Практическая работа "Расчет гладких калибров" выполняется обучающимися в кабинете «Метрологии и стандартизации» в присутствии преподавателя. Работа выполняется в соответствии с указаниями преподавателя, отчёт о работе оформляется на формате А4, в соответствии с ходом работы.
Все необходимые таблицы, схемы и чертежи оформляются карандашом и заполняются ручкой. При решении задач необходимо предоставить весь ход решения с пояснениями, единицами измерения и необходимыми пояснениями. В конце решения должен быть написан ответ.
Отчет о практической работе сдаётся преподавателю на проверку.
ПРАКТИЧЕСКАЯ РАБОТА 4
4.1 Тема
Расчет исполнительных размеров гладких калибров.
4.2 Цель работы
Ознакомиться с методикой расчета исполнительных размеров гладких
калибров и построения схем расположения полей допусков.
4.3 Задание
4.3.1 По заданным в таблице 1 полям допусков отверстия и вала,
применяя таблицы 2;3 , рассчитать соединение.
4.3.2 Выбрать по таблице 4 допуски и отклонения калибров и
рассчитать исполнительные размеры рабочих и контрольных калибров;
построить схемы расположения полей допусков.
4.4 Общие положения
Методические рекомендации расчета исполнительных размеров
гладких калибров предназначены для изделий с номинальными размерами до
500 мм, допусками размеров по ГОСТ 2485381.
Для выполнения расчетов используются следующие стандарты:
ГОСТ 2534682. Поля допусков и рекомендуемые посадки единой
системы допусков и посадок.
ГОСТ 2534782. Общие положения, ряды допусков и основных
отклонений единой системы допусков и посадок.
ГОСТ 2485382. Допуски гладких калибров для размеров до 500 мм.
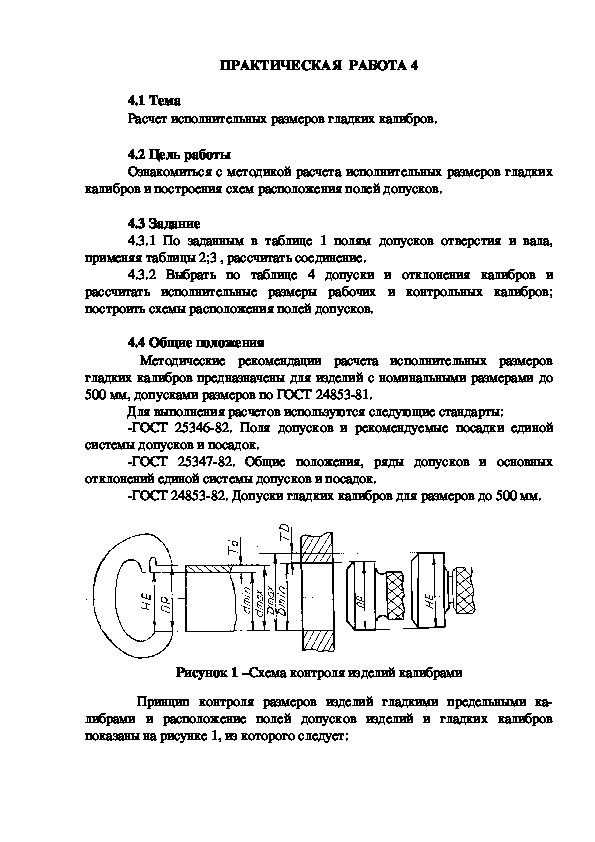
Рисунок 1 –Схема контроля изделий калибрами
Принцип контроля размеров изделий гладкими предельными ка
либрами и расположение полей допусков изделий и гладких калибров
показаны на рисунке 1, из которого следует: калибрыпробки и калибрыскобы проходные /ПР/ контролируют
размеры, соответствующие началу поля допуска изделия,
калибрыпробки и калибрыскобы непроходные /НЕ/ контролируют
размеры, соответствующие концу поля допуска изделия,
поля допусков на изготовление проходных калибров /ПР/ и конт
рольных калибровпробок /КПР, КНЕ/ соответствующим образом распола
гаются относительно начала поля допуска изделия,
поля допусков на изготовление непроходных калибров /НЕ/ соот
ветствующим образом располагаются относительно конца поля допуска
изделия.
Методика расчета основана на схемах расположения полей допусков и
отклонений калибров относительно границ полей допусков изделий, по
которым определены формулы для подсчета исполнительных размеров
основных деталей. Указанные схемы и формулы являются универсальными
для расчета исполнительных размеров гладких калибров и контрольных
калибров к изделиям квалитетов 612. Изделия с допуском точнее IТ6 не
рекомендуется контролировать калибрами. Такие изделия контролируются
универсальными средствами.
4.5 Расчет исполнительных размеров калибровпробок для
контроля отверстий
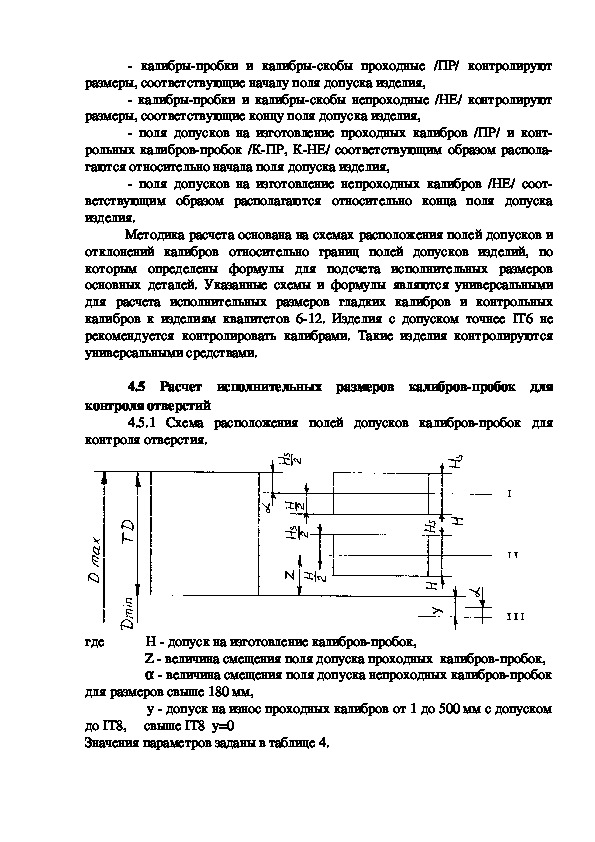
4.5.1 Схема расположения полей допусков калибровпробок для
контроля отверстия.
где Н допуск на изготовление калибровпробок,
Z величина смещения поля допуска проходных калибровпробок,
величина смещения поля допуска непроходных калибровпробок
α
для размеров свыше 180 мм,
y допуск на износ проходных калибров от 1 до 500 мм с допуском
до IТ8, свыше IТ8 y=0
Значения параметров заданы в таблице 4.4.5.2 Формулы для расчета исполнительных размеров калибров
пробок.
Проходная сторона ПРmax = Dmin + Z + Н/2
α
Непроходная сторона НЕmax = Dmax
+ Н/2
Проходная сторона изношенная ПРизн = Dmin – y + α
4.5.3 Правила определения номинальных размеров калибровпробок,
при этом допуск на калибры сохраняется:
номинальные размеры калибровпробок для отверстий 614
квалитетов, оканчивающиеся на 0,25 и 0,75 мкм округляются до величин
кратных 0,5 мкм, в сторону сокращения производственного допуска ,
номинальные размеры калибровпробок для отверстий 1517
квалитетов округляются до целого числа, согласно общим правилам.
Примеры:
IT6 – IT14 IT15 – IT17
ПPmax = 16,0635 = 16,064 мм ПPmax = 6,00325 = 6,0035 мм
НEmax = 16,89225 = 16,892 мм НEmax = 6,01325 = 6,013 мм
4.6 Расчет исполнительных размеров калибровскоб и
контрольных калибров.
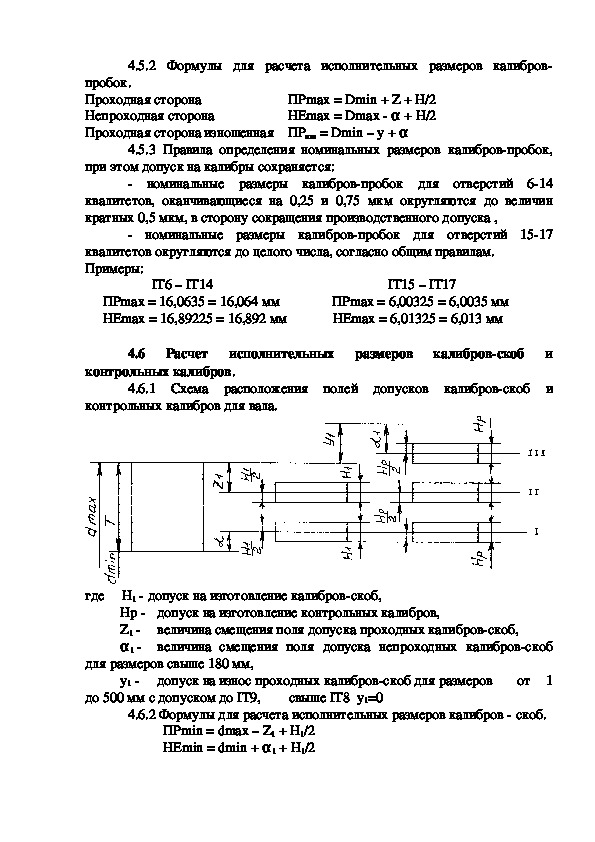
4.6.1 Схема расположения полей допусков калибровскоб и
контрольных калибров для вала.
где Н1 допуск на изготовление калибровскоб,
Нр допуск на изготовление контрольных калибров,
Z1
α1
для размеров свыше 180 мм,
y1
до 500 мм с допуском до IТ9, свыше IТ8 y1=0
величина смещения поля допуска проходных калибровскоб,
величина смещения поля допуска непроходных калибровскоб
4.6.2 Формулы для расчета исполнительных размеров калибров скоб.
допуск на износ проходных калибровскоб для размеров
от 1
ПРmin = dmax – Z1 + Н1/2
НЕmin = dmin + α1 + Н1/2ПРизн = dmax + y1 – α1
4.6.3 Формулы для расчета исполнительных размеров контрольных
калибров.
КПРmax = dmax Z1 + Нр/2
КНЕmax = dmin + α1 + Нр/2
КПРизн = dmax + y1 – α1 + Нр/2
4.6.4 Правила округления номинальных размеров калибровскоб и
контрольных калибров, при этом допуск на калибры сохраняется:
номинальные размеры калибровскоб для валов IT614 и всех
контрольных калибров, оканчивающихся на 0,25 и 0,75 мкм округляются до
величин кратных 0,5 мкм в сторону сокращения производственного допуска
вала ,
номинальные размеры калибровскоб для валов IТ1517 округляются
до целого числа согласно общим правилам.
Примеры:
IТ614 IТ1517
ПРmin = 10,99675 = 10,9968 мм ПРmin = 16,3865 = 16,385 мм
НЕmin = 9,98975 = 9,990 мм НЕmin = 15,5415 = 15,542 мм
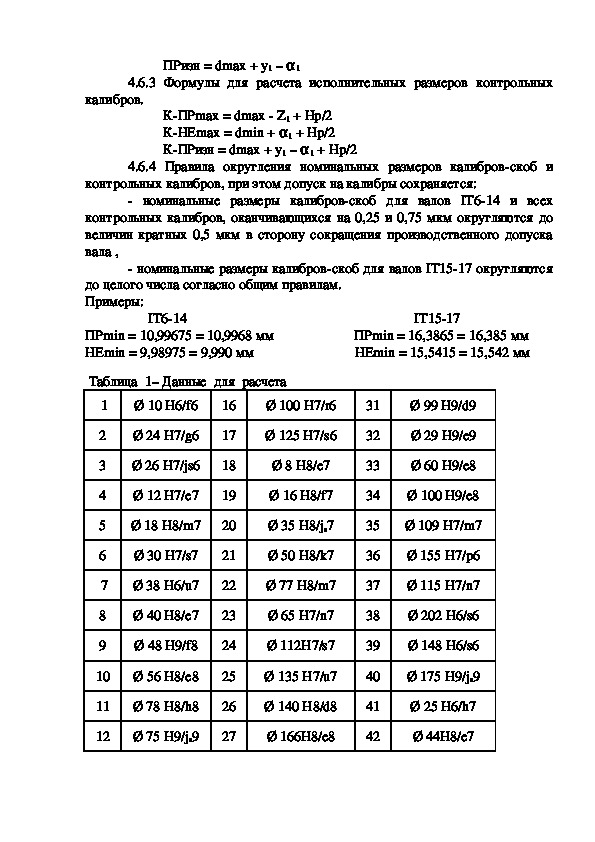
Таблица 1– Данные для расчета
1
Ø 10 H6/f6
2
3
4
5
6
7
8
9
10
11
12
Ø 24 H7/g6
Ø 26 H7/js6
Ø 12 H7/e7
Ø 18 H8/m7
Ø 30 H7/s7
Ø 38 H6/u7
Ø 40 H8/e7
Ø 48 H9/f8
Ø 56 H8/e8
Ø 78 H8/h8
Ø 75 H9/js9
16
17
18
19
20
21
22
23
24
25
26
27
Ø 100 H7/r6
Ø 125 H7/s6
Ø 8 H8/e7
Ø 16 H8/f7
Ø 35 H8/js7
Ø 50 H8/k7
Ø 77 H8/m7
Ø 65 H7/n7
Ø 112H7/s7
Ø 135 H7/u7
Ø 140 H8/d8
Ø 166H8/e8
31
32
33
34
35
36
37
38
39
40
41
42
Ø 99 H9/d9
Ø 29 H9/e9
Ø 60 H9/e8
Ø 100 H9/e8
Ø 109 H7/m7
Ø 155 H7/p6
Ø 115 H7/n7
Ø 202 H6/s6
Ø 148 H6/s6
Ø 175 H9/js9
Ø 25 H6/h7
Ø 44H8/e713
Ø 80 H6/k6
14 Ø 183 H6/m6
15
Ø94 H6/p6
28
29
30
Ø 180 H8/h8
Ø 200 H8/u8
Ø 212 H9/x8
43
44
45
Ø 58H9/d7
Ø 67H7/f6
Ø 13H6/k6
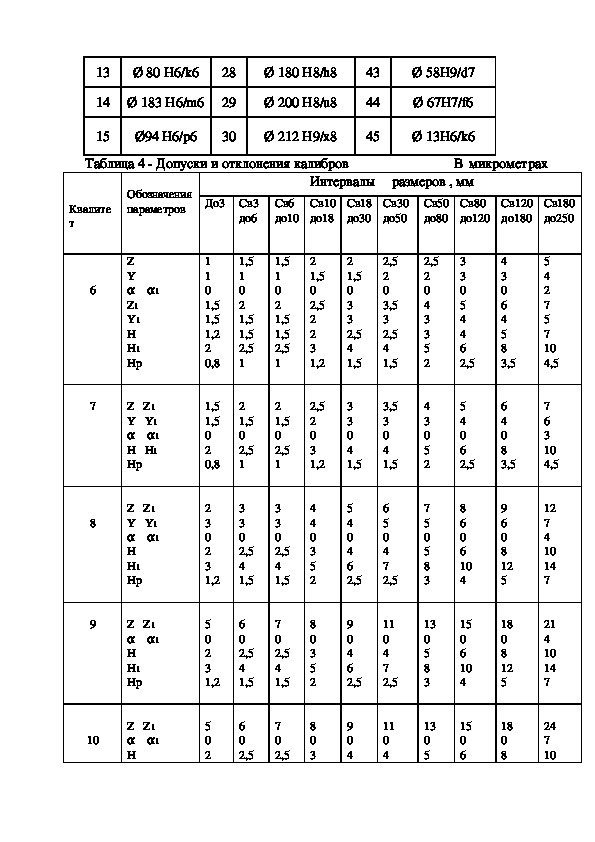
Таблица 4 Допуски и отклонения калибров В микрометрах
Обозначения
параметров
Квалите
т
Св6
до10
Интервалы размеров , мм
До3 Св3
до6
Св10
до18
Св50
до80
Св18
до30
Св30
до50
Св80
до120
Св120
до180
Св180
до250
Z
Y
α α1
Z1
Y1
H
H1
Hp
Z Z1
Y Y1
α α1
H H1
Hp
Z Z1
Y Y1
α α1
H
H1
Hp
Z Z1
α α1
H
H1
Hp
Z Z1
α α1
H
6
7
8
9
10
1
1
0
1,5
1,5
1,2
2
0,8
1,5
1,5
0
2
0,8
2
3
0
2
3
1,2
5
0
2
3
1,2
5
0
2
1,5
1
0
2
1,5
1,5
2,5
1
2
1,5
0
2,5
1
3
3
0
2,5
4
1,5
6
0
2,5
4
1,5
6
0
2,5
1,5
1
0
2
1,5
1,5
2,5
1
2
1,5
0
2,5
1
3
3
0
2,5
4
1,5
7
0
2,5
4
1,5
7
0
2,5
2
1,5
0
2,5
2
2
3
1,2
2,5
2
0
3
1,2
4
4
0
3
5
2
8
0
3
5
2
8
0
3
2
1,5
0
3
3
2,5
4
1,5
3
3
0
4
1,5
5
4
0
4
6
2,5
9
0
4
6
2,5
9
0
4
2,5
2
0
3,5
3
2,5
4
1,5
3,5
3
0
4
1,5
6
5
0
4
7
2,5
11
0
4
7
2,5
11
0
4
2,5
2
0
4
3
3
5
2
4
3
0
5
2
7
5
0
5
8
3
13
0
5
8
3
13
0
5
3
3
0
5
4
4
6
2,5
5
4
0
6
2,5
8
6
0
6
10
4
15
0
6
10
4
15
0
6
4
3
0
6
4
5
8
3,5
6
4
0
8
3,5
9
6
0
8
12
5
18
0
8
12
5
18
0
8
5
4
2
7
5
7
10
4,5
7
6
3
10
4,5
12
7
4
10
14
7
21
4
10
14
7
24
7
10H1
Hp
Z Z1
α α1
H H1
Hp
11
3
1,2
10
0
4
1,2
4
1,5
12
0
5
1,5
4
1,5
14
0
6
1,5
5
2
16
0
8
2
6
2,5
19
0
9
2,5
7
2,5
22
0
11
2,5
8
3
25
0
15
3
10
4
28
0
15
4
12
5
32
0
18
5
14
7
40
10
20
7
Для квалитетов с 9 до 11 y и y1 равны нулю.
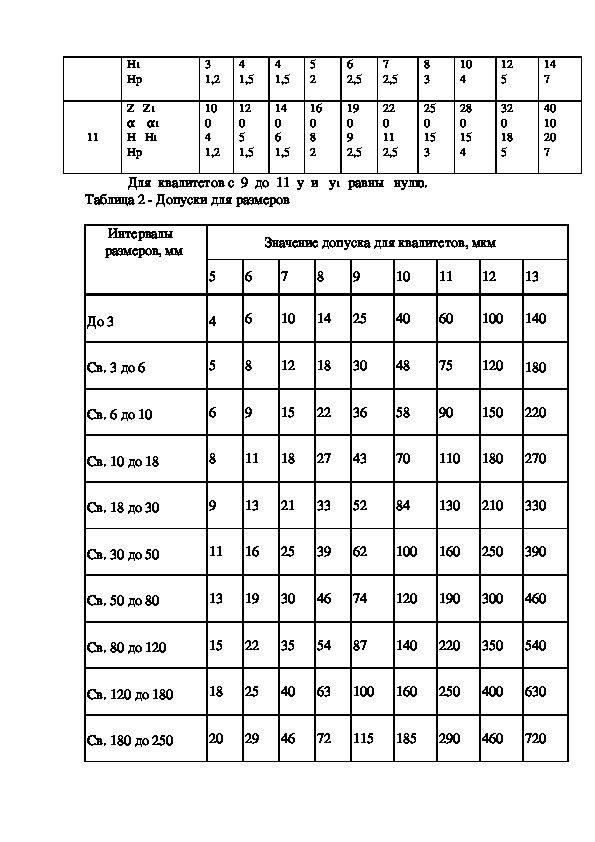
Таблица 2 Допуски для размеров
Интервалы
размеров, мм
Значение допуска для квалитетов, мкм
5
4
5
6
8
9
6
6
8
9
7
8
9
10
14
25
12
18
30
15
22
36
11
18
27
43
13
21
33
52
10
40
48
58
70
84
11
60
75
90
12
13
100
140
120
180
150
220
110
180
270
130
210
330
До 3
Св. 3 до 6
Св. 6 до 10
Св. 10 до 18
Св. 18 до 30
Св. 30 до 50
11
16
25
39
62
100
160
250
390
Св. 50 до 80
13
19
30
46
74
120
190
300
460
Св. 80 до 120
15
22
35
54
87
140
220
350
540
Св. 120 до 180
18
25
40
63
100
160
250
400
630
Св. 180 до 250
20
29
46
72
115
185
290
460
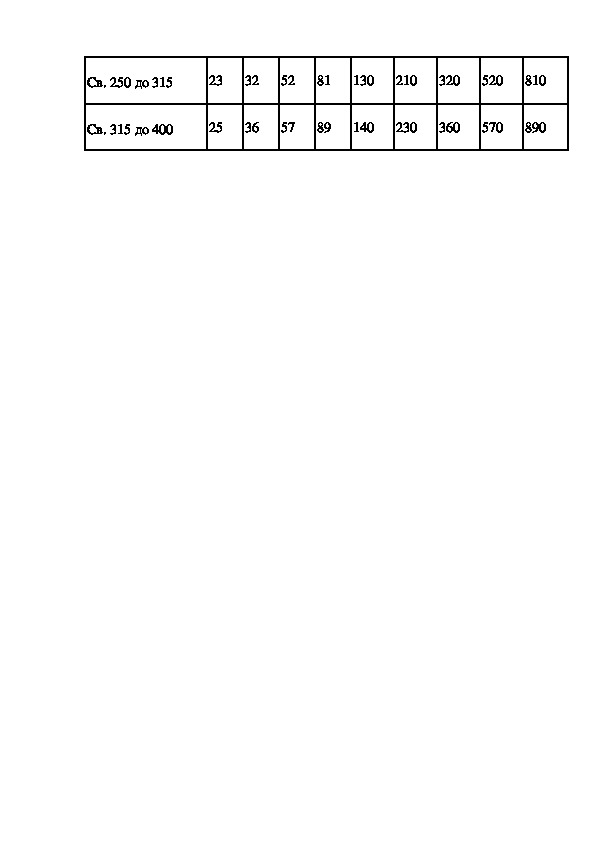
720Св. 250 до 315
23
32
52
81
130
210
320
520
810
Св. 315 до 400
25
36
57
89
140
230
360
570
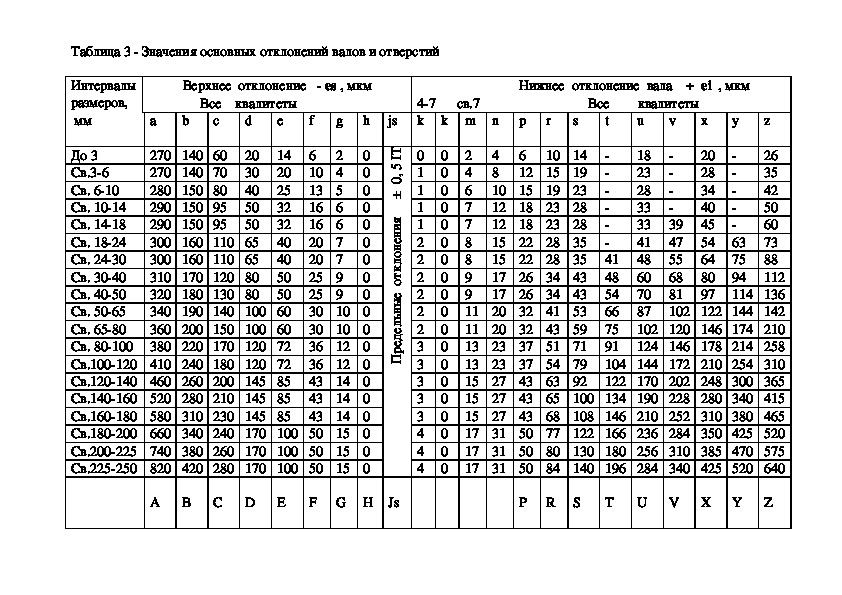
890Таблица 3 Значения основных отклонений валов и отверстий
Интервалы
размеров,
мм
Верхнее отклонение es , мкм
Все квалитеты
a
b
d
g
h
c
e
f
js
Нижнее отклонение вала + ei , мкм
47 св.7 Все квалитеты
k
k m n
p
u
v
x
y
s
r
t
z
0
6
2
14
20
270 140 60
До 3
0
10 4
20
30
270 140 70
Св.36
0
13 5
25
40
280 150 80
Св. 610
0
16 6
32
50
290 150 95
Св. 1014
0
16 6
32
50
290 150 95
Св. 1418
0
20 7
40
300 160 110 65
Св. 1824
0
20 7
40
300 160 110 65
Св. 2430
0
25 9
50
310 170 120 80
Св. 3040
25 9
0
320 180 130 80
50
Св. 4050
30 10 0
340 190 140 100 60
Св. 5065
30 10 0
360 200 150 100 60
Св. 6580
36 12 0
Св. 80100
380 220 170 120 72
36 12 0
Св.100120 410 240 180 120 72
43 14 0
Св.120140 460 260 200 145 85
43 14 0
Св.140160 520 280 210 145 85
Св.160180 580 310 230 145 85
43 14 0
Св.180200 660 340 240 170 100 50 15 0
Св.200225 740 380 260 170 100 50 15 0
Св.225250 820 420 280 170 100 50 15 0
,
0
±
I
5
я
и
н
е
н
о
л
к
т
о
T 0
1
1
1
1
2
2
2
2
2
2
3
3
3
3
3
4
4
4
е
ы
н
ь
л
е
д
е
р
П
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
20
28
34
40
45
54
64
80
97
6
10 14
4
2
26
18
12 15 19
8
4
35
23
10 15 19 23
6
42
28
12 18 23 28
7
50
33
12 18 23 28
7
60
39
33
15 22 28 35
8
73
63
47
41
15 22 28 35
8
88
75
55
48
41
17 26 34 43
9
112
94
68
60
48
9
17 26 34 43
81
114 136
70
54
11 20 32 41 53
87
102 122 144 142
66
11 20 32 43 59
102 120 146 174 210
75
13 23 37 51 71
91
124 146 178 214 258
13 23 37 54 79
104 144 172 210 254 310
15 27 43 63 92
122 170 202 248 300 365
15 27 43 65 100 134 190 228 280 340 415
15 27 43 68 108 146 210 252 310 380 465
17 31 50 77 122 166 236 284 350 425 520
17 31 50 80 130 180 256 310 385 470 575
17 31 50 84 140 196 284 340 425 520 640
A
B
C
D
E
F G H Js
P
R S
T
U
V
X
Y
ZНижнее отклонение отверстия +EI
Все квалитеты
Верхнее отклонение отверстия ES
Все квалитеты