

Методические рекомендации
по выполнению пояснительной записки к дипломному проекту на тему:
Проект цеха по ремонту аккумуляторных батарей с разработкой технологии диагностирования и зарядки АКБ
специальности 23.02.03 «Техническое обслуживание и ремонт автомобильного транспорта»
кроме расчетно-технологической части проекта представлены ОРГАНИЗАЦИОННО-ЭКСПЛУАТАЦИОННАЯ , конструкторская и экономическая частьметодические рекомендации для выполнения выпучскной квалификационной работы студентов
метод. реком. дипломный проект.doc
Управление образования и науки Тамбовской области
ТОГАПОУ «Аграрнопромышленный колледж»
Методические рекомендации
по выполнению пояснительной записки к дипломному проекту на тему:
Проект цеха по ремонту аккумуляторных батарей с разработкой технологии
диагностирования и зарядки АКБ
специальности 23.02.03 «Техническое обслуживание и ремонт автомобильного
транспорта» ОДОБРЕНО
Предметноцикловой комиссией
«Технический сервис»
Протокол № 6 от «18» февраля 2016 г.
Председатель ПЦК ___________ В.В. Кожарин
Разработчик:
Кожарин Виктор Васильевич,
преподаватель ТОГАПОУ «Аграрно
промышленный колледж».
Рецензент:
Михаил Евгеньевич Ерофеев, глава ООО «Дорожник».
Методические рекомендации по выполнению пояснительной записки к
дипломному проекту на тему: «Проект цеха по ремонту дизельных двигателей с
разработкой технологии диагностирования и зарядки АКБ» разработаны на основе
Федерального
государственного образовательного стандарта среднего «Техническое
профессионального образования, по специальности
обслуживание и ремонт автомобильного транспорта», утвержденной приказом
Министерства образования и науки РФ от «22» апреля 2014 г. № 383.
23.02.03
СОДЕРЖАНИЕ.
СТР.
РАЗДЕЛ 1. ОБЩАЯ ЧАСТЬ.
1.1 Введение. 3
РАЗДЕЛ 2. Расчетнотехнологическая часть.
2.1 Определение объема ремонтных работ, составление годового
плана ремонта и графика загрузки. 5
2.2 Распределение трудоемкости по видам работ. 8
2.3 Определение численности рабочих отделения. 9
2.4 Определение количества основного оборудования. 11
2.5 Расчет площади и планировка производственного корпуса. 14
2.6 Разработка диагностирования и технологии диагностирования
и зарядки АКБ. 16
РАЗДЕЛ 3. ОРГАНИЗАЦИОННОЭКСПЛУАТАЦИОННАЯ ЧАСТЬ.
3.1 Организация технологического процесса ремонта АКБ в отделении. 25
3.2 Организация контроля качества ремонта. 31
РАЗДЕЛ 4. ОХРАНА ТРУДА И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ.
4.1 Мероприятия по охране труда и противопожарной защите в отделении. 33
4.2 Мероприятия по охране окружающей среды. 37
РАЗДЕЛ 5. КОНСТРУКТОРСКАЯ ЧАСТЬ.
5.1 Назначение, устройство и правила эксплуатации
приспособления для снятия крышек АКБ. 39
5.2 Расчет на прочность. 40
РАЗДЕЛ 6. ЭКОНОМИЧЕСКАЯ ЧАСТЬ.
6.1 Расчет прямых затрат. 41
6.2 Расчет накладных расходов. 43
6.3 Расчет себестоимости единицы ремонта. 46
6.4 Определение техникоэкономических показателей. 46
Список использованной литературы. 47 РАЗДЕЛ 1. ОБЩАЯ ЧАСТЬ.
1.1. ВВЕДЕНИЕ.
В современных условиях важное значение приобретает деятельность
сельхозпредприятий по ресурсообеспечению,
эффективному
использованию имеющихся в хозяйствах потенциалу ресурсов. В этой связи важно
иметь на каждом сельхозпредприятии тщательно разработанные организационные,
производственные технические и экономические мероприятия.
наиболее
В России с 1992 г. происходит значительное сокращение потребления
материальных ресурсов. Вследствие этого наблюдается неуклонное снижение
производства объемов сельскохозяйственной продукции. Многие виды работ в
растениеводстве и животноводстве стали выполняться вручную.
Отставание России по эффективности сельскохозяйственного производства от
наиболее развитых капиталистических стран во многом объясняется степенью
ресурсного обеспечения аграрного сектора. Следует отметить, что в РФ
сохраняется устойчивая тенденция сокращения количества тракторов, зерноубороч
ных комбайнов, внесения минеральных удобрений, и вследствие этого сокращается
производство зерновых, молока, мяса и других продуктов питания.
Еще большее сокращение за эти годы произошло в оснащении сельского
хозяйства картофелеуборочными, кормоуборочными, льноуборочными комбайнами,
а также сеялками, культиваторами, доильными установками и другой техникой.
Имеющиеся в аграрном секторе основные фонды быстро устаревают. Поэтому
неизбежно ускоренное снижение производительности труда и рост затрат на
единицу продукции. Происходит резкое сокращение производства сельхозтехники.
Затухает мелиорация и химизация в сельском хозяйстве России.
Важную роль при использовании материальнотехнических ресурсов в сельском
хозяйстве играет объединение фермерских хозяйств на основе кооперативных
соглашений по совместному применению техники во время весеннеполевых работ и
уборке урожая. Коллективное использование сельхозтехники дает возможность
наиболее рационально использовать ее на основе заключаемых договоров между
акционерными обществами и крестьянскими товариществами. Для работников
сельского хозяйства весьма важной задачей является рациональное использование
материальнотехнических ресурсов,
применение
малоотходных и безотходных технологий, повышение качества производимой
сокращение их потерь, продукции. Следует добиваться, чтобы на производство единицы продукции
снижались материальные затраты.
Агропромышленному комплексу страны поставлена задача достижение
устойчивого роста сельскохозяйственного производства, надежного обеспечения
населения продуктами питания, а перерабатывающие предприятия – сырьем. Для
успешного достижения этих целей будет осуществляться дальнейшее техническое
перевооружение сельскохозяйственного производства.
В современных условиях наряду с дальнейшим увеличением выпуска
сельскохозяйственной техники, большое значение приобретает повышение
эксплуатационных качеств, средств механизации, а также коренное улучшение их
использования в хозяйстве.
Современное сельское хозяйство
сложная отрасль материального
производства. Научно – технический прогресс возможен лишь на базе широкого
применения достижения науки, с каждым годом совершенствующейся техники и
передового опыта
В сельскохозяйственном производстве важно постоянно на каждом
предприятии применять интенсивные методы труда, обеспечивающие рост
производительности труда, повышение урожайности сельскохозяйственных культур и
продуктивности животноводства. Основным методом оценки степени интенсивности
труда в сельском хозяйстве являются затраты живого труда на единицу земельной
площади. Следовательно, интенсивность труда предполагает повышение механизации
труда, развитие специализации производства, рост квалификации работников
аграрной сферы. Интенсивность сельскохозяйственного производства предусматри
вает широкое применение комплексной механизации и автоматизации процессов
труда. Иными словами, повышение интенсивности сельскохозяйственного
производства обуславливает снижение затрат труда на величину выпускаемой
продукции и на единицу земельной площади.
Огромное значение для повышения эффективности использования с/х техники
имеет своевременное и правильное техническое обслуживание, а также высокое
качество ремонта. Для этого нужны специализированные мастерские, в которых
качественно и экономично ремонтируется с/х техника.
Цель дипломного проекта состоит в том, чтобы спроектировать отделение
по ремонту аккумуляторных батарей.
Для этого необходимо определить объем ремонтных работ отделения и
составить годовой план ремонта, распределить трудоемкость по видам работ,
определить численность рабочих и количество необходимого оборудования,
произвести расчет площади отделения и на основе полученных данных построить
производственный корпус на чертеже в заданном масштабе.
Кроме этого необходимо разработать диагностирование и технологию зарядки
АКБ, технологический процесс ремонта АКБ в отделении, а также основные
мероприятия по охране труда и окружающей среды.
Конструкторская, а затем и экономическая части являются завершающим
этапом дипломного проекта. РАЗДЕЛ 2. РАСЧЕТНО – ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ.
2.1 ОПРЕДЕЛЕНИЕ ОБЪЕМА РЕМОНТНЫХ РАБОТ И СОСТАВЛЕНИЕ
ГОДОВОГО ПЛАНА РЕМОНТА И ГРАФИКА ЗАГРУЗКИ.
Трудоемкость отделения мастерской определяется по формуле:
Тобщ = Т1*N1+Т2 *N2+Т3*N3+Т4*N4, где
Т1 трудоемкость на ремонт батареи 6СТ55 (легковые автомобили);
Т1 = 5,1 чел.час
Т3 трудоемкость на ремонт батареи 6СТ75 (автомобиль ГАЗ);
Т2 = 5,6 чел.час
Т3 трудоемкость на ремонт батареи 6СТ90 (автомобиль ЗИЛ);
Т3 = 5,9 чел.час
Т4 трудоемкость на ремонт батареи 6СТ190 (автомобиль КамАЗ);
Т4 = 8,5 чел.час
N1 годовая программа ремонта батарей СТ55; N1 = 500
N2 годовая программа ремонта батарей СТ75; N2 = 300
N3 годовая программа ремонта батарей СТ90; N3 = 300
N4 годовая программа ремонта батарей СТ190. N4 = 400
Итого: N = 1500
Тобщ = 5,1*500 + 5,6*300 + 5,9*300 + 8,5*400 = 9400 чел.час
Трудоемкость дополнительных работ не определяется, так как дополнительные
работы выполняются в основной мастерской. После определения общей трудоемкости составляется годовой план загрузки
отделения в виде таблицы.
Годовая загрузка отделения по кварталам распределяется следующим образом:
Первый квартал 28 % ,
Второй квартал 24 % ,
Третий квартал 22 % ,
Четвертый квартал 26 %
На основе полученных данных составляется ведомость загрузки отделения по
кварталам.
Ведомость загрузки отделения.
Таблица 1
№ Наименование
Работ
Годовая
загрузка
Загрузка по кварталам
1
2
3
4
1
2
3
4
Ремонт батареи
6СТ55
Ремонт батареи
6СТ75
Ремонт батареи
6СТ90
Ремонт батареи
6СТ190
2550
714
612
561
663
1680
470
403
370
437
1770
496
425
389
460
3400
952
816
748
884
Всего
9400
2632
2256
2068
2444 Для построения графика загрузки отделения принимаются прямоугольная
система координат. На оси ординат откладываются в масштабе трудоемкость работ
в отделении, на оси абсцисс – время работы отделения по кварталам. Таким
образом, работы по ремонту каждого типа аккумуляторов графически
представляются в виде прямоугольника, площадь которого соответствует объему
работ.
График загрузки отделения Обозначения на графике.
Ремонт аккумуляторной батареи 6СТ55
Ремонт аккумуляторной батареи 6СТ75
Ремонт аккумуляторной батареи 6СТ90
Ремонт аккумуляторной батареи 6СТ190
2.2 РАСПРЕДЕЛЕНИЕ ТРУДОЕМКОТИ ПО ВИДАМ РАБОТ. Распределение трудоемкости по технологическим видам работ производится
в процентном отношении от годовой загрузки для каждого участка отделения.
Данные заносим в таблицу № 2
Распределение трудоемкости по видам работ.
Таблица 2
№
Наименование участка
1
2
3
4
5
Участок приемки и разборки
Участок по ремонту банок и
пластин
Участок сборки полублоков
Участок сборки батарей
Участок зарядки батарей
Итого
%
18,2
22,4
17,5
25,4
16,5
100
Трудоёмкость,
чел.час.
1711
2105
1645
2388
1551
9400 2.3 ОПРЕДЕЛЕНИЕ ЧИСЛЕННОСТИ РАБОЧИХ ОТДЕЛЕНИЯ.
Режим работы в отделении характеризуется числом дней в неделю или
количеством смен.
Согласно К30Ту продолжительность рабочей недели не должна превышать 40
часов. При расчете потребного количества рабочих необходимо соблюдать норму
времени установленную законодательством.
Потребное количество производственных рабочих определяется по формуле:
Рn =
Т
Ф
общ
. рд
.
,
где
Тобщ – общая трудоемкость отделения по ремонту АКБ, чел. час.
Фд.р. – действительный фонд времени рабочего, час.
При пятидневной рабочей неделе действительный фонд времени рабочего
определяется по формуле:
Фд.р. = (dк – dв – dn – do) . Z . K, час. где,
dк , dв , dn , do – число календарных, выходных, праздничный, отпускных дней
планируемого периода (за год)
dк = 365 дн
dв = 103 дн.
dп = 13 дн.
dо = 24 дн.
Z – продолжительность рабочей смены, час.
Z = 8 ч при пятидневной рабочей неделе.
К – коэффициент учитывающий потери рабочего времени (болезни и т.д.)
К = 0,95 0,96.
Взяв за основу приведенные выше числовые данные можно найти
действительный фонд времени рабочего.
Фд.р.= (365 – 103 – 13 – 24) . 8 . 0,96 = 1728 час.
Рn =
9400
1728
44,5
, принимаем 5 чел.
После определения общей численности рабочих отделения по ремонту АКБ,
распределяем принятое количество рабочих по участкам.
Участок приемки и разборки АКБ Рразб =
1711
1728
99,0
, принимаем 1 чел.
Аналогично можно определить количество рабочих по другим участкам.
Полученные данные сводятся в таблицу № 3.
Количество рабочих по участкам.
Таблица 3
Виды ремонтных работ
Трудоем
кость по
видам
работ,
чел. час.
Фонд
времени
рабочего
(час)
Расчетное
число
рабочих
Принятое
число
рабочих
№
п/п
1.
2.
Участок приемки и
разборки
Уч. по ремонту банок и
пластин
1711
1728
0,99
2105
1728
1,22
3.
Участок сборки полублоков
1645
1728
0,95
4.
Участок сборки батарей
2388
1728
1,38
5.
Участок зарядки батарей
1551
1728
0,90
ИТОГО
9400
5,44
1
1
1
1
1
5 2.4 ОПРЕДЕЛЕНИЕ КОЛИЧЕСТВА ОСНОВНОГО ОБОРУДОВАНИЯ
Расчет количества основного оборудования ведется исходя из объема работ,
выполняемых в отделении по видам и фонда времени оборудования.
Nоб =
Т
Ф
общ
об
, где
Туч – трудоемкость работ в отделении по ремонту АКБ, чел. час.
Фоб – годовой фонд времени оборудования, час.
Фоб = (dк – dв – dп) . tсм . n . к, час. где,
dк, dв, dп – количество календарных выходных и праздничных дней,
tсм – продолжительность смены, tсм = 8 час.
n – число смен, n = 1.
к – коэффициент использования оборудования,
к = 0,93 – 0,95.
Взяв за основу приведенные выше числовые данные можно найти фонд
времени оборудования.
Фоб = (365 – 103 – 13) . 8 . 1 . 0,94 = 1873 час.
9400
1873
02,5
, принимаем 5 чел.
Nоб =
После определения общей численности оборудования отделения по ремонту
АКБ, распределяем принятое количество оборудования по участкам.
Участок приемки и разборки АКБ:
Nраз =
1711
1873
91,0
, принимаем 1 ед.
Аналогично можно определить количество оборудования по другим участкам.
Полученные данные сводятся в таблицу № 4
Количество основного оборудования по отделениям.
№
п/п
Виды ремонтных работ
1. Участок приемки и разборки
2. Уч. по ремонту банок и
пластин
3. Участок сборки полублоков
4. Участок сборки батарей
Трудо
емкость
по видам
работ,
чел. час.
1711
2105
1645
2388
Фонд
времени
обору
дования,
час
1873
1873
1873
1873
Таблица 4
Принятое
Расчетное
коли
чество
обору
дования
0,91
1,12
0,88
1,27
коли
чество
оборудо
вания
1
1
1
1 5. Участок зарядки батарей
ИТОГО
1551
9400
1873
0,83
5,02
1
5
Вспомогательное оборудование отделения (верстаки, стеллажи, тумбочки,
столы и т.д.) выбирается в соответствии с производственной необходимостью.
Для подбора необходимого оборудования следует воспользоваться перечнем
оборудования типовой мастерской, которое можно найти в учебнике Л.4.
Подобранное оборудование заносится в таблицу № 5 отдельно для каждого
участка.
Таблица 5.
Спецификация оборудования отделения АКБ.
№
п/п Наименование оборудования
Обозначение
2
3
1. Участок приемки и разборки
Габаритные
размеры,
м
Кол.
шт
.
4
Участок по ремонту банок и пластин
1
1
2
3
5
6
7
4
5
6
7
8
Ванна моечная передвижная
Верстак для разборки АКБ
Тележка для
транспортировки АКБ
4 Шкаф для инструмента и
приспособлений
Установка для высверливания
полюсных выводов
Таль электрическая
Ящик с песком
Итого
Верстак для ремонта АКБ
1
2 Шкаф для инструмента
3
Стеллаж для хранения
запасных частей и деталей
Электротигель для мастики
Станок
сверлильный
Ванна для промывки
Сушильный шкаф
Пресс
Итого
вертикально
ОМ2410
ОРГ203305
ТР0,25
ОРГ1019554
ИС12А
ТЭЗ511
ОПР1025
1
3
1
1
1
1
1
9
ОРГ301102
ОРГ1019554
ОРГ146005
Э302
2Б125
ОП316
П0254
ОКС1671
1
1
1
1
1
1
1
1
8
3. Участок сборки полублоков
Верстак для ремонта АКБ
1
2 Шкаф для инструмента
Установка для обрезки
3
сепараторов
Ящик для негодных деталей
Кондуктор для сборки и
пайки электродов в полублоки
Ванна для промывки крышек,
моноблоков и электродов
4
5
6
ОРГ301102
ОРГ1019554
ОС1221
ОРГ1598
ОМ1316
1
1
1
1
1
1
Потрбн.
мощ
ность,
кВт.
7
2,2
2,2
2,5
2,8
2,0
7,3
Пло
щадь,
м2
6
0,5
1,83
0,35
0,62
0,25
0,48
4,44
0.98
0,62
1,4
0,28
0,62
0,45
0,28
0,30
5,94
0.98
0,62
0,25
0,72
0,12
0,28
5
0,81*0,62
0,87*0,70
0,7*0,5
1,25*0,5
0,5*0,5
1,2*0,4
1,4*0,7
1,25*0,5
1,4*0,5
0,7*0,4
0,95*0,65
0,75*0,6
0,7*0,4
0,6*0,5
1,4*0,7
1,25*0,5
0,5*0,5
1,2*0,6
0,45*0,27
0,65*0,43 АКБ
Итого
Стеллаж для деталей АКБ
1
2 Шкаф для инструмента
3
4
5
6
Стол для сборки АКБ
Печь для нагрева мастики
Стеллаж для АКБ
Бензосварочный аппарат
Итого
4. Участок сборки батарей
6
ОРГ1019501
ОРГ1019554
2314П
ГЧП0112
Э405
АС112
1
1
1
1
1
1
6
5. Участок зарядки батарей
1
2
Стеллаж для зарядки АКБ с
местным отсосом
Тележка для
транспортировки АКБ
ОРГ1254
ТР0,25
3 Шкаф для инструмента и
ОРГ1019554
приспособлений
4 Шкаф для хранения кислоты
5
6
7
Выпрямитель
Электродистилятор
Ванна для приготовления и
слива электролита
Приспособление для розлива
серной кислоты и перевозки
Вентиляционный трубопровод
Пожарный щит
8
9
1
0
ПН121М
ВСА111Б
Д1
ОМ122
ГР4211
МВ5002
1
1
1
1
1
1
1
1
1
1
2,5
2.5
2,5
6
2,97
0,42
0,62
0,5
0,32
0,35
0,12
2,33
1,26
0,35
0,62
0,5
0,12
1,1
0,25
0,24
1,4*0,5
1,25*0,5
1,0*0,5
0,8*0,4
0,7*0,5
0,4*0,3
1,8*0,7
0,7*0,5
1,25*0,5
1*0,5
0,4*0,3
1,0*1,0
0,5*0,5
0,6*0,4
Итого
10
4,95
8,5 2.5 РАСЧЕТ ПЛОЩАДИ И ПЛАНИРОВКА ПРОИЗВОДСТВЕННОГО
КОРПУСА.
Расчет площади отделения производится по двум показателям:
1. По числу производственных рабочих на каждом участке:
Fуч = Руч . fуд, м2, где
Руч – число производственных рабочих на данном участке;
fуд – удельная площадь приходящая на одного производственного рабочего,
справочные данные.
2. По площади занимаемой оборудованием на каждом участке:
Fуч = Fоб . К, м2, где
Fоб – суммарная площадь занимаемая оборудованием на данном участке
(берется из спецификации оборудования).
К – коэффициент рабочей зоны (учитывает проходы между оборудованием,
справочные данные).
Расчет производится для каждого участка по двум формулам, а для
дальнейших расчетов принимается наибольшая из площадей. Данные расчетов
сводятся в таблицу № 6
Производственная площадь отделения по участкам.
Таблица 6
№
п/п
Наименование участка
1. Участок приемки и
разборки
Руч,
чел.
1
2. Участок по ремонту
1
банок и пластин
расчет по числу
рабочих
Расчет по
оборудованию
fуд,
м2
15
14
Fуч,
м2
15
14
Fоб,
м2
4,44
5,94
К
4
4,5
4
Fуч,
м2
20
24
Прини
маемая
площадь
Fпр, м2
20
24 3. Участок сборки
полублоков
4. Участок сборки
батарей
5. Участок зарядки
батарей
ИТОГО
1
1
1
5
15
16
15
15
16
15
73
2,97
2,33
4,95
4
4
4,5
3,5
4
12
10
20
86
15
16
20
96
Площадь вспомогательных помещений не рассчитываем, так как они имеются
в основной мастерской.
После нахождения общей площади отделения переходят к компоновке
производственного корпуса здания на чертеже.
Для отделения принимаем прямоугольную форму.
Исходя из рассчитанной площади получаем:
Длина отделения 12 м
Ширина отделения – 8 м
На чертежном листе формата А1 (24) вычерчиваем отделение по ремонту
АКБ в масштабе 1:25.
Размеры отделения на чертеже:
Длина 480 мм.
Ширина 320 мм. 2.6. РАЗРАБОТКА ДИАГНОСТИРОВАНИЯ И ТЕХНОЛОГИИ ЗАРЯДКИ АКБ.
Для
диагностирования и зарядки аккумуляторных батарей необходимы
следующие контрольноизмерительные приборы, инструменты и оборудование.
Денсиметр со шкалой 1,10—1,30 г/см3 для определения плотности электролита.
Термометр со шкалой от 0 до 70°С для определения температуры электролита в
аккумуляторе батареи при замере плотности, которая изменяется в зависимости от
температуры.
Переносной вольтметр со шкалой 303В для измерения напряжения
аккумуляторов батареи с точностью 0,1 В.
Стеклянная трубка диаметром 8 мм, длиной 100—150 мм для определения
уровня электролита в аккумуляторах батарей; на трубке должны быть деления в
миллиметрах или метки на расстоянии 10 и 15 мм от нижнего конца.
Резиновая груша для доливки в аккумуляторы электролита и
дистиллированной воды, а также для удаления из них лишнего электролита.
Нагрузочная вилка с вольтметром для определения напряжения аккумуляторов
батареи и пробники Э107 и Э108.
Диагностирование аккумуляторных батарей.
П р о в е р к а у р о в н я электролита производится стеклянной трубкой
диаметром 5—6 мм.
Чтобы измерить уровень электролита, надо опустить трубку в наливную
горловину крышки до упора в предохранительную сетку, закрыть ее сверху большим
пальцем, затем вынуть и определить высоту столбика электролита в трубке.
Уровень электролита должен быть на 10—15мм выше предохранительной сетки. Измерение плотности э л е к т р о л и т а дает возможность определить
степень заряженности аккумуляторной батареи. Плотность электролита измеряют
специальным прибором кислотомером.
При измерении плотности электролита необходимо также определить
температуру электролита батареи. Если температура электролита выше или ниже
плюс 15°С, следует привести плотность электролита к 15°С. При изменении
температуры на 15°С плотность электролита изменяется приблизительно на 0,01
г/см3. Температура электролита, °С . . . 45 30 15 0 15 30 45
Поправка к показанию ареометра +0,02 +0,01 0 0,01 0,02 0,03 0,04
Если плотность электролита в отдельных аккумуляторах отличается более чем
на 0,01 г/см3, то ее следует выровнять, доливая электролит плотностью 1,4 г/см3 или
дистиллированную воду. Доливать в аккумулятор электролит плотностью 1,4 г/см3
можно только в том случае, когда батарея полостью заряжена и вследствие
«кипения» электролита обеспечивается быстрое и надежное его перемешивание.
В зависимости от климатической зоны, в которой работают аккумуляторные
батареи, плотность электролита должна соответствовать значениям, указанным
в таблице.
П р о в е р к а нагрузочной вилкой дает возможность определить состояние
аккумуляторной батареи в режиме ее разряда, соответствующего пуску горячего
двигателя. Для этого нагрузочная вилка снабжена набором сопротивлений и
вольтметром. В зависимости от емкости батареи включается необходимая величина
нагрузочного сопротивления гайками 4 и 8.
При проверке нагрузочной вилкой напряжение исправного аккумулятора
должно быть постоянным в течение не менее 5 с. Отверстия в крышках
аккумуляторов при проверке нагрузочной вилкой должны быть закрыты пробками.
Аккумуляторы, плотность электролита в которых ниже 1,200 г/см3, не
рекомендуется проверять нагрузочной вилкой.
Нагрузочная вилка, представляет собой вольтметр с параллельно включенным
нагрузочным сопротивлением. У полностью заряженной и исправной батареи
напряжение аккумуляторов под нагрузкой должно быть не менее 1,9 В. Проверку под нагрузкой проводят в течение 5с, при этом падение напряжения
не должно превышать 0,1 В.
Нагрузочная вилка имеет два сопротивления, рассчитанных на силу тока в
100 и 180 А. Сопротивления включаются гайками, находящимися по сторонам
предохранительного чехла вилки.
При проверке аккумуляторов батарей емкостью от 40 до 60 Ач должна быть
затянута левая гайка, тогда
будет подключена спираль с большим
сопротивлением. При проверке аккумуляторов батарей емкостью от 70 до
100 А ч левая гайка отпускается до отказа, а правая затягивается, при этом
подключается одна спираль с меньшим сопротивлением.
Для проверки аккумуляторов батарей емкостью более 100 Ач обе гайки затяги
ваются, в результате чего обе спирали включаются параллельно, создавая
наибольшую нагрузку на испытуемый аккумулятор — 260 А.
Проверка состояния аккумуляторный батарей нагрузочной вилкой:
аустройство вилки; бзамер напряжения; 1, 3нагрузочные сопротивления – 0,01 и 0,02 Ом;
2,9ножки вилки; 4,8гайки, включающие нагрузочные сопротивления; 5вольтметр;
6рукоятка; 7защитный кожух.
Пробник Э107 предназначен для определения степени разряженности
свинцовых аккумуляторных батарей со скрытыми межэлементными соединениями,
номинальным напряжением 12В и емкостью 55—190 Ач. Пробник состоит из вольтметра, контактной ножки и щупа, двух нагрузочных
резисторов и контактной гайки.
Для проверки необходимо завернуть контактную гайку пробника до упора.
Затем острие контактной ножки плотно прижать к « + », а штырь щупа к «—»
выводов батареи и держать не более 5 с. При сопротивлении нагрузки 0,1 Ом,
эквивалентной стартерной, исправная аккумуляторная батарея должна отдать
напряжение на вольтметр пробника не менее 8,9 В.
Пробником Э108 проверяют отдельные банки аккумуляторной батареи с
номинальным напряжением 2В не соблюдая полярности, так как вольтметр имеет
двустороннюю шкалу, а три нагрузочных резистора на 0,0126; 0,0078; 0,0052 Ом и
две контактные гайки дают комбинации включения сопротивлений на проверку
аккумуляторных батарей соответствующей емкости 45 100; 100 145 и 145
190 Ач. Для проверки включается сопротивление нагрузочного резистора, которое
соответствует емкости батареи, затем контактные ножки прижимаются к выводам
проверяемого аккумулятора не более 5 с. Заряженный аккумулятор должен отдать
на вольтметр пробника напряжение под нагрузкой не менее 1,8—1,7 В. Падение
напряжения на 0,1В соответствует 25% разряда. Не допускаются к эксплуатации
аккумуляторные батареи с разрядом по напряжению более чем на 25% зимой и на
50% летом. Во время проверки напряжения пробки всех аккумуляторов батареи
должны быть закрыты.
Заряжать батарею следует только через 4—5 ч после заливки электролита.
Свинцовокислотные аккумуляторные батареи можно заряжать от любого
источника постоянного тока при обязательном условии, что его напряжение больше,
чем напряжение заряжаемой аккумуляторной батареи. Источником тока для
зарядки аккумулятора обычно являются специальные зарядные устройства:
зарядные агрегаты, электродвигатель с генератором постоянного тока, выпрямители ВСА5, ВСА6Л1, ВСА10, ВСА111 и др. Значение тока для любого этапа заряда
может быть определено по формуле:
I = (Uист – Uб )/R,
где Uист — напряжение источника тока, В; Uб— напряжение батареи в данный
момент заряда, В; R — общее сопротивление зарядной цепи, Ом.
Из данной формулы следует, что при равенстве напряжения зарядного устройства и
батареи зарядный ток равен нулю; если напряжение батареи меньше, чем
напряжение зарядного устройства, то зарядный ток больше нуля, а если
напряжение батареи больше напряжения зарядного устройства, то ток потечет в
обратном направлении и батарея будет разряжаться.
Напряжение батареи при заряде изменяется в зависимости от степени ее
заряженности и температуры электролита. Поэтому в процессе заряда
аккумуляторной батареи необходимо регулировать напряжение источника питания.
Процесс заряда может вестись различными способами, основные из которых будут
рассмотрены ниже.
Заряд при постоянной силе тока.
При этом способе значение зарядного тока в течение всего времени заряда
Этот способ является основным и наиболее
остается постоянным.
универсальным. Заряжаемые батареи соединяют последовательно между собой.
Последовательно с ними включают и реостат, с помощью которого регулируют
силу зарядного тока; для этой цели применяются и другие регуляторы, например
тиристорные, которые, периодически включая и выключая сопротивление в цепи,
меняют значение тока так, что среднее его значение оставалось постоянным во
времени. Число одновременно включенных на заряд батарей зависит от
напряжения сети UC,, к которой подключается группа батарей. Для полного
заряда свиицовокислотной аккумуляторной батареи требуется напряжение 2,7
В на элемент, т. е. на 12вольтовую батарею надо подать напряжение, равное 16,2
В.
Отсюда число батарей п в группе можно рассчитать по формуле
где Uс напряжение сети; Uб напряжение батарей в конце заряда.
n=Uc /Uб
Число групп батарей, которое можно подключить к зарядному источнику,
определяется его мощностью:
m = Pн/(Uc I3)=IH/I3,
где m число групп; Рн номинальная мощность источника тока; Iн номинальный
ток нагрузки на зарядный источник; I3 зарядный ток.
Сила зарядного тока для каждого типа батарей определяется из выбранного
режима заряда: при 20часовом Iз=0,05 С20 А, при 10часовом I3 = 0,1 С10 А, при
ускоренном двухступенчатом — первая ступень заряда, продолжающаяся до
напряжения 2,4 В на элементе,
I3 = 1,5 С20 А, вторая ступень заряда,
продолжающаяся до полного заряда, I3=0,1С20А. Заряд батареи проводится до
достижения обильного газовыделения, постоянства напряжения и плотности
электролита в течение 2 ч. Газовыделение при заряде является результатом разложения воды, которое
начинается при достижении определенного напряжения. На разложение воды
расходуется значительное количество энергии,
заряде
аккумуляторной батарее необходимо сообщать в 1,2—1,5 раза больше
электричества, чем было получено при разряде. Напряжение аккумулятора в
процессе заряда увеличивается, достигая к, концу заряда 2,5— 2,7В при
положительных температурах.
поэтому при
В каждую группу следует подключать максимально возможное число батарей
с тем, чтобы в реостате гасилось, как можно меньше энергии. Все батареи
одной группы должны иметь примерно одинаковую емкость и одинаковую
степень разряда.
Разность плотностей электролита в полностью заряженных аккумуляторных
элементах батареи не должна превышать 0,01 г/см3. Для выравнивания плотностей
электролита в батареях, имеющих отдельные элементы с пониженной плотностью
электролита, эти батареи дополнительно дозаряжают в течение 2 ч.
Если плотности электролита в отдельных элементах после дозарядки батарей
не выравнялись или плотность электролита во всех элементах батареи оказалась
несколько выше или ниже нормы, то ее необходимо откорректировать до
нормального значения с точностью ±0,01 г/см3. Корректировка производится в
батарее, включенной на заряд,
когда обильное газовыделение обеспечивает
хорошее перемешивание электролита.
Корректировку плотности электролита рекомендуется проводить следующим
образом. Если плотность электролита, приведенная к 25°С, ниже требуемой, то в
аккумуляторы доливают электролит плотностью 1,40 г/см3, а если она выше —
доливают дистиллированную воду. Сначала из аккумулятора в зависимости от
имеющейся и требуемой плотности отбирают определенный объем электролита.
Затем доливают определенное количество электролита плотностью 1,40 г/см3 или
дистиллированной воды. И, наконец, через 30 мин проверяют плотность
электролита в аккумуляторах, При нормальном ее значении доводят уровень электролита до нормы. Если разница между фактической и требуемой
плотностями электролита велика, то операцию отбора доливки повторяют три
четыре раза с интервалами между ними в 30 мин. Это необходимо для
выравнивания плотности электролита в аккумуляторе.
Основными недостатками такого способа заряда свинцовокислотных
аккумуляторных батарей являются: большая продолжительность, необходимость
постоянно контролировать и регулировать силу зарядного тока, нерациональный
расход электроэнергии на электролиз воды в конце заряда, вредное влияние
перезаряда на разрушение электродов. При этом способе в конце заряда
наблюдается значительное повышение температуры электролита, что отрицательно
влияет на срок службы аккумуляторной батареи. В связи с этим инструкцией по
эксплуатации рекомендовано при повышении температуры электролита до 45°С
снижать зарядный ток в два раза или прервать заряд для охлаждения
электролита до 30 35° С.
Заряд при постоянном напряжении. Этот способ заряда обеспечивает
простоту проведения и поддержания режима заряда. Аккумуляторные батареи в
этом случае подключаются непосредственно (без реостатов) к источнику энергии,
зарядное напряжение которого поддерживается постоянным в течение всего
процесса. Напряжение источника должно быть равно зарядному напряжению
аккумуляторной батареи т. е. на каждый аккумуляторный элемент должно
приходиться 2,4—2,5 В. Следовательно, общее напряжение источника энергии
составит для 6вольтовых батарей 7,2—7,5 В, для 12вольтовых—14,4—15,0 В.
Значение зарядного тока для каждой из заряжаемых батарей устанавливается
автоматически и зависит от технического состояния батареи (степени разряда,
температуры электролита и т.д.). Значение начального зарядного тока для
полностью разряженной батареи составляет 1,0—1,5 С20 А. В процессе заряда,
когда напряжение батареи постоянно возрастает, сила тока понижается и к концу
заряда становится заметно меньше, чем сила тока при заряде способом постоян
ства тока. При правильно выбранном значении напряжения среднее значение тока
приблизительно равно 0,1 С20 А.
В начале заряда ток достигает наибольшего значения (Iэ = 1,0 С20 А), так как
ЭДС батареи в это время имеет наименьшее значение. Однако в процессе заряда
ЭДС возрастает, а зарядный ток уменьшается и через 2—4 ч достигает
сравнительно малого значения (8—10 А). При данном способе батарею заряжают
до 90— 95 % ее номинальной емкости, так как зарядный ток в конце заряда падает
почти до нуля.
Несмотря на различие в значениях тока, общая продолжительность полного
заряда батарей при обоих методах одинаковая. Но тем не менее заряд при
постоянном напряжении в ряде случаев предпочтителен, так как сообщенная в
этом случае энергия расходуется в основном непосредственно на сам процесс
заряда, когда еще невозможно газовыделение, и только незначительную часть
энергии батарея получает при напряжении, когда уже возможно газовыделение.
Заряд при постоянном напряжении позволяет вести форсированный процесс
заряда, который известен под названием «закона амперчасов». Суть такого метода
заключается в том, что аккумуляторная батарея должна заряжаться током,
численно равным 95 % емкости, которую ей надо сообщить, т. е. заряд должен постепенно снижаться так, чтобы зарядный ток был всегда меньше, чем количество
амперчасов, которое недостает батарее до получения полного заряда. Таким
образом, заряд будет протекать без перегрева электролита и чрезмерного
газовыделения. Как показывает практика, заряд, проведенный согласно закону
амперчасов, позволяет восстановить 90 % емкости, снятой с батареи за 2,5 ч. Для
полного заряда батареи этим методом требуется 4 4,5 ч.
Для отключения зарядного агрегата в конце заряда обычно применяют
автоматические устройства. Это может быть комбинация чувствительного реле
напряжения с часовым механизмом или счетчик амперчасов. Реле напряжения
пускает часовой механизм при достижении заданного значения напряжения
батареи. Часовой механизм отключает зарядное устройство.
Контрольнотренировочный цикл (КТЦ).
Он проводится с целью
определения технического состояния аккумуляторной батареи, проверки ее по
емкости, выявления отстающих аккумуляторов в батарее, и прочих неисправ
ностей. Для автомобильных батарей, залитых электролитом, КТЦ проводится
один раз в год и в тех случаях, когда необходимо определить отдаваемую
батареей емкость и оценить пригодность ее к дальнейшей эксплуатации.
Порядок проведения КТЦ: заряжают аккумуляторные батареи при постоянной
силе тока I3 = 0,1 С20 А до напряжения не менее 2,4 В на каждом аккумуляторе
батареи, а затем снижают ток до значения I3 = 0,05С20А и ведут процесс до
полного заряда батареи. Контрольный разряд проводится постоянным током Iр =
0,05 С20 А до конечного напряжения на аккумуляторе, равном 1,75 В.
В процессе разряда определяется его продолжительность и температуру
электролита. После разряда аккумуляторные батареи заряжаются обычным
способом и годные из них направляются в эксплуатацию.
Емкость батареи, снятая при разряде, приводится к температуре 25°С; в
период гарантированного срока эксплуатации она должна быть не менее 90 % от
номинального значения. Если же емкость аккумуляторной батареи снизится до 40
% номинального значения, то такая батарея подлежит списанию.
Конец зарядки определяют по кипению электролита и повышению напряжения до
2,6—2,7В на элемент, если в течение 2 ч плотность электролита и напряжение не
изменяются. В ходе зарядки температура электролита не должна превышать 45°,
при большей температуре зарядка прерывается для охлаждения электролита.
Зарядка по описанному режиму длится значительное время, обычно 15—20 ч.
Имеются способы ускоренной зарядки аккумуляторных батарей. Сущность их
состоит в том, что при зарядке батареи с помощью специальных устройств импульсы
весьма большого зарядного тока чередуются с импульсами слабого разрядного
тока. Это позволяет значительно повысить величину зарядного тока, обычно до 1/3
емкости, и сократить время заряда до нескольких часов.
По окончании зарядки дается выдержка примерно 30 мин. После этого, засасывая
электролит из аккумуляторов ареометромкислотомером, проверяют плотность
электролита. При необходимости плотность электролита доводят до нормы в
соответствии с климатическими условиями района эксплуатации аккумуляторной
батареи.
Не допускаются к эксплуатации аккумуляторные батареи с разрядом по
плотности электролита более чем на 25% зимой и 50% летом. РАЗДЕЛ 3. ОРГАНИЗАЦИОННО ЭКСПЛУАТАЦИОННАЯ ЧАСТЬ
3.1. ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
РЕМОНТА АКБ НА ОТДЕЛЕНИИ.
В процессе эксплуатации в результате износа аккумуляторных батарей
неизбежно возникает потребность в их ремонте. Наблюдения показывают, что
около 60 % аккумуляторных батарей выходят из строя вследствие разрушения
положительных электродов. Следует иметь в виду, что у большинства вышедших
из строя батареи отрицательные электроды, моноблоки и другие детали могут
быть использованы для дальнейшей эксплуатации.
В зависимости от характера неисправностей и объема работ по их устранению
ремонт автомобильных аккумуляторных батареи подразделяют на следующие
четыре вида: текущий, средний, капитальный и восстановительный.
Текущий ремонт заключается в замене заливочной мастики, припайке
перемычек, напайке выводов, замене крышек аккумуляторов
Средний ремонт заключается в замене моноблока и сепараторов.
Капитальный ремонт
аккумуляторных батарей определяется
необходимостью замены полублоков одной из полярностей электродов. Замену
моноблока, крышек и сепараторов осуществляют по необходимости.
Восстановительный ремонт заключается в замене полублоков обеих
полярностей электродов. Замена моноблока, крышек, сепараторов производится
также по необходимости.
Название вида ремонта является в определенной степени условным понятием,
так как некоторые работы, выполняемые при несложных ремонтах батарей, могут
выполняться иногда и при ремонтах с большим объемом работ.
Капитальный ремонт требует наличия специального инструментa для разборки
батарей, приспособлений для пайки электродов и литья отдельных деталей. Поэтому капитальный ремонт батарей, как правило, следует производить только в
специальной мастерской,
оснащенной необходимым оборудованием,
инструментом и запасными деталями. При капитальном ремонте наряду с
годными деталями ремонтируемых батарей используются поставляемые
аккумуляторными заводами унифицированные детали, изготовление которых
в ремонтных мастерских невозможно и нецелесообразно (напр., моноблоки,
крышки, сепараторы, электроды и т. д.).
Восстановительный ремонт аккумуляторных батарей может осуществляться
двумя способами.
При первом способе аккумуляторную батарею
восстанавливают, заменяя вышедшие из строя электроды новыми, т. е.
используют запасные части. Второй способ основан на использовании
отремонтированных и восстановленных деталей аккумуляторной батареи.
Технологический процесс ремонта батарей. Аккумуляторные батареи,
требующие ремонта, поступают на участок приемки и разборки, где проверяют их
техническое состояние и устанавливают вид ремонта. Аккумуляторная батарея,
поступающая в ремонт, предварительно очищается от загрязнений.
Затем ее осматривают для установления внешних дефектов: трещин бака и
крышек, растрескивания и отслаивания мастики, окисления контактов,
состояния выводных штырей и перемычек. Ремонту с разборкой подлежат
батареи, если бак имеет сквозные трещины или крышки отдельных элементов
расколоты, или при испытании под нагрузкой напряжение хотя бы на
одном элементе падает до нуля менее чем за 5 секунд. При этом
работоспособность этого элемента не восстанавливается после промывки
дистиллированной водой и проведения тренировочного цикла разряда —
заряда.
Если батарея не требует разборки (облом выводных клемм, трещина в
крышке аккумулятора, необходимость перезаливки мастикой), ее направляют в
ремонтносборочное отделение, где устраняют эти неисправности, а затем —
на участок зарядки.
Аккумуляторные батареи,
требующие капитального
ремонта или
восстановительного, разбирают и дефектуют. Перед разборкой из аккумуляторной
батареи сливают электролит, для чего
батарею устанавливают в ванну в
опрокинутом положении на 3—5 мин.
После слива электролита разборку
батарей начинают с удаления
перемычек
и выводных клемм.
Годные перемычки (МЭС) после
мойки направляют на сборочный
участок для повторного использования,
негодные — в литейное отделение на
переплавку. После этого батареи
помещают под отражательный колпак
печь для размягчения мастики.
а Мастику удаляют и после промывки и нейтрализации повторно используют,
направляя ее на переплавку.
Снятие межэлементных соединений производится после высверливания выводных
штырей специальной трубчатой фрезой, вставленной в коловорот. Перед
обработкой штырь накернивают и засверливают по центру для создания
направления центрирующей части фрезы. Освобожденную перемычку
снимают съемником.
Для удаления заливочной мастики, предварительно подогретой с помощыо
нагревательного колпака применяют деревянные лопатки. Можно удалять
мастику предварительно нагретыми до 180—200° С металлическими лопатками или
нагревательной лопаткой, устроенной аналогично эл. паяльнику. Снимают
съемником крышки элементов, извлекают из сосуда блоки пластин, разделяют их
на полублоки положительных и отрицательных пластин и удаляют сепараторы.
После стекания электролита с пластин и немедленной их промывки в проточной
блоки отрицательных пластин укладывают в сосуд, заполненный
воде
дистиллированной водой, где они хранятся до сборки.
Нагревательный колпак для разогрева мастики:
а — колпак, б — аккумуляторная батарея, покрытая колпаком
Все детали батареи после ее разборки (кроме деталей, имеющих явные признаки
для выбраковки) промывают в ванне с проточной водой в течение 10— 15 мин и
просушивают. Блоки пластин просушивают в сушильном шкафу (печи) при темпера
туре 80—90°.
После удаления мастики специальным съемником снимают крышки
аккумуляторов и при помощи экстрактора поочередно извлекают блоки
электродов. Вынутые блоки электродов ставят наклонно на моноблок на 2— 3 мин, чтобы дать стечь с них остаткам электролита. Извлеченные из ячеек блоки
электродов разбирают вручную на полублоки положительных и отрицательных
электродов.
Предохранительные винипластовые щитки и синтетические сепараторы, не
имеющие трещин, сквозных отверстий и сколов углов, промывают в
дистиллированной воде, сушат и направляют на сборочный участок для повторного
использования.
Аккумуляторные крышки и пробки очищают от остатков мастики, промывают в
горячей воде и высушивают. Крышки, не имеющие сквозных трещин, срыва
резьбы заливочного отверстия, сколов углов и кромок, а также повреждений
свинцовых втулок, считают годными к дальнейшему использованию.
Моноблоки аккумуляторов также очищают от остатков мастики, тщательно
удаляют осадок активной массы электродов. После промывки и сушки
моноблоки,
не имеющие явно выраженных повреждений, проверяют на
герметичность стенок и перегородок. Годные моноблоки направляют на сборочный
участок, а моноблоки, имеющие устранимые дефекты, — в ремонт.
Съемник крышек аккумуляторных батарей:
1 — губки, 2 — шток, 3 — собачка, 4 — рукоятка, 5 — скоба
Полублоки положительных и отрицательных электродов дефектуют в
соответствии с техническими требованиями при приемке аккумуляторных
батарей в восстановительный и капитальный ремонт. При отсутствии
браковочных дефектов полублоки электродов промывают дистиллированной
водой, затем их разбирают, выпиливая годные электроды из мостика баретки и
сохраняя длину ушков электродов, направляют на сборочный участок.
Электроды, имеющие укороченные ушки, наплавляют в шаблоне. Отрицательные и положительные электроды, поступающие из разборочного
участка, если они имеют разбухшую или непрочно держащуюся активную
массу, опрессовывают.
На сборочном участке собирают и комплектуют все детали и материалы,
необходимые для ремонта аккумуляторных батарей.
Отремонтированные положительные и отрицательные электроды, а также
новые электроды после зачистки ушков металлической щеткой собирают в
полублоки и сваривают водородным пламенем или раскаленным угольным
электродом в кондукторе. Из полублоков собирают блоки электродов таким
образом, чтобы каждый положительный электрод находился между двумя
отрицательными.
Сепараторы вставляют рифленой стороной к положительному электроду.
Собранные таким образом блоки вставляют в ячейки моноблока в
соответствии с установленным для данного типа батареи чередованием
полярности, сверху на кромки сепараторов помещают винипластовые
предохранительные щитки.
Приспособление для сборки полублока пластин аккумулятора.
При сборке применяют приспособление, обеспечивающее установку пластин на
одинаковом расстоянии друг от друга. К выступающим концам ушек пластин
приваривают угольным электродом баретку.
с
отрицательным полюсом батареи (напряжение 12В, емкость не менее 100 А.ч), а
деталь — с положительным полюсом. В качестве присадочного материала
используют пруток свинца, а флюсом служит стеарин.
При установке полублоков следует проследить, чтобы каждая положительная
пластина была расположена между двумя отрицательными, а при установке
сепараторов — ребристая сторона их была бы обращена к положительной пластине.
Собранные блоки устанавливают в отделения бака аккумуляторной батареи.
Пластины должны входить в отделение бака с некоторым усилием. Если они не
Электрод соединяют входят, то их обжимают под прессом или в тисках. Если пластины входят слишком
свободно, то устанавливают для уплотнения дополнительные сепараторы.
При установке крышек зазоры должны быть уплотнены асбестовым шнуром.
Вольтметром проверяют, нет ли коротких замыканий. Отдельные аккумуляторы
соединяют в батарею. На выводные клеммы блоков пластин надевают и
приваривают межэлементные соединения.
Наплавку выводных клемм свинцом осуществляют при помощи специальных
форм, имеющих определенный размер для положительных и отрицательных штырей.
Собранные батареи заливают мастикой с температурой 175— 180°С. Состав
мастики: битум нефтяной № 5—70%, авиационное масло марки МК22 — 20% и
сажа — 10%.
Наплавка выводных клемм аккумулятора при помощи формы
После сборки аккумуляторные батареи заливают электролитом. Плотность
электролита при разряженной батарее 1,125 г/см3, при заряженной батарее — 1,32
г/см3. Уровень электролита должен быть выше пластин на 10—15 мм. Затем батарея
должна постоять 4—6 ч для того, чтобы пластины хорошо пропитались
электролитом. Затем осуществляют проверку уровня электролита и при
необходимости доливают его. Батарея должна быть полностью заряжена током
(величина тока устанавливается техническими условиями) до обильного выделения
газов и постоянства напряжения в течение 2 ч.
Температура электролита при заряде не должна превышать 45°С. Для
охлаждения электролита заряд прерывают. В конце заряда плотность электролита
доводят до 1,2801,285 г/см3 при температуре 25°С. Для этого резиновой
грушей удаляют часть электролита и вновь доливают дистиллированную воду или
электролит, добиваясь нужной плотности электролита в каждом аккумуляторе.
Все отремонтированные аккумуляторные батареи испытывают на герметичность
и на величину напряжения под нагрузкой. 3.2. ОРГАНИЗАЦИЯ КОНТРОЛЯ КАЧЕСТВА РЕМОНТА АКБ.
Выпускаемая отделением АКБ должна соответствовать установленным
техническим условиям. Строгое соблюдение технических условий на ремонт АКБ
имеет важнейшее значение, так как позволяет обеспечить выполнение АКБ
межремонтной наработки, продлить срок их службы, уменьшить эксплуатационные
расходы.
Под качеством ремонта понимается степень соответствия выпускаемой из
ремонта АКБ техническим условиям,
гарантирующим нормальную её
работоспособность в течение определенного времени.
Качество ремонта зависит от качества ремонтной документации, ремонтного
оборудования и инструмента, качества запасных частей и материалов, а также
качества труда людей, ремонтирующих АКБ.
В задачи контроля качества ремонта АКБ входят: предупреждение брака;
проведение мероприятий по повышению качества ремонта; выявление, учет и анализ
брака и обеспечение выпуска высококачественной готовой продукции.
Для предотвращения брака контроль за качеством ремонта АКБ проводится на
разных этапах производственного процесса и подразделяется на предварительный,
пооперационный и окончательный.
Предварительный контроль – это контроль, в процессе которого
осуществляется систематическая проверка правильности выполняемой технологии
ремонта АКБ, проверяются точность работы оборудования, инструмента и
приспособлений, качество режущего и измерительного инструментов.
технологического процесса.
Окончательный контроль заключается в проверке полностью восстановленных
деталей, отремонтированных сборочных единиц и АКБ в целом.
Эксплуатационный контроль – это проверка отремонтированных АКБ в
условиях эксплуатации.
При проведении контроля пользуются следующими способами: визуальным,
геометрическим, качественным и специальным.
Пооперационный контроль проводится после каждой операции
Визуальный контроль заключается в наружном осмотре деталей; Геометрический – в проверке геометрических параметров деталей с
помощью различных инструментов и приборов;
Качественный – в определении различных качеств восстановленных деталей,
сборочных единиц и АКБ в целом.
Приемка АКБ, поступающей на ремонт, сопровождается наружным осмотром.
При этом обращается внимание на комплектность поступающей АКБ. Поступающие
запасные части контролируются с целью выявления соответствия их техническим
условиям на изготовление. Проверяются размеры, масса, твердость, качество
поверхностей и другие параметры. Контроль качества очистки и мойки проводится
наружным осмотром. При этом нужно просмотреть наиболее труднодоступные для
очистки и мойки места.
Объектами контроля на данном этапе производственного процесса являются также
применяемые инструменты (скрепки, щетки) и оборудование. После проведения
ремонта и технического обслуживания проводится их технический контроль, то
есть проверка соответствия проведенного ремонта техническим условиям,
указанным в технологических картах.
В ремонтных мастерских контроль за качеством ремонта осуществляет
инженер по техническому контролю.
Постоянное рабочее место инженераконтролера должно находиться в мастерской
и оснащено комплектом контрольноизмерительного инструмента, приборами и
технической документацией (альбомами технологических карт на ремонт,
техническими условиями, инструкциями и т. д.).
Инженерконтролер обязан систематически следить за качеством ремонта узлов и
агрегатов, поступающих из специализированных мастерских и заводов.
Отремонтированные в отделении АКБ выдаются заказчику только после приемки
их инженером по техническому контролю.
Инженерконтролер обязан: проверять качество отремонтированных АКБ и в
случае недоброкачественного ремонта, нарушения технологии и организации
производства требовать устранения недостатков; проверять детали, признанные
годными к постановке на АКБ, а также выбракованные детали; принимать участие в
приемке в ремонт АКБ и выдаче из ремонта; проверять качество поступающего в
отделение ремонтнотехнологического оборудования, запасных частей и ремонтных
материалов; периодически проверять состояние мерительного инструмента, приборов
и приспособлений, используемых для контроля качества ремонта; выявлять
причины неисправностей или поломок АКБ на основании актов рекламаций или
заявлений, поступающих от потребителей.
В условиях мастерских работник по техническому контролю проверяет качество
ремонта как на рабочих местах по ремонту узлов, так и на специальном рабочем
месте контролера. Контрольноизмерительные приборы и инструмент должны иметь
паспорта, удостоверяющие их пригодность к использованию, и периодически
проходить проверку на специальных контрольных пунктах.
Документация при контроле. Основными документами контроля АКБ служат:
ведомость дефектов, сметная калькуляция на работы, журнал испытаний АКБ, акт
приемки из ремонта. их
Ведомость дефектов составляется при дефектовке деталей после разборки АКБ.
Начальная часть ведомости содержит данные об АКБ: наименование заказчика;
модель АКБ; вид последнего ремонта и выработка после него; вид ремонта, и т. д.
Во вторую часть заносят данные о деталях,
имеющих дефекты.
В третью часть ведомости заносят ремонтные и монтажные работы, нормы, расценки
и
ведомости
содержит перечень расходуемых ремонтных материалов и их стоимость.
В пятой части дается сводная таблица затрат и определяется общая стоимость
ремонта АКБ.
Помимо этого, контролер ведет учет актов, поступающих от заказчиков, на
дефекты, обнаруженные у отремонтированной АКБ (актырекламации), а также
ведет учет бракованной продукции ремонтного предприятия.
Четвертая
стоимость.
общую
часть
РАЗДЕЛ 4. ОХРАНА ТРУДА И ПРОТИВОПОЖАРНЫЕ
МЕРОПРИЯТИЯ В ОТДЕЛЕНИИ.
4.1. МЕРОПРИЯТИЯ ПО ОХРАНЕ ТРУДА И ПРОТИВОПОЖАРНОЙ
ЗАЩИТЕ ПРОЕКТИРУЕМОГО ОТДЕЛЕНИЯ.
В предлагаемом дипломным проектом отделении по ремонту АКБ
предусматривается на всех уровнях и участках внедрить современные средства
техники безопасности и обеспечить санитарно – гигиенические условия,
устраняющие производственный травматизм и профессиональные заболевания.
Администрация и рабочие должны строго соблюдать все установленные правила
техники безопасности. Основные положения правил техники безопасности вывесить
на видном месте в отделении, назначить начальника отделения ответственным
лицом за соблюдение правил техники безопасности, а также за проведением
инструктажа по технике безопасности.
Руководство цеха по согласованию с профсоюзным комитетом должно
разрабатывать годовые планы мероприятий по охране труда и составлять заявки на
ассигнование средств на их проведение. Источником финансирования мероприятий
по технике безопасности должны являться средства на общепроизводственные
расходы отделения,
предусматривающиеся статьями производственно
финансового плана.
Рабочим при обслуживании и ремонте аккумуляторных батарей приходится
иметь дело со свинцом и его соединениями, представляющими собой медленно
действующие яды. Отравляющее действие на организм свинцовой пыли, паров
свинца и его соединений, раздражающее действие серной кислоты на слизистую оболочку и дыхательные пути, ожоги, причиняемые серной кислотой при попадании
ее на кожу, взрывоопасность гремучего газа — все это требует от «рабочего
аккумуляторной мастерской строгого соблюдения правил
техники
безопасности.
Рабочие отделения должны знать безопасные методы труда, для чего при
поступлении на работу они проходят вводный инструктаж, затем инструктаж на
рабочем месте и обучение основам техники безопасности. Все работники
аккумуляторной мастерской независимо от их квалификации и стажа работы не
реже I одного раза в шесть месяцев проходят повторный инструктаж. Это
необходимо для лучшего усвоения работающими полученных ими ранее знаний и
безопасных приемов работы.
I
Все поступающие на работу в аккумуляторное отделение должны пройти
предварительный медицинский осмотр и в дальнейшем проходить медицинское
освидетельствование один раз в шесть месяцев.
В целях предупреждения производственного травматизма необходимо как
можно шире использовать средства наглядной агитации: лозунги, плакаты, а также
способствовать внедрению рационализаторских предложений, улучшающих
технологический процесс ремонта и заряда АКБ.
Для рабочих в аккумуляторном отделении соблюдение правил техники
безопасности имеет особенно большое значение. Выделяющийся в процессе заряда
батарей водород при определенной концентрации образует с кислородом воздуха
«гремучий газ», взрывающийся даже от небольшой искры.
Перед постановкой аккумуляторной батареи на заряд необходимо прочистить
вентиляционные отверстия и вывернуть пробки, чтобы не допустить скопления
внутри элементов большого количества гремучего газа, приводящего к разрыву
крышек аккумуляторов.
При плавке свинца оксиды, образующиеся на его поверхности, нужно удалять
металлической шумовкой и сбрасывать в ящик с плотно закрытой крышкой.
Открывать крышку следует только во время сбрасывания оксидов. Работать
мокрым черпаком или заливать свинец в сырые, непрогретые формы воспрещается.
При отливке свинцовых деталей охлаждать их водой категорически
воспрещается, так как вода, попадая в расплавленный свинец,
интенсивно
испаряется и увлекает за собой частицы свинца, которые при попадании на кожу
могут причинить ожоги. Для защиты от ожогов при работе с расплавленным
свинцом рабочий должен надевать защитный резиновый фартук, резиновые
перчатки, резиновые полу сапоги и защитные очки.
Для улучшения общих условий труда отделение должно быть оборудовано
хорошо работающей вентиляцией с обязательным устройством отсосов на каждом
рабочем месте, где выполняются производственные операции, связанные с
выделением пыли, свинца и его оксидов. Скорость всасывания воздуха в приемных
отверстиях вытяжных устройств должна быть 1,54 м/с; вентиляция должна
обеспечивать в помещении шестивосьмикратный обмен воздуха в 1 час.
Особенно активно выделяются пары при расплавлении свинца электрической
дугой. Все работы необходимо проводить в респираторе. На рабочих местах по
ремонту электродов, отливке свинцовых деталей и сборке аккумуляторных батарей следует пользоваться респиратором марок РПГ67, У2К, Ф62Ш, «Лепесток200,
40, 5» и др.
При замене пластин одежда и руки рабочего постоянно загрязняются
соединениями свинца, поэтому необходимо работать в хлопчатобумажном костюме
с кислотостойкой пропиткой, резиновом фартуке и перчатках.
При приготовлении заливочной мастики и при работе с ней надо опасаться
ожогов. Кроме того, от постоянного соприкосновения с маслом, входящим в
состав мастики, появляются кожные заболевания, поэтому перед началом работы
необходимо смазывать руки вазелином.
При сверлильных операциях можно пользоваться только электродрелями,
которые рассчитаны на напряжение не выше 220 В. К работе с электродрелью
могут быть допущены только те рабочие, которые усвоили правила техники
безопасности при работе с электроинструментами. Ручка электродрели и ввод
питающих проводов должны быть надежно изолированы, а выключатель должен
находиться только на электродрели.
Корпус электродрели должен быть заземлен изолированным проводом сечением
не менее 2,5 см2. При работе с электродрелью следует применять защитные
средства: резиновые перчатки, галоши, резиновый коврик или изолирующую
подставку (при напряжении, равном 36 В, пользоваться галошами или
перчатками следует только при работе в сырых помещениях).
Серную кислоту нельзя хранить в металлической посуде. Обычно для этого
используют стеклянные бутыли с притертыми стеклянными пробками. Выливать
кислоту из бутыли необходимо только при помощи приспособлений, не
допускающих ее проливание.
Электролит следует составлять в эбонитовой, фаянсовой или керамической
посуде, соблюдая при этом особую осторожность, так как кислота при попадании
на кожу образует язвы, ожоги, а также портит одежду и обувь. Особенно опасно
попадание электролита I в глаза.
Категорически запрещается при приготовлении электролита вливать воду в
серную кислоту, так как в этом случае резко повышается температура в месте
соприкосновения струи воды с серной кислотой и происходит ее разбрызгивание, в
результате чего капли электролита могут попасть на кожу или одежду. Перед
заливкой электролит должен быть охлажден до 25 °С.
Во время приготовления электролита или при заливке его в аккумуляторы
следует обязательно применять защитные очки и химически стойкие перчатки.
Для предохранения от поражения кислотой и электролитом поверх шерстяной
спецодежды надевают резиновый передник. В этих случаях пользуются также
резиновыми сапогами.
Аккумуляторные батареи, подготовленные к заряду, должны быть соединены
посредством плотно прилегающих зажимов или наконечников, обеспечивающих
надежный электрический контакт и исключающих возможность искрения.
Запрещается соединять аккумуляторные батареи проволокой, так как искра,
образовавшаяся в результате плохого контакта, может вызвать взрыв газов,
выделяющихся при заряде батарей. При взрыве электролит разбрызгивается и может попасть на кожу или одежду. При заряде батарей необходимо открывать
заливочные отверстия.
Состояние аккумуляторной батареи следует проверять только нагрузочной
вилкой и денсиметром. Проверять батареи коротким замыканием категорически
запрещается.
При работе с нагрузочной вилкой во избежание ожога не следует прикасаться
к сопротивлению вилки. Запрещается замерять напряжение на клеммах
аккумулятора нагрузочной вилкой при заряде изза возможного искрения и взрыва
газов.
Подсоединять и отсоединять аккумуляторные батареи при заряде разрешается
только после отключения зарядной сети. Заряд аккумуляторных батарей должен
осуществляться только при работающей вытяжной вентиляции.
Транспортировать
специальных тележках.
аккумуляторные
батареи
необходимо
только на
В помещении зарядного участка запрещается курить и пользоваться открытым
огнем.
При отравлении парами серной кислоты наблюдается чихание, кашель, жжение
в глазах и появление слез. При больших концентрациях паров серной кислоты
может появиться кровавая рвота и в дальнейшем могут наступить тяжелые
заболевания бронхов и легких. Пары серной кислоты действуют на слизистые
оболочки полости рта, дыхательные пути и глаза, вызывают желудочные
заболевания. При отравлении парами серной кислоты необходимо немедленно об
ратиться в медицинский пункт, а в качестве первой помощи пострадавшему
рекомендуется дать подышать парами содового раствора и эфира.
Серная кислота, попав на кожу, может вызвать сильный, долго не заживающий
ожог. Попавшую на кожу кислоту надо немедленно удалить тампоном, смоченным
10%ным раствором кальцинированной соды или нашатырным спиртом, после чего
пораженное место обильно промыть сильной струей воды.
После работы с электролитом следует обязательно обмыть руки слабым
раствором кальцинированной соды.
Во время плавки свинца, при паяльных работах, при приготовлении заливочной
мастики возможны ожоги. При ожогах первой степени покрасневшее пораженное
место следует покрыть чистым куском материи, обильно смоченной насыщенным
раствором питьевой соды или слабым раствором марганцовокислого калия. При
ожогах второй и третьей степени, когда образуются пузыри на коже или
получается ее глубокое разрушение, нужно наложить стерильную марлевую
салфетку на поврежденный участок кожи и немедленно вызвать врача или
отправить пострадавшего в больницу. Применять какиелибо медикаменты без
указания врача не рекомендуется.
Довольно сильные ожоги может вызвать электрический ток. Ввиду того, что
ожоги электрическим током носят особый характер, то до прибытия врача не
следует применять никаких мазей, присыпок и не смазывать пораженное место
йодом. Рану следует только покрыть стерильной марлей.
В помещении ремонтных мастерских необходимо следить за соблюдением
правил противопожарного режима. Проектом предлагается ответственным за
противопожарное состояние отделения назначить заведующего отделением, на которого также возложить своевременное проведение и содержание в исправном
состоянии пожарной техники и средств пожаротушения. На выходе из отделения
установить пожарный щит, со следующим набором оборудования: рукава выходные
с гайками, топоры, пожарные ломы, багры, ведра, окрашенные в красный цвет,
огнетушители. В отделении должен быть составлен план противопожарных
мероприятий, в котором необходимо установить:
порядок оповещения о пожаре условным сигналом пожарной тревоги;
обязанности рабочих отделения на случай пожара;
4.2. МЕРОПРИЯТИЯ ПО ОХРАНЕ ОКРУЖАЮЩЕЙ СРЕДЫ
ПРОЕКТИРУЕМОГО ОТДЕЛЕНИЯ.
Особенности воздействия ремонтного предприятия на окружающую среду.
Воздействие ремонтного предприятия на окружающую среду происходит в
нескольких направлениях.
Загрязнение атмосферы происходит за счет попадания в нее твердых, жидких и
газообразных веществ, оказывающих отрицательное воздействие на окружающую
среду либо непосредственно, после химических изменений в атмосфере, либо в
сочетании с другими веществами.
По агрегатному состоянию загрязнения подразделяют на твердые, жидкие,
газообразные и смешанные. В выбросах промышленных предприятий сплошной
фазой являются газы, а дисперсной — твердые частицы или капельки жидкости.
По массе выбросов преобладающими веществами являются соединения серы,
азота, углерода, пыль. Вещества, поступающие в атмосферу от различных
промышленных источников, создают так называемое первичное загрязнение. После
выхода из источника загрязнения вещества не остаются в атмосфере в неизменном
виде: Происходят физические изменения — перемещение и распространение в
пространстве, турбулентная диффузия, разбавление и т.д. Происходят и химические
изменения, реакции — окисление, фотохимические превращения, в которых образуется фотохимический смог. Солнечное излучение вызывает в атмосфере
химические реакции между различными загрязняющими веществами и окружающей
средой.
Химические реакции с участием некоторых газообразных загрязняющих веществ,
приводящие к образованию кислот или кислотных ионов, вызывают повышение
кислотности осадков. Основным загрязняющим веществом, обусловливающим
этот процесс, является диоксид серы. В ходе окисления он превращается в серную
кислоту и гидросульфаты.
Степень опасности различных загрязнителей выражается их предельно
допустимой концентрацией (ПДК) — нормативом содержания вредного вещества, не
оказывающего при постоянном воздействии вредного влияния на человека или
компоненты окружающей среды.
При определении ПДК учитывается степень влияния на здоровье человека, а
также воздействие на различные объекты живой природы — растительный и
животный мир, микроорганизмы, почвы.
Второе направление воздействия промышленного производства — загрязнение
водных источников: поверхностных и подземных вод.
Вода в промышленном производстве выполняет различные
функции:
используется для охлаждения жидких и газообразных продуктов в теплообменных
аппаратах; для промывки газообразных жидких и твердых продуктов и изделий.
Если вода используется как охладитель, она практически не загрязняется, а лишь
нагревается. Технологическая вода контактирует с продуктами и изделиями и
поэтому загрязняется, образуя сточные воды.
Щелокосодержащий поток имеет темнокоричневый цвет, процессы фотосинтеза
в нем тормозятся, уменьшается кормовая база для рыб. Кислотный поток содержит
минеральные кислоты, в том числе серную кислоту; хлорсодержащий поток
загрязнен свободным и связанным хлором, в нем можно обнаружить диоксины.
Воздействие промышленных выбросов на растительность и почву. Вредное
воздействие проявляется обычно в виде хронических повреждений древесины
малыми концентрациями нескольких загрязняющих веществ. Наиболее сильный
ущерб приносят выбросы пылевых частиц, диоксида серы, фтора. В радиусе 1 км от
источников выбросов происходит снижение продуктивности леса на 30—50%. В
непосредственной близости от больших источников выброса деревья обычно
погибают.
Загрязнение атмосферы промышленными выбросами приводит к загрязнению и
разрушению почвенного слоя. От воздействия выбросов диоксида серы в зоне 2 км
от предприятия происходит снижение урожайности на 15—30%. Растения обладают
способностью накапливать большие количества фтора, особенно в зеленой массе.
Урожайность сельскохозяйственных культур в непосредственной близости от
источников выбросов может быть настолько ограниченной, что их выращивание
становится нецелесообразным.
Ремонтные предприятия выделяют все перечисленные виды загрязнений или
накапливают их в процессе очистки машин и агрегатов при проведении различных
технологических процессов ремонта.
В целях охраны окружающей среды от вредного воздействия промышленных
отходов необходимо совместно с санитарноэпидемической станцией тщательно проработать вопросы нейтрализации, утилизации или захоронения вредных
растворов кислот, щелочей, моющих веществ, гербицидов и других материалов.
Отработанные смазочные материалы необходимо направлять на регенерацию или
использовать для местных надобностей.
Воздействие на здоровье человека.
По данным Всемирной организации
здравоохранения неблагополучное состояние окружающей среды является причиной
примерно 20% заболеваемости населения. При оценке воздействия особое внимание
должно уделяться опасным элементам,
вызывающим профессиональные
заболевания, а также, возможно, ухудшающим здоровье населения прилегающих
территорий.
Смягчить воздействие производства на окружающую среду, существенно снизить
объем поступления вредных веществ по сравнению с технологическими
нормативами можно с помощью средозащитной техники. Паспорт должен
содержать данные об основных видах очистного оборудования, применяемых
способах и степени очистки вредных выбросов.
Природоохранными органами страны установлены размеры штрафов за выброс
предприятием от стационарных и передвижных источников загрязнения, за
экологический ущерб, наносимый им различным компонентам природной среды, а
также здоровью населения.
5. КОНСТРУКТОРСКАЯ ЧАСТЬ ПРОЕКТА
5.1 НАЗНАЧЕНИЕ, УСТРОЙСТВО И ПРАВИЛА ЭКСПЛУАТАЦИИ
ПРИСПОСОБЛЕНИЯ.
На ремонтных предприятиях изза отсутствия специальных приспособлений
для демонтажа и монтажа отдельных узлов и агрегатов, приходится пользоваться
инструментом, который не приспособлен для этого, что затрудняет выполнение
работ и приводит к преждевременному выходу из строя отдельных деталей.
В проектируемом цехе по ремонту АКБ для такой операции как снятие
крышек аккумуляторных батарей для их разборки при ремонте, предлагается
применять специальный съемник. ЧЕРТЕЖ СЪЕМНИКА.
1винт; 2вороток; 3втулка; 4гайка; 5корпус; 6упор; 7шайба; 8болт;
Обозначения на чертеже:
9гайка.
Пользоваться съемником необходимо следующим образом:
упоры 6 съемника устанавливаем на края корпуса АКБ. В отверстие крышки
батареи вворачиваем гайку 4. Поворачивая вороток 2 выворачиваем винт 1 из
корпуса съемника 5. При этом крышка АКБ выходит вверх из корпуса батареи.
5.2 РАСЧЕТ НА ПРОЧНОСТЬ.
При вворачивании винта в корпус, возникает возможность среза резьбы. Для
того чтобы этого не произошло, при изготовлении съемника учитывается условие
прочность резьбы.
Условие прочности резьбы на срез определяется по формуле:
τср =
Q
ПdSKZ
n
][
ср
,
н/мм2, где
Q – Осевая сила приложенная к винту, Н; Z – число витков в корпусе;
Kn – коэффициент полноты резьбы,
для метрической резьбы Kn = 0,75;
S – шаг резьбы, мм;
d – диаметр винта, мм;
П = 3,14
[ ]τ ср – допустимое напряжение на срез, н/мм2;
[ ]τ ср = 28 н/мм2
τср =
75,013
300
2
20
14,3
= 0,25 н/мм2 28 н/мм2
Расчет показал, что резьба при эксплуатации съемника выдержит.
6. ЭКОНОМИЧЕСКАЯ ЧАСТЬ ПРОЕКТА.
Себестоимость – это затраты в рублях на единицу ремонтируемой продукции.
Себестоимость определяется выражением:
С п = З п + З н , где
З п – сумма прямых затрат;
З н – сумма накладных затрат К прямым затратам относится основная и дополнительная зарплаты рабочих,
затраты на запасные части и ремонтные материалы.
6. 1. РАСЧЕТ ПРЯМЫХ ЗАТРАТ.
Прямые затраты определяются по формуле:
Зп = З раб + З зн + З р.м., где
З п – прямые затраты;
З раб – заработная плата рабочим;
З зч
затраты на запасные части;
З р.м. – затраты на ремонтные материалы;
6. 1. 1. Зарплата производственным рабочим определяется исходя из объема
работ, выполняемых в отделении и часовой тарифной ставки по соответствующему
разряду
З раб = Т сум * С ч , где
Т сум – суммарная трудоемкость работ в отделении;
С ч – средняя часовая тарифная ставка слесаря IY разряда.
С ч = 25,44 руб / час
З раб = 9400 * 25,44 = 239236 руб.
Кроме основной зарплаты определяется дополнительная зарплата, которая
принимается 25 – 100 % от основной.
З доп. =
Зраб
40*
100
, руб.
З доп =
40*
239136
100
= 95654 руб
Определяем оплату отпусков в размере 10 % от суммы основной и
дополнительных зарплат
З отп =
(
Зраб
10*)
Здоп
100
, руб
Зотп =
(
239136
95654
10*)
100
= 33479 руб Начисляется на общий фонд заработной платы единый социальный налог,
относимый на себестоимость продукции
Социальное страхование – 3,2 %
Медицинское страхование – 2,8 %
От несчастных случаев – 0,2 %
Пенсионный фонд – 20 %
________
26,2%
Определяем начисление на общую заработную плату производственных рабочих
Зп. нач. =
(
Зраб
Здоп
Зотп
2,26*)
100
, руб.
Зп.нач =
239136
95654
100
33479
2,26*
= 96487 руб.
Определяем общую сумму заработной платы производственных работ с
отчислениями на социальные нужды
З п.осн. = З раб + З доп + З отп + З нач , руб , где
З раб – зарплата основных рабочих;
З доп – дополнительная зарплата;
З начисл – начисления на социальные нужды;
З отп – отпускная зарплата.
Зп.осн = 239236 + 95654 + 33479 + 96487 = 464756 руб.
6. 1. 2. Затраты на запасные части берутся в процентном отношении от
отпускной цены ремонтируемого объекта. Отпускная цена отремонтированной
аккумуляторной батареи составляет в среднем по ремонтируемым маркам 1000
рублей.
Стоимость запасных частей берется 40…55 % от отпускной цены.
Зз.ч. =
45*
Сотп
100
* Nр, где
С отп – отпускная цена;
N р – количество ремонтов
З т.ч. =
1000
45*
100
* 1500 = 675000 руб,
6. 1. 3. Затраты на ремонтные материалы составляют 5…8 % от отпускной цены З р.м. =
6*
Сотп
100
* Nр,
З р.м. =
6*
1000
100
* 1500 = 90000 руб
Общая сумма прямых затрат
З п = З п. осн. + З з.ч. + Зр. м., где
З п. осн. – общая сумма зарплаты с отчислениями на социальные нужды;
З з.ч. затраты на запасные части;
З р.м. – затраты на ремонтные материалы
З п = 464756 + 675000 + 90000 = 1229756 руб
6.2 РАСЧЕТ НАКЛАДНЫХ РАСХОДОВ.
6.2.1. К накладным расходам относятся расходы, которые нельзя отнести к
конкретному ремонтируемому объекту.
Для их расчета определяем стоимость основных, производственных фондов. Стоимость здания определяется исходя из стоимости одного квадратного метра
от 2 000 до 8 500 рублей.
Сзд = Fц* Сзд, руб , где
Fц – площадь цеха, м2,
Сзд – стоимость 1 м2.
Сзд = 96 * 5000 = 480000 руб.
Стоимость оборудования определяется из расчета 1 квадратного метра
площади цеха до 500 рублей.
Соб = Fц * Соб, руб , где
Соб – стоимость оборудования из расчета на 1 м2 площади цеха.
Соб = 96 * 500 = 48000 руб.
Стоимость оборудования определяется аналогично.
Спи = Fц * Спи, руб ,
Спи = 96 * 120 = 11520 руб.
6.2.2 Определяем накладные расходы основных производственных фондов.
Все виды накладных расходов для удобства сводим в таблицу № 8.
Таблица 8
№
п/п
Виды затрат
Показатели
Формулы
Результаты
расчета,
руб., Зобщ 1
2
3
4
5
6
7
8
9
Амортизация
здания
Амортизация
оборудования
Амортизация приборов
и инструментов
Текущий ремонт
здания
Текущий ремонт
оборудования
Текущий ремонт
приборов
Содержание здания
и оборудования
Затраты на
электроэнергию
Прочие расходы
Зн
2 % от Сзд
*2
5 % от Соб
12 % от Спи
2,5 % от Сзд
5 % от Соб
1,5 % от Сп.и
0,5 % от
(Сзд + Соб)
Руст*Фоб*Сэл
480000
100
48000
100
11520
100
480000
100
48000
100
11520
100
*5
*12
*5,2
*5
*5,1
9600
2400
1382
12000
2400
173
2640
*5,0
48000
480000
100
20,5 * 1873 * 3,2
122869
5 8 % от Зобщ
*6
153464
100
9208
162672
6.3 РАСЧЕТ СЕБЕСТОИМОСТИ ЕДИНИЦЫ РЕМОНТА
Себестоимость – это затраты на единицу ремонтируемой продукции.
Определяем себестоимость ремонта одной АКБ: С =
п З
З
н
р
, руб, где
Зп – сумма прямых затрат, руб;
Зн – сумма накладных расходов, руб;
Nр – количество ремонтов.
С =
1229756
1500
162672
= 928 руб
6.4 ОПРЕДЕЛЕНИЕ ТЕХНИКО ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ.
Определяем экономическую эффективность от ремонта одного двигателя:
Эк.эф = Сотп – С , руб., где
Сотп – отпускная цена отремонтированного двигателя;
С – себестоимость одного ремонта.
Эк.эф = 1000 928 = 72 руб
Экономический эффект от всей программы ремонта составил:
Эк.эф = (Сотп – С) * Nр , руб.
Эк.эф =(1000 928) * 1500 = 108000 руб СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ
1. Бельских В.И. Диагностирование и обслуживание сельскохозяйственной
техники – М., «Колос», 1980.
2. Бобриков Ф.А. Курсовое и дипломное проектирование – М., «Колос».
1975.
3. Болотовский В.И. Эксплуатация, обслуживание и ремонт свинцовых
аккумуляторов – М., «Агропромиздат», 1988.
4. Боровских Ю.И. Устройство, техническое обслуживание и ремонт
автомобилей – М., «Высш. школа», 1975.
5. Водолазов Н.Н. Курсовое и дипломное проектирование на механизации
сельского хозяйства – М., Агоропромиздат, 1991.
6. Смелов А.П. Курсовое и дипломное проектирование по ремонту машин
– М.: Колос, 1984.
7. Селиванов А.И.
Справочная книга по технологии ремонта
сельскохозяйственных машин.
8. Ульман И.Е. ТО и ремонт машин – М., «Колос» 1976.
9. Левитский И.С.Организация ремонта
и проектирование
сельскохозяйственных ремонтных предприятий. – М., «Колос», 1977.
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
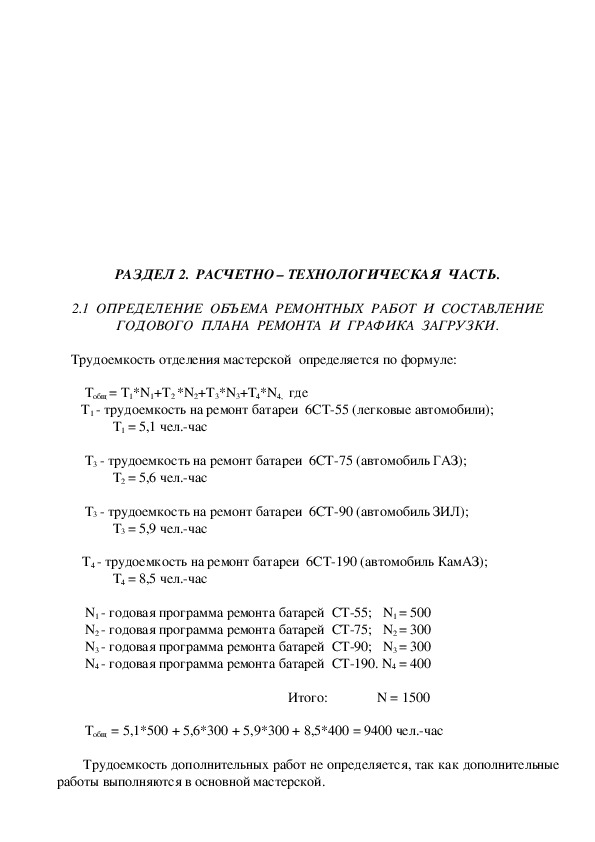
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
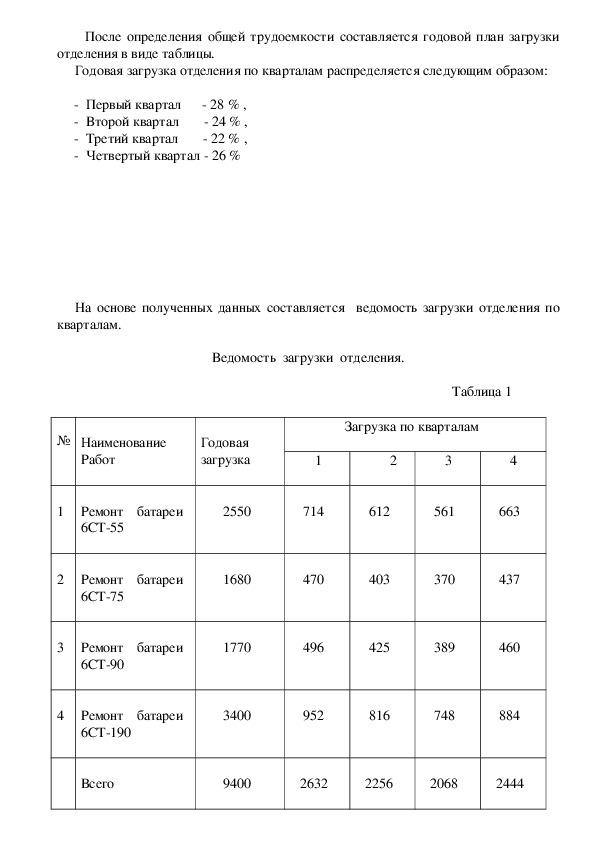
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
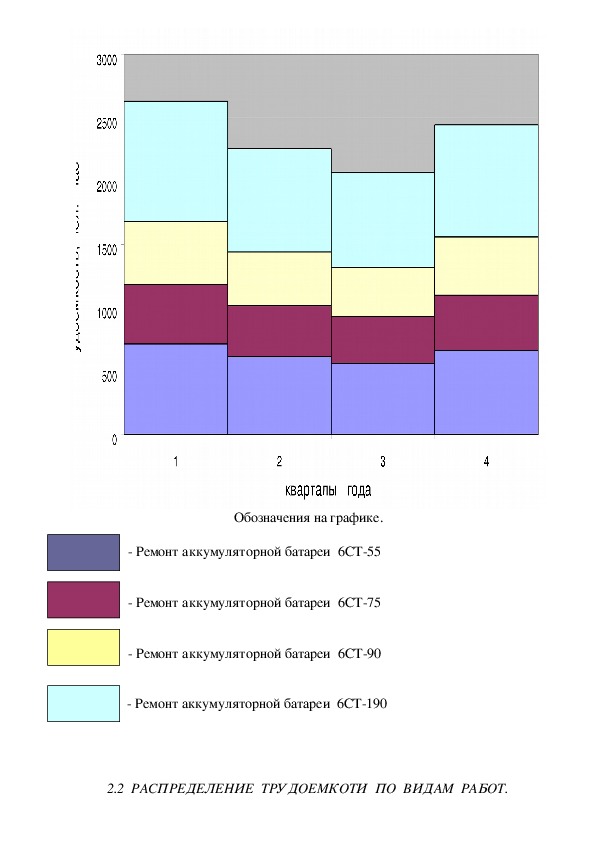
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
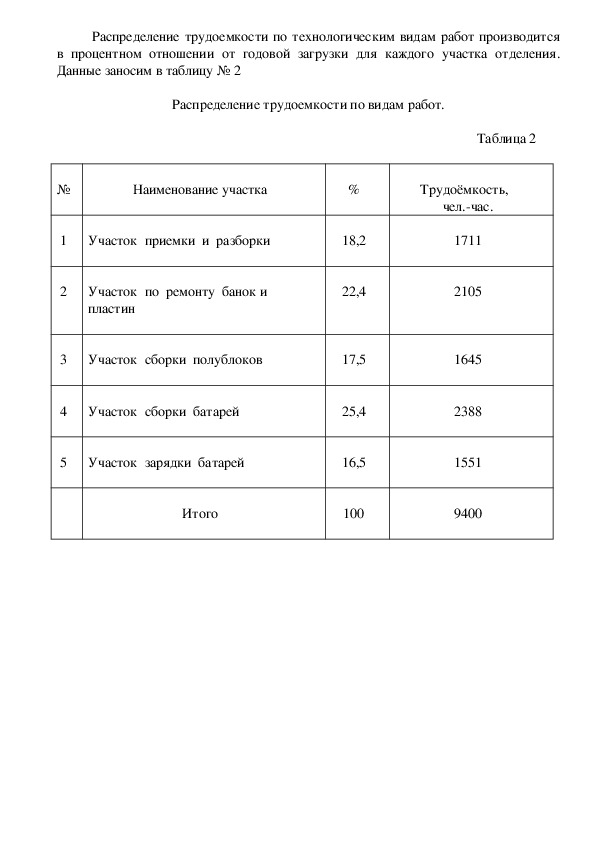
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
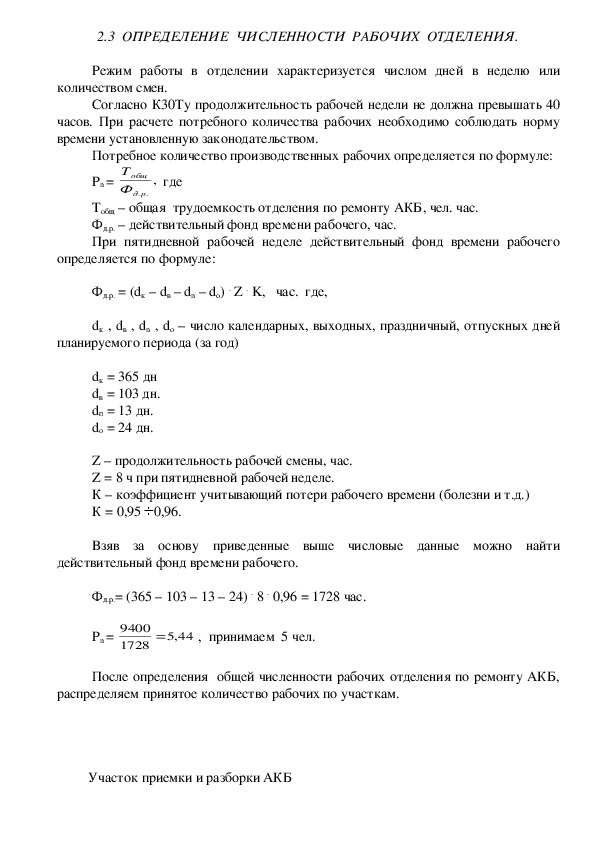
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
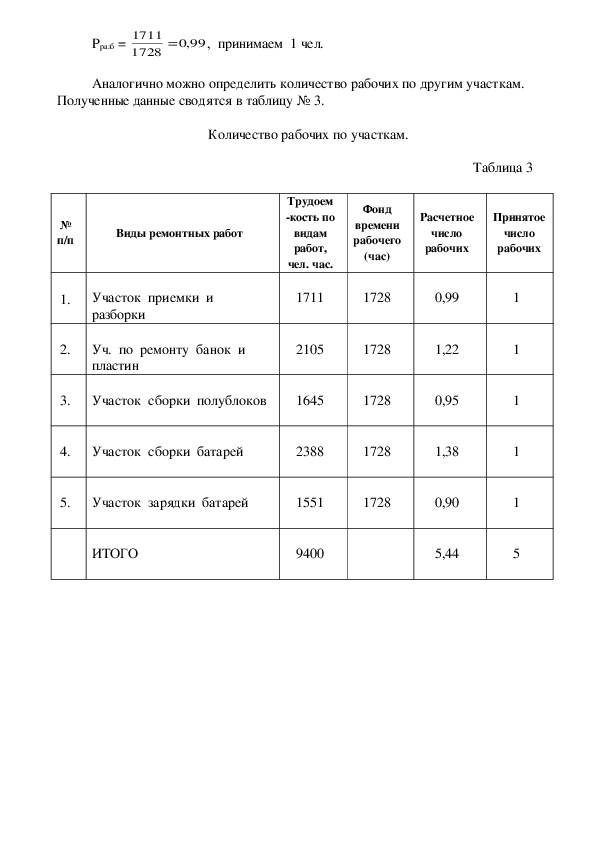
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
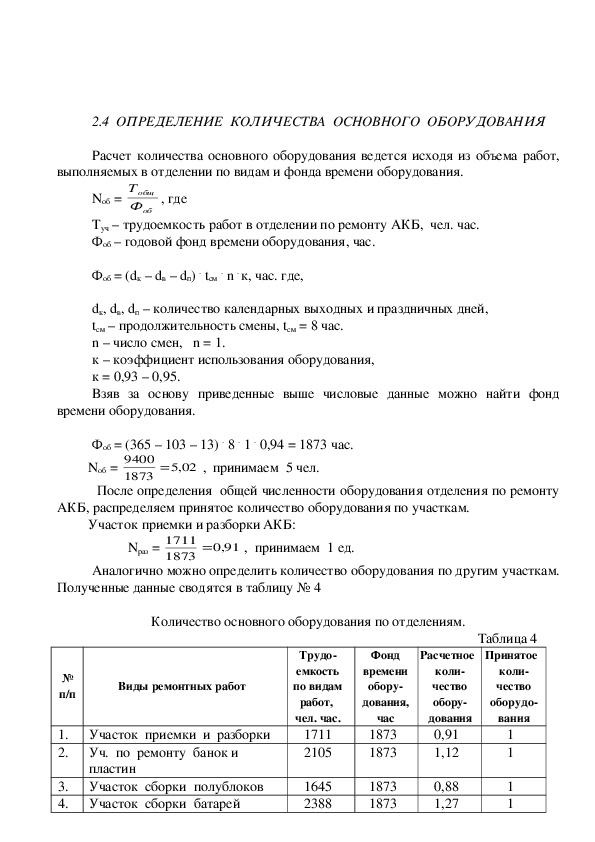
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
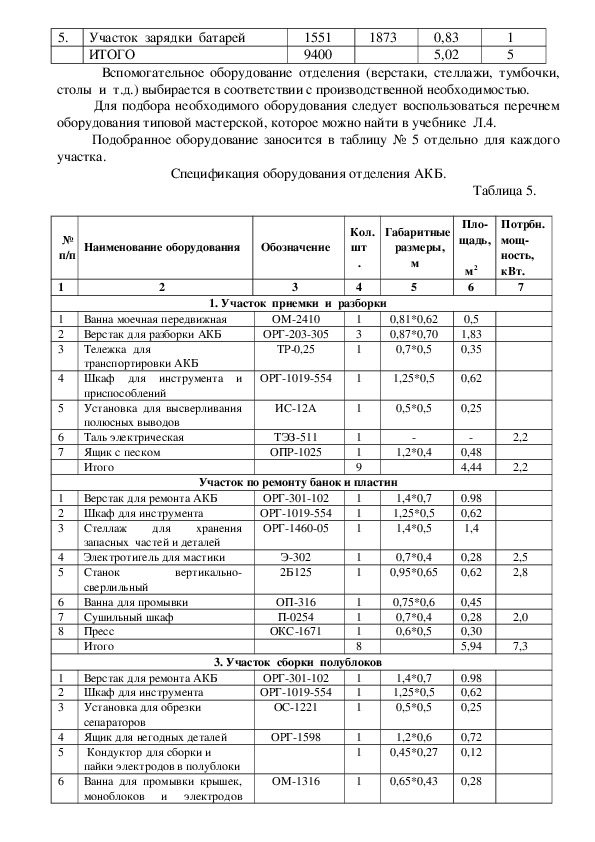
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
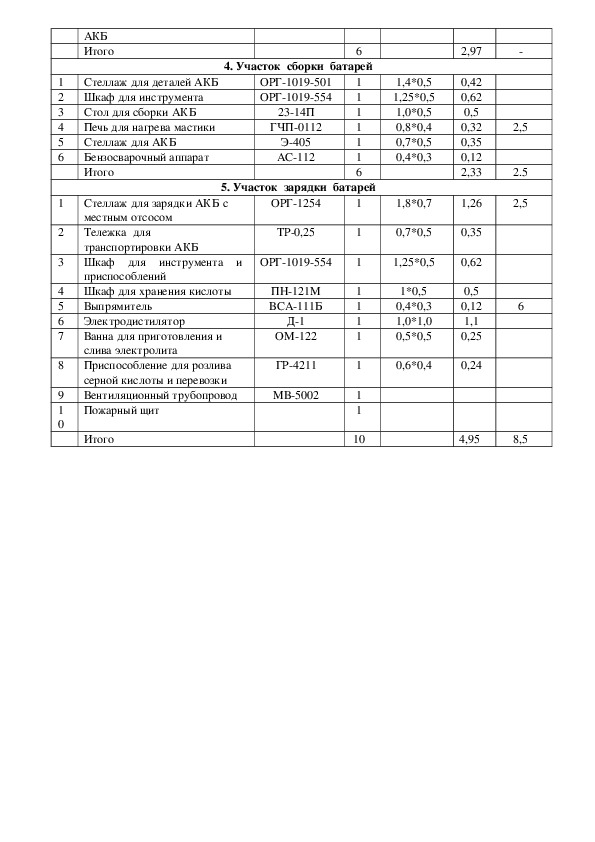
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
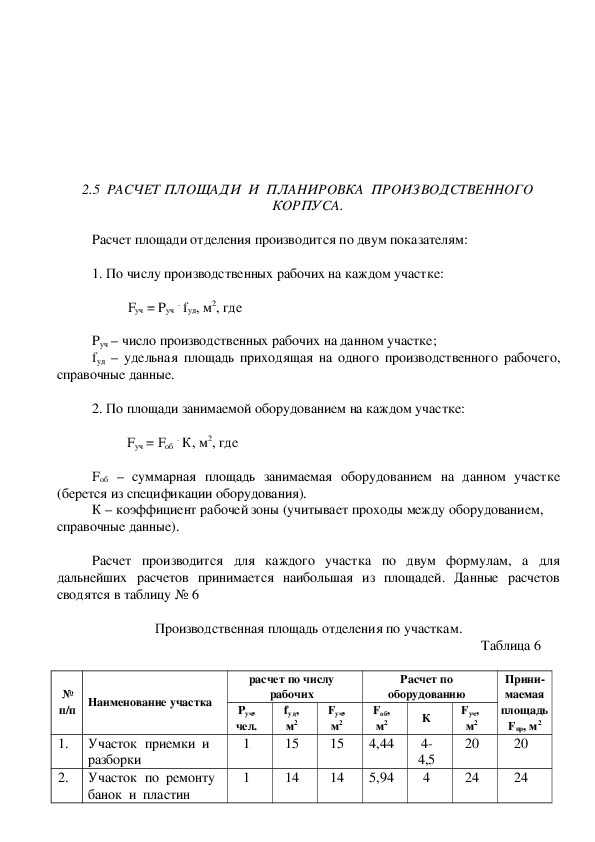
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
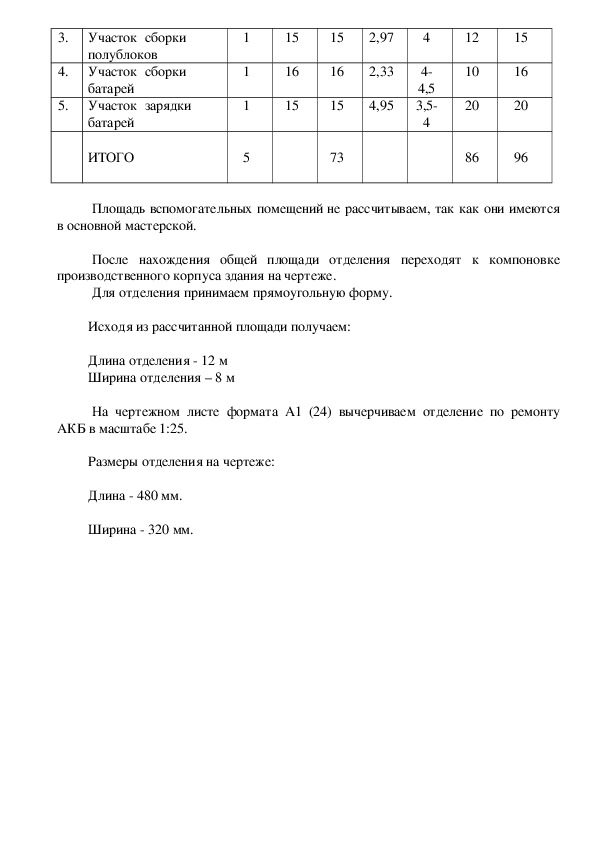
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
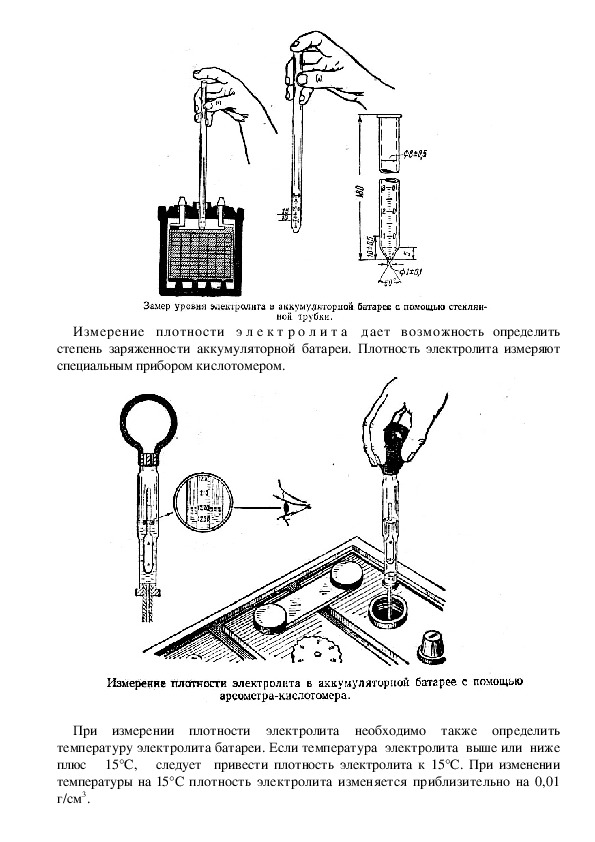
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
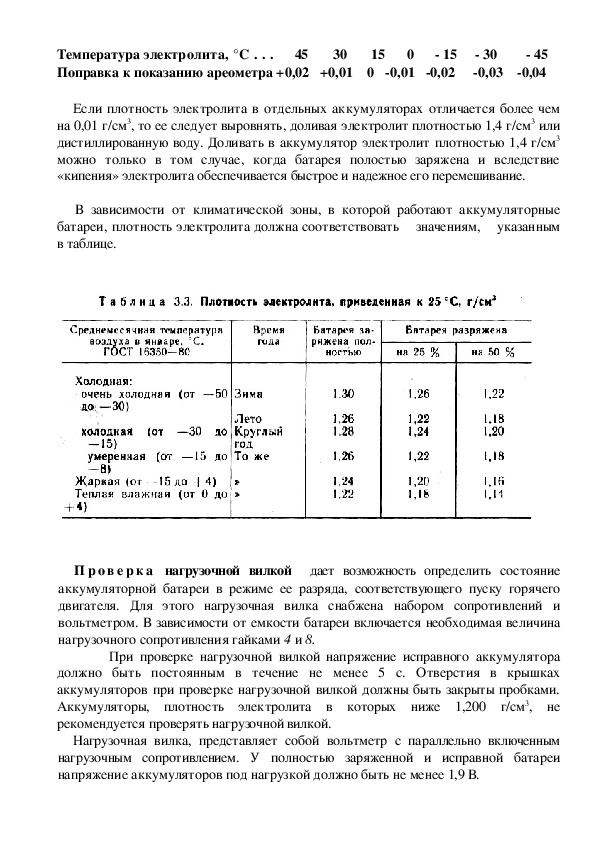
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
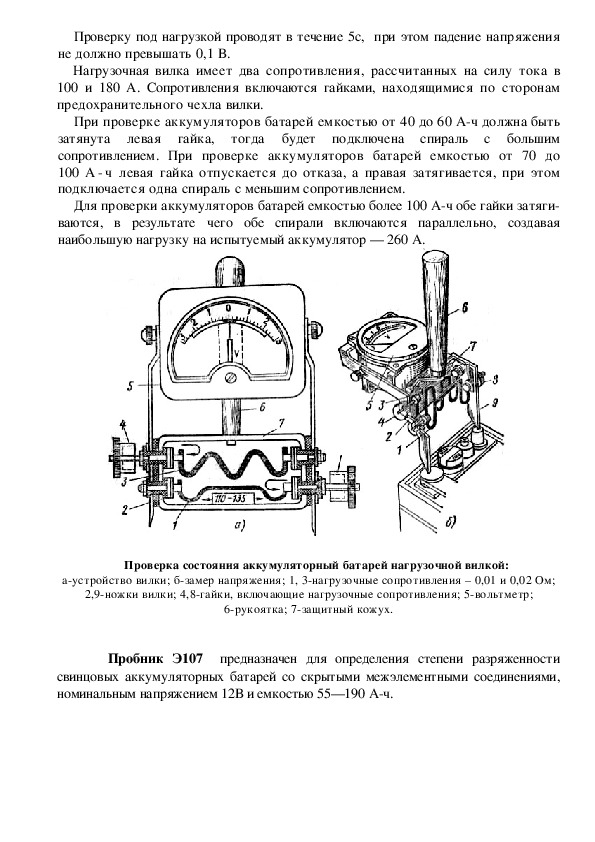
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
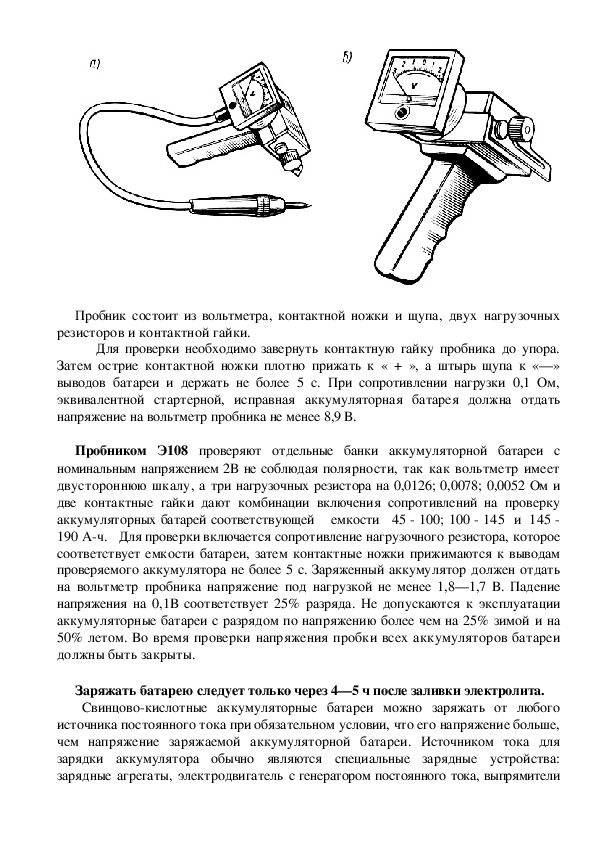
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
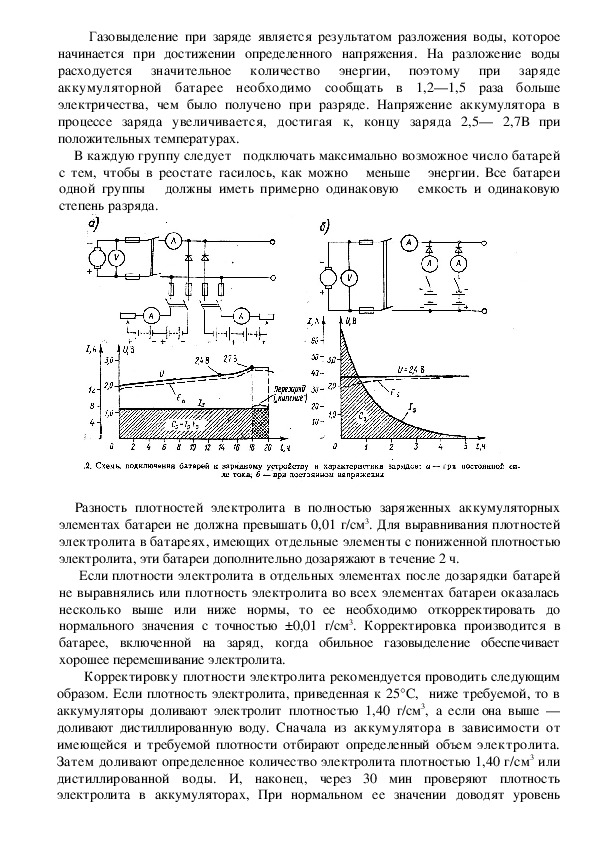
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
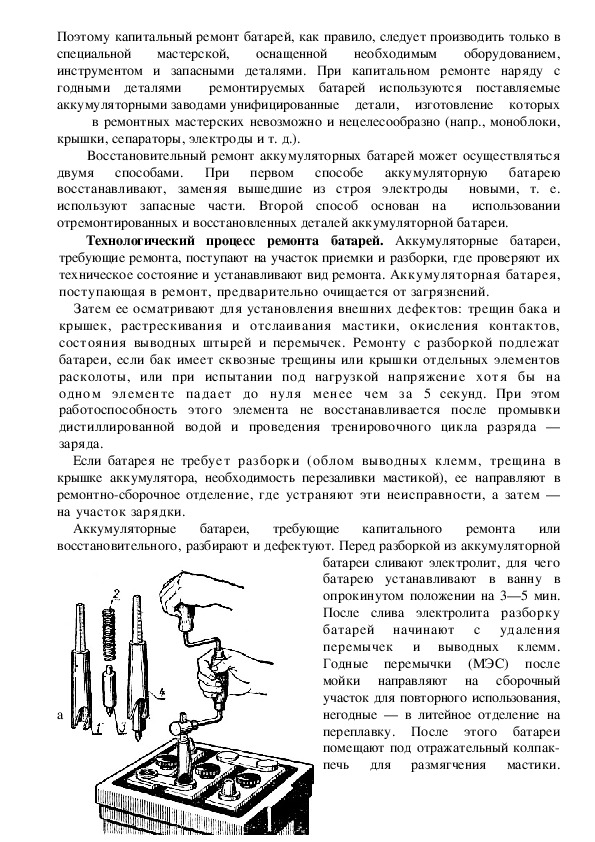
Методические рекомендации для выполнения выпучскной квалификационной работы студентов

Методические рекомендации для выполнения выпучскной квалификационной работы студентов

Методические рекомендации для выполнения выпучскной квалификационной работы студентов
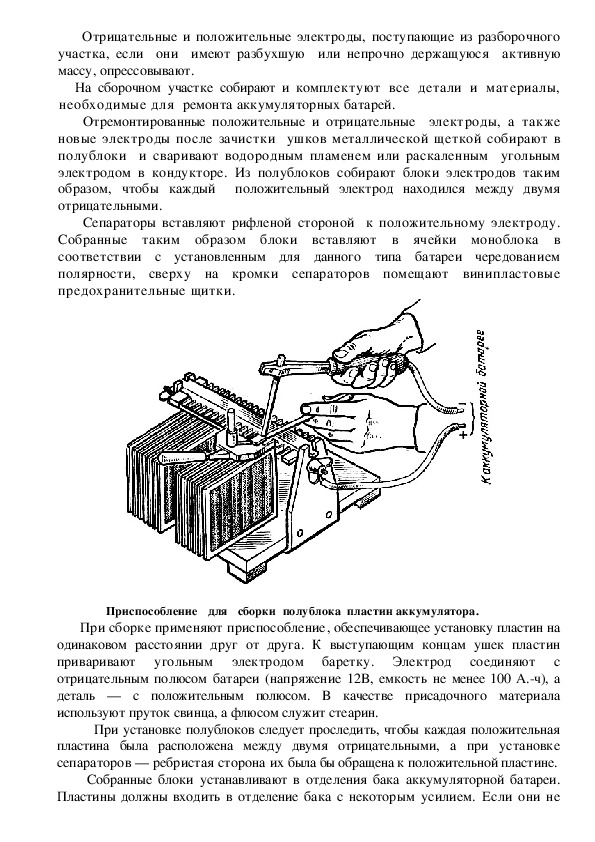
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
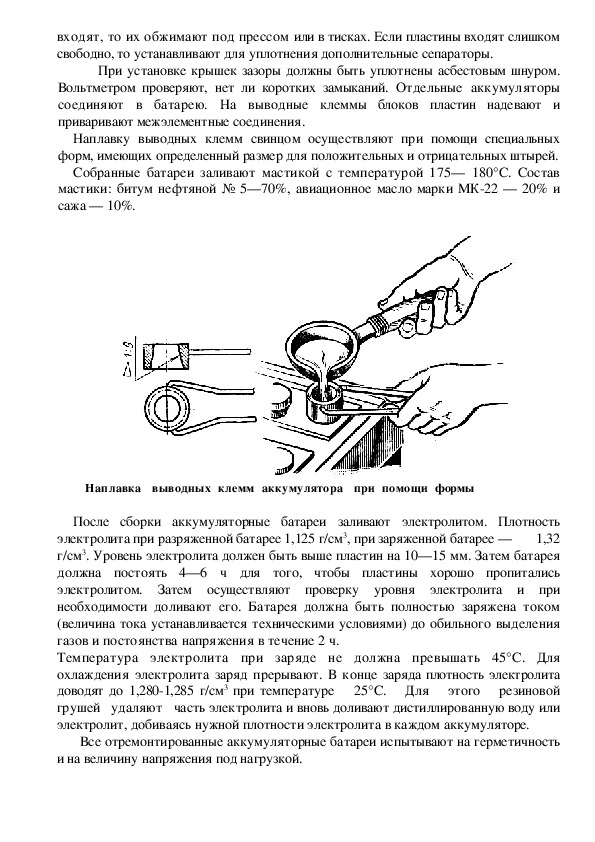
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
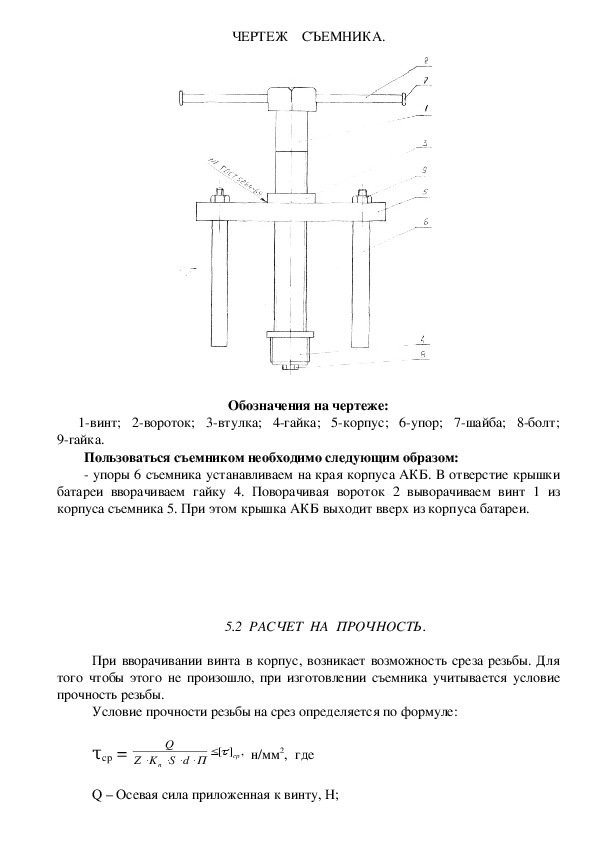
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Методические рекомендации для выполнения выпучскной квалификационной работы студентов

Методические рекомендации для выполнения выпучскной квалификационной работы студентов

Методические рекомендации для выполнения выпучскной квалификационной работы студентов

Методические рекомендации для выполнения выпучскной квалификационной работы студентов

Методические рекомендации для выполнения выпучскной квалификационной работы студентов
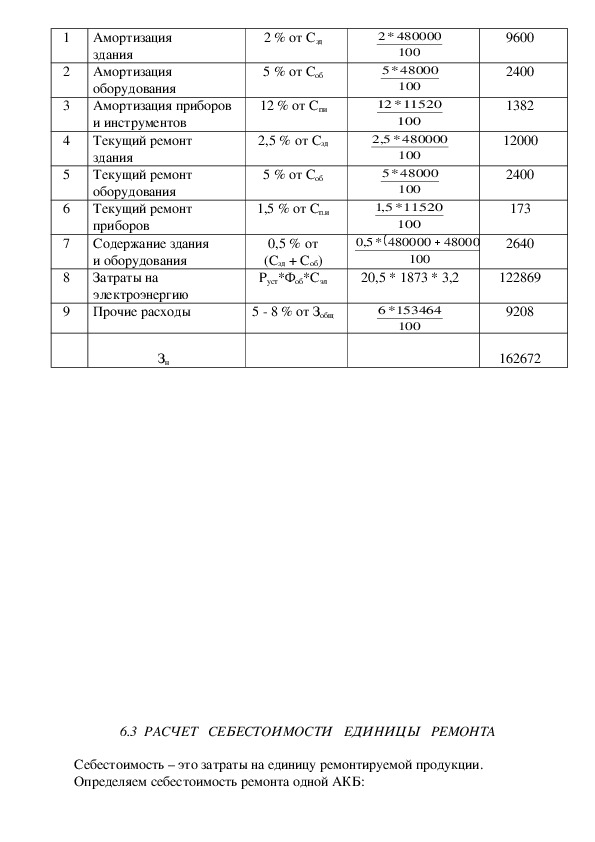
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
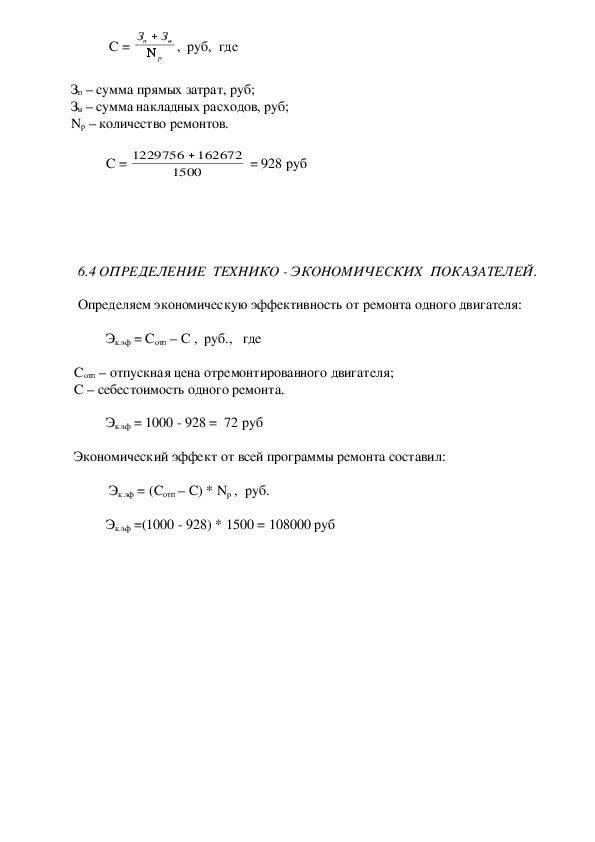
Методические рекомендации для выполнения выпучскной квалификационной работы студентов
Материалы на данной страницы взяты из открытых истончиков либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
18.03.2018
Посмотрите также:
© ООО «Знанио»
С вами с 2009 года.
![]()
О портале