Поделиться

|
«РАССМОТРЕНО» на заседании малого педагогического совета МООД при ФКУ ИК-7 ФКП образовательного учреждения № 142
Протокол от «__»________ 2024 № ____ |
|
«УТВЕРЖДАЮ» Заведующий филиалом № 2 ФКП образовательного учреждения № 142
______________ А.Ф.Буркин «_____»_________________ 2024 |
МАСТЕР - КЛАСС
Тема: Приварка петель (шарниров)
методическая разработка занятия по практической подготовке
(учебная практика)

Разработал:
мастер производственного обучения
МООД при ФКУ ИК-7 Лейдеров Н.М.
г. Салават, 2024

Лейдеров Николай Михайлович
мастер производственного обучения
В своей разработке мастер-класса по учебной дисциплине МДК 02.01. «Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом» по профессии среднего профессионального образования «Сварщик ручной частично механизированной сварки (наплавки)» представляю и раскрываю актуальные вопросы на тему: «Приварка петель (шарниров)»
Цели и пути их реализации:
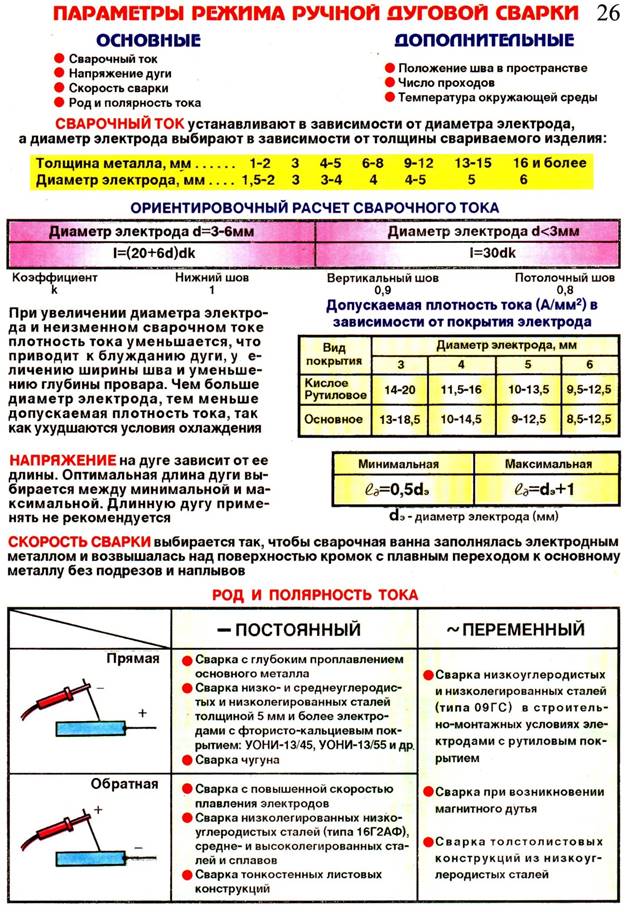
1. Теоретические основы – выбор материалов, режимов, способов приварки.
Зависимость выбора материалов, силы тока от толщины металла, диаметра электрода, температуры окружающей среды, пространственного положения.
2. Практическое применение знаний – фото и видеоматериалы приварки петель (шарниров). Внедрение в образовательный процесс теоретических знаний.
Теоретические основы
Петли (навесы, шарниры) для ворот разделены на следующие категории:
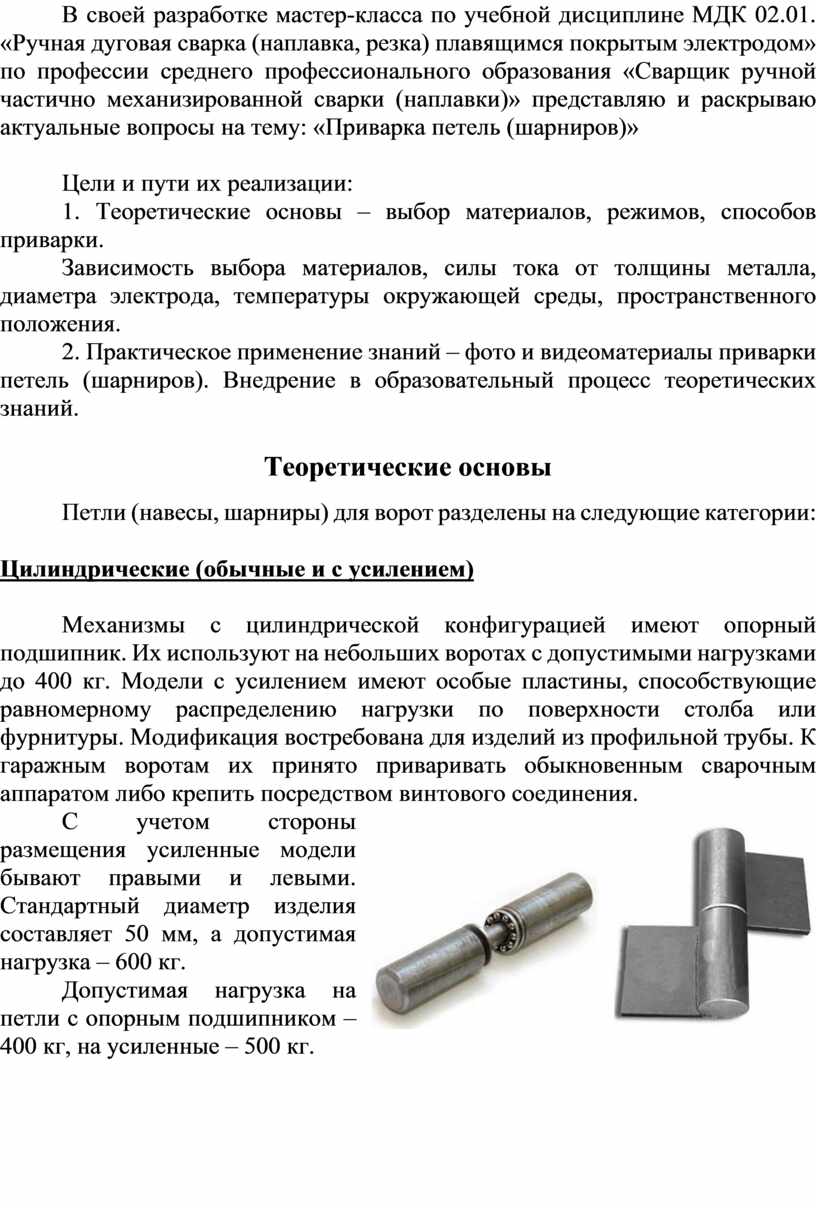
Цилиндрические (обычные и с усилением)
 Механизмы с цилиндрической
конфигурацией имеют опорный подшипник. Их используют на небольших воротах с
допустимыми нагрузками до 400 кг. Модели с усилением имеют особые пластины,
способствующие равномерному распределению нагрузки по поверхности столба или
фурнитуры. Модификация востребована для изделий из профильной трубы. К гаражным
воротам их принято приваривать обыкновенным сварочным аппаратом либо крепить
посредством винтового соединения.
Механизмы с цилиндрической
конфигурацией имеют опорный подшипник. Их используют на небольших воротах с
допустимыми нагрузками до 400 кг. Модели с усилением имеют особые пластины,
способствующие равномерному распределению нагрузки по поверхности столба или
фурнитуры. Модификация востребована для изделий из профильной трубы. К гаражным
воротам их принято приваривать обыкновенным сварочным аппаратом либо крепить
посредством винтового соединения.
С учетом стороны размещения усиленные модели бывают правыми и левыми. Стандартный диаметр изделия составляет 50 мм, а допустимая нагрузка – 600 кг.
Допустимая нагрузка на петли с опорным подшипником – 400 кг, на усиленные – 500 кг.
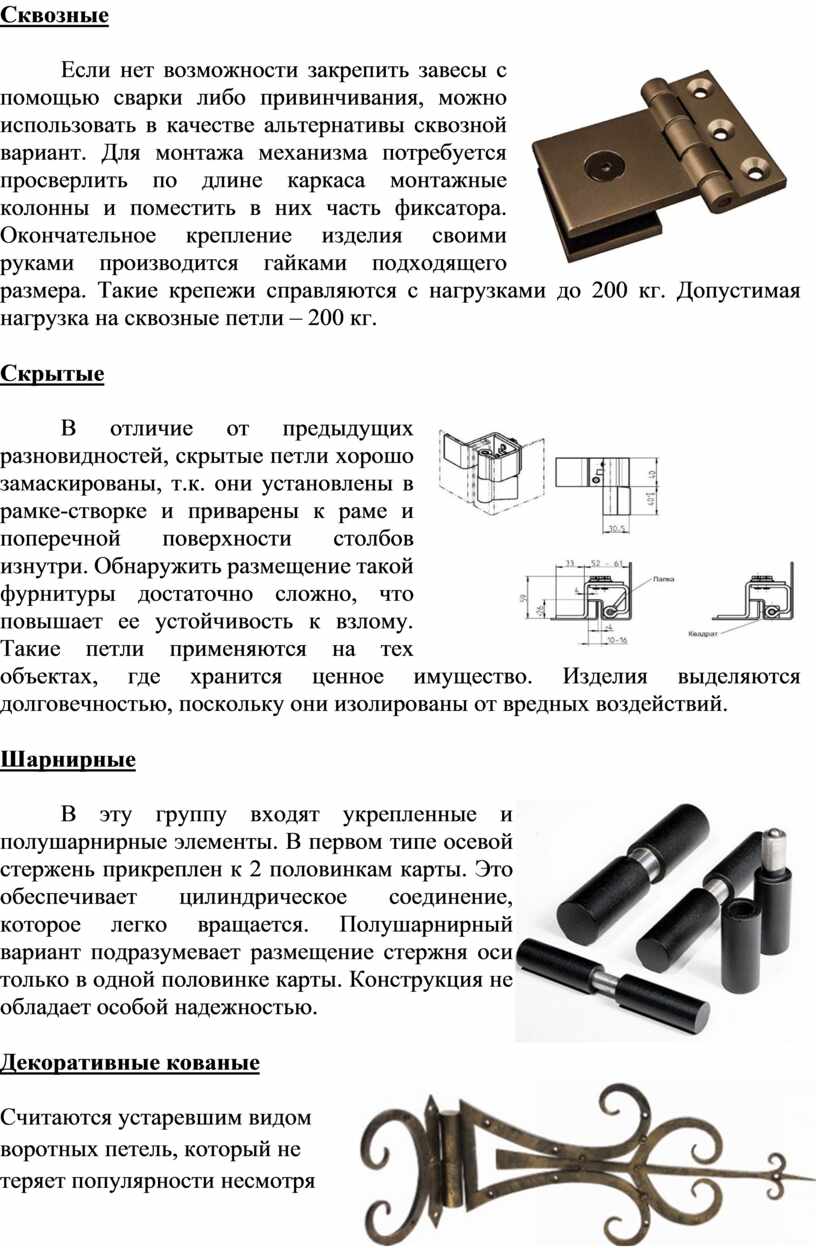
Сквозные
 Если нет
возможности закрепить завесы с помощью сварки либо привинчивания, можно использовать
в качестве альтернативы сквозной вариант. Для монтажа механизма потребуется
просверлить по длине каркаса монтажные колонны и поместить в них часть
фиксатора. Окончательное крепление изделия своими руками производится гайками
подходящего размера. Такие крепежи справляются с нагрузками до 200 кг. Допустимая
нагрузка на сквозные петли – 200 кг.
Если нет
возможности закрепить завесы с помощью сварки либо привинчивания, можно использовать
в качестве альтернативы сквозной вариант. Для монтажа механизма потребуется
просверлить по длине каркаса монтажные колонны и поместить в них часть
фиксатора. Окончательное крепление изделия своими руками производится гайками
подходящего размера. Такие крепежи справляются с нагрузками до 200 кг. Допустимая
нагрузка на сквозные петли – 200 кг.
Скрытые
 В отличие от
предыдущих разновидностей, скрытые петли хорошо замаскированы, т.к. они
установлены в рамке-створке и приварены к раме и поперечной поверхности столбов
изнутри. Обнаружить размещение такой фурнитуры достаточно сложно, что повышает
ее устойчивость к взлому. Такие петли применяются на тех объектах, где хранится
ценное имущество. Изделия выделяются долговечностью, поскольку они изолированы
от вредных воздействий.
В отличие от
предыдущих разновидностей, скрытые петли хорошо замаскированы, т.к. они
установлены в рамке-створке и приварены к раме и поперечной поверхности столбов
изнутри. Обнаружить размещение такой фурнитуры достаточно сложно, что повышает
ее устойчивость к взлому. Такие петли применяются на тех объектах, где хранится
ценное имущество. Изделия выделяются долговечностью, поскольку они изолированы
от вредных воздействий.
Шарнирные
 В
эту группу входят укрепленные и полушарнирные элементы. В первом типе осевой
стержень прикреплен к 2 половинкам карты. Это обеспечивает цилиндрическое
соединение, которое легко вращается. Полушарнирный вариант подразумевает
размещение стержня оси только в одной половинке карты. Конструкция не обладает
особой надежностью.
В
эту группу входят укрепленные и полушарнирные элементы. В первом типе осевой
стержень прикреплен к 2 половинкам карты. Это обеспечивает цилиндрическое
соединение, которое легко вращается. Полушарнирный вариант подразумевает
размещение стержня оси только в одной половинке карты. Конструкция не обладает
особой надежностью.
Декоративные кованые

Считаются устаревшим видом воротных петель, который не теряет популярности несмотря на наличие более эффективных решений. Наиболее часто кованые завесы встречаются на деревянных ограждениях и используются в качестве декоративного элемента. При этом в продаже есть механизмы, которые не уступают по прочности современным аналогам.
 Каплевидные
Каплевидные
Крепежи в форме капли одинаково эффективны на металлических и деревянных конструкциях. Их популярность обусловлена повышенной прочностью и стойкостью к механическим нагрузкам. Кроме того, фурнитура выглядит оригинально.
Регулируемые
 Вариант подходит
для любых гаражей, складских помещений и прочих подобных объектов. Из-за
особенностей конструкции механизмы позволяют регулировать положение створок по
высоте. Такие петли востребованы при вероятности деформации опорных стоек. Они
справляются с нагрузками до 200 кг.
Вариант подходит
для любых гаражей, складских помещений и прочих подобных объектов. Из-за
особенностей конструкции механизмы позволяют регулировать положение створок по
высоте. Такие петли востребованы при вероятности деформации опорных стоек. Они
справляются с нагрузками до 200 кг.
Регулируемые петли, допустимая нагрузка – 200 кг.
 Чем отличаются
друг от друга петли для ворот – размеры. Чем больше масса распашных элементов,
тем более мощные и крупные должны быть навесы.
Чем отличаются
друг от друга петли для ворот – размеры. Чем больше масса распашных элементов,
тем более мощные и крупные должны быть навесы.
Рис. 1 Виды петель
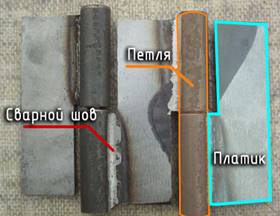 Мастера
рекомендуют использовать для крепления небольшие пластины из стали, именуемые
платиками. Они необходимы, когда требуется приварить круглые петли. Установка
таких дополнительных элементов не вызывает никого затруднения.
Мастера
рекомендуют использовать для крепления небольшие пластины из стали, именуемые
платиками. Они необходимы, когда требуется приварить круглые петли. Установка
таких дополнительных элементов не вызывает никого затруднения.
После приваривания платиков к ним уже крепят воротные петли.
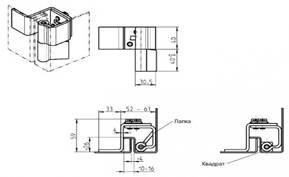
Рис. 2. Элементы навеса

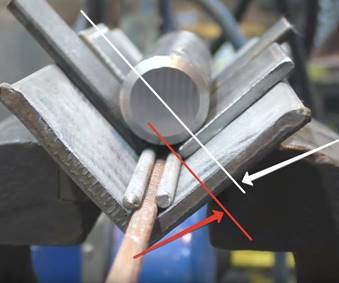
Рис. 3. Приварка платика Рис.4. Форма платика (вариант)
Особенности приварки петель к круглым, квадратным и каменным столбам
Чтобы ворота функционировали без заедания, нужно приварить петли к круглым столбам через металлические подложки толщиной 2 – 3 мм. Место установки навесов на стойке нужно сдвинуть на 5 – 6 мм наружу. Это обеспечит максимальный раствор створок.
 Место
установки навесов на круглом столбе нужно сдвинуть на 5 – 6 мм наружу
Место
установки навесов на круглом столбе нужно сдвинуть на 5 – 6 мм наружу
![]() Особенности того,
как приварить петли
к круглым столбам, зависят размера открывающегося изделия.
Круглая форма позволяет скрыть погрешности в просчётах ширины ворот, установить
их с большим зазором между створками, который позволит свободно функционировать
конструкции даже при их провисании.
Особенности того,
как приварить петли
к круглым столбам, зависят размера открывающегося изделия.
Круглая форма позволяет скрыть погрешности в просчётах ширины ворот, установить
их с большим зазором между створками, который позволит свободно функционировать
конструкции даже при их провисании.
Поверхность круглого столба условно делится на четыре четверти. Монтаж производится в зоне той четверти, которая находится со стороны, в которую будет производится открывание монтируемого элемента. Использование платиков при монтаже к круглым опорам может быть одностороннее (только на воротах) или обоюдное (с применением узкой крепёжной пластины.
На квадратные опоры петли устанавливаются заподлицо с наружной стороной. Сначала их только прихватывают. Затем с помощью деревянного бруска или уголка производится выравнивание по вертикали, контролируя его отвесом. Если после предварительной навески ворот их открыванию ничего не мешает, производится окончательная сварка.


Рис.6. Монтаж створок ворот на петли
Мастер – класс
Из предварительно изученных тем по выбору режимов сварки, для получения практического опыта, умений обучающиеся должны знать:
- сварочные (наплавочные) материалы для ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом;
- технику и технологию ручной дуговой сварки (наплавки, резки) плавящимся покрытым электродом различных деталей и конструкций в пространственных положениях сварного шва;
- причины возникновения дефектов сварных швов, способы их предупреждения и исправления при ручной дуговой сварке (наплавке, резке) плавящимся покрытым электродом.
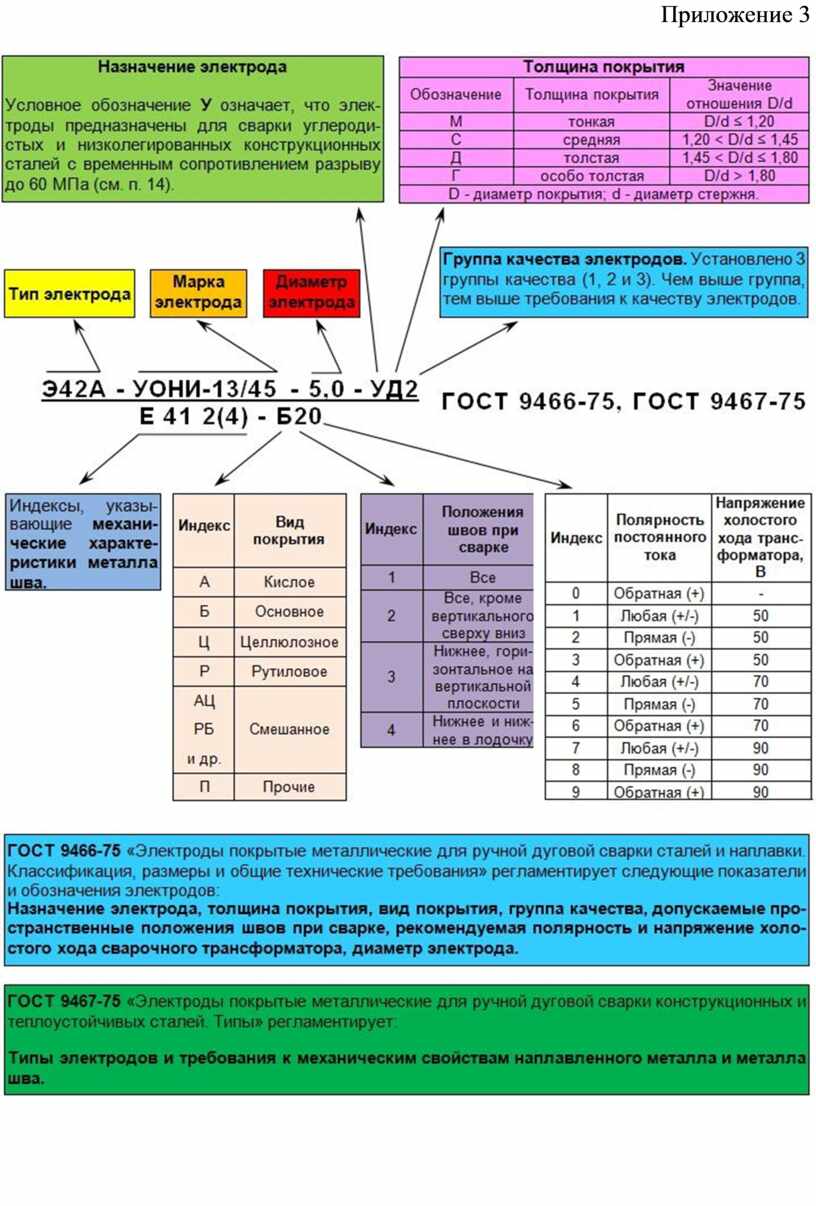
Эти темы теоретических основ представлены в книгоиздательской продукции, а также и на порталах (сайтах) «Интернет-ресурсов» в том числе в виде плакатов и видеоматериалах.
В своей профессиональной деятельности мной часто используется применение просмотров и обсуждение видеофильмов. Стенды с плакатами по основам сварочных технологий, технике безопасности и охране труда в достаточном количестве размещены в учебном кабинете и в классе инструктажа по охране труда расположенном непосредственно в месте проведения учебной практики (приложения № 1- № 3).
В нашем случае мы будем рассматривать петли (шарниры) для ворот цилиндрические с усилением.
Материалы: навесы (петли, шарниры), пластины, электроды
Оборудование: источник питания сварочной дуги (выпрямитель, трансформатор, инвертор)
· Инструменты:
· уровень;
· рулетка;
· молоток;
· монтажные подкладки (доски, кирпичи, гайки с болтами);
· угловую шлифовальную машину с дисками по металлу («болгарка»);
· щётка по металлу;
· смазка (солидол или литол);
· сварочный аппарат;
· сухие электроды диаметром не менее трёх мм;
· Средства индивидуальной защиты: специальная маска; перчатки для сварочных работ

Рис. 7. Инструменты и приспособления сварщика

Рис.8 . Рабочее место сварщика
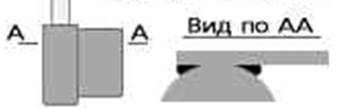
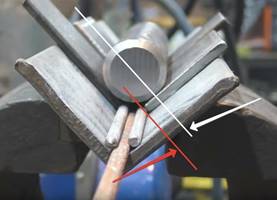
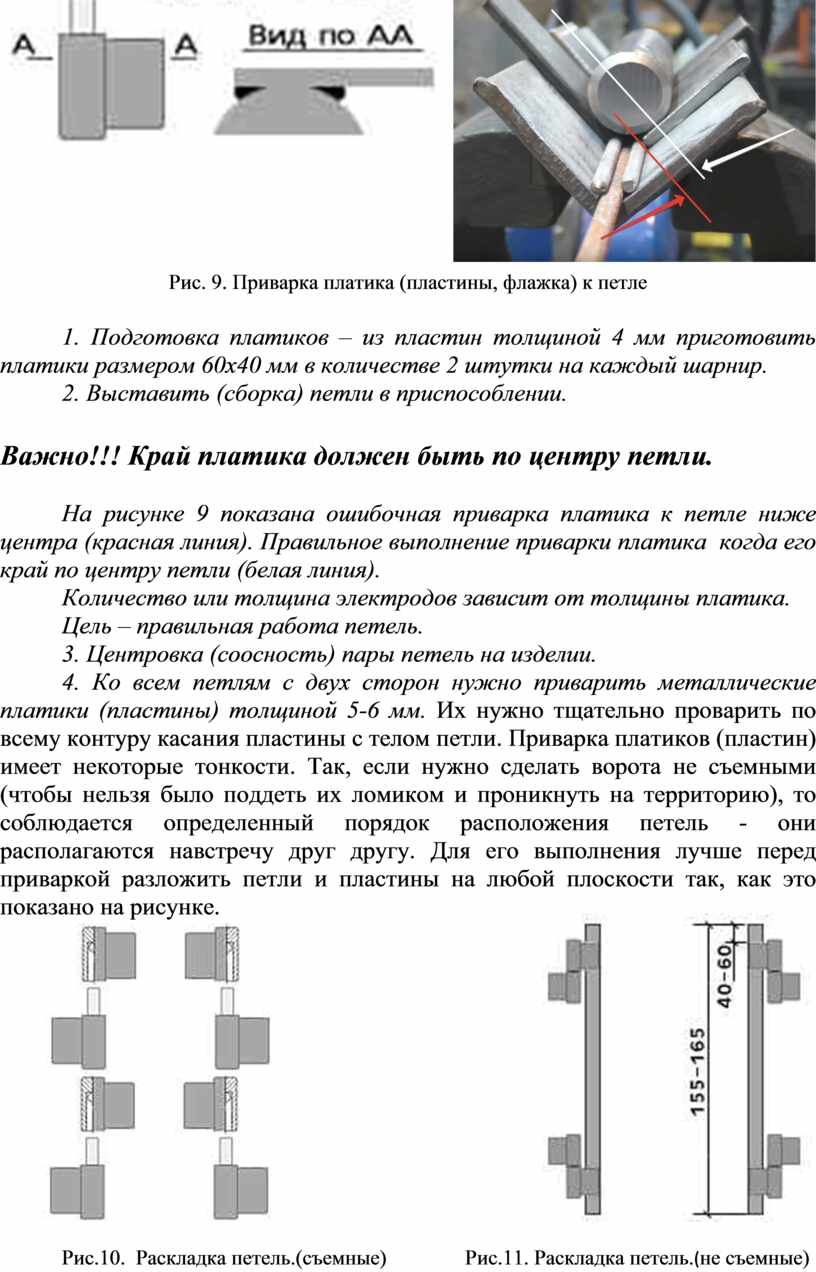
Рис. 9. Приварка платика (пластины, флажка) к петле
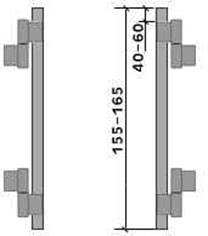
1. Подготовка платиков – из пластин толщиной 4 мм приготовить платики размером 60х40 мм в количестве 2 штутки на каждый шарнир.
2. Выставить (сборка) петли в приспособлении.
Важно!!! Край платика должен быть по центру петли.
На рисунке 9 показана ошибочная приварка платика к петле ниже центра (красная линия). Правильное выполнение приварки платика когда его край по центру петли (белая линия).
Количество или толщина электродов зависит от толщины платика.
Цель – правильная работа петель.
3. Центровка (соосность) пары петель на изделии.
 4. Ко всем петлям
с двух сторон нужно приварить металлические платики (пластины) толщиной 5-6 мм. Их нужно
тщательно проварить по всему контуру касания пластины с телом петли. Приварка платиков
(пластин) имеет некоторые тонкости. Так, если нужно сделать ворота не съемными
(чтобы нельзя было поддеть их ломиком и проникнуть на территорию), то
соблюдается определенный порядок расположения петель - они располагаются
навстречу друг другу. Для его выполнения лучше перед приваркой разложить петли
и пластины на любой плоскости так, как это показано на рисунке.
4. Ко всем петлям
с двух сторон нужно приварить металлические платики (пластины) толщиной 5-6 мм. Их нужно
тщательно проварить по всему контуру касания пластины с телом петли. Приварка платиков
(пластин) имеет некоторые тонкости. Так, если нужно сделать ворота не съемными
(чтобы нельзя было поддеть их ломиком и проникнуть на территорию), то
соблюдается определенный порядок расположения петель - они располагаются
навстречу друг другу. Для его выполнения лучше перед приваркой разложить петли
и пластины на любой плоскости так, как это показано на рисунке.

Рис.10. Раскладка петель.(съемные) Рис.11. Раскладка петель.(не съемные)
Правила приваривания
|
|
|
|
|
а |
б |
в |
|
|
|
|
|
г |
д |
е |
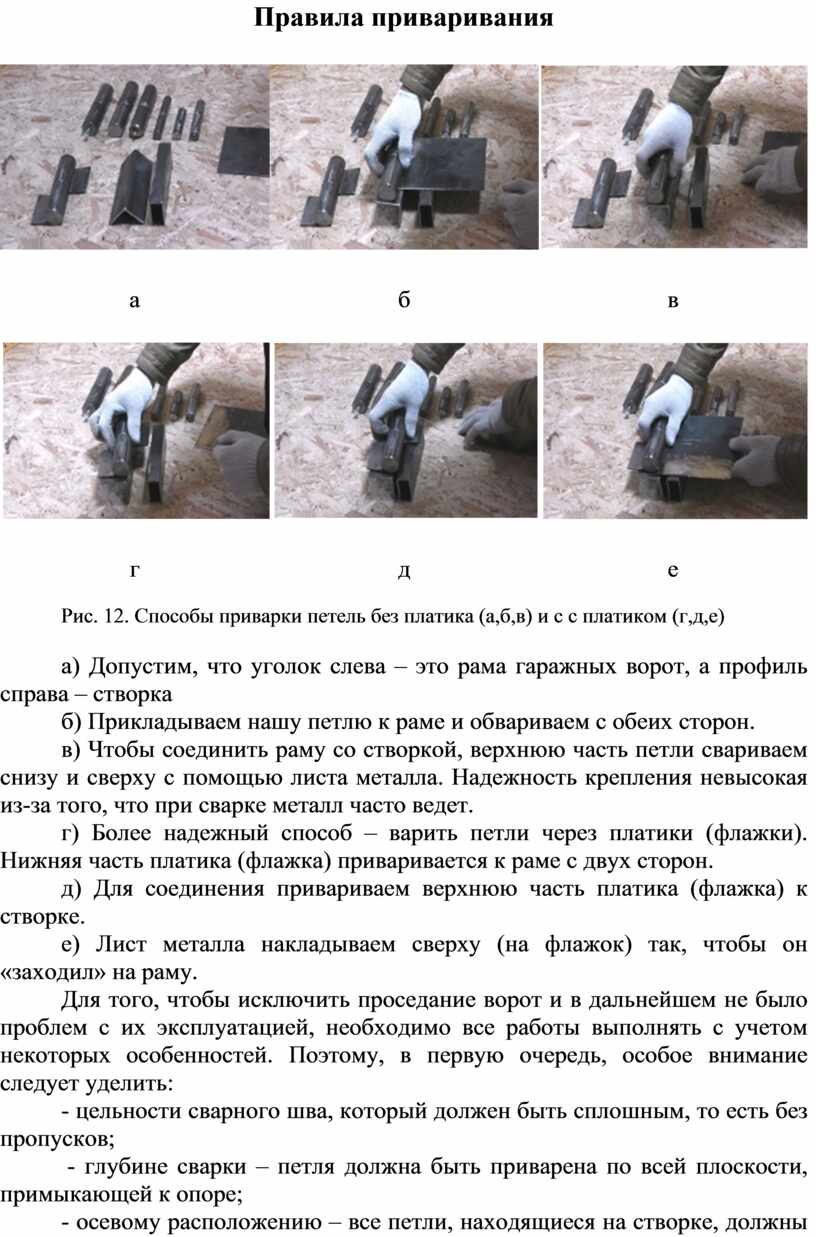
Рис. 12. Способы приварки петель без платика (а,б,в) и с с платиком (г,д,е)
а) Допустим, что уголок слева – это рама гаражных ворот, а профиль справа – створка
б) Прикладываем нашу петлю к раме и обвариваем с обеих сторон.
в) Чтобы соединить раму со створкой, верхнюю часть петли свариваем снизу и сверху с помощью листа металла. Надежность крепления невысокая из-за того, что при сварке металл часто ведет.
г) Более надежный способ – варить петли через платики (флажки). Нижняя часть платика (флажка) приваривается к раме с двух сторон.
д) Для соединения привариваем верхнюю часть платика (флажка) к створке.
е) Лист металла накладываем сверху (на флажок) так, чтобы он «заходил» на раму.
Для того, чтобы исключить проседание ворот и в дальнейшем не было проблем с их эксплуатацией, необходимо все работы выполнять с учетом некоторых особенностей. Поэтому, в первую очередь, особое внимание следует уделить:
- цельности сварного шва, который должен быть сплошным, то есть без пропусков;
- глубине сварки – петля должна быть приварена по всей плоскости, примыкающей к опоре;
- осевому расположению – все петли, находящиеся на створке, должны находиться на одной прямой линии, чтобы нагрузка на швы распределялась равномерно;
- определению количества петель, если ворота массивные, рекомендуется дополнить конструкцию еще одной парой;
- размерам – все измерения производятся с помощью предназначенных для этого инструментов, а не «на глазок»;
- очень важно при установке выставлять петли строго по уровню, поэтому лучший вариант лазерный уровень, а не обычный водяной.
После сварки каждая петля укладывается обратно на свое место.
Ошибка в расположении петель и пластин дает неприятные последствия. Отрезать пластину от петли и приварить заново другую не просто.
Теперь приступаем к заготовке приопорных стоек для створок ворот.
Привариваем к стойкам пластины петель так, чтобы получились два симметричных изделия, показанные на рисунке.
Таким образом варить петли на гаражных воротах гораздо удобнее, гораздо проще и гораздо практичнее.
Петли, должны:
· проворачиваться без усилий;
· не издавать звуков;
· не болтаться;
· быть крепкими.
Важны качество изделия, надежность производителя и допустимая нагрузка.
Если на слабые элементы повесить тяжелые створки, то они быстро выйдут из строя. Иногда количество петель увеличивается до шести штук вместо стандартных четырех.

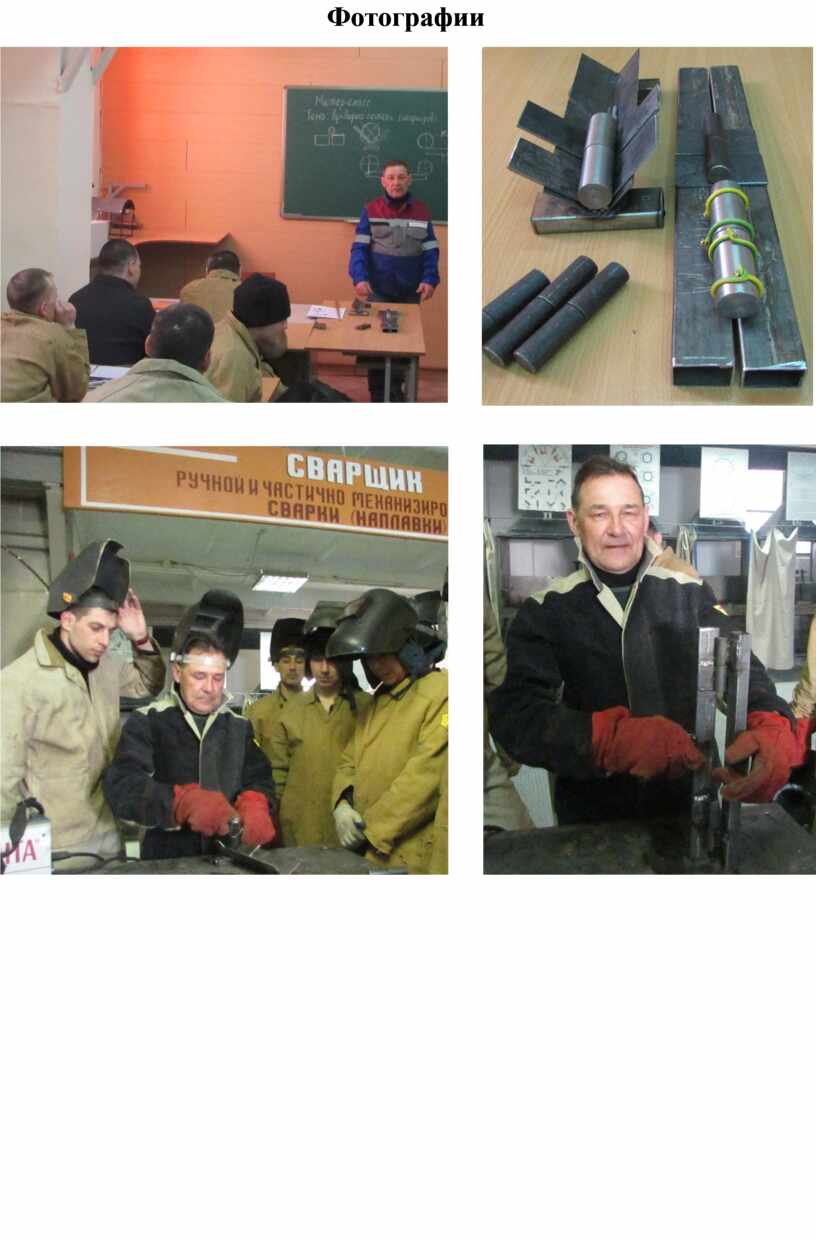
 Фотографии
Фотографии


Справочная литература.
1. Сварочные работы / В.А. Чебан. – Изд. 8-е. – Ростов н/Д : Феникс, 2011. – 412 (1) с. :ил. – (Начальное профессиональное образование).
Интернет – ресурсы:
1. https://weldelec.com/pokrytie-elektrodov/rutilovoe/
2. https://multiurok.ru/id46797543/files?publish=0
3. https://www.youtube.com/watch?v=UTJqW2IbefI
4. https://kartaslov.ru/
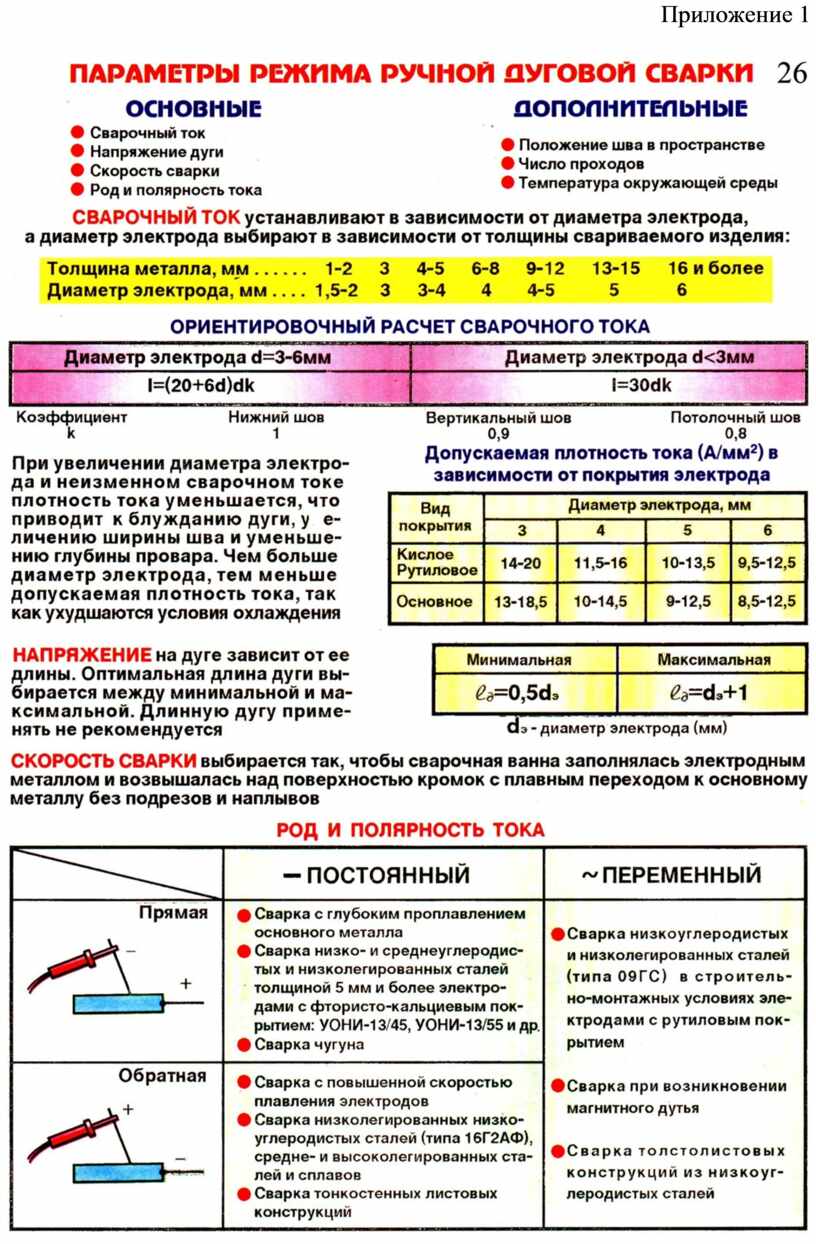
Приложение 1
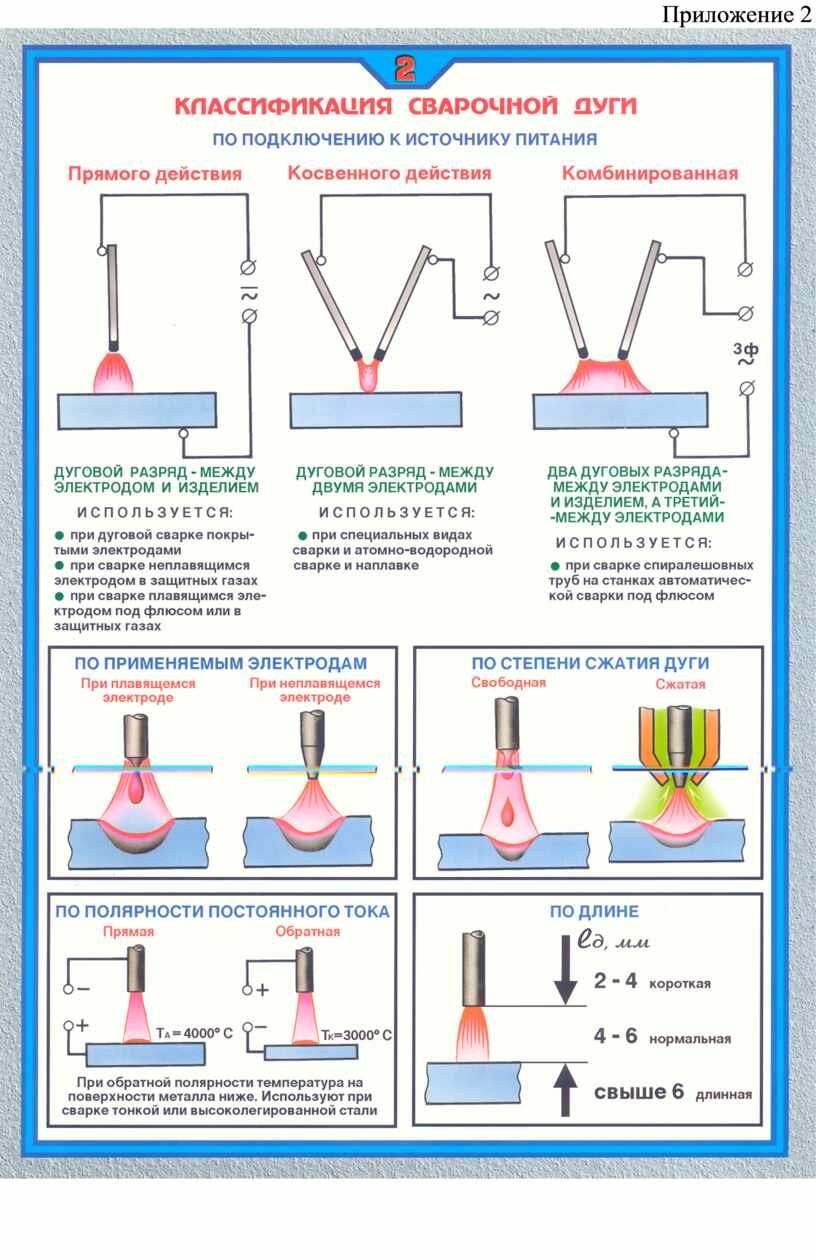
Приложение 2
Приложение 3
Скачано с www.znanio.ru






Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.





