Поделиться

|
|
Автономное учреждение профессионального образования Ханты-Мансийского автономного округа - Югры «Нефтеюганский политехнический колледж» |
|
РАССМОТРЕНО На заседании ПЦК ______ Протокол № __ «____»___________20__ г. Руководитель ПЦК__________ Орлова С.В. |
УТВЕРЖДАЮ Зам. директора по УМР ________________Ф.И.О. «____»___________20__ г. |
комплект контрольно-оценочных средств
по Профессиональному модулю
МДК. 01 Изготовление деталей на металлорежущих станках различного вида и типа по стадиям технологического процесса
программы подготовки специалистов среднего звена (ППССЗ)
по специальности СПО
Профессия: 15.01.32 Оператор станков с программным управлением
Квалификация Станочник широкого профиля
базовой подготовки
|
Разработчик: |
Преподаватель |
Евдокимова О Г |
_________ |
«___»_______ 2017г. |
|
(подпись) |
г. Нефтеюганск 2017 г.
1. Паспорт комплекта контрольно-оценочных средств
Контрольно-оценочные средства (КОС) предназначены для контроля и
оценки образовательных достижений обучающихся, освоивших программу учебной
дисциплины МДК. 01 Изготовление деталей на металлорежущих станках различного
вида и типа
по стадиям технологического процесса,
КОС включают контрольные материалы для проведения промежуточной аттестации в форме[1] экзамена.
КОС разработаны в соответствии с:
основной профессиональной образовательной программой по специальности СПО 15.01.32 «Оператор станков с программным управлением»; квалификация «Станочник широкого профиля» программой учебной дисциплины (профессионального модуля) Изготовление деталей на металлорежущих станках различного вида и типа по стадиям технологического процесса.
2. Результаты освоения учебной дисциплины, подлежащие проверке
2.1. В результате аттестации по учебной дисциплине (МДК) осуществляется комплексная проверка следующих умений и знаний, а также динамика формирования общих и профессиональных компетенций, предусмотренных ФГОС:
Объем часов на аудиторную нагрузку по МДК – 192 ч.
|
Результаты обучения (освоенные умения, усвоенные знания) |
Коды формируемых общих и профессиональных компетенций |
Форма контроля и оценивания
|
|
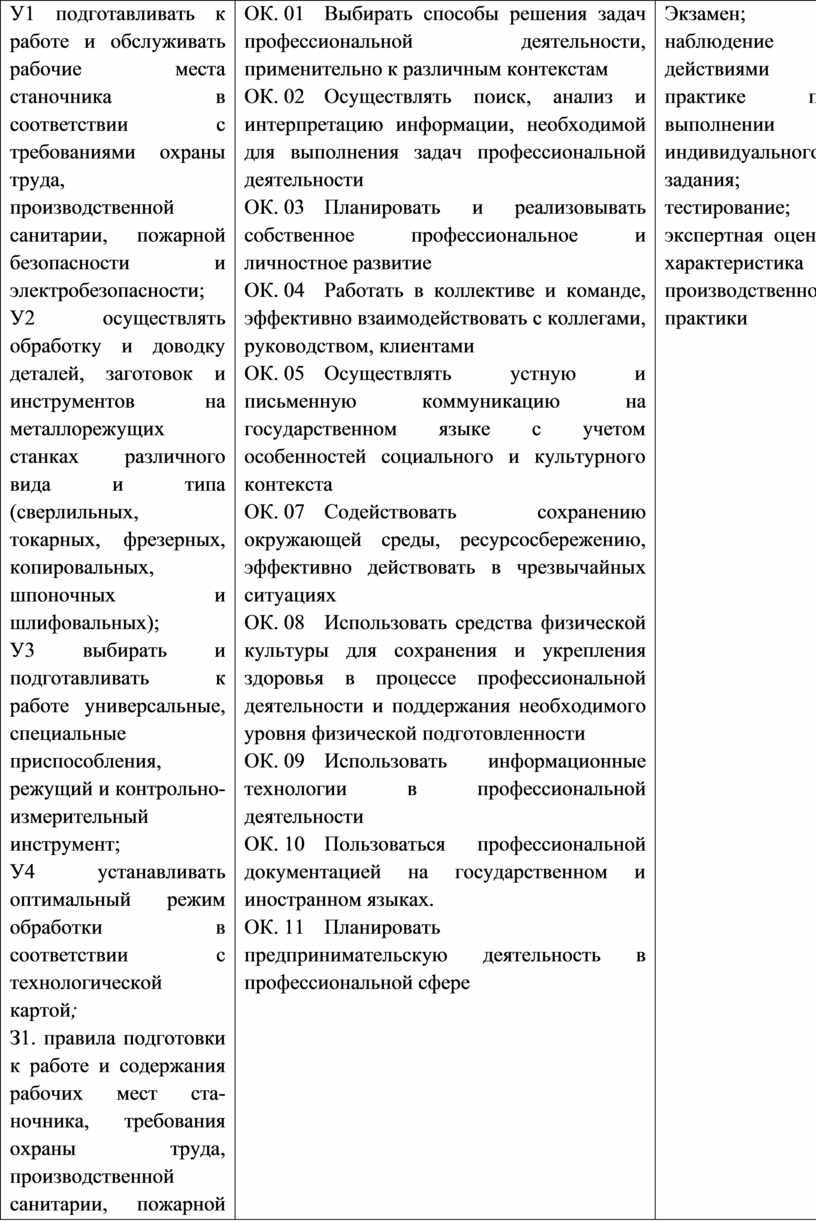
У1 подготавливать к работе и обслуживать рабочие места станочника в соответствии с требованиями охраны труда, производственной санитарии, пожарной безопасности и электробезопасности; У2 осуществлять обработку и доводку деталей, заготовок и инструментов на металлорежущих станках различного вида и типа (сверлильных, токарных, фрезерных, копировальных, шпоночных и шлифовальных); У3 выбирать и подготавливать к работе универсальные, специальные приспособления, режущий и контрольно-измерительный инструмент; У4 устанавливать оптимальный режим обработки в соответствии с технологической картой; З1. правила подготовки к работе и содержания рабочих мест ста-ночника, требования охраны труда, производственной санитарии, пожарной безопасности и электробезопасности; З2. правила проведения и технологию проверки качества выполненных работ; З3. правила перемещения грузов и эксплуатации специальных транспортных и грузовых средств; З4. конструктивные особенности, правила управления, подналадки и проверки на точность металлорежущих станков различного вида и типа (сверлильных, токарных, фрезерных, копировальных, шпоночных и шлифовальных); З5. устройство, правила применения, проверки на точность универсальных и специальных приспособлений, контрольно-измерительных инструментов; З6. правила определения режимов резания по справочникам и паспорту станка; |
ОК. 01 Выбирать способы решения задач профессиональной деятельности, применительно к различным контекстам ОК. 02 Осуществлять поиск, анализ и интерпретацию информации, необходимой для выполнения задач профессиональной деятельности ОК. 03 Планировать и реализовывать собственное профессиональное и личностное развитие ОК. 04 Работать в коллективе и команде, эффективно взаимодействовать с коллегами, руководством, клиентами ОК. 05 Осуществлять устную и письменную коммуникацию на государственном языке с учетом особенностей социального и культурного контекста ОК. 07 Содействовать сохранению окружающей среды, ресурсосбережению, эффективно действовать в чрезвычайных ситуациях ОК. 08 Использовать средства физической культуры для сохранения и укрепления здоровья в процессе профессиональной деятельности и поддержания необходимого уровня физической подготовленности ОК. 09 Использовать информационные технологии в профессиональной деятельности ОК. 10 Пользоваться профессиональной документацией на государственном и иностранном языках. ОК. 11 Планировать предпринимательскую деятельность в профессиональной сфере |
Экзамен; наблюдение за действиями на практике при выполнении индивидуального задания; тестирование; экспертная оценка; характеристика с производственной практики |
3.
Описание правил оформления результатов оценивания
Предметом оценки служат умения и знания, предусмотренные ФГОС по дисциплине Изготовление деталей на металлорежущих станках различного вида и типа (сверлильных, токарных, фрезерных, копировальных, шпоночных и шлифовальных) по стадиям технологического процесса, направленные на формирование общих и профессиональных компетенций
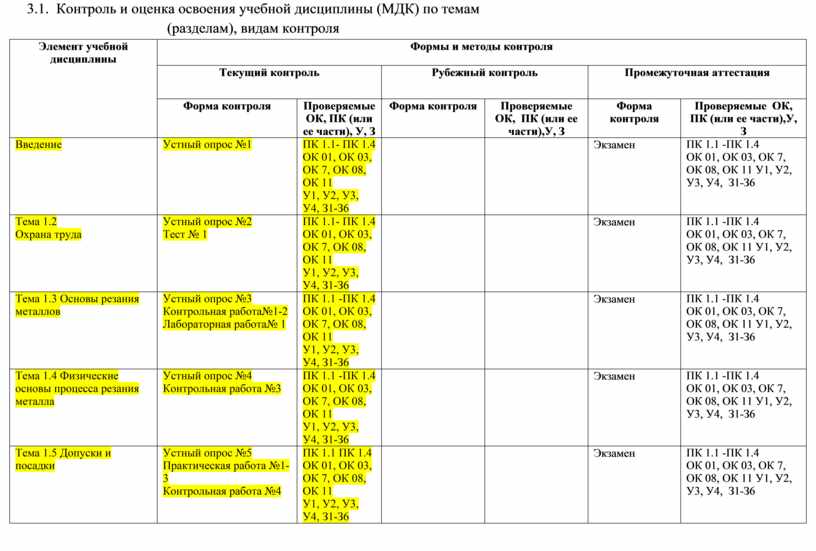
3.1. Контроль и оценка освоения учебной дисциплины (МДК) по темам (разделам), видам контроля
|
Элемент учебной дисциплины |
Формы и методы контроля
|
|||||
|
Текущий контроль |
Рубежный контроль |
Промежуточная аттестация |
||||
|
Форма контроля |
Проверяемые ОК, ПК (или ее части), У, З |
Форма контроля |
Проверяемые ОК, ПК (или ее части),У, З |
Форма контроля |
Проверяемые ОК, ПК (или ее части),У, З |
|
|
Введение |
Устный опрос №1
|
ПК 1.1- ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.2 Охрана труда
|
Устный опрос №2 Тест № 1
|
ПК 1.1- ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.3 Основы резания металлов |
Устный опрос №3 Контрольная работа№1-2 Лабораторная работа№ 1 |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.4 Физические основы процесса резания металла |
Устный опрос №4 Контрольная работа №3 |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.5 Допуски и посадки |
Устный опрос №5 Практическая работа №1-3 Контрольная работа №4 |
ПК 1.1 ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
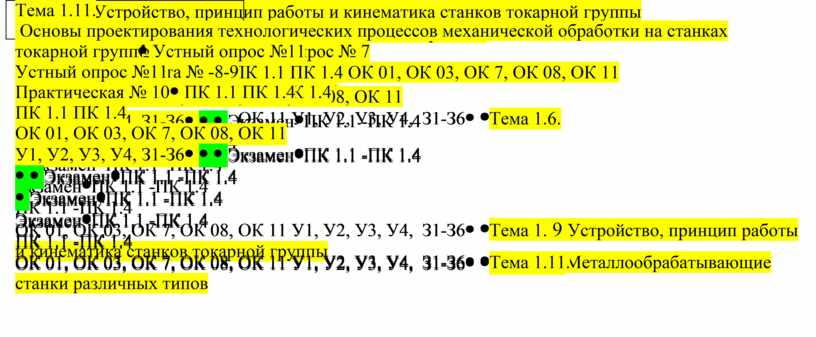
Тема 1.6. Виды заготовок деталей машин |
Устный опрос №6 Практическая работа №4
|
ПК 1.1 ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.7 Базирование. Базы в машиностроении |
Устный опрос № 7 Практическая работа №5 |
ПК 1.1 ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.8 Металлообрабатывающие станки различных типов
|
Устный опрос №8 Практическая работа № 6 |
ПК 1.1 ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1. 9 Устройство, принцип работы и кинематика станков токарной группы
|
Устный опрос №9 Практическая работа №7 Контрольная работа №5 |
ПК 1.1 ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.10 Оснастка и технология работ на станках токарной группы |
Устный опрос №10 Практическая работа № -8-9 Контрольная работа №6 |
ПК 1.1 ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.11. Основы проектирования технологических процессов механической обработки на станках токарной групп |
Устный опрос №11 Практическая № 10 |
ПК 1.1 ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.12 Устройство, принцип работы и кинематика станков фрезерной группы |
Устный опрос №12 Лабораторная работа №2 Практическая работа № 11 Контрольная работа №7 |
ПК 1.1 ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.13 Оснастка и технология работ на станках фрезерной группы
|
Устный опрос №13 Практическая работа № 12-18 Контрольная работа №8 |
ПК 1.1 ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
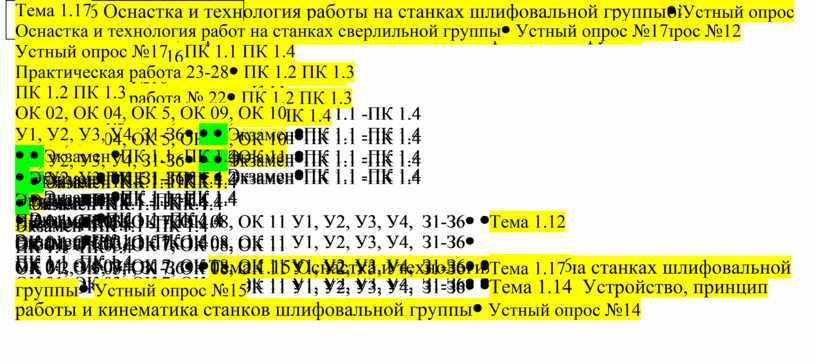
Тема 1.14 Устройство, принцип работы и кинематика станков шлифовальной группы |
Устный опрос №14 Практическая работа №19 |
ПК 1.1 ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.15 Оснастка и технология работы на станках шлифовальной группы |
Устный опрос №15 Практическая работа №20-21 Контрольная работа №9 |
ПК 1.2 ПК 1.3 ОК 02, ОК 04, ОК 5, ОК 09, ОК 10 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.16 Устройство, принцип работы и кинематика станков сверлильной группы
|
Устный опрос №16 Практическая работа № 22 |
ПК 1.2 ПК 1.3 ОК 02, ОК 04, ОК 5, ОК 09, ОК 10 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.17 Оснастка и технология работ на станках сверлильной группы |
Устный опрос №17 Практическая работа 23-28 |
ПК 1.2 ПК 1.3 ОК 02, ОК 04, ОК 5, ОК 09, ОК 10 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
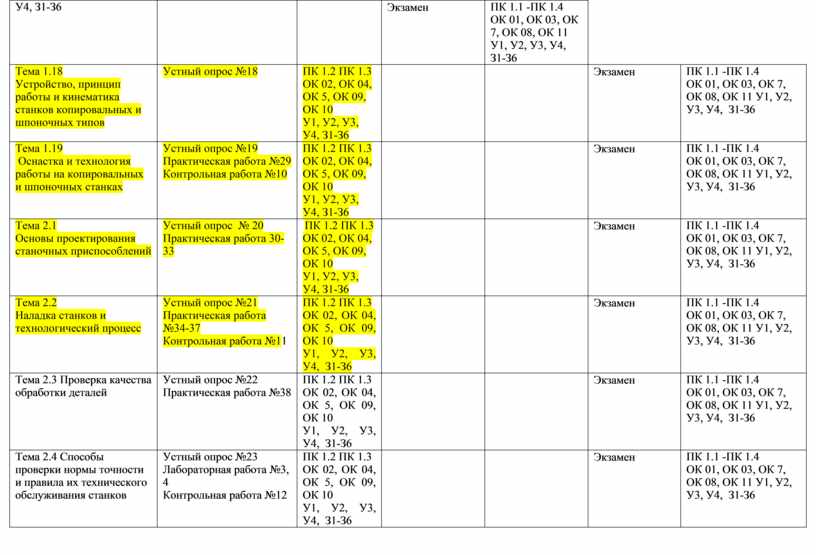
Тема 1.18 Устройство, принцип работы и кинематика станков копировальных и шпоночных типов |
Устный опрос №18
|
ПК 1.2 ПК 1.3 ОК 02, ОК 04, ОК 5, ОК 09, ОК 10 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 1.19 Оснастка и технология работы на копировальных и шпоночных станках |
Устный опрос №19 Практическая работа №29 Контрольная работа №10 |
ПК 1.2 ПК 1.3 ОК 02, ОК 04, ОК 5, ОК 09, ОК 10 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 2.1 Основы проектирования станочных приспособлений
|
Устный опрос № 20 Практическая работа 30-33
|
ПК 1.2 ПК 1.3 ОК 02, ОК 04, ОК 5, ОК 09, ОК 10 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 2.2 Наладка станков и технологический процесс |
Устный опрос №21 Практическая работа №34-37 Контрольная работа №11 |
ПК 1.2 ПК 1.3 ОК 02, ОК 04, ОК 5, ОК 09, ОК 10 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 2.3 Проверка качества обработки деталей
|
Устный опрос №22 Практическая работа №38
|
ПК 1.2 ПК 1.3 ОК 02, ОК 04, ОК 5, ОК 09, ОК 10 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 2.4 Способы проверки нормы точности и правила их технического обслуживания станков
|
Устный опрос №23 Лабораторная работа №3, 4 Контрольная работа №12 |
ПК 1.2 ПК 1.3 ОК 02, ОК 04, ОК 5, ОК 09, ОК 10 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 2.5 Управление подъемно-транспортным оборудованием
|
Устный опрос №24 Практическая работа №39
|
ПК 1.2 ПК 1.3 ОК 02, ОК 04, ОК 5, ОК 09, ОК 10 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
|
Тема 2.6 Строповка и увязка грузов
|
Устный опрос №25 Практическая работа №40 Контрольная работа №13 |
ПК 1.2 ПК 1.3 ОК 02, ОК 04, ОК 5, ОК 09, ОК 10 У1, У2, У3, У4, З1-З6 |
|
|
Экзамен |
ПК 1.1 -ПК 1.4 ОК 01, ОК 03, ОК 7, ОК 08, ОК 11 У1, У2, У3, У4, З1-З6 |
4. Задания промежуточной аттестации
Перечень вопросов представлен в Приложении 1
5. Литература для обучающихся:
«Справочник –технолога машиностроителя» том 1, том 2 Мещеряков К.Р
6. Пакет экзаменатора
6.1. Условия
Количество обучающихся - 23
Количество вариантов задания (билетов) для экзаменующегося – 25
Время выполнения задания – 40 минут.
Оборудование: штангенциркуль, резцы, плашка , метчик, техническая документация
Эталоны ответов
Представлены в Приложении 2
6.2. Критерии оценки
Оценка «5» ставится в том случае, если ваш ответ полный и правильный, материал изложен в определенной логической последовательности, литературным языком: ответ самостоятельный.
Оценка «4» ставится в том случае, если ваш ответ полный и правильный, материал изложен в определенной логической последовательности, при этом допущены две-три несущественные ошибки, исправленные по требованию преподавателя.
Оценка «3» ставится в том случае, если ваш ответ полный, но при этом допущена существенная ошибка, или же ответ неполный, несвязный.
Оценка «2» ставится в том случае, если ваш при ответе обнаружено непонимание учащимся основного содержания учебного материала или допущены существенные ошибки, которые учащийся не смог
7. Приложения. Задания для оценки освоения дисциплины (МДК)
|
БИЛЕТ №1
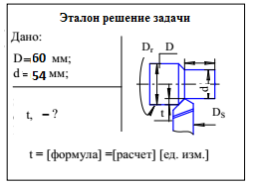
Вопрос №1 Назовите основные узлы токарных станков, их назначение. Вопрос №2 Как устроена плашка? Как нарезается резьба плашкой? Вопрос №3 Определить глубину резания при обтачивании заготовки, если диаметр обрабатываемой поверхности 60 мм, диаметр обработанной поверхности 54 мм.
|
||
|
-
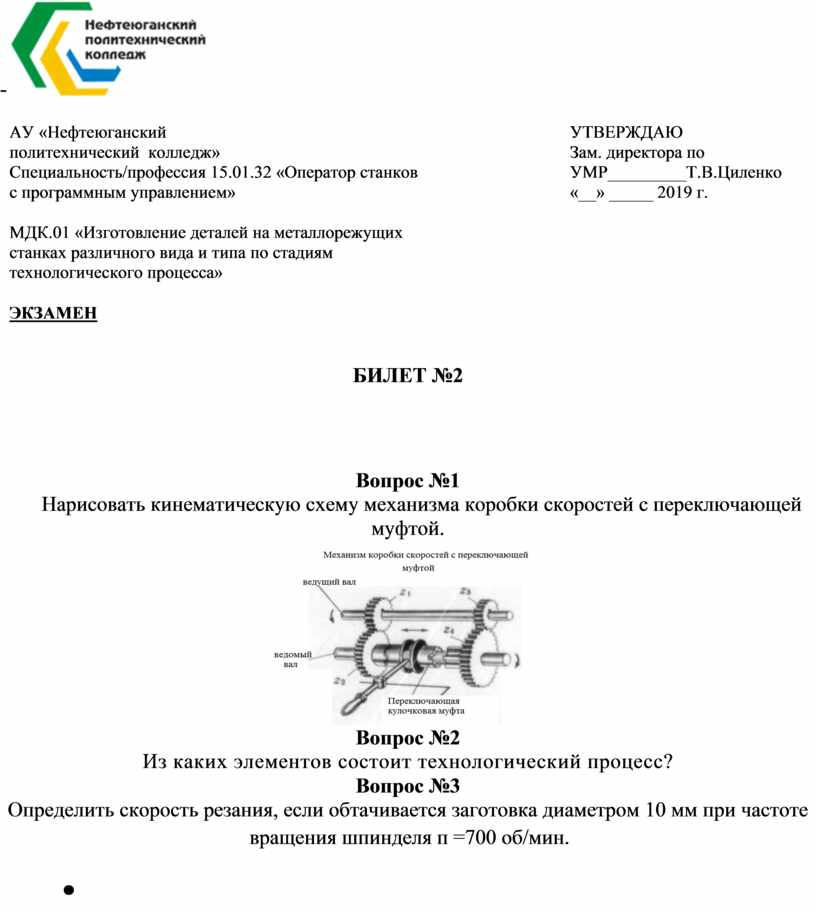
БИЛЕТ №2
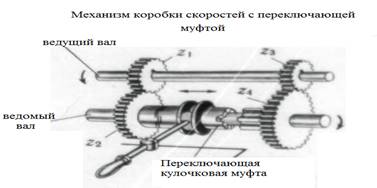
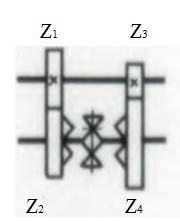
Вопрос №1 Нарисовать кинематическую схему механизма коробки скоростей с переключающей муфтой.
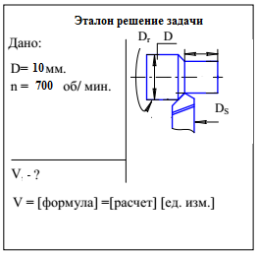
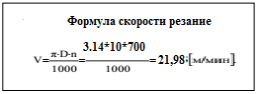
Вопрос №2 Из каких элементов состоит технологический процесс? Вопрос №3 Определить скорость резания, если обтачивается заготовка диаметром 10 мм при частоте вращения шпинделя п =700 об/мин.
|
|
-
БИЛЕТ №3
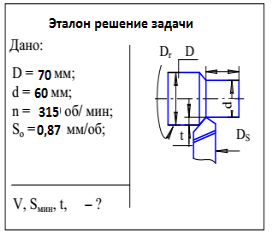
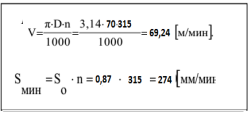
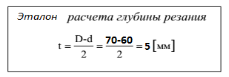
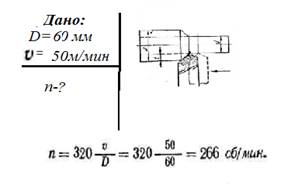
Вопрос №1 Какой инструмент применяется для контроля резьбовых поверхностей? Вопрос №2 Назовите основные части фрезерного станка? Вопрос №3 Определите скорость резания V, минутную подачу Sмин и глубину резания t при точении детали диаметром 60 мм. Диаметр заготовки 70 мм, число оборотов шпинделя 315об/мин, оборотная подача 0,87 мм/об?
|
||
|
-
БИЛЕТ №4
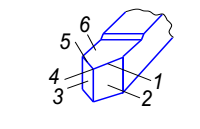
Вопрос №1 Какими инструментами нарезают резьбу? Какими инструментами нарезают резьбу? Найдите инструмент, который нарезает наружную резьбу. Расскажите об одном из способов нарезание наружней резьбы на токарном станке. Вопрос №2 Назовите
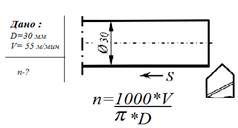
основные элементы головки резца. Вопрос №3 Для настройки станка определить частоту вращения шпинделя (детали)при обработки заготовки диаметром 30мм, со скоростью резания 55 м/мин.
|
|
-
БИЛЕТ №5
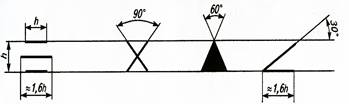
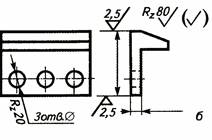
Вопрос №1 Определение шероховатости поверхности. Параметры для нормирования шероховатости поверхности. Как они обозначаются на чертеже.
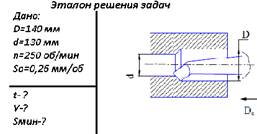
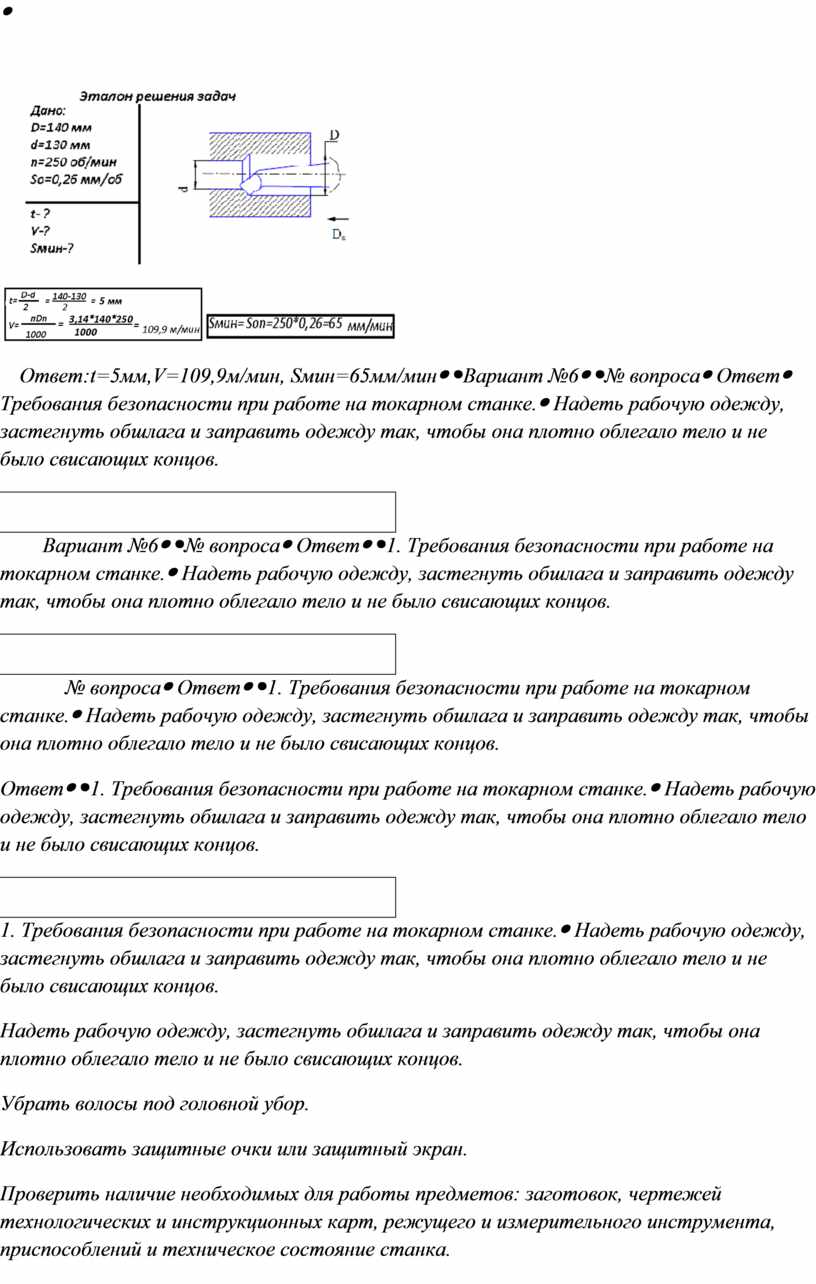
Вопрос №2 Какие типы фрез вы знаете и для каких видов работ они предназначены? Вопрос №3 Определите глубину резания, скорость резания и минутную подачу при растачивании за один проход отверстия от диаметра 130, мм до диаметра 140, мм с частотой вращения шпинделя 250 об/мин, подача резца за один оборот шпинделя 0,26 мм/об.
|
||
|
-
БИЛЕТ №6
Вопрос №1 Требования безопасности при работе на токарном станке. Вопрос №2 Какие передачи используется в токарных станках? Вопрос №3 Определить цену деления лимба поперечной подачи станка, если шаг винта P=5 мм поперечной подачи S равен 100 мм, а число делений лимба равно (указать число делений).
|
||
|
-
БИЛЕТ №7
Вопрос №1 Что называется допуском и как определить допуск? Что называется верхним и нижним отклонениями? Вопрос №2 Какие стали называют быстрорежущими? Указывать наиболее употребляемые марки быстрорежущих сталей и значения, входящих в их маркировку. Вопрос №3 Подсчитать на сколько делений нужно повернуть лимб поперечной подачи при обтачивании детали за 1 проход D=36 мм, d=34 мм Цена одного деления лимба =0,04 мм
|
||
|
-
БИЛЕТ №8
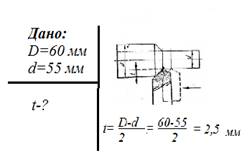
Вопрос №1 Требования безопасности во время работы на токарном станке. Вопрос №2 По каким признакам различают токарные резцы? Вопрос №3 Определить глубину резания при обтачивании, если диаметр заготовки 60 мм, а диаметр детали 55 мм. Обработка ведется за один проход резца.
|
|
-
БИЛЕТ №9
Вопрос №1 Какие приспособления применяют при закреплении заготовок непосредственно на столе фрезерного станка?
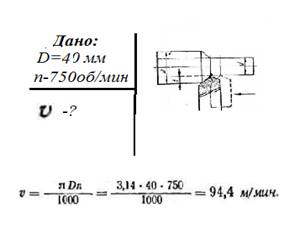
Вопрос №2 Как правильно установить резец в резцедержателе? Вопрос №3 Заготовка диаметром 40 мм делает 750 об/мин. Определить скорость резания.
|
||
|
-
БИЛЕТ №10 .
Вопрос №1 Требования безопасности после окончания работы на токарном станке. Вопрос №2 Что такое взаимозаменяемость? Какая бывает взаимозаменяемость, назовите ее примеры? Вопрос №3 Определить число оборотов заготовки диаметром 60 мм для обработки ее со скоростью резания 50 м/мин.
|
|
-
БИЛЕТ №11
Вопрос №1 Рассказать демонтаж патрона. Вопрос №2 Принципы режущего клина Вопрос №3 Назначить режим резания для обтачивания детали из стали 40 диаметром 30 мм, длиной 60 мм проходным прямым резцом с пластинкой твердого сплава Т15К6. Заготовка — круглый прокат диаметром 34 мм; способ крепления — в патроне. Чистота обработки 3 класса. Приложение №1
|
||
|
-
БИЛЕТ №12
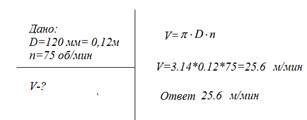
Вопрос №1 Конструкция суппорта, его предназначение. Вопрос №2 Что такое линейный размер? Классификация линейных размеров. Вопрос №3 Фреза диаметром в 120 мм (0,12м) делает 75 об/мин. Определить скорость резания.
|
|
-
БИЛЕТ №13
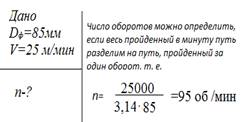
Вопрос №1 Виды, конструирование, назначение люнета. Принцип действия подвижного люнета? Вопрос №2 К каким сплавам относится данные группы: ВК6, ВК8, назовите эксплуатационные свойства, назначение. Вопрос №3 Фрезой диаметром в 85 мм надо обработать стальную деталь со скоростью резания в 25 м\мин. Определить число оборотов.
|
||
|
-
БИЛЕТ №14
Вопрос №1 Что входит в технологическую документацию? Для чего служит технологические карты? Вопрос №2 Перечислите виды брака при нарезании резьбы и меры его предупреждения. Вопрос №3 Определить скорость резания фрезы диаметр в 150 мм. Число оборотов 55 мин.
|
|
-
БИЛЕТ №15
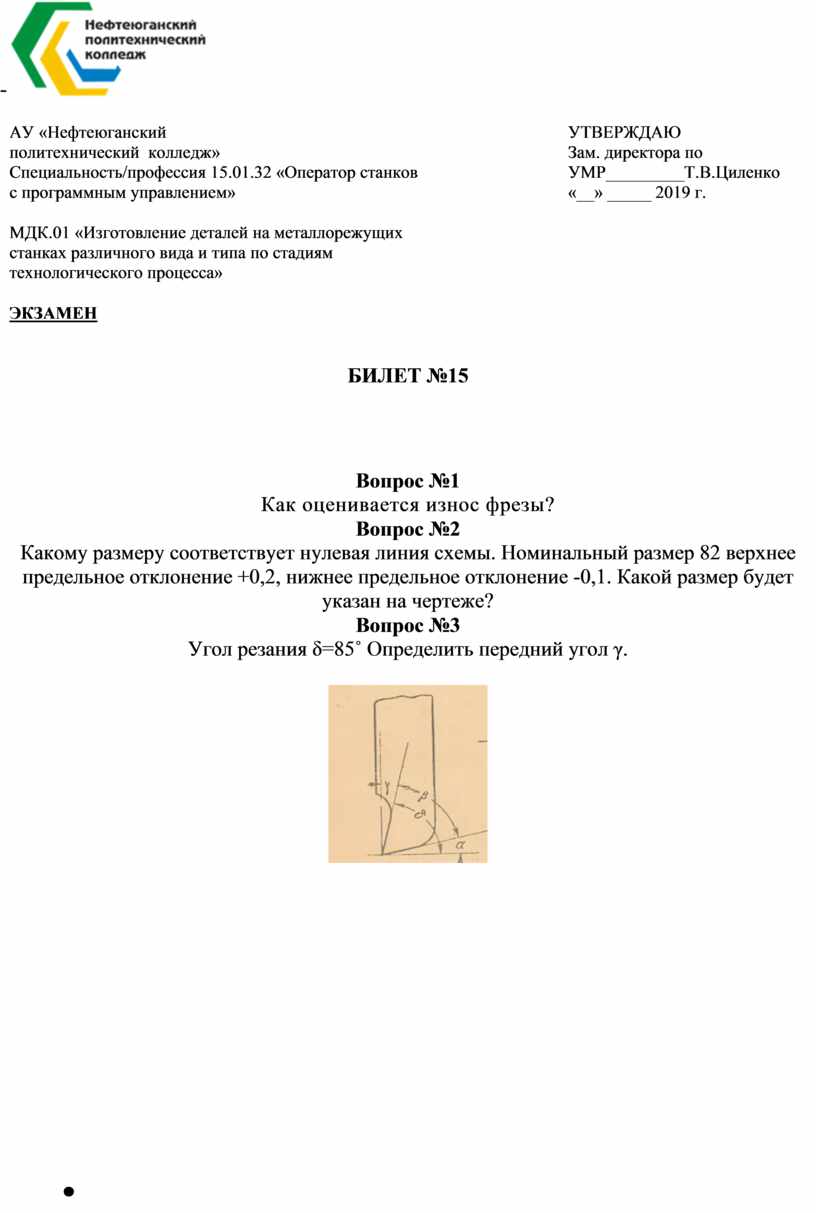
Вопрос №1 Как оценивается износ фрезы? Вопрос №2 Какому размеру соответствует нулевая линия схемы. Номинальный размер 82 верхнее предельное отклонение +0,2, нижнее предельное отклонение -0,1. Какой размер будет указан на чертеже? Вопрос №3 Угол резания δ=85˚ Определить передний угол γ.
|
||
|
-
БИЛЕТ №16
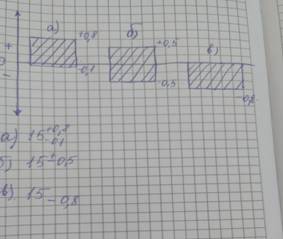
Вопрос №1 Какие вам известны способы закрепления обрабатываемые на фрезерном станке? Вопрос №2 Образование и классификация резьб. Вопрос №3 Изобразите графически поля допуска для размеров 15+0,8-0,1; 15+-0,5; 15-0,8
|
|
-
БИЛЕТ №17
Вопрос №1 Понятие о сопряжениях. Вопрос №2
Вопрос №3
|
|||
|
-
БИЛЕТ №18
Вопрос №1 Какие штангенинструменты существуют? С какой точностью, можно измерять детали штангенциркулем? Из чего состоит штангенциркуль?
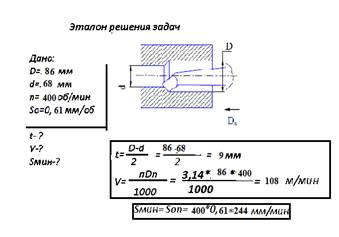
Вопрос №2 Что такое квалитет? В каких нормативных документах предусмотрено несколько рядов точности? Вопрос №3 Определите глубину резания t, скорость резания V и минутную подачу Sмин при растачивании за один проход отверстия от диаметра d=68 мм до диаметра D=86 мм с частотой вращения шпинделя n= 400 об/мин, подача резца за один оборот шпинделя Sо= 0,61 мм/об.
|
|
-
БИЛЕТ №19
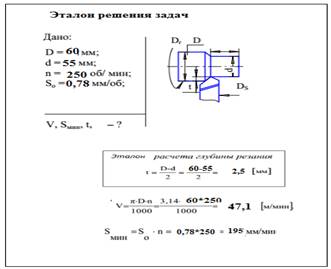
Вопрос №1 Что такое вал и что такое отверстие? Вопрос №2 Встречное и попутное фрезерование. Вопрос №3 Определите скорость резания V, минутную подачу Sмин и глубину резания t при точении детали диаметром d=55 мм . Диаметр заготовки D=60 мм, число оборотов шпинделя n=250 об/мин, оборотная подача S=0,78 мм/об
|
||
|
-
БИЛЕТ №20
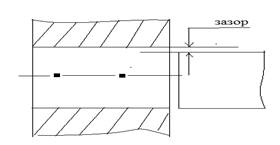
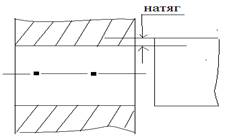
Вопрос №1 Обязанности фрезеровщика перед началом работы. Вопрос №2 Что такое натяг и зазор? Начертите схемы зазора и натяга. Вопрос №3 Что обозначает запись 40 Н8/е8 на чертеже сборочной единицы?
|
|
-
БИЛЕТ №21
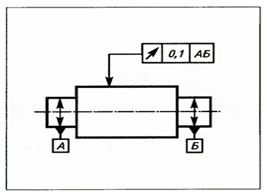
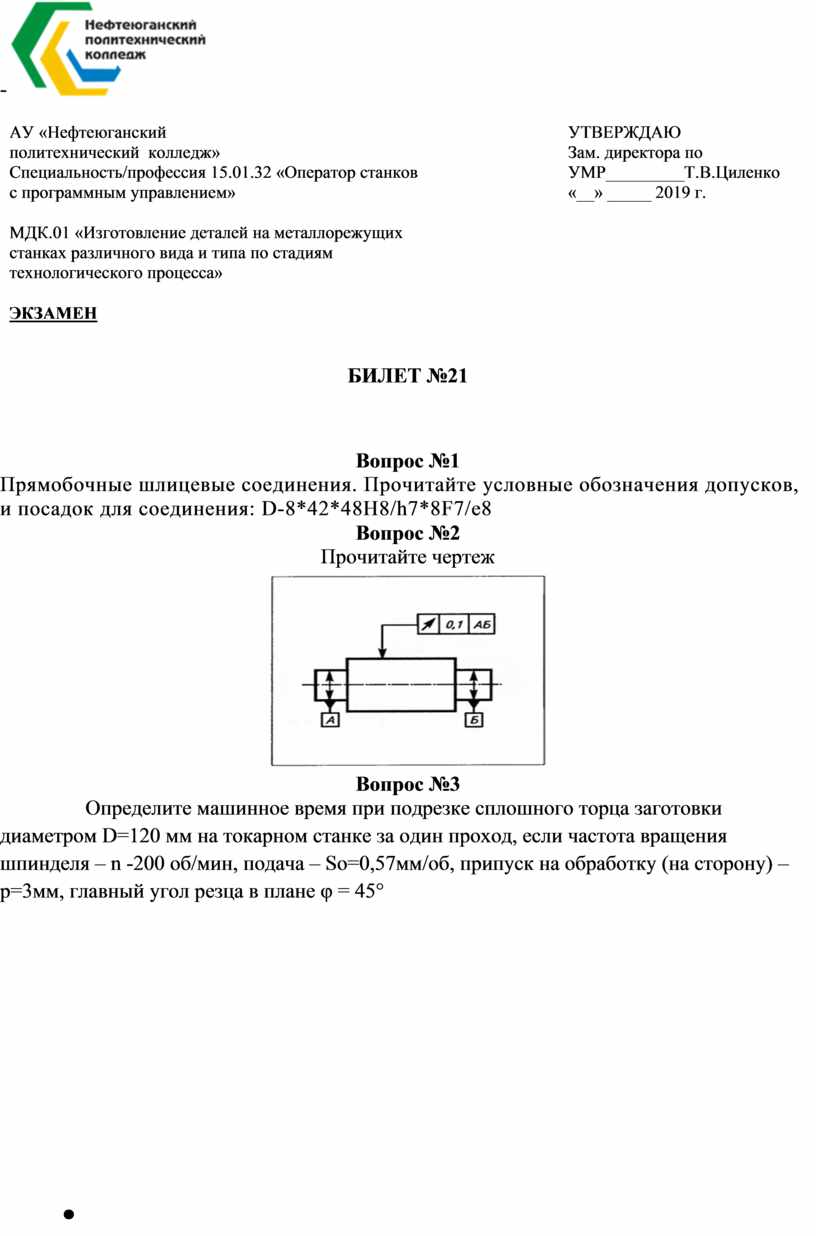
Вопрос №1 Прямобочные шлицевые соединения. Прочитайте условные обозначения допусков, и посадок для соединения: D-8*42*48H8/h7*8F7/e8 Вопрос №2 Прочитайте чертеж
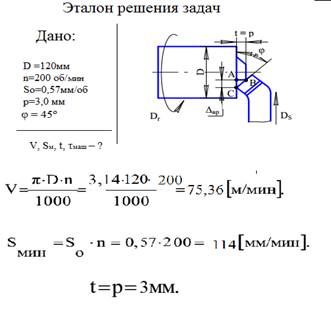
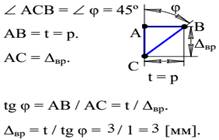
Вопрос №3 Определите машинное время при подрезке сплошного торца заготовки диаметром D=120 мм на токарном станке за один проход, если частота вращения шпинделя – n -200 об/мин, подача – Sо=0,57мм/об, припуск на обработку (на сторону) – p=3мм, главный угол резца в плане φ = 45°
|
||
|
-
БИЛЕТ №22
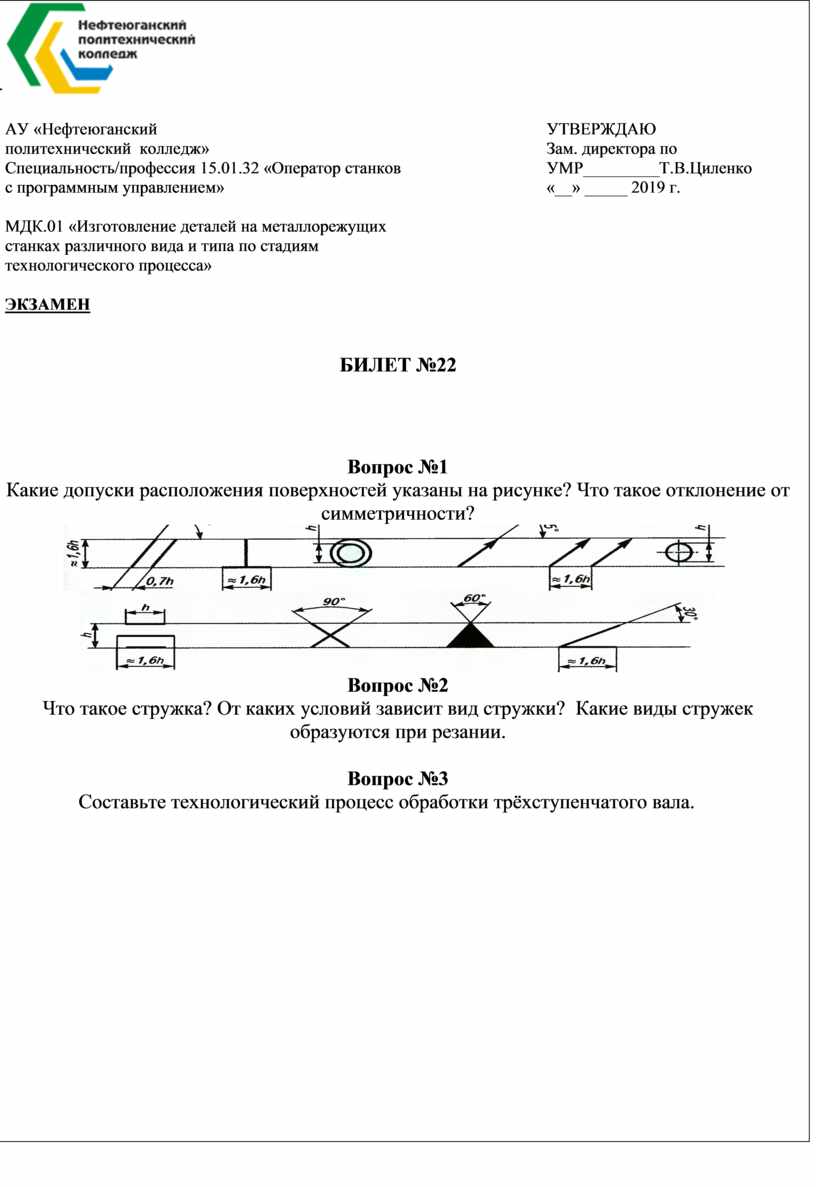
Вопрос №1 Какие допуски расположения поверхностей указаны на рисунке? Что такое отклонение от симметричности?
Вопрос №2 Что такое стружка? От каких условий зависит вид стружки? Какие виды стружек образуются при резании.
Вопрос №3 Составьте технологический процесс обработки трёхступенчатого вала.
|
|
-
БИЛЕТ №23
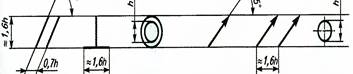
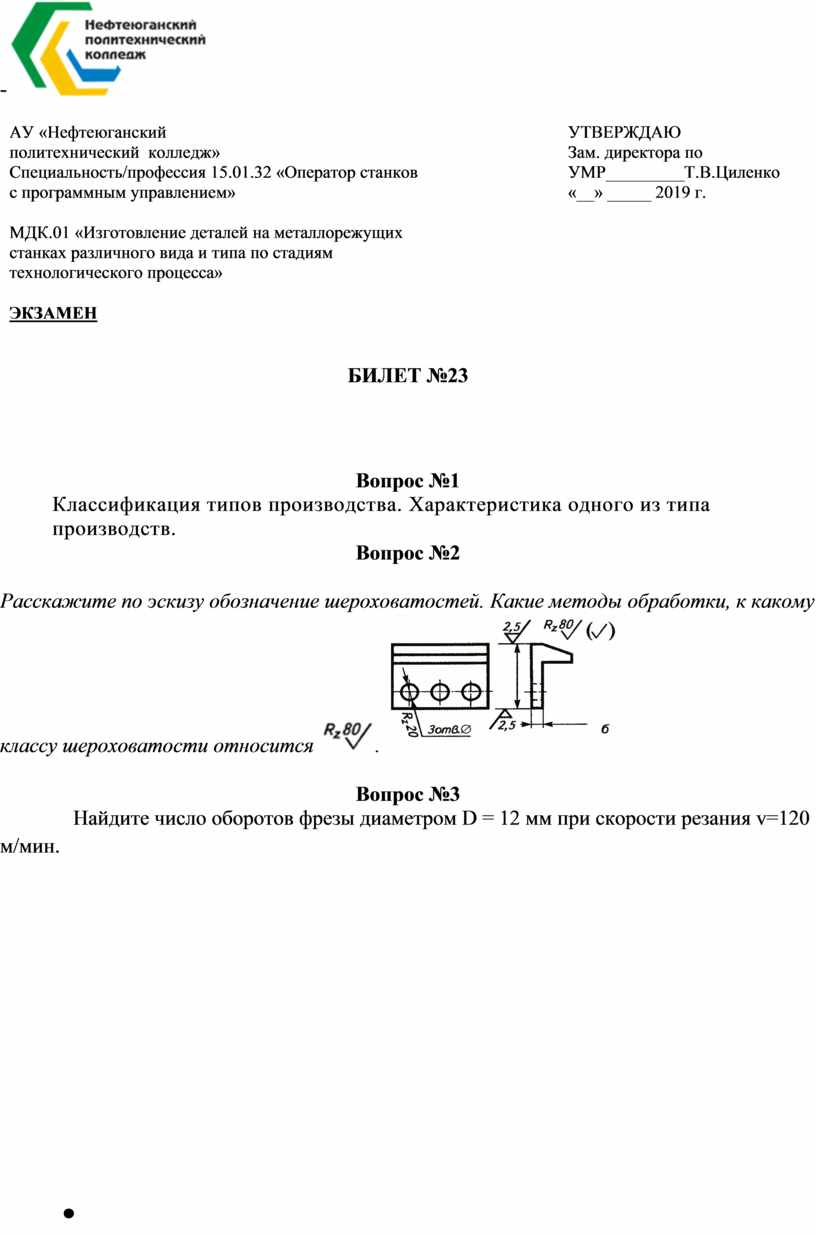
Вопрос №1 Классификация типов производства. Характеристика одного из типа производств. Вопрос №2 Расскажите по эскизу обозначение шероховатостей. Какие методы
обработки, к какому классу шероховатости относится Вопрос №3 Найдите число оборотов фрезы диаметром D = 12 мм при скорости резания v=120 м/мин.
|
||
|
-
БИЛЕТ №24
Вопрос №1 Какие виды резьб используются в машиностроении? Прочитайте М18х2,0 7Н/6g Вопрос №2 Какой применяется материал резцов для обработки металлов? Вопрос №3 В процессе фрезерования плоскостей расчетная скорость резания V= 180 м/мин, при этом число оборотов шпинделя n не должно превышать 400 об/мин. Какой максимальный диаметр D может иметь фреза, чтобы не были превышены указанные значения параметров.
|
|
-
БИЛЕТ №25
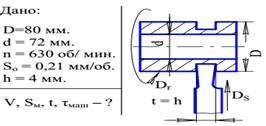
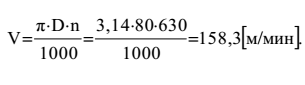
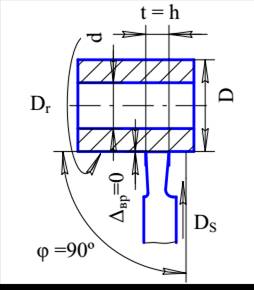
Вопрос №1 От чего зависит выбор типа и размера дисковых фрез. Вопрос №2 Какие поверхности относятся к фасонным? Расскажите об одном из способов. Вопрос №3 Определите скорость резания V, минут ную подачу Sмин, глубину резания t и машинное время τм при отрезании кольца от заготовки, имеющей форму трубы. Наружный диаметр заготовки – 80 мм, внутренний диаметр – 72 мм, число оборотов шпинделя токарного станка – 630 об/мин, оборотная подача – 0,21 мм/об, ширина отрезного резца – 4 мм.
|
Приложение 2
Эталоны ответов.
|
Вариант №1 |
|
|
№ вопроса |
Ответ |
|
1. Назовите основные узлы токарных станков, их назначение. |
Основание — узел, используемый для установки станины, одновременно является стружкосборником и резервуаром охлаждающей жидкости. В левой части основания располагается главный электродвигатель. Станина — базовый узел станка, на котором монтируются все узлы станка. С помощью станины достигается их определенное взаимное расположение. Станина изготовляется из высокопрочного модифицированного чугуна и имеет коробчатую форму с поперечными ребрами жесткости. По передним призматическим и задним плоским направляющим станины перемещается каретка суппорта, а по передним плоским и задним призматическим перемещается задняя бабка. Передняя (шпиндельная) бабка представляет собой литой чугунный корпус, внутри которого размещаются валы и зубчатые колеса механизма переключения частот вращения шпинделя. Коробка скоростей — механизм, находящийся в передней бабке, используется для передачи движения шпинделю и изменения скоростей его вращения. Наиболее важной деталью коробки скоростей является шпиндель. Шпиндель представляет собой массивный пустотелый вал, изготовленный из легированной стали. На переднем конце шпинделя выполнен посадочный конус, по которому базируются патроны, используемые для закрепления заготовок. Шпиндель имеет расточенное отверстие конус Морзе № 6 В конической расточке устанавливается передний центр или оправка. Шпиндель установлен на двух опорах качения. Одним из механизмов коробки скоростей является фрикционная муфта. С ее помощью изменяется направление вращения шпинделя. Коробка подач закреплена на станине ниже передней бабки; внутри коробки находится механизм передачи вращения от гитары к ходовому валу и ходовому винту. Суппорт состоит из каретки которая движется по направляющим станины; фартука; поперечных салазок, которые движутся по направляющим каретки; поворотной плиты; верхних салазок, на которых закреплен резцедержатель. Фартук прикреплен к передней части каретки суппорта, он представляет собой коробку, внутри которой находится механизм для преобразования вращательного движения ходового вала и ходового винта в прямолинейное поступательное движение суппорта. Ходовой винт имеет трапецеидальную резьбу с шагом 12 мм. Движение к ходовому винту передается с помощью двух полу гаек, которые могут смыкаться под воздействием рукоятки передавая вращение на ходовой винт, и разъединяться. При сомкнутом положении гаек производится нарезание резьбы. Резцедержатель крепится на верхней части суппорта и используется для закрепления резцов, он фиксируется в четырех положениях с помощью подпружиненного шарика, заскакивающего в гнезда основания. Задняя бабка используется для установки центров, поджимающих деталь при обработке, если длина заготовки в 2 — 3 раза превышает диаметр, и для установки инструмента с хвостовиками, например, сверл, зенкеров, разверток. Задняя бабка перемещается в продольном направлении по направляющим станины и может иметь поперечное перемещение ±15 мм.
|
|
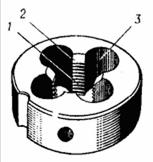
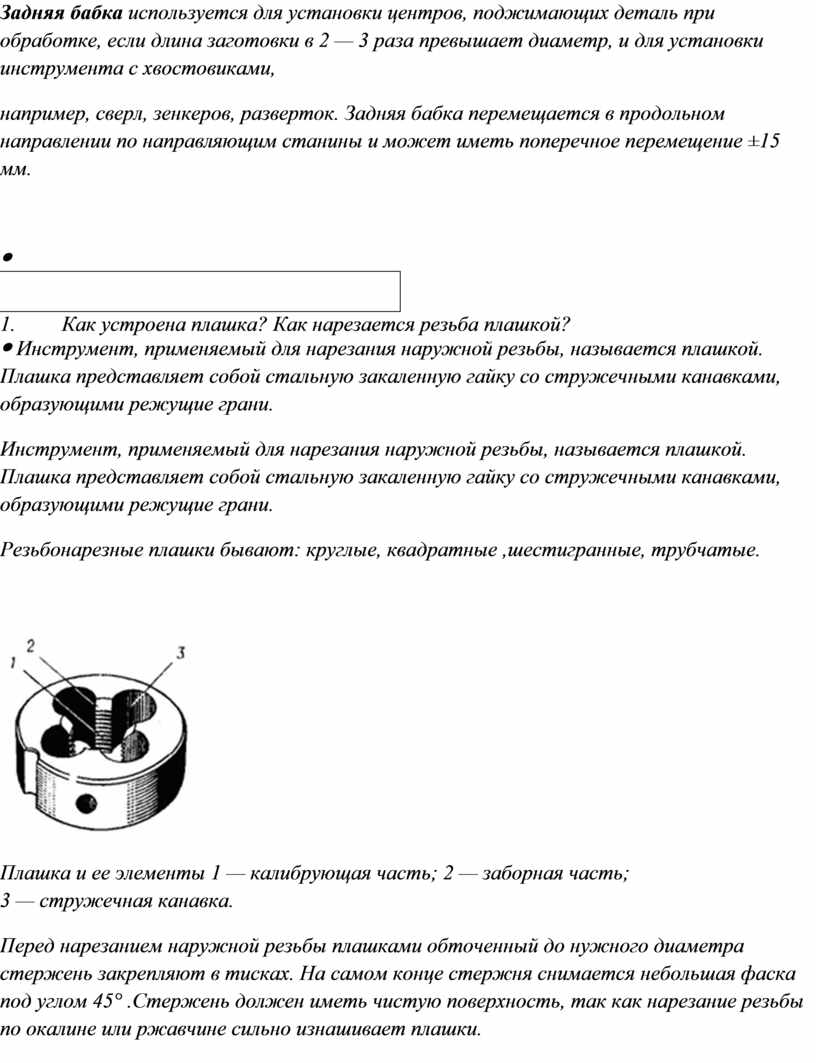
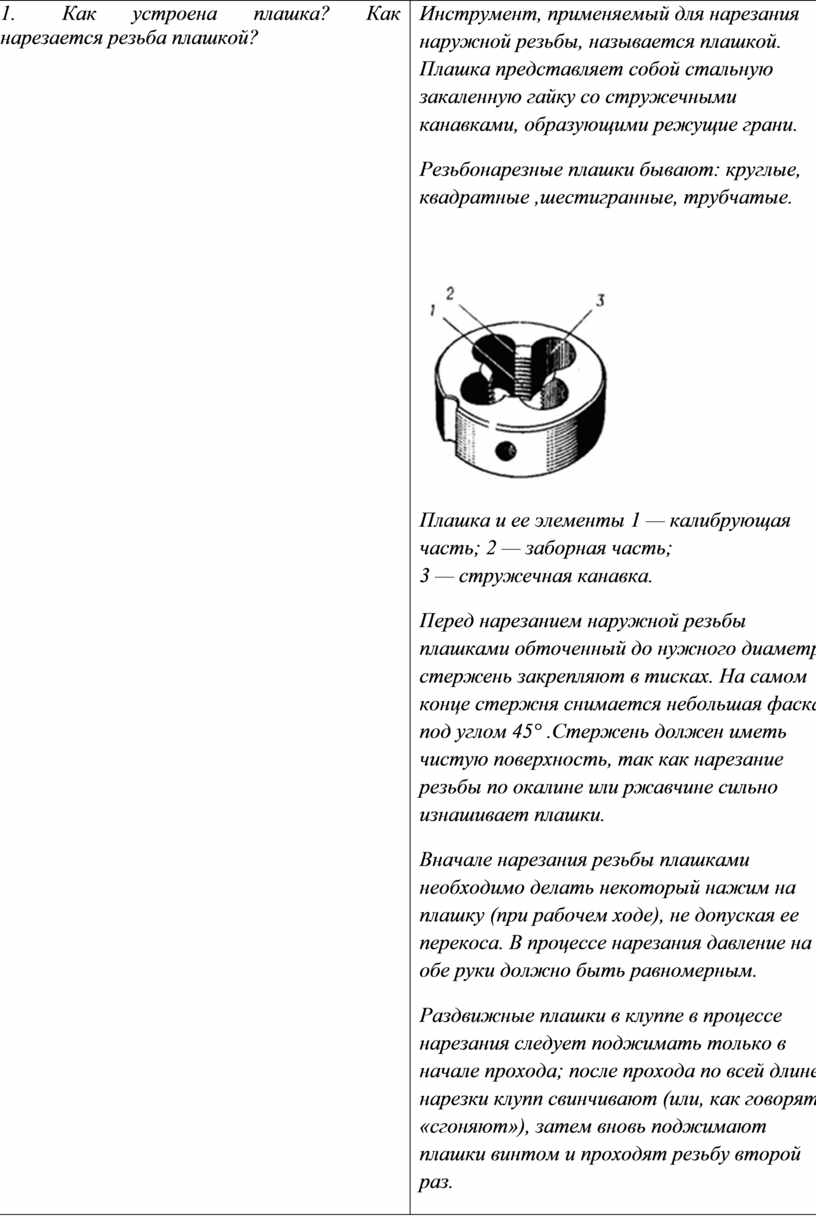
2. Как устроена плашка? Как нарезается резьба плашкой?
|
Инструмент, применяемый для нарезания наружной резьбы, называется плашкой. Плашка представляет собой стальную закаленную гайку со стружечными канавками, образующими режущие грани. Резьбонарезные плашки бывают: круглые, квадратные ,шестигранные, трубчатые.
Плашка и ее элементы 1 — калибрующая
часть; 2 — заборная часть; Перед нарезанием наружной резьбы плашками обточенный до нужного диаметра стержень закрепляют в тисках. На самом конце стержня снимается небольшая фаска под углом 45° .Стержень должен иметь чистую поверхность, так как нарезание резьбы по окалине или ржавчине сильно изнашивает плашки. Вначале нарезания резьбы плашками необходимо делать некоторый нажим на плашку (при рабочем ходе), не допуская ее перекоса. В процессе нарезания давление на обе руки должно быть равномерным. Раздвижные плашки в клуппе в процессе нарезания следует поджимать только в начале прохода; после прохода по всей длине нарезки клупп свинчивают (или, как говорят, «сгоняют»), затем вновь поджимают плашки винтом и проходят резьбу второй раз. При необходимости получить точную чистую резьбу нарезку производят двумя плашками — черновой и чистовой.
|
|
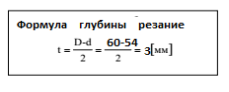
3. Определить глубину резания при обтачивании заготовки, если диаметр обрабатываемой поверхности 60 мм, диаметр обработанной поверхности 54 мм.
|
Ответ: t= 3 [мм] |
|
Вариант №2 |
|
||||
|
№ вопроса |
Ответ |
|
|||
|
1.
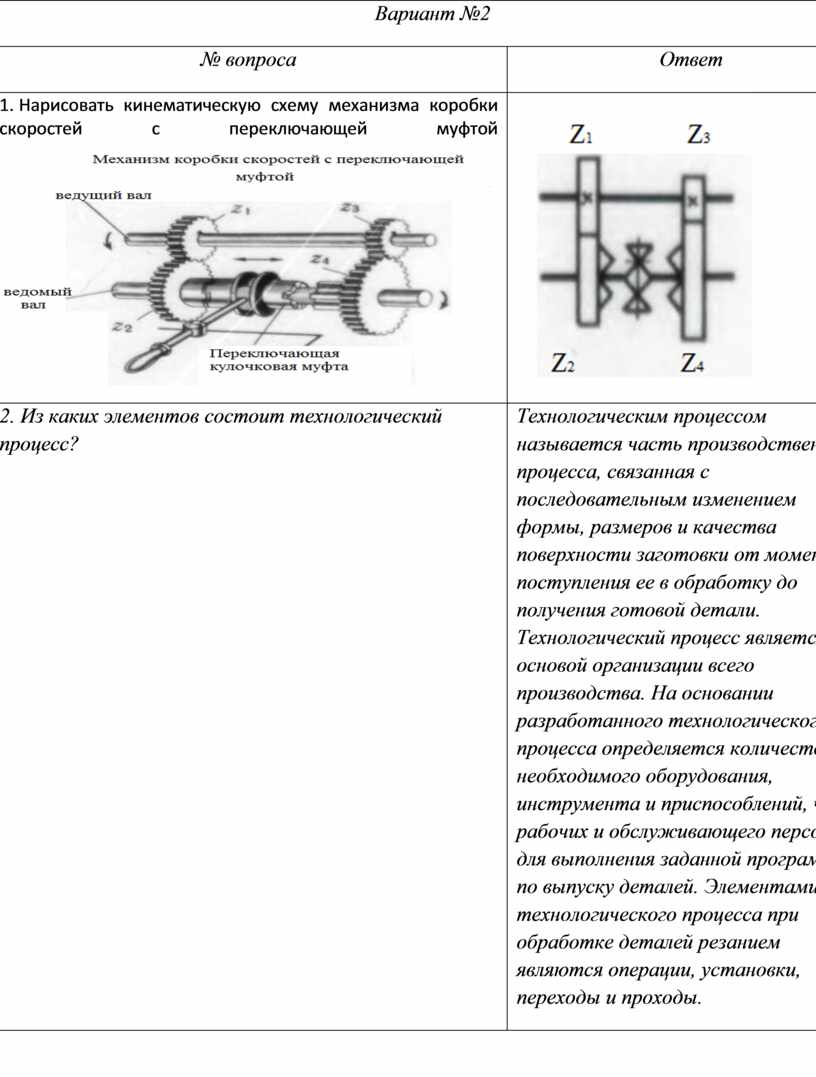
Нарисовать кинематическую схему механизма коробки скоростей с
переключающей муфтой |
|
|
|||
|
2. Из каких элементов состоит технологический процесс? |
Технологическим процессом называется часть производственного процесса, связанная с последовательным изменением формы, размеров и качества поверхности заготовки от момента поступления ее в обработку до получения готовой детали. Технологический процесс является основой организации всего производства. На основании разработанного технологического процесса определяется количество необходимого оборудования, инструмента и приспособлений, число рабочих и обслуживающего персонала для выполнения заданной программы по выпуску деталей. Элементами технологического процесса при обработке деталей резанием являются операции, установки, переходы и проходы. |
|
|||
|
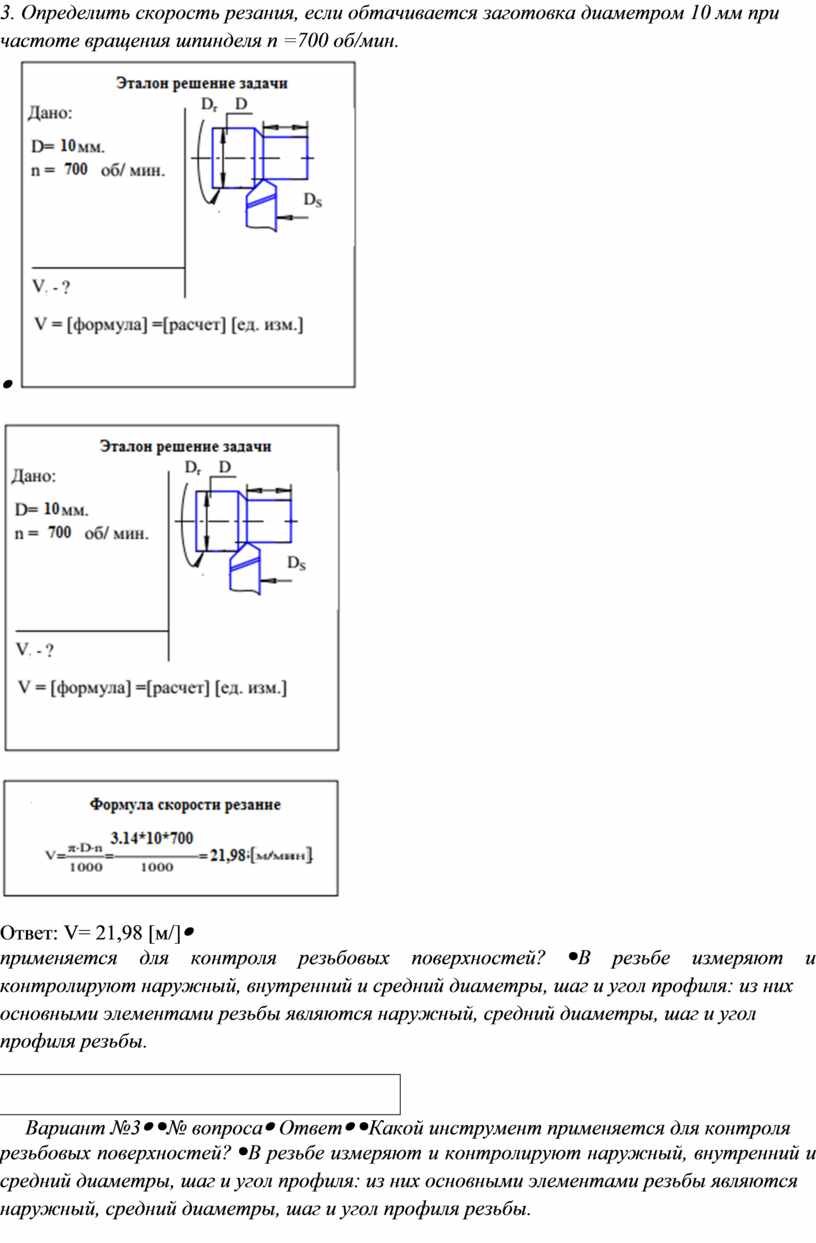
3. Определить скорость резания, если обтачивается заготовка диаметром 10 мм при частоте вращения шпинделя п =700 об/мин.
|
Ответ: V= 21,98 [м/] |
|
|||
|
Вариант №3 |
|
||||
|
№ вопроса |
Ответ |
|
|||
|
1. Какой инструмент применяется для контроля резьбовых поверхностей? |
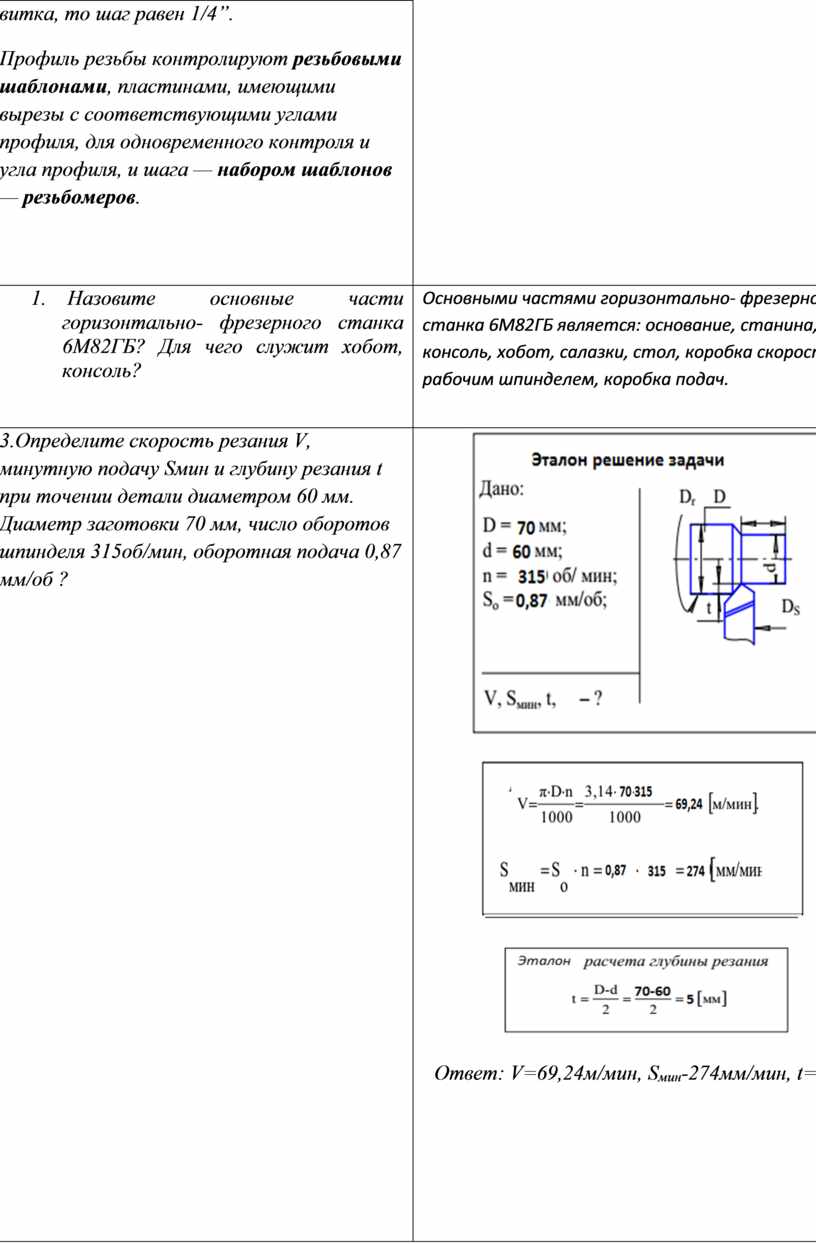
В резьбе измеряют и контролируют наружный, внутренний и средний диаметры, шаг и угол профиля: из них основными элементами резьбы являются наружный, средний диаметры, шаг и угол профиля резьбы. Резьбовые поверхности контролируют предельными калибрами: наружную резьбу резьбовыми кольцами, а внутреннюю — резьбовыми пробками. Средний диаметр резьбы контролируют резьбовым микрометром. Для измерения шага резьбы применяют измерительную линейку. Линейкой измеряют длину определенного количества витков, например 10, разделив полученную длину на замеренное количество витков, находят размер одного шага. При измерении дюймовой резьбы определяют число витков, которые приходится на длину одного дюйма (приближенно равно 25,4мм), если на длине 1”насчитывается 4 витка, то шаг равен 1/4”. Профиль резьбы контролируют
резьбовыми шаблонами, пластинами, имеющими вырезы с соответствующими
углами профиля, для одновременного контроля и угла профиля, и шага — набором
шаблонов — резьбомеров. |
|
|||
|
|
Основными частями горизонтально- фрезерного станка 6М82ГБ является: основание, станина, консоль, хобот, салазки, стол, коробка скоростей с рабочим шпинделем, коробка подач. |
|
|||
|
3.Определите скорость резания V, минутную подачу Sмин и глубину резания t при точении детали диаметром 60 мм. Диаметр заготовки 70 мм, число оборотов шпинделя 315об/мин, оборотная подача 0,87 мм/об ? |
Ответ: V=69,24м/мин, Sмин-274мм/мин, t=5мм
|
|
|||
|
Вариант №4 |
|
||||
|
№ вопроса |
Ответ |
|
|||
|
1. Какими инструментами нарезают резьбу на токарных станках. Нарезание резьбы на токарном станке. |
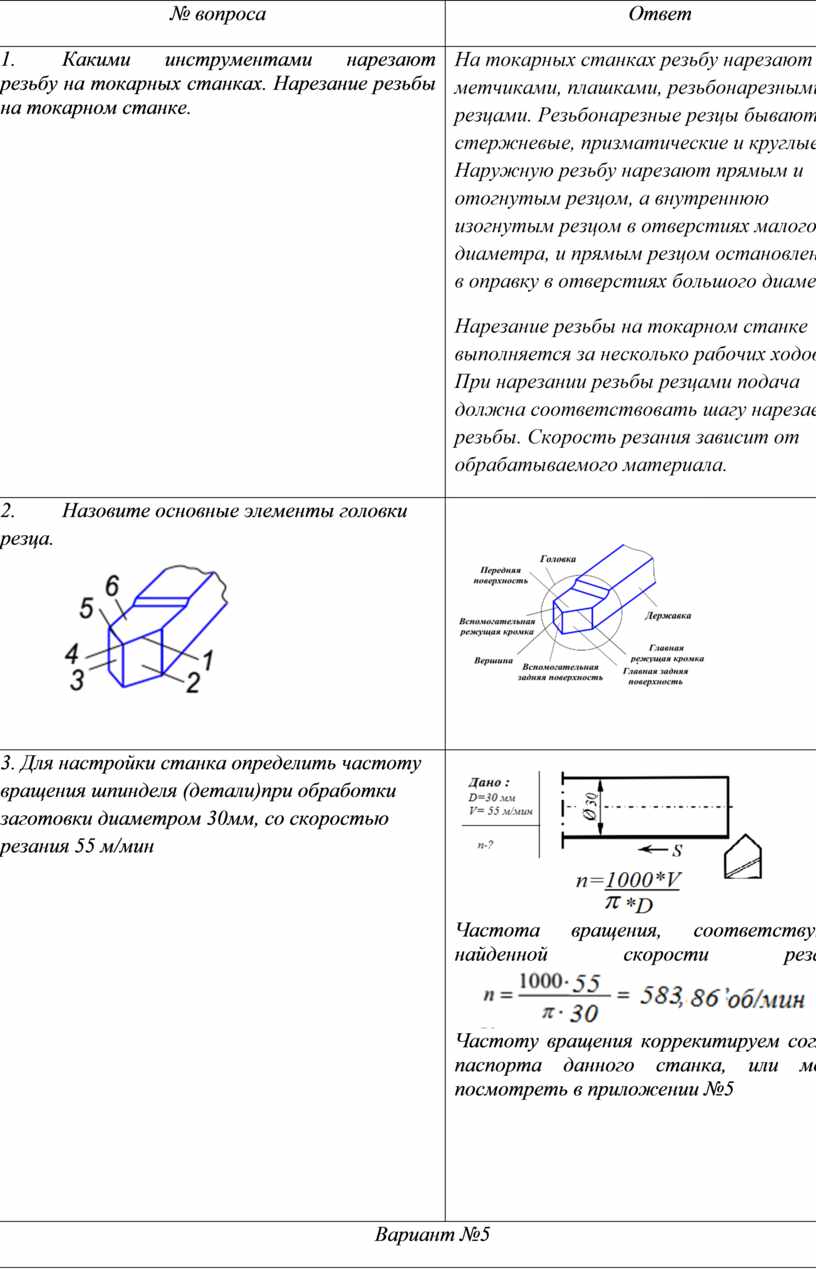
На токарных станках резьбу нарезают метчиками, плашками, резьбонарезными резцами. Резьбонарезные резцы бывают, стержневые, призматические и круглые. Наружную резьбу нарезают прямым и отогнутым резцом, а внутреннюю изогнутым резцом в отверстиях малого диаметра, и прямым резцом остановленным в оправку в отверстиях большого диаметра. Нарезание резьбы на токарном станке выполняется за несколько рабочих ходов. При нарезании резьбы резцами подача должна соответствовать шагу нарезаемой резьбы. Скорость резания зависит от обрабатываемого материала. |
|
|||
|
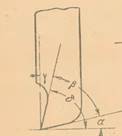
2. Назовите основные элементы головки резца.
|
|
|
|||
|
3. Для настройки станка определить частоту вращения шпинделя (детали)при обработки заготовки диаметром 30мм, со скоростью резания 55 м/мин
|
Частота вращения, соответствующая найденной скорости резания:, Частоту вращения коррекитируем согласно паспорта данного станка, или можем посмотреть в приложении №5
|
|
|||
|
Вариант №5 |
|
|||||
|
№ вопроса |
Ответ |
|
||||
|
1. Определение шероховатости поверхности. Параметры для нормирования шероховатости поверхности. Как они обозначаются на чертеже.
|
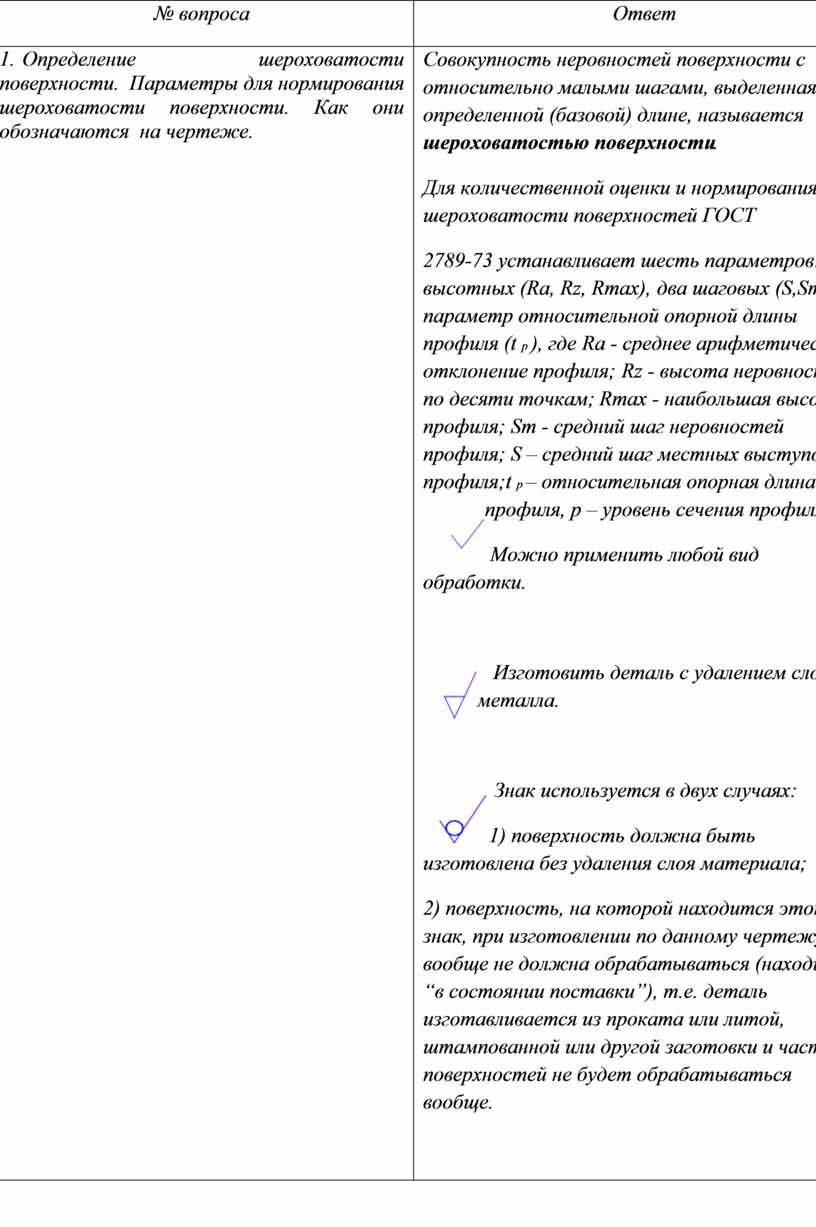
Совокупность неровностей поверхности с относительно малыми шагами, выделенная на определенной (базовой) длине, называется шероховатостью поверхности. Для количественной оценки и нормирования шероховатости поверхностей ГОСТ
Можно применить любой вид обработки.
1) поверхность должна быть изготовлена без удаления слоя материала; 2) поверхность, на которой находится этот знак, при изготовлении по данному чертежу вообще не должна обрабатываться (находится “в состоянии поставки”), т.е. деталь изготавливается из проката или литой, штампованной или другой заготовки и часть поверхностей не будет обрабатываться вообще.
|
|
||||
|
2. Какие типы фрез вы знаете и для каких видов работ они предназначены? |
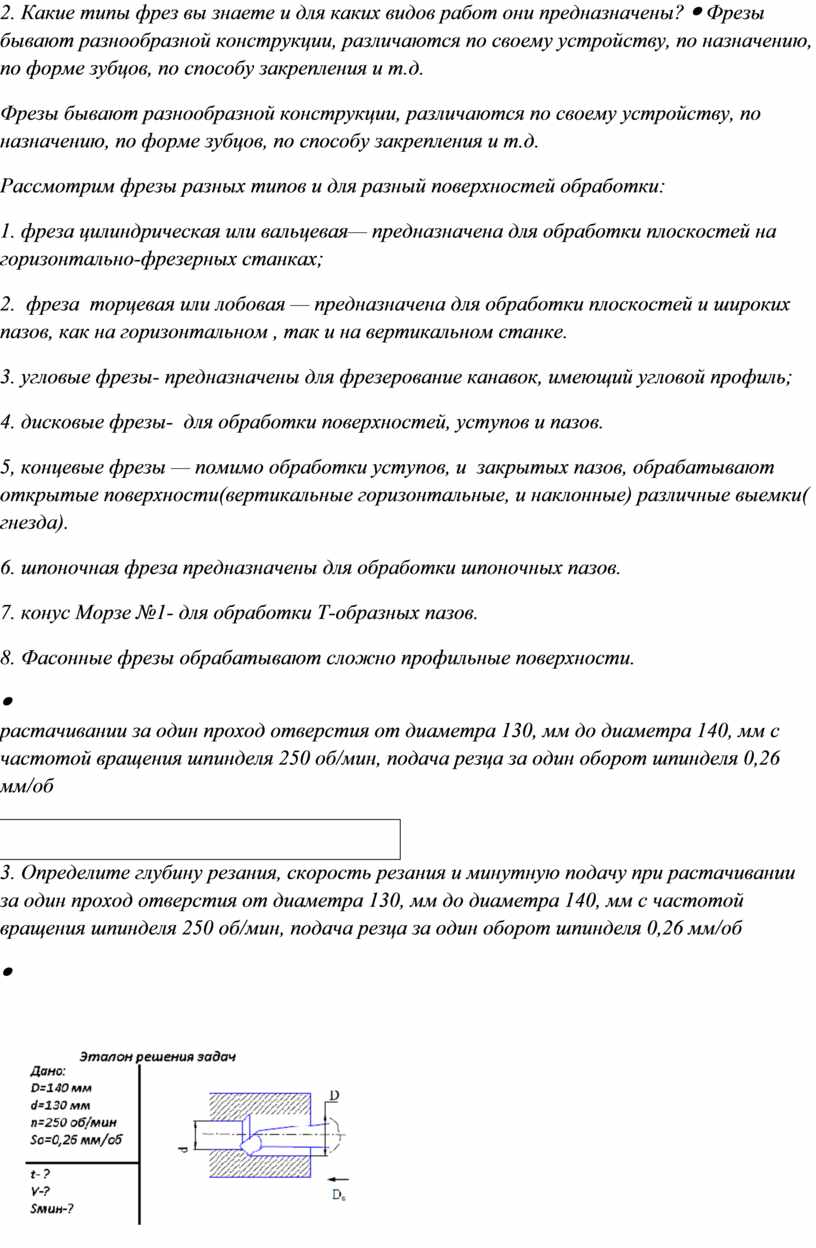
Фрезы бывают разнообразной конструкции, различаются по своему устройству, по назначению, по форме зубцов, по способу закрепления и т.д. Рассмотрим фрезы разных типов и для разный поверхностей обработки: 1. фреза цилиндрическая или вальцевая— предназначена для обработки плоскостей на горизонтально-фрезерных станках; 2. фреза торцевая или лобовая — предназначена для обработки плоскостей и широких пазов, как на горизонтальном , так и на вертикальном станке. 3. угловые фрезы- предназначены для фрезерование канавок, имеющий угловой профиль; 4. дисковые фрезы- для обработки поверхностей, уступов и пазов. 5, концевые фрезы — помимо обработки уступов, и закрытых пазов, обрабатывают открытые поверхности(вертикальные горизонтальные, и наклонные) различные выемки( гнезда). 6. шпоночная фреза предназначены для обработки шпоночных пазов. 7. конус Морзе №1- для обработки Т-образных пазов. 8. Фасонные фрезы обрабатывают сложно профильные поверхности.
|
|
||||
|
3. Определите глубину резания, скорость резания и минутную подачу при растачивании за один проход отверстия от диаметра 130, мм до диаметра 140, мм с частотой вращения шпинделя 250 об/мин, подача резца за один оборот шпинделя 0,26 мм/об
|
Ответ:t=5мм,V=109,9м/мин, Sмин=65мм/мин |
|
||||
|
Вариант №6 |
|||||
|
№ вопроса |
Ответ |
||||
|
1. Требования безопасности при работе на токарном станке. |
Надеть рабочую одежду, застегнуть обшлага и заправить одежду так, чтобы она плотно облегало тело и не было свисающих концов. Убрать волосы под головной убор. Использовать защитные очки или защитный экран. Проверить наличие необходимых для работы предметов: заготовок, чертежей технологических и инструкционных карт, режущего и измерительного инструмента, приспособлений и техническое состояние станка. Убрать все лишние предметы со станка, тумбочки и привести в порядок рабочее место. Соблюдать порядок и чистоту на рабочем месте. Не снимать предохранительных ограждений. Помещать изготовленные детали, инструменты на соответствующие места. Применять предохранительный кожух на поводковые и трехкулачковые патроны. При обработке заготовок массой более 16 кг запрещается одному поднимать их и устанавливать, для этого следует использовать подъемные устройства. Надежно закреплять обрабатываемую заготовку и режущий инструмент. Обязательно выключать электродвигатель при смене режущего инструмента, установке, и снятии обрабатываемой заготовке, уборке, чистке и смазке станка. Не оставлять станок без присмотра. Не удалять со станка стружку руками. Не класть на направляющие станины заготовки, детали и инструмент. Не удерживать руками вращающий патрон. Готовые детали складывать в предназначенную для них тару. При закреплении заготовок нельзя допускать выхода кулачков из корпуса патрона. При необходимости использовать обратные кулачки или заменить патрона другой требуемого размера. Во время работы не облокачиваться на станок и не прижиматься к нему. Применять правильные приемы работы: подводить резец, сверло и другие инструменты к вращающейся заготовке, выключать механизм вращения шпинделя только после отвода инструмента от заготовки. На рабочем месте не загромождать проходы, следить за тем что бы пол вокруг станка не заливался смазочно-охлаждающей жидкостью и маслом. При неисправности электрической системы станка работу прекратить и сообщить о случившемся мастеру или механику.
|
||||
|
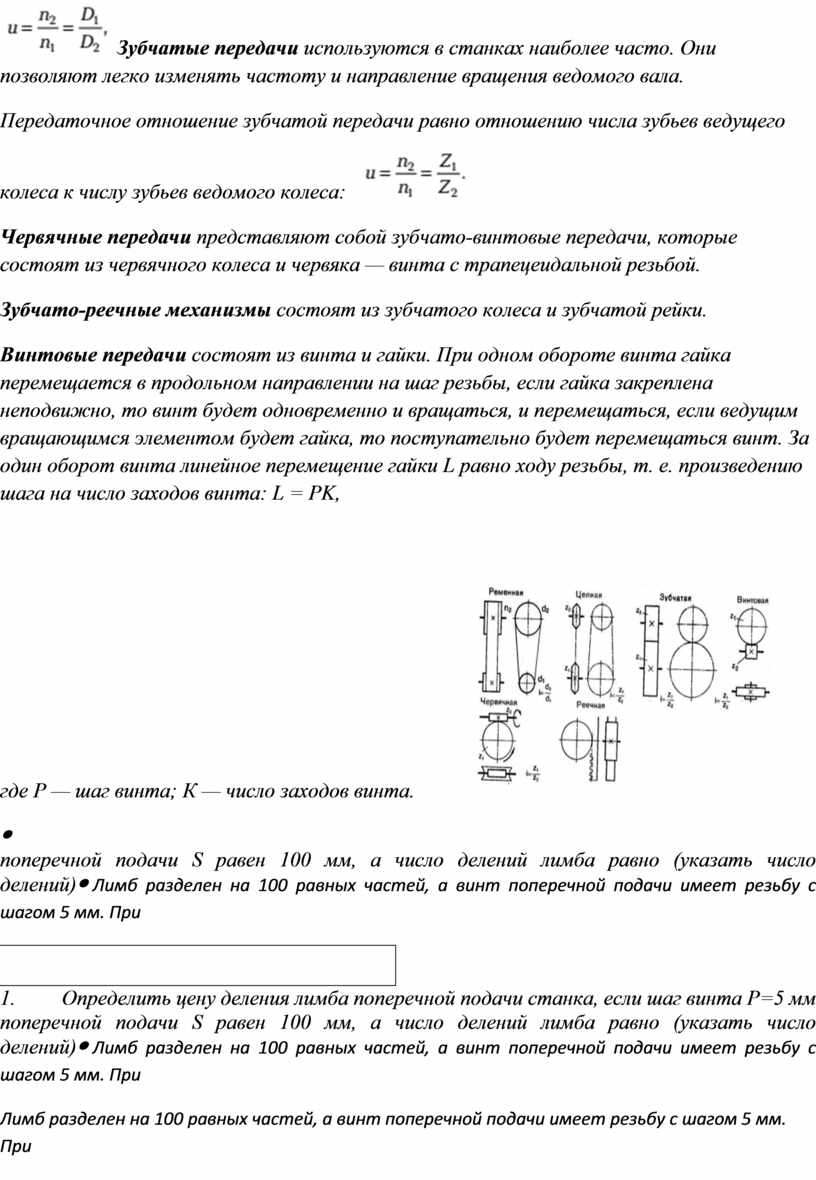
2. Какие передачи используется в токарных станках? |
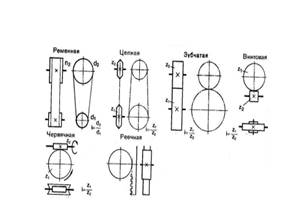
Ременные передачи состоят из ведущего и ведомого шкивов и соединяющего их ремня. Они могут быть плоскими и клиноременными. Ременные передачи позволяют соединять валы, расположенные на значительном расстоянии друг от друга. Передаточное отношение ременной передачи равно отношению диаметра ведущего шкива к диаметру ведомого шкива:
Передаточное отношение зубчатой передачи
равно отношению числа зубьев ведущего колеса к числу зубьев ведомого колеса:
Червячные передачи представляют собой зубчато-винтовые передачи, которые состоят из червячного колеса и червяка — винта с трапецеидальной резьбой. Зубчато-реечные механизмы состоят из зубчатого колеса и зубчатой рейки. Винтовые передачи состоят из винта и гайки. При одном обороте винта гайка перемещается в продольном направлении на шаг резьбы, если гайка закреплена неподвижно, то винт будет одновременно и вращаться, и перемещаться, если ведущим вращающимся элементом будет гайка, то поступательно будет перемещаться винт. За один оборот винта линейное перемещение гайки L равно ходу резьбы, т. е. произведению шага на число заходов винта: L = РK, где Р — шаг винта; К — число заходов
винта.
|
||||
|
3. Определить цену деления лимба поперечной подачи станка, если шаг винта P=5 мм поперечной подачи S равен 100 мм, а число делений лимба равно (указать число делений) |
Лимб разделен на 100 равных частей, а винт поперечной подачи имеет резьбу с шагом 5 мм. При одном полном обороте рукоятки винта, т. е. на 100 делений лимба, резец переместится в поперечном направлении на 5 мм. Если же повернуть рукоятку на одно деление, то перемещение резца составит 5 :100 = 0,05 мм. |
||||
|
Вариант №7 |
|||||
|
№ вопроса |
Ответ |
||||
|
1. Что называется допуском и как определить допуск? Что называется верхним и нижним отклонениями? |
Разность между наибольшим и наименьшим предельными размерами называется допуском (TD и Td). Верхнее отклонение ES и es – алгебраическая разность между наибольшим и номинальным размерами: для отверстия – ES = Dmax – D; для вала – es = dmax – d. Нижнее отклонение EI и ei– алгебраическая разность между наименьшим и номинальным размерами: для отверстия – EI = Dmin – D; для вала – ei = dmin – d. Пример. Допустим номинальный размер заготовки 102,21 мм. Округляем до размера 102. Но в зависимости от назначения, размер 102 может отклоняться от номинального в следующих пределах: наибольший размер 102,2; наименьший размер 101,7. Данные размеры являются предельными. По определению Верхнее отклонение 102,2-102=0,2; Нижнее отклонение 101,7-102=-0,3 Допуск равен Es-D=0,2-(-0,3) = 0,5 мм
|
||||
|
3. Какие стали называют быстрорежущими? Указывать наиболее употребляемые марки быстрорежущих сталей и значения, входящих в их маркировку. |
Быстрорежущими сталями называют железоуглеродистые сплавы, улучшенные вольфрамом до 18%, хромом до 4,5% и некоторыми другими элементами. Наиболее употребляемая марка стали используется Р18 , Р6М5 |
||||
|
3. Подсчитать на сколько делений нужно повернуть лимб поперечной подачи при обтачивании детали за 1 проход D=36 мм, d=34 мм Цена одного деления лимба =0,04 мм |
Число делений, на которое потребуется повернуть лимб, будет равно (36—34): 0,04=50 |
||||
|
Вариант №8 |
|||||
|
№ вопроса |
Ответ |
||||
|
1. Требования безопасности во время работы на токарном станке. |
1. Надежно закрепить инструменты, приспособления и заготовки. 2. Не пользоваться неисправными или значительно изношенными приспособлениями и ключами 3. При установке на станке тяжестей весом более 16 кг применять подъемные устройства или прибегать к помощи подсобного рабочего. 4. На ходу станка не производить установку и снятие заготовок и инструментов, измерение детали, регулировку, чистку и смазку станка. 5. Стружку удалять со станка только специальным крючком, щеткой или скребком. 6. Не облокачиваться на станок и не прижиматься к нему во время работы. 7. При образовании фонтанирующей стружки работать в очках или пользоваться защитным экраном. 8. Соблюдать порядок на рабочем месте: правильно укладывать заготовки и детали, не загромождать проходы, своевременно убирать стружку, следить, чтобы пол не заливался охлаждающей жидкостью и маслом, под ногами иметь сухую деревянную решетку. 9. Не открывать дверцы и крышки электрошкафов, не производить какую-либо регулировку электроаппаратуры. 10. При появлении искр на деталях станка или ощущении тока при соприкосновении с ними работу прекратить и принять меры по исправлению электропроводки электриком. 11. В ночное время светильник местного освещения должен быть отрегулирован так что бы свет не слепил глаза. 12. Станок во время работы нельзя оставлять без надзора. При любом даже кратковременном прекращении работы выключать электродвигатель. |
||||
|
2. По каким признакам различают токарные резцы? |
Токарные резцы различают по конструкции, форме головки, назначению и направлению движения. Для токарных работ наиболее часто используются стержневые резцы. Они состоят из головки, принимающей непосредственное участие в резании, и стержня прямоугольного сечения, с помощью которого резец закрепляется в резцедержателе суппорта. Державочные резцы отличаются небольшими размерами и квадратным или круглым стержнем, посредством которого резец закрепляется в державке. Призматические резцы имеют форму призмы и закрепляются на станке с помощью державки. Круглые резцы имеют дисковую форму и угловой вырез для создания режущей кромки. Они устанавливаются на ось и закрепляются на станке державкой. Призматические и круглые резцы способны выдерживать большое число переточек по передней поверхности, не изменяя профиль режущей кромки, в связи с чем они преимущественно применяются для обработки сложных фасонных поверхностей. По форме головки резцы делятся на прямые, отогнутые и оттянутые. У отогнутых резцов головка отогнута влево или вправо, у оттянутых она значительно уже стержня. По назначению токарные резцы можно разделить на проходные, подрезные, отрезные, расточные, резьбовые и фасонные; по направлению подачи - на правые и левые. Правые резцы во время работы перемещаются от задней бабки к передней, левые — наоборот. Их можно также отличить по правилу наложения ладони руки. При этом большой отогнутый палец указывает направление движения резца. |
||||
|
4. Определить глубину резания при обтачивании, если диаметр заготовки 60 мм, а диаметр детали 55 мм. Обработка ведется за один проход резца.
|
|
||||
|
Вариант №9 |
|||||
|
№ вопроса |
Ответ |
||||
|
1. Какие приспособления применяют при закреплении заготовок непосредственно на столе фрезерного станка?
|
Универсальные приспособления (прихваты, угловые плиты, призмы, машинные тиски) предназначены для закрепления различных заготовок. Прихваты используют для закрепления сложной формы или больших габаритов непосредственно на столе станка. Угловые плиты применяются для установки и крепления заготовок, имеющие две плоскости, расположенные под углом 90. Машинные тиски по конструкции подразделяются на простые поворотные и универсальные. Основным отличием поворотных тисков от простых является то, что верхняя часть вместе с обрабатываемой заготовкой может быть повернута на требуемый угол. Универсальные тиски могут поворачивать не только в горизонтальной плоскости но и вертикальной их применяют при фрезеровании плоскостей расположенных под углом в горизонтальной плоскости. |
||||
|
2. Как правильно установить резец в резцедержателе?
|
Резец устанавливают в резцедержателе та- ким образом, чтобы вершина его была расположена на уровне оси центров. Установку резца контролируют по заднему центру. Под подошву резца помещают подкладки из мягкой стали, причем количество подкладок должно быть минимальным, а подошва резца должна опираться на подкладки всей поверхностью. Вылет резца из резцедержателя не должен превышать полторы высоты державки, т. е. l ≤ 1,5Н. Резец закрепляют в резцедержателе не менее чем двумя болтами. |
||||
|
3. Заготовка диаметром 40 мм делает 750 об/мин. Определить скорость резания. |
|
||||
|
Вариант №10 |
|
|
№ вопроса |
Ответ |
|
1. Требования безопасности после окончания работы на токарном станке. |
После окончания работы отключить станок от электросети, привести в порядок рабочее место, смазать станок. О всех недостатках работы станка сообщить сменщику и мастеру. Необходимо постоянно помнить, что любая оплошность, неаккуратность, невнимательность во время работы может стать причиной тяжелого несчастного случая. Поэтому строгое выполнение правил техники безопасности является главным и первостепенным требованием, предъявляемым к работающему на станке. |
|
2.Что такое взаимозаменяемость? Какая бывает взаимозаменяемость, назовите ее примеры? |
Взаимозаменяемость называется свойство независимо изготовленных деталей узлов или агрегатов машин, позволяющее устанавливать их при сборке или ремонте либо заменять без всякой подгонки или дополнительной обработки и обеспечивать при этом необходимую работоспособность сборочной единицы в соответствии с заданными техническими условиями. Пример: двигатель машины собирается в единое изделие на конвейере. |
|
3. Определить число оборотов заготовки диаметром 60 мм для обработки ее со скоростью резания 50 м/мин.
|
|
|
Вариант №11 |
|
|
№ вопроса |
Ответ |
|
1. Рассказать демонтаж патрона. |
1. Демонтаж легких патронов физически просто, но тяжелые патроны весом более 16 кг категорически запрещено производить самостоятельно. В таких случаях используют подъемные устройства или дополнительная физическая помощь. Демонтаж патрона требует аккуратности исполнения, соблюдения техники безопасности. Для этого используются оправку (направляющую,) монтажную подставку. Монтажная подставка изготовляется из 20мм фанеры или доски, без сучков , где высота доски должна быть не менее 40-50 мм, ширина доски высчитывается по формуле =ширина патрона*1,5. Длина бруска L= D+B, где В-ширина станины, D- диаметр патрона. Внешний торцевой край подставки должна быть с обортовкой. Подставка через бруски опирается на резьбовые отверстия которые находят на суппорте, предназначены для крепления люнета. Высота брусков подбирается такчто бы между патроном и бруском, зазор был от 1 до 3 мм. Подставка крепится к суппорту двумя болтами вкрученными резьбы люнетных площадок. Также нужна деталь направляющая (оправка) , которая представляет из себя цилиндрический вал с хвостовиком виде конуса Морзе не менее № 3. Длина вала около 1,5 длин патрона , а диаметр вала не менее 25-40 мм, чем больше патрон, тем больше должен быть № конуса Морзе , и диаметр цилиндрической части. И так закрепляем подставку на суппорте, а оправку устанавливаем в заднюю бабку пиноля. И для лучшего захлеста слегка подбиваем ее. Подводим суппорта подставку под патрон так, что бы их левые стороны примерно совпали, выдвигаем пиноль до максимального вылета, производим разъем кулачков в патроне достаточным для прохождения в него направляющей( оправки), подаем заднюю бабку , что бы конец направляющей ( оправки) вошел в разъем кулачков на всю длину их призм . Закрепляем заднюю бабку. Передвигаем кулачки так, что бы зазор между кулачками и валом направляющей , но не плотно было около 1мм, поочередно отпускаем все гайки патрона , и отводим их от торса замковой шайбы на 1 мм, поворачиваем до упора замковую поворотную шайбу, открываем для гаек , входные отверстия, через которые они должны выйти, после отпускания гаек, патрон должен оставаться в зафиксированном положении. После не сильных ударов мягкой выколотки, патрон должен сойти с натяга конуса и опереться на направляющую (оправку). Зажимаем кулачки на направляющую (оправку) и таким образом вес патрона ложится на направляющую, втягиванием пиноль до полного выхода гаек и шпилек из отверстий фланца, разжимая кулачки , опускаем патрон на подставку, разжимаем кулачки, и выводим направляющую (оправку ) из разъема кулачков. Подвинем суппорт вправо и подкатим на себя до упора в обортовку. Подкладываем взади для фиксации, вставляем в патрон пруток диаметром 20мм , крепим стропы. Подъем готов перемещению |
|
2. Принципы режущего клина |
Углы между поверхностями образующая режущие клинья отличаются, в зависимости от назначения и инструментов. Углом заострения является условный угол клина. Что бы клин имел режущие свойства, его твердость должна превышать твердость материала , в который он внедряется. Твердость - это свойство материала сопротивляться внедрению в него более твердого, и способность внедряться в менее твердый материал под воздействием приложенной силы. Чем больше твердый материал тем, тем тверже должен быть внедряемый клин. Для того чтобы соответствующей твердости клин внедрить твердый материал, прилагается больше силы. Малый угол заострения клина создающий остроту режущей кромки, делает ее внедрение более легким с менее усилиями. Угол с малой величиной снижает прочность самого клина, что может быть причиной его разрушения при внедрении его в массив материала. Прочность- это свойство материала сопротивляться разрушению и не обратимому изменению формы под воздействием силы. Таким образом если приложенная сила превысит пределы прочности клина, то вместо внедрения в материал произойдет механическое разрушение самого клина, каким бы твердым он не был. Разрушению от недостатка прочности подвержен не только тело клина, но сама режущая кромка. Вывод : чем больше твердость материала , тем больше твердость клина внедряющая, клин сила и угол заострения, обеспечивающая его прочность . |
|
3. Назначить режим резания для обтачивания детали из стали 40 диаметром 30 мм, длиной 60 мм проходным прямым резцом с пластинкой твердого сплава Т15К6. Заготовка — круглый прокат диаметром 34 мм; способ крепления — в патроне. Чистота обработки 3 класса. Приложение №1 |
Решение: Учитывая достаточную жесткость детали, небольшой припуск и невысокую точность обработки, обтачивание можно выполнить за один проход резца. Глубину резания определяем:
Чистота 3-го класса соответствует черновой обработке, для которой по приложение 1, п. 1 выбираем подачу S=0,6 мм/об. Учитывая небольшие значения твердости обрабатываемого металла, глубины резания и подачи, а также материал резца, из табл. 1, п. 2 принимаем скорость резания п= 140 м/мин.
Число оборотов определяем:
Окончательно значения подачи и числа оборотов принимают ближайшими из имеющихся на станке. |
|
Вариант №12 |
|
|
№ вопроса |
Ответ |
|
1. Конструкция суппорта, его предназначение. |
Суппорт служит для поступательного перемещения в горизонтальной плоскости, установленные на нем инструмента. Продольное перемещение суппорта направляется за счет скольжения его каретки или как ее называет продольное салазок по направляющим станины. Поперечные направляющие суппорта направляет движение поперечных салазок и вместе сними установленного инструмента. На верхней плоскости поперечных салазок через поворотный фланец крепится верхние салазки. Эти салазки могут также называть поворотными и резцовыми. Верхние салазки имеют возможность поворота относительно своей опоры под любым углом. Что используются в основном для обработки конических поверхностей. Передвижение верхних салазок на станках производится как за счет ручного привода . так и за счет механизированного. Механизированный привод используется чаще в тяжелых станках. На верхних салазках устанавливается резцедержатель, 4-х позиционный. Резцы и другой инструмент устанавливаются на плоскости резцедержателя и прижимаются к ним сверху болтами. Резцедержатель имеет поворот вокруг своей оси, точную фиксацию, в каждом из 4х положении, а также может быть закрепление не фиксированном положении своего поворота. Повороты и закрепления резцедержателя в фиксированном положении производится обычно вращательно-возвратным движением рукоятки. |
|
2.Что такое линейный размер? Классификация линейных размеров. |
Линейный размер – это числовое значение линейной величины (диаметра , длины) в выбранных единицах измерения. По принятой метрической системе линейные размеры на чертежах проставляются в миллиметрах. Линейные размеры делятся на номинальные, действительные и предельные. Номинальный размер – полученный конструктором при проектировании машины в результате расчетов на прочность и жесткость или с учетом различных конструктивных , технологических соображений. Действительный размер, это размер с допустимой погрешностью. Предельные размеры бывают наибольший и наименьший. Это размер предельно допустимый , между которыми должен находиться или который может быть равен действительный размер годной детали. |
|
3.Фреза диаметром в 120 мм ( 0,12м) делает 75 об/мин Определить скорость резания. |
|
|
Вариант №13 |
|
|
№ вопроса |
Ответ |
|
1. Виды, конструирование, назначение люнета. Принцип действия подвижного люнета? |
Люнеты служат для основных и дополнительных базирующих приспособлений (опора) при обработке деталей на токарных, кругло-шлифовальных, фрезерных и обрабатывающих центрах. Люнеты различаются: на неподвижные которые крепятся на станине и подвижные которые крепятся на суппорте. Неподвижные люнеты используют при обработке валов. Люнеты бывают самоцентрирующиеся подвижные люнеты, подвижные люнеты с ручной настройкой центрирования. Подвижные люнеты являются опорно- базирующими приспособлениями, основное назначение которых заключается в дополнительном базировании не жестких обрабатываемых элементов с целью предотвращения деформации и колебаний Люнет состоит из литого чугунного корпуса, не зависимо перемещаемых кулачков, винтов с рукоятками для подачи кулачков, стопорные винты(стопоры). Принцип действия подвижного люнета, как опорного приспособления сводится к следующему, соединяясь посредством кулачков с поверхностью заготовки, люнет противодействует реактивной силе резания предотвращая этим изгибы и колебания не жесткого обрабатываемого элемента. У подвижных люнетов у промышленных станков чаще три кулачка: верхний, задний и нижний Но так же есть 2 кулачка с несколько меньшими функциональными возможностями. Подвижный люнет передвигается синхронно с резцом только в продольном направлении.
|
|
2. К каким сплавам относится данные группы: ВК6, ВК8, назовите эксплуатационные свойства, назначение. |
ВК6, ВК8, - относятся к твердым сплавам, ВК6 –эксплуатационные свойства: высокие изностойкость и допустимая скорость резания. Эксплуатационная прочность и сопротивляемость ударам, вибрациям и выкрашиванию. Назначение: черновое точение при непрерывном резании, чистовое и получистовое точение при прерывистом резании, предварительное нарезание резьбы токарными резцами, нарезание резьбы вращающимися головками, рассверливание и растачивание предварительно обработанных отверстий, чистовое зенкерование и развертывание при обработке чугуна, цветных металлов и сплавов и неметаллических материалов. ВК8- эксплуатационные свойства: более высокие эксплуатационная прочность и сопротивляемость ударам, вибрациям и выкрашиванию, чем для сплава ВК6, при меньших износостойкости и допустимой скорости резания. Назначение: тяжелое черновое точение жаропрочных сталей и сплавов, нержавеющих сталей аустенитного класса.
|
|
3. Фрезой диаметром в 85 мм надо обработать стальную деталь со скоростью резания в 25 м\мин.. Определить число оборотов. |
Решение :
|
|
Вариант №14 |
|
|
№ вопроса |
Ответ |
|
1. Что входит в технологическую документацию? Для чего служит технологические карты?
|
Технологический документ – графический или текстовый документ, который отдельно или в совокупности с другими документами определяет технологический процесс или операцию изготовления изделия. Для оформления тех. процессов применяется соответствующая технологическая документация ЕСТД (единая система технологической документации) предусматривает целый ряд технологических документов: 1.Маршрутная карта. 2. Карта эскизов. 3.Операционная карта. 4.Ведомость оснастки. 5.Ведомость материалов. 6. Ведомость технологических документов.
Технологические карты (маршрутная и операционная карты, карты ТП, типового или группового ТП, карты эскизов) содержат описания всех технологических операций, включая контроль и перемещение, с указанием данных об оборудовании, оснастке, технологических режимах, материальных нормативах и трудовых затратах. Маршрутная карта - это документ предназначен для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава технологических операций при операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. Маршрутная карта является основным и обязательным документом, в котором описывается весь процесс в технологической последовательности. Операционная карта содержит все переходы обработки детали с указанием приспособлений, режущих и измерительных инструментов режимов резания и норм времени. Обработку детали следует производить соответственно указанным в карте данным. Такую карту применяют в массовом и серийном производстве. Операционная карта предназначена для описания технологической операции с указанием последовательного выполнения переходов, технологических режимов, СТО и основного времени. Состав сведений должен быть достаточным для выполнения операции с необходимым качеством. Карта эскизов – это графический документ, содержащий эскизы, схемы и таблицы и предназначенный для пояснения выполнения технологического процесса, операции или перехода изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения. Формы и правила оформления МК приведены в ГОСТ 3.1118-82.
|
|
2.Перечислите виды брака при нарезании резьбы и меры его предупреждения. . |
Основными видами дефектов являются: 1. Неполная высота резьбы может получиться, если неправильно выбран диаметр стержня или отверстия. 2. Неодинаковая высота резьбы по всей длине возникает, если стержень или отверстие имеют конусность или произошел перекос плашки или метчика в процессе нарезания. 3. Неточные размеры получаются вследствие недостаточного или излишнего съема металла при нарезании резьбы. 4. Недостаточная чистота поверхности возникает из-за сильного затупления инструмента, завышенной скорости резания, при недостаточно жестком креплении детали, неправильно выбранном охлаждении. «Растяжка» резьбы может возникнуть в результате замедления хода инструмента |
|
Вариант №15 |
|
|
№ вопроса |
Ответ |
|
1. Как оценивается износ фрезы? |
Во время срезания, когда снимаются части лишнего материала с поверхности, которая подлежит обрабатыванию, появляется трение на поверхности зубьев самой фрезы. Стойкость инструмента и его износ зависят от многих факторов и могут меняться в зависимости от: Геометрии самого инструмента; Скорости резания; Глубине резки; Подачи; Качества обрабатываемого материала.
Увеличении силы резания в единицу времени; Увеличении затраченной мощности и скорости. Измерить износ можно шириной фаски износа h3. Критерий оценки износа по задней поверхности не единственный. Кроме этого, оценивается износ по нарушению размера. Он определяет, как соотносится поверхность, которую обработали, с технологическими базами. Иными словами, оценивают по точности, с которой выполнено изделие. Подобный износ считается размеренным. Если выполняется точная работа, то необходимо учитывать заранее, как может измениться геометрический размер и форма фрезы. Это выполняется в первую очередь, так как недопустимо ждать, пока инструмент дойдет до максимального уровня износа. |
|
2. Какому размеру соответствует нулевая линия схемы. Номинальный размер 82 верхнее предельное отклонение +0,2, нижнее предельное отклонение -0,1. Какой размер будет указан на чертеже? |
Построение схемы начинается с проведения нулевой линии, соответствующей номинальному размеру, от которой откладывается предельное отклонение размеров (вверх –со знаком плюс и вниз –со знаком минус). На чертеже будет указан размер 82+0,2-0,1 |
|
3.Угол резания δ=85˚ Определить передний угол γ.
|
Передний угол γ влияет на силу резания. β+γ+α= 90˚, γ =90˚- δ, где δ=α+β γ=90˚- 85=5˚ Ответ: 5˚ равен передний угол |
|
Вариант №16 |
|
|
№ вопроса |
Ответ |
|
1.Какие вам известны способы закрепления обрабатываемые на фрезерном станке?
|
Изделия, обрабатываемые на фрезерных станках, закрепляются на столе разнообразными способами. Рассмотрим два способа закрепления деталей: в тисках и на столе. Закрепление в машинных тисках. Тиски представляют собой зажимные приспособления для удерживания обрабатываемой детали в нужном положении. Машинные тиски по конструкции подразделяются на простые, поворотные и универсальные. Основным отличием поворотных тисков вместе с обрабатываемой заготовкой может быть повернута на требуемый угол. Универсальные тиски могут поворачиваться не только в горизонтальной плоскости, но и вертикальной. |
|
2.Образование и классификация резьб. |
Резьба представляет собой винтовую канавку определенного профиля, прорезанную на цилиндрической и конической поверхностях. На токарных станках резьбу выполняют посредством двух равномерных движений – вращения заготовки поступательного перемещения режущего инструмента вдоль ее оси. Применяемые резьбы делятся на группы: 1.По расположению – на наружные и внутренние; 2. по направлению – на правые и левые 3. по назначению – на крепежные и ходовые 4. по форме исходной поверхности – на цилиндрические и конические 5. по форме профиля- на треугольные, прямоугольные, трапецеидальные, круглые 6. по числу заходов – одно и многозаходные Крепежные резьбы имеют треугольный профиль, используются для соединения деталей. Ходовые резьбы служат для преобразования вращательного движения в поступательное, используются трапецеидальным и реже прямоугольным профилем. Конические резьбы обеспечивают высокую герметичность соединения и поэтому применяется в местах, находящихся под повышенным давлением жидкостей и газов. У правых резьб винтовая канавка имеет направление, по ходу часовой стрелки у левой против. Однозаходными называют резьбы, имеющие одну винтовую канавку. В многозаходных резьбах выполнено несколько параллельных винтовых канавок, равномерно расположенных по окружности. Число заходов резьбы можно определить по количеству начал винтовых канавок на торце детали. |
|
1. Изобразите графически поля допуска для размеров 15+0,8-0,1; 15+-0,5; 15-0,8
|
|
|
|
|
|
Вариант №17 |
|
|
№ вопроса |
Ответ |
|
1. Понятие о сопряжениях. |
Все разные механизмы состоят из деталей имеющие сопрягаемые и несопрягаемые (свободные). Сопрягаемые – это поверхности, по которым детали соединяются в сборочные единицы (узлы). Несопрягаемые –конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей. Для подвижности соединения нужно, чтобы действительный размер вала был меньше действительного размера отверстия. Разность действительных размеров отверстия и вала называется зазором (S). Для неподвижности соединения нужно, чтобы действительный размер вала был больше действительного размера отверстия. Разность действительных размеров отверстия и вала называется натягом (N). Сопряжение, образуемое в результате соединения отверстий и валов с одинаковыми номинальными размерами называется посадкой. |
|
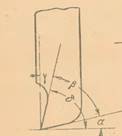
2. Методы определения температуры. Расскажите о термоэлектрическом методе. |
Для
определения температуры резания используется различные методы. На Термоэлектричество, явление прямого преобразования теплоты в электричество в твердых или жидких проводниках, а также обратное явление прямого нагревания и охлаждения спаев двух проводников проходящим током. Явление
термоэлектричества лежит в |
|
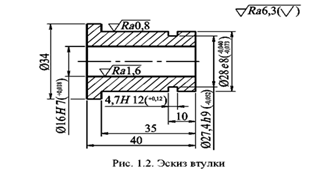
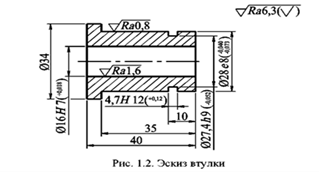
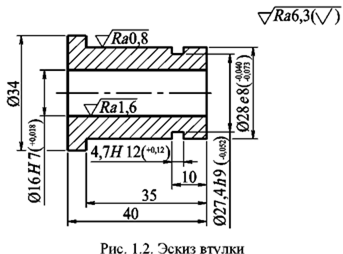
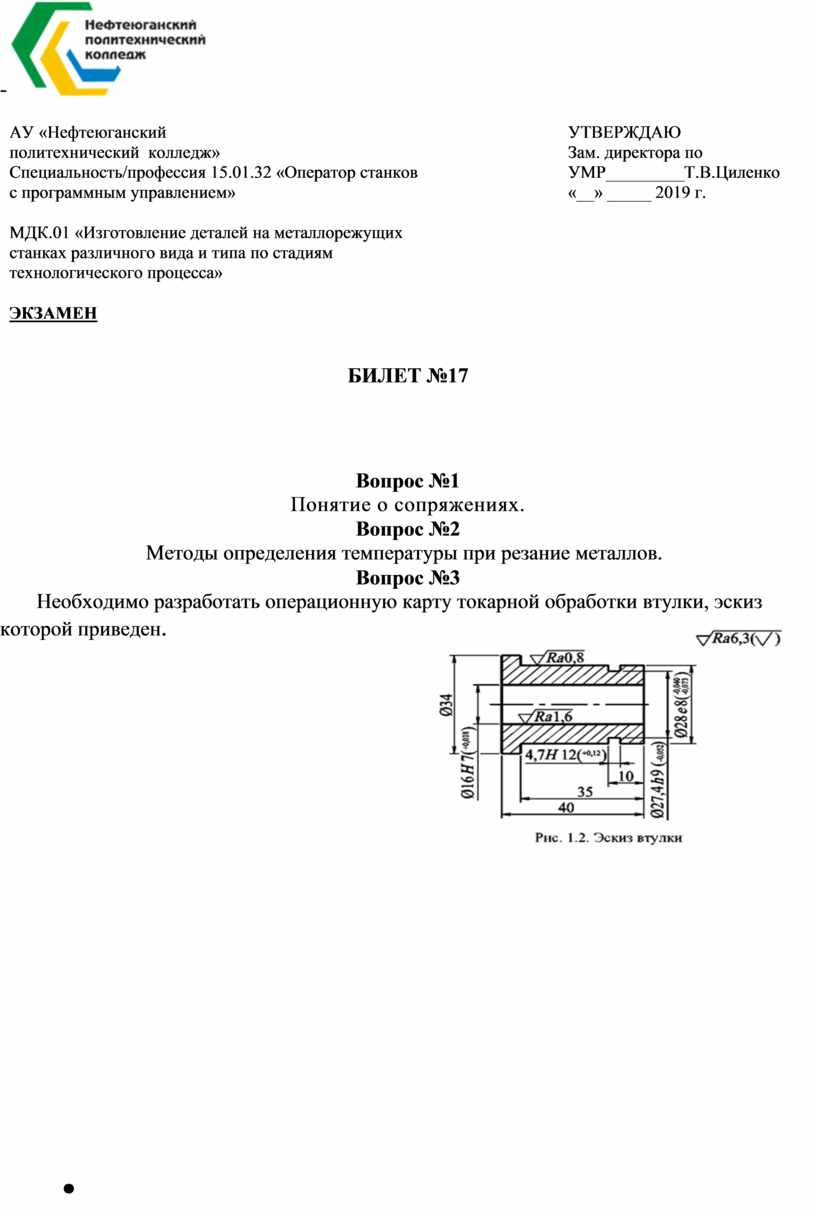
1. Необходимо разработать операционную карту токарной обработки втулки, эскиз которой приведен
|
|
|
|
|
|
Вариант №18 |
|
|
№ вопроса |
Ответ |
|
1. Какие штангенинструменты существуют? С какой точностью, можно измерять детали штангенциркулем? Из чего состоит штангенциркуль?
|
По конструкции и области применения штангенинструменты подразделяют: штангенциркуль ШЦ-I, ШЦ-II, штангенглубиномер, штангенрейсмас, Штангенинструменты применяются для измерений с величиной отсчета 0,1мм 0,005 мм и 0,02мм наружных, внутренних и других линейных параметров деталей. Штангенциркуль состоит из штанги, губки для измерения наружних и внутренних размеров, нониус винт фиксации рамки, рамка, линейка глубомера. |
|
2. Что такое квалитет? В каких нормативных документах предусмотрено несколько рядов точности?
|
Квалитет –это совокупность допусков, соответствующих одинаковой степени точности, для всех номинальных размеров. В ЕСПД предусмотрено несколько рядов точности. ГОСТ 25346-89 приведены числовые значения допусков. |
|
3.Определите глубину резания t, скорость резания V и минутную подачу Sмин при растачивании за один проход отверстия от диаметра d=68 мм до диаметра D=86 мм с частотой вращения шпинделя n= 400 об/мин, подача резца за один оборот шпинделя Sо= 0,61 мм/об.
|
|
|
|
|
|
Вариант №19 |
|
|
№ вопроса |
Ответ |
|
1. Что такое вал и что такое отверстие? |
Вал- термин, условно применяемых для обозначения наружных элементов деталей, включая и нецилиндрических элементов. Отверстие – термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы. |
|
2. Встречное и попутное фрезерование |
Встречным называется фрезерование, которое осуществляется при противоположных направлениях движения фрезы и обрабатываемой заготовки в месте их контакта. Попутное фрезерование производится при совпадающих направлениях вращения фрезы и движения обрабатываемой заготовки в месте их контакта |
|
3. Определите скорость резания V, минутную подачу Sмин и глубину резания t при точении детали диаметром d=55 мм. Диаметр заготовки D=60 мм, число оборотов шпинделя n=250 об/мин, оборотная подача S=0,78 мм/об
|
|
|
|
|
|
Вариант №20 |
|
|
№ вопроса |
Ответ |
|
1.Обязанности фрезеровщика перед началом работы. |
Проверить исправность станка и наличие заземления, смазать его в соответствии с инструкцией; ознакомиться с документацией с предстоящей работой, проверить наличие и исправность инструмента и приспособлений; подготовить рабочее место, убедиться в правильности наладки станки. |
|
2.Что такое натяг и зазор? Начертите схемы зазора и натяга. |
Зазор
– разность между размерами отверстия и вала до сборки если размер отверстия
больше размера вала. Натяг – разность между размерами вала и отверстия до сборки если размер вала больше размера отверстия.
|
|
3.Что обозначает запись 40 Н8/е8 на чертеже сборочной единицы? |
Номинальный размер отверстия 40 с полем допуска основного отверстия Н8, и с полем допуска основного вала е8.
|
|
|
|
|
Вариант №21 |
|
|
№ вопроса |
Ответ |
|
Прямобочные шлицевые соединения. Прочитайте условные обозначения допусков, и посадок для соединения: D-8*42*48H8/h7*8F7/e8 |
Тремя основными параметрами определяется контур вала: D - наружный диаметр d - внутренний диаметр b- толщина шлица вала и ширина канавки втулки. Центрирование вала по втулке в прямобочных шлицевых соединениях бывает трех видов: Соединения с центрирование по наружной диаметру. Соединения с центрированием по внутреннему диаметру. Соединения с центрированием по боковым сторонам шлицам. Для соединения: шлицевое прямобочное соединение, центрирование по D, параметры: b=8мм, d=42мм, D=48мм, посадки по D-48, b-8. |
|
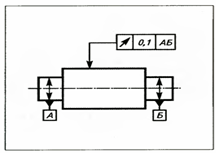
1.
Прочитайте
чертеж |
Относительно баз АБ радиальное биение не должно превышать более 0,1 |
|
3. Определите машинное время при подрезке сплошного торца заготовки диаметром D=120 мм на токарном станке за один проход, если частота вращения шпинделя – n -200 об/мин, подача – Sо=0,57мм/об, припуск на обработку (на сторону) – p=3мм, главный угол резца в плане φ = 45° |
|
|
|
|
|
Вариант №22 |
|
|
№ вопроса |
Ответ |
|
1. Какие допуски расположения поверхностей указаны на рисунке? Что такое отклонение от симметричности?
|
1. Допуск параллельности. 2. Допуск перпендикулярности 3. Допуск соосностности 4. Допуск торцевого или радиального биения 5. Допуск полного радиального или торцевого биения. 6. Позиционный допуск. 7. Допуск симметричности. 8. Допуск пересечения осей. 9. База 10. Допуск наклона. Отклонение от симметричности – это наибольшее расстояния между плоскостями симметрии рассматриваемого и базового элементов в пределах нормируемого участка. |
|
2.Что такое стружка? От каких условий зависит вид стружки? Какие виды стружек образуются при резании. |
Срезаемый с заготовки в процессе резания слой металла называется стружкой Вид стружки зависит от условий резания,
которые составляют: Три основных вида стружки: Стружка скалывания и сливная Сливная стружка представляет
собой При обработке хрупких материалов Элементная стружка состоит из от
|
|
3 . Найти скорость резания при фрезерной обработке фрезой диаметром D=50 мм при частоте вращения n=520 об/мин
|
V=(πхDхn)/1000, подставив значения, получим V=(πх50х520)/1000 ≈ 82 м/мин. |
|
|
|
|
Вариант №23 |
|
|
№ вопроса |
Ответ |
|
1. Классификация типов производства. Характеристика одного из типа производств.
|
Единичное производство – характеризует широкая номенклатура деталей и малый объём выпуска. 1 универсальное оборудование и оснастка. 2 высокая квалификация рабочего. 3 размещение оборудования группами по типам станков. 4 обеспечение точности методом пробных ходов и промеров. 5 большие затраты времени на наладку и настройку станка (поэтому Тш большая доля во вспомогательном времени). 6 техническая документация составляется укрупнено. 7 наиболее длительный цикл изготовления изделия, и поэтому наибольшая себестоимость. Серийное производство – составляет 75…80% от общего производства. 1 ограниченная номенклатура изделия. 2 изготовление изделий и деталей периодически повторяется производственными партиями и со сравнительно большим объемом выпуска. 3 закрепление операции за определённым станком, подробная разработка технологической документации. 4 применение универсальных и специальных станков и оснастки. 5 распоряжение оборудование, как группами, так и по маршруту обработки. 6 достижение точности автоматическим методом. 7 снижение квалификации рабочего, наличие наладчиков. 8 снижение в штучном времени доли вспомогательного времени. 9 сокращение цикля и себестоимости. Массовое производство – характерно узкой номенклатурой и большим объёмом выпуска изделия, непрерывное изготовление изделий в течение продолжительного времени. 1 выпуск изделия через определённый интервал времени – такт. 2 детальная разработка технологического процесса с точным определением типов и количества оборудования и оснастки. 3 расположение оборудования по маршруту обработки. 4 применяются транспортные средства для перемещения заготовок между рабочими местами. 5 передача обработанных деталей с одной операции на другую немедленно. 6 получение точности методом автоматического получения размера. 7 отсутствие промежуточных складов. 8 резкое сокращение производственного цикла и себестоимости. Недостаток: большие первоначальные затраты.
|
|
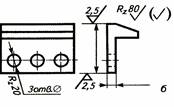
2 Расскажите по эскизу обозначение
шероховатостей. Какие методы обработки, к какому классу шероховатости
относится . |
Все поверхности, кроме указанных имеют одинаковую шероховатость. Согласно ГОСТа 2879-83 При
|
|
3.Найдите число оборотов фрезы диаметром D = 12 мм при скорости резания v=120 м/мин.
|
Дано согласно алгоритма оформления задач n=(1000хv)/( πхD), подставив значения, получим n=(1000х120)/ (πх120)≈ 3183 об/мин.
|
|
|
|
|
Вариант №24 |
|
|
№ вопроса |
Ответ |
|
1. Какие виды резьб используются в машиностроении? Прочитайте М18х2,0 7Н/6g |
Метрические, дюймовые, трапецеидальные, упорные, прямоугольная, модульная. Метрическая резьба с номинальным диаметром 18 шаг резьбы равен 2, Поле допуска от основного отверстия равен Н7, поле допуска от основного вала /6g |
|
2. Какой применяется материал резцов для обработки металлов? |
Для обработки металлов применяются быстрорежущие, твердосплавные, минералокерамические и алмазные резцы. Быстрорежущие резцы применяются для черновой и чистовой обработки стали на станках сравнительно небольшой мощности. Твердосплавные резцы применяются наиболее широко. Их используют для черновой и чистовой обработки чугуна, стали, цветных металлов, и неметаллических материалов с большой скоростью резания. Алмазные резцы применяют при тонком точении и растачивании преимущественно цветных металлов и сплавов.
|
|
3. В процессе фрезерования плоскостей расчетная скорость резания V= 180 м/мин, при этом число оборотов шпинделя n не должно превышать 400 об/мин. Какой максимальный диаметр D может иметь фреза, чтобы не были превышены указанные значения параметров.
|
Дано согласно алгоритма оформления задач V=(π*D*n)/1000, подставив значения, получим D=(v*1000)/ π*n=(1000*180)/ ( π*400)≈143 мм. |
|
|
|
|
Вариант №25 |
|
|
№ вопроса |
Ответ |
|
1.От чего зависит выбор типа и размера дисковых фрез. |
Тип и размер дисковых фрез выбирают от размеров обрабатываемой поверхности и материала заготовки. Для заданных условий обработки выбирается тип фрезы, материал режущей части и основные размеры – D, B, d и z. Обработку труднообрабатываемых материалов и при фрезеровании с небольшой глубиной резания применяются фрезы с нормальными и мелкими зубьями. Чем меньше диаметр фрезы тем выше ее жесткость и виброустойчивость.
|
|
2. Какие поверхности относятся к фасонным? Расскажите об одном из способов. |
Обрабатываемые поверхности деталей относится к фасонным, если они образованы криволинейной образующей, комбинацией прямолинейных образующих, расположенных под различными углами к оси детали, или комбинацией криволинейных и прямолинейных образующих. Для обработки фасонных поверхностей можно использовать различные способы: один из способов является сочетание поперечной и продольной подач резца относительно заготовки фасонными резцами, профиль которого соответствуют профилю готовой детали. |
|
|
|
|
|
|
Скачано с www.znanio.ru


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.