Поделиться

Группа № 3 Слесарь – ремонтник (швейное производство) Производственное обучение Дата проведения ______________ Мастер п/о Карташов А.Ю
Инструкционно – технологическая карта Тема: Обслуживание системы подачи в промышленной швейной машине Jack JK-F4H
|
Правила безопасности при проведении ремонтных работ: 1. Ремонтные работы проводить при отключенном эл. питании. 2. Убедиться в правильности напряжения и фазности (одно- или трехфазный), проверив и сравнив их с теми, что указаны на табличке, закрепленном на моторе. 3.Убедиться в том, что переключатель электропитания переведен в положение OFF перед тем, как отогнуть швейную головку или снять клиновой ремень. 4. Во время работы машины соблюдать осторожность, отстранять руки, голову от маховика, клинового ремня, намотчика шпульки и мотора. Ничего не класть на эти части. 5. Не очищать машину растворителем. 6. После установки машины проверить направление вращения мотора. Чтобы это сделать, нужно повернуть маховик вручную опуская тем самым иглу, и перевести выключатель электропитания в положение ON, глядя на маховик. Если смотреть со стороны маховика, то он должен повернуться против часовой стрелки. |
||
|
Операция |
Технология выполнения |
Инструменты, эскиз |
|
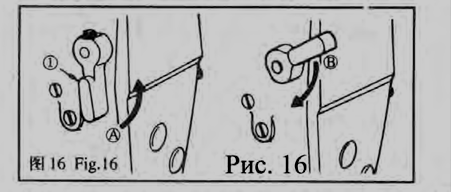
1. Регулировка работы ручного подъемника |
1. Для того, чтобы после остановки машины прижимная лапка осталась в поднятом положении, поднимите ручной подъемник (1) в положение А. 2.Прижимная лапка поднимется примерно на 5,5мм и остановится. 3. Когда ручной подъемник будет опущен в положение В, прижимная лапка вернется в исходное положение. 4.Подъем прижимной лапки может осуществляться коленоподъемником. При эм лапка поднимается на 10мм (стандарт) и на 13мм (максимум). |
|
|
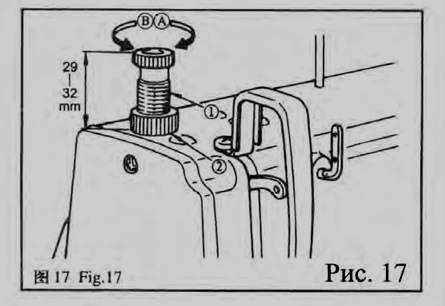
2. Регулировка давления прижимной планки |
1. Ослабьте гайку (2). Вращая регулятор давления пружины (1) по часовой стрелке (в направлении А), вы увеличите давление прижимной лапки. 2. Вращая регулятор давления пружины (1) против часовой стрелки, вы уменьшаете давление пружины. 3. После окончания регулировки затяните гайку (2). 4. для нормальной ткани стандартная величина давления регулятора пружины составляет от 29 до 32мм (5кг). |
|
|
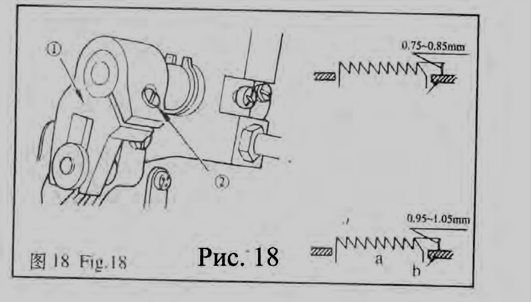
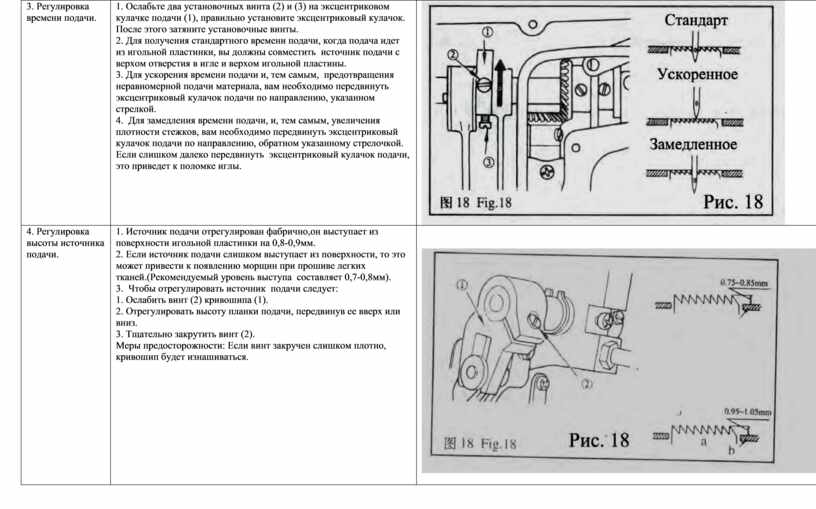
3. Регулировка времени подачи. |
1. Ослабьте два установочных винта (2) и (3) на эксцентриковом кулачке подачи (1), правильно установите эксцентриковый кулачок. После этого затяните установочные винты. 2. Для получения стандартного времени подачи, когда подача идет из игольной пластинки, вы должны совместить источник подачи с верхом отверстия в игле и верхом игольной пластины. 3. Для ускорения времени подачи и, тем самым, предотвращения неравномерной подачи материала, вам необходимо передвинуть эксцентриковый кулачок подачи по направлению, указанном стрелкой. 4. Для замедления времени подачи, и, тем самым, увеличения плотности стежков, вам необходимо передвинуть эксцентриковый кулачок подачи по направлению, обратном указанному стрелочкой. Если слишком далеко передвинуть эксцентриковый кулачок подачи, это приведет к поломке иглы. |
|
|
4. Регулировка высоты источника подачи. |
1. Источник подачи отрегулирован фабрично,он выступает из поверхности игольной пластинки на 0,8-0,9мм. 2. Если источник подачи слишком выступает из поверхности, то это может привести к появлению морщин при прошиве легких тканей.(Рекомендуемый уровень выступа составляет 0,7-0,8мм). 3. Чтобы отрегулировать источник подачи следует: 1. Ослабить винт (2) кривошипа (1). 2. Отрегулировать высоту планки подачи, передвинув ее вверх или вниз. 3. Тщательно закрутить винт (2). Меры предосторожности: Если винт закручен слишком плотно, кривошип будет изнашиваться. |
|
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.