Поделиться

Практическое занятие № 2
Отработка навыков техники ТIG сварки в нижнем положении стыковых швов пластин из углеродистой стали.
Цель: получить первоначальные умения по выполнению ТIG сваркой стыковых швов пластин из углеродистой стали в нижнем положении шва.
Теория
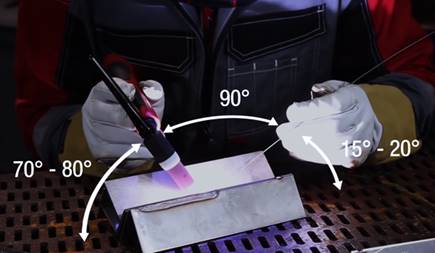
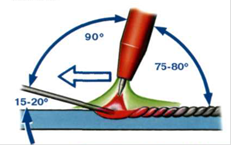
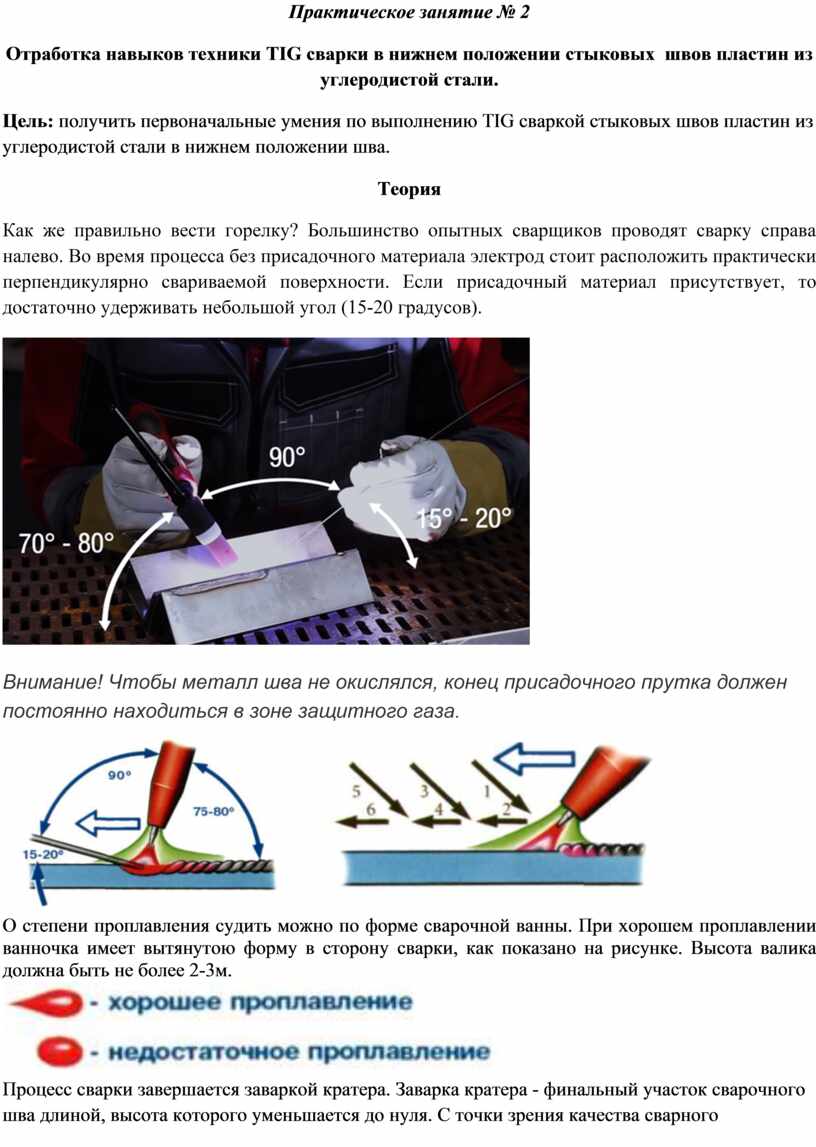
Как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Внимание! Чтобы металл шва не окислялся, конец присадочного прутка должен постоянно находиться в зоне защитного газа.
О степени проплавления судить можно по форме сварочной ванны. При хорошем проплавлении ванночка имеет вытянутою форму в сторону сварки, как показано на рисунке. Высота валика должна быть не более 2-3м.

Процесс сварки завершается заваркой кратера. Заварка кратера - финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образование кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.

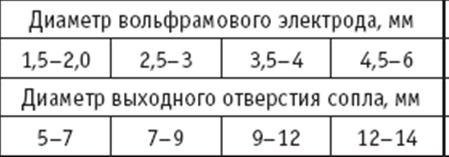
Выбрать номер сопла в соответствии с таблицей

Ход работы:
|
Дано: Соединение С2;
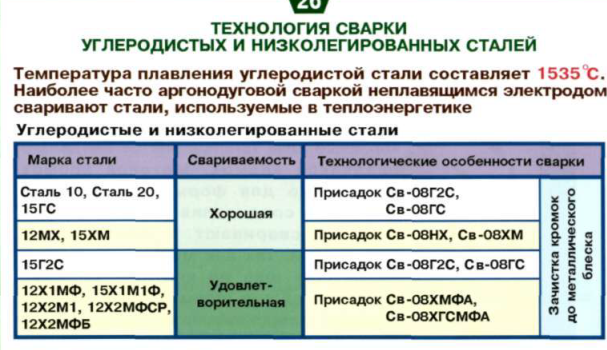
Марка стали 20; Sмет. = 3мм
|
|
Задание: составить технологический процесс ТIG сварки сварного соединения С2 в НП, подобрав необходимое оборудование и режим сварки.
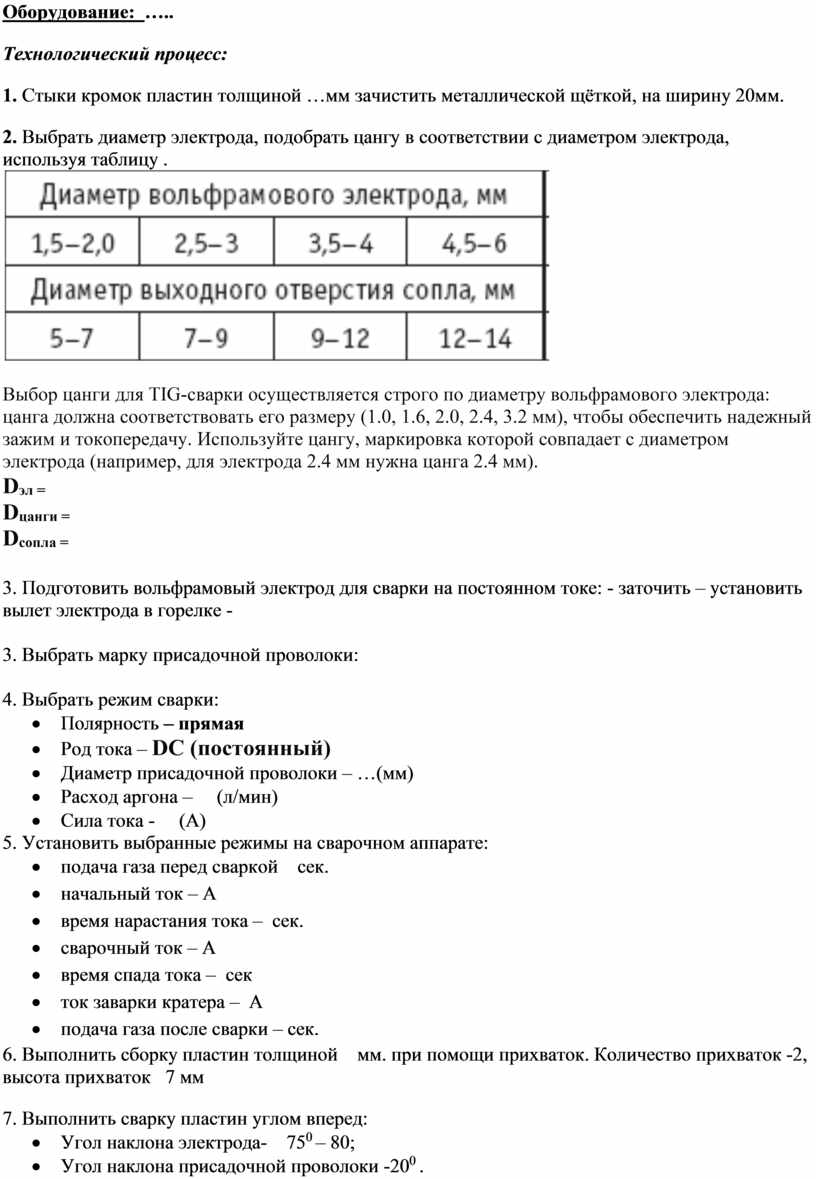
Оборудование: …..
Технологический процесс:
1. Стыки кромок пластин толщиной …мм зачистить металлической щёткой, на ширину 20мм.
2. Выбрать диаметр электрода, подобрать цангу в соответствии с диаметром электрода, используя таблицу .
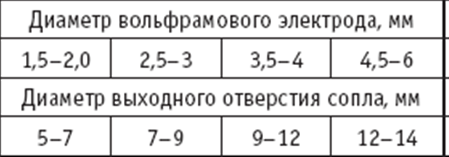
Выбор цанги для TIG-сварки осуществляется строго по диаметру вольфрамового электрода: цанга должна соответствовать его размеру (1.0, 1.6, 2.0, 2.4, 3.2 мм), чтобы обеспечить надежный зажим и токопередачу. Используйте цангу, маркировка которой совпадает с диаметром электрода (например, для электрода 2.4 мм нужна цанга 2.4 мм).
Dэл =
Dцанги =
Dсопла =
3. Подготовить вольфрамовый электрод для сварки на постоянном токе: - заточить – установить вылет электрода в горелке -
3. Выбрать марку присадочной проволоки:
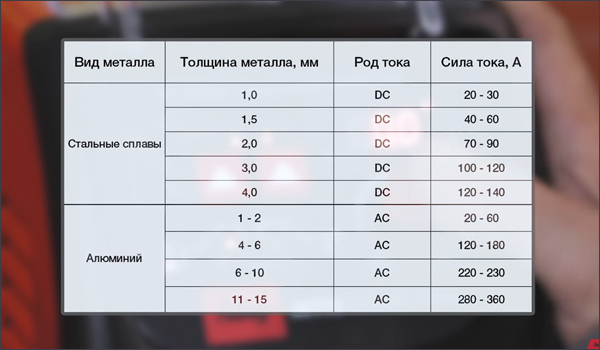
4. Выбрать режим сварки:
· Полярность – прямая
· Род тока – DС (постоянный)
· Диаметр присадочной проволоки – …(мм)
· Расход аргона – (л/мин)
· Сила тока - (А)
5. Установить выбранные режимы на сварочном аппарате:
· подача газа перед сваркой сек.
· начальный ток – А
· время нарастания тока – сек.
· сварочный ток – А
· время спада тока – сек
· ток заварки кратера – А
· подача газа после сварки – сек.
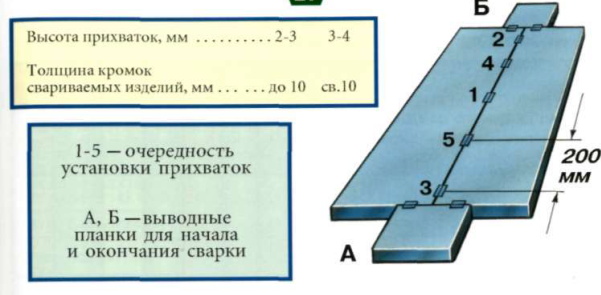
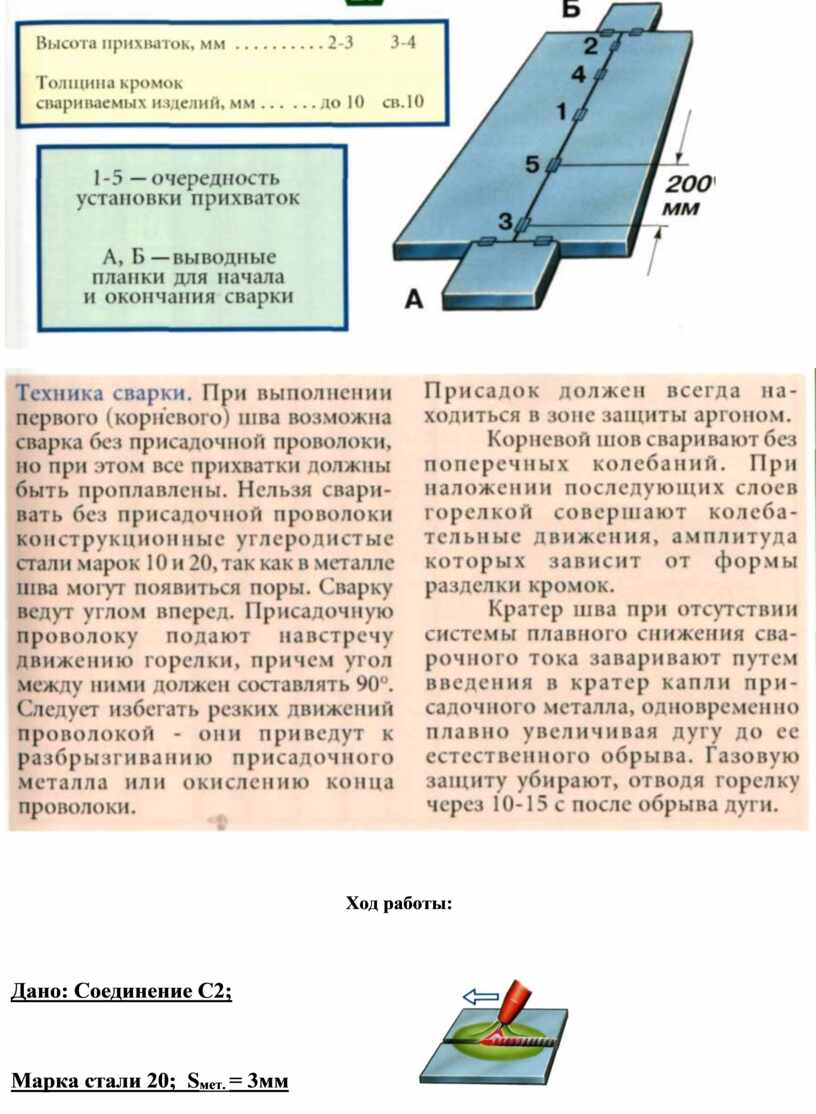
6. Выполнить сборку пластин толщиной мм. при помощи прихваток. Количество прихваток -2,
высота прихваток 7 мм
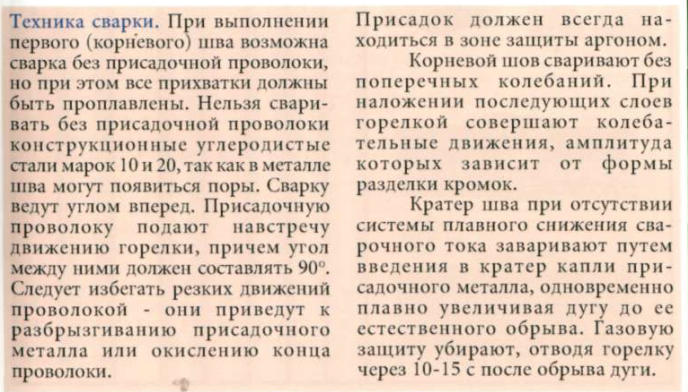
7. Выполнить сварку пластин углом вперед:
· Угол наклона электрода- 750 – 80;
· Угол наклона присадочной проволоки -200 .
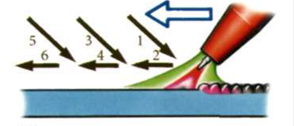
· Движения горелки должны быть небольшими в виде спирали или полумесяца.
· Присадочный пруток подавать впереди горелки без поперечных движений.
· Шов должен получиться гладким, ровным с высотой 2-3 мм.
8. Контроль качества шва внешним осмотром. Выявление и устранение дефектов.



Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
