Поделиться

Приложение 1.2.
к ППРКС по профессии
15.01.05 Сварщик (ручной и частично
механизированной сварки (наплавки))
КОНТРОЛЬНО ОЦЕНИВАЩИЕ СРЕДСТВА
ПРОГРАММЫ УЧЕБНАЯ ПРАКТИКА
ПРОФЕССИОНАЛЬНОГО МОДУЛЯ
ПМ.04. «ЧАСТИЧНО МЕХАНИЗИРОВАННАЯ
СВАРКА (НАПЛАВКА) ПЛАВЛЕНИЕМ»
Салават, 2022
Контрольно оценивающие средства разработаны к программе учебной практики профессионального модуля практики ПМ.04. «Частично механизированная сварка (наплавка) плавлением» разработаны в соответствии с Федеральным государственным образовательным стандартом среднего профессионального образования по профессии: 15.01.05 «Сварщик (ручной и частично механизированной сварки (наплавки))», утвержденного приказом Министерства образования и науки Российской Федерации № 50 от 29.01.2016.
Организация - разработчик: федеральное казенное профессиональное образовательное учреждение № 142 Федеральной службы исполнения наказаний (далее – ФКП образовательное учреждение № 142)
Разработчик: Лейдеров Н.М., мастер производственного обучения
СОДЕРЖАНИЕ
|
1. ПАСПОРТ КОНТРОЛЬНО - ОЦЕНОЧНЫХ СРЕДСТВ |
4 |
|
2. КОНТРОЛЬНО - ОЦЕНОЧНЫХ МАТЕРИАЛЫ ДЛЯ ЭКЗАМЕНА (квалификационного) |
8 |
I. Паспорт фонда оценочных средств
Результатом освоения профессионального модуля является готовность обучающегося к выполнению вида профессиональной деятельности ВПД 04: «Частично механизированная сварка (наплавка) плавлением различных деталей»
Формой аттестации по профессиональному модулю является экзамен (квалификационный). Итогом экзамена является однозначное решение: «Вид профессиональной деятельности освоен/не освоен» (с оценкой).
Сварщик должен обладать следующими общими (ОК) и профессиональными компетенциями (ПК) в части освоения ВПД 04: «Частично механизированная сварка (наплавка) плавлением различных деталей»
|
Код |
Наименование результата обучения |
|
ОК 1. |
Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. |
|
ОК 2. |
Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем. |
|
ОК 3. |
Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. |
|
ОК 4. |
Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. |
|
ОК 5. |
Использовать информационно-коммуникационные технологии в профессиональной деятельности. |
|
ОК 6. |
Работать в команде, эффективно общаться с коллегами, руководством. |
|
ОК 7. |
Проявлять гражданско-патриотическую позицию, демонстрировать осознанное поведение на основе традиционных общечеловеческих ценностей, применять стандарты антикоррупционного поведения. |
|
ОК 8. |
Использовать знания по финансовой грамотности, планировать предпринимательскую деятельность в профессиональной сфере.
|
|
Код |
Наименование результата обучения |
|
ПК 4.1. |
Выполнять частично механизированную сварку плавлением различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. |
|
ПК 4.2. |
Выполнять частично механизированную сварку плавлением различных деталей и конструкций из цветных металлов и сплавов во всех пространственных положениях сварного шва. |
|
ПК 4.3. |
Выполнять частично механизированную наплавку различных деталей. |
1.1.Область применения
Комплект контрольно – оценочных средств позволяет оценивать:
- освоение профессиональных компетенций (ПК) - знаний, умений и практического опыта, соответствующих виду профессиональной деятельности и общих компетенций (ОК):
|
Вид профессиональной деятельности |
Требования к знаниям, умениям, практическому опыту |
|
Частично механизированная сварка (наплавка) плавлением различных деталей
|
практический опыт: проверки оснащенности сварочного поста частично механизированной сварки (наплавки) плавлением; проверки работоспособности и исправности оборудования поста частично механизированной сварки (наплавки) плавлением; проверки наличия заземления сварочного поста частично механизированной сварки (наплавки) плавлением; подготовки и проверки сварочных материалов для частично механизированной сварки (наплавки); настройки оборудования для частично механизированной сварки (наплавки) плавлением для выполнения сварки; выполнения частично механизированной сваркой (наплавкой) плавлением различных деталей и конструкций во всех пространственных положениях сварного шва; умения: проверять работоспособность и исправность оборудования для частично механизированной сварки (наплавки) плавлением; настраивать сварочное оборудование для частично механизированной сварки (наплавки) плавлением; выполнять частично механизированную сварку (наплавку) плавлением простых деталей неответственных конструкций в нижнем, вертикальном и горизонтальном пространственном положении сварного шва; знания: основные группы и марки материалов, свариваемых частично механизированной сваркой (наплавкой) плавлением; сварочные (наплавочные) материалы для частично механизированной сварки (наплавки) плавлением; устройство сварочного и вспомогательного оборудования для частично механизированной сварки (наплавки) плавлением, назначение и условия работы контрольно-измерительных приборов, правила их эксплуатации и область применения; технику и технологию частично механизированной сварки (наплавки) плавлением для сварки различных деталей и конструкций во всех пространственных положениях сварного шва; порядок проведения работ по предварительному, сопутствующему (межслойному) подогреву металла; причины возникновения и меры предупреждения внутренних напряжений и деформаций в свариваемых (наплавляемых) изделиях; причины возникновения дефектов сварных швов, способы их предупреждения и исправления. |
1.2. Система контроля и оценки освоения программы профессионального модуля
ПМ.04. «Частично механизированная сварка (наплавка) плавлением»
1.2.1.Формы промежуточной аттестации при освоении профессионального модуля
ПМ.04. «Частично механизированная сварка (наплавка) плавлением»
|
Элементы профессионального модуля |
Формы промежуточной аттестации |
|
ПМ.02. «Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом» |
Экзамен (квалификационный) |
|
МДК 02.01 Подготовка металла и оборудования к производству сварочных работ |
Дифференцированный зачет |
|
Учебная практика (УП) |
Дифференцированный зачет |
|
Производственная практика |
Дифференцированный зачет |
1.2.2 Организация контроля и оценки освоения программы учебной практики
ПМ.02. «Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом»
Итоговый контроль освоения вида профессиональной деятельности освоения ПМ.04. «Частично механизированная сварка (наплавка) плавлением» осуществляется на экзамене (квалификационном). Условием допуска к экзамену (квалификационному) является положительная аттестация по МДК, учебной и производственной практикам.
Предметом оценки по учебной и производственной практикам является приобретение практическоого опыта.
Контроль и оценка учебной практики проводится на основе оценки за проверочную работу обучающегося или дифференцированный зачет по учебной практике выставляется на основании результатов выполнения комплексной практической работы.
2. КОНТРОЛЬНО-ОЦЕНОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ДИФИРИНЦИРОВАННОГО ЗАЧЕТА
2.1 производственное обучение (учебная практика)
Задание
Ручная дуговая сварка плавящимся покрытым электродом контрольного сварного соединения (ККС) в вертикальном положении сварного шва.
Время выполнения задания – 1 час.
2.1.1 Порядок выполнения задания
|
Подготовка рабочего места сварщика |
Подготовить рабочий инструмент сварщика, проверить заземление, вентиляцию, освещение |
|
Выбор режимов сварки |
Отрегулировать сварочное оборудование и подобрать режимы сварки. |
|
Подготовка металла к сварке |
1.Заготовить пластины из углеродистой стали (механическая резка) |
|
2. Металлической щеткой произвести зачистку поверхности |
|
|
3. Выполнить разметку |
|
|
4. Подготовить кромки (при толщине металла свыше 4 мм.) |
|
|
Сборка заготовок, прихватка, проверка качества сборки |
1.Стыкового соединения |
|
2. Таврового соединения |
|
|
Сварка заготовок |
1. Сварка стыкового соединения |
|
2. Сварку таврового соединения |
|
|
Зачистка сварных швов |
Зачистить сварные швы |
|
Проверка качества сварки |
Проверить качество сварки (определить наличие дефектов) |
|
Устранение дефектов |
Устранить сваркой обнаруженные дефекты (кратер, прожог, непровар) |
|
Зачистка сварных швов |
Зачистить от шлака исправленные сварные швы |
2.1.2 Оценка практического задания
Оценка контрольного сварного соединения (КСС) производится по следующим параметрам:
- контроль соблюдения технологий сборки и сварки;
- контроль времени сварки;
- визуальный и измерительный контроль параметров сварных швов;
- контроль соблюдения правил техники безопасности.
|
№ п/п
|
Контролируемый параметр |
Оценка |
|
1 |
Контроль соблюдения технологии сборки и сварки |
|
|
2 |
Контроль времени сварки |
|
|
3 |
Визуальный и измерительный контроль |
|
|
4 |
Контроль соблюдения требований и норм охраны труда |
|
|
|
Итого: |
|
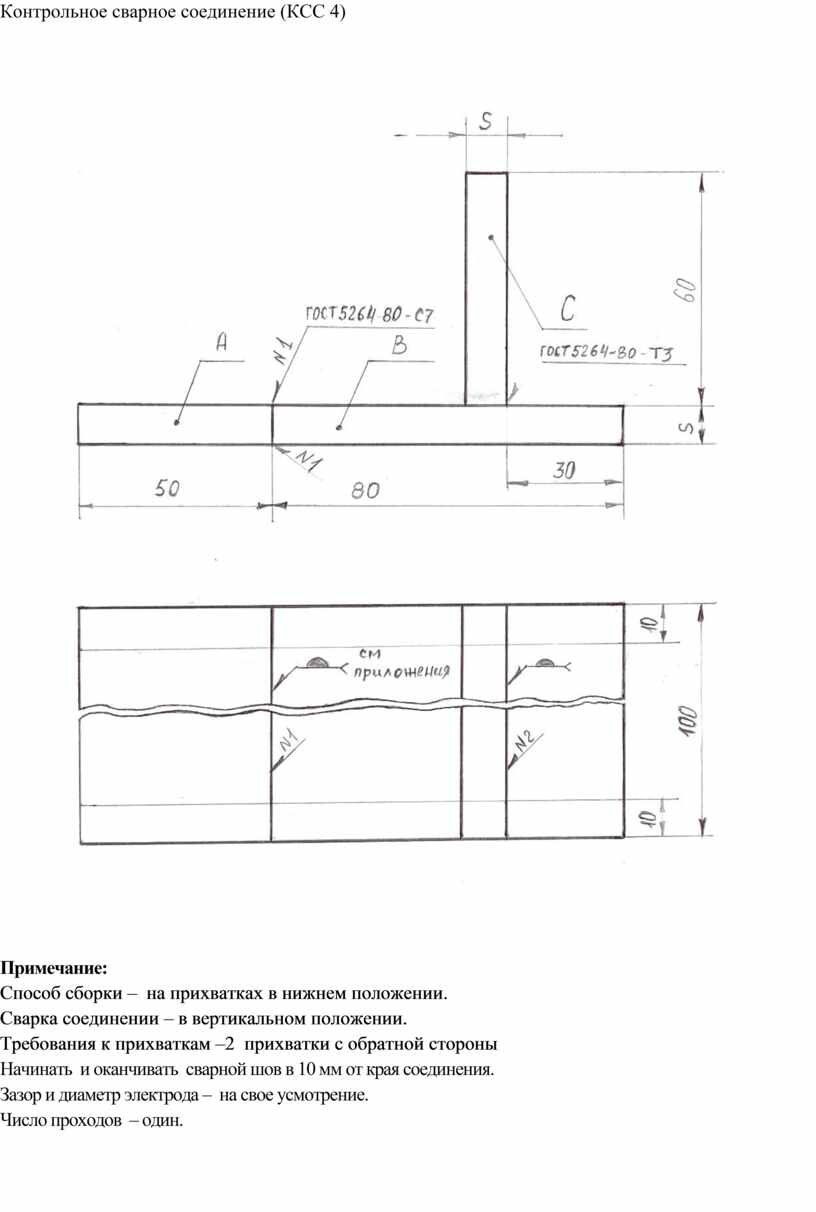
Контрольное сварное соединение (КСС 4)

Примечание:
Способ сборки – на прихватках в нижнем положении.
Сварка соединении – в вертикальном положении.
Требования к прихваткам –2 прихватки с обратной стороны
Начинать и оканчивать сварной шов в 10 мм от края соединения.
Зазор и диаметр электрода – на свое усмотрение.
Число проходов – один.
2.1.3 Карта технологического процесса сварки контрольного сварного соединения (КСС 4)
|
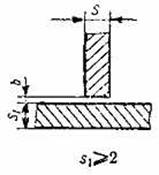
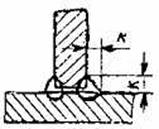
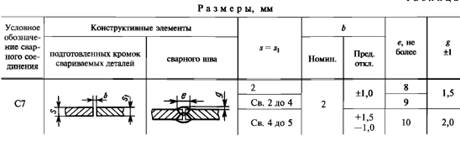
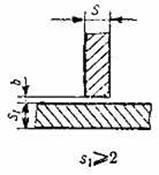
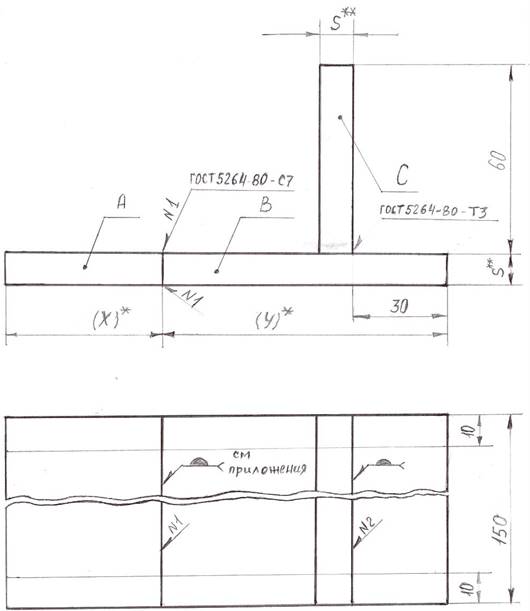
Способ сварки – Сварка ручная дуговая плавящимся электродом (сварка дуговая плавящимся покрытым электродом) (111) Наименование (шифр) нормативных документов: Ручная дуговая сварка. Соединения сварные. ГОСТ 5264-80 Тип соединения – стыковое, тавровое (С7, Т3) ГОСТ 16037-80 Положение шва при сварке –вертикальное Вид соединения – двусторонняя сварка без подкладки (ОС) Сварочные материалы: сварочные электроды Сварочное оборудование – трансформатор, выпрямитель, сварочный аппарат инверторного типа (по выбору) |
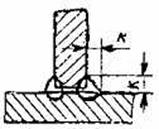
Основной материал (марка) – ВСт 3 Способ сборки – на прихватках Требования к прихваткам –2 прихватки с обратной стороны 1. Обеспечить плавный переход от сварного шва к основному
металлу без резких переходов, подрезов, несплавлений по кромке, непроваров и
других дефектов формирования шва. |
|
Конструктивные размеры стыка и форма сварочного шва |
|||||||||||||||||||||
|
|
||||||||||||||||||||
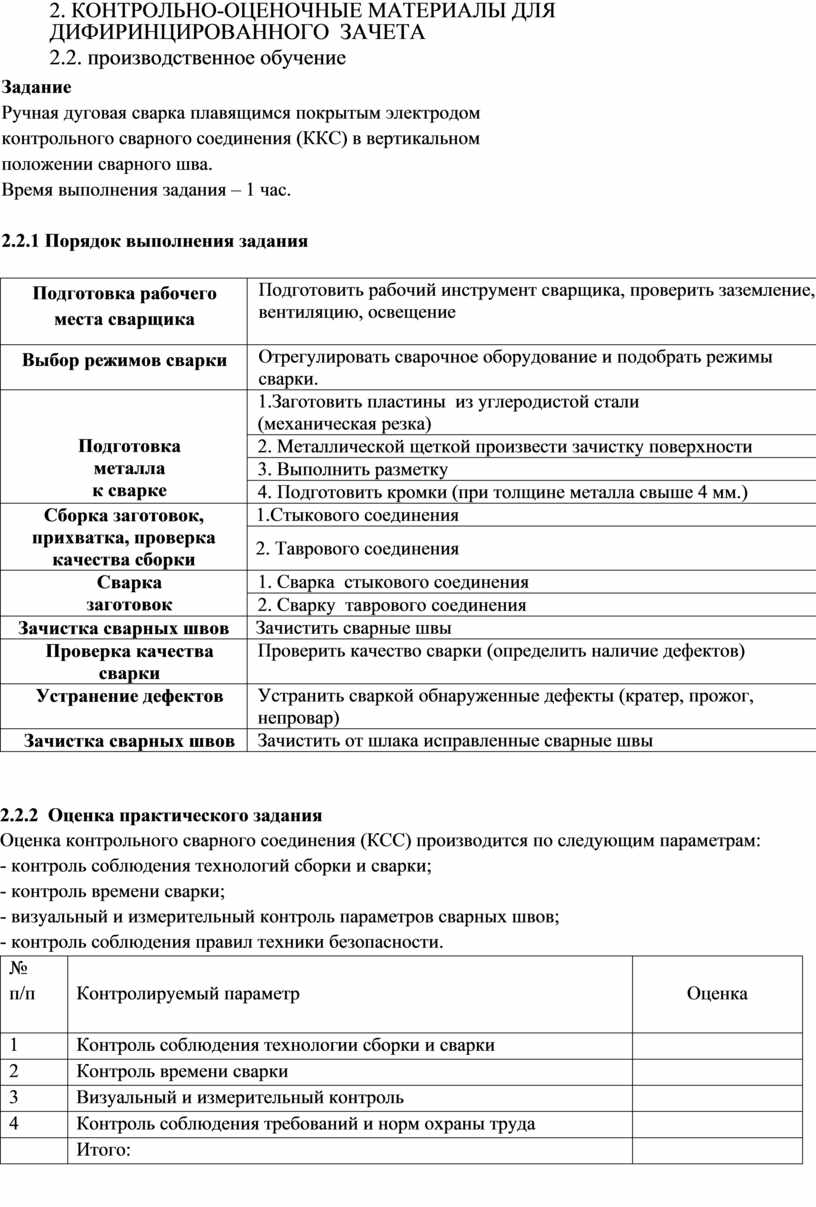
2. КОНТРОЛЬНО-ОЦЕНОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ДИФИРИНЦИРОВАННОГО ЗАЧЕТА
2.2. производственное обучение
Задание
Ручная дуговая сварка плавящимся покрытым электродом контрольного сварного соединения (ККС) в вертикальном положении сварного шва.
Время выполнения задания – 1 час.
2.2.1 Порядок выполнения задания
|
Подготовка рабочего места сварщика |
Подготовить рабочий инструмент сварщика, проверить заземление, вентиляцию, освещение |
|
Выбор режимов сварки |
Отрегулировать сварочное оборудование и подобрать режимы сварки. |
|
Подготовка металла к сварке |
1.Заготовить пластины из углеродистой стали (механическая резка) |
|
2. Металлической щеткой произвести зачистку поверхности |
|
|
3. Выполнить разметку |
|
|
4. Подготовить кромки (при толщине металла свыше 4 мм.) |
|
|
Сборка заготовок, прихватка, проверка качества сборки |
1.Стыкового соединения |
|
2. Таврового соединения |
|
|
Сварка заготовок |
1. Сварка стыкового соединения |
|
2. Сварку таврового соединения |
|
|
Зачистка сварных швов |
Зачистить сварные швы |
|
Проверка качества сварки |
Проверить качество сварки (определить наличие дефектов) |
|
Устранение дефектов |
Устранить сваркой обнаруженные дефекты (кратер, прожог, непровар) |
|
Зачистка сварных швов |
Зачистить от шлака исправленные сварные швы |
2.2.2 Оценка практического задания
Оценка контрольного сварного соединения (КСС) производится по следующим параметрам:
- контроль соблюдения технологий сборки и сварки;
- контроль времени сварки;
- визуальный и измерительный контроль параметров сварных швов;
- контроль соблюдения правил техники безопасности.
|
№ п/п
|
Контролируемый параметр |
Оценка |
|
1 |
Контроль соблюдения технологии сборки и сварки |
|
|
2 |
Контроль времени сварки |
|
|
3 |
Визуальный и измерительный контроль |
|
|
4 |
Контроль соблюдения требований и норм охраны труда |
|
|
|
Итого: |
|
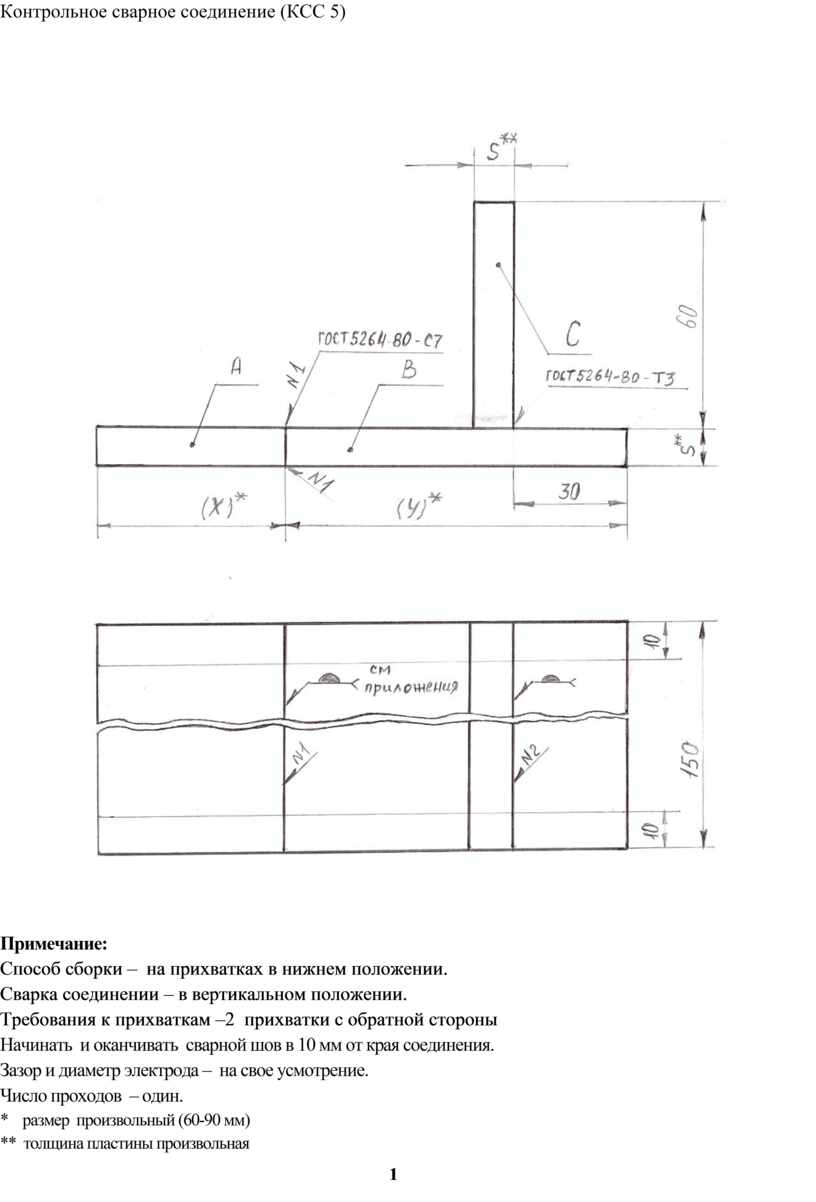
Контрольное сварное соединение (КСС 5)
Примечание:
Способ сборки – на прихватках в нижнем положении.
Сварка соединении – в вертикальном положении.
Требования к прихваткам –2 прихватки с обратной стороны
Начинать и оканчивать сварной шов в 10 мм от края соединения.
Зазор и диаметр электрода – на свое усмотрение.
Число проходов – один.
* размер произвольный (60-90 мм)
** толщина пластины произвольная
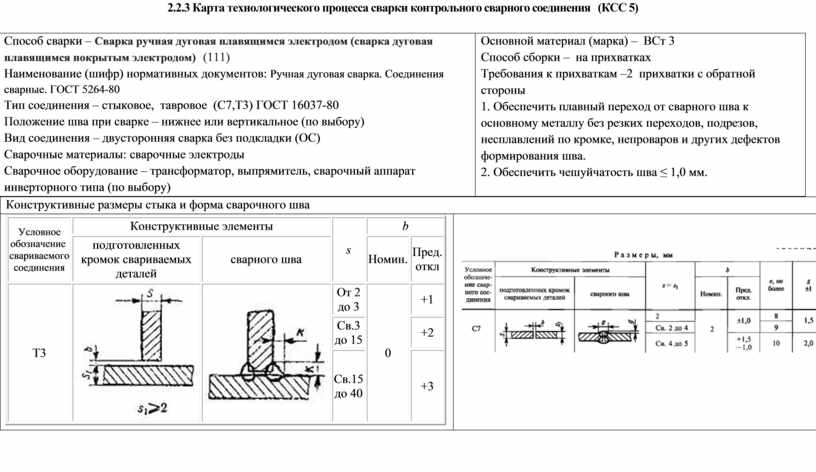
2.2.3 Карта технологического процесса сварки контрольного сварного соединения (КСС 5)
|
Способ сварки – Сварка ручная дуговая плавящимся электродом (сварка дуговая плавящимся покрытым электродом) (111) Наименование (шифр) нормативных документов: Ручная дуговая сварка. Соединения сварные. ГОСТ 5264-80 Тип соединения – стыковое, тавровое (С7,Т3) ГОСТ 16037-80 Положение шва при сварке – нижнее или вертикальное (по выбору) Вид соединения – двусторонняя сварка без подкладки (ОС) Сварочные материалы: сварочные электроды Сварочное оборудование – трансформатор, выпрямитель, сварочный аппарат инверторного типа (по выбору) |
Основной материал (марка) – ВСт 3 Способ сборки – на прихватках Требования к прихваткам –2 прихватки с обратной стороны 1. Обеспечить плавный переход от сварного шва к основному
металлу без резких переходов, подрезов, несплавлений по кромке, непроваров и
других дефектов формирования шва. |
|
Конструктивные размеры стыка и форма сварочного шва |
|||||||||||||||||||||
|
|
||||||||||||||||||||
2.5 Информационное обеспечение
Основные источники:
1. Овчинников В.В. Технология ручной дуговой, аргонно-дуговой, полуавтоматической дуговой сварки: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – М. : Издательский центр «Академия», 2019. – 288 с.
2. Овчинников В.В. Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом: : учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – 4-е изд., стер. – М.: Издательский центр «Академия», 2019. – 208 с.
3. Овчинников В.В. Подготовительные и сборочные операции перед сваркой : учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – 3-е изд., стер. – М.: Издательский центр «Академия», 2019. – 192 с.
4. Овчинников В.В. Основы материаловедения для сварщиков : учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – 3-е изд., стер. – М.: Издательский центр «Академия», 2019. – 272 с.
5. Овчинников В.В. Технология производства сварных конструкций: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – 3-е изд., стер. – М. : Издательский центр «Академия», 2018. – 272 с.
6. Файзулин Э.М. Техническая графика (металлообработка): учебник для студ. учреждений сред. проф. образования / Э.М. Файзулин, В.А. Халдинов, О.А. Яковук. – 2-е изд., стер. – М. : Издательский центр «Академия», 2018. – 336 с.
Дополнительные источники:
1. Овчинников В.В. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях: учебник для студ. сред. проф. образования - М.: Издательский центр «Академия», 2014.-304 с.
2. М.Д. Банов, Ю.В. Казаков, М.Г. Козулин и др.; Сварка и резка материалов: Учеб. Пособие / Под ред. Ю.В. Казакова. – М.: Издательский центр «Академия», 2001. – 400с.
3. Маслов В.И. Сварочные работы: Учеб. для нач. проф. образования: Учеб. пособие для сред.проф.образования. – М.: ПрофОбрИздат, 2002. – 240 с.: ил.
4. Овчинников В.В. Дефектация сварных швов и контроль качества сварных соединений: учебник для студ. сред. проф. образования - 2-езд., стер. - М.: Издательский центр «Академия», 2015.-224 с.
5. Овчинников В.В Основы материаловедения сварщиков: учебник для студ. сред. проф. образования - М.: Издательский центр «Академия», 2014.- 256 с.
6. Овчинников В.В. Расчет и проектирование сварных конструкций: Практикум и курсовое проектирование: учебное пособие для студ. сред. проф. образования - М.: Издательский центр «Академия», 2010.- 224 с.
7. Сварочные работы / В.А. Чебан. – Изд. 8-е. – Ростов н/Д : Феникс, 2011. – 412 (1) с. :ил. – (Начальное профессиональное образование).
2.5 Место и время проведения учебной практики
Учебная практика проводится в учебно-производственных мастерских расположенных в промзоне ФКУ ИК – 7.
Время прохождения учебной практики определяется учебным планом и графиком учебного процесса.
При реализации ПМ.04. «Частично механизированная сварка (наплавка) плавлением»
предполагается изучение МДК: МДК 04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе. Продолжительность рабочего дня обучающихся при концентрированном графике прохождении учебной практики составляет не более 36 академических часов в неделю.
На обучающихся, проходящих учебную практику на базах практической подготовки, распространяются правила охраны труда и правила внутреннего трудового распорядка, действующие на базе практической подготовки (если проводится на базе предприятия).
2.6 Кадровое обеспечение образовательного процесса
Учебная практика проводится мастерами производственного обучения и/или преподавателями дисциплин профессионального цикла.
Требования к квалификации педагогических кадров - в соответствии с требованиями действующего федерального государственного образовательного стандарта.
2.7 Требования к организации аттестации и оценке результатов учебной практики
Аттестация по итогам учебной практики проводится в форме дифференцированного зачета в последний день практики в учебной производственной мастерской.
В процессе аттестации проводится определение качества приобретённых студентами практических профессиональных умений и первоначального практического опыта реализуемых в рамках профессионального модуля МДК МДК 04.01 Техника и технология частично механизированной сварки (наплавки) плавлением в защитном газе, а также контроль сформированности профессиональных компетенций.
Инструментарий оценки, входящий в комплект контрольно-оценочных средств, содержит вариант практического задания. Для оценки используется метод сопоставления параметров выполненной работы с заданными эталонами и стандартами по критериям.
Для выполнения работы отводится 1 час.
Скачано с www.znanio.ru


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.