Развитие электронной техники диктует необходимость расширения круга материалов, применяемых для создания микроэлектронных приборов и устройств. Это вызвано стремлением к расширению областей применения этих приборов, возрастанием требований их надежности, стабильности параметров и устойчивости к внешним воздействиям.
Одним из перспективных материалов для создания приборов, работающих в экстремальных условиях, являются карбидкремниевые материалы. Это связано, в первую очередь, с высокой химической, механической, тепловой и радиационной стойкостью карбида кремния. Наибольший интерес представляют твердые растворы на основе карбида кремния, так как они наследуют полезные свойства самого SiC. В последние годы была разработана керамика на основе карбида кремния с введением небольших количеств спекающих добавок.
КВАЛИФИКАЦИОННАЯ РАБОТА
по направлению подготовки 11.03.04
Электроника и наноэлектроника
Профиль подготовки
Микроэлектроника и твердотельная электроника
ИЗУЧЕНИЕ МЕХАНИЧЕСКИХ СВОЙСТВ ФУНКЦИОНАЛЬНОЙ
КЕРАМИКИ НА ОСНОВЕ КАРБИДА КРЕМНИЯ И НИТРИДА
АЛЮМИНИЯ
Работа допущена к защите:
Зав. кафедрой экспериментальной физики
д.ф.м.н., профессор
_________________
«____»_______________ 2016 г.
1Оглавление
Оглавление...............................................................................................................2
ВВЕДЕНИЕ..................................................................................................................3
Глава 1. Аналитический обзор научно-технической литературы вопроса
исследования............................................................................................................6
Аналитический обзор информационных источников. Зависимость
свойств керамики от технологии ее получения......................................6
ГЛАВА 2. Экспериментальная часть......................................................................19
§2.1. Обзор основных стадий формирования керамики на основе
карбида кремния с добавкой нитрида алюминия.................................19
§2.2. Перемолка, перемешивание порошков и подготовка шихты......20
§2.3. Формование.....................................................................................24
§2.4. Высокотемпературное спекание....................................................26
ГЛАВА 3. Результаты теоретических и экспериментальных исследований......31
§3.1. Микротвердость керамики AlN - SiC...............................................31
§3.2. Предел прочности на изгиб и трещиностойкость........................33
§3.3. Оценка полноты решения задач и достижения поставленных
целей.........................................................................................................37
ЛИТЕРАТУРА............................................................................................................39
2ВВЕДЕНИЕ
Развитие электронной техники диктует необходимость расширения
круга материалов, применяемых для создания микроэлектронных приборов и
устройств. Это вызвано стремлением к расширению областей применения
этих приборов, возрастанием требований их надежности, стабильности
параметров и устойчивости к внешним воздействиям.
Одним из перспективных материалов для создания приборов,
работающих в экстремальных условиях, являются карбидкремниевые
материалы. Это связано, в первую очередь, с высокой химической,
механической, тепловой и радиационной стойкостью карбида кремния.
Наибольший интерес представляют твердые растворы на основе карбида
кремния, так как они наследуют полезные свойства самого SiC. В последние
годы была разработана керамика на основе карбида кремния с введением
небольших количеств спекающих добавок.
Керамика на основе карбидов, таких как SiC, в связи с их огнеупорной
природой и их низким поглощением нейтронов, что считается, перспективным
материалом для изготовления будущего поколения ядерных реакторов и
кроме того, SiC представляет собой потенциальный материал, который
используется для производства стенок ядерных реакторов. Тем не менее, SiC
имеет ограничение в хрупкости его структурных приложений. Для
предотвращения этого явления, прибегают к уменьшению размера зерен
3(менее 100 нм), что приводит к улучшению механических свойств керамики.
Кроме того, уменьшение размера зерна может повысить устойчивость к
облучению. Присутствие добавок позволяет улучшить механические свойства,
керамических материалов. Добавки на основе бора или иттрия и алюминия,
обычно применяют для спекания карбида кремния, как правило, в целях
достижения высокой плотности и тонких размеров зерна.
Композиционные керамические материалы на основе тугоплавких
соединений предназначены для эксплуатации в экстремальных условиях
(высокие механические нагрузки, термоциклирование, абразивный износ,
коррозия и др.), поэтому установление для каждого материала взаимосвязи
структуры (состава, размера зерна фазовых составляющих, пористости) с
важнейшими физикомеханическими, трибологическими свойствами является
актуальным.
В этой связи цель настоящей работы заключалась в следующем:
изучение механических свойств функциональной керамики на основе карбида
кремния и нитрида алюминия. Самой важной задачей в экспериментальных
исследованиях является влияние различных добавок на свойства
экспериментальных образцов.
В работе рассматриваются механические свойства керамики на основе
карбида кремния с активирующими добавками в зависимости от температуры
синтеза и содержания активирующей добавки.
Объектом исследования являются лабораторные образцы керамики на
основе SiC, полученные методом высокотемпературного спекания и
экспериментальные образцы.
Оценка механических свойств осуществлялась комплексными
методами испытания предела прочности на изгиб, распространение упругих
волн и индентирования призмой Виккерса.
4Достоверность научных результатов и обоснованность научных
положений базируется на использовании современных средств измерений с
высоким временным и пространственным разрешением, на согласованности
результатов эксперимента с имеющимися данными других авторов.
Научная новизна работы и защищаемые положения:
1. Исследование концентрационной зависимости микротвердости
керамики SiCAlN, проведенное по методу Виккерса, показало, что
микротвердость с увеличением содержания AlN от 10 до 90 % вес. в керамике
SiCAlN отклоняется от аддитивности в отрицательную сторону. Добавление
AlN приводит к понижению микротвёрдости с выраженным максимумом (~20
ГПа) при составах 4060 % вес. AlN, который можно объяснить тем, что
происходит упрочнение структуры за счет образования поликристаллических
твердых растворов.
2. Добавление оксида иттрия в систему SiCAlN незначительно повысило
SiCAlN.
прочностные характеристики по сравнению с системой
Микротвердость керамики SiCAlNY2O3 не изменяется при добавлении
оксида иттрия 20 % в керамику SiCAlN и составляет 26±2 ГПа по Виккерсу.
Научная и практическая ценность работы
определяется
актуальностью темы и научной новизной проведенных исследований.
Исследования направлены на дальнейшее развитие представлений о свойствах
полупроводниковых твердых растворов.
Апробация результатов. Некоторые материалы докладывались на
студенческой конференции физического факультета ДГУ, а также отражены в
курсовых проектах.
Структура и объем. Дипломная работа состоит из введения, трёх глав и
заключения; содержит 39 страниц печатного текста, включая 7 рисунков, 7
таблиц. Список цитируемой литературы насчитывает 28 наименований.
5Содержание работы. Во введении были рассмотрены основные цели и задачи
исследования.
В первой главе приводится аналитический обзор научнотехнической
литературы и состояния проблемы исследования в настоящее время,
приводятся экспериментальные данные, взятые из различных литературных
источников.
Во второй главе приведено описание технологической установки и
методика исследования материалов на основе карбида кремния.
В третьей главе приведены результаты проведения экспериментальных и
теоретических исследований, отработана методика проведения исследований
механических свойств экспериментальных образцов керамики на основе
карбида кремния.
В заключении дипломной работы сформулированы основные выводы и
результаты.
Глава 1. Аналитический обзор научно-технической
литературы вопроса исследования.
Аналитический обзор информационных источников.
Зависимость свойств керамики от технологии ее
получения.
База данных в сети Интернет по технологии и оборудованию для
получения карбидкремниевой керамике позволила проанализировать более 60
научных статей и докладов по теме исследования и сделать выборку по
методам, режимам и особенностям технологии получения керамических
композиционных материалов. Ниже приведены основные результаты
проведенного анализа.
Выявлено около 30 областей применения карбидкремниевой керамики –
от высокотемпературной сверхпроводимости до износостойких и
декоративных покрытий, однако наибольшее количество публикаций (почти
30 %) связано с микроэлектроникой.
6Для любого композитного материала важно знать его характерную
стабильность фаз (термическую, химическую и т.д.), а так же прочность и
связность границ раздела. Знание этого позволяет предотвратить
нежелательные реакции и спровоцировать полезные.
В прошлом десятилетии возрос интерес к возможности легирования SiC
керамики для контроля и модификации механических и физических свойств и
улучшения спекаемости. Такие вещества как карбид бора (В4С), оксид
алюминия (Al2O3), нитрид бора (BN) и оксид бериллия (ВеО) используются в
небольших количествах в качестве спекающих добавок, хотя другие примеси
как AlN и оксикарбид алюминия (Al2OC) могут быть добавлены в больших
количествах, образуя непрерывный ряд твердых растворов с SiC, и изменяют
его свойства.
Карбид кремния ковалентное соединение, может существовать в
кубической и гексагональной кристаллических структурах. Кристаллическая
структура состоит из слоев четырехгранников. Последовательность упаковки
четырехгранников определяет симметрию. Структура может быть описана,
используя обозначения Рамсдела, где цифра – число плотноупакованных
двойных слоев SiC, а буква обозначает кристаллическую симметрию. 3С
β
SiC, а гексагональная или
политип – кубический и обозначен как
α
ромбоэдрическаая форма (2H, 4H, 6H, 15R, 21R) обозначены как
SiC.
Нитрид алюминия также ковалентное соединение с гексагональной 2H
структурой (типа вюрцита) и параметрами решетки очень близкими к таковым
у SiC. В таблице 1.1. даны параметры решеток SiC и AlN, а также их модули
упругости (Е) и коэффициенты термического расширения (
).α
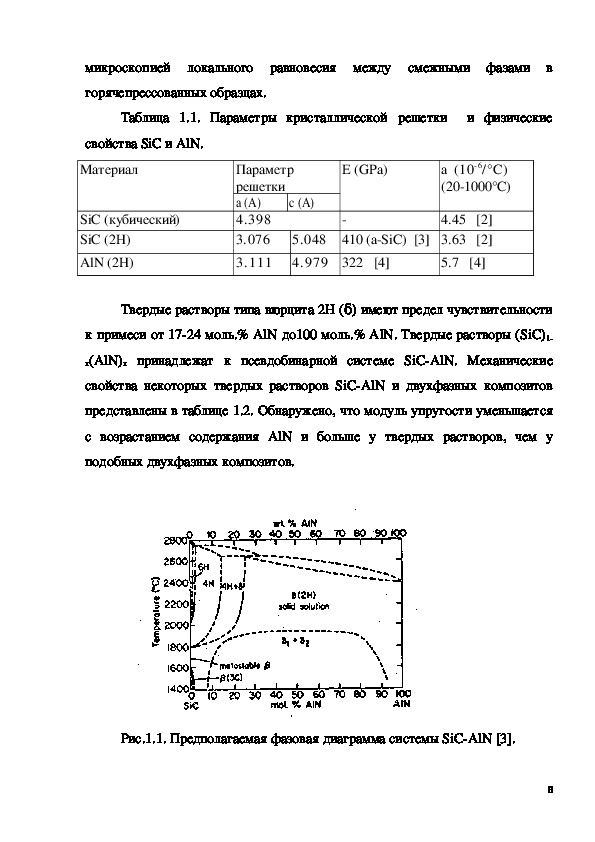
AlN используют для стабилизации некоторых политипов SiC.
Предполагаемая фазовая диаграмма системы SiCAlN, представленная
Зангвилем и Ру в [1], показана на рис.1.1. В этой работе отношение фаз
определялось дифракцией рентгеновских лучей и аналитической электронной
7микроскопией локального равновесия между смежными фазами в
горячепрессованных образцах.
Таблица 1.1. Параметры кристаллической решетки и физические
свойства SiC и AlN.
Материал
SiC (кубический)
SiC (2Н)
AlN (2Н)
Параметр
решетки
а (А)
4.398
3.076
3.111
с (А)
5.048
4.979
E (GPа)
a (106/°C)
(201000°C)
4.45 [2]
410 (aSiC) [3] 3.63 [2]
322 [4]
5.7 [4]
Твердые растворы типа вюрцита 2Н ( ) имеют предел чувствительности
к примеси от 1724 моль.% AlN до100 моль.% AlN. Твердые растворы (SiC)1
δ
x(AlN)x принадлежат к псевдобинарной системе SiCAlN. Механические
свойства некоторых твердых растворов SiCAlN и двухфазных композитов
представлены в таблице 1.2. Обнаружено, что модуль упругости уменьшается
с возрастанием содержания AlN и больше у твердых растворов, чем у
подобных двухфазных композитов.
Рис.1.1. Предполагаемая фазовая диаграмма системы SiCAlN [3].
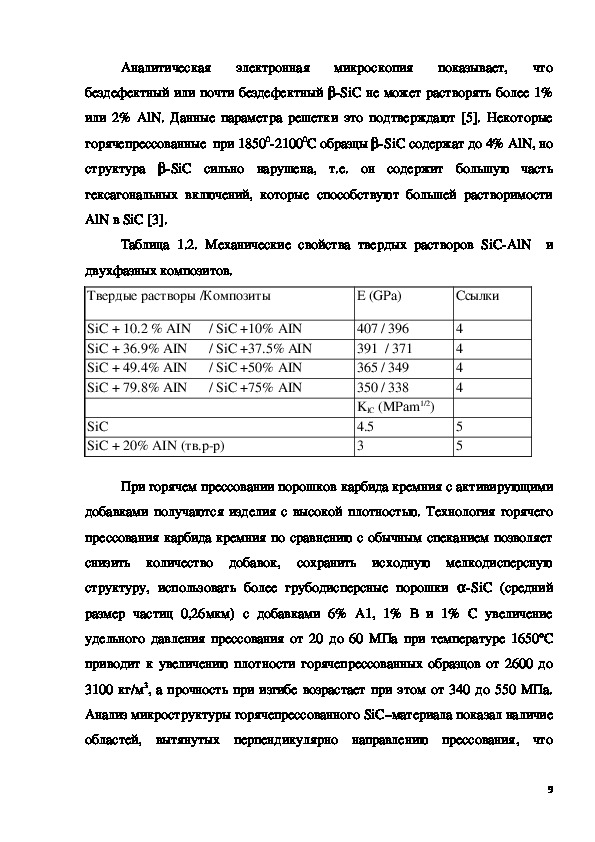
8Аналитическая электронная микроскопия показывает,
что
бездефектный или почти бездефектный SiC не может растворять более 1%
или 2% AlN. Данные параметра решетки это подтверждают [5]. Некоторые
β
горячепрессованные при 1850021000С образцы SiC содержат до 4% AlN, но
β
SiC сильно нарушена, т.е. он содержит большую часть
структура
β
гексагональных включений, которые способствуют большей растворимости
AlN в SiC [3].
Таблица 1.2. Механические свойства твердых растворов SiCAlN и
двухфазных композитов.
Твердые растворы /Композиты
E (GPa)
Ссылки
SiC + 10.2 % AIN / SiC +10% AIN
SiC + 36.9% AIN / SiC +37.5% AIN
SiC + 49.4% AIN / SiC +50% AIN
SiC + 79.8% AIN / SiC +75% AIN
SiC
SiC + 20% AIN (тв.рр)
407 / 396
391 / 371
365 / 349
350 / 338
KIC (MPam1/2)
4.5
3
4
4
4
4
5
5
При горячем прессовании порошков карбида кремния с активирующими
добавками получаются изделия с высокой плотностью. Технология горячего
прессования карбида кремния по сравнению с обычным спеканием позволяет
снизить количество добавок, сохранить исходную мелкодисперсную
α SiC (средний
структуру, использовать более грубодисперсные порошки
размер частиц 0,26мкм) с добавками 6% А1, 1% В и 1% С увеличение
удельного давления прессования от 20 до 60 МПа при температуре 1650ºС
приводит к увеличению плотности горячепрессованных образцов от 2600 до
3100 кг/м3, а прочность при изгибе возрастает при этом от 340 до 550 МПа.
Анализ микроструктуры горячепрессованного SiC–материала показал наличие
областей, вытянутых перпендикулярно направлению прессования, что
9свидетельствует о жидкофазном механизме спекания в условиях горячего
прессования SiC.
Для получения изделий сложной формы применяют метод
изостатического горячего прессования (ГИП) и объем исследований в этом
направлении постоянно растет. При этом могут осуществляться два варианта
применения технологии ГИП: 1) доуплотнение без капсулирования
предварительно спеченного полуфабриката до относительной плотности 93
95% и 2) обработка порошкообразных полуфабрикатов, капсулированных в
газонепроницаемую оболочку. При этом, учитывая, что температура процесса
составляет 1950ºС при давлении 200 МПа, а выдержка 23 часа, оболочку
изготавливают из молибдена, вольфрама или тантала.
Процесс ГИП можно проводить и в ваннах из расплава стекла но в этом
случае необходимо предусматривать защиту спекаемой заготовки от
материала капсулирующей среды посредством использования барьерных
слоев из кокса, нитрида бора и других материалов, нейтральных для SiC в
этих условиях. Доуплотнение предварительно спеченных заготовок методом
ГИП приводит к существенному повышению надежности горячепрессованных
SiC – изделий, увеличивая их модуль Вейбулла до 16 и механическую
прочность. Уплотненная методом ГИП спеченный SiC плотностью 95% от
теоретической при давлении 139 МПа и температурном интервале 1750
2050ºС в среде аргона, повысил прочность горячепрессованных образцов при
изгибе с 400 до 510 МПа при испытаниях в условиях нагрева до 1700ºС
прочность полученных образцов составила 590 МПа при 20ºС, а плотность
материала достигла 31603200кг/м3.
В больших количествах некоторые добавки, активирующие уплотнение
SiC, могут приводить к снижению высокотемпературной
прочности,
вследствие образования в межзеренных промежутках разупрочняющей
стеклофазы. Такое влияние находится в прямой зависимости от содержания
10кислорода в исходном порошке карбида кремния. Фрактографические
исследования показывают переход от транс к интеркристаллитному
характеру разрушения при увеличении содержания и толщины прослоек
стеклофазы между зернами SiC, но уже при содержании алюминия массовых
долей более 0,5% наблюдается снижение прочности при температурах выше
1720 К более чем в четыре раза.
Из приведенных данных следует, что горячепрессованные
SiC
материалы имеют более высокий уровень механических свойств по сравнению
с рекристализованным карбидом кремния.
Наиболее детально влияние некоторых технологических факторов на
SiC изделий конструкционного
формирование структуры и свойств
назначения, используемых в машиностроении, были изучены в работах [6,7]. В
этих работах экспериментально исследовались:
влияние
а)
гранулометрического состава шихты и содержания в ней углеродистого
компонента на объемную усадку при силицирующем обжиге заготовок; б)
природы углеродистого материала
влияние
структуру
реакционноспеченного SiC материала; в) влияние расплава кремния на рост
на
и формирование кристаллов SiC в системе SiCSi и SiC+Si+C; д) механизм
эпитаксиального осаждения вторичного карбида кремния на зернах
первичного SiC в ходе формирования структуры реакционноспеченного SiC
материала; е) влияние количественного соотношения карбидного и
углеродного компонентов, содержащихся в прессованной заготовке, и
плотности заготовки на структуру и фазовый состав реакционноспеченного
SiC материала; ж) механизм образования вторичного карбида кремния,
наблюдаемый в прозрачных шлифах в проходящем свете, з) влияние
легирования бором реакционноспеченного SiC материала на его структуру и
микротвёрдость его фазовых составляющих; и) формирование структуры
реакционноспеченного SiC
материала в потоке инертных газов; к)
11возможность получения изделий сложной формы из реакционноспеченного
SiC материала с применением «реакционной сварки» отдельных деталей
единый конструкционный узел и SiC –изделий с многослойной структурой.
В качестве активаторов уплотнения при горячем прессовании SiC
используют те же добавки, что и при обычном спекании. Наиболее
перспективной добавкой в карбид кремния для использования в
высокотемпературной и СВЧ электроники является нитрид алюминия.
α SiC и нитрида алюминия (оба имеют гексагональную решётку
Изоморфизм
типа вюрцита) обуславливает возможность образования в системе SiCAlN
твёрдых растворов, а это позволяет ожидать от получаемых материалов
интересных, не аддитивно, а синергетно усиленных физикомеханических
свойств.
В работе [8] изучен механизм образования твёрдого раствора AlNSiC в
системе Si3N4SiAlC
с помощью азотированного горения. В больших
количествах некоторые добавки, помимо нитрида алюминия, активирующие
уплотнение SiC, могут приводить к снижению высокотемпературной
прочности,
вследствие образования в межзёренных промежутках
разупрочняющей стеклофазы. Такое влияние находится в прямой зависимости
от содержания кислородав исходном порошке карбида кремния и в
межзёренной фазе. В частности в работе [9] разработана новая футеровка из
SiC на AlN связке (AlN/SiC) с низким содержанием оксидов на границе зёрен,
вследствие чего он обладал высокой стойкостью к окислению на воздухе, в
отличии от футеровки из чистого нитрида алюминия. В этой связи интересна
работа [10] в которой синтезировали нанокомпозиционные порошки AlNSiC
самораспространяющим высокотемпературным синтезом (СВС).
Отмечено,
AlNSiC
является
перспективной для создания нанокомпозиционных материалов, поскольку
что псевдобинарная система
AlN и SiC обладают совместимыми структурами и показывают полную
12растворимость в твёрдом состоянии при температурах >18000С. При более
низких температурах спинодальное разложение твёрдого раствора
способствует созданию нанокристаллической микроструктуры. Было
отмечено, что порошки получали методом горения в самоподдерживающем
режиме и методом термического взрыва. Установлено, что синтез в режиме
горения позволяет получить полный ряд твёрдых растворов AlNSiC . При
концентрации AlN < 30 об.% твёрдый раствор имеет кубическую структуру
(политип 3С). При 30 об% < AlN < 50 об.% в продуктах реакции
определяются политипы 3С и 2Н. При более высоком содержании AlN
образуются только 2Н – политипы. При синтезе методом термического взрыва
не наблюдается полная растворимость AlN в SiC.
В области керамических материалов отчётливо проявляются две
тенденции: создание композиционных материалов с керамической матрицей
[11,12], обеспечивающих высокую температуру эксплуатации, позволяющих
преодолеть хрупкость материала; исследования в области технологии
керамических наноматериалов, понимание их природы, морфологии, методов
получения, и, может быть, самое главное, изучение условий сохранения
наноразмерной структуры керамики при её спекании, определения областей
её применения. Представляет научных и практический интерес применение
наноразмерных активаторов спекания в технологии традиционной монолитной
керамики, создание «самоармированной» структуры и формирование
тугоплавких межзёренных фаз
обеспечивающих высокую
трещинностойкость и сохранение прочности до 15000С на воздухе в
[13],
материалах на основе карбида кремния.
Изучалась возможность упрочнения керамики на основе AlN путем
армирования ее нитевидными кристаллами карбида кремния. Опубликовано
очень мало статей на тему композиционных материалов AlNSiC,
армированных усами (т.е. нитевидными кристаллами). Ямада сообщает об
13увеличении полезной работы разрушения при повышенных температурах
благодаря поведению нитевидных кристаллов,
не упоминая о
микроструктуре, взаимодействиях или о значениях вязкости разрушения
(трещиностойкости) [14].
Армированная керамика с другими керамическими фазами образует
класс композитных материалов, известных как композиты с керамической
матрицей. Могут быть использованы различные материалы для армирования:
частицы, волокна, нитевидные кристаллы.
В последнее время получило известность укрепление нитевидными
кристаллами, особенно SiC. Нитевидные кристаллы карбида кремния имеют
существенный потенциал в укреплении композитов с керамической матрицей
благодаря их прочности, высокому модулю упругости и стабильности при
высоких температурах.
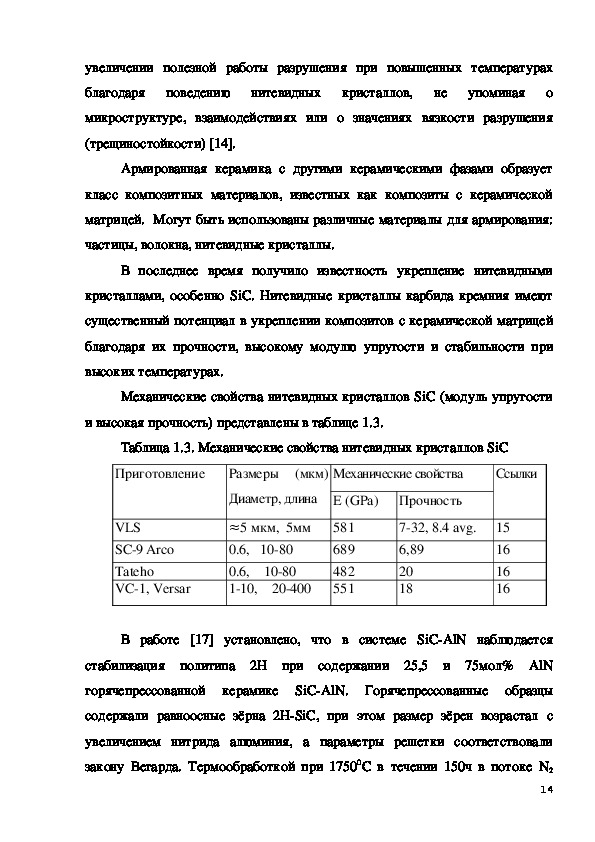
Механические свойства нитевидных кристаллов SiC (модуль упругости
и высокая прочность) представлены в таблице 1.3.
Таблица 1.3. Механические свойства нитевидных кристаллов SiC
Приготовление
Размеры
(мкм)
Механические свойства
Ссылки
VLS
SC9 Arco
Tateho
VC1, Versar
5 мкм, 5мм
Диаметр, длина
≈
0.6, 1080
0.6, 1080
110, 20400
E (GPa)
Прочность
581
689
482
551
(GPa)
732, 8.4 avg.
6,89
20
18
15
16
16
16
В работе [17] установлено, что в системе SiCAlN наблюдается
стабилизация политипа 2Н при содержании 25,5 и 75мол% AlN
SiCAlN. Горячепрессованные образцы
горячепрессованной керамике
содержали равноосные зёрна 2НSiC, при этом размер зёрен возрастал с
увеличением нитрида алюминия, а параметры решетки соответствовали
закону Вегарда. Термообработкой при 17500С в течении 150ч в потоке N2
14горячепрессованных твёрдых растворов SiCAlN получены композиционные
материалы с нанофазной структурой. Величины микротвёрдости, прочности
на изгиб и трещиностойкости термообработанных образцов незначительно
отличались от данных параметров горячепрессованных образцов.
При добавлении незначительного количества
α SiC в смесь AlN β SiC
наблюдалось образование твёрдых растворов
SiCAlN, содержащих
столбчатые зёрна и стабилизация 2Нфазы. Причём образованные столбчатые
зёрна 4Нфазы, расположены между зёрнами стабильной 2Нфазы, имеющей
однородный состав и распределение зёрен по размерам. Трещинностойкость
полученного твёрдого раствора составила 5,15,4 МПа∙м0,5, что обусловлено
армированием столбчатыми зёрнами 4Нфазы [18]. Ключом для получения
гомогенной структуры в керамике SiCAlN является по мнению авторов [19],
синтез нанокомпозитного порошка AlNSiC. Порошок AlNSiC был получен
путём азотирования мелкокристаллических порошков Al4SiC4. Установлено,
что азотирование Al4SiC4 с образованием AlN4SiC начинается при 6500С.
Порошок, азотированный при ≥ 14000С в течении 3ч содержал только 3Н
фазу, состоящего из твёрдого раствора обогащённого AlN и SiC.
Процесс образования однородного твёрдого раствора происходит при
увеличении температуры азотирования от 14000С до 15000С. Удельная
поверхность порошка, полученного азотированием при 15000С 3ч составляла
19,5 м2/г при размере первичных частиц ~ 100 нм. Рассмотренная методика
перспективна для получения нанокомпозитных порошков, гомогенно
смешанных на наноуровне. Система SiCAlN таким образом, действительно
может давать при спекании твёрдые растворы, что служит предпосылкой для
создания конструкционной керамики, но число публикаций по этой системе
относительно невелико и не превышает 5% общего объёма публикаций по
нитриду алюминия.
15При использовании для получения керамики SiCAlN в качестве
β SiC процесс образования структуры сопровождается
модификацию. В присутствии
исходного сырья
переходом карбида кремния из
β
в
α
α
нитрида алюминия быстрый переход
форму происходит при
температуре 21202220 К, в результате чего преобладающим в полученном
β SiC в
материале является политип 4Н. Подавляющее большинство работ по
изучению системы SiCAlN посвящено изучению материалов, получаемых
методом горячего прессования. Все преимущества этого мощного метода
получения разнообразных плотных материалов не могуткомпенсировать его
основной недостаток–невозможность изготовления сложнопрофильных
элементов точно заданной формы.
Спеканию при нормальном или повышенном давлении газовой среды
керамики на основе карбида кремния и нитрида алюминия посвящена лишь
немногочисленная патентная информация, в которой описывается получение
керамики SiCAlN с использованием оксидов для применения в качестве
теплоотводящих элементов в радиоэлектронике. В работе [20] предлагается
способ получения плотных изделий из SiC , отличающихся улучшенными
механическими и электрическими свойствами, содержащих 9699,5 масс.%
твёрдой фазы, 00,1 мас.% свободного углерода и остаток – частично
кристаллизующейся фазы, причём твёрдая фаза представляет сферические
зёрна SiC диаметром < 4мкм, окружённых слоём смешанных кристаллов
системы SiC Al – O N , содержащих (масс%) 0,21,5 Al, 0,10,5 N и 0,010,2
О2. Изделия получают спеканием при температуре 190020000С и давлении
0,310 МПа смеси содержащей до 4% веществ, обеспечивающих жидкофазное
спекание, в качестве которых используется смесь оксидов или алюминатов
щелочноземельных металлов с AlN.
Полученные изделия имеют следующие свойства: плотность – 99,5% от
теоретической,
удельное
электросопротивление
10,7 Ом∙см,
16трещиностойкость 4, МПа∙м0,5. Жидкофазное активированное спекание
карбида кремния рассмотрены в работах [2124]. В работе [21] жидкофазным
спеканием в Ar из смесей типа SiC 6% Al2O34%Y2O3 получен материал
материал с плотностью 3,4 г/см3 и водопоглощением 0,4%. Теплопроводность
армированных материалов невысокая изза матрицы SiC состоящей из зёрен <
1мкм, фазового перехода 3СSiC 4→ H – SiC, присутствием зернограничной
фазы с низкой теплопроводностью и большим количеством волокон SiC с
низкой теплопроводностью [22]. Горячим прессованием с последующим
отжигом под давлением получена упрочнённая керамика SiC при
использовании AlN и RE2O3 (RE=Y,Yb) в качестве спекающих добавок [23].
У полученной керамики величина трещиностойкости при обычной
температуре составляла 5,55,6 МПа∙м0,5 и прочность на изгиб при 15000С –
550 – 630 МПа, что составило 97100% от прочности на изгиб при обычной
температуре. Полученные высокие характеристики обусловлены наличием
межзёренной стеклоплёнки с высокой огнеупорностью. Отмечено, что
введение Al в SiC, т.е. удаления алюминия из жидкой фазы приводит к
образованию межзёренной стеклоплёнки с высокой огнеупорностью.
Оксидные добавки вводят различными методами. В частности [24], оксид
иттрия был введён в виде изопропоксида иттрия, а не порошка как в работе
[23]. Кажущая плотность, прочность на изгиб и трещиностойкость
полученного композиционного материала составили соответственно 99,5%,
681МПа, 5,21МПа∙м0,5.
По сравнению с материалом, полученным при использовании в качестве
спекающей добавки порошок Y2O3, прочность на изгиб возрасла 25%, а
трещиностойкость на 33%. Добавление редкоземельных оксидов в керамику
SiCAlN приводит не только к улучшению механических свойств [25], но и
стойкости к окислению [26]. В работе [25] исследование прочностных
характеристик было проведено на образцах композиций SiCAlN,
17легированных Y2O3 и спечённых по обычной технологии и горячим
прессованием. С ростом содержания AlN прочность возрастает и у
горячепрессованной керамики в композициях с 30 об.% AlN достигается
значение ~ 500 МПа. Керамика SiC спечённая с AlN и редкоземельными
оксидами по сравнению с другими видами исследованной керамики, показала
очень высокую стойкость к окислению [26]. После 192 ч выдержки при
14000С у этой керамики стойкость к окислению составила 0,4748 мг/см2.
Минимизация количества Al в спекающих добавках явилась решающим
фактором в повышении стойкости к окислению. Маленький радиус катионов
редкоземельных оксидов, растворение азота в межгранульной стеклофазе и
образование кристаллической фазы дисиликата в качестве продукта
окисления также способствовали повышению стойкости керамики к
окислению. Таким образом, эта информация свидетельствует о том, что
получение высоких прочностных характеристик на керамике SiCAlN реально
и достижимо при использовании технологии обычного спекания (или спекания
при повышенном давлении защитной газовой среды). Необходимыми
представляются материаловедческая е технологическая проработка системы
SiCAlNMexOy для выбора активатора спекания, соотношения компонентов,
их дисперсности и метода получения, а также обоснования и выбор
параметров технологического процесса
термообработка ) и т.д.
(смешение,
формование,
Интерес к проблеме разработки способов получения керамики на
основе карбида кремния появился в 90х годах прошлого столетия и
значительно возрос в 20042008г.г. Небольшое количество патентов в странах
поиска за период поиска может свидетельствовать лишь об отсутствии
патентования по этой проблеме. Основная информация публикуется в научно
технической литературе, в реферативных журналах.
18Анализ динамики патентования по количеству и годам подачи заявки
свидетельствует о том, что данный объект исследований является достаточно
новым и перспективным в плане внедрения.
В ближайшее десятилетие перспективными, приоритетными в
керамической науке и промышленности будут работы в области
ультрадисперсного состояния, исследования расширяющие пределы свойств
материалов и эксплуатацию их в еще более экстремальных условиях;
улучшенное понимание механизмов износа; будут созданы новые
конструкционные и функциональные материалы с воспроизводимыми
свойствами и надёжным функционированием. В области технологии
материалов, будут развиты процессы, дающие наибольшую экономическую
эффективность, включая малотоннажную химию и технологии микро и
нанопорошков, другие необходимые для создания материалов более высокого
класса и для практических применений.
ГЛАВА 2. Экспериментальная часть.
§2.1. Обзор основных стадий формирования керамики
на основе карбида кремния с добавкой нитрида
алюминия
Керамические карбидокремниевые материалы требуют применения
различных технологических приемов, обеспечивающих получение заданного
состава, структуры и комплекса свойств. Карбидокремниевые материалы с
различными активирующими спекание добавками получают по традиционной
технологии, принятой при производстве керамических материалов.
Последовательность операций при производстве такого рода материалов
представлена на рисунке 2.1.
Как видно из рис.2.1, общая схема технологических операций при
производстве материалов на основе карбида кремния включает следующие
операции:
перемолка и перемешивание порошков, подготовки шихты,
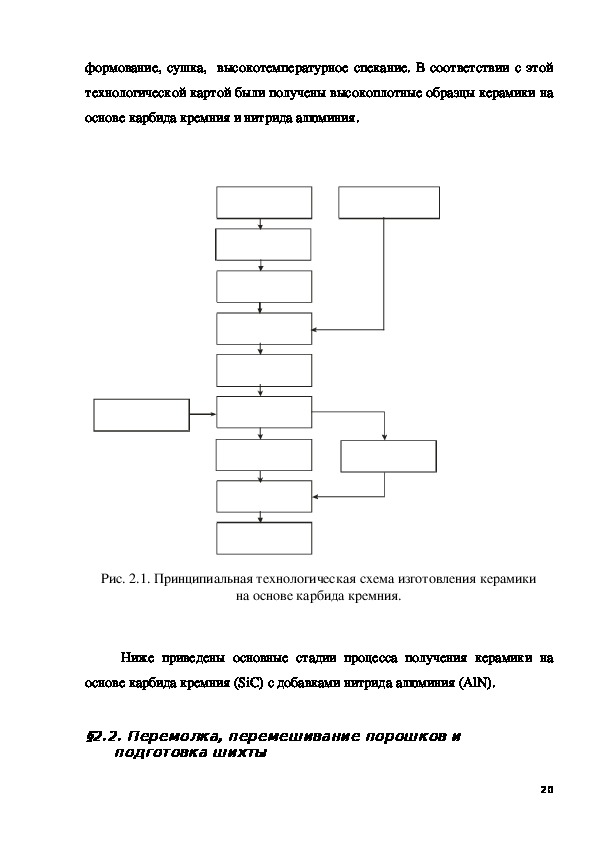
19формование, сушка, высокотемпературное спекание. В соответствии с этой
технологической картой были получены высокоплотные образцы керамики на
основе карбида кремния и нитрида алюминия.
Рис. 2.1. Принципиальная технологическая схема изготовления керамики
на основе карбида кремния.
Ниже приведены основные стадии процесса получения керамики на
основе карбида кремния (SiC) с добавками нитрида алюминия (AlN).
§2.2. Перемолка, перемешивание порошков и
подготовка шихты
20Керамические материалы на основе карбида кремния изготавливаются в
основном по порошковой технологии. Для получения высокоплотной
керамики необходимо, чтобы исходные компоненты имели достаточно малый
размер частиц, не более нескольких микрон, и содержали лишь допустимые в
соответствии с поставленной задачей примеси. Структурные, тепло,
электрофизические и механические исследования позволяют сделать вывод,
что на формирование структуры поликристаллических твердых растворов на
основе карбида кремния определяющее влияние оказывают химические
характеристики порошков, наличие примесей, модифицирующих добавок,
дисперсность, а также морфология частиц.
Выпускаемый абразивной промышленностью карбид кремния (ГОСТ
364771) по содержанию примесей разделяется на два класса: черный и
зеленый. Химический состав, в % (по массе), черного и зеленого SiC ,
представлен в таблице 2.1.
Т а б л и ц а 2.1.
Карбид
кремния
Зеленый
SiC
98,7
Черный
96,21
Si своб. С своб.
Fe
Al
0,59
0,03
0,13
0,11
0,06
1,05
CaO
0,01
SiO2
0,34
Для получения керамических материалов на основе SiC нами
использовался зеленый порошок карбида кремния Запорожского абразивного
комбината (ЗАК). Были отобраны две партии ЗАКовского порошка SiC,
исходная дисперсность которых составляла 5 мкм и 20 мкм.
Для перемолки порошков карбида кремния была использована шаровая
мельница, футерованная реакционноспеченными плитами из SiC . Причем, в
качестве мелющих тел использовались как металлические, так и корундовые
шары. После перемолки порошков карбида кремния в инертной среде азота
21они подвергались дальнейшей обработке для уменьшения дисперсности, а
также очищения.
Основные свойства керамических материалов зависят не только от
технологии получения исходных порошков этого материала, но и дальнейшей
их подготовки к прессованию, т.е. условий измельчения, приготовления
гранулометрических характеристик,
шихты,
легирующих примесей.
наличия случайных и
Приготовление шихты является одной из важнейших операций в
технологии получения поликристаллических материалов. Основная суть ее
заключается в том, чтобы исходные компоненты, взятые в определенных
пропорциях, были точно взвешены. От этой операции во многом зависят
свойства получаемого поликристаллического материала и их
воспроизводимость. К требованиям, предъявляемым к шихте, относят
однородность и способность к формированию.
После взвешивания исходных материалов они подвергаются
смешиванию. Смешивание осуществляется механическими и химическими
методами. Смешивание и измельчение прочных и абразивных материалов
механическими методами, наиболее предпочтительно, т.к. позволяет получать
готовый продукт требуемой крупности в зависимости от времени
измельчения. Барабан наполняется шихтой примерно 1/2 1/3 объема.
Длительность смешивания 28 часов. Для интенсификации смешивания в
смеситель помещают шары, державки резцов, обрезки в количестве 1/4 1,3
массы шихты.
Качество смешивания контролируют по технологическим свойствам
шихты (насыпной массе, текучести, прессуемости, спекаемости), физико
механическим свойствам спеченных тел, по структуре порошковых
материалов или химическим анализам проб. Для получения керамических
22материалов на основе карбида кремния исходные компоненты смешивались в
следующих соотношениях (табл.2.2).
Таблица 2.2.
Состав
Дисперсность,мкм Мольные % компонент
SiC
AlN
2,4
1
90
10
70
30
50
50
30
70
10
90
Приготовленная шихта обладала хорошей сыпучестью и насыпной
плотностью. Сыпучесть пресспорошков определяет скорость их засыпки в
прессформу и в то же время характеризует возможность полного и
равномерного заполнения ими прессформ.
Мерой сыпучести является масса пресспорошка, просыпаемого под
действием собственного веса в единицу времени через отверстие
определенных размеров. Для испытания сыпучести было использовано
устройство,
'с
основными частями которого являлась воронка
цилиндрическим отверстием диаметром 15 мм и шаровой затвор с
крестообразным разрыхлителем. Сыпучесть определялась по времени
высыпания определенной порции (100 г порошка), заложенной в воронку.
Время высыпания отсчитывалось по секундомеру, с момента поднятия
шарового затвора. Время высыпания соответствовало 5 сек, что
соответствовало сыпучести примерно около 20 г/сек.
Для подготовки шихты к формированию в нее добавлялись
пластификаторы. Пластификаторы вводятся в состав шихты с целью
повышения ее пластичности и облегчения процессов формования изделий.
23§2.3. Формование
Формование является важной технологической операцией, от которой
во многом зависят электрофизические свойства получаемых материалов. В
данной операции необходимо учитывать усадку материала при спекании.
После формования прессовка должна иметь определенную плотность и
механическую прочность. Как известно, различают следующие основные
методы формования: холодное прессование в прессформах, горячее
прессование, горячее литье, мундштучное прессование на экструзионных
машинах, изостатическое прессование, вибрационное уплотнение. Для
получения образцов нами применялись методы холодного прессования в
стальных прессформах, горячее литье под давлением и горячее прессование.
Прессуемость пресспорошков является наиболее важной и сложной их
характеристикой, зависящей от всех факторов принятой технологии: состава
массы и зернового состава ее компонентов, влажности, способа и условий
подготовки и др. Прессуемость или функциональная зависимость степени
уплотнения прессовки от удельного давления прессования может быть
выражена различными способами.
Для расчета и конструирования прессов наиболее удобными являются
зависимости осадки прессуемой массы и коэффициента ее сжатия kсж от
удельного давления. При этом = Н h и kсж
массы в прессформе постоянного сечения, а h высота (толщина) прессовки
= H/h где: H высота засыпки
после приложенного соответствующего давления. Для решения же основных
технологических задач, т.е. для оценки выбранной массы и технологии ее
подготовки, а также для выбора рационального давления прессования удобнее
всето пользоваться непосредственными зависимостями (Р) и П(Р) Здесь
означает плотность прессовки после ее выталкивания из прессформы; П
обозначает истинную пористость отпрессованного полуфабриката.
24Образцы были отпрессованы на лабораторном гидравлическом прессе,
который позволял достаточно точно контролировать конечное прессовое
усилие и соблюдать приблизительно постоянную скорость прессования (13
мм/с). Внутренний диаметр цилиндрической прессформы 1525 мм. Порошок
засыпался в прессформу в виде отвешанных порций постоянного веса.
Проводилось одностороннее прессование. Поэтому порции порошка
необходимо подобрать таким образом, чтобы высота прессовок не превышала
0,60,7 ее диаметра. При несоблюдении этого условия в образцах возможна
существенная неравноплотность по высоте, которая заметно отразится на
результатах эксперимента. На каждое заданное значение давления было
отпрессовано по 34 образца.
Следует отметить, что при формовании необходимо добиваться высо
кой плотности упаковки порошкообразных частиц. Это достигается приме
нением поверхностноактивных веществ (ПАВ), которые, адсорбируясь на
частицах порошка, приводят к существенному изменению свойств их по
верхности (снижая свободную энергию) и этим обеспечивают образование
шликера с меньшим количеством связки.
Количество связки и поверхностноактивных веществ подбирается
индивидуально для каждого порошка и зависят от его технологических
свойств (дисперсности, морфологии и др.). При их большом количестве
шликер получается жидким, и плотность упаковки порошкообразных частиц
невелика. Но при недостаточном количестве связки и поверхностноактивных
веществ шликер получается менее литъеспособным и часто не полностью
заполняют прессформу. Как известно, литейная способность это
показатель, характеризующий возможность полного заполнения литейной
формы расплавленным шликером, подаваемым в нее под давлением.
Возможность заполнения формы шликером зависит от соотношения времени
продвижения шликера в форме к времени его затвердевания, происходящего в
25следствии теплоотдачи в холодную форму. Таким образом, этот
технологический показатель является комплексным, он определяется
реологическими свойствами шликера (вязкостью), температурой и теплотой
его затвердевания.
§2.4. Высокотемпературное спекание
Высокотемпературная установка,
используемая для получения
представляет собой модернизированную
керамических материалов,
промышленную высокотемпературную печь.
Она состоит из
высокотемпературной печи с системой водяного охлаждения, вакуумной
системы, системы напуска газов и силовой электрической части установки.
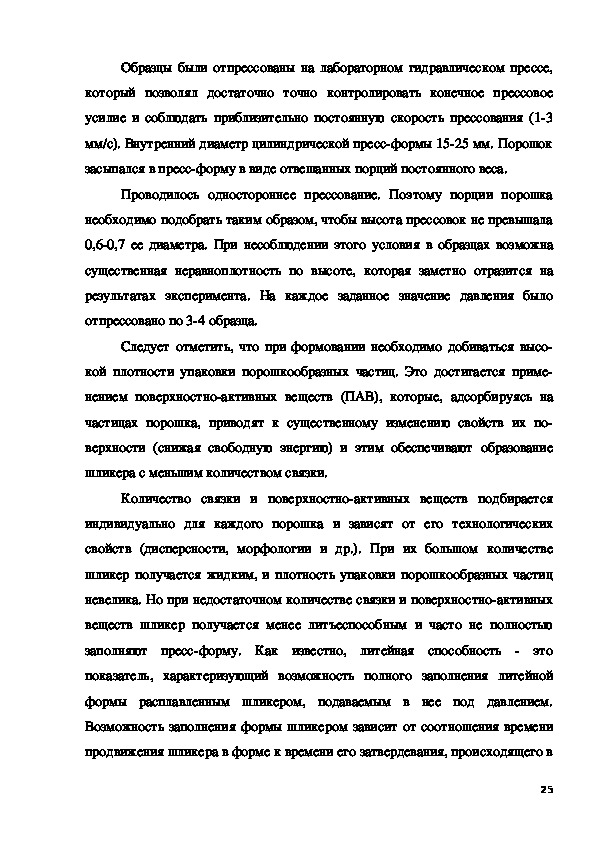
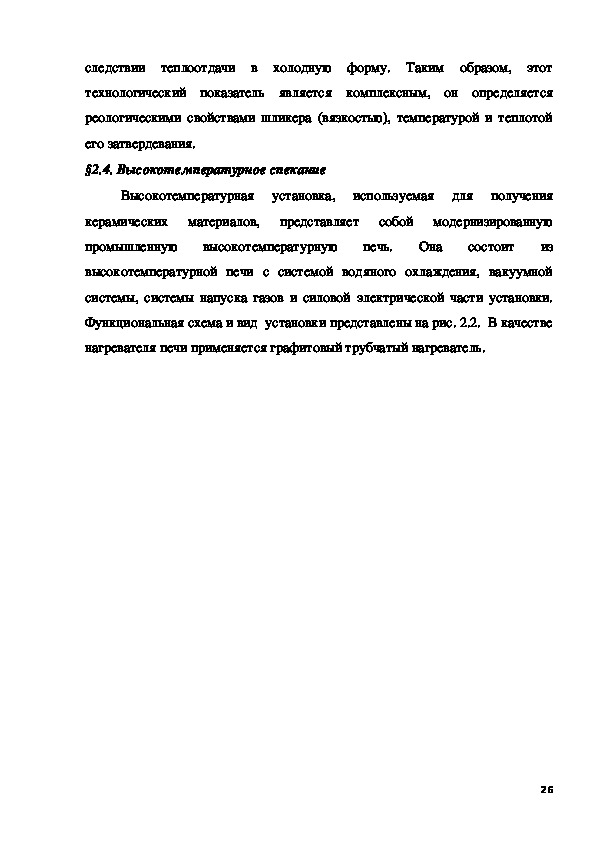
Функциональная схема и вид установки представлены на рис. 2.2. В качестве
нагревателя печи применяется графитовый трубчатый нагреватель.
26а
б
Рис. 2.2. Функциональная схема (а) и вид (б) высокотемпературной
установки по спеканию керамики.
Конструкция установки позволяет решить следующие задачи:
1. Получать в объеме печи вакуум порядка 102 Па при температуре 2000 К.
2. Поднимать и точно поддерживать в печи любую температуру вплоть до
2700 К.
3. Производить в процессе эксперимента напуск или откачку инертных и
других газов и с требуемой скоростью.
27Для проведения экспериментов по получению керамических
материалов основе карбида кремния были использованы ячейки,
изготовленные из графита марки МПГ6 .
Для спекания керамики применяется как вакуумная печь горячего
прессования, так и печь, спекание, в которой проводилось в среде СО2.
Максимальная температура эксплуатации печи составляет— 2500°С, а
давление прессования 2040 МПа.
Температура фиксируется как при помощи пирометра, так и. с
помощью термопары вольфрамрений. Ошибка измерения температуры
пирометром составляет ±50оС.
После процесса формования образцы подвергались сушке (удалению
технологической связки). Этот технологический прием важен с точки зрения
получения бездефектных образцов (без растрескивания) и окончательной
подготовки к спеканию.
Спекание всех образцов проводилось в среде Ar . При спекании
керамики SiCAlN, кроме Ar , среда содержала также и. азот, который
связывал свободный алюминий.
Время высокотемпературного спекания колебалось от 3060 мин.
Увеличение времени спекания не приводило к существенному увеличению
плотности и прочности образцов. Решающее воздействие на свойства
керамических материалов оказывает температура. Температура спекания
карбидокремниевой SiCAlN изменялась от 1800 до 2050°С. Увеличения
температуры спекания приводило к интенсификации процессов
рекристаллизации, росту зерен и ухудшению механических свойств. В
результате многочисленных экспериментов были определены оптимальные, с
температуры спекания для различных
точки зрения плотности,
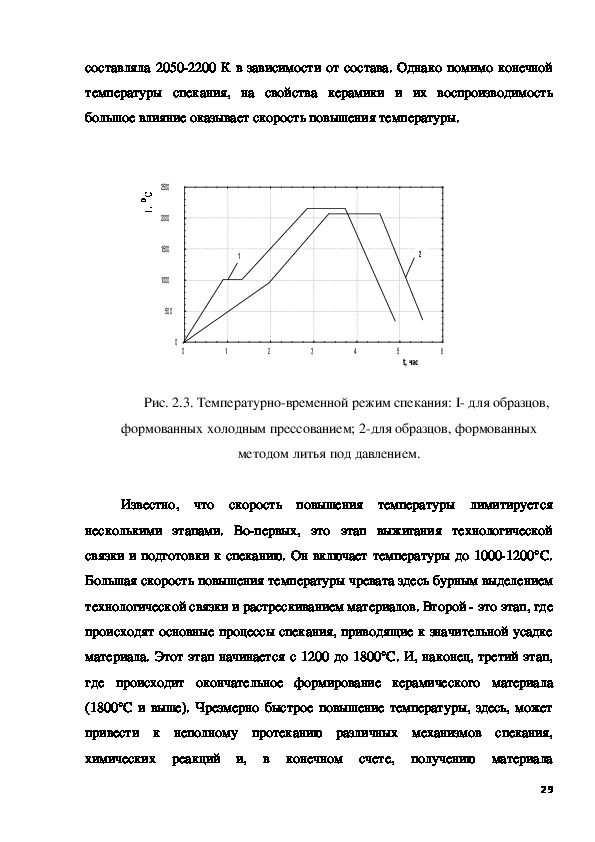
поликристаллических карбидокремниевых материалов (рис.2.3). Так, для
поликристаллических твердых растворов SiCAlN температура спекания
28составляла 20502200 К в зависимости от состава. Однако помимо конечной
температуры спекания, на свойства керамики и их воспроизводимость
большое влияние оказывает скорость повышения температуры.
2500
2000
1500
1000
500
1
2
0
0
1
2
3
4
5
t, час
6
Рис. 2.3. Температурновременной режим спекания: I для образцов,
формованных холодным прессованием; 2для образцов, формованных
методом литья под давлением.
Известно, что скорость повышения температуры лимитируется
несколькими этапами. Вопервых, это этап выжигания технологической
связки и подготовки к спеканию. Он включает температуры до 10001200°С.
Большая скорость повышения температуры чревата здесь бурным выделением
технологической связки и растрескиванием материалов. Второй это этап, где
происходят основные процессы спекания, приводящие к значительной усадке
материала. Этот этап начинается с 1200 до 1800°С. И, наконец, третий этап,
где происходит окончательное формирование керамического материала
(1800°С и выше). Чрезмерно быстрое повышение температуры, здесь, может
привести к неполному протеканию различных механизмов спекания,
химических реакций и, в конечном счете, получению материала
29незначительной плотностью. С другой стороны, медленное повышение
температуры может привести к росту зерен керамического и получению
крупнозернистой структуры.
Поэтому были найдены оптимальные температурновременные режимы
спекания. Поликристаллические твердые растворы на основе карбида
кремния были получены как спеканием, так и методом горячего прессования.
что метод горячего прессования существенно
Известно,
интенсифицирует процесс спекания. Подтверждением этому служат значения
кажущейся плотности полученных материалов, которые составляли до 98%
теоретической плотности в отличии от просто спеченных. Процесс горячего
прессования проводиться в инертной атмосфере. Как и в случае спекания при
горячем прессовании, большую роль для процесса спекания играет
температура. Однако чрезмерное увеличение температуры не приводило к
увеличению плотности, а способствовало росту зерен, охрупчиванию
материала и "прилипания" (вжигания) пресс порошка в пуассоны графитовой
пресс матрицы. Температура горячего прессования бывает на 100150°С ниже
температуры при обычном спекании. Гидравлическое давление при горячем
прессовании составляет от 20 до 35 МПа.
Помимо температуры, на свойства горячепрессованных керамических
материалов существенное влияние оказывает режим прессования. Варьируя
давлением, температурой и временем спекания, можно подавлять рост зерен,
получая, мелкозернистую керамику.
Таким образом были получены образцы для исследования механических
свойств.
30ГЛАВА 3. Результаты теоретических и
экспериментальных исследований.
§3.1. Микротвердость керамики AlN - SiC.
Микротвердость является одной из важнейших характеристик твердого
тела, которая тесно связана с энергией связи между атомами решетки. Она
обусловлена многими физикохимическими параметрами материала, такими
как прочность, предел текучести, модули упругости и т.д.
Микротвердость (Н) была измерена по методу Виккерса и
рассчитывалась по формуле
H
P
2a
)2(
sin
(1)
где Р – величина нагрузки, θ – угол между гранью пирамиды и направлением
вдавливания (постоянная величина для данной призмы индентора), а –
половина диагонали отпечатка. Поверхность поликристаллических образцов
предварительно шлифовалась и полировалась алмазным инструментом.
Помимо измерения зависимости микротвердости от состава, оценивалась
однородность полученных образцов. С этой целью микротвердость измерялась
по периметру концентрических окружностей и по их радиусу. Максимальное
отклонение данных по радиусу и по каждому из периметров мало отличаются
друг от друга. Предельная погрешность, оцененная по результатам 40 – 50
значений измерения микротвердости с доверительной вероятностью 0.95, не
превышает ±15 %.
При исследовании микротвердости методом индентирования на
отпечатках трещин не наблюдалось, что связано с наличием пористости. Для
исключения влияния пористости, измеренные значения микротвердости были
пересчитаны на нулевую пористость по формуле:
Н0 = Нэф∙exp(b∙P) (2)
31где b – константа равная 6, Р – пористость в долях.
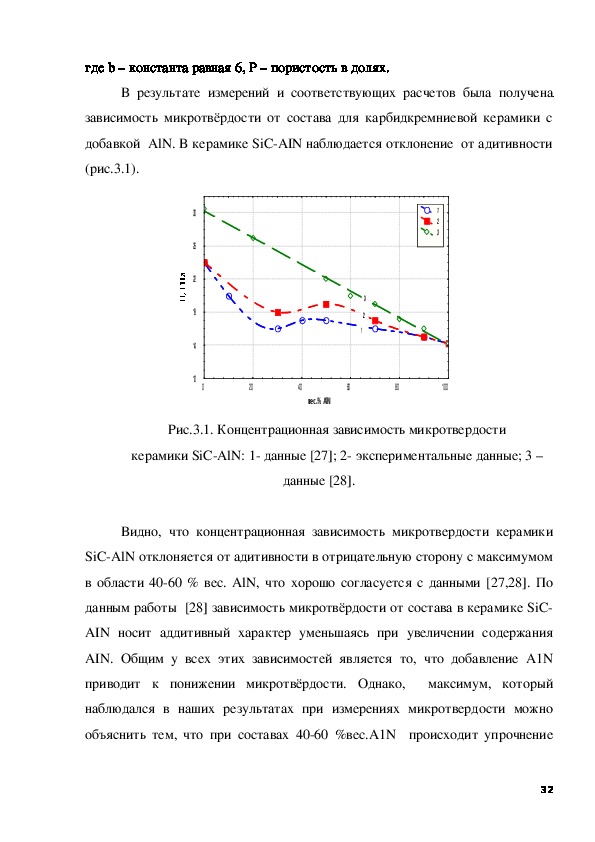
В результате измерений и соответствующих расчетов была получена
зависимость микротвёрдости от состава для карбидкремниевой керамики с
добавкой AlN. B керамике SiСAIN наблюдается отклонение от адитивности
(рис.3.1).
30
26
22
18
14
10
1
2
3
3
2
1
0
20
40
вес.% AlN
60
80
100
Рис.3.1. Концентрационная зависимость микротвердости
керамики SiCAlN: 1 данные [27]; 2 экспериментальные данные; 3 –
данные [28].
Видно, что концентрационная зависимость микротвердости керамики
SiCAlN отклоняется от адитивности в отрицательную сторону с максимумом
в области 4060 % вес. AlN, что хорошо согласуется с данными [27,28]. По
данным работы [28] зависимость микротвёрдости от состава в керамике SiС
AIN носит аддитивный характер уменьшаясь при увеличении содержания
AIN. Общим у всех этих зависимостей является то, что добавление A1N
приводит к понижении микротвёрдости. Однако,
максимум, который
наблюдался в наших результатах при измерениях микротвердости можно
объяснить тем, что при составах 4060 %вес.A1N происходит упрочнение
32структуры за счет образования поликристаллических твердых растворов, что
подтверждается и структурными исследованиями керамики SiCAlN.
§3.2. Предел прочности на изгиб и трещиностойкость.
В последние годы большое внимание уделяется вопросам
поверхностной прочности и трещиностойкости высокотвердых керамических
материалов, которые определяются типом химической связи и строением
элементарной ячейки составляющих фаз. Большая величина и направленность
ионноковалентных связей, а также сложность элементарной ячейки,
построенной из двух и более сортов ионов разных знаков, обуславливают
большой модуль упругости, высокую прочность керамики, малую
подвижность элементов структуры.
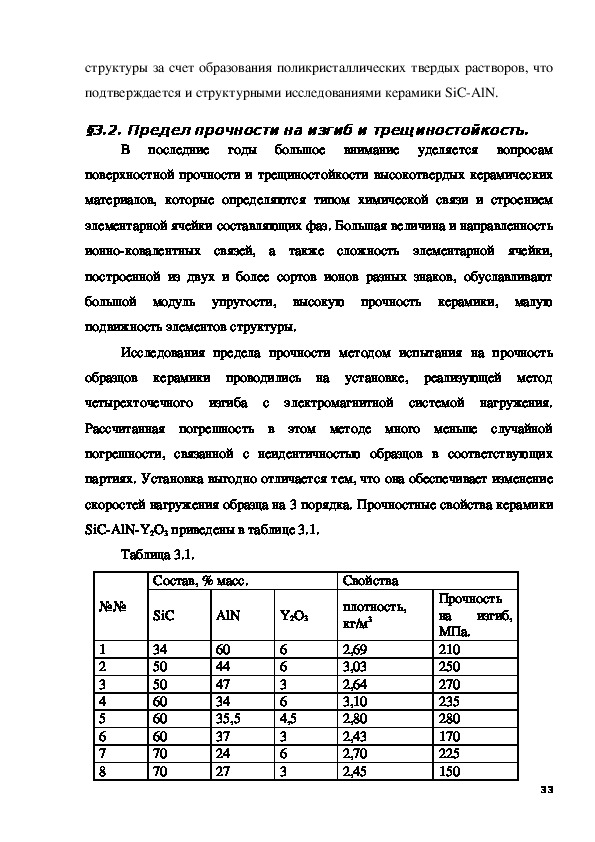
Исследования предела прочности методом испытания на прочность
образцов керамики проводились на установке, реализующей метод
четырехточечного изгиба с электромагнитной системой нагружения.
Рассчитанная погрешность в этом методе много меньше случайной
погрешности, связанной с неидентичностью образцов в соответствующих
партиях. Установка выгодно отличается тем, что она обеспечивает изменение
скоростей нагружения образца на 3 порядка. Прочностные свойства керамики
SiCAlNY2O3 приведены в таблице 3.1.
Таблица 3.1.
Состав, % масс.
№№
SiC
1
2
3
4
5
6
7
8
34
50
50
60
60
60
70
70
AlN
60
44
47
34
35,5
37
24
27
Y2O3
6
6
3
6
4,5
3
6
3
Свойства
плотность,
кг/м3
2,69
3,03
2,64
3,10
2,80
2,43
2,70
2,45
Прочность
на изгиб,
МПа.
210
250
270
235
280
170
225
150
339
10
11
80
80
90
14
14
4
6
6
6
2,95
3,25
2,80
245
360±74
270
Для дальнейшей технологической доработки была выбрана керамика
состава 80%SiC+14%AlN+6%Y2O3, которая может быть спечена до высокой
плотности без дополнительных технологических усилий, таких как
гидростатическое обжатие, и др. На керамике этого состава, полученной из
шихты, подвергнутой смешению в шаровой мельнице с футеровкой из оксида
алюминия с использованием мелющих тел из оксида алюминия в течении 36
часов, получено среднее значение прочности 272±45МПа, что соответствует
коэффициенту вариаций, равному 16,58% и модулю Вейбулла mв=6,6.
Недостаточно высокие значения прочности, не превышающие 320 МПа,
привели к тому, что для активации спекания, повышения плотности и
прочности керамики смешение и помол стали проводить в мельнице с
футеровкой из нитрида кремния, используя нитридкремниевые мелющие
тела. Однако, при испытании образцов не было принято во внимание наличие
дефектов как снаружи, так и изнутри керамики, а это привело к огромному
разбросу прочности – от 64 до 498 МПа, а в результате чего среднее значение
прочности составило 293±163МПа, т.е. коэффициент вариаций был 55,75%, а
модуль Вейбулла лишь 2,0. На этой же партии материала при визуальной
отбраковке дефектных образцов получено, соответственно f=399±69МПа,
Кv=14,2%, mв=7,7 (разброс прочности от 298 до 513МПа). При испытании
образцов, подвергнутых разбраковке по результатам визуального осмотра,
были получены статистические значения прочности, приведенные в таблице
3.2. Таким образом, отбракованные по состоянию поверхности образцы
показывают несколько более низкие средние значения прочности, но выбор
стороны, повышает воспроизводимость свойств – для образцов партии «28к»
модуль Вейбулла возрастает с 4,9 до 8,5.
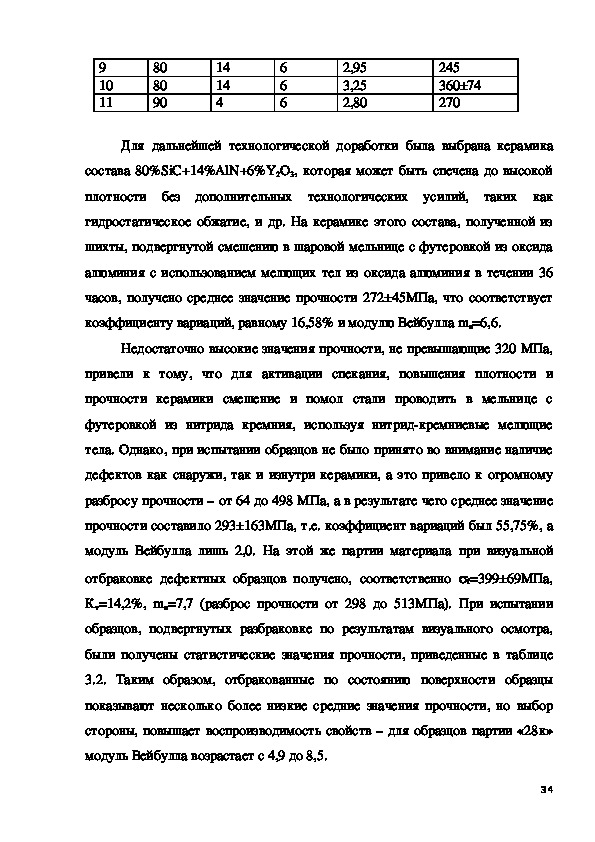
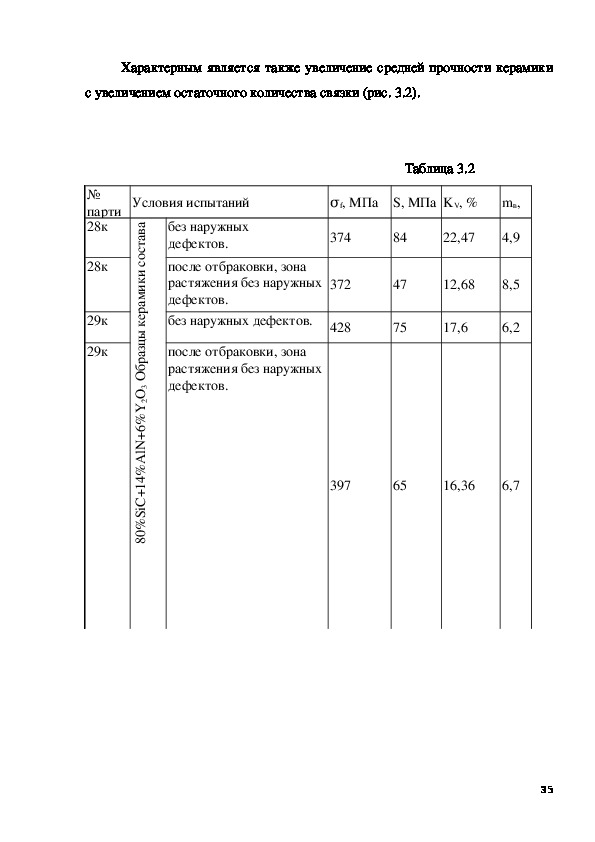
34Характерным является также увеличение средней прочности керамики
с увеличением остаточного количества связки (рис. 3.2).
Таблица 3.2
Условия испытаний
без наружных
дефектов.
после отбраковки, зона
растяжения без наружных
дефектов.
без наружных дефектов.
после отбраковки, зона
растяжения без наружных
дефектов.
№
парти
28к
28к
29к
29к
а
в
а
т
с
о
с
и
к
и
м
а
р
е
к
ы
ц
з
а
р
б
О
3
2
l
O
Y
%
6
+
N
A
%
4
1
+
C
S
%
0
8
i
σf, МПа S, МПа KV, %
374
372
428
84
47
75
22,47
12,68
17,6
mв,
4,9
8,5
6,2
397
65
16,36
6,7
35Рис.3.2. Зависимость предела прочности при поперечном изгибе от
остаточного количества связки в сырце состава 80%SiC+14%AlN+6%Y2O3.
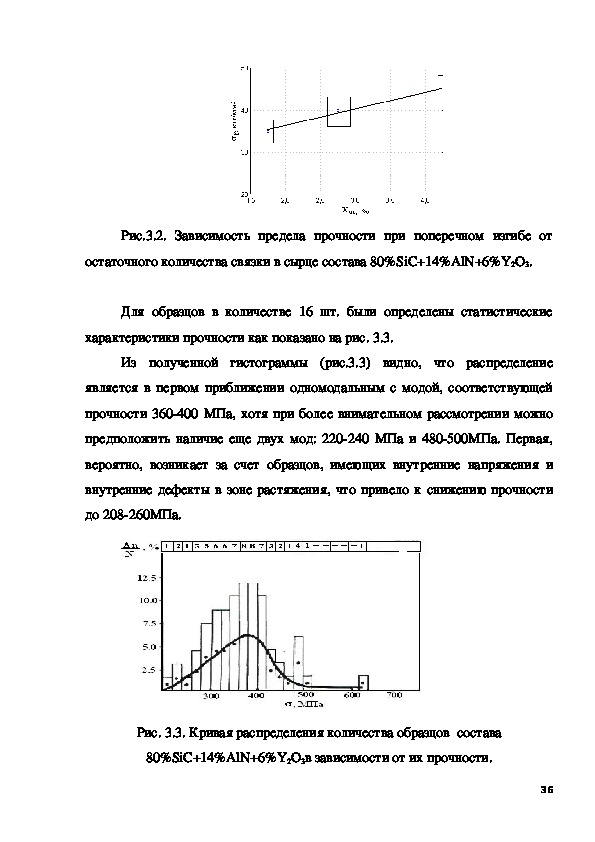
Для образцов в количестве 16 шт. были определены статистические
характеристики прочности как показано на рис. 3.3.
Из полученной гистограммы (рис.3.3) видно, что распределение
является в первом приближении одномодальным с модой, соответствующей
прочности 360400 МПа, хотя при более внимательном рассмотрении можно
предположить наличие еще двух мод: 220240 МПа и 480500МПа. Первая,
вероятно, возникает за счет образцов, имеющих внутренние напряжения и
внутренние дефекты в зоне растяжения, что привело к снижению прочности
до 208260МПа.
Рис. 3.3. Кривая распределения количества образцов состава
80%SiC+14%AlN+6%Y2O3в зависимости от их прочности.
36Мода в области высоких значений прочности определяется наличием
образцов с дефектами, лежащими в зоне сжатия и не влияющими существенно
на снижение прочности керамики. На одном образце было получено значение
прочности 625МПа, которое, тем не менее, не является случайным, хотя
вклад этой точки в увеличение разброса прочности весьма существенен.
Доверительный интервал среднего значения прочности составляет 18,3
МПа, что вполне соответствует графическому отображению распределения
образцов по прочности на гистограмме (рис. 3.3). Среднее значение прочности
составило 360±74МПа, что соответствует значению коэффициента вариаций
Кv=21% и модулю Вейбулла mв=5.8. Доверительный интервал модуля
Вейбулла составил 1,3.
§3.3. Оценка полноты решения задач и достижения
поставленных целей
Для оптимизации технологии получения твердых растворов на основе
SiC и приборных структур на их основе установлена взаимосвязь в ряду
«технологиясостав, структура свойства». С этой целью для изучения
характеристик SiC, AlN, (SiC)1Х (AlN)Х и приборных структур на их основе в
работе проведены исследования механических свойств экспериментальных
образцов.
Материалы на основе SiC, AlN, (SiC)1Х (AlN)Х могут найти широкое
применение в приборах на основе гетеропереходов, в гетеропереходных
транзисторах, солнечных элементах, фото и светодиодах. Не менее важным и
перспективным направлением применения высоких физикохимических и
механических характеристик SiC, AlN, (SiC)1Х (AlN)Х является использование
их в качестве защитных, износостойких, функциональных, декоративных,
просветляющих покрытий в виде аморфных, поли и монокристаллических
пленок толщиной от десятков нанометров до десятков микрометров.
Необходимо отметить, что настоящая работа представляет собой лишь
начальную стадию изучения данных материалов и в дальнейшем возможны
37некоторые корректировки выбора материалов, требований к их качеству
получаемых структур на их основе для изготовления приборов экстремальной
силовой, СВЧ и оптоэлектроники.
Результаты и методики исследований в дальнейшем будут использованы
для создания новых и совершенствования существующих учебных спецкурсов
и учебнометодических пособий для подготовки специалистов и магистров на
кафедрах ДГУ.
Полученные результаты исследований способствуют более глубокому
пониманию физических процессов в исследуемых материалах и дальнейшему
развитию теории твердого тела,
фазовых переходов и физики
наноструктурированных полупроводниковых материалов. Они позволяют
составить представление о задачах, стоящих перед исследователями,
работающими в области получения новых материалов, закладывают
представления о фундаментальной взаимосвязи состава, строения и свойств
веществ, что является основой для направленного поиска новых объектов с
заданными полезными характеристиками.
Полученные результаты могут быть использованы для оптимизации
процесса получения конструкционной керамики, применяемой при создании
силовой электроники.
По результатам проведенных исследований можно сделать следующие
ЗАКЛЮЧЕНИЕ
выводы:
3. Для решения поставленных в проекте задач проведен анализ научно
технической литературы и других материалов и патентный поиск с глубиной
30 лет, относящихся к разрабатываемой теме. Анализ динамики патентования
по количеству и годам подачи заявки свидетельствует о том, что данный
объект исследований является достаточно новым и перспективным в плане
внедрения.
384. Исследование концентрационной зависимости микротвердости
керамики SiCAlN, проведенное по методу Виккерса, показало, что
микротвердость с увеличением содержания AlN от 10 до 90 % вес. в керамике
SiCAlN отклоняется от аддитивности в отрицательную сторону. Добавление
AlN приводит к понижению микротвёрдости с выраженным максимумом (~20
ГПа) при составах 4060 % вес. AlN, который можно объяснить тем, что
происходит упрочнение структуры за счет образования поликристаллических
твердых растворов.
5. Добавление оксида иттрия в систему SiCAlN незначительно повысило
прочностные характеристики по сравнению с системой
SiCAlN.
Микротвердость керамики SiCAlNY2O3 не изменяется при добавлении
оксида иттрия 20 % в керамику SiCAlN и составляет 26±2 ГПа по Виккерсу.
Полученные в ходе выполнения работы научнотехнические результаты
могут быть использованы при прогнозировании, разработке и создании новых
материалов (твердых растворов).
Необходимо отметить, что настоящая работа представляет собой лишь
начальную стадию изучения данных материалов и в дальнейшем возможны
некоторые корректировки выбора материалов, требований к их качеству
получаемых структур на их основе для изготовления приборов экстремальной
силовой, СВЧ и оптоэлектроники.
ЛИТЕРАТУРА
1. A. Zangvil and R. Ruh, "Alloying of Silicon Carbide with Other Ceramic
Compounds A Review"; pp. 6382 in Ceramic Transactions, Silicon Carbide '87,
Vol. 2. Edited by J. D. Cawley and C, E. Semler. The American Ceramic Society,
Inc., Westervillf, OH,1989.
2. Z. Li and R. C. Bradt, "Thermal Expansion and Thermal Expansion.
Anisotropy of SiC Polytypes," J. Am. Cerarn. Soc., 70 [7] 44548 (1987).
393. A. Zangvil and R. Ruh, "Phase Relationships in the Silicon Carbide
Aluminum Nitride System," J. Am. Ceram. Soc., 71 [10] 88490 (1988).
4. R. Ruh, A. Zangvil, and J. Barlowe, "Elastic Properties of SiC, AIN, and their
Solid Solutions and Particulate Composites," Am. Ceram. Soc. Bull., 64 [10] 1368
74 (1985).
5. W. Ranfaniello, K. Cho, and A. V. Virkar, "Fabrication and Characterization
of SiCAIN Alloys,, J. Mater. Sci., 16 [12] 34988 (1981).
6. Гаршин А.П., Вильк Ю.Н. Влияние некоторых технологических
параметров на формирование структуры материалов на основе
реакционноспечённого карбида кремния // Огнеупоры и техническая
керамика. 1996, №8, С. 28
7. Гаршин А.П. Структура и свойства конструкционных износостойких
материалов на основе карбида кремния, получаемых методом реакционного
спекания. Автореферат диссертации на соискание учёной степени доктора
техничеких наук. СПб.: СПбГТУ, 2000, 39 с.
8. Kata Dariusz, Shirai Kenshiro, Ohyangi Manshi, Munr Zuhair A. Formation
mechanism of AlNSiC solid solution by combustion nitridation in Si3N4SiAlC
system. J. Amer. Ceram. Soc. 2011, 84, № 4, p.726.
9. Hagen Eirik Дис. Doc.Ing. AlN и AlN/SiC ceramic sidelining materials in
aluminum electrolysis cells. NTNU Trondheim, 2009, 177p. (Ser. Doct.
ingegi
ravh ISSN 08023271 № 36).
Ǿ
10. Stobierski Ludoslaw, Wegrzyn Zbidniew, Lis Jerzy, Bucko Mirostaw. SHS
Synthesis of nanocomposite AlNSiC powders. Int. J.SelfPropad. HighTemp.
Synth., 2011, 10, № 2, p.217227.
11. Заявка Франции №2849022, МПК С 04 В 35/645, заявл. 19.12. 2002,
опубл. 25.06.2004.
12. Европейская заявка №1561737 А1 МПК С 04 В 35/56, Приоритет
Японии, заявл. 18.06.2003, опубл. 10.08.2005
4013. Заявка Японии №3633323 В2, 200302 0280А, МПК С 04 В 35/565,
Заявка №2001203136, заявл. 04.07.2001, опубл. 27.04.2005
14. H. Kodama, T. Suzuki, H. Sakamoto, and T. Miyoshi, "Toughening of
Silicon Nitride Matrix Composites by the A(Jdition of Both Silicon Carbide
Whiskers and Silicon Carbide Particles,". Am. Ceram. Soc., 73 [3] 67883 (1990).
15. J.J. Petrovic, J. V. Milewski, D. L. Rohr, and F. D. Gac, "Tensile
Mechanical Properties of SiC Whiskers," J. Mater. ScL, 20 116777 (1995).
16. 62. K.P. Gadkaree and K. Chyung, "Silicon Carbide WhiskerReinforced
Glass and GlassCeramic Composites," Am. Ceram. Soc. Buff., 65 [2] 37076
(1996).
17. Lubis Ahmad H., Hecht Norman L., Watkins Thomas R., More Karren L.,
Ruh Robert. Microstructure and mechanical properties of heattreated silicon
carbidealuminum nitride solid solutions. J.Amer.Ceram.Soc., 2002, 85, № 4,
p.933940.
18. Lim Chang Sung, Kim Jong Cheo, Auh Keun Ho. Columnar intergrains and
toughening of SiCAlN ceramics induced by addition of
45, № 2, p.101106.
α
SiC. Mater. Lett., 2000,
19. Itatani Kiyoshi, Tsukamoto Ruyji, Delsing Anne C.A., Hintzen Hubertus T.,
Okada Isao. Preparation of aluminum nitride – silicon carbide nanocomposite
powder by the nitridation of aluminum silicon carbide. J.Amer. Ceram.Soc., 2012,
85, № 7, p.18941896.
20. Заявка 19933194 Германия, МПК7 С 04 В 35/577. Заявл.: 15.07.1999;
опубл.: 18.01.2001.
21. Гилев В.Г., Смирнова С.В. Жидкофазное активированное спекание
карбида кремния на основе промышленных пороков. 3 Всероссийская научно
техническая конференция «Новые химические технологии: производство и
применение». Пенза 2001г., с.2325.
4122. Yoshida Katsumi, Imai Masamitsu, Yano Toyhiko. Room and high
temperature thermal conductivity of silicon carbide fiberreinforced silicon carbide
composites with oxide sintering additives. J.Ceram.Soc.Jap., 2001, 109, № 1274,
p.863867.
23. Kim YoungWook, Mitomo Mamoru, Nishimura Toshiyuki. High
temperature strength of liquidpasesintered SiC with AlN and Re2O3 (RE =
Y,Yb). J.Amer. Ceram.Soc., 2002, 85, № 4, p.10071009.
24. Chen YoungXi, Zhou Lijuang, Sun Yubin. The influence of yttrium
isopropoxide on the mechanical properties of SiCwreinforced AlN ceramics.
J.Wuhan Univ. Tcehnal. Mater. Sci. Ed. 2012, 17, № 2, p.2629.
25. Орданьян С.С., Вихман С.В., Получение и некоторые свойства керамики
в системе SiCAlN. Огнеупоры и техническая керамика, № 3, 2002, с.3438.
26. Choi HeanJin, Lee JuneGuan, Kim YoungWook. Oxidation behavior of
liquidphasesintered silicon carbide with aluminum nitride and rareearth oxides
(Re2O3, where RE = Y, Er, Yb). ). J.Amer. Ceram.Soc., 2002, 85, № 9, p.2281
2286.
27. Орданьян С.С., Арцутанов Н.Ю., Чупов В.Д. Активирование
спекания керамики на основе SiC и ее механические свойства. //
Огнеупоры и техническая керамика. – 2010. – № 11–С.811.
28. Кардашова Гюльнара Дарвиновна.
Процессы спекания и
электрофизические свойства керамики на основе карбида кремния с
активирующими добавками : Дис. ... канд. физ.мат. наук : 01.04.07 :
Махачкала, 2004. 159 c.
42