо вытереть; на
плиту насыпать тонкий ровный слой абразивного порошка;
круглый притир 2 прокатывать с помощью другой плиты 3
(см. рис. № 2) до тех пор, пока абразив не будет вдавлен в
него равномерно по всей поверхности; удалить остатки
порошка; плиту слегка смазать машинным маслом.
Рис. № 2.
2. Приемы и способы притирки и доводки.
2.1.Притирка широких плоских
поверхностей.
Рис. № 1.
Рис. № 2.
1. Выбрать притир в зависимости от формы и размеров
притираемой заготовки.
2. Подготовить поверхность (см. п. № 1).
3. Подобрать порошки или пасту в зависимости от
требуемой шероховатости.
4. Нанести тампоном тонкий и равномерный слой
притирочной массы на поверхность притира с канавками
(см. рис. № 1).
5. Положить заготовку притираемой плоскостью на притир
с канавками и с легким нажимом на нее делать пять
восемь круговых движений по всей плоскости притира.
6. Удалить с поверхности притира избыток притирочной
массы.
7. Чистовую (окончательную) притирку выполнить на
гладкой плите (см. рис. № 2) до получения матовой или
зеркальной поверхности (для зеркальной поверхности
применяют притиры из твердого дерева, покрытом
разведенной на спирте венской известью).
Помни: не следует допускать сильного нажима на
заготовку. После пятивосьми круговых движений
абразивный порошок (или пасту) удалять с плиты и
заменять новым.ИНСТРУКЦИОННАЯ КАРТА ВЫПОЛНЕНИЕ КОМПЛЕКСНЫХ РАБОТ
Инструменты
Материалы
Оборудование
Инструменты и материалы, выбрать
и подготовить согласно требований
и рекомендаций НОТ и
технологической карты для
изготовления конкретного изделия
комплексного характера.
Материалы, чертеж
изделия, технологическая
карта, технические
требования, нормы времени,
таблица критериев оценки
для изготовления изделия.
Оборудование, приспособления и
механизмы выбрать и подготовить
согласно требований и
рекомендаций НОТ и
технологической карты для
изготовления конкретного изделия
комплексного характера.
Технологический процесс
Изготовление комплексного изделия «законченного» характера.
Анализ заготовки и вывод о пригодности к
дальнейшей обработки.
Указания и пояснения
Выбор разметочных и обработочных баз.
1. На заготовке не должно быть раковин, выкрашенных
мест.
2. Заготовка должна быть ровной.
3. Заготовка должна иметь припуск на обработку не менее
1,0 – 2,0 мм.
1. Выбрать измерительную (разметочную) базу –
поверхность, относительно которой отсчитываются
размеры при разметке и контроле обрабатываемой детали.
2. Выбрать обработочную (технологическую) базу –Определение последовательности
выполнения изделия.
Рациональный выбор, комбинирование,
определение и применение наиболее
рациональных приемов, способов и методов
по изготовлению изделия.
Последовательность и способы проверки
хода выполнения задания.
Определение качества изготовленного
изделия на основании таблицы критериев
оценки (итоговый контроль комплексного
изделия «законченного характера»).
поверхность, по которой обрабатываемая заготовка
устанавливается и закрепляется в тисках или в
приспособлении и, относительно которой обрабатываются
остальные поверхности.
1. В процессе работы, на основании чертежа и
технологической карты, определить наиболее
целесообразную последовательность изготовления изделия
по принципу – «что делать», «в какой последовательности
выполнять работу».
1. На основании чертежа и технологической карты,
определиться в правильном выборе инструментов,
приспособлений, оснастки и использовать их в работе.
2. На основании технических требований к изделию
использовать наиболее производительные способы
выполнения работы по этапам и технологическим
переходам.
1. На основании чертежа и технологической карты, в
процессе работы, для соблюдения технических требований
по этапам обработки, выполнять межоперационный
контроль, используя для этого необходимый
измерительный инструмент и изученные ранее приемы и
способы текущего контроля.
1. На основании рабочего чертежа, технических
требований и таблицы критериев оценки изготовления
комплексного изделия определить качество учебно
производственной работы «законченного характера».