Поделиться

14. Интенсификация сборочных работ тор
Возможность автоматизации сборки в первую очередь должна
учитываться при проектировании и конструировании аппарата с тем, чтобы создать
конструкцию, наилучшим образом приспособленную для автоматизации ее сборки, т.
е. наиболее технологичную.
Технологичность конструкции
применительно к автоматизации характеризуется следующими факторами:
1) простотой аппарата, сборочных единиц, деталей;
2) минимальным количеством деталей;
3) доступностью сопрягаемых поверхностей;
4) конструкция и технология деталей должны обеспечивать оптимальную точность
процесса сборки;
5) детали и сборочные единицы должны иметь самоустанавливающие элементы с
центрированием сопрягаемых поверхностей;
6) высоким качеством поверхностей деталей, чтобы исключить заклинивание при
движении в автомате;
7) применением сварки, клепки, развальцовки. Автоматизация
сборочных операций проводится в ограниченных масштабах. Это объясняется
трудностями автоматизации важнейших сборочных операций — подачи,
дозировки, ориентации, сопряжения деталей и сборочных единиц. Необходимость
выполнения этого комплекса движений, подготавливающих к основному процессу,
образующему соединение, в условиях стесненного пространства является причиной
усложнения схем и конструкций автоматических устройств.
Автоматизация сборки должна начинаться в
первую очередь со сборочных единиц и охватывать все процессы до сборки
аппарата.
СБОРОЧНЫЕ АВТОМАТЫ, ПОЛУАВТОМАТЫ И ЛИНИИ
В
электроаппаратостроении широко применяются сборочные единицы с резьбовым
соединением, например на рис. 20-11 изображена сборочная единица контактного
ножа к предохранителю.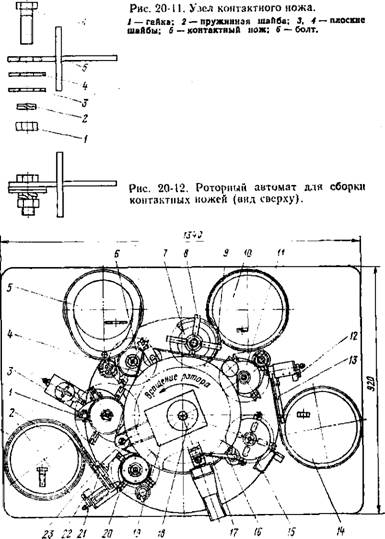
На рис. показана последовательность
сборки контактного ножа роторного автомата (рис. 20-12).
Рабочий ротор 17 с установленными на нем
электродвигателем18 и
редуктором 19 осуществляет через ременный привод 4вращение завертывающих
ключей. Вокруг рабочего ротора расположено пять транспортных роторов /, 6, 7, 11, 20 и один контрольный ротор 15. Транспортные роторы служат для
передачи деталей собираемой сборочной единицы от вибробункеров 2, 5, 10 и 14 на рабочий ротор, а контрольный ротор
проверяет и удаляет с рабочего ротора детали, которые по каким-либо причинам
остались на роторе после сборки сборочной единицы.
Контактные ножи загружаются на
транспортный ротор из магазина 3. Болты, гайки и шайбы поступают к
транспортным роторам по лоткам 21,
23, 9, 13, 8 и дозируются в
нужном количестве при помощи механизмов 12,
22 поштучной выдачи деталей
(отсекатели и досылатели). Удаление собранных сборочных единиц производится
сбрасывателем 16.
20-10. НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ ПРОЦЕССОВ СБОРКИ ЭЛЕКТРОАППАРАТОВ
Сборочные операции в
электроаппаратостроении занимают значительные трудовые затраты. К тому же
многие приемы (взять деталь, установить, сориентировать и т. д.) выполняются
вручную, без применения механизмов.
Малая механизация при выполнении
основных операций сборки (соединении деталей и сборочных единиц) все же не дает
нужного эффекта и по-прежнему на сборочных участках и в сборочных цехах
занимается большое количество рабочих. Все это говорит о необходимости
дальнейшего совершенствования процессов сборки.
Главные направления совершенствования процессов сборки электроаппаратов:
1) разработка конструкций, технологичных с точки зрения сборки;
2) полная взаимозаменяемость деталей и сборочных единиц;
3) интенсификация процессов сборки (применение сварных, клепальных и других,
соединений вместо резьбовых) ;
4) комплексная механизация;
5) комплексная автоматизация;
6) научная организация труда;
7) групповая технология и типизация технологических процессов.

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
