Поделиться

Государственное
бюджетное образовательное учреждение среднего профессионального образования
Луганской Народной Республики «Перевальский горный колледж»
Методическая
разработка урока учебной практики
по ПМ.02 «Ручная дуговая
сварка плавящимся покрытым электродом»
на тему: «Сварка угловых соединений»
по профессии: 15.01.05 «Сварщик» (ручной и частично механизированной сварки(наплавки))
Разработал мастер производственного обучения
Николусь Артём Александрович
г. Перевальск
2021
ПЛАН УРОКА УЧЕБНОЙ ПРАКТИКИ
Профессия «Сварщик ручной и частично механизированной сварки(наплавки)) »
Мастер производственного обучения _Николусь А.А.
Тема: «Сварка угловых соединений»
ЦЕЛЬ: научить обучающихся правильным самостоятельным методам работы при сварке угловых соединений.
Время на инструктаж __1 ч____
на самостоятельную работу _5ч__
МАТЕРИАЛЬНО-ТЕХНИЧЕСКОЕ ОСНАЩЕНИЕ:
Сварочные аппараты , держатели для электродов, электроды, сварочные маски, щётки, металлические пластины толщиной 8 мм.
ХОД УРОКА
1. Организационная часть – 5 минут.
2. Вводный инструктаж по теме - 55 минут.
2.1. Сообщить тему урока.
2.2. Поставить обучающимся технологические и воспитательные цели и задачи.
2.3. Провести с обучающимися беседу с напоминанием теоретического материала к изучаемой теме, оказать помощь в организации рабочего места. Осветить этапы выполнения поставленной в теме задачи, отметить пути их преодоления. Проверить теоретические знания учащихся к изучаемой теме.
В настоящее время в строительстве и при монтаже различных деталей, очень часто используется сварка угловых швов. Металлические изделия, соединяющиеся посредством такого соединения, отличаются высокой прочностью и надежностью. Однако, угловые швы при сварке требуют от человека, выполняющего работу определенных знаний и умений. Поскольку процесс сварки – трудоемкий и затратный по времени, т.к. в нем много нюансов. Рассмотрим, что же представляет собой сварка углового шва, в чем ее специфика и как ее осуществить в домашних условиях.
ВИДЫ УГЛОВЫХ ШВОВ
Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом менее 180°. Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:
· нахлесточное соединение,
· шов с примыканием краев в точке соединения,
· шов с прикладыванием одного конца к ровной плоскости, также подобный тип соединения называется тавровым,
· соединение с разделкой кромок и без нее.
Угловой сварочный шов классифицируется в зависимости от того, как производится его укладка. Исход из этого критерия выделяются: сплошные и прерывистые соединения. Также выделяются разновидности швов по длине: короткие (до 250 мм), средние ( они образуются от точки сопряжении поверхностей обоих металлических изделий до краев свариваемой детали, величина такого соединения варьируется в промежутке от 250 до 1000 мм). Длинные угловые швы создаются протяженностью в 1000 мм и более.
СЛОЖНОСТИ В ПРОЦЕССЕ ОБРАЗОВАНИЯ УГЛОВОГО СОЕДИНЕНИЯ
Для того, чтобы шов при сварке получился максимально прочным и качественным, нужно быть готовым к тому, что в процессе выполнения работы можно столкнуться с рядом дефектов. Рассмотрим основные из них:
· Подрезы. В процессе создания углового соединения, под воздействием электрической дуги, на поверхности металлических изделий образуются углубления. Если речь идет о сварочной работе, осуществляемой в нижнем положении, то задерживая электрод можно наплавлять присадочный материал на поврежденный участок. Но угловое соединение выполняется намного сложнее и придется потрудиться, чтобы «загнать» частицы раскаленного металла на боковую стенку. В связи с этим, обычно сварной угловой шов имеет выемки только с одного бока.
· Образование непроваренных отрезков шва. Из-за недостаточного опыта, многие сварщики, выполняющие технику углового шва, для того чтобы заполнить место соединения, начинают слишком сильно двигать концом электрода по сторонам. Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается.
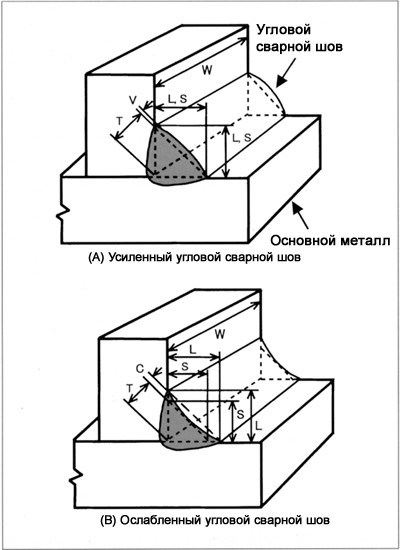
· Выбран неверный катет углового шва. Чтобы сварка углового шва получилась качественной, важно научиться выбирать правильные параметры напряжения и вести электрод с нужной скоростью, не превышая ее. Если ток будет недостаточным, а электроды будут проходить с маленькой скоростью, то катет будет слишком выпуклым, а значит основной металл плохо проплавится. Чрезмерная сила тока и высокая скорость ведения электрода приведут к образованию вогнутой формы катета.
· Неправильный угол. Сварочные соединения обычно имеют определенную форму относительно градуса угла. Нюанс состоит в том, чтобы выдержать точные размеры. Если приставная пластина будет проходить, наклонившись к одному боку, то она попросту испортит качество конструкции.
· Еще одним негативный момент может возникнуть в случае неравномерного распределения наплавляемого металла по сторонам соединения. В связи с тем, что под воздействием высоких температур и силой тяжести от электрода и кромок, расплавленное железо направляется вниз, то основная часть шва оказывается на нижней пластине. Верхняя кромка может только слегка проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться при нагрузке.
Помимо вышеописанных дефектов выделяются еще и некоторые недочеты, которые могут возникнуть в процессе выполнения работы: лунки, пустоты, кратеры, трещины, свищи, образование твердых посторонних включений.
ПОДГОТОВКА СТОРОН ШВА
Осуществляя подготовку поверхностей для тавровых соединений, следует учитывать, что одна из сторон конструкции, подвергающейся сварке, образует горизонтальную плоскость, а другая – вертикальную. Таким образом, между обеими плоскостями образуется прямой угол.
При Т-образном (тавровом) соединении, подготавливать кромку вертикальной плоскости нужно исходя из толщины листов, которые выбраны для сварки. Если толщина металлического листа не превышает показатель в 12 мм, то ему подготовка и вовсе не нужна. Если же толщина варьируется в промежутке от 12 до 25 мм, то на ее кромке надо сделать V-образную подготовительную обрезку. Если же толщина заготовки, предусмотренной для вертикальной поверхности составляет 25-40 мм, то в данном случае нужно создать U-образные скосы кромок в одну сторону. При толщине листа более 40 мм, выполняются скосы кромок с обеих сторон в виде буквы V.
В отличие от таврового, никакой подготовки кромок не требуют нахлесточные угловые соединения. Швы нужно наложить на обе стороны в углах, образующихся после того, как металлические листы будут совмещены, посредством накладки один на одного.
УГЛОВЫЕ ШВЫ ПРИ СВАРКЕ. ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ.
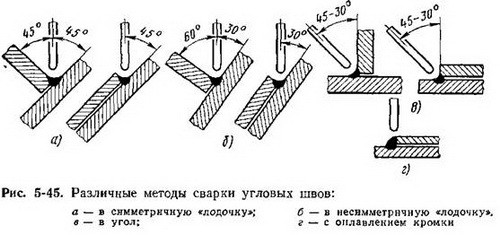
Процесс угловой сварки характеризуется рядом отличительных особенностей. Рассмотрим наиболее приемлемые способы, при помощи которых осуществляется сварка угловых соединений.
Если плоскость шва расположена внизу, то сваривать детали лучше по способу «лодочки». Такой метод позволит получить максимально качественный шов и он хорошо подходит для новичков в выполнении сварочных работ. Изделие ставится в V-образную форму, напоминающую лодку, отсюда и название метода.
Однако, такие подходящие условия для создания углового шва, не всегда присутствуют. Зачастую, в месте соединения металлических изделий посредством «лодочки», тавровые сварные швы образуются таким образом, что одна из поверхностей находится строго в вертикальном положении, другая – в горизонтальном.
В подобной ситуации непросто получить качественное соединение, т.к. в верхней части угла и в горизонтальной плоскости шва деталь может не провариться. На плоскости, расположенной вертикально, могут появиться подрезы. Причиной их возникновения может стать стекающий вниз расплавленный металл.
Для того, чтобы избежать появления вышеуказанных дефектов, важно вести электрод по линии сварки легкими колебательными движениями.
Чтобы исключить риск непровара, возбуждение сварочной дуги должно начинаться на дистанции 3-4 мм от кромки катета на нижней горизонтальной плоскости. После, дугу надо направить на верхнюю точку шва и задержать ее там. Таким образом, вы получите хорошо проваренную деталь.
Для получения качественного и прочного углового сварного шва, нужно четко придерживаться последовательности действий. Для создания углового соединения подойдет любой сварочный аппарат. Не забывайте о мерах предосторожности и выполняйте сварочные работы в защитном костюме и маске.
Активизация знаний обучающихся ( метод мозгового штурма)
Вопросы для обучающихся:
№ 1. Что называется сваркой?
ответ: сваркой называется процесс образования неразъемного соединения металлических изделий путем местного нагревания их до расплавленного состояния.
№ 2. Что такое дуговая сварка?
ответ: дуговая сварка относится к сварке плавлением. при этом виде сварки плавление осуществляется электрической дугой, горящей между электродом и свариваемым изделием.
№ 3. Что называется сварочной дугой?
ответ: сварочной дугой называется мощный электрический разряд, происходящий при атмосферном давлении в газовой среде между электродом и изделием.
№ 4. Что такое сварочный шов?
ответ: сварочный шов представляет собой участок сварного соединения, образовавшегося в процессе кристаллизации расплавленного металла в сварочной ванне.
№ 5. Что такое сварочная ванна?
ответ: сварочная ванна-это часть металла сварного шва, находящегося в момент сварки в расплавленном состоянии.
№ 6. Что такое кратер?
ответ: углубление, образовавшееся в шве по окончании сварки, называется кратером.
№ 7. Что называется сварным соединением?
ответ: сварным соединением называется неразъемное соединение деталей выполняемой сварки.
№ 8. Перечислить инструменты, принадлежности, спецодежду сварщика.
ответ: инструментами и принадлежностями электросварщика являются: держатель электродов, щиток или маска со специальным стеклом - светофильтром, молоток, зубило, стальная щетка, очки слесарные. К спец. одежде относятся: брезентовая куртка и брюки, рукавицы или перчатки сварщика, специальные ботинки, головной убор.
№ 9.Как определяется длина дуги?
ответ: длина дуги определяется расстоянием между торцом электрода и поверхностью сварочной ванны.
2.4. Ответить на вопросы обучающихся по теме.
2.5. Напомнить положения охраны труда при выполнении задачи.
3. Самостоятельная работа обучающихся и текущий инструктаж мастера.
Произвести подготовку пластин и выполнить сварку угловых соединений
3.1. В первые 30 минут работы проверить организацию рабочих мест всех обучающихся к соблюдению ими правил ОТ.
3.2. Проверить правильность выполнения работы и оказать необходимую помощь.
3.3. Произвести разбор ошибок с обучающимися, показать приёмы правильной работы.
3.4. При первом же обнаружении нарушения правил охраны труда остановить работу группы обучающихся, сделать необходимые замечания по устранению недостатков.
4. Произвести приемку выполненной работы обучающимися. Собрать слесарный инструмент, проверить сохранность приспособлений. Произвести контроль складирования заготовок и готовых изделий, уборки рабочих мест. Подготовить группу к заключительному инструктажу.
5. Заключительный инструктаж – 10 минут.
5.1. Произвести анализ работы обучающихся, отметить успехи и ошибки при выполнении работы, дать оценку качества выполненной работы, сделать замечания по организации и уборке рабочих мест, трудовой дисциплине и культуре поведения.
5.2. Объявить тему следующего занятия.
Мастер п/о _____________
Литература
1. Банников Е.А. « Электрогазосварщик» минск « букмастер» 2012 г. стр.40-46; стр 47-70.
2. Казаков Ю.В. « Сварка и резка металлов» М. « академа» 2003 г. стр. 17-19; стр.46; стр.109-122; стр. 124.
3. А.В. Ободянский, И.А. Золотарев « Справочное пособие по сварке сталей». Днепропетровск «Проминь» 1978 г. стр.16-18; стр. 74-79.
4. Подольский Ю.Ф. « Сварочные работы. Электродуговая. Газовая. Холодная, Термитная, Контактная сварка.
Белгород ООО « Книжный клуб» 2013 г. стр.16-19; стр.84-118.
5. Смирнов И.О. « Основы электрогазосварки» М. « Данилов и К0». 2007 г. стр. 16-29; стр.45-47; стр. 49-50.
Скачано с www.znanio.ru








Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.