Поделиться

Приложение 1.2.
к ППРКС по профессии
15.01.05 Сварщик (ручной и частично
механизированной сварки (наплавки))
КОНТРОЛЬНО ОЦЕНИВАЮЩИЕ СРЕДСТВА
ПРОГРАММЫ УЧЕБНАЯ ПРАКТИКА
ПРОФЕССИОНАЛЬНОГО МОДУЛЯ
ПМ.01. «ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ
И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ ШВОВ ПОСЛЕ СВАРКИ»
Салават, 2022
Контрольно оценивающие средства разработаны к программе учебной практики профессионального модуля ПМ.01. «Подготовительно-сварочные работы и контроль качества сварных швов после сварки» разработана в соответствии с Федеральным государственным образовательным стандартом среднего профессионального образования по профессии: 15.01.05 «Сварщик (ручной и частично механизированной сварки (наплавки))», утвержденного приказом Министерства образования и науки Российской Федерации № 50 от 29.01.2016.
Организация - разработчик: федеральное казенное профессиональное образовательное учреждение № 142 Федеральной службы исполнения наказаний (далее – ФКП образовательное учреждение № 142)
Разработчик: Лейдеров Н.М., мастер производственного обучения
СОДЕРЖАНИЕ
|
1. ПАСПОРТ КОНТРОЛЬНО - ОЦЕНОЧНЫХ СРЕДСТВ |
4 |
|
2. КОНТРОЛЬНО - ОЦЕНОЧНЫХ МАТЕРИАЛЫ ДЛЯ ЭКЗАМЕНА (квалификационного) |
8 |
I. Паспорт фонда оценочных средств
Результатом освоения профессионального модуля является готовность обучающегося к выполнению вида профессиональной деятельности ВПД 01: Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки.
Формой аттестации по профессиональному модулю является экзамен (квалификационный). Итогом экзамена является однозначное решение: «Вид профессиональной деятельности освоен/не освоен» (с оценкой).
Сварщик должен обладать следующими общими (ОК) и профессиональными компетенциями (ПК) в части освоения ВПД 02: Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом.
|
Код |
Наименование результата обучения |
|
ОК 1. |
Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. |
|
ОК 2. |
Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем. |
|
ОК 3. |
Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. |
|
ОК 4. |
Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач. |
|
ОК 5. |
Использовать информационно-коммуникационные технологии в профессиональной деятельности. |
|
ОК 6. |
Работать в команде, эффективно общаться с коллегами, руководством. |
|
ОК 7. |
Проявлять гражданско-патриотическую позицию, демонстрировать осознанное поведение на основе традиционных общечеловеческих ценностей, применять стандарты антикоррупционного поведения. |
|
ОК 8. |
Использовать знания по финансовой грамотности, планировать предпринимательскую деятельность в профессиональной сфере.
|
|
Код |
Наименование результата обучения |
|
ПК 1.1. |
Читать чертежи средней сложности и сложных сварных металлоконструкций. |
|
ПК 1.2. |
Использовать конструкторскую, нормативно-техническую и производственно-технологическую документацию по сварке. |
|
ПК 1.3. |
Проверять оснащенность, работоспособность, исправность и осуществлять настройку оборудования поста для различных способов сварки. |
|
ПК 1.4 |
Подготавливать и проверять сварочные материалы для различных способов сварки. |
|
ПК 1.5 |
Выполнять сборку и подготовку элементов конструкции под сварку. |
|
ПК 1.6 |
Проводить контроль подготовки и сборки элементов конструкции под сварку. |
|
ПК 1.7 |
Выполнять предварительный, сопутствующий (межслойный) подогрева металла. |
|
ПК 1.8 |
Зачищать и удалять поверхностные дефекты сварных швов после сварки. |
|
ПК 1.9 |
Проводить контроль сварных соединений на соответствие геометрическим размерам, требуемым конструкторской и производственно-технологической документации по сварке. |
1.1.Область применения
Комплект контрольно – оценочных средств позволяет оценивать:
- освоение профессиональных компетенций (ПК) - знаний, умений и практического опыта, соответствующих виду профессиональной деятельности и общих компетенций (ОК):
|
Вид профессиональной деятельности |
Требования к знаниям, умениям, практическому опыту |
|
Проведение подготовительных, сборочных операций перед сваркой, зачистка и контроль сварных швов после сварки |
практический опыт: - выполнения типовых слесарных операций, применяемых при подготовке деталей перед сваркой; - выполнения сборки элементов конструкции (изделий, узлов, деталей) под сварку с применением сборочных приспособлений; - выполнения сборки элементов конструкции (изделий, узлов, деталей) под сварку на прихватках; - эксплуатирования оборудования для сварки; - выполнения предварительного, сопутствующего (межслойного) подогрева свариваемых кромок; - выполнения зачистки швов после сварки; - использования измерительного инструмента для контроля геометрических размеров сварного шва; - определения причин дефектов сварочных швов и соединений; - предупреждения и устранения различных видов дефектов в сварных швах; умения: - использовать ручной и механизированный инструмент зачистки сварных швов и удаления поверхностных дефектов после сварки; - проверять работоспособность и исправность оборудования поста для сварки; - использовать ручной и механизированный инструмент для подготовки элементов конструкции (изделий, узлов, деталей) под сварку; - выполнять предварительный, сопутствующий (межслойный) подогрев металла в соответствии с требованиями производственно-технологической документации по сварке; - применять сборочные приспособления для сборки элементов конструкции (изделий, узлов, деталей) под сварку; - подготавливать сварочные материалы к сварке; - зачищать швы после сварки; - пользоваться производственно-технологической и нормативной документацией для выполнения трудовых функций; знания: - основы теории сварочных процессов (понятия: сварочный термический цикл, сварочные деформации и напряжения); - необходимость проведения подогрева при сварке; - классификацию и общие представления о методах и способах сварки; основные типы, конструктивные элементы, размеры сварных соединений и обозначение их на чертежах; - влияние основных параметров режима и пространственного положения при сварке на формирование сварного шва; - основные типы, конструктивные элементы, разделки кромок; - основы технологии сварочного производства; - виды и назначение сборочных, технологических приспособлений и оснастки; - основные правила чтения технологической документации; - типы дефектов сварного шва; - методы неразрушающего контроля; - причины возникновения и меры предупреждения видимых дефектов; - способы устранения дефектов сварных швов; - правила подготовки кромок изделий под сварку; - устройство вспомогательного оборудования, назначение, правила его эксплуатации и область применения; - правила сборки элементов конструкции под сварку; - порядок проведения работ по предварительному, сопутствующему (межслойному) подогреву металла; - устройство сварочного оборудования, назначение, правила его эксплуатации и область применения; - правила технической эксплуатации электроустановок; - классификацию сварочного оборудования и материалов; - основные принципы работы источников питания для сварки; - правила хранения и транспортировки сварочных материалов; |
1.2. Система контроля и оценки освоения программы профессионального модуля ПМ.01. «Подготовительно-сварочные работы и контроль качества сварных швов после сварки»
1.2.1.Формы промежуточной аттестации при освоении профессионального модуля
ПМ.02. «Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом»
|
Элементы профессионального модуля |
Формы промежуточной аттестации |
|
ПМ.02. «Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом» |
Экзамен (квалификационный) |
|
МДК 02.01 Подготовка металла и оборудования к производству сварочных работ |
Дифференцированный зачет |
|
Учебная практика (УП) |
Дифференцированный зачет |
|
Производственная практика |
Дифференцированный зачет |
1.2.2 Организация контроля и оценки освоения программы учебной практики ПМ.01. «Подготовительно-сварочные работы и контроль качества сварных швов после сварки»
Итоговый контроль освоения вида профессиональной деятельности освоения ПМ.01. «Подготовительно-сварочные работы и контроль качества сварных швов после сварки» осуществляется на экзамене (квалификационном). Условием допуска к экзамену (квалификационному) является положительная аттестация по МДК, учебной и производственной практикам.
Предметом оценки по учебной и производственной практикам является приобретение практическоого опыта. Контроль и оценка учебной практики проводится на основе оценки за проверочную работу обучающегося. Или Дифференцированный зачет по учебной практике выставляется на основании результатов выполнения комплексной практической работы.
2. КОНТРОЛЬНО-ОЦЕНОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ДИФИРИНЦИРОВАННОГО ЗАЧЕТА
2.1 производственное обучение (учебная практика)
Задание
Ручная дуговая сварка плавящимся покрытым электродом контрольного сварного соединения (ККС) в вертикальном положении сварного шва.
Время выполнения задания – 1 час.
2.1.1 Порядок выполнения задания
|
Подготовка рабочего места сварщика |
Подготовить рабочий инструмент сварщика, проверить заземление, вентиляцию, освещение |
|
Выбор режимов сварки |
Отрегулировать сварочное оборудование и подобрать режимы сварки. |
|
Подготовка металла к сварке |
1.Заготовить пластины из углеродистой стали (механическая резка) |
|
2. Металлической щеткой произвести зачистку поверхности |
|
|
3. Выполнить разметку |
|
|
4. Подготовить кромки (при толщине металла свыше 4 мм.) |
|
|
Сборка заготовок, прихватка, проверка качества сборки |
1.Стыкового соединения |
|
2. Таврового соединения |
|
|
Сварка заготовок |
1. Сварка стыкового соединения |
|
2. Сварку таврового соединения |
|
|
Зачистка сварных швов |
Зачистить сварные швы |
|
Проверка качества сварки |
Проверить качество сварки (определить наличие дефектов) |
|
Устранение дефектов |
Устранить сваркой обнаруженные дефекты (кратер, прожог, непровар) |
|
Зачистка сварных швов |
Зачистить от шлака исправленные сварные швы |
2.1.2 Оценка практического задания
Оценка контрольного сварного соединения (КСС) производится по следующим параметрам:
- контроль соблюдения технологий сборки и сварки;
- контроль времени сварки;
- визуальный и измерительный контроль параметров сварных швов;
- контроль соблюдения правил техники безопасности.
|
№ п/п
|
Контролируемый параметр |
Оценка |
|
1 |
Контроль соблюдения технологии сборки и сварки |
|
|
2 |
Контроль времени сварки |
|
|
3 |
Визуальный и измерительный контроль |
|
|
4 |
Контроль соблюдения требований и норм охраны труда |
|
|
|
Итого: |
|
Контрольное сварное соединение (КСС 3)

Примечание:
Способ сборки – на прихватках в нижнем положении.
Сварка соединении – в вертикальном положении.
Требования к прихваткам –2 прихватки с обратной стороны
Начинать и оканчивать сварной шов в 10 мм от края соединения.
Зазор и диаметр электрода – на свое усмотрение.
Число проходов – один.
2.1.3 Карта технологического процесса сварки контрольного сварного соединения (КСС 3)
|
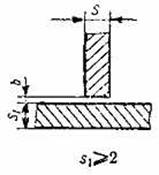
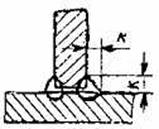
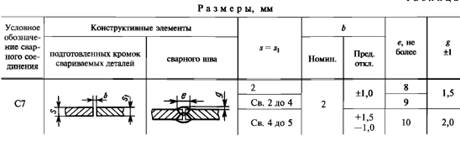
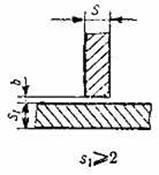
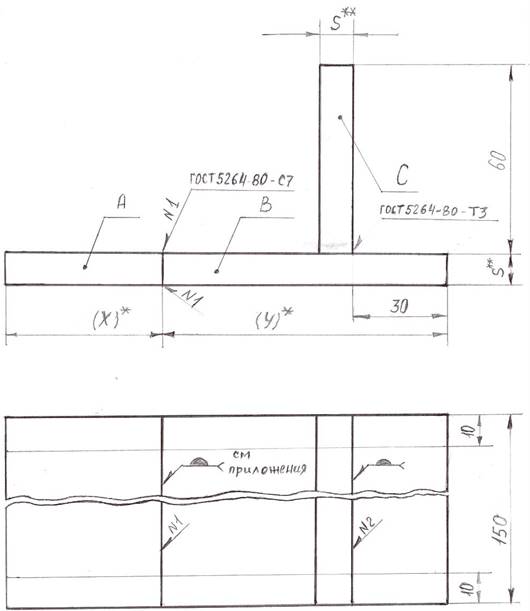
Способ сварки – Сварка ручная дуговая плавящимся электродом (сварка дуговая плавящимся покрытым электродом) (111) Наименование (шифр) нормативных документов: Ручная дуговая сварка. Соединения сварные. ГОСТ 5264-80 Тип соединения – стыковое, тавровое (С7, Т3) ГОСТ 16037-80 Положение шва при сварке –вертикальное Вид соединения – двусторонняя сварка без подкладки (ОС) Сварочные материалы: сварочные электроды Сварочное оборудование – трансформатор, выпрямитель, сварочный аппарат инверторного типа (по выбору) |
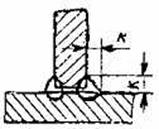
Основной материал (марка) – ВСт 3 Способ сборки – на прихватках Требования к прихваткам –2 прихватки с обратной стороны 1. Обеспечить плавный переход от сварного шва к основному
металлу без резких переходов, подрезов, несплавлений по кромке, непроваров и
других дефектов формирования шва. |
|
Конструктивные размеры стыка и форма сварочного шва |
|||||||||||||||||||||
|
|
||||||||||||||||||||
2. КОНТРОЛЬНО-ОЦЕНОЧНЫЕ МАТЕРИАЛЫ ДЛЯ ДИФИРИНЦИРОВАННОГО ЗАЧЕТА
2.2. производственное обучение
Задание
Ручная дуговая сварка плавящимся покрытым электродом контрольного сварного соединения (ККС) в вертикальном положении сварного шва.
Время выполнения задания – 1 час.
2.2.1 Порядок выполнения задания
|
Подготовка рабочего места сварщика |
Подготовить рабочий инструмент сварщика, проверить заземление, вентиляцию, освещение |
|
Выбор режимов сварки |
Отрегулировать сварочное оборудование и подобрать режимы сварки. |
|
Подготовка металла к сварке |
1.Заготовить пластины из углеродистой стали (механическая резка) |
|
2. Металлической щеткой произвести зачистку поверхности |
|
|
3. Выполнить разметку |
|
|
4. Подготовить кромки (при толщине металла свыше 4 мм.) |
|
|
Сборка заготовок, прихватка, проверка качества сборки |
1.Стыкового соединения |
|
2. Таврового соединения |
|
|
Сварка заготовок |
1. Сварка стыкового соединения |
|
2. Сварку таврового соединения |
|
|
Зачистка сварных швов |
Зачистить сварные швы |
|
Проверка качества сварки |
Проверить качество сварки (определить наличие дефектов) |
|
Устранение дефектов |
Устранить сваркой обнаруженные дефекты (кратер, прожог, непровар) |
|
Зачистка сварных швов |
Зачистить от шлака исправленные сварные швы |
2.2.2 Оценка практического задания
Оценка контрольного сварного соединения (КСС) производится по следующим параметрам:
- контроль соблюдения технологий сборки и сварки;
- контроль времени сварки;
- визуальный и измерительный контроль параметров сварных швов;
- контроль соблюдения правил техники безопасности.
|
№ п/п
|
Контролируемый параметр |
Оценка |
|
1 |
Контроль соблюдения технологии сборки и сварки |
|
|
2 |
Контроль времени сварки |
|
|
3 |
Визуальный и измерительный контроль |
|
|
4 |
Контроль соблюдения требований и норм охраны труда |
|
|
|
Итого: |
|
Контрольное сварное соединение (КСС 4)
Примечание:
Способ сборки – на прихватках в нижнем положении.
Сварка соединении – в вертикальном положении.
Требования к прихваткам –2 прихватки с обратной стороны
Начинать и оканчивать сварной шов в 10 мм от края соединения.
Зазор и диаметр электрода – на свое усмотрение.
Число проходов – один.
* размер произвольный (60-90 мм)
** толщина пластины произвольная
2.2.3 Карта технологического процесса сварки контрольного сварного соединения (КСС 4)
|
Способ сварки – Сварка ручная дуговая плавящимся электродом (сварка дуговая плавящимся покрытым электродом) (111) Наименование (шифр) нормативных документов: Ручная дуговая сварка. Соединения сварные. ГОСТ 5264-80 Тип соединения – стыковое, тавровое (С7,Т3) ГОСТ 16037-80 Положение шва при сварке – нижнее или вертикальное (по выбору) Вид соединения – двусторонняя сварка без подкладки (ОС) Сварочные материалы: сварочные электроды Сварочное оборудование – трансформатор, выпрямитель, сварочный аппарат инверторного типа (по выбору) |
Основной материал (марка) – ВСт 3 Способ сборки – на прихватках Требования к прихваткам –2 прихватки с обратной стороны 1. Обеспечить плавный переход от сварного шва к основному
металлу без резких переходов, подрезов, несплавлений по кромке, непроваров и
других дефектов формирования шва. |
|
Конструктивные размеры стыка и форма сварочного шва |
|||||||||||||||||||||
|
|
||||||||||||||||||||
2.5 Информационное обеспечение
Основные источники:
1. Овчинников В.В. Технология ручной дуговой, аргонно-дуговой, полуавтоматической дуговой сварки: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – М. : Издательский центр «Академия», 2019. – 288 с.
2. Овчинников В.В. Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом: : учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – 4-е изд., стер. – М.: Издательский центр «Академия», 2019. – 208 с.
3. Овчинников В.В. Подготовительные и сборочные операции перед сваркой : учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – 3-е изд., стер. – М.: Издательский центр «Академия», 2019. – 192 с.
4. Овчинников В.В. Основы материаловедения для сварщиков : учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – 3-е изд., стер. – М.: Издательский центр «Академия», 2019. – 272 с.
5. Овчинников В.В. Технология производства сварных конструкций: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – 3-е изд., стер. – М. : Издательский центр «Академия», 2018. – 272 с.
6. Файзулин Э.М. Техническая графика (металлообработка): учебник для студ. учреждений сред. проф. образования / Э.М. Файзулин, В.А. Халдинов, О.А. Яковук. – 2-е изд., стер. – М. : Издательский центр «Академия», 2018. – 336 с.
Дополнительные источники:
1. Овчинников В.В. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях: учебник для студ. сред. проф. образования - М.: Издательский центр «Академия», 2014.-304 с.
2. М.Д. Банов, Ю.В. Казаков, М.Г. Козулин и др.; Сварка и резка материалов: Учеб. Пособие / Под ред. Ю.В. Казакова. – М.: Издательский центр «Академия», 2001. – 400с.
3. Маслов В.И. Сварочные работы: Учеб. для нач. проф. образования: Учеб. пособие для сред.проф.образования. – М.: ПрофОбрИздат, 2002. – 240 с.: ил.
4. Овчинников В.В. Дефектация сварных швов и контроль качества сварных соединений: учебник для студ. сред. проф. образования - 2-езд., стер. - М.: Издательский центр «Академия», 2015.-224 с.
5. Овчинников В.В Основы материаловедения сварщиков: учебник для студ. сред. проф. образования - М.: Издательский центр «Академия», 2014.- 256 с.
6. Овчинников В.В. Расчет и проектирование сварных конструкций: Практикум и курсовое проектирование: учебное пособие для студ. сред. проф. образования - М.: Издательский центр «Академия», 2010.- 224 с.
7. Сварочные работы / В.А. Чебан. – Изд. 8-е. – Ростов н/Д : Феникс, 2011. – 412 (1) с. :ил. – (Начальное профессиональное образование).
2.5 Место и время проведения учебной практики
Учебная практика проводится в учебно-производственных мастерских расположенных в промзоне ФКУ ИК – 7.
Время прохождения учебной практики определяется учебным планом и графиком учебного процесса.
При реализации ПМ.01 Подготовительно-сварочные работы и контроль качества сварных швов после сварки предполагается изучение МДК: МДК 02.01 Подготовка металла и оборудования к производству сварочных работ. Продолжительность рабочего дня обучающихся при концентрированном графике прохождении учебной практики составляет не более 36 академических часов в неделю.
На обучающихся, проходящих учебную практику на базах практической подготовки, распространяются правила охраны труда и правила внутреннего трудового распорядка, действующие на базе практической подготовки (если проводится на базе предприятия).
2.6 Кадровое обеспечение образовательного процесса
Учебная практика проводится мастерами производственного обучения и/или преподавателями дисциплин профессионального цикла.
Требования к квалификации педагогических кадров - в соответствии с требованиями действующего федерального государственного образовательного стандарта.
2.7 Требования к организации аттестации и оценке результатов учебной практики
Аттестация по итогам учебной практики проводится в форме дифференцированного зачета в последний день практики в учебной производственной мастерской.
В процессе аттестации проводится определение качества приобретённых студентами практических профессиональных умений и первоначального практического опыта реализуемых в рамках профессионального модуля МДК 02.01 Подготовка металла и оборудования к производству сварочных работ, а также контроль сформированности профессиональных компетенций.
Инструментарий оценки, входящий в комплект контрольно-оценочных средств, содержит вариант практического задания. Для оценки используется метод сопоставления параметров выполненной работы с заданными эталонами и стандартами по критериям.
Для выполнения работы отводится 1 час.
Скачано с www.znanio.ru












Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.