Поделиться


Общие положения
Результатом освоения профессии является готовность обучающегося к выполнению вида профессиональной деятельности: выполнение ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом, и составляющих его профессиональных компетенций, а также общие компетенции, формирующиеся в процессе освоения профессии в целом.
Формой является экзамен (квалификационный). Итогом экзамена является однозначное решение: «вид профессиональной деятельности освоен / не освоен».
1. Формы промежуточной аттестации по профессиональному модулю
|
Элементы программы |
Формы аттестации |
|
1 |
2 |
|
ОП.01 Охрана труда |
Зачет |
|
ОП.02 Информационные технологии |
Зачет |
|
ОП.03 Основы здорового способа жихни |
Зачет |
|
ОП.04 Основы трудового законодательства |
Зачет |
|
ПТ.01. Технология сварочных работ |
Зачет |
|
ПТ.02 Материаловедение |
Зачет |
|
ПТ.03 Черчение |
Зачет |
|
ПТ.04 Электротехника |
Зачет |
|
УП.00 Учебная практика |
Дифференцированный зачет |
|
ПП.00 Производственная практика |
Дифференцированный зачет |
|
ИА Итоговая аттестация |
Экзамен (квалификационный) |
2. Результаты освоения программы, подлежащие проверке
2.1. Профессиональные и общие компетенции
В результате контроля и оценки по профессиональному модулю осуществляется комплексная проверка следующих профессиональных и общих компетенций:
|
Профессиональные компетенции
|
Показатели оценки результата |
|
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. |
Организация рабочего места Соблюдение требований безопасности труда Подбор инструмента и оборудования Подбор режимов ручной дуговой сварки Подбор сварочных материалов Ручная дуговая сварка различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. |
|
ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва.
|
Организация рабочего места Соблюдение требований безопасности труда Подбор инструмента и оборудования Подбор режимов ручной дуговой сварки Подбор сварочных материалов Ручная дуговая сварка различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. |
|
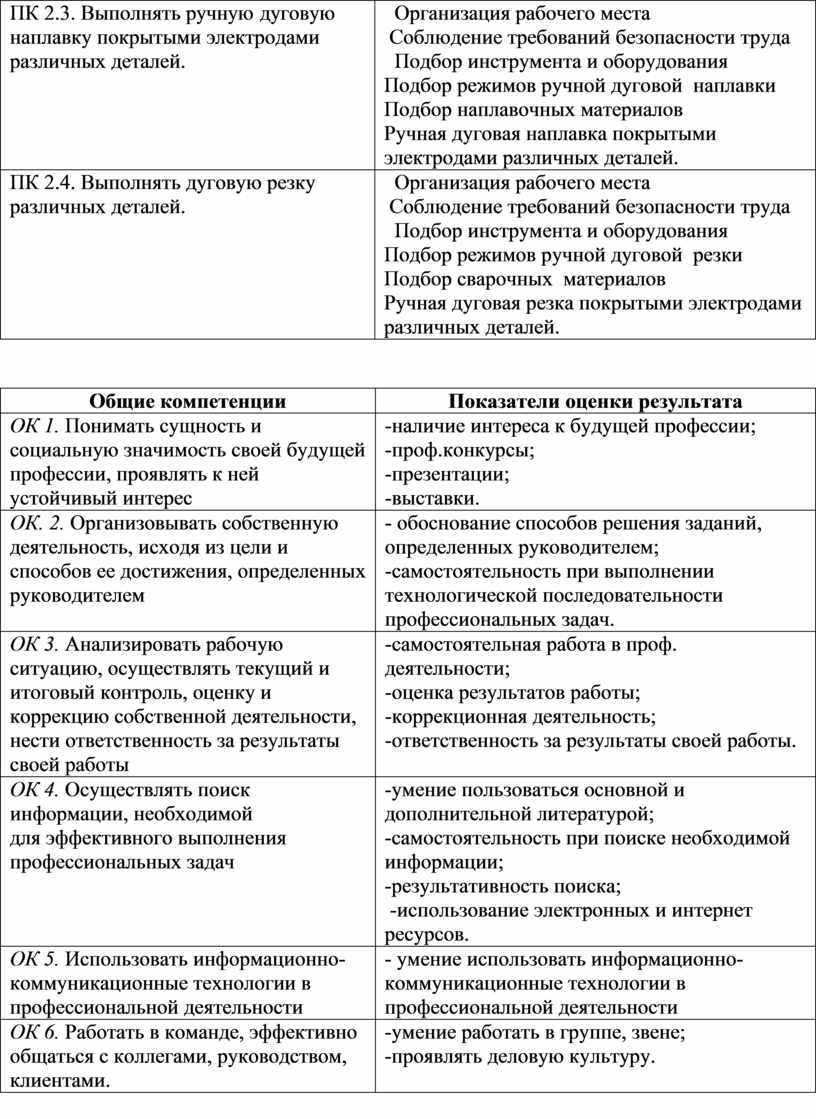
ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей.
|
Организация рабочего места Соблюдение требований безопасности труда Подбор инструмента и оборудования Подбор режимов ручной дуговой наплавки Подбор наплавочных материалов Ручная дуговая наплавка покрытыми электродами различных деталей. |
|
ПК 2.4. Выполнять дуговую резку различных деталей.
|
Организация рабочего места Соблюдение требований безопасности труда Подбор инструмента и оборудования Подбор режимов ручной дуговой резки Подбор сварочных материалов Ручная дуговая резка покрытыми электродами различных деталей. |
|
Общие компетенции |
Показатели оценки результата |
|
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес |
-наличие интереса к будущей профессии; -проф.конкурсы; -презентации; -выставки. |
|
ОК. 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем |
- обоснование способов решения заданий, определенных руководителем; -самостоятельность при выполнении технологической последовательности профессиональных задач. |
|
ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы |
-самостоятельная работа в проф. деятельности; -оценка результатов работы; -коррекционная деятельность; -ответственность за результаты своей работы. |
|
ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач |
-умение пользоваться основной и дополнительной литературой; -самостоятельность при поиске необходимой информации; -результативность поиска; -использование электронных и интернет ресурсов. |
|
ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности |
- умение использовать информационно- коммуникационные технологии в профессиональной деятельности |
|
ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами. |
-умение работать в группе, звене; -проявлять деловую культуру. |
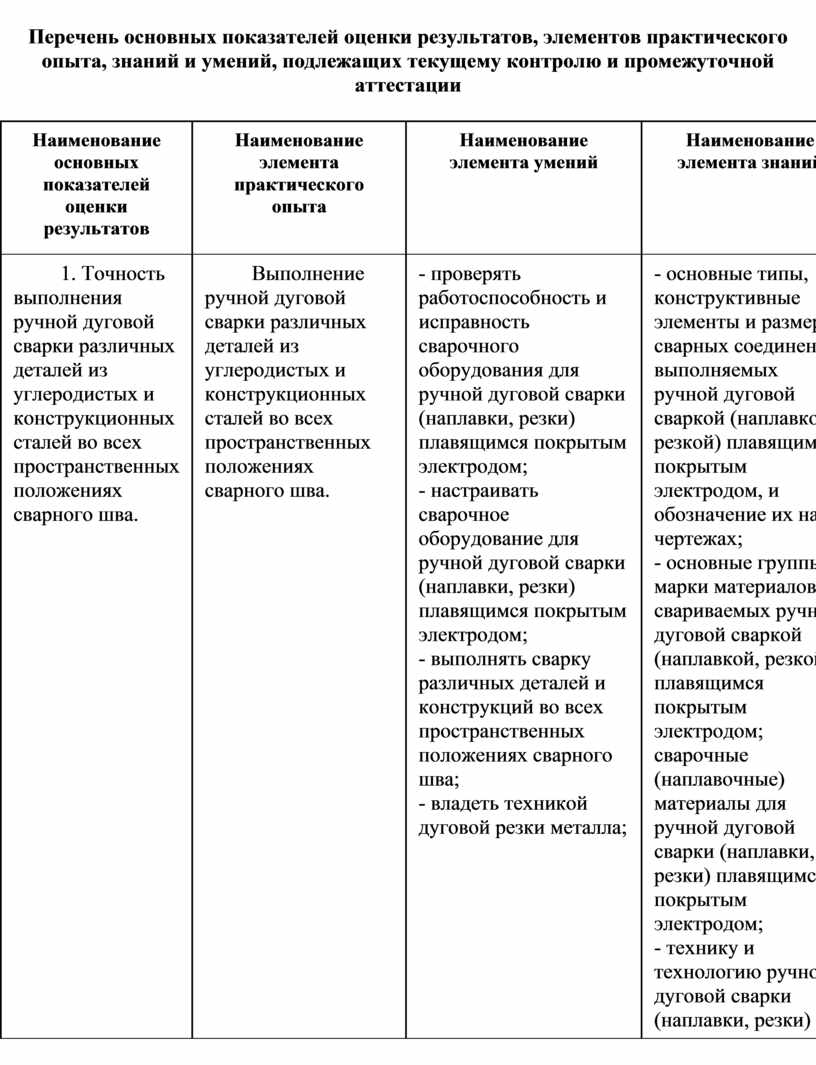
Перечень основных показателей оценки результатов, элементов практического опыта, знаний и умений, подлежащих текущему контролю и промежуточной аттестации
|
Наименование основных показателей оценки результатов |
Наименование элемента практического опыта |
Наименование элемента умений |
Наименование элемента знаний |
|
1. Точность выполнения ручной дуговой сварки различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
|
Выполнение ручной дуговой сварки различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
|
- проверять работоспособность и исправность сварочного оборудования для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом; - настраивать сварочное оборудование для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом; - выполнять сварку различных деталей и конструкций во всех пространственных положениях сварного шва; - владеть техникой дуговой резки металла; |
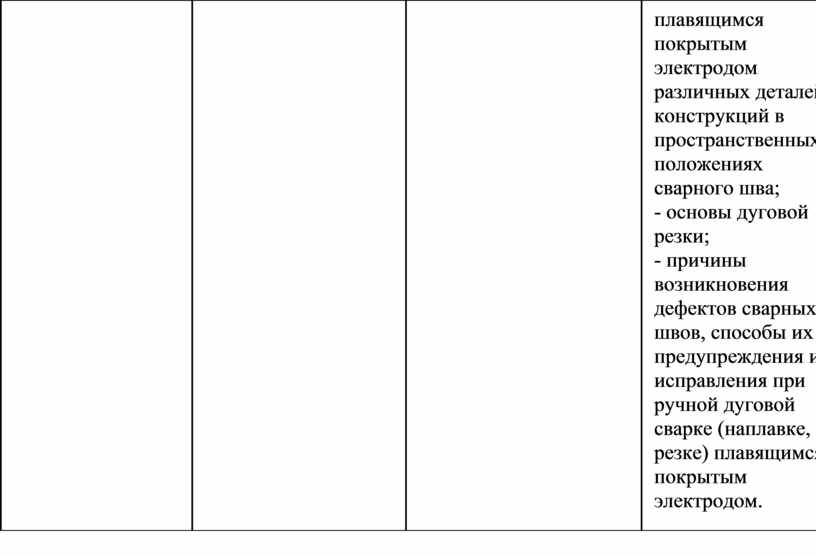
- основные типы, конструктивные элементы и размеры сварных соединений, выполняемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом, и обозначение их на чертежах; - основные группы и марки материалов, свариваемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом; сварочные (наплавочные) материалы для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом; - технику и технологию ручной дуговой сварки (наплавки, резки) |
|
|
|
|
плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва; - основы дуговой резки; - причины возникновения дефектов сварных швов, способы их предупреждения и исправления при ручной дуговой сварке (наплавке, резке) плавящимся покрытым электродом. |
|
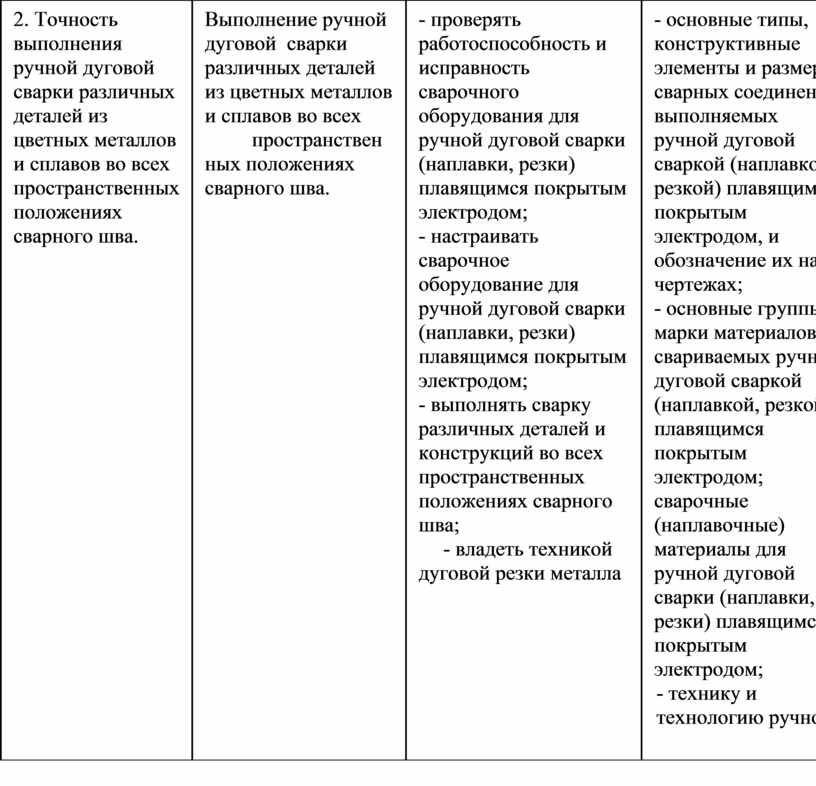
2. Точность выполнения ручной дуговой сварки различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва.
|
Выполнение ручной дуговой сварки различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва.
|
- проверять работоспособность и исправность сварочного оборудования для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом; - настраивать сварочное оборудование для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом; - выполнять сварку различных деталей и конструкций во всех пространственных положениях сварного шва; - владеть техникой дуговой резки металла |
- основные типы, конструктивные элементы и размеры сварных соединений, выполняемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом, и обозначение их на чертежах; - основные группы и марки материалов, свариваемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом; сварочные (наплавочные) материалы для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом; - технику и технологию ручной
|
|
|
|
|
дуговой сварки (наплавки, резки) плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва; - основы дуговой резки; - причины возникновения дефектов сварных швов, способы их предупреждения и исправления при ручной дуговой сварке (наплавке, резке) плавящимся покрытым электродом. |
|
3. Точность выполнения ручной дуговой наплавки покрытыми электродами различных деталей.
|
Выполнение ручной дуговой наплавки. |
- проверять работоспособность и исправность сварочного оборудования для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом; - настраивать сварочное оборудование для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом; - выполнять сварку различных деталей и конструкций во всех пространственных положениях сварного шва; - владеть техникой дуговой резки металла
|
- основные типы, конструктивные элементы и размеры сварных соединений, выполняемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом, и обозначение их на чертежах; - основные группы и марки материалов, свариваемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом; сварочные (наплавочные) материалы для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
|
|
|
|
|
- технику и технологию ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва; - основы дуговой резки; - причины возникновения дефектов сварных швов, способы их предупреждения и исправления при ручной дуговой сварке (наплавке, резке) плавящимся покрытым электродом. |
|
4. Точность выполнения дуговой резки различных деталей
|
Выполнение дуговой резки различных деталей |
- проверять работоспособность и исправность сварочного оборудования для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом; - настраивать сварочное оборудование для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом; - выполнять сварку различных деталей и конструкций во всех пространственных положениях сварного шва; - владеть техникой дуговой резки металла
|
- основные типы, конструктивные элементы и размеры сварных соединений, выполняемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом, и обозначение их на чертежах; - основные группы и марки материалов, свариваемых ручной дуговой сваркой (наплавкой, резкой) плавящимся покрытым электродом; сварочные (наплавочные) материалы для ручной дуговой сварки (наплавки, резки) плавящимся покрытым
|
|
|
|
|
электродом; - технику и технологию ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва; - основы дуговой резки; - причины возникновения дефектов сварных швов, способы их предупреждения и исправления при ручной дуговой сварке (наплавке, резке) плавящимся покрытым электродом.
|
|
Профессиональные и общие компетенции, которые возможно сгруппировать для проверки |
Показатели оценки результата |
|
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей. ПК 2.4. Выполнять дуговую резку различных деталей. |
Организация рабочего места Соблюдение требований безопасности труда Подбор инструмента и оборудования Подбор режимов ручной дуговой сварки (наплавки, резки) Подбор сварочных материалов Ручная дуговая сварка различных деталей из углеродистых и конструкционных сталей, цветных металлов и сплавов во всех пространственных положениях сварного шва. Ручная дуговая наплавка (резка) покрытыми электродами различных деталей.
|
|
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес |
-наличие интереса к будущей профессии; -проф.конкурсы; -презентации; -выставки. |
|
ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности. ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами |
- обоснование способов решения заданий, определенных руководителем; - самостоятельность при выполнении технологической последовательности профессиональных задач; - самостоятельная работа в профессиональной деятельности; - оценка результатов работы; - коррекционная деятельность; - ответственность за результаты своей работы; -умение пользоваться основной и дополнительной литературой; -самостоятельность при поиске необходимой информации; -результативность поиска; -использование электронных и интернет ресурсов; -умение работать в группе, звене; -проявлять деловую культуру. |
2.2 Формирование общих компетенций
|
Коды и наименования проверяемых компетенций или их сочетаний ОК |
Показатели оценки результата |
Оценка (да / нет) |
|
ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности. ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами |
-наличие интереса к будущей профессии; -проф.конкурсы; -презентации; -выставки. - обоснование способов решения заданий, определенных руководителем; - самостоятельность при выполнении технологической последовательности профессиональных задач; - самостоятельная работа в проф. деятельности; - оценка результатов работы; - коррекционная деятельность; - ответственность за результаты своей работы; -умение пользоваться основной и дополнительной литературой; -самостоятельность при поиске необходимой информации; -результативность поиска; -использование электронных и интернет ресурсов; -умение работать в группе, звене; -проявлять деловую культуру. |
Да Да
Да
Да
Да Да
Да
Да
Да Да
Да |
Показатели оценки защиты работы
|
Коды и наименования проверяемых компетенций или их сочетаний |
Показатели оценки результата |
Оценка (да/нет) |
|
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. |
Организация рабочего места Соблюдение требований безопасности труда Подбор инструмента и оборудования |
Да
Да
Да |
|
ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей. ПК 2.4. Выполнять дуговую резку различных деталей. ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес ОК 2. Организовывать собственную деятельность, исходя из цели и способов ее достижения, определенных руководителем ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы ОК 4. Осуществлять поиск информации, необходимой для эффективного выполнения профессиональных задач ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности. ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами
|
Подбор режимов ручной дуговой сварки (наплавки, резки) Подбор сварочных материалов Ручная дуговая сварка различных деталей из углеродистых и конструкционных сталей, цветных металлов и сплавов во всех пространственных положениях сварного шва. Ручная дуговая наплавка (резка) покрытыми электродами различных деталей. -наличие интереса к будущей профессии; -проф.конкурсы; -презентации; -выставки. - обоснование способов решения заданий, определенных руководителем; - самостоятельность при выполнении технологической последовательности профессиональных задач; - самостоятельная работа в проф. деятельности; - оценка результатов работы; - коррекционная деятельность; - ответственность за результаты своей работы; -умение пользоваться основной и дополнительной литературой; -самостоятельность при поиске необходимой информации; -результативность поиска; -использование электронных и интернет ресурсов; -умение работать в группе, звене; -проявлять деловую культуру. |
Да
Да
Да
Да Да
Да
Да
Да Да
Да
Да
Да
Да
|
3. Оценка освоения теоретического курса
3.1. Типовые задания для оценки освоения профессии
1 вариант
1. Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины металла, температуры окружающего воздуха
1. 4Г2АФ
2. ВСт3сп5
3. 20ХГСА
4. 30ХН2МФА
2. Какой из легирующих элементов стали увеличивает ее твердость и работоспособность при высоких температурах?
1.Хром
2.Углерод
3.Никель
4. Вольфрам
3. Какой вид термообработки заключается в нагреве металла до определенной температуры и затем медленном охлаждении вместе с печью?
1.Отпуск
2.Отжиг
3.Закалка
4.Нормализация
4. Вам поручена сварка конструкции из низколегированной стали электродами Э50А. Какую марку электродов вы выберете?
1.ОЗС - 18
2.НД - 11
3.УОННИ - 13/55
4.МР - 3
5. Как отличаются по величине сварочные токи при прихватке и сварке?
1.Ток должен быть больше на 15-20% сварочного тока
2.Ток должен быть больше на 20-30% сварочного тока
3.Ток должен быть меньше на 20-30%
4.Ток остается неизменным
6. В этом соединении свариваемые элементы располагаются в одной плоскости или на одной поверхности. Какой это тип соединения?
1.Стыковое
2.Угловое
3.Тавровое
4.Нахлесточное
7. Швы сварных соединений бывают прямолинейными, кольцевыми, криволинейными и классифицируются по
1.Виду
2.Положению
3.Конфигурации
4.Протяженности
8. Аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги называется
1.Сварочным выпрямителем
2.Сварочным трансформатором
3.Сварочным генератором
4.Сварочный преобразователь
9. Укажите марку сварочного выпрямителя
1.ТД-401У2
2.ВД-306
3.ГСО-500
4.ГД-312
10. Для зажигания электрода и подвода к нему сварочного тока служит
1.Сварочный провод
2.Зажимы
3.Держатель
4.Кабель
11. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее
1.30-45 В
2.45-50 В
3.50-65 В
4.65-70 В
12. Сварка покрытыми электродами при токе 100А выполняется со светофильтром
1 - С5
2 - С6
3 - С7
4 - С8
13. Какая из приведенных марок сварочной проволоки обозначает низкоуглеродистую проволоку?
1.Св - 12ГС
2.Св - 08Г2С
3.Св - 08ГА
4.Св - 12Х13
14. В зависимости от каких характеристик соединения устанавливают шаг и размер прихваток?
1.В зависимости от длины соединения
2.В зависимости от типа соединения
3.В зависимости от вида шва
4.В зависимости от толщины соединения
15. Сборку на сварочных прихватках применяют для конструкций из листов толщиной до...
1. 5-6 мм
2. 6-8 мм
3. 8-10 мм
4. 10-12 мм
16. Нормальной считают длину дуги, равную... диаметра стержня электрода
1. 0,5-1,1
2. 1,1-1,2
3. 1,2-1,5
4. 1,5-1,7
17. Зазор между стыкуемыми элементами и притупление кромок составляет от...
1. 0,3 до 0,5 мм
2. 0,5 до 1 мм
3. 1, до 1,5 мм
4. 1,5 до 4 мм
18. При сварке углового соединения, со скосом одной кромки под углом (45+2), толщине металла 4 мм, диаметре электрода 3-4 мм, сила тока
1. 220-360 А
2. 160-320 А
3. 120-160 А
4. 160-220 А
19. При сварке каких швов сварочный ток уменьшается на 15-20%
1. Нижних
2. Вертикальных
3. Горизонтальных
4. Потолочных
20. Смертельным следует считать величину тока
1. 0,6-1,5 м А
2. 0,1 А
3. 5-7 м А
4. 20-25 м А
2 вариант
1. Назовите газ для сварки, который при температуре 20 С и атмосферном давлении представляет собой прозрачный газ без цвета, запаха и вкуса, несколько тяжелее воздуха
1. Ацетилен
2. Природный газ
3. Кислород
4. Пропан-бутановая смесь
2. К обслуживанию сварочного генератора допускаются лица, знающие устройство и работу генератора, достигшие возраста
1. 16лет
2. 18 лет
3. 20 лет
4. 22года
3. Кислородный баллон окрашивают в
1.Голубой цвет
2.Белый цвет
3.Серый цвет
4.Черный цвет
4. В зависимости от объемного соотношения подаваемых в горелку газов пламя может быть науглероженным
1.О2/С2Н2=1
2.О2/С2Н2-1,1
3.О2/С2Н2=1,2
4.О2/С2Н2=1,3
5. Изменение формы и размеров изделия под действием внешней и внутренней силы называется
1.Деформацией
2.Напряжением
3.Прочностью
4.Растяжением
6. Какой из видов дефекта имеет продольное углубление вдоль линии сплавления сварного шва с основным металлом?
1.Утяжина
2.Трещина
3.Подрез
4.Усадочная раковина
7. Стали, содержащие углерода 0,1-0,7% называют
1.Низколегированными
2.Среднелегированными
3.Высоколегированными
4.Углеродистыми
8. Укажите марку низколегированной низкоуглеродистой стали, содержащей С< 0,14%
1.20ХГСА
2.30ХН2МФА
3.10Г2СI
4.15ХСНД
9. Применение электродов для сварки на постоянном токе обратной полярности условно обозначается
1. 0
2. 1
3. 2
4. 3
10. К какой группе свариваемости относится сталь 15ХСНД?
1.К группе 1
2.К группе 2
3.К группе 3
4.К группе 4
11. Какой легирующий элемент стали повышает твердость и снижает пластичность
1.Хром
2.Никель
3.Вольфрам
4.Углерод
12. Вам поручена сварка покрытыми электродами на минимальном токе 315 А. Какой выпрямитель нужен для этой работы?
1.ВД-502
2.ВД-306
3.ВДУ-504
4.ВДУ-504-1
13. При работе в колодцах, тоннелях, сырых помещениях используются светильники с напряжением не выше
1. 12В
2. 24В
3. 36 В
4. 220 В
14. На каком расстоянии от легковоспламеняющихся материалов разрешается производство сварочных работ
1.1 м
2.5 м
3.10 м
4.15 м
15. На каком расстоянии от кислородного баллона и других горючих газов разрешается производство сварочных работ?
1.1 м
2.5 м
3.10 м
4.15 м
16. На каждом сварочном посту разрешается иметь кислородные баллоны в количестве
1.1 шт
2.2 шт
3.3 шт
4.4 шт
17. На горелке или резаке сначала открывают
1. Кислородный вентиль
2. Ацетиленовый вентиль
3. Вентиль продувки
4. Затрудняюсь ответить
18. Баллоны и концы шлангов, применяемых для подачи газов - заменителей, на длине 0,5 м должны быть окрашены в
1. Синий цвет
2. Желтый цвет
3. Красный цвет
4. Зеленый цвет
19. Определите вид покрытия электрода ВСЦ-1
1.Кислое покрытие
2.Целлюлозное покрытие
3.Рутиловое покрытие
4.Основное покрытие
20. Состояние клинической смерти продолжается от
1. 1 - 2 мин
2. 4 - 12 мин
3. 12 - 14 мин
4. 14 - 15 мин
ЭТАЛОНЫ ОТВЕТОВ
1 вариант 2 вариант
1-2 1-3
2-4 2-2
3-2 3-1
4-3 4-1
5-4 5-1
6-1 6-3
7-3 7-4
8-2 8-3
9-2 9-1
10-3 10-2
11-3 11-2
12-1 12-4
13-3 13-2
14-4 14-1
15-2 15-3
16-1 16-2
17-4 17-2
18-3 18-1
19-4 19-3
20-2 20-2
Практические работы:
Вариант 1.
Задание 1. Подберите основные параметры режима сварки для металла толщиной 8 мм. Сварка в нижнем положении.
Задание 2.Необходимо произвести разделительную резку листовой низкоуглеродистой стали толщиной 10 мм. Выберите способ резки стали, выберите оборудование для резки и определите режимы резки стали.
Задание 3. Предложите меры по предупреждению появления трещин при наплавке.
Вариант 2.
Задание 1. Необходимо произвести сварку стальных пластин (Ст 3) длиной 1200 мм и толщиной 3 мм встык в нижнем положении.
- Сделайте подбор материалов, инструментов и приспособлений.
- Изобразите схематически последовательность наложения сварочного шва.
Задание 2. Проведите анализ конструктивных и технологических особенностей кислородного баллона.
Задание 3. Сравните состав оборудования постов для дуговой наплавки и сварки, сделайте вывод.
Вариант 3.
Задание 1. Необходимо произвести сварку стыкового соединения пластин, изготовленных из стали марки Ст3 толщиной 3 мм в потолочном положении.
- Подберите материалы, оборудование и режим сварки.
- Составьте последовательность технологических операций.
Задание 2. Проведите сравнительный анализ конструктивных и технологических особенностей резаков, представленных на рисунках.
Задание 3. Проведите сравнительный анализ схем технологических процессов выполнения восстановительной наплавки и изготовительной.
Вариант 4.
Задание 1. Подберите основные параметры режима сварки для металла толщиной 12 мм. Сварка в горизонтальном положении.
Задание 2. Необходимо произвести электродуговую резку металла электродами. Толщина металла 5 мм. Выберите режим резки.
Задание 3. После наплавки и провели контроль внешним осмотром и обнаружили пластическую деформацию детали (коробление). Предложите способы устранения дефекта и поясните причины его возникновения.
Вариант 5.
Задание 1. Необходимо произвести сварку таврового соединения двух пластин длиной 300 мм в вертикальном положении.
- Подберите материалы, оборудование и режим сварки.
- Составьте последовательность технологических операций.
Задание 2. Необходимо произвести разделительную резку пластины из чугуна толщиной 10 мм. Выберите способ резки, оборудование для резки, определите режим резки.
Задание 3. Провели процесс заварки дефекта в чугунной детали. Через некоторое время на наплавленном слое появились трещины. Обоснуйте причины их появления и предложите способы устранения этих дефектов.
Вариант 6.
Задание 1. Перечислите причины возникновения прожога и меры устранения.
Задание 2. Необходимо произвести резку труб диаметром 100 мм. Толщина стенки 4 мм. Выберите режим резки, обоснуйте последовательность технологического процесса.
Задание 3. Необходимо провести внутреннюю наплавку цилиндрической детали. Предложите методы достижения качественной наплавки и обоснуйте свой выбор.
Вариант 7.
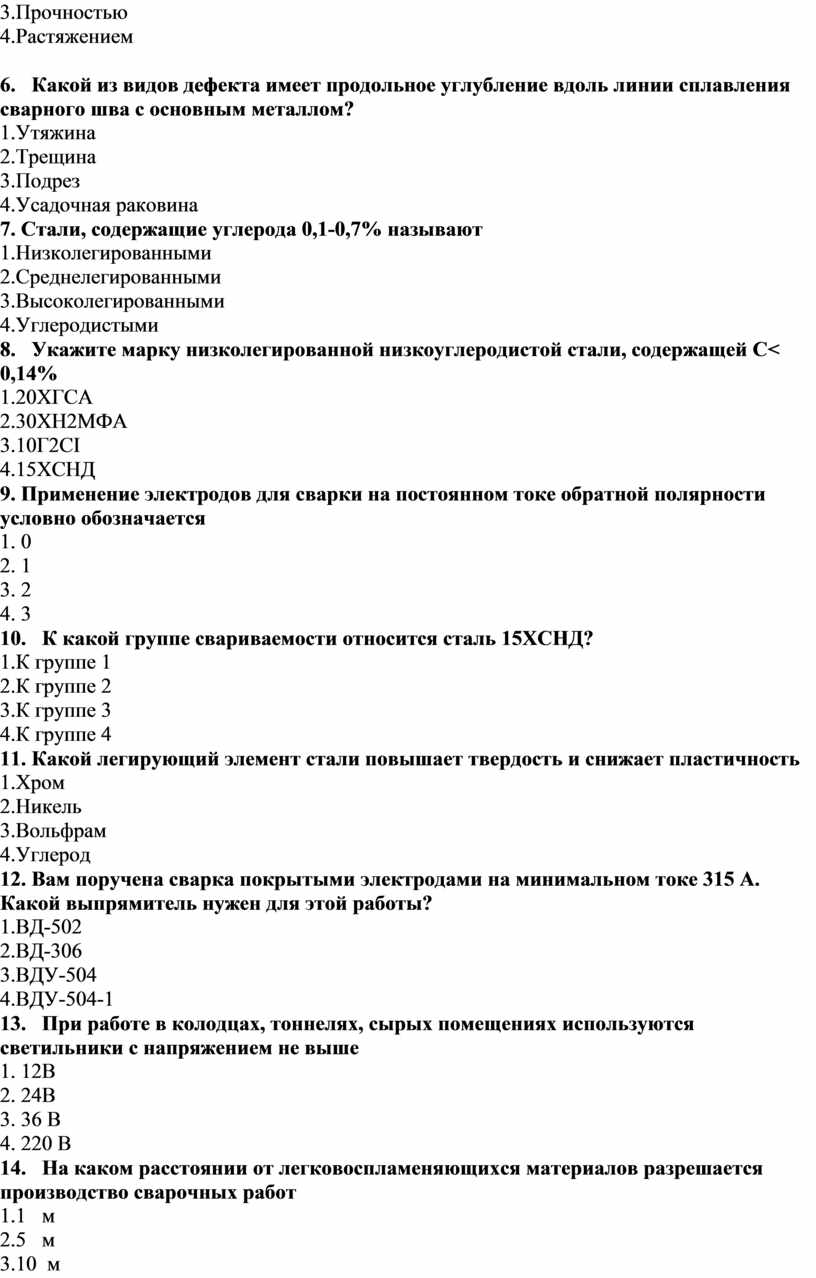
Задание 1. Произведите сравнительный анализ конструкции и функциональных возможностей электрододержателей, изображенных на рисунках.
Задание 2. Расскажите о сущности ручной дуговой резки металла и область её применения.
Задание 3. Проведите сравнительный анализ эффективности дуговой наплавки пучком электродов и обычным плавящимся электродом. Сделайте вывод.
Вариант 8.
Задание 1. Подберите основные параметры режима сварки для металла толщиной 5 мм. Сварка в горизонтальном положении.
Задание 2. Необходимо произвести электродуговую резку металла электродами. Толщина металла 8 мм. Выберите режим резки.
Задание 3. Проведите сравнительный анализ схем технологических процессов выполнения восстановительной наплавки и изготовительной.
Вариант 9.
Задание 1. Расшифруйте условное обозначение электрода
Э46 – ОЗС – 12 – 3,0 УД
_____________________ ГОСТ 9467 - 75
Е432(3) – Р12
Задание 2. Перечислите этапы подготовки металла к ручной дуговой резке.
Задание 3. Сравните состав оборудования постов для дуговой наплавки и сварки, сделайте вывод.
Вариант 10.
Задание 1. Дайте определение, что такое режим сварки? Какие показатели режима сварки относятся к основным, какие к дополнительным?
Задание 2. Необходимо произвести сварку двух труб диаметром 100 мм встык. Стык неповоротный.
- Подберите материалы, оборудование и режим сварки.
- Составьте последовательность технологических операций.
Задание 3. Необходимо провести наружную наплавку цилиндрической детали. Предложите методы достижения качественной наплавки и обоснуйте свой выбор.
Вариант 11.
Задание 1. Необходимо произвести сварку стальных пластин длиной 1000 мм и толщиной 5 мм встык в нижнем положении.
- Подберите материалы, оборудование и режим сварки.
- Составьте последовательность технологических операций.
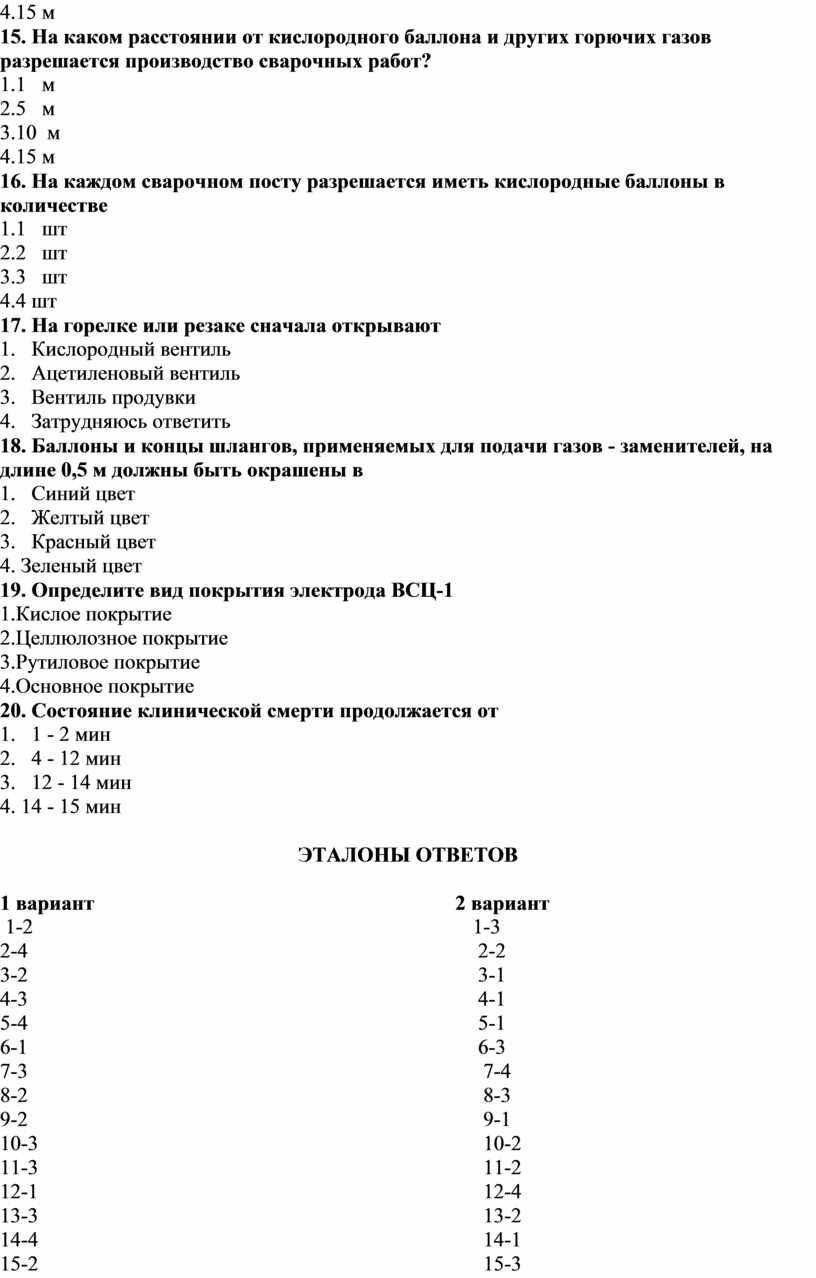
Задание 2. Расскажите устройство и принцип работы резака, представленного на рисунке

Задание 3. Необходимо провести восстановление наружной поверхности стального вала. Составьте технологический процесс наплавки с указанием оборудования, наплавочных материалов, приемов подготовки детали к наплавке и параметров наплавки.
Вариант 12.
Задание 1 Выполните сравнительный анализ конструктивных и технологических особенностей двух источников питания сварочной дуги (сварочный трансформатор и выпрямитель)
Задание 2. Проведите сравнительный анализ физических и химических свойств кислорода.
Задание 3. Произошел износ шеек чугунного шкива ременной передачи, необходимо произвести их ремонт. Опишите технологию восстановления изношенной детали ручной дуговой наплавкой с указанием режимов термической обработки до и после наплавки.
Вариант 13.
Задание 1. В процессе сварки произошёл дефект – наплыв. Предложите перечень мер, позволяющих избежать возникновение данного дефекта.
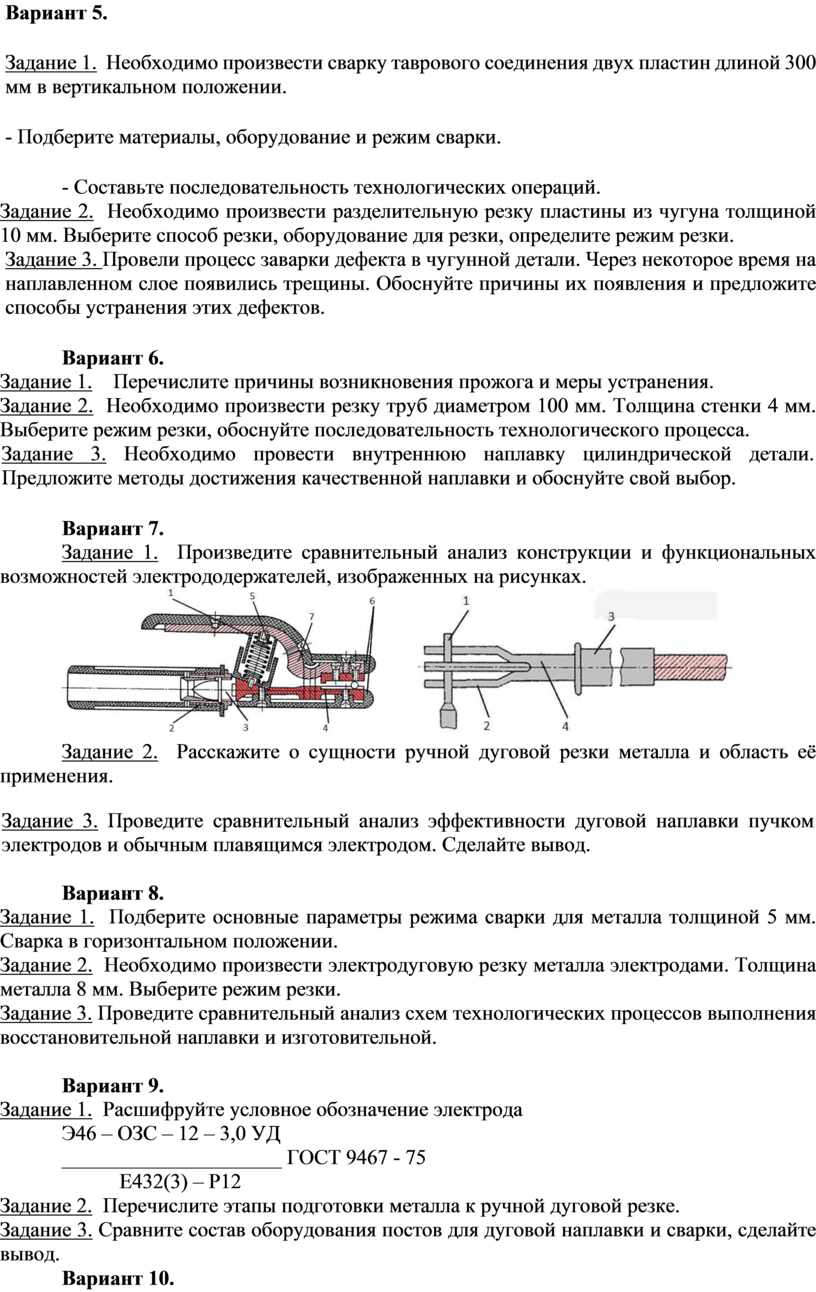
Задание 2. Проведите сравнительный анализ конструктивных и технологических особенностей редукторов, предоставленных на рисунках.


Задание 3. Проведите сравнительный анализ схем технологических процессов выполнения восстановительной наплавки и изготовительной.
Вариант 14.
Задание 1. Расшифруйте условное обозначение электрода
Э42А – УОНИИ-13/45 – 3,0- УД
_____________________________ ГОСТ 9467 - 75
Е-412(5) – Б10
Задание 2. Проведите сравнительный анализ конструктивных и технологических особенностей резиновых шлангов 2-го и 3-его класса.
Задание 3. Составьте технологический процесс однослойной дуговой наплавки валиков на плоскую изношенную поверхность в нижнем положении с указанием техники наплавки, наплавочного материала, размеров валиков и последовательности их наложения.
Вариант 15.
Задание 1. Проведите анализ конструктивных и технологических особенностей сварочного трансформатора.
Задание 2. Необходимо произвести электродуговую резку металла электродами. Толщина металла 10 мм. Выберите режим резки.
Задание 3. Опишите последовательность дуговой многослойной наплавки на пластины из низкоуглеродистой стали. Наплавка проводится в три слоя. Предложите схему наплавки каждого слоя и меры, исключающие появление дефектов по всей толщине наплавленного металла.
4. Требования к дифференцированному зачету по учебной и (или) производственной практике
Дифференцированный зачет по учебной и (или) производственной практике выставляется на основании данных аттестационного листа (характеристики профессиональной деятельности обучающегося/студента на практике) с указанием видов работ, выполненных обучающимся во время практики, их объема, качества выполнения в соответствии с технологией и (или) требованиями организации, в которой проходила практика.
4.1. Общие положения
Целью оценки по учебной и (или) производственной практике является оценка:
1) профессиональных и общих компетенций;
2) практического опыта и умений.
Оценка по учебной и (или) производственной практике выставляется на основании данных аттестационного листа (характеристики профессиональной деятельности обучающегося/студента на практике) с указанием видов работ, выполненных обучающимся во время практики, их объема, качества выполнения в соответствии с технологией и (или) требованиями организации, в которой проходила практика.
4.2. Виды работ практики и проверяемые результаты обучения по профессиональному модулю
5. Контрольно-оценочные материалы для экзамена (квалификационного)
5.1. Общие положения
Экзамен (квалификационный) предназначен для контроля и оценки результатов освоения профессии Электросварщик ручной сварки.
Итогом экзамена является однозначное решение: «вид профессиональной деятельности освоен / не освоен».
При выставлении оценки учитывается роль оцениваемых показателей для выполнения вида профессиональной деятельности, освоение которого проверяется.
1. Профессиональные компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва.
ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей.
ПК 2.4. Выполнять дуговую резку различных деталей.
2. ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩИХСЯ
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой,
имеющейся на специальном столе, персональным компьютером, выходом в
интернет.
Время выполнения задания – 2 часа.
Задание 1
Выполните все операции технологического процесса сборки и сварки стыкового соединения из листовой стали толщиной 5 мм.
3. ПАКЕТ ЭКЗАМЕНАТОРА
Количество вариантов задания для экзаменующихся – 1
Время выполнения задания - 2 часа
Оборудование:
- ПК с выходом в интернет, рабочие места по количеству обучающихся;
- верстак с тисками, правильной плитой и защитным экраном;
- материал для сварной конструкции;
- слесарный инструмент;
- контрольно-измерительный инструмент;
- пост кислородной резки;
- пост ручной дуговой сварки;
- листовой металл толщиной 5 мм;
- сварочные материалы – электроды МР-3;
- средства индивидуальной защиты;
- средства коллективной защиты;
- пожарный щит;
- инструкционные карты, технологические инструкции, пособия сварщика,
справочная литература и методические рекомендации.
Литература для учащегося:
1.Материалы и оборудование для сварки плавлением и термической резки: Чернышов Г.Г.: Учебное пособие: Рекомендовано ФГУ «ФИРО». – 224 с., пер. №7бц
2.Галушкина В.Н. Технология производства сварных конструкций: учебник: Рекомендовано ФГУ «ФИРО». – 192 с., пер. №7 бц
3.Юхин Н.А. Газосварщик: учеб.пособие: Допущено Минобрнауки России / Под ред. О.И. Стеклова. – 4-е изд., стер. -160 с., обл.- (ускоренная форма подготовки).
4.Куликов О.Н., Ролин Е.И. Охрана труда при производстве сварочных работ. : учеб. пособие : Допущено Минобразованием России. – 6-е изд., стер. – 176 с., обл.
5.Юхин Н. А. Дефекты сварных швов и соединении: учебнно-справочное пособие. – Издательство «Соуэло», Москва, 2007
Критерии оценки
|
№ п/п |
Критерии |
Нормативные документы |
Оценка |
|
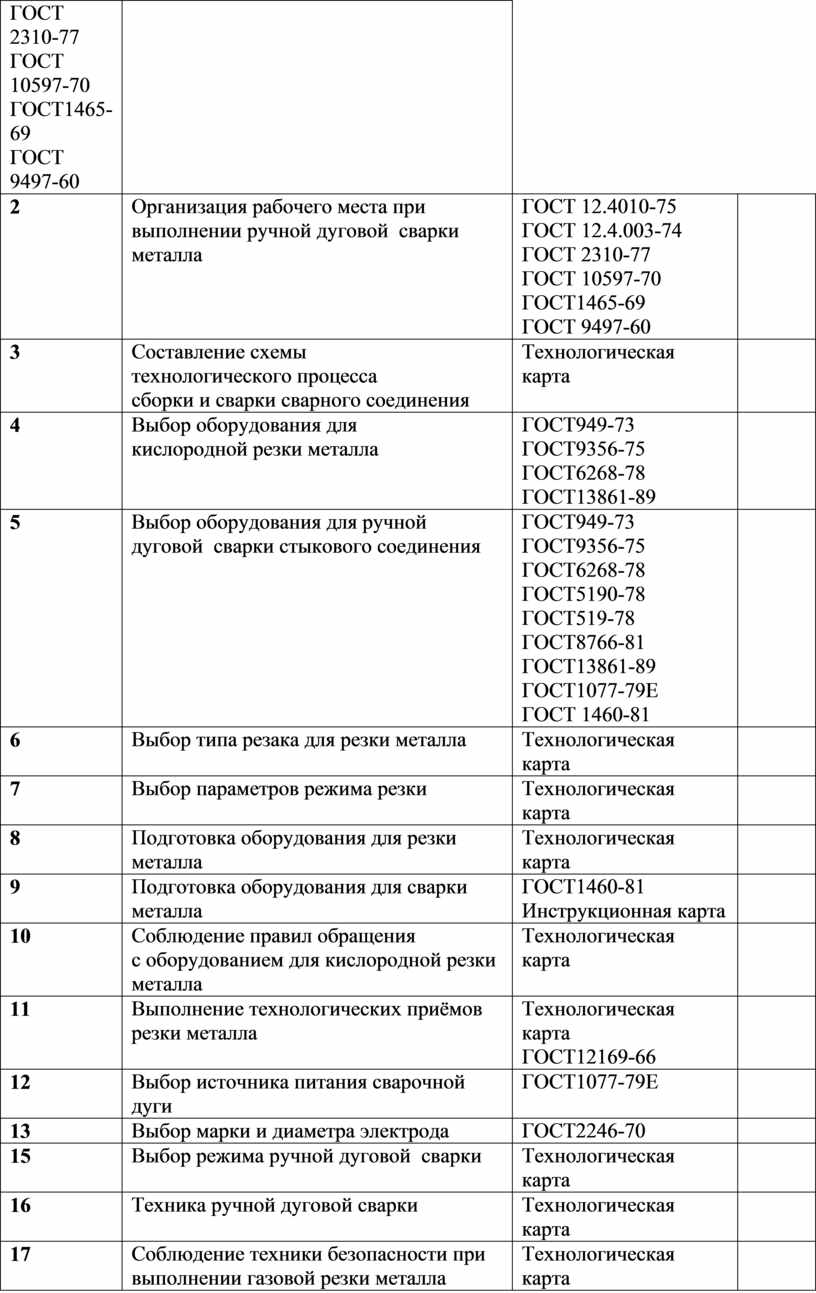
1 |
Организация рабочего места при выполнении газовой резки металла |
ГОСТ 12.4010-75 ГОСТ 12.4.003-74 ГОСТ 2310-77 ГОСТ 10597-70 ГОСТ1465-69 ГОСТ 9497-60 |
|
|
2 |
Организация рабочего места при выполнении ручной дуговой сварки металла |
ГОСТ 12.4010-75 ГОСТ 12.4.003-74 ГОСТ 2310-77 ГОСТ 10597-70 ГОСТ1465-69 ГОСТ 9497-60 |
|
|
3 |
Составление схемы технологического процесса сборки и сварки сварного соединения |
Технологическая карта |
|
|
4 |
Выбор оборудования для кислородной резки металла |
ГОСТ949-73 ГОСТ9356-75 ГОСТ6268-78 ГОСТ13861-89 |
|
|
5 |
Выбор оборудования для ручной дуговой сварки стыкового соединения |
ГОСТ949-73 ГОСТ9356-75 ГОСТ6268-78 ГОСТ5190-78 ГОСТ519-78 ГОСТ8766-81 ГОСТ13861-89 ГОСТ1077-79Е ГОСТ 1460-81 |
|
|
6 |
Выбор типа резака для резки металла |
Технологическая карта |
|
|
7 |
Выбор параметров режима резки |
Технологическая карта |
|
|
8 |
Подготовка оборудования для резки металла |
Технологическая карта |
|
|
9 |
Подготовка оборудования для сварки металла |
ГОСТ1460-81 Инструкционная карта |
|
|
10 |
Соблюдение правил обращения с оборудованием для кислородной резки металла |
Технологическая карта |
|
|
11 |
Выполнение технологических приёмов резки металла |
Технологическая карта ГОСТ12169-66 |
|
|
12 |
Выбор источника питания сварочной дуги |
ГОСТ1077-79Е |
|
|
13 |
Выбор марки и диаметра электрода |
ГОСТ2246-70 |
|
|
15 |
Выбор режима ручной дуговой сварки |
Технологическая карта |
|
|
16 |
Техника ручной дуговой сварки |
Технологическая карта |
|
|
17 |
Соблюдение техники безопасности при выполнении газовой резки металла |
Технологическая карта |
|
|
18 |
Соблюдение техники безопасности при выполнении электросварочных работ |
Технологическая карта |
|
|
19 |
Соответствие геометрических размеров
|
Технологический чертеж |
|
|
20 |
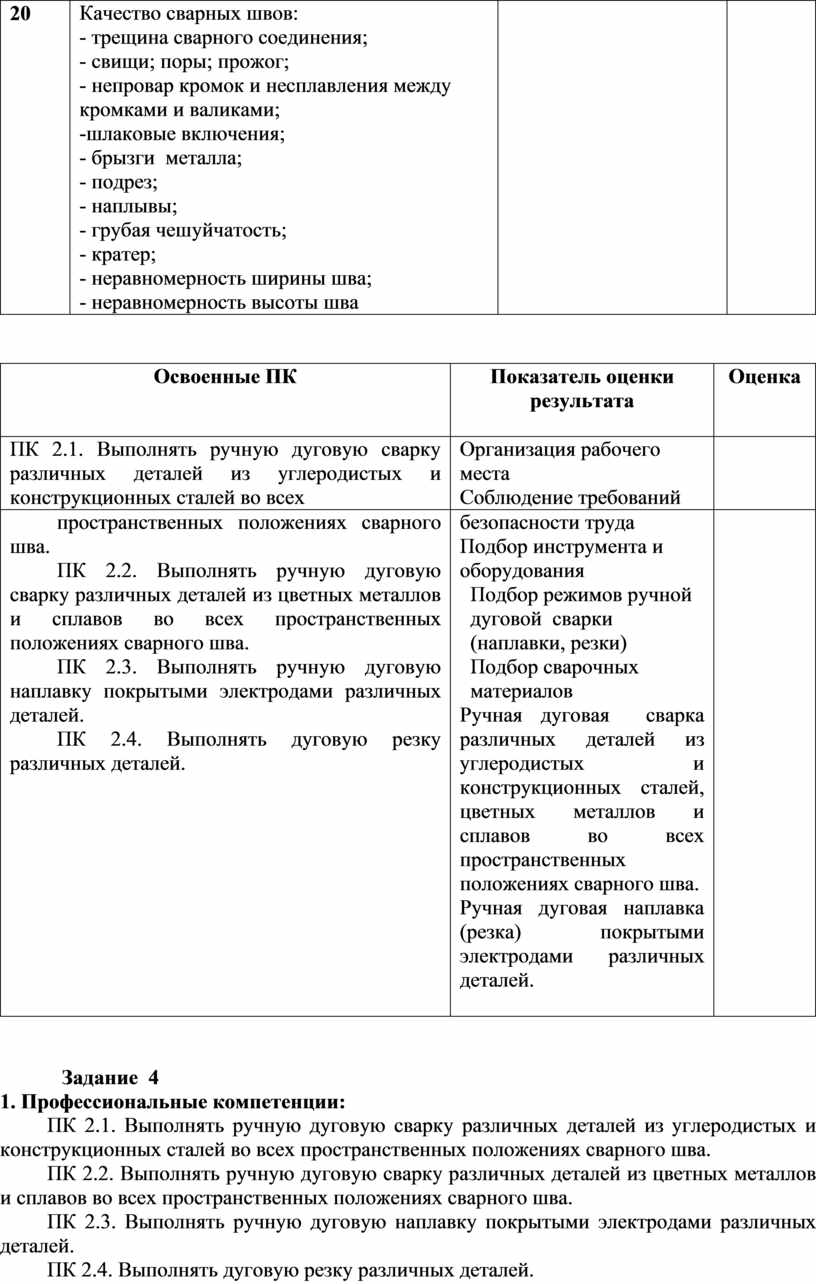
Качество сварных швов: - трещина сварного соединения; - свищи; поры; прожог; - непровар кромок и несплавления между кромками и валиками; -шлаковые включения; - брызги металла; - подрез; - наплывы; - грубая чешуйчатость; - кратер; - неравномерность ширины шва; - неравномерность высоты шва |
|
|
|
Освоенные ПК |
Показатель оценки результата
|
Оценка |
|
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех |
Организация рабочего места Соблюдение требований |
|
|
пространственных положениях сварного шва. ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей. ПК 2.4. Выполнять дуговую резку различных деталей.
|
безопасности труда Подбор режимов ручной дуговой сварки (наплавки, резки) Подбор сварочных материалов Ручная дуговая сварка различных деталей из углеродистых и конструкционных сталей, цветных металлов и сплавов во всех пространственных положениях сварного шва. Ручная дуговая наплавка (резка) покрытыми электродами различных деталей.
|
|
Задание 2
1. Профессиональные компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва.
ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей.
ПК 2.4. Выполнять дуговую резку различных деталей.
2. ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩИХСЯ
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой,
имеющейся на специальном столе, персональным компьютером, выходом в
интернет.
Время выполнения задания – 2 часа.
Задание
Выполните все операции технологического процесса сборки и сварки таврового соединения из листовой стали толщиной 5 мм.
3. ПАКЕТ ЭКЗАМЕНАТОРА
Количество вариантов задания для экзаменующихся – 1
Время выполнения задания - 2 часа
Оборудование:
- ПК с выходом в интернет, рабочие места по количеству обучающихся;
- верстак с тисками, правильной плитой и защитным экраном;
- материал для сварной конструкции;
- слесарный инструмент;
- контрольно-измерительный инструмент;
- пост кислородной резки;
- пост ручной дуговой сварки;
- листовой металл толщиной 5 мм;
- сварочные материалы – электроды МР-3;
- средства индивидуальной защиты;
- средства коллективной защиты;
- пожарный щит;
- инструкционные карты, технологические инструкции, пособия сварщика,
справочная литература и методические рекомендации.
Литература для учащегося:
1.Материалы и оборудование для сварки плавлением и термической резки:
Чернышов Г.Г.: Учебное пособие: Рекомендовано ФГУ «ФИРО». – 224
с., пер. №7бц
2.Галушкина В.Н. Технология производства сварных конструкций:
учебник: Рекомендовано ФГУ «ФИРО». – 192 с., пер. №7 бц
3.Юхин Н.А. Газосварщик: учеб.пособие: Допущено Минобрнауки России
/ Под ред. О.И. Стеклова. – 4-е изд., стер. -160 с., обл.- (ускоренная
форма подготовки).
4.Куликов О.Н., Ролин Е.И. Охрана труда при производстве сварочных
работ. : учеб. пособие : Допущено Минобразованием России. – 6-е изд.,
стер. – 176 с., обл.
5.Юхин Н. А. Дефекты сварных швов и соединении: учебнно-справочное
пособие. – Издательство «Соуэло», Москва, 2007
Критерии оценки
|
№ п/п |
Критерии |
Нормативные документы |
Оценка |
|
1 |
Организация рабочего места при выполнении газовой резки металла |
ГОСТ 12.4010-75 ГОСТ 12.4.003-74 ГОСТ 2310-77 ГОСТ 10597-70 ГОСТ1465-69 ГОСТ 9497-60 |
|
|
2 |
Организация рабочего места при выполнении ручной дуговой сварки металла |
ГОСТ 12.4010-75 ГОСТ 12.4.003-74 ГОСТ 2310-77 ГОСТ 10597-70 ГОСТ1465-69 ГОСТ 9497-60 |
|
|
3 |
Составление схемы технологического процесса сборки и сварки сварного соединения |
Технологическая карта |
|
|
4 |
Выбор оборудования для кислородной резки металла |
ГОСТ949-73 ГОСТ9356-75 ГОСТ6268-78 ГОСТ13861-89 |
|
|
5 |
Выбор оборудования для ручной дуговой сварки стыкового соединения |
ГОСТ949-73 ГОСТ9356-75 ГОСТ6268-78 ГОСТ5190-78 ГОСТ519-78 ГОСТ8766-81 ГОСТ13861-89 ГОСТ1077-79Е ГОСТ 1460-81 |
|
|
6 |
Выбор типа резака для резки металла |
Технологическая карта |
|
|
7 |
Выбор параметров режима резки |
Технологическая карта |
|
|
8 |
Подготовка оборудования для резки металла |
Технологическая карта |
|
|
9 |
Подготовка оборудования для сварки металла |
ГОСТ1460-81 Инструкционная карта |
|
|
10 |
Соблюдение правил обращения с оборудованием для кислородной резки металла |
Технологическая карта |
|
|
11 |
Выполнение технологических приёмов резки металла |
Технологическая карта ГОСТ12169-66 |
|
|
12 |
Выбор источника питания сварочной дуги |
ГОСТ1077-79Е |
|
|
13 |
Выбор марки и диаметра электрода |
ГОСТ2246-70 |
|
|
15 |
Выбор режима ручной дуговой сварки |
Технологическая карта |
|
|
16 |
Техника ручной дуговой сварки |
Технологическая карта |
|
|
17 |
Соблюдение техники безопасности при выполнении газовой резки металла |
Технологическая карта |
|
|
18 |
Соблюдение техники безопасности при выполнении электросварочных работ |
Технологическая карта |
|
|
19 |
Соответствие геометрических размеров
|
Технологический чертеж
|
|
|
20 |
Качество сварных швов: - трещина сварного соединения; - свищи; поры; прожог; - непровар кромок и несплавления между кромками и валиками; -шлаковые включения; - брызги металла; - подрез; - наплывы; - грубая чешуйчатость; |
|
|
|
|
- кратер; - неравномерность ширины шва; - неравномерность высоты шва |
|
|
|
Освоенные ПК |
Показатель оценки результата
|
Оценка |
|
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех |
Организация рабочего места Соблюдение требований |
|
|
пространственных положениях сварного шва. ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей. ПК 2.4. Выполнять дуговую резку различных деталей.
|
безопасности труда Подбор инструмента и оборудования Подбор режимов ручной дуговой сварки (наплавки, резки) Подбор сварочных материалов Ручная дуговая сварка различных деталей из углеродистых и конструкционных сталей, цветных металлов и сплавов во всех пространственных положениях сварного шва. Ручная дуговая наплавка (резка) покрытыми электродами различных деталей. |
|
Задание 3
1. Профессиональные компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва.
ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей.
ПК 2.4. Выполнять дуговую резку различных деталей.
2. ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩИХСЯ
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой,
имеющейся на специальном столе, персональным компьютером, выходом в
интернет.
Время выполнения задания – 2 часа.
Задание
Выполните все операции технологического процесса сборки и сварки таврового соединения из листовой стали толщиной 5 мм.
3. ПАКЕТ ЭКЗАМЕНАТОРА
Количество вариантов задания для экзаменующихся – 1
Время выполнения задания - 2 часа
Оборудование:
- ПК с выходом в интернет, рабочие места по количеству обучающихся;
- верстак с тисками, правильной плитой и защитным экраном;
- материал для сварной конструкции;
- слесарный инструмент;
- контрольно-измерительный инструмент;
- пост кислородной резки;
- пост ручной дуговой сварки;
- листовой металл толщиной 5 мм;
- сварочные материалы – электроды МР-3;
- средства индивидуальной защиты;
- средства коллективной защиты;
- пожарный щит;
- инструкционные карты, технологические инструкции, пособия сварщика,
справочная литература и методические рекомендации.
Литература для учащегося:
1.Материалы и оборудование для сварки плавлением и термической резки:
Чернышов Г.Г.: Учебное пособие: Рекомендовано ФГУ «ФИРО». – 224
с., пер. №7бц
2.Галушкина В.Н. Технология производства сварных конструкций:
учебник: Рекомендовано ФГУ «ФИРО». – 192 с., пер. №7 бц
3.Юхин Н.А. Газосварщик: учеб.пособие: Допущено Минобрнауки России
/ Под ред. О.И. Стеклова. – 4-е изд., стер. -160 с., обл.- (ускоренная
форма подготовки).
4.Куликов О.Н., Ролин Е.И. Охрана труда при производстве сварочных
работ. : учеб. пособие : Допущено Минобразованием России. – 6-е изд.,
стер. – 176 с., обл.
5.Юхин Н. А. Дефекты сварных швов и соединении: учебнно-справочное
пособие. – Издательство «Соуэло», Москва, 2007
Критерии оценки
|
№ п/п |
Критерии |
Нормативные документы |
Оценка |
|
1 |
Организация рабочего места при выполнении газовой резки металла |
ГОСТ 12.4010-75 ГОСТ 12.4.003-74 ГОСТ 2310-77 ГОСТ 10597-70 ГОСТ1465-69 ГОСТ 9497-60 |
|
|
2 |
Организация рабочего места при выполнении ручной дуговой сварки металла |
ГОСТ 12.4010-75 ГОСТ 12.4.003-74 ГОСТ 2310-77 ГОСТ 10597-70 ГОСТ1465-69 ГОСТ 9497-60 |
|
|
3 |
Составление схемы технологического процесса сборки и сварки сварного соединения |
Технологическая карта |
|
|
4 |
Выбор оборудования для кислородной резки металла |
ГОСТ949-73 ГОСТ9356-75 ГОСТ6268-78 ГОСТ13861-89 |
|
|
5 |
Выбор оборудования для ручной дуговой сварки стыкового соединения |
ГОСТ949-73 ГОСТ9356-75 ГОСТ6268-78 ГОСТ5190-78 ГОСТ519-78 ГОСТ8766-81 ГОСТ13861-89 ГОСТ1077-79Е ГОСТ 1460-81 |
|
|
6 |
Выбор типа резака для резки металла |
Технологическая карта |
|
|
7 |
Выбор параметров режима резки |
Технологическая карта |
|
|
8 |
Подготовка оборудования для резки металла |
Технологическая карта |
|
|
9 |
Подготовка оборудования для сварки металла |
ГОСТ1460-81 Инструкционная карта |
|
|
10 |
Соблюдение правил обращения с оборудованием для кислородной резки металла |
Технологическая карта |
|
|
11 |
Выполнение технологических приёмов резки металла |
Технологическая карта ГОСТ12169-66 |
|
|
12 |
Выбор источника питания сварочной дуги |
ГОСТ1077-79Е |
|
|
13 |
Выбор марки и диаметра электрода |
ГОСТ2246-70 |
|
|
15 |
Выбор режима ручной дуговой сварки |
Технологическая карта |
|
|
16 |
Техника ручной дуговой сварки |
Технологическая карта |
|
|
17 |
Соблюдение техники безопасности при выполнении газовой резки металла |
Технологическая карта |
|
|
18 |
Соблюдение техники безопасности при выполнении электросварочных работ |
Технологическая карта |
|
|
19 |
Соответствие геометрических размеров
|
Технологический чертеж |
|
|
20 |
Качество сварных швов: - трещина сварного соединения; - свищи; поры; прожог; - непровар кромок и несплавления между кромками и валиками; -шлаковые включения; - брызги металла; - подрез; - наплывы; - грубая чешуйчатость; - кратер; - неравномерность ширины шва; - неравномерность высоты шва |
|
|
|
Освоенные ПК |
Показатель оценки результата
|
Оценка |
|
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех |
Организация рабочего места Соблюдение требований |
|
|
пространственных положениях сварного шва. ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей. ПК 2.4. Выполнять дуговую резку различных деталей.
|
безопасности труда Подбор инструмента и оборудования Подбор режимов ручной дуговой сварки (наплавки, резки) Подбор сварочных материалов Ручная дуговая сварка различных деталей из углеродистых и конструкционных сталей, цветных металлов и сплавов во всех пространственных положениях сварного шва. Ручная дуговая наплавка (резка) покрытыми электродами различных деталей.
|
|
Задание 4
1. Профессиональные компетенции:
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва.
ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва.
ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей.
ПК 2.4. Выполнять дуговую резку различных деталей.
2. ЗАДАНИЕ ДЛЯ ЭКЗАМЕНУЮЩИХСЯ
Инструкция
Внимательно прочитайте задание.
Вы можете воспользоваться учебно-методической и справочной литературой,
имеющейся на специальном столе, персональным компьютером, выходом в
интернет.
Время выполнения задания – 2 часа.
Задание
Выполните все операции технологического процесса восстановительной наплавки цилиндрической поверхности ручной дуговой сваркой.
3. ПАКЕТ ЭКЗАМЕНАТОРА
Количество вариантов задания для экзаменующихся – 1
Время выполнения задания - 2 часа
Оборудование:
- ПК с выходом в интернет, рабочие места по количеству обучающихся;
- верстак с тисками, правильной плитой и защитным экраном;
- материал для сварной конструкции;
- слесарный инструмент;
- контрольно-измерительный инструмент;
- пост кислородной резки;
- пост ручной дуговой сварки;
- деталь цилиндрической формы;
- сварочные материалы – электроды для наплавки;
- средства индивидуальной защиты;
- средства коллективной защиты;
- пожарный щит;
- инструкционные карты, технологические инструкции, пособия сварщика,
справочная литература и методические рекомендации.
.
Литература для учащегося:
1.Материалы и оборудование для сварки плавлением и термической резки:
Чернышов Г.Г.: Учебное пособие: Рекомендовано ФГУ «ФИРО». – 224
с., пер. №7бц
2.Галушкина В.Н. Технология производства сварных конструкций:
учебник: Рекомендовано ФГУ «ФИРО». – 192 с., пер. №7 бц
3.Юхин Н.А. Газосварщик: учеб.пособие: Допущено Минобрнауки России
/ Под ред. О.И. Стеклова. – 4-е изд., стер. -160 с., обл.- (ускоренная
форма подготовки).
4.Куликов О.Н., Ролин Е.И. Охрана труда при производстве сварочных
работ. : учеб. пособие : Допущено Минобразованием России. – 6-е изд.,
стер. – 176 с., обл.
5.Юхин Н. А. Дефекты сварных швов и соединении: учебнно-справочное
пособие. – Издательство «Соуэло», Москва, 2007
Критерии оценки
|
№ п/п |
Критерии |
Нормативные документы |
Оценка |
|
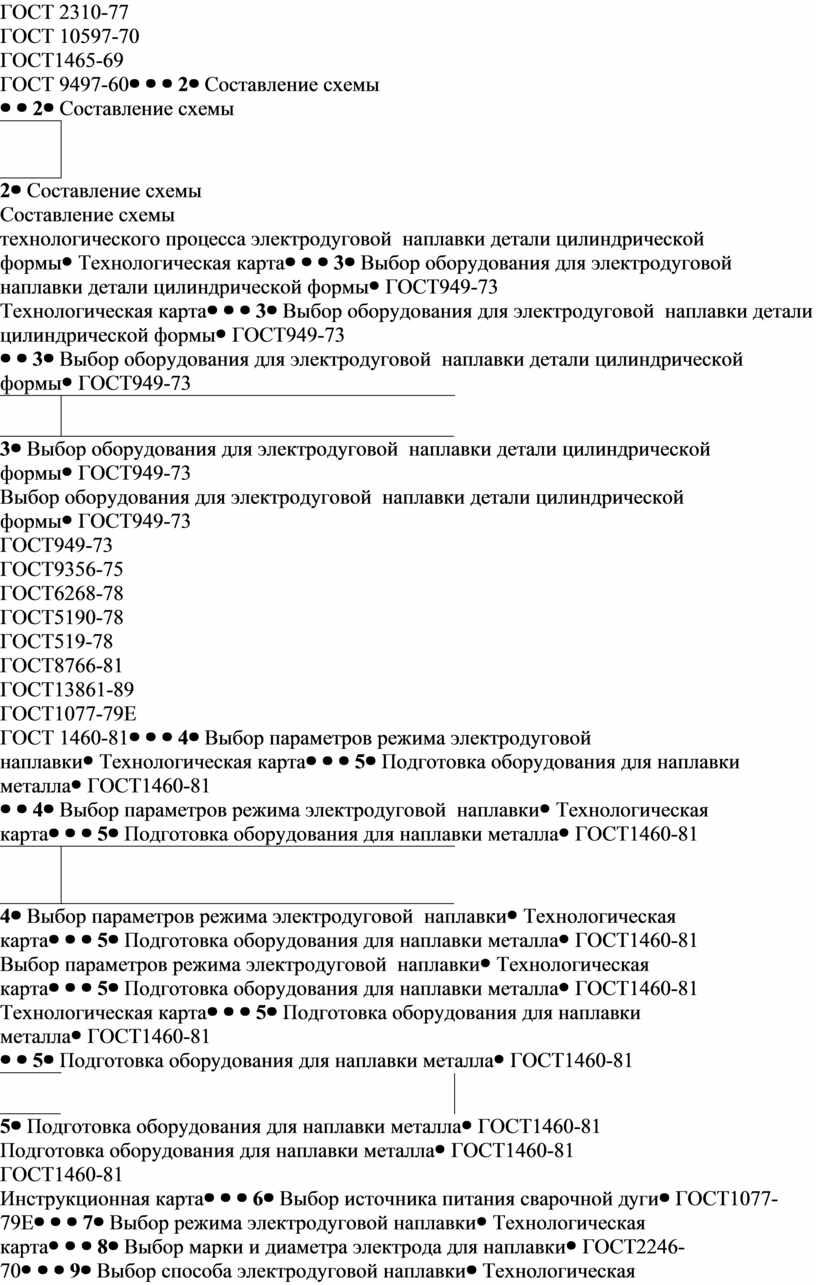
1 |
Организация рабочего места при выполнении электродуговой наплавки металла |
ГОСТ 12.4010-75 ГОСТ 12.4.003-74 ГОСТ 2310-77 ГОСТ 10597-70 ГОСТ1465-69 ГОСТ 9497-60 |
|
|
2 |
Составление схемы технологического процесса электродуговой наплавки детали цилиндрической формы |
Технологическая карта |
|
|
3 |
Выбор оборудования для электродуговой наплавки детали цилиндрической формы |
ГОСТ949-73 ГОСТ9356-75 ГОСТ6268-78 ГОСТ5190-78 ГОСТ519-78 ГОСТ8766-81 ГОСТ13861-89 ГОСТ1077-79Е ГОСТ 1460-81 |
|
|
4 |
Выбор параметров режима электродуговой наплавки |
Технологическая карта |
|
|
5 |
Подготовка оборудования для наплавки металла |
ГОСТ1460-81 Инструкционная карта |
|
|
6 |
Выбор источника питания сварочной дуги |
ГОСТ1077-79Е |
|
|
7 |
Выбор режима электродуговой наплавки |
Технологическая карта |
|
|
8 |
Выбор марки и диаметра электрода для наплавки |
ГОСТ2246-70 |
|
|
9 |
Выбор способа электродуговой наплавки |
Технологическая карта |
|
|
10 |
Техника электродуговой наплавки |
Технологическая карта |
|
|
11 |
Соблюдение техники безопасности при выполнении электродуговых наплавочных работ |
Технологическая карта |
|
|
12 |
Соответствие геометрических размеров |
Технологический чертеж |
|
|
13 |
Качество наплавленного слоя: - трещины; - свищи; - поры; -шлаковые включения;
|
|
|
|
|
- брызги металла; - наплывы; - грубая чешуйчатость; - кратер; - неравномерность ширины валика; - неравномерность высоты валика |
|
|
|
Освоенные ПК |
Показатель оценки результата |
Оценка |
|
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей. ПК 2.4. Выполнять дуговую резку различных деталей.
|
Организация рабочего места Соблюдение требований безопасности труда Подбор инструмента и оборудования Подбор режимов наплавки Подбор сварочных материалов Наплавка металла |
|
ПАКЕТ ЭКЗАМЕНАТОРА (одинаков для всех вариантов)
Условия выполнения заданий
Количество вариантов (пакетов) заданий для экзаменующихся: 1
Время выполнения каждого задания и максимальное время на экзамен (квалификационный):
Задание №1 - 2 часа.
Задание № 2 – 2 часа.
Задание № 3 - 2 часа.
Задание № 4 – 2 часа.
Всего на экзамен - 6 час.
Условия выполнения заданий:
Требования охраны труда: инструктаж по технике безопасности, спецодежда, наличие инструктора и др.
- Оборудование: слесарный инструмент;
- контрольно-измерительный инструмент;
- пост сварочный;
- средства индивидуальной защиты;
- средства коллективной защиты;
- универсальные сборочно-сварочные приспособления;
- пожарный щит;
- инструкционные карты, технологические инструкции, ГОСТ 5264-80,
- пособия сварщика, справочная литература и методические рекомендации.
КРИТЕРИИ ОЦЕНКИ
1) Выполнение задания:
- обращение в ходе задания к информационным источникам;
- рациональное распределение времени на выполнение задания (обязательно наличие следующих этапов выполнения задания: ознакомление с заданием и планирование работы; получение информации; подготовка продукта; рефлексия выполнения задания и коррекция подготовленного продукта перед сдачей).
|
Освоенные ПК |
Показатель оценки результата |
Нормативно- техническая документация |
Оценка |
|
ПК 2.1. Выполнять ручную дуговую сварку различных деталей из углеродистых и конструкционных сталей во всех пространственных положениях сварного шва. ПК 2.2. Выполнять ручную дуговую сварку различных деталей из цветных металлов и сплавов во всех пространственных положениях сварного шва. ПК 2.3. Выполнять ручную дуговую наплавку покрытыми электродами различных деталей. ПК 2.4. Выполнять дуговую резку различных деталей.
|
Организация рабочего места Соблюдение требований безопасности труда Подбор инструмента и оборудования Подбор режимов ручной дуговой сварки Подбор сварочных материалов Ручная дуговая сварка различных деталей из углеродистых и конструкционных сталей, из цветных металлов и сплавов во всех пространственных положениях сварного шва. Ручная дуговая наплавка (резка) покрытыми электродами различных деталей. |
|
|
2) Подготовленный продукт / осуществленный процесс:
|
Коды проверяемых компетенций |
Показатели оценки результата |
Оценка (да/нет) |
|
ПК 2.1.; ПК 2.2.; ПК 2.3.; ПК 2.4 |
Организация рабочего места Соблюдение требований безопасности труда Подбор инструмента и оборудования Подбор режимов ручной дуговой сварки Подбор сварочных материалов Ручная дуговая сварка различных деталей из углеродистых и конструкционных сталей, из цветных металлов и сплавов во всех пространственных положениях сварного шва. Ручная дуговая наплавка (резка) покрытыми электродами различных деталей. |
Да
Да Да
Да Да
Да
Да |
Скачано с www.znanio.ru


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
