Поделиться

Министерство образования
Московской области
 Государственное автономное
профессиональное
Государственное автономное
профессиональное
образовательное учреждение Московской области
«Егорьевский техникум»
 |
|||
 |
|||
|
Рассмотрен цикловой методической комиссией преподавателей специальных и общепрофессиональных дисциплин по специальности СПО: 15.02.12 Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям) Протокол № _________________ от _________________ 2022 года Председатель методкомиссии: Л.Л. Гулина |
УТВЕРЖДАЮ зам. директора по УПР
____________ О.В. Арбузкина |
Тема: Ознакомление с технологическим процессом производства и знакомство с высокотехнологичным зарубежным оборудованием.
Дата проведения: ООО «Кроношпан» 18.05.22г..
Место проведения: ООО «Кроношпан».
Ответственные за проведение экскурсии: Зам. директора по УПР, преподаватель специальных дисциплин: Арбузкина Ольга Викторовна, преподаватели специальных дисциплин: Гулина Людмила Леонидовна, Шихова Валентина Александровна.
Количество студентов: группа М-92, М-82, М-02 по специальности 15.02.12 Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям) – 16 человек.
Тип урока: урок сообщения новых знаний
Форма урока: экскурсия
Цели:
Образовательные цели урока: Дать представление о производстве выпускаемой продукции; современном оборудовании и его эксплуатации.
Развивающие цели: Формировать умение видеть и решать профессиональные проблемы; формировать способность находить нужные решения в конкретных ситуациях; быть готовым самостоятельно находить и применять нужную информацию; быть готовым постоянно учиться новому; формировать познавательную активность; умение связать теорию с практикой.
Воспитательные цели: Формировать основы научного мировоззрения; жизненные и профессиональные убеждения.
Задачи: Закрепить знания, полученные в аудиториях и лабораториях; сформировать у студентов ключевые компетенции профессионального характера, необходимые в любой сфере деятельности; ознакомить с технологическим процессом, выпускаемой продукцией и отечественным и зарубежным оборудованием, применяемом на производстве. Профессиональные компетенции: ПК1.1 Организовывать и осуществлять монтаж и ремонт промышленного оборудования на основе современных методов. ПК2.3 Организовывать работу по устранению недостатков, выявленных в процессе эксплуатации промышленного оборудования. ПК 3.4 Участвовать в анализе процесса и результатов работы подразделения, оценке экономической эффективности производственной деятельности.
Методы обучения: словесные, наглядные, практические.
Материально – техническое оснащение: карта - наблюдений, конспект, фотоаппарат, демонстрационное производственное оборудование.
Этапы урока
1. Подготовительный этап
1. Переговоры с руководством предприятий о проведении уроков-экскурсий.
2. Определение дат проведения уроков-экскурсий, знакомство с представителями предприятий, которые будут ответственными за проведение уроков-экскурсий. Обсуждение с ним маршрута и плана экскурсий.
3. Проведение со студентами техники безопасности.
4. Подготовка студентов к экскурсиям, повторение с ними материала об основных подразделениях предприятий, оборудованием и знакомство с картой наблюдений, которую необходимо заполнить по результатам экскурсий.
2. Организационный этап (3 мин.)
3. Мобилизация опорных знаний (5 мин.)
Воспроизведение основных знаний изученного материала на основе блиц опроса.
1. Что называется производственным процессом?
2. Что такое деталь?
3. Каково назначение системы технического обслуживания и ремонта
(ТО и Р)?
4. Для чего нужны технические чертежи?
5. Что называют технологическим оборудованием?
6. Какие виды волокон вы знаете? Привести примеры.
7. Что такое сырье, полуфабрикат?
8. Назовите виды износов оборудования и причины их возникновения.
9. Что такое ремонтный цикл и из каких соображений выбирается его длительность?
10. Почему логистика в настоящее время столь востребована?
4. Постановка темы и определение основных целей урока,
сообщение плана урока - экскурсии (3 мин.)
Обоснование темы, цели урока, хода урока.
Методика проведения периода
1. Вводная часть. Экскурсия началась с одного из самых важных этапов производственной деятельности – инструктажа по охране труда. Ознакомление с географией деятельности компании и посмотрели фильм о продукции и этапах производственного процесса. Демонстрация выпускающей продукции.
2. Основная часть. Ознакомление с технологическим процессом производства ламинированных полов и ламинированных плит ДСП, ознакомление с отечественным и зарубежным оборудованием. (перевод групп в производственные цеха);
Ход экскурсии (46 мин.)
1. Специалисты предприятия, выступающие в роли экскурсоводов, проводят краткую беседу: характеризуют основные подразделения предприятия и их роль в организации производства.
2. Студенты последовательно в соответствии с планом экскурсии посещают намеченные объекты и знакомятся более подробно с их основными функциями в производственном процессе, с ведущими профессиями производства. В ходе экскурсии они записывают необходимые сведения для заполнения карты наблюдений:

а) характеристику основных структурных подразделений предприятия, его структурную схему; ознакомление с разработкой технологической документацией и производства;
б) назначение служб предприятия - главного механика, производственных участков; технического контроля;
в) знакомство с современным высокотехнологичным оборудованием и его назначением и эксплуатацией;
г) труд, преобладающий в основных цехах предприятия: ручной, механизированный, автоматизированный, компьютеризованный;
д) профессии, являющиеся ведущими на данном предприятии.
Заключительный этап (5 мин.)
 Подведение
итогов. В заключительной беседе преподаватели
подводят итоги экскурсии, её положительные и отрицательные стороны, оценивание
работы отдельных студентов и их поведение во время экскурсии. Студенты наглядно
увидели, как на предприятии проходит процесс создания ламинированной ДСП. Так
же смогли оценить масштабы производства «Кроношпан» в Егорьевске.
Подведение
итогов. В заключительной беседе преподаватели
подводят итоги экскурсии, её положительные и отрицательные стороны, оценивание
работы отдельных студентов и их поведение во время экскурсии. Студенты наглядно
увидели, как на предприятии проходит процесс создания ламинированной ДСП. Так
же смогли оценить масштабы производства «Кроношпан» в Егорьевске.
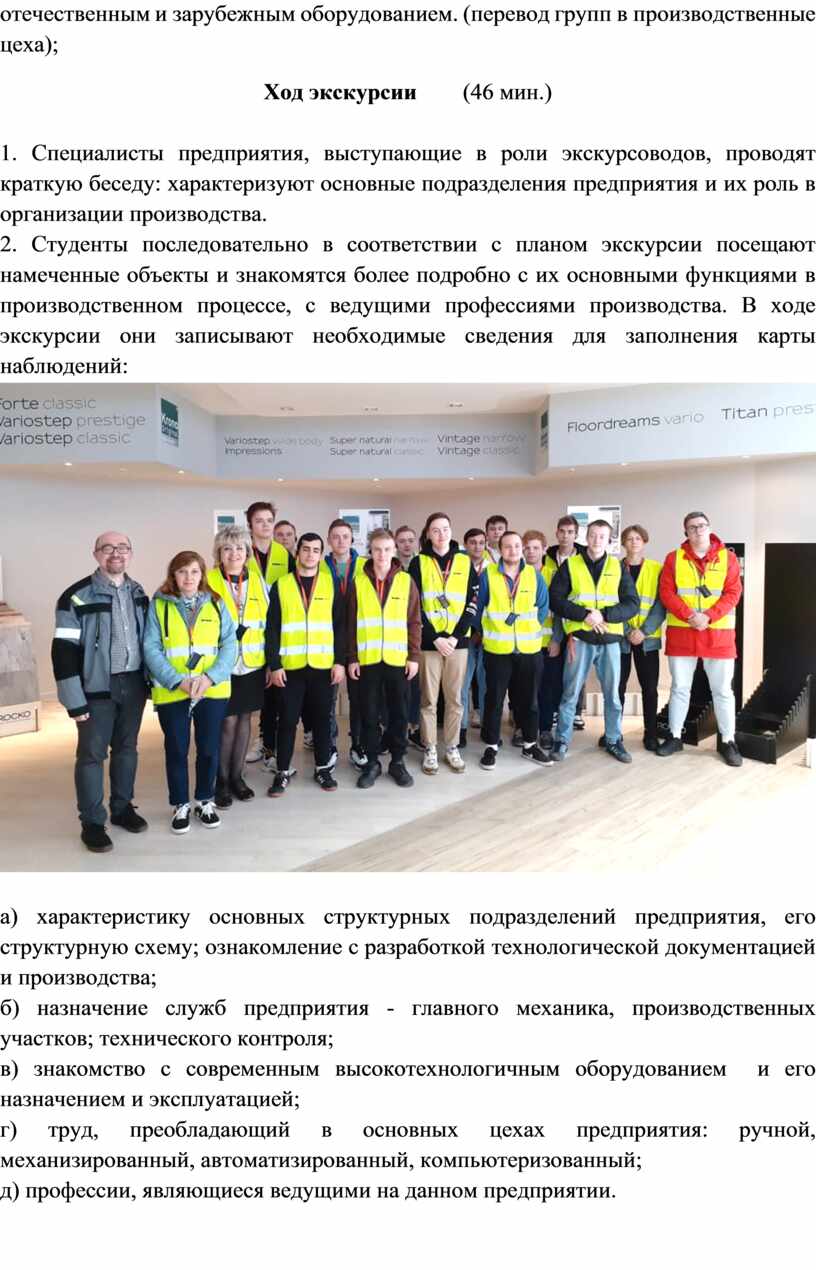
По окончанию экскурсии студенты посетили вольер с ланями и мархурами. Для животных созданы специальные условия, приближенные к естественным в дикой природе. За ними ведется профессиональный уход.
 Закончилась экскурсия индивидуальными собеседованиями учащихся с
ведущим механиком и сотрудником отдела кадров по вопросам трудоустройства.
Многие ребята выразили желание работать на предприятии «Кроношпан» и готовы
присоединиться к дружному коллективу компании уже сейчас в рамках дуального
обучения.
Закончилась экскурсия индивидуальными собеседованиями учащихся с
ведущим механиком и сотрудником отдела кадров по вопросам трудоустройства.
Многие ребята выразили желание работать на предприятии «Кроношпан» и готовы
присоединиться к дружному коллективу компании уже сейчас в рамках дуального
обучения.
Ответы на задаваемые студентами вопросы.
С помощью представителей предприятий ответить на возникшие вопросы.
В конце занятия, конечно, поблагодарить экскурсоводов за познавательную, содержательную экскурсию.
(в конференц-зале)
Краткий опрос по новому материалу (10 мин.)
1. Чем отличается капитальный ремонт оборудования от среднего ремонта?
2. Какие обязанности слесаря – ремонтника?
3. Какое назначение службы главного механика?
4. Кратко пересказать технологический процесс изготовления выпускающей продукции.
5. Что называется ассортиментом?
6. Что называется машиной, автоматом
7. Что представляют собой полимерные материалы?
Задание на дом (3 мин.)
Учить конспект. Оформить карту наблюдений
|
Участки (цеха) перемещения по маршруту |
Места остановок |
Объект показа |
Продолжительность |
Основное содержание информации |
|
1 |
2 |
3 |
4 |
5 |

ВВЕДЕНИЕ
«Лучше один раз увидеть,
чем сто раз услышать»
Для ознакомления с высокотехнологичным зарубежным оборудованием и процессом изготовления продукции на промышленном предприятии студенты специальности 15.02.12 Монтаж, техническое обслуживание и ремонт промышленного оборудования (по отраслям) ГАПОУ МО «Егорьевский техникум» посетили предприятие городского округа Егорьевск ООО «Кроношпан».
Учебная экскурсия как средство профессионального становления специалиста
Профессиональное становление личности представляет собой систему социальных свойств, позволяющую общественной жизни человека функционировать не только в коллективной, но и индивидуальной форме. Под становлением обычно понимают совокупность приемов и способов социального воздействия на индивида, имеющих целью создать у него систему определенных отношений, ценностных ориентаций, убеждений, воспитать профессионально значимые качества. Прогнозируя себя в будущее, студент сам себя формирует. Профессиональное становление студента - это целостный, динамически развертывающийся во времени процесс от формирования профессиональных намерений до полной реализации себя в профессиональной деятельности. Обучение в техникуме связывается с периодом, когда человек встал на путь приверженности специальности, и осваивает ее в процессе профессионально-познавательной деятельности.
Для того чтобы объединить учебный процесс в техникуме с реальной профессиональной жизнью мы активно применяем в процессе обучения тематические экскурсии. Такая форма обучения позволяет развивать познавательные способности студентов (внимание, восприятие, наблюдательность, мышление, воображение), показать особенности приобретаемой специальности. Сильное воздействие экскурсии оказывают на эмоциональную сферу будущего специалиста.
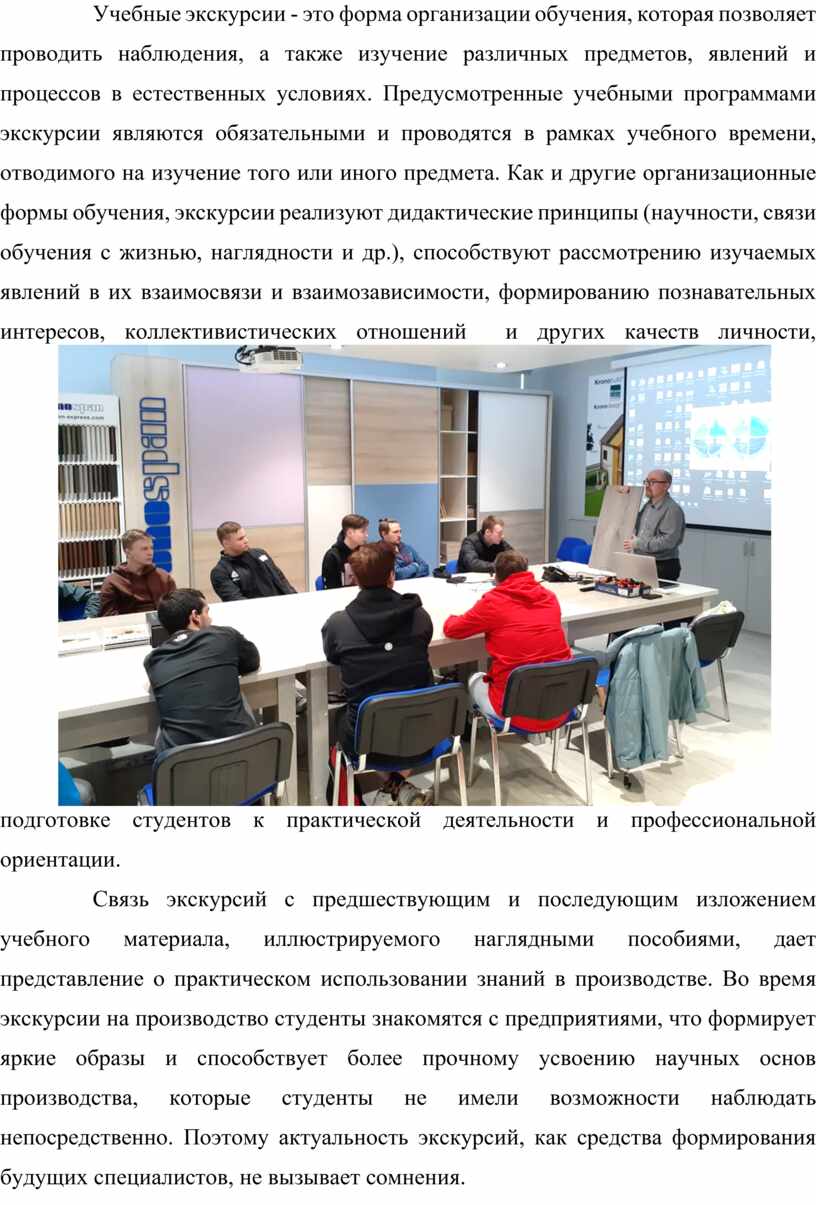
 Учебные экскурсии - это форма организации
обучения, которая позволяет проводить наблюдения, а также изучение различных
предметов, явлений и процессов в естественных условиях. Предусмотренные
учебными программами экскурсии являются обязательными и проводятся в рамках
учебного времени, отводимого на изучение того или иного предмета. Как и другие
организационные формы обучения, экскурсии реализуют дидактические принципы
(научности, связи обучения с жизнью, наглядности и др.), способствуют
рассмотрению изучаемых явлений в их взаимосвязи и взаимозависимости,
формированию познавательных интересов, коллективистических отношений и других
качеств личности, подготовке студентов к практической деятельности и
профессиональной ориентации.
Учебные экскурсии - это форма организации
обучения, которая позволяет проводить наблюдения, а также изучение различных
предметов, явлений и процессов в естественных условиях. Предусмотренные
учебными программами экскурсии являются обязательными и проводятся в рамках
учебного времени, отводимого на изучение того или иного предмета. Как и другие
организационные формы обучения, экскурсии реализуют дидактические принципы
(научности, связи обучения с жизнью, наглядности и др.), способствуют
рассмотрению изучаемых явлений в их взаимосвязи и взаимозависимости,
формированию познавательных интересов, коллективистических отношений и других
качеств личности, подготовке студентов к практической деятельности и
профессиональной ориентации.
Связь экскурсий с предшествующим и последующим изложением учебного материала, иллюстрируемого наглядными пособиями, дает представление о практическом использовании знаний в производстве. Во время экскурсии на производство студенты знакомятся с предприятиями, что формирует яркие образы и способствует более прочному усвоению научных основ производства, которые студенты не имели возможности наблюдать непосредственно. Поэтому актуальность экскурсий, как средства формирования будущих специалистов, не вызывает сомнения.
Преподаватель самостоятельно решает, какие объекты посещать, какие учебные темы рассматривать, как часто проводить экскурсии, привлекать ли студентов в подготовку и анализ дела, использовать ли различные методики. Таким образом, преподаватель определяет место различных организационных форм учебной деятельности, в том числе экскурсии, в формировании общих и профессиональных компетенций студента.
Мы предположили, что ведущие профессиональные компетенции будут успешно сформированы, если экскурсия, как вид учебной деятельности будет осуществляться целенаправленно и систематично, и составит не менее 10-15% объема учебного времени, если социальные партнеры-представители производства, характеризуя производственные процессы, акцентируют внимание на перспективах профессионального роста, значимости профессии, дополнительно обеспечат повышение мотивации студентов.
Слово "экскурсия" происходит от латинского "экскурсио". В русский язык это слово проникло в XIX в. и первоначально означало "выбегание, военный набег", затем - "вылазка, поездка". Позднее произошло видоизменение этого слова по типу имен на "ия" (экскурсия). Экскурсия - это специфическое учебно-воспитательное занятие, перенесенное в соответствии с определенной образовательной или воспитательной целью на предприятие, на строительные объекты, на выставки и т.п. Как и урок, она предполагает особую организацию взаимодействия педагога со студентами.
Учебная экскурсия – это организационная форма обучения, позволяющая изучать различные предметы, явления и процессы на основе их наблюдения в естественных условиях, это проведение учебного занятия в условиях производства с целью наблюдения и изучения студентами различных объектов и явлений действительности. Итак, экскурсия представляет собой наглядный процесс познания человеком окружающего мира, построенный на заранее подобранных объектах, находящихся в естественных условиях или расположенных в помещениях предприятий, лабораторий, научно-исследовательских институтов и т. д.
Анализ опыта работы показал, что использование в образовательном процессе активных форм проведения занятий (экскурсий) способствует развитию воспитательного компонента образовательного процесса, формированию и развитию общих и профессиональных компетенций студентов. Чередование внеаудиторной работы с теоретическими знаниями позволяет достичь высоких результатов при освоении основной профессиональной образовательной программы в соответствии с ФГОС, обеспечивает более эффективную самостоятельную работу студентов.

«Kronospan – лидер в производстве ДСП и ЛДСП»
Группа компаний Kronospan
основана в 1897 г в городе Лунгетц под Зальцбургом (Австрия). Комбинат Kronospan
Егорьевск основан в 2005 г.
Производит широкий спектр продукции строительного назначения, в том числе плиту
OSB ОСБ ОСП.
 Kronospan - один из крупнейших игроков мирового рынка
глубокой лесопереработки, ведущий производитель древесных плит OSB ОСП ДСП МДФ
и напольных ламинированных покрытий с более чем столетним стажем присутствия на
рынке.
Kronospan - один из крупнейших игроков мирового рынка
глубокой лесопереработки, ведущий производитель древесных плит OSB ОСП ДСП МДФ
и напольных ламинированных покрытий с более чем столетним стажем присутствия на
рынке.
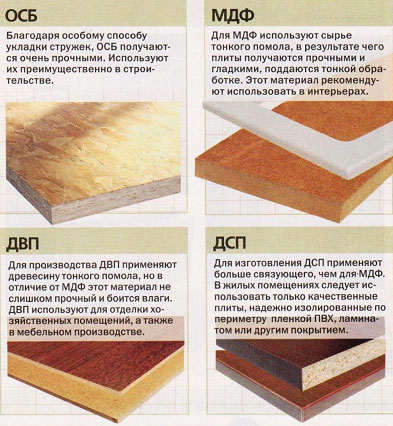 OSB
Kronospan Кроношпан – деревянные плиты для использования в строительстве и для
декоративных целей, а также для различных производственных нужд. ОСП Kronospan
ОСБ – изделие на основе высококачественной древесины хвойных пород, в основном
ели. Древесная стружка точно срезается с чистого окоренного пиловочника так,
чтобы плоскость стружки совпадала с направлением волокна дерева. Затем эта свежая
стружка сушится, сортируется и смешивается со специальной связующей смолой,
после чего формируется в сплошные листы. Эти листы имеют поперечно
ориентированные слои и прессуются в плиты при помощи высокой температуры и
давления в процессе непрерывного прессования. В ходе этого автоматизированного
процесса плиты ОСБ OSB Кроношпан находятся под наблюдением, а затем проверяются
и сертифицируются в соответствии со строжайшими стандартами качества.
OSB
Kronospan Кроношпан – деревянные плиты для использования в строительстве и для
декоративных целей, а также для различных производственных нужд. ОСП Kronospan
ОСБ – изделие на основе высококачественной древесины хвойных пород, в основном
ели. Древесная стружка точно срезается с чистого окоренного пиловочника так,
чтобы плоскость стружки совпадала с направлением волокна дерева. Затем эта свежая
стружка сушится, сортируется и смешивается со специальной связующей смолой,
после чего формируется в сплошные листы. Эти листы имеют поперечно
ориентированные слои и прессуются в плиты при помощи высокой температуры и
давления в процессе непрерывного прессования. В ходе этого автоматизированного
процесса плиты ОСБ OSB Кроношпан находятся под наблюдением, а затем проверяются
и сертифицируются в соответствии со строжайшими стандартами качества.

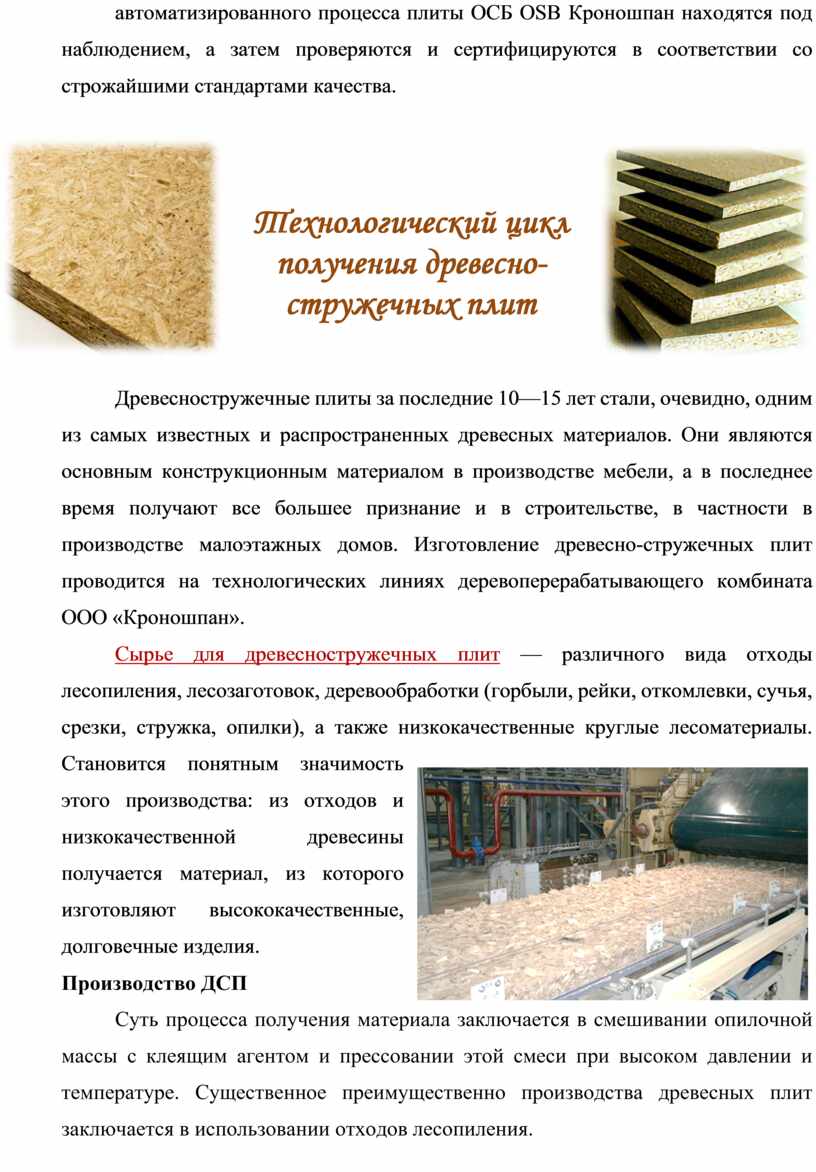
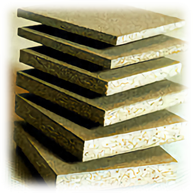 Технологический цикл получения древесно-стружечных плит
Технологический цикл получения древесно-стружечных плит
Древесностружечные плиты за последние 10—15 лет стали, очевидно, одним из самых известных и распространенных древесных материалов. Они являются основным конструкционным материалом в производстве мебели, а в последнее время получают все большее признание и в строительстве, в частности в производстве малоэтажных домов. Изготовление древесно-стружечных плит проводится на технологических линиях деревоперерабатывающего комбината ООО «Кроношпан».
 Сырье для древесностружечных плит
— различного вида отходы лесопиления, лесозаготовок, деревообработки (горбыли,
рейки, откомлевки, сучья, срезки, стружка, опилки), а также низкокачественные
круглые лесоматериалы. Становится понятным значимость этого производства: из
отходов и низкокачественной древесины получается материал, из которого
изготовляют высококачественные, долговечные изделия.
Сырье для древесностружечных плит
— различного вида отходы лесопиления, лесозаготовок, деревообработки (горбыли,
рейки, откомлевки, сучья, срезки, стружка, опилки), а также низкокачественные
круглые лесоматериалы. Становится понятным значимость этого производства: из
отходов и низкокачественной древесины получается материал, из которого
изготовляют высококачественные, долговечные изделия.
Производство ДСП
Суть процесса получения материала заключается в смешивании опилочной массы с клеящим агентом и прессовании этой смеси при высоком давлении и температуре. Существенное преимущественно производства древесных плит заключается в использовании отходов лесопиления.
Прессованные листы имеют высокую механическую прочность, обусловленную комбинированием опилок и застывшей до каменного состояния смолы (клейкой массы). Для выпуска экологически безопасных разновидностей материала применяют слаботоксичные клеевые составы.
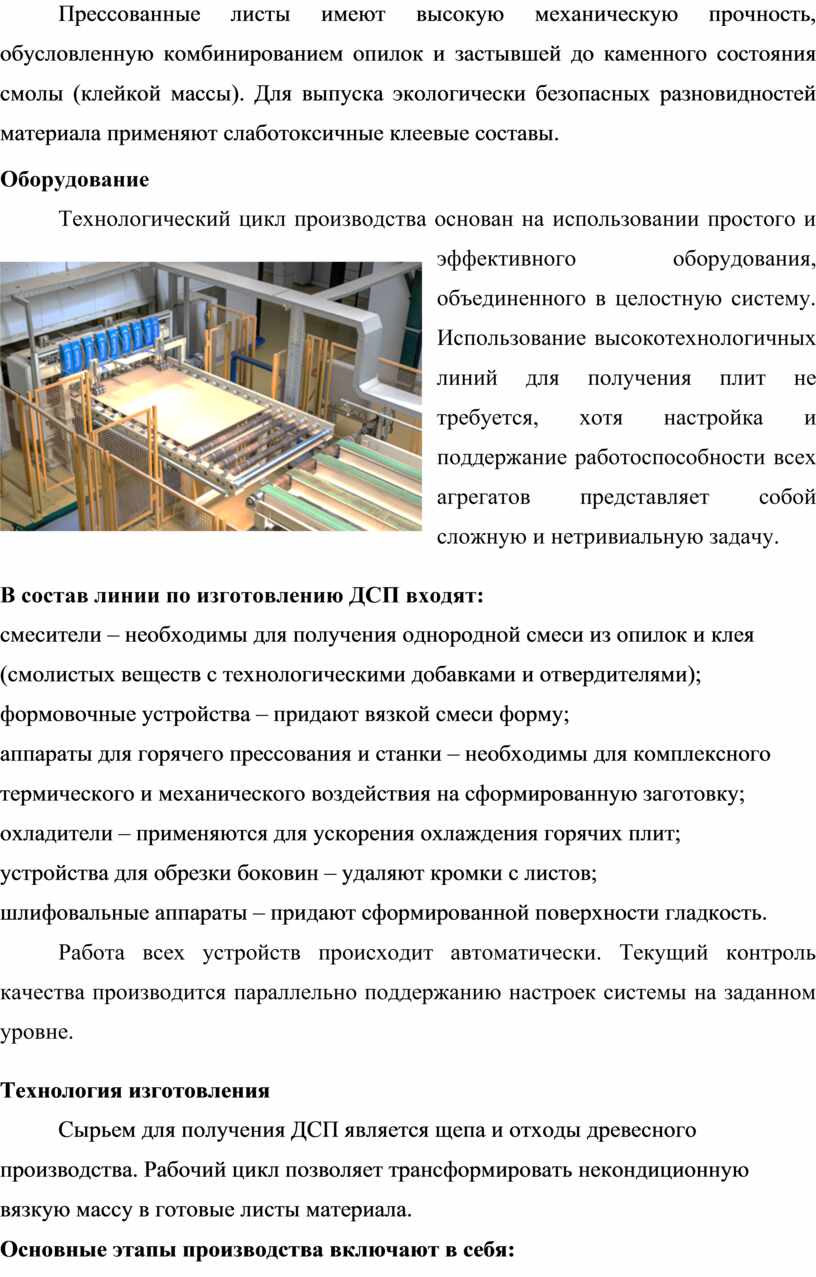
Оборудование
 Технологический
цикл производства основан на использовании простого и эффективного
оборудования, объединенного в целостную систему. Использование
высокотехнологичных линий для получения плит не требуется, хотя настройка и
поддержание работоспособности всех агрегатов представляет собой сложную и
нетривиальную задачу.
Технологический
цикл производства основан на использовании простого и эффективного
оборудования, объединенного в целостную систему. Использование
высокотехнологичных линий для получения плит не требуется, хотя настройка и
поддержание работоспособности всех агрегатов представляет собой сложную и
нетривиальную задачу.
В состав линии по изготовлению ДСП входят:
· смесители – необходимы для получения однородной смеси из опилок и клея (смолистых веществ с технологическими добавками и отвердителями);
· формовочные устройства – придают вязкой смеси форму;
· аппараты для горячего прессования и станки – необходимы для комплексного термического и механического воздействия на сформированную заготовку;
· охладители – применяются для ускорения охлаждения горячих плит;
· устройства для обрезки боковин – удаляют кромки с листов;
· шлифовальные аппараты – придают сформированной поверхности гладкость.
Работа всех устройств происходит автоматически. Текущий контроль качества производится параллельно поддержанию настроек системы на заданном уровне.
Технология изготовления
Сырьем для получения ДСП является щепа и отходы древесного производства. Рабочий цикл позволяет трансформировать некондиционную вязкую массу в готовые листы материала.
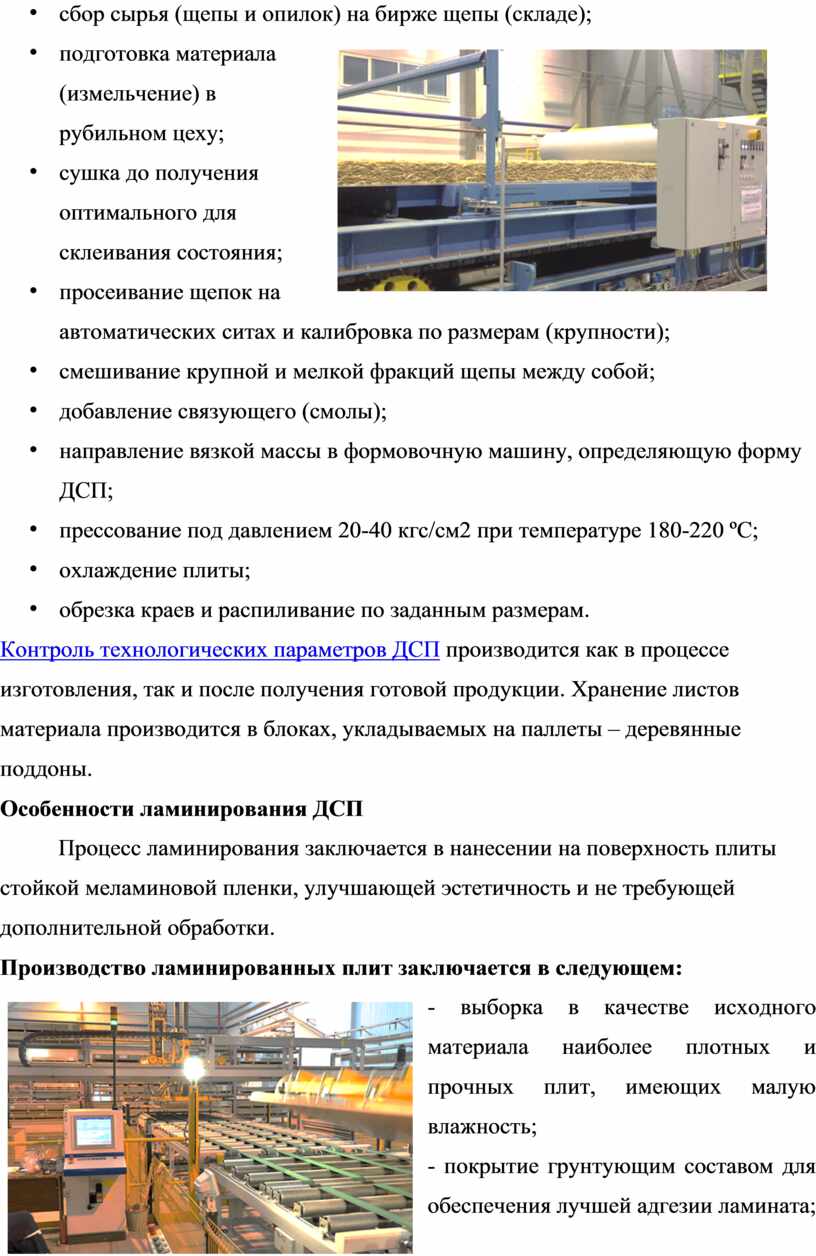
Основные этапы производства включают в себя:
 подготовка
материала (измельчение) в рубильном цеху;
подготовка
материала (измельчение) в рубильном цеху;Контроль технологических параметров ДСП производится как в процессе изготовления, так и после получения готовой продукции. Хранение листов материала производится в блоках, укладываемых на паллеты – деревянные поддоны.
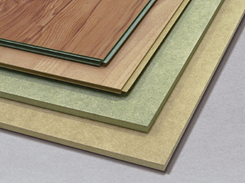
Особенности ламинирования ДСП
Процесс ламинирования заключается в нанесении на поверхность плиты стойкой меламиновой пленки, улучшающей эстетичность и не требующей дополнительной обработки.
Производство ламинированных плит заключается в следующем:
 -
выборка в качестве исходного материала наиболее плотных и прочных плит, имеющих
малую влажность;
-
выборка в качестве исходного материала наиболее плотных и прочных плит, имеющих
малую влажность;
- покрытие грунтующим составом для обеспечения лучшей адгезии ламината;
- нанесение нескольких (не более трех) слоев бумаги, пропитанных смоляным меламиновым наполнителем. Бумага придает пленке механическую прочность, а окраска наружного слоя формирует внешний вид материала. Процедура нанесения слоев сопровождается опрессовыванием при повышенной температуре;
- резкое охлаждение поверхности, иногда сопровождаемое поливанием водой.
Поверхность листа ДСП перед ламинированием должна быть тщательно отполирована. Малейшие остаточные неровности приведут к порче ламинирующего слоя и браку продукции.
1.  изготовление древесноволокнистой
плиты высокой плотности;
изготовление древесноволокнистой
плиты высокой плотности;
2. импрегнация верхних слоев;
3. облицовывание плиты;
4. распилка и фрезерование панелей;
5. упаковка.
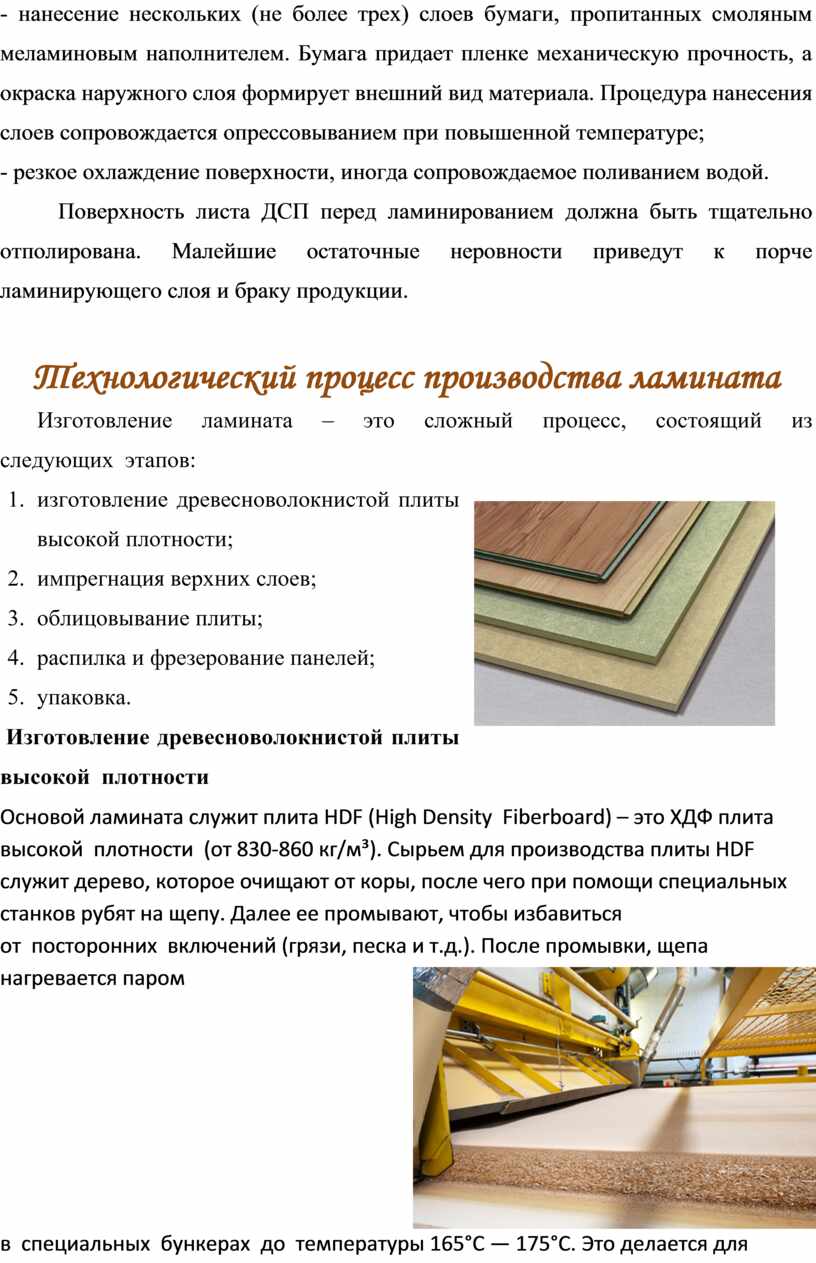
 Основой ламината служит плита HDF (High Density Fiberboard) – это ХДФ плита
высокой плотности (от 830-860 кг/м³). Сырьем для
производства плиты HDF служит дерево, которое очищают от коры, после чего при
помощи специальных станков рубят на щепу. Далее ее промывают, чтобы избавиться
от посторонних включений (грязи, песка и т.д.). После промывки,
щепа нагревается паром в специальных бункерах до
температуры 165°С — 175°С. Это делается для размягчения щепы. После нагрева,
щепа становится очень пластичной, что позволяет размельчить ее на волокна. К размельченной
на волокна древесной массе добавляют различные добавки и связующие: смолы,
антисептики, парафин и т.д. После этого волокнистую массу подвергают сушке в
сушилке, на выходе из которой влажность массы не превышает 9%.
Основой ламината служит плита HDF (High Density Fiberboard) – это ХДФ плита
высокой плотности (от 830-860 кг/м³). Сырьем для
производства плиты HDF служит дерево, которое очищают от коры, после чего при
помощи специальных станков рубят на щепу. Далее ее промывают, чтобы избавиться
от посторонних включений (грязи, песка и т.д.). После промывки,
щепа нагревается паром в специальных бункерах до
температуры 165°С — 175°С. Это делается для размягчения щепы. После нагрева,
щепа становится очень пластичной, что позволяет размельчить ее на волокна. К размельченной
на волокна древесной массе добавляют различные добавки и связующие: смолы,
антисептики, парафин и т.д. После этого волокнистую массу подвергают сушке в
сушилке, на выходе из которой влажность массы не превышает 9%.
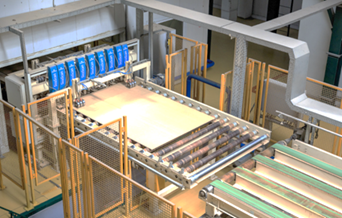
При помощи специальных агрегатов волокна равномерно распределяются по установленной высоте и ширине транспортера непрерывным ковром. После чего ковер подвергается предварительному прессованию, в результате которого из ковра выдавливается воздух, а его толщина уменьшается до 7 раз. После предварительного прессования, ковер приобретает вид плиты. После этого, плита подвергается основному прессованию.
Двигаясь далее по конвейеру, непрерывную ленту прессованного волокна обрезают по ширине и длине на необходимые размеры. Далее, плиты охлаждают в специальном охладителе в течение 20-25 минут. А затем, плиты временно складируются штабелями.
Последующим этапом является процесс шлифования и калибровки готовой плиты HDF. На специальных станках плиты делают идеально ровными и одинаковыми по толщине.
На данном этапе материал пропитывают специальными составами. Верхние слои ламината — смолами с различными добавками, которые при застывании образуют прочный слой. В пропитку добавляют частицы корунда, который значительно повышает износостойкость ламината.
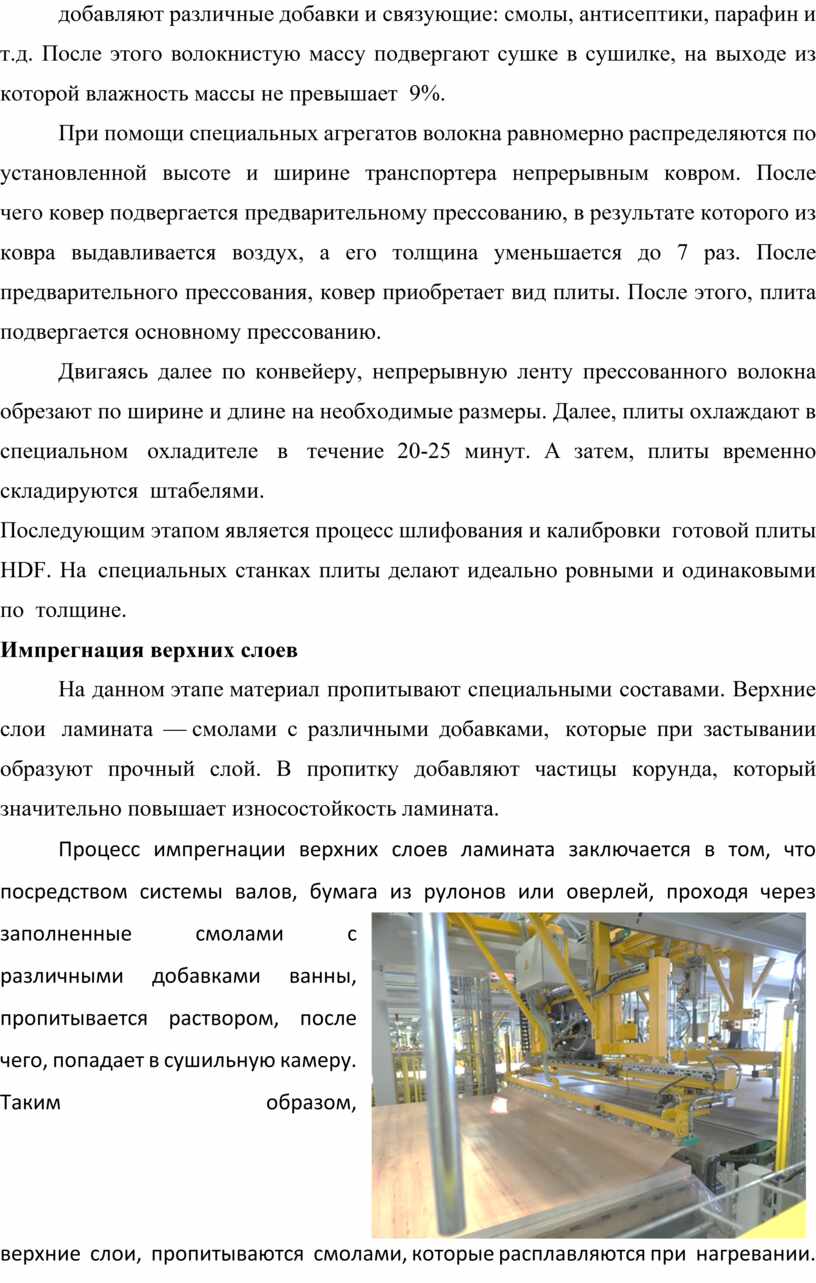
 Процесс импрегнации верхних слоев ламината заключается в том, что
посредством системы валов, бумага из рулонов или оверлей, проходя через
заполненные смолами с различными добавками ванны, пропитывается раствором, после
чего, попадает в сушильную камеру. Таким образом, верхние слои,
пропитываются смолами, которые расплавляются при нагревании.
Процесс импрегнации верхних слоев ламината заключается в том, что
посредством системы валов, бумага из рулонов или оверлей, проходя через
заполненные смолами с различными добавками ванны, пропитывается раствором, после
чего, попадает в сушильную камеру. Таким образом, верхние слои,
пропитываются смолами, которые расплавляются при нагревании.
Для получения ламинированной плиты облицовывается HDF плита бумажно-смоляными пленками и оверлеем.
Для этого используется технология DPL. Происходит одновременное спрессовывание, при высокой температуре всех слоев ламината. При производстве ламината не используется клей, так как применяются слои прошедшие процесс импрегнации, то есть пропитанные не полностью отвержденной смолой, которая при горячем прессовании (до 200°С) плавится и склеивает поверхности. После отверждения, смола и оверлей превращаются в монолитный поверхностный слой ламината.
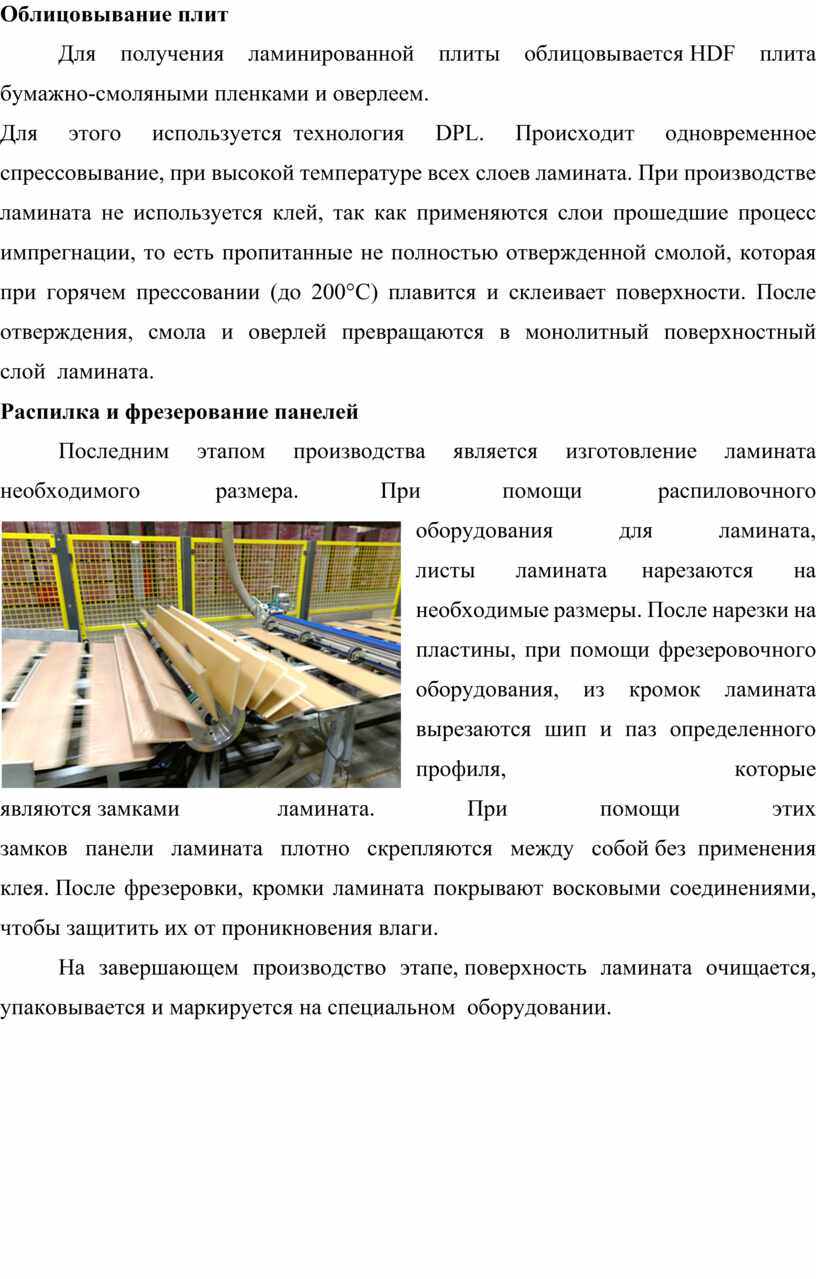
Последним этапом производства является изготовление ламината
необходимого размера. При помощи распиловочного оборудования
для ламината, листы ламината нарезаются на необходимые
размеры. После нарезки на пластины, при помощи фрезеровочного оборудования, из
кромок ламината вырезаются шип и паз определенного профиля, которые  являются замками ламината. При помощи этих замков
панели ламината плотно скрепляются между
собой без применения клея. После фрезеровки, кромки ламината
покрывают восковыми соединениями, чтобы защитить их от проникновения влаги.
являются замками ламината. При помощи этих замков
панели ламината плотно скрепляются между
собой без применения клея. После фрезеровки, кромки ламината
покрывают восковыми соединениями, чтобы защитить их от проникновения влаги.
На завершающем производство этапе, поверхность ламината очищается, упаковывается и маркируется на специальном оборудовании.
Заключение
 Уроки-экскурсии
позволяют учащихся обучать ориентироваться в промышленной среде, наблюдать,
сравнивать, устанавливать связи между наблюдаемыми предметами с ранее
пройденным материалом, способствуя формированию навыков самостоятельного
изучения окружающей действительности.
Уроки-экскурсии
позволяют учащихся обучать ориентироваться в промышленной среде, наблюдать,
сравнивать, устанавливать связи между наблюдаемыми предметами с ранее
пройденным материалом, способствуя формированию навыков самостоятельного
изучения окружающей действительности.
Список литературы
1. Основы гидравлики и теплотехники Брюханов О.Н., Мелик-Аракелян А.Т. М: Издательский центр «Академия»,2014
2. Методы профилактики и ремонта промышленного Воронкин Ю.Н. М.: Издательский центр «Академия», 2007.
3. Технологическое оборудование Аверьянов О.И., Аверьянова И.О., Клепиков В.В., М. ФОУМ: ИНФРА-М, 2009
4. Слесарно-сборочные работы Покровский Б.С.,М: Издательский центр «Академия», 2013
5. Технологическое оборудование машиностроительного производства, Черпаков В.И., Вереина Л.И. Издательский центр «Академия», 2013.
6. Интернет-ресурсы. Википедия
Скачано с www.znanio.ru



Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.