Поделиться

КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ
контрольного сварного узла
|
Вид (способ) сварки (наплавки) - РД |
Основной материал (марка) |
|
Тип шва — тавровый (труба + лист) |
Труба — сталь 20(М01) Ø-76 мм, S - 4мм |
|
Тип соединения (по ГОСТ) — Т6, ГОСТ 5264-80 |
Пластина- сталь 09Г2С(М01), S - 4мм |
|
Положение при сварке - нижнее |
Способ сварки - на прихватках |
|
Сварочные материалы — электроды МР-3 Ø 3мм ГОСТ 9466-75, ГОСТ 9467-75 |
Требования к прихватке - 2-3 шт, 10-15мм |
|
Сварочное оборудование: ВД-1000, ВДМ-630, ПСО-300, ПСО-500 |
|
|
Род и полярность тока: Постоянный, обратная |
|
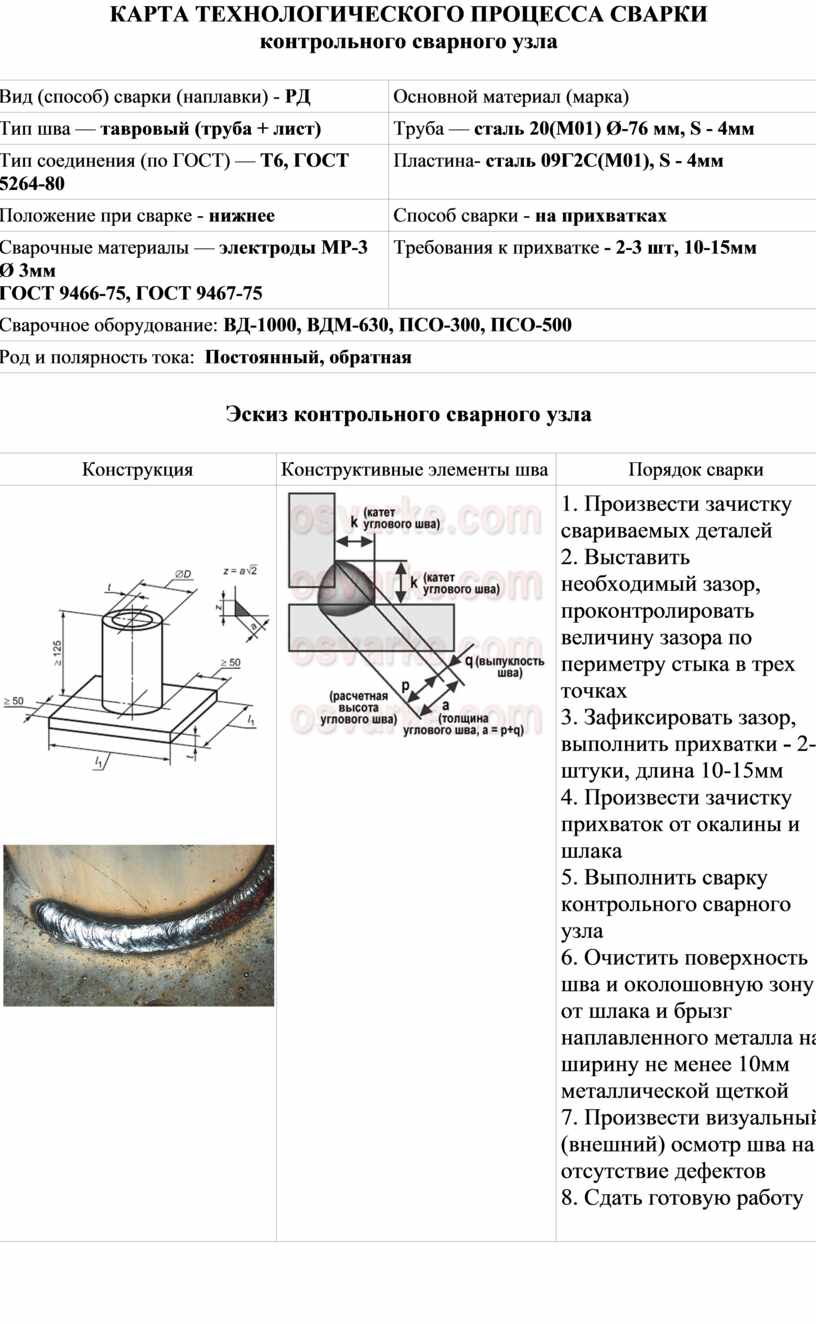
Эскиз контрольного сварного узла
|
Конструкция |
Конструктивные элементы шва |
Порядок сварки |
|
|
|
1. Произвести зачистку свариваемых деталей 2. Выставить необходимый зазор, проконтролировать величину зазора по периметру стыка в трех точках 3. Зафиксировать зазор, выполнить прихватки - 2-3 штуки, длина 10-15мм 4. Произвести зачистку прихваток от окалины и шлака 5. Выполнить сварку контрольного сварного узла 6. Очистить поверхность шва и околошовную зону от шлака и брызг наплавленного металла на ширину не менее 10мм металлической щеткой 7. Произвести визуальный (внешний) осмотр шва на отсутствие дефектов 8. Сдать готовую работу
|

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.


