Поделиться

Общие понятия о клёпке
Клёпка процесс соединения двух или нескольких деталей при помощи заклёпок.
Этот вид соединения относится к группе неразъемных, т.к. разъёдинение деталей возможно только при разрушении заклёпок. Клёпка применяется в основном в мостостроении, котлостроении, при строительстве судов и самолётов.
Процесс клёпки состоит из следующих основных операций:
1. Образование отверстия под заклёпку в соединяемых деталях.
2. Зенкование гнезда под закладную головку при потайной клёпке.
3. Вставка заклёпки в отверстие.
4. Образование замыкающей головки заклёпки, т.е. собственно клёпки.
Клёпку разделяют на холодную и горячую, при которой стержень заклёпки нагревают до 1000-1100 С˚. Обычно при:
до 8мм – холодная
От 8мм до 12 – смешанная
Более 12 мм горячая.
При ручной клёпке используют обычно холодную клёпку.
В зависимости от инструмента и оборудования и способа нанесения ударов различают клёпку трёх видов:
1. Ударную, ручными инструментами.
2. Ударную, с помощью пневмомолотка
3. Прессовую при помощи клёпальных процессов или скоб.
Типы заклёпок
Заклёпки изготавливают из пластичных материалов:
Сталей Ст. 2, 10; Ст. 3, 15
Меди МЗ, МТ
Латуни Л 63
Алюминиевых сплавов Амг5П, D 18, AD1
Нержавеющая сталь Х189Т
Легированная сталь 09Г2
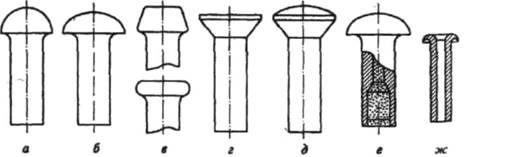
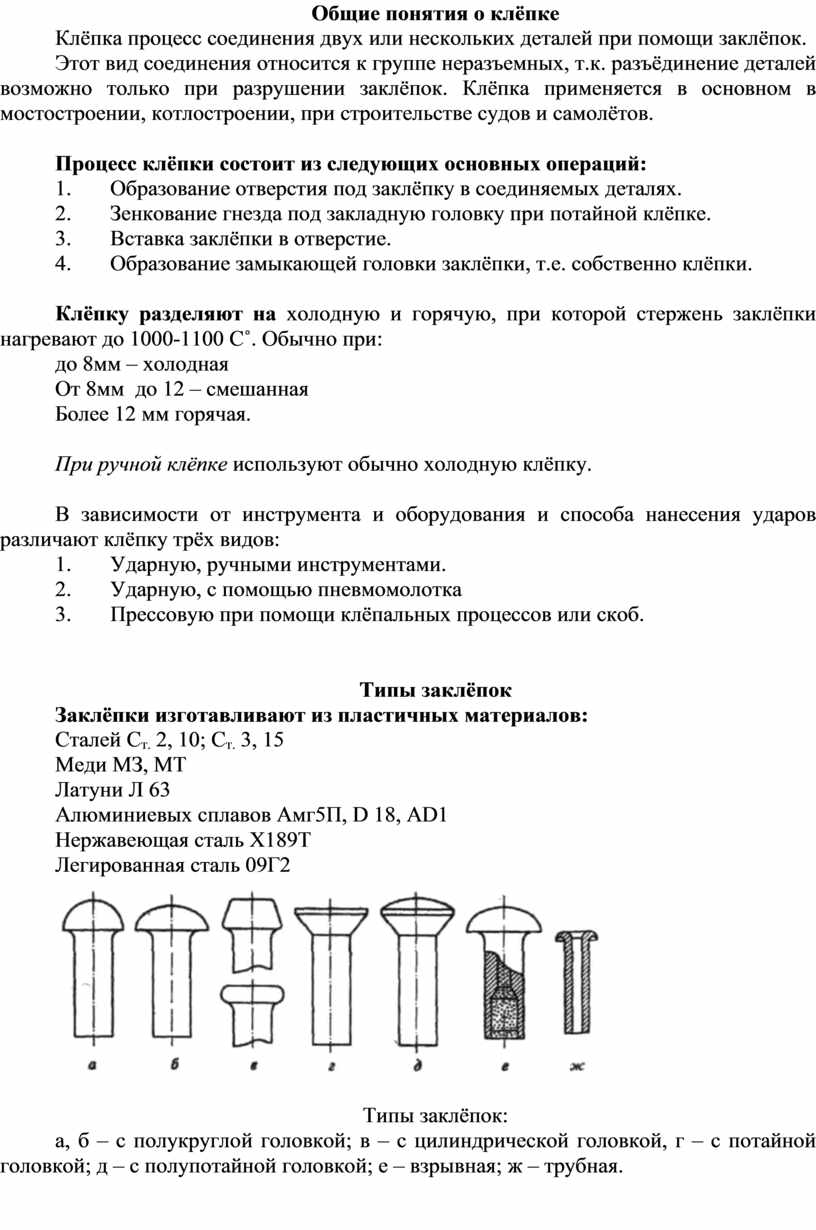
Типы заклёпок:
а, б – с полукруглой головкой; в – с цилиндрической головкой, г – с потайной головкой; д – с полупотайной головкой; е – взрывная; ж – трубная.
|
№ п/п |
Виды заклёпок |
Диаметр, мм |
Длина, мм |
|
1 |
С полукруглой высокой головкой |
1-36 |
2-180 |
|
2 |
С полукруглой низкой |
1-10 |
4-80 |
|
3 |
С плоской головкой |
2-36 |
4-180 |
|
4 |
С потайной |
1-36 |
2-180 |
|
5 |
С полупотайной |
2-36 |
3-210 |
|
6 |
Взрывные заклёпки |
3-6 |
6-20 |
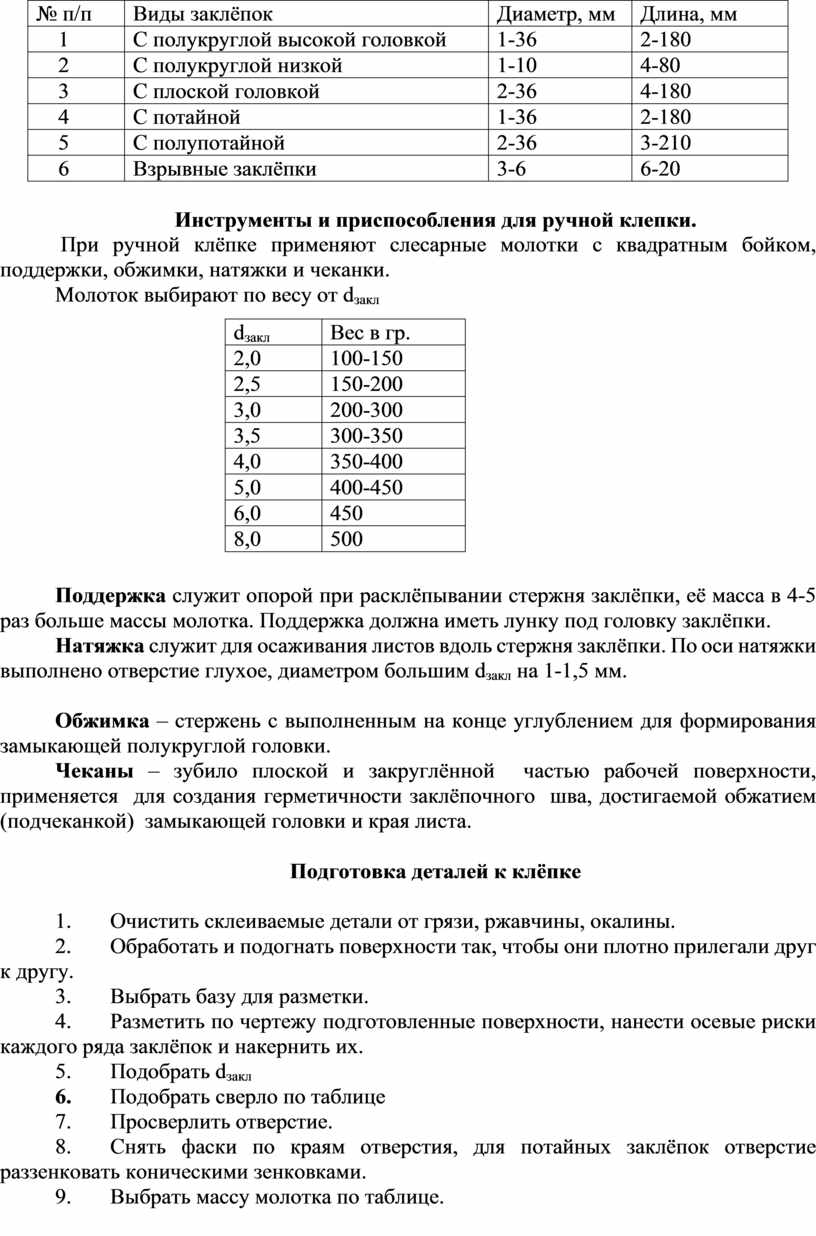
Инструменты и приспособления для ручной клепки.
При ручной клёпке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканки.
Молоток выбирают по весу от dзакл
|
dзакл |
Вес в гр. |
|
2,0 |
100-150 |
|
2,5 |
150-200 |
|
3,0 |
200-300 |
|
3,5 |
300-350 |
|
4,0 |
350-400 |
|
5,0 |
400-450 |
|
6,0 |
450 |
|
8,0 |
500 |
Поддержка служит опорой при расклёпывании стержня заклёпки, её масса в 4-5 раз больше массы молотка. Поддержка должна иметь лунку под головку заклёпки.
Натяжка служит для осаживания листов вдоль стержня заклёпки. По оси натяжки выполнено отверстие глухое, диаметром большим dзакл на 1-1,5 мм.
Обжимка – стержень с выполненным на конце углублением для формирования замыкающей полукруглой головки.
Чеканы – зубило плоской и закруглённой частью рабочей поверхности, применяется для создания герметичности заклёпочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
Подготовка деталей к клёпке
1. Очистить склеиваемые детали от грязи, ржавчины, окалины.
2. Обработать и подогнать поверхности так, чтобы они плотно прилегали друг к другу.
3. Выбрать базу для разметки.
4. Разметить по чертежу подготовленные поверхности, нанести осевые риски каждого ряда заклёпок и накернить их.
5. Подобрать dзакл
6. Подобрать сверло по таблице
7. Просверлить отверстие.
8. Снять фаски по краям отверстия, для потайных заклёпок отверстие раззенковать коническими зенковками.
9. Выбрать массу молотка по таблице.
Заклёпочные швы
Место соединения деталей при помощи заклёпок называется заклёпочным швом. В зависимости от характеристики и назначения заклёпочного соединения швы делятся на: прочные, плотные и прочно-плотные.
Прочный шов – соединение в несущих конструкциях балки, колонны, подъёмные сооружения и д.р.
Плотный шов – резервуар и сосуды для жидкости, трубных соединений для подачи газов и жидкостей под небольшим давлением.
Для достижении герметичности шва применяют различного рода прокладки из бумаги, ткани, пропитанные олифой или суриком или подчеканку шва.
Прочно-плотный шов применяют для получение прочного и непроницаемого для пара, воды, газа и д.р. жидкостей в соединение (паровые котлы, резервуары с высоким давлением). Клепят на горячую.
По взаимному положению деталей соединения различаются на два вида швов: встык и в нахлёстку.
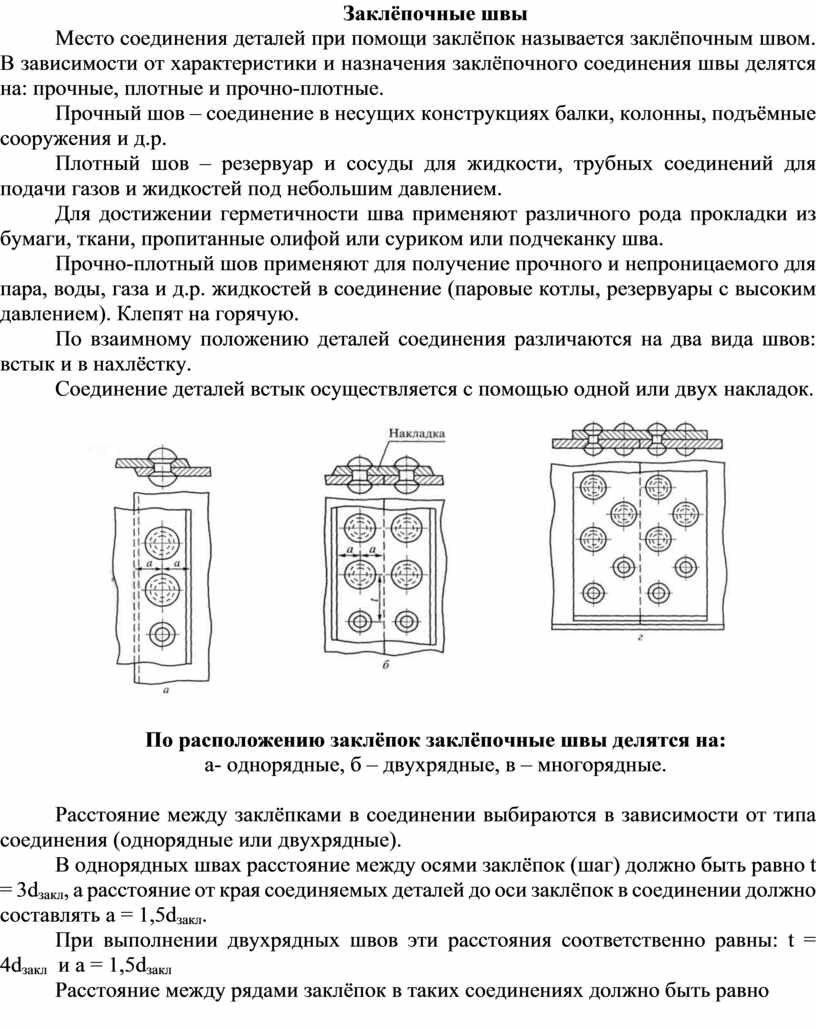
Соединение деталей встык осуществляется с помощью одной или двух накладок.
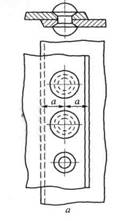
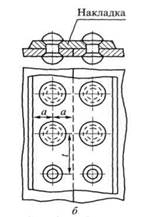
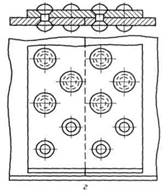
По расположению заклёпок заклёпочные швы делятся на:
а- однорядные, б – двухрядные, в – многорядные.
Расстояние между заклёпками в соединении выбираются в зависимости от типа соединения (однорядные или двухрядные).
В однорядных швах расстояние между осями заклёпок (шаг) должно быть равно t = 3dзакл, а расстояние от края соединяемых деталей до оси заклёпок в соединении должно составлять а = 1,5dзакл.
При выполнении двухрядных швов эти расстояния соответственно равны: t = 4dзакл и а = 1,5dзакл
Расстояние между рядами заклёпок в таких соединениях должно быть равно
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
