Поделиться

Практическое занятие № 12
Отработка навыков техники РД сварки в вертикальном положении стыковых швов
Цель работы: Формирование практических навыков техники сварки в вертикальном положении стыковых швов
Материально – техническое обеспечение:
Теоретические сведения:
При сварке вертикальных швов расплавленный металл под действием силы тяжести стремится стекать вниз, что затрудняет формирование шва.
Поэтому вертикальные швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой.
Объем расплавленного металла уменьшают снижением сварочного ток на10-15% по сравнению с нижним положением, а диаметр сварочной проволоки ограничивают до 2 мм.
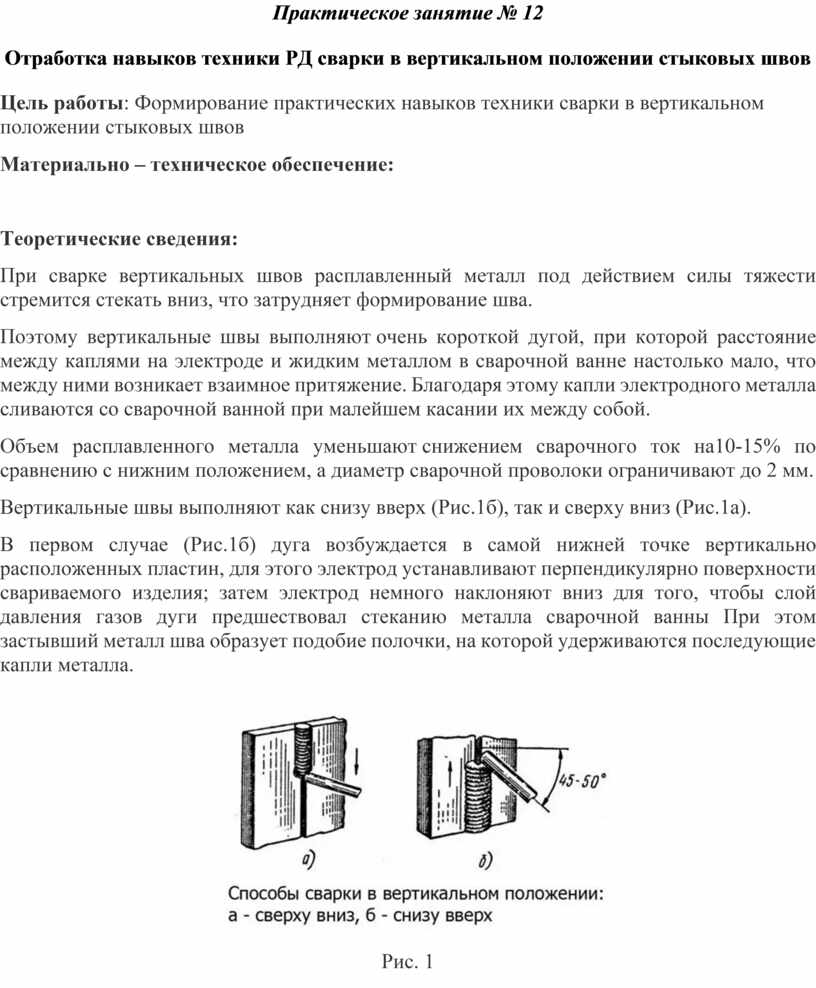
Вертикальные швы выполняют как снизу вверх (Рис.1б), так и сверху вниз (Рис.1а).
В первом случае (Рис.1б) дуга возбуждается в самой нижней точке вертикально расположенных пластин, для этого электрод устанавливают перпендикулярно поверхности свариваемого изделия; затем электрод немного наклоняют вниз для того, чтобы слой давления газов дуги предшествовал стеканию металла сварочной ванны При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла.

Рис. 1
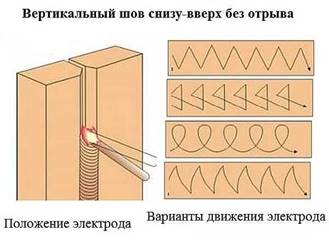
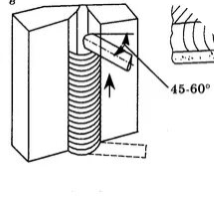
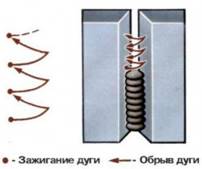
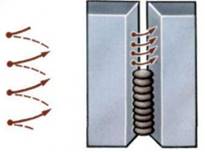
Рис.1 Выполнение сварных вертикальных швов
Сварку сверху вниз применяют при малой толщине металла. В этом случае подтекающий под дугу жидкий металл уменьшает возможность образования сквозных прожогов.
В начале сварки (рис.1а) дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15° -20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электродом должна быть небольшой, а дуга – очень короткой, чтобы капли расплавленного металла удерживались от падения концом сварочной проволоки.
При многослойной сварке сначала проваривают снизу вверх корень шва, а затем выполняют второй и последующие слои и проходы.
Многослойная сварка

Задание: Прочитать чертеж. Составить технологическую последовательность сборки и сварки заданного соединения, с учетом требований чертежа.

Порядок выполнения работы:
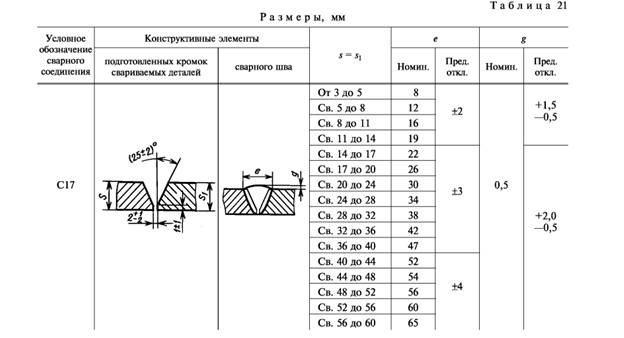
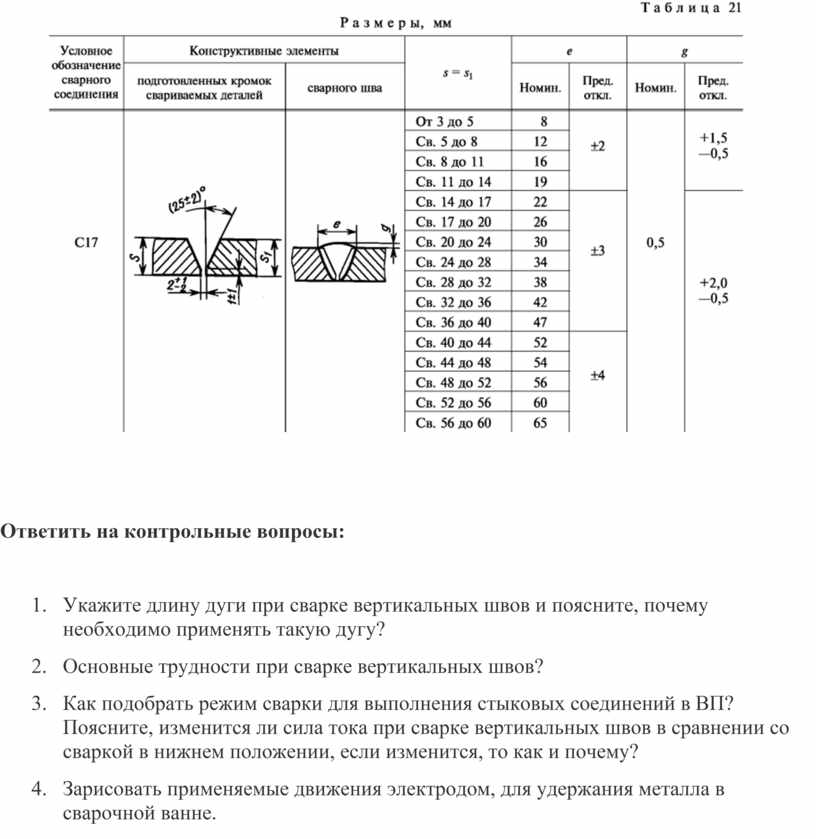
Выписка из ГОСТ 5264-80:
КСС № 2 Соединение С17; Sмет.=
ширина валика:
усиление:
зазор:
1. Подготовка металла к сварке: зачистить околошовную зону на расстоянии 15 мм с лицевой и тыльной стороны посредством УШМ.
2. Подбор режима сварки для стали СтЗ по таблицам; Силу сварочного тока выбираем по формуле: Iсв.= dэл.(30-40) (А), с учетом выполнения шва в ВП.
|
Соединение |
Sмет.(мм) |
Dэл (мм) |
Iсв. (А) |
Положение при сварке |
|
С17 |
|
|
|
ВП |
|
|
|
|
|
|
3. Сборка С17 на 2-х прихватках (L= 10…15мм) с помощью магнитов. Зазор 2 мм. Прихваточные швы зачистить от шлака, проточить абразивным диском.
4. Сварка С17 стали с разделкой кромок встык в ВП. Установить образец в ВП.
А) Корень шва при многопроходной сварке провариваем ниточным швом с прожогом, совершая электродом небольшие колебательные движения «вперед-назад» с образованием с обратной стороны валика с усилением 1 мм.
Б)
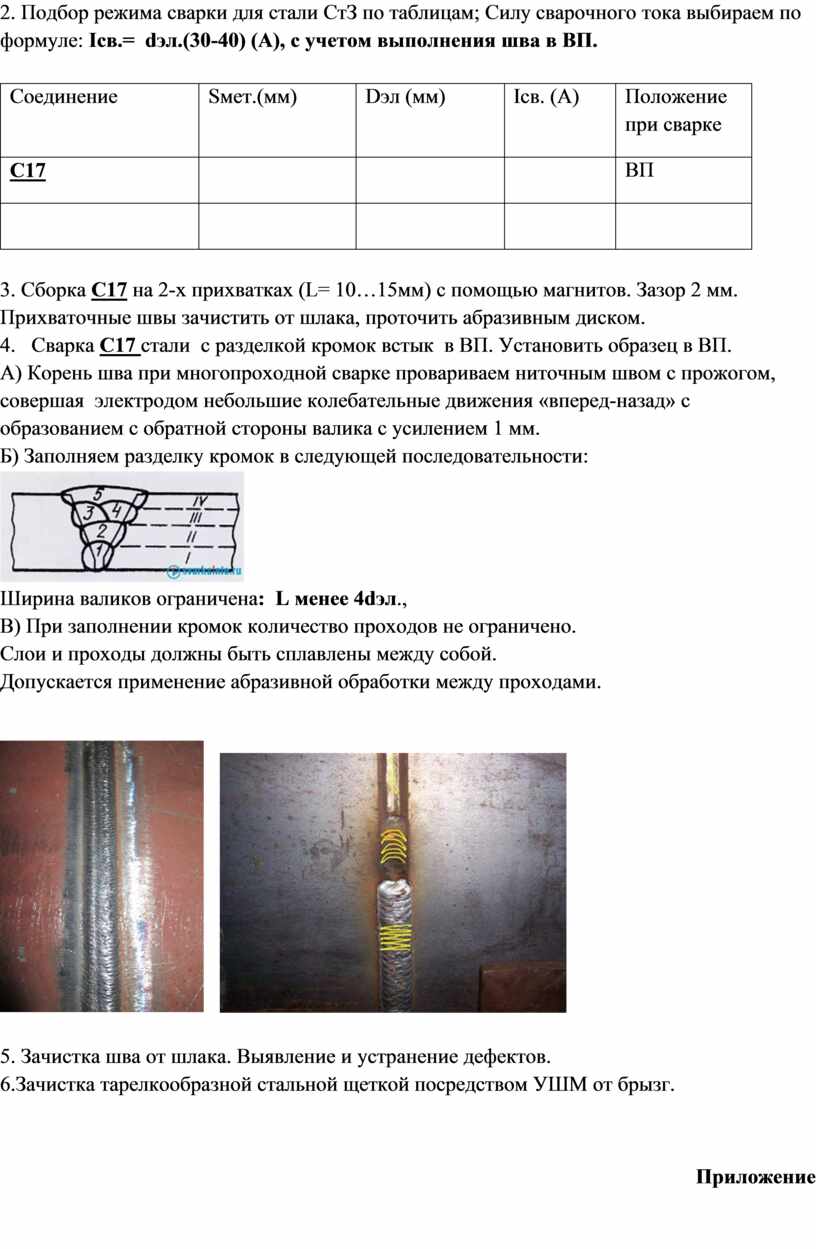
Заполняем разделку кромок в следующей последовательности: 
Ширина валиков ограничена: L менее 4dэл.,
В) При заполнении кромок количество проходов не ограничено.
Слои и проходы должны быть сплавлены между собой.
Допускается применение абразивной обработки между проходами.


5. Зачистка шва от шлака. Выявление и устранение дефектов.
6.Зачистка тарелкообразной стальной щеткой посредством УШМ от брызг.
Приложение
Ответить на контрольные вопросы:
1. Укажите длину дуги при сварке вертикальных швов и поясните, почему необходимо применять такую дугу?
2. Основные трудности при сварке вертикальных швов?
3. Как подобрать режим сварки для выполнения стыковых соединений в ВП? Поясните, изменится ли сила тока при сварке вертикальных швов в сравнении со сваркой в нижнем положении, если изменится, то как и почему?
4. Зарисовать применяемые движения электродом, для удержания металла в сварочной ванне.


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.