Поделиться

ФЕДЕРАЛЬНОЕ КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ № 151
ФЕДЕРАЛЬНОЙ СЛУЖБЫ ИСПОЛНЕНИЯ НАКАЗАНИЙ
(ФКП образовательное учреждение № 151)
Методическое пособие для обучающихся
по программе учебной дисциплины ОП.01 «Материаловедение»
по профессии 23.01.08 Слесарь по ремонту строительных машин
Новотроицк
Составил:
Денисов В.Г. – преподаватель ФКП образовательного учреждения № 151.
Методическое пособие предназначено для обучающихся по профессии 23.01.08 Слесарь по ремонту строительных машин, осваивающих программу учебной дисциплины ОП.01 «Материаловедение». Методическое пособие соответствует квалификационным требованиям профессионального стандарта по данной профессии и включает в себя учебно-методический материал в соответствии с содержанием практических работ. Это позволяет обучающимся самостоятельно изучать и закреплять учебный материал, а также осуществлять самоконтроль. Методическое пособие является составной частью программы подготовки рабочих по профессии Слесарь по ремонту строительных машин.
СОДЕРЖАНИЕ
|
Учебный материал для выполнения практической работы № 1. Определить вид металла по внешним признакам |
|
Учебный материал для выполнения практической работы № 2. Определить вид металлических сплавов по внешним признакам |
|
Учебный материал для выполнения практической работы № 3. Определить состав и свойства железоуглеродистых сплавов по маркировке |
|
Учебный материал для выполнения практической работы № 4. Определить виды и способы применения химико-термической обработки сплавов |
|
Учебный материал для выполнения практической работы № 5. Определить свойства цветных металлов и сплавов по их внешним признакам и маркировке |
|
Учебный материал для выполнения практической работы № 6. Составить перечень свойств сталей и сплавов |
|
Учебный материал для выполнения практической работы № 7. Определить по внешнему виду отличия твердых сплавов и область их применения |
|
Учебный материал для выполнения практической работы № 8. Определить физические свойства абразивных материалов и методы их обработки |
|
Учебный материал для выполнения практической работы № 9. Определить химические свойства горюче-смазочных материалов |
Учебный материал для выполнения практической работы № 1.
Определить вид металла по внешним признакам.
Определение металлов можно дать с позиций химии, физики и техники. В химии металлы — это химические элементы, находящиеся в левой части периодической системы элементов Д. И. Менделеева, которые обладают особым механизмом взаимодействия валентных электронов (ионов) с ядром как в самих металлах, так и при вступлении в химические реакции с другими элементами, в том числе с металлами. Физика характеризует металлы как твердые тела, обладающие цветом, блеском, способностью к плавкости (расплавлению) и затвердеванию (кристаллизации), тепло- и электропроводностью, магнитными и другими свойствами. В технике металлы — это конструкционные материалы, обладающие высокой обрабатываемостью (ковкостью, штампуемостью, обрабатываемостью резанием, паяемостью, свариваемостью и др.),прочностью, твердостью, ударной вязкостью и рядом других ценных свойств, благодаря которым они находят широкое применение.
Русский ученый М. В. Ломоносов (1711 — 1765), исследуя металлы и неметаллы в своем труде «Первые основания металлургии или рудных дел», дал металлам определение: «Металлом называется светлое тело, которое ковать можно. Таких тел находим только шесть: золото, серебро, медь, олово, железо и свинец». Это определение М. В. Ломоносов дал в 1773 г., когда известны были только шесть металлов. Из металлов, добываемых из недр земли, получают большую группу конструкционных материалов, применяемых в различных
отраслях промышленности. В природе одни металлы встречаются в чистом, самородном виде, другие — в виде оксидов (соединений металла с кислородом), нитридов и сульфидов, из которых состоят различные руды этих металлов.
Самыми распространенными металлами, применяемыми в качестве конструкционных материалов, являются железо, алюминий, медь и сплавы на основе этих металлов. К металлам относятся более 80 элементов периодической системы Менделеева. Все эти металлы подразделяются на две большие группы: черные металлы и цветные металлы. Характерными признаками черных металлов являются темно-серый цвет, блеск, высокие плотность и температура плавления, твердость, прочность, вязкость и полиморфизм (аллотропия). По физико-химическим свойствам черные металлы подразделяют на пять групп:
- железистые (железо, кобальт, никель, марганец);
- тугоплавкие (вольфрам, рений, тантал, молибден, ниобий, ванадий, хром, титан и др.);
- урановые - актиниды (уран, торий, плутоний и др.);
- редкоземельные - лантаниды (лантан, церий, иттрий, скандий и др.);
- щелочно-земельные (литий, натрий, калий, кальций и др.).
Из этих пяти групп черных металлов особенно широкое применение в промышленном производстве находят железистые и тугоплавкие металлы.
Железистые металлы, кроме марганца, называют еще ферромагнетиками. Ферромагнетики способны намагничиваться и притягивать металлы своей группы. К тугоплавким относятся металлы, которые имеют температуру плавления выше температуры плавления железа (1539°С): титан - 1667°С, ванадий - 1902°С, хром - 1903°С, молибден - 2615°С, ниобий - 2460°С, тантал - 2980°С, вольфрам - 3410 °С. Тугоплавкие металлы в основном применяются как легирующие элементы в производстве жаропрочных, жаростойких, теплостойких и специальных сплавов, в том числе твердых сплавов и высоколегированных сталей.
Физические свойства металлов и сплавов
Физические свойства - свойства конструкционных материалов, которые определяют состояние вещества при определенных условиях (нормальной или повышенной температуре, нагревании до жидкого и охлаждении до кристаллического состояния), поведение в электрическом или магнитном поле, при пропускании электрического тока или теплоты и т. д. К физическим свойствам относятся цвет, плотность, плавкость (температура плавления), кристаллизация (температура затвердевания), линейное и объемное расширение при нагревании, электро- и теплопроводность, теплоемкость, способность намагничиваться и др.
Физические свойства имеют различные единицы измерения, которые дают сравнительную характеристику конструкционных материалов. Знание физических свойств металлов и их сплавов дает возможность научно обосновывать выбор технологии обработки и условия эксплуатации.
Физические характеристики в производственных условиях(конструирование, технология, экспериментирование и эксплуатация) являются основными показателями, определяющими конкретное применение различных конструкционных материалов во
всех отраслях науки и техники.
Химические свойства металлов и сплавов
Общие характеристики. В материаловедении под химическими свойствами понимают характер взаимодействия атомов металлов с другими металлами или неметаллами в процессе кристаллизации(затвердевания). В зависимости от механизма взаимодействия атомов соединяемых веществ образуются различные химические структуры (сплавы).Рассмотрим химические свойства не с точки зрения механизма взаимодействия атомов соединяемых веществ, а с точки зрения механизма активности или инертности к внешней среде, взаимодействия с этой средой свободных поверхностей деталей, механизмов, машин и различных сооружений. Благодаря взаимодействию с внешней средой на свободных поверхностях конструкционных материалов происходят изменения химического состава. Эти изменения проявляются в различных формах в зависимости от степени активности материалов. Наиболее активно химическое взаимодействие происходит с кислородом и водой (происходит окисление). При этом железо покрывается толстым коричневым слоем коррозии (ржавчины), медь - зеленым налетом, алюминий - серой пленкой, свинец быстро тускнеет и т. д.
При нагревании железо и железоуглеродистые сплавы активно окисляются, превращаясь в окалину. Особенно это происходит в среде каких-нибудь газов. При активном образовании окалины при повышенной температуре уменьшается объем и масса металла.
Этот процесс называется угаром металла. Из-за низкой химической стойкости некоторых конструкционных материалов (сталей, чугунов) особенно активно идет химическое изменение или разрушение и окисление поверхности деталей в таких средах, как воздух, морская вода, кислоты, щелочи и др.
Коррозия металлов. Коррозия (от лат. corrosio - разъедание) - это разрушение поверхностного слоя металлов под воздействием окружающей среды (рабочего тела). В процессе коррозии происходит потускнение поверхности, разъедание, травление и разрушение металла. Эти процессы ограничивают применение металлов. Разрушение поверхности металла коррозией может быть вызвано несколькими причинами: искаженной формой атомно-кристаллической структуры, химической неоднородностью (ликвацией), остаточными напряжениями, окружающими физическими условиями и другими многочисленными факторами. Скорость процесса коррозии можно уменьшить или вообще приостановить, если точно определить ее природу, меняя физические условия работы деталей и механизмов или химический состав металла, его структуру. В зависимости от рабочей среды, в которой постоянно находятся детали, механизмы и конструкции из металлов и их сплавов, процессы коррозии подразделяются:
- на газовую коррозию (в сухих газах);
атмосферную коррозию (в условиях открытой атмосферы, влажного естественного воздуха);
- коррозию в жидких растворах (воде, электролитах, не электролитах, нефти и нефтепродуктах);
- почвенную коррозию.
Коррозионные разрушения металлов и сплавов бывают следующих видов:
- общая, или сплошная, коррозия поверхности металлов;
- язвенная коррозия;
- структурно-избирательная коррозия;
- межкристаллитная (интеркристаллитная) коррозия;
- местная коррозия;
- коррозия под напряжением;
- щелевая коррозия;
- биокоррозия.
Все виды коррозии характерны тем, что в конструкциях происходит постепенное разрушение поверхности металла. В одних случаях это скрытое коррозионное разрушение, в других открытое. В зависимости от структуры сплава, химической прочности зерен и правильной или искаженной атомной кристаллической решетки, а также неоднородности по химическому составу (ликвации) кислород избирательно взаимодействует с металлом. Практика показывает, что структуры твердых растворов (аустенит) и химических соединений (карбид) обладают более высокой коррозионной стойкостью, чем структура механических смесей и структура твердого раствора феррита. Особенно опасными являются подповерхностная, язвенная и межкристаллитная коррозия. Эти виды коррозии разрушают металл, что может привести к поломке деталей (конструкций).
По механизму воздействия на металл коррозия подразделяется на химическую и электрохимическую.
Химическая коррозия происходит под воздействием на поверхность металлов и сплавов сухого воздуха, газов, жидкостей, невзаимодействующих с электрическим током, различных нефтепродуктов и расплавленных солей. В результате воздействия перечисленных факторов поверхность металла покрывается тонкой оксидной пленкой. У некоторых металлов оксидная пленка плотная и прочная и при нормальных условиях препятствует дальнейшему распространению коррозии. Такие защитные оксидные пленки называются природными. Под действием высоких температур оксидная пленка теряет защитные свойства, металл угорает и мелкие детали могут полностью разрушиться. Так как химическая коррозия проникает по границам зерен на большую глубину и разъедает эти зерна, изменяя кристаллографическую структуру металла, то с течением времени оксидная пленка увеличивается, трескается и отслаивается. Стальные и чугунные детали покрываются ржавчиной. Ежегодно толщина ее увеличивается. Стальные детали под воздействием сухой атмосферы со временем полностью могут разрушиться. У таких металлов, как алюминий, свинец, никель, хром и др., в обычных атмосферных условиях оксидная пленка тонкая, плотная и прочная, и атомы кислорода не могут через пленку диффундировать. Такими свойствами обладает железо как основной составной элемент в сталях и чугунах. Эти сплавы первоначально имеют плотную оксидную пленку, но с низкой прочностью, поэтому она быстро растрескивается под действием механических колебаний, смены температур, нагрева и охлаждения и отслаивается. В связи с этим стали и чугуны активно коррозируют в любых условиях. Следствием этого является большая естественная убыль различных стальных конструкций и сооружений, станков, машин и механизмов. Для их восстановления требуются миллионы тонн вновь выплавленных конструкционных материалов - сталей и чугунов.
Электрохимическая коррозия - это образование множества мельчайших гальванических элементов (пар) под действием тока, при котором происходят движение электронов металла в электролит и разрушение этого металла. Сущность электрохимической коррозии металлов заключается в том, что она протекает в различных жидкостях, проводящих электрический ток. В обычных условиях вода впитывает из атмосферы различные соли с образованием слабых электролитов. Между металлом и электролитами образуется электрическая пара (гальванический элемент). Под ее воздействием происходит медленное постоянное разрушение (коррозия) металла. При этом атомы, находящиеся в узлах кристаллических решеток металла (конструкций и сооружений), вступая в контакт с жидким раствором (электролитом), переходят в этот раствор, образуя коррозию. Электрохимической коррозии подвергаются все металлические конструкции, сооружения, машины, находящиеся под открытым небом, так как они постоянно взаимодействуют с влагой (водой), а также металлы, находящиеся в почве (трубопроводы, опоры линий электропередачи, мосты и т. д).
Методы защиты металлов от коррозии. В практике разработаны различные эффективные методы защиты металлов от коррозии, которые широко применяются в различных отраслях промышленности и строительстве. Неметаллические покрытия являются наилучшей временной защитой изделий машиностроения от коррозии. Как правило, в этом случае применяют густые консервационные материалы: защитные масла и смазки. Защитные смазки для изделий в машиностроении применяют для транспортировки и хранения, а также для консервации. Использование защитных смазок сводится к временной изоляции металла от коррозионной среды. Защитить металлические поверхности изделий от коррозии маслами и смазками полностью не удается. В процессе транспортировки и временного хранения изделия обертывают в промасленную или пропарафинированную бумагу для изоляции от влажного воздуха, атмосферных осадков и т. д. Для повышения антикоррозионной защиты металлических поверхностей изделий в масла и смазки вводят ингибиторы, которые подавляют, нейтрализуют или временно замедляют процесс коррозии. Применение смазок и масел предохраняет металлические поверхности машинной техники, используемой сезонно (машины сельскохозяйственного назначения, военная и аварийная техника),и запасных частей к ней. Для защиты металлических поверхностей применяют смазку ГОИ-54, вазелин, кремний органический, вазелин технический, органический и др. Лакокрасочные покрытия и фенолформальдегидные смолы изолируют металл от контакта с рабочей средой, увеличивают электрическое сопротивление, защищая металл от химического и электрохимического воздействия. Эти покрытия должны обладать большой механической прочностью, газо- и водонепроницаемостью. Лакокрасочными покрытиями предохраняют от коррозии почти все сооружения, эксплуатируемые в атмосфере, а также станки, трубопроводы, батареи отопления и т. д. Различные трубопроводы, контактирующие с агрессивной средой, покрывают смолами. В отдельных случаях используют покрытия пластмассами.
Металлические покрытия также защищают металлы от коррозии. Одним из способов получения многослойных антикоррозионных покрытий является плакирование. Этот вид покрытий заключается в прокатке листов (труб), лент и других изделий с металлами, устойчивыми к коррозии. В качестве металлов, предохраняющих от коррозии, применяют медь, алюминий, хром и тонкие листы коррозионно-стойкой стали. Получаемый, в процессе проката, тонкий наружный слой металла (с одной или двух сторон) устойчив к химической и электрохимической коррозии.
Другой способ получения многослойного металлического покрытия - лужение (окунание в жидкий расплавленный металл) медью, оловом, цинком и др. В практике широко применяется производство листов, ленты, проволоки и другой продукции в виде луженых, хромированных, оцинкованных, алитированных и других видов проката, а также производство труб, покрытых цинком, алюминием, кремнием и другими металлами (сталь - медь, сталь - латунь, сталь - бронза, сталь - никель и др.). К этому типу покрытий относится также металлизация поверхности стальных деталей и заготовок методом напыления расплавленного антикоррозионного металла с помощью пистолета или электрической дуги (плазменное покрытие).
К разновидностям многослойных металлических покрытий относятся также гальванические покрытия. При гальванических покрытиях изделия основного металла, соединенного с отрицательным потенциалом, опускают в электролит, содержащий соли кор-
розионно-стойкого металла (медь, цинк, хром, никель и др.) или пластины из чистого металла. Эти пластины (или электролиты) заряжаются положительным потенциалом. Под действием разности потенциалов в электролит (пластины металла) выпадают электроны, которые оседают на основном (покрываемом) металле, предохраняя его от коррозии. Достоинством гальванических покрытий является равномерное образование на поверхности деталей коррозионно-стойкого металла - металла покрытия. Этим методом производят меднение, хромирование, цинкование, никелирование, серебрение, золочение и др.
К разновидности металлических антикоррозионных покрытий относятся также диффузионные покрытия — насыщение защищаемых поверхностей на небольшую глубину коррозионно-стойкими металлами: хромом, алюминием, серой и другими элементами. Этот
метод получил название химико-термической обработки (ХТО).
Легирование — один из наиболее эффективных методов получения коррозионно-стойких конструкционных материалов. При легировании в конструкционные материалы в процессе плавки добавляются коррозионно-стойкие металлы и неметаллы. Легирующие элементы, составляющие сплав, образуют на поверхностях конструкционных материалов прочные и плотные оксидные пленки, предохраняющие металлы от коррозии, или образуют с железом структуру аустенита, который обладает высокой стойкостью к коррозии. В практике в качестве коррозионно-стойких конструкционных материалов выпускают хромистые, хромоникелевые, хромоникелевые с титаном и другие легированные стали и сплавы.
Химические покрытия нашли широкое применение в машиностроении. Сущность химических покрытий заключается в образовании на поверхности деталей пленки, состоящей из металла детали и присадочного материала. В машиностроении применяются следующие виды химических покрытий: воронение, оксидирование и фосфатирование. Воронение заключается в нагреве детали до температуры 270 … 290°С и протирании ее минеральным маслом. Разновидностью воронения является нагрев деталей до температуры 450…550°С и неоднократное опускание их в минеральное масло. После каждого съема детали тщательно насухо протирают. В процессе воронения на поверхности деталей образуется пленка, состоящая из солей железа темно-синего или черного цвета. В связи с тем что пленка солей железа, образуемая при воронении, плотная и прочная, она не пропускает атомы кислорода и воды, предохраняя поверхность деталей от коррозионного разрушения.
Оксидирование заключается в кипячении деталей в водном растворе селитры, едкого натра или пероксида марганца. На поверхности деталей, также как и при воронении, образуется прочная, плотная пленка синего или черного цвета, из магнитного оксида железа
(Fе3О4), предохраняющая детали от коррозии.
Фосфатирование заключается в обработке деталей в смеси фосфорной кислоты и железистых и марганцевых солей. При этом на поверхности деталей образуется пленка, состоящая из фосфата железа и фосфата марганца. Пленка не растворяется в воде, не пропускает кислород, механически прочная и надежно защищает детали от коррозии. Цвет детали — черный.
Протекторная защита — это наиболее эффективный метод защиты сооружений из стали и чугуна (мосты, нефтепроводы, газопроводы, теплосистемы и другие объекты, имеющие важное народно-хозяйственное значение), для которых применение перечисленных методов защиты от коррозии невозможно из-за их высокой стоимости или больших габаритных размеров этих сооружений. Сущность этого метода заключается в том, что металлическая конструкция (котел) подключается в сеть постоянного тока (батарея) к отрицательному потенциалу — катоду. Рядом с металлическим сооружением на глубину промерзания в водоносные слои помещается пластина активного металла (цинк, свинец, магний и др.). Эта пластина соединяется с положительным потенциалом — анодом. Под действием ЭДС электроны катода (пластины, соединенной с отрицательным потенциалом) переходят к аноду. Пластины, разрушаясь, предохраняют основной металл от разрушения.
Контроль коррозионных разрушений. С целью определения объема коррозионных разрушений изделий из металла проводят различные испытания:
- лабораторные — в искусственных условиях;
- в природных условиях — в почве, атмосфере, пресных водоемах и море;
- эксплуатационные — в естественных условиях работы сооружений, машин, трубопроводов и т. д.;
- ускоренные — имитация естественных условий работы при условии ускорения во времени.
Оценку коррозионных разрушений осуществляют определением потери массы металла или по толщине разрушенного металла. По коррозионной стойкости металлы классифицируют в соответствии с действующими стандартами по десятибалльной шкале и группам стойкости. Оценка коррозии по десятибалльной шкале не допускается в случаях коррозионного растрескивания и межкристаллитной коррозии изделий. Кроме того, по коррозионной стойкости металлы подразделяются на активно коррозирующие в атмосферных условиях и воде, медленно коррозирующие в атмосферных условиях и воде, коррозионно-стойкие в атмосферных условиях и воде, а также особую группу конструкционных материалов составляют сплавы, работающие в активных средах (кислотах, щелочах, газовой среде) и при
высоких температурах.
Механические свойства металлов и сплавов
Механические свойства — это группа свойств, которые характеризуют способность конструкционных материалов выдерживать(или не выдерживать) различные механические нагрузки: прочность, пластичность, упругость, твердость и ударную вязкость. Под воздействием механических нагрузок детали машин и механизмы могут разрушаться (или не разрушаться) в зависимости от механических характеристик. Для определения механических характеристик конструкционные материалы подвергают следующим видам механических испытаний: испытание на растяжение, сжатие, кручение, изгиб, усталость, динамические испытания (на удар), испытание при повторно-переменных нагрузках.
Напряжения и виды деформаций, возникающие в деталях машин и механизмах в процессе их работы. Напряжение — это отношение нагрузки к площади поперечного сечения детали, воспринимающей эту нагрузку (нагрузка измеряется в ньютонах (Н) или
килограмм-силах (кгс), а площадь поперечного сечения деталей в квадратных метрах (м2).
Деформация — это изменение формы и размеров (или разрушение) деталей под действием нагрузок. В зависимости от направления действия механических нагрузок различают следующие виды деформации деталей и механизмов:
- деформация сжатия, которую испытывают шабот и баба кузнечного молота, пресса, пуансон и матрица, а также заготовки в процессе ковки, штамповки и прессования;
- деформация растяжения, которую испытывает трос подъемного крана;
- деформация кручения, которую испытывают шпиндель сверлильного и токарного станков, ходовые винты, валы и др.;
- деформация сдвига или среза, которую можно наблюдать при механической обработке деталей на металлорежущих станках, зубчатых зацеплениях, шпонках, шпильках, штифтах, образующих неподвижные соединения (посадки) деталей и механизмов и т. д.;
- деформация изгиба, характерная для стрелы подъемно-мостового крана, пролетов различных мостов и т.д.
В зависимости от физико-механической природы конструкционных материалов различают упругие и пластические деформации. При упругих деформациях форма и размеры деталей после снятия нагрузки возвращаются в исходное состояние. При пластических деформациях происходит изменение размеров и формы деталей после прекращения нагрузки (остаточная деформация). При одинаковых нагрузках и сечениях детали машин, изготовленные из различных конструкционных материалов, деформируются по-разному. Например, стальной трос диаметром 10 мм разрушается при нагрузке 5 т, алюминиевая проволока этого же диаметра разрушается при нагрузке 1 т.
Прочность конструкционных материалов. Показателем работоспособности троса (подъема груза) является прочность конструкционного материала. Прочность — это способность конструкционных материалов выдерживать (или не выдерживать) различные механические нагрузки не разрушаясь (или разрушаясь). Например, трос подъемного крана, изготовленный из стали, поднимает и перемещает груз определенной массы в пределах установленной для данной марки стали прочности. Железнодорожный мост рассчитан на строго заданную грузоподъемность. Прочность определяется пределом прочности при растяжении (временным сопротивлением), который характеризует напряжения или деформации, соответствующие максимальным (до разрушения образца) значениям нагрузки.
Пластичность конструкционных материалов. Пластичность - это способность конструкционных материалов изменять свою форму и размеры под действием нагрузки и сохранять остаточную деформацию после снятия нагрузки. Пластичность - свойство, обратное упругости. Пластичность характеризуется относительным удлинением и относительным сужением. Относительное удлинение δ, %, показывает, на сколько увеличилась длина образца в процессе растяжения. Относительное сужение показывает, на сколько процентов уменьшится площадь поперечного сечения образца после растяжения. Величина пластичности зависит от физико-механических свойств конструкционных материалов, их хрупкости. Хрупкие материалы при растяжении или других видах деформаций разрушаются без удлинения (изгиба), внезапно (например, серые чугуны), поэтому хрупкость является отрицательным свойством материалов. Свойство пластичности широко используется в производстве деталей из конструкционных материалов методом деформирования (прокатки, волочения, ковки, штамповки, слесарных операций и др.). При этом металл в горячем состоянии деформированию подвергается значительно легче, чем в холодном состоянии. При деформировании в холодном состоянии заготовки получают наклеп(упрочнение). Повышается твердость, прочность, ударная вязкость. Устраняется хрупкость, уменьшается пластичность. При горячем деформировании конструкционные материалы повышают механические свойства: твердость, пластичность, прочность и ударную вязкость, устраняется хрупкость. При деформировании как в холодном, так и в горячем состоянии пластическая деформация происходит по следующим физическим законам:
- наименьшего сопротивления металла;
- постоянства объема;
- расширения металла при нагревании и сужения его при охлаждении;
- поверхностного трения.
Эти важные технологические законы учитываются при выборе технологических режимов горячего и холодного деформирования. В практике конструкционные материалы должны обладать высокой прочностью, некоторой пластичностью. Отсутствие пластичности приводит к внезапному разрушению деталей.
Твердость конструкционных материалов. Твердость - это способность конструкционных материалов противостоять проникающим нагрузкам. Свойство твердости проявляется при обработке материалов резанием, в подшипниках качения и скольжения, зубчатых зацеплениях и различных трущихся деталях и механизмах. Чем выше твердость деталей и инструмента, тем выше износостойкость и надежность работы механизмов и стойкость режущих инструментов. В зависимости от твердости обрабатываемого материала выбираются режимы обработки заготовок резанием. Твердость режущего инструмента обусловливает их стойкость (время работы от заточки до заточки). Конструкционные материалы в сыром состоянии имеют низкую твердость. Для повышения износостойкости деталей и инструмента их подвергают различным видам термической или химико-термической обработки, в процессе которой твердость повышается в 2 - 3 раза. В металловедении определение твердости конструкционных материалов основано на вдавливании в испытуемый образец какого-либо наконечника (индентора) под нагрузкой. В практике определения твердости металлов широкое применение нашли методы Бринелля, Роквелла, Виккерса, микротвердости, упругой отдачи, ударного отпечатка и метод царапания (резания).
Ударная вязкость. Способность конструкционных материалов сопротивляться ударным нагрузкам называется ударной вязкостью (ударной прочностью). В процессе работы большинство деталей машин и механизмов испытывают ударные нагрузки, которые также называются динамическими нагрузками. Для определения условий работы конструкционных материалов при тех или иных динамических нагрузках существует метод испытания материалов на ударный изгиб при различных температурах (ГОСТ 9454—78*). Ударная вязкость (прочность) определяется на специальном приборе, называемом маятниковым копром.
Для определения ударной вязкости материалов изготавливают специальные образцы с концентраторами напряжений, которые испытывают на маятниковых копрах. Образцы изготавливают с U-, V-, T-образными концентраторами. Образцы устанавливают на опоры маятникового копра посредине концентраторов напряжений. Далее разрушают образец. В результате разрушения определяют полную работу, затраченную на разрушение образца при
ударе (работа удара), или ударную вязкость. Таким образом, под ударной вязкостью понимают работу удара, отнесенную к начальной площади поперечного сечения образца вместе концентратора.
Испытание конструкционных материалов на усталость. Процесс накопления напряжений в деталях и механизмах при знакопеременных нагрузках, приводящих к разрушению, называется усталостью. Свойство конструкционных материалов, обратное усталости, называется выносливостью. В целях определения усталости(выносливости) детали и механизмы подвергают лабораторным испытаниям, которые регламентируются ГОСТ 25.502—79. Для определения усталости разработана методика, по которой испытанию
подвергают 15 образцов конструкционного материала. Каждый образец подвергают нагрузке до полного разрушения или определенного числа циклов (знакопеременных нагрузок). При испытании определяют предел выносливости и по соответствующим параметрам (нагрузкам) определяют гарантийный срок службы (число циклов), время работы деталей машин и механизмов. В процессе эксплуатации на эти детали и механизмы даются соответствующие рекомендации.
Технологические и эксплуатационные свойства металлов и сплавов
Технологические свойства. Технологические свойства – это группа свойств, которые определяют способность конструкционных материалов подвергаться различным видам обработки в холодном и горячем состоянии. В основе этих свойств лежат физико-механические особенности конструкционных материалов, которые и определяют технологичность заготовок в процессе изготовления различных деталей и инструмента. К технологическим свойствам относятся обрабатываемость резанием, деформируемость (ковкость, штампуемость, способность к загибу, перегибу, отбортовке, получению двойного кровельного замка и т. д.), свариваемость, литейные свойства, паяемость, упрочняемость и др. Технологические свойства характеризуют поведение материалов в процессе изготовления из них деталей.
Свариваемость - способность конструкционных материалов образовывать прочные, неразъемные соединения путем местного расплавления соединяемых деталей и их последующего охлаждения. Вид сварки зависит от источника нагрева. Сварка бывает газовая, дуговая, электроконтактная, ультразвуковая, электрошлаковая, кузнечная и др.
Деформируемость - это способность заготовок воспринимать пластическую деформацию в процессе технологических операций: гибки, ковки, штамповки, волочения, проката и прессования без нарушения ее целостности. Деформируемость зависит от химического состава, механических свойств, скорости деформации, а также температуры и величины деформации при каждой операции. Оценка деформируемости при различных видах операций давлением проводится методом технологических проб, испытаний. Технологические испытания не дают числовых данных по качеству деформированности конструкционных материалов.
Литейные свойства - это способность конструкционных материалов образовывать качественные отливки без трещин, коробления, усадочных раковин и т. д. К ним относятся жидкотекучесть, усадка и ликвация.
Жидкотекучесть — это способность конструкционного материала в жидком состоянии заполнять полости, узкие и тонкие места литейной формы и давать четкое объемное изображение очертаний отливок. Жидкотекучесть зависит от химического состава
сплава, температуры заливки, вязкости и поверхностного натяжения. На жидкотекучесть влияет также качество полости формы, шероховатость ее стенок, их теплопроводность и характер атмосферы в самой форме. Например, жидкотекучесть металла в песчаных сухих формах значительно выше, чем в сырых и металлических формах.
Усадка — это свойство конструкционных материалов уменьшаться в объемных и линейных размерах при затвердевании отливок. Величина усадки выражается в процентах. Усадка зависит от химического состава конструкционных материалов и температуры их заливки. При повышении температуры сплава усадка отливки увеличивается. Усадка различных конструкционных материалов колеблется в пределах 1…2%. Например, литейный серый чугун имеет величину усадки 1 %, сталь - 2 %, сплавы цветных металлов -1,5 %. Усадка сопровождается образованием в отливках усадочных раковин и рыхлости. Для компенсации усадки, предотвращения усадочных раковин и рыхлости литейную форму конструируют таким образом, чтобы ее полость постоянно подпитывалась жидким металлом, т. е. делают дополнительные устройства - прибыли.
Ликвация — неоднородность по химическому составу в отливках, образуемая в процессе кристаллизации сплава. Химическая неоднородность наблюдается как в отдельных частях отливки (зональная ликвация), так и внутри отдельных зерен (внутрикристаллическая ликвация).Внутрикристаллическая ликвация устраняется путем термической обработки, а зональная - механическим перемешиванием жидкого металла в процессе его заливки в форму. Большое влияние на ликвацию оказывает также скорость охлаждения отливки. При быстром равномерном охлаждении отливки ликвация не наблюдается. Кроме того, практикуют охлаждение жидкого металла и его затвердевание по направлению прибыли. Разнородность по химическому составу в этом случае образуется в прибыли. Таким образом, прибыль является универсальным устройством, которое предотвращает явный брак в отливках, образуемый усадкой, короблением и ликвацией.
Паяемость — это способность конструкционных материалов образовывать прочные и герметичные соединения путем паяния. В необходимых случаях (например, в радиотехнике и электротехнике) спаянные соединения должны обладать определенными физическими свойствами: электропроводностью, индуктивностью и т. д.
Упрочняемость — это способность конструкционных материалов улучшать механические свойства в процессе термической и химико-термической обработки. К упрочняемости относятся закаливаемость, прокаливаемость и незакаливаемость. Закаливаемость — это способность конструкционных материалов воспринимать закалку. Этой способностью обладают все углеродистые и легированные стали с массовой долей углерода свыше 0,3 %, а также чугуны, сплавы цветных металлов, латуни, бронзы, силумины и др. Прокаливаемость - это способность конструкционных материалов воспринимать закалку на определенную глубину. Прокаливаемость характеризуется глубиной закалки, которая определяется на стандартных образцах по ГОСТ 5657—69. Испытанию подвергают цилиндрические образцы диаметром 25 мм, длиной 120 мм с заплечиками. Их закаливают с торца и через определенные размерные интервалы по методу Роквелла замеряют твердость. Прокаливаемость зависит от химического состава конструкционного материала, температуры нагрева и способа охлаждения. Например, углерод в конструкционных сталях, начиная от массовой доли 0,3% и выше, способствует увеличению прокаливаемости. Хром, кремний и марганец также способствуют увеличению прокаливаемости легированных сталей. Высокую прокаливаемость имеют углеродистые инструментальные стали с массовой долей углерода 0,7 … 1,3%. Незакаливаемость — способность конструкционных материалов в процессе термической обработки не воспринимать закалку(например, углеродистые и другие стали с массовой долей углерода менее 0,3 %). Свойство незакаливаемости отдельных конструкционных материалов широко используется при сварке. Чем выше незакаливаемость металла соединяемых деталей и электродов, тем выше качество сварного соединения. Если отдельные стали обладают устойчивым свойством незакаливаемости, то, как бы их ни нагревали и ни охлаждали, детали из этих сталей закалку вообще не воспринимают.
Эксплуатационные свойства. Эксплуатационные, или служебные, свойства - это группа свойств, которые определяют долговечность и надежность работы изделий в процессе их эксплуатации. К ним относятся износостойкость, циклическая вязкость, жаропрочность, хладностойкость, антифрикционность, прирабатываемость и др. Эти свойства определяются специальными испытаниями в зависимости от условий работы машин и механизмов. В основу эксплуатационных свойств положены физико-механические и химические свойства конструкционных материалов. Физико-химическая природа этих материалов определяет надежность и долговечность работы деталей и механизмов.
Износостойкость — способность конструкционных материалов сопротивляться абразивному изнашиванию трущихся поверхностей деталей и инструмента во время работы. Например, передняя поверхность режущих инструментов, по которой сходит стружка, при механической обработке (точении, сверлении, фрезеровании и т. д.) постоянно подвергается высокому трению, вследствие чего происходит изнашивание этой поверхности и режущей кромки резца. Режущие элементы затупляются. Чем выше износостойкость материала резца, тем выше стойкость режущего инструмента, т. е.непосредственное машинное время работы данным инструментом. Требования высокой износостойкости предъявляются ко всем трущимся поверхностям деталей, инструменту и механизмам в процессе работы. Поверхности зацепления зубчатых передач, фрикционных муфт, кулачковых механизмов, зеркало цилиндров двигателей внутреннего сгорания и т. д., как правило, должны иметь высокую износостойкость. Высокая износостойкость деталей, инструмента и механизмов достигается путем термической и химико-термической обработки.
Циклическая вязкость — это способность конструкционных материалов выдерживать динамические знакопеременные нагрузки не разрушаясь. Примером высокой циклической вязкости могут служить рессоры автомобиля, торсионы и пружины. Эти детали работают при высоких динамических нагрузках в сложных условиях и длительное время не разрушаются. Постоянные толчки на стыках рельсов, неровностях автодороги неравномерное движение поездов деформируют рессоры и пружины в прямом и обратном направлениях. Благодаря высокой циклической вязкости рессоры и пружины длительное время не разрушаются, что определяет их надежность. Разновидностью циклической вязкости являются демпферные свойства некоторых конструкционных материалов.
Демпфирование - способность гасить, рассеивать колебания и направленные нагрузки. Особенно высокими демпферными свойствами обладают серые литейные и ковкие чугуны, благодаря чему они широко применяются в производстве высоконагруженных деталей машин и конструкций (станины станков, кронштейны, кожухи и т. д.).
Жаропрочность — способность конструкционных материалов выдерживать высокие механические нагрузки в процессе работы при температурах, начиная от 0,3 температуры плавления и выше. Жаропрочность зависит от тугоплавкости химических компонентов конструкционных материалов. Многие детали современных двигателей, турбин, металлургических печей и силовых установок при высоких температурах несут большие нагрузки. При этом в конструкционных материалах ослабевают межатомные связи, уменьшаются упругость, твердость, вязкость, и детали постепенно разрушаются. Углеродистые стали практически не имеют жаропрочности. С добавлением в них алюминия, магния и титана в небольших объемах жаропрочность повышается до 300…600°С. С добавлением в сплав никеля и кобальта жаропрочность повышается до 700…1000°С.
Жаростойкость (окалиностойкость) - это способность металлов и сплавов противостоять образованию коррозии под действием температуры в среде воздуха, газа и пара. В практике принята эксплуатационная жаростойкость - стойкость при длительной ра-
боте деталей и конструкций при температуре 600…650°С. Углеродистые стали и чугуны имеют низкую жаростойкость. Легированные стали, чугуны, сплавы, содержащие хром, никель, титан, вольфрам и ванадий, имеют жаростойкость 800… 1 000°С и выше. Жаростойкость определяют глубиной коррозии (окалиной). Кроме того, стандартом устанавливается продолжительность работы деталей и конструкций в газовой среде (воздухе) при повышенной температуре.
Хладностойкость — свойство конструкционных материалов сохранять вязкость при отрицательных температурах от 0 до −269 °С. Воздействию низких температур подвергаются газо- и нефтепроводы, мосты, рельсы и другие сооружения, эксплуатируемые в северных районах, где температура может достигать −60 °С; летательные аппараты, работающие при температурах от 0 до−183 °С; детали, узлы и механизмы холодильной и криогенной техники, эксплуатируемые в условиях температур до −269 °С.
Хладноломкость — это свойство материала хрупко разрушаться при пониженных температурах и терять вязкость. Понижение температуры приводит к хрупкому разрушению конструкционных материалов. Высокой хладноломкостью обладают углеродистые конструкционные стали и чугуны. Алюминий, титан и их сплавы, никелевые стали обладают более высокой хладностойкостью. Для деталей и конструкций, работающих при отрицательных температурах, с целью уменьшения хладноломкости и получения высокой хладностойкости применяют специальные легированные стали и новые материалы - композиты.
Антифрикционность — способность конструкционных материалов образовывать низкое трение соприкасающихся (трущихся) поверхностей деталей в процессе их работы. Низкий коэффициент трения и высокое скольжение обеспечивают антифрикционность конструкционных материалов. В практике выпускаются специальные материалы, которые идут на изготовление узлов трения. Эти материалы называются антифрикционными. Они широко применяются для изготовления подшипников скольжения в современных машинах, механизмах и приборах. Антифрикционные материалы обладают устойчивостью к вибрации, бесшумностью в работе и прирабатываемостью. В качестве антифрикционных материалов широкое применение нашли чугуны, бронзы и баббиты. В целях устранения нагрева при трении и увеличения антифрикционности в механизмах используются смазывающие материалы.
Фрикционность — способность конструкционных материалов к образованию высокого трения соприкасающихся поверхностей деталей в процессе их работы. Фрикционность используется в тормозных устройствах и механизмах и для передачи крутящего момента (фрикционные муфты, диски сцепления, тормозные барабаны и системы и т. д.). Материалы, предназначенные для изготовления тормозных устройств, должны обладать высоким коэффициентом трения, минимальным износом, теплостойкостью, прирабатываемостью и высокой прочностью. В качестве фрикционных материалов применяются многокомпонентные металлические и неметаллические пластины, диски и накладки, спеченные или спрессованные с асбестом, графитом, металлической стружкой или проволокой.
Прирабатываемость — способность конструкционных материалов пластически деформироваться в процессе работы в узлах трения, увеличивать площадь контакта, снижать давление и температуру на трущихся поверхностях в узлах трения и сохранять граничную смазку. Хорошая прирабатываемость обеспечивает надежную работу подшипников скольжения и качения при работе в паре с сырым или закаленным валом и других трущихся деталей и механизмов, повышая их долговечность. С целью обеспечения надежности и долговечности работы машин и механизмов после их изготовления проводится обкатка на холостом ходу. А после сдачи станка в эксплуатацию в первый период (рекомендуют для машин) осуществляют работу на малых оборотах или скоростях. В этих случаях происходит плавная прирабатываемость всех узлов и агрегатов машин, станков и механизмов.
Эксплуатационные свойства в технике еще получили название
триботехнические характеристики.
Учебный материал для выполнения практической работы № 2.
Определить вид металлических сплавов по внешним признакам.
Из-за низких механических свойств чистые металлы как конструкционные материалы в машиностроении находят ограниченноеприменение по сравнению со сплавами.
Сплав - это конструкционный материал, полученный путемсплавления нескольких химических элементов (металлов и неметаллов) и обладающий свойствами, присущими основному сплавляемому элементу. Металлический сплав может быть получен нетолько сплавлением химических элементов, но и такими способами, как спекание, электролиз, диффузия, плазменное напыление,возгонка и др. Конструкционный материал, полученный не сплавлением, называется псевдосплавом. Если сплав имеет в своемсоставе 50 % металла и более, то он называется металлическимсплавом. Металлический сплав имеет более высокие механические и технологические свойства по сравнению с неметаллическим сплавом. Химические элементы, образующие сплав, называются компонентами. По своему составу сплавы могут быть двухкомпонентными (металл + металл, металл + неметалл), трех- и более компонентными. Внутреннее строение сплавов определяетсяформой связи между компонентами. Двухкомпонентные сплавыпри нагревании (охлаждении) в силу особенностей взаимодействия друг с другом ведут себя неадекватно и, в связи с этим,имеют различное физическое строение и свойства.
К промышленным сплавам, которые находят широкое применение, относятся чугун и сталь - сплавы железа с углеродом; латунь - сплав меди с цинком; бронза - сплав меди с оловом и др. Сплавы имеют атомно-кристаллическое строение, обладают аллотропией (полиморфизмом) и, по сравнению с чистыми металлами, более высокими механическими и технологическими свойствами. Форма металлической связи сплавляемых химических элементов влияет на образование структуры сплава, их атомно-кристаллическую решетку.
Фазы. Сплавам, так же как и чистым металлам, характерноатомно-кристаллическое строение. Сплав в твердом состоянииможет иметь различную связь атомно-кристаллических решеток. Жидкое или твердое состояние химических компонентов, образующих сплав при определенной температуре и давлении, называется системой. Однородная часть системы, отделенная от других частей условной границей (линией), называется фазой. Жидкая фаза характеризуется тем, что атомные кристаллические решетки сплавляемых компонентов распадаются и компоненты растворяются друг в друге или не растворяются и присутствуют в сплаве самостоятельно. Эта закономерность присуща многимсплавам.
Твердая фаза - это однородная часть сплава с определеннымиатомно-кристаллическим строением и массовой долей сплавляемых компонентов. Атомные решетки сплавляемых компонентоввзаимодействуют в строго определенном порядке. Атомные решетки химических элементов, образующих сплав в твердом состоянии, образуют мелкие кристаллы - структуры. В зависимости от внутреннего строения сплавов и металлической или химической связи между сплавляемыми элементами сплавы подразделяются на две группы: однородные сплавы и неоднородные сплавы. Однородные сплавы имеют общие атомные кристаллические решетки, в которые входят атомы сплавляемых компонентов. Неоднородные сплавы имеют самостоятельные кристаллические решетки сплавляемых компонентов. По характеру взаимодействия сплавляемых компонентов втвердой фазе различают механические смеси, твердые растворы ихимические соединения.
Механическая смесь сплавляемых компонентов образуется тогда, когда атомные кристаллические решетки сохраняются и не вступают в химическую реакцию с образованием какого-либо нового соединения. Связь между атомными решеткамиосуществляется за счет металлической связи. Механическая смесьсплава будет неоднородного типа, т. е. сплавляемые компоненты в сплаве будут самостоятельными и чередоваться между собой в зависимости от их соотношения. Свойства механической смеси зависят от свойств сплавляемых компонентов. Как правило, эти микроструктуры имеют относительно высокую твердость, прочность, ударную вязкость, хорошо обрабатываются резанием.
Твердые растворы в зависимости от взаимодействия атомовподразделяются на твердые растворы внедрения и твердые растворы замещения. Твердые растворы по своим свойствам наиболее близки к свойствам основного компонента. Они имеют низкую твердость, высокую плотность, ударную вязкость, прочность, хорошо деформируются в холодном и горячем состоянии. Микроструктура большинства конструкционных и инструментальных сталей представляет собой твердые растворы внедрения и замещения.
Химические соединения сплава образуются тогда, когда атомно-кристаллические решетки сплавляемых компонентов распадаются. Отдельные атомы этих компонентов образуют новыеатомные решетки, которые по своему типу, форме и числу атомов отличаются от атомно-кристаллических решеток сплавляемых компонентов. Химические соединения в сплаве образуются при строго определенном массовом соотношении сплавляемых компонентов. Например, химическое соединение углерода с железом образуется при массовой доле углерода, равной 6,67%. Свойства химических соединений также резко отличаются отсвойств сплавляемых компонентов. Химические соединения, как правило, очень твердые, хрупкие, тугоплавкие, имеют мелкозернистую или игольчатую микроструктуру. В практике чаще всего в сплаве наблюдается смесь нескольких соединений (микроструктур), например механическая смесь химического соединения и твердого раствора или механическая смесь двух твердых растворов.
Диаграммы состояния двухкомпонентных сплавов. Любое изменение химического состава сплава влечет за собой изменение физических параметров: температуры, давления и структуры. Изменение этих параметров на границах фаз происходит скачкообразно или замедленно. В практике металловедения для определения температур, давления, структуры и взаимодействия сплавляемых компонентов применяют графики - диаграммы состояния сплавов. Для этого нагревают (охлаждают) сплав в закрытом тигле с помощью термопары, по прибору наблюдают поведение этого сплава и по наблюдениям строят соответствующие графики. На диаграммах состояния отображаются только условия, когда сплав имеет посто-
янные параметры, - равновесие, поэтому в научной литературе диаграммы состояния также называют диаграммами равновесия. В связи с тем что сплавляемые компоненты (металлы и неметаллы) обладают аллотропией, при нагревании (охлаждении) в сплавахпроисходят аллотропные изменения. Аллотропные измененияможно наблюдать при лабораторных исследованиях с помощьютермического метода, а иногда визуально (цвет сплава становится
ярче или, наоборот, тускнеет, или длительное время остается постоянным). Любое изменение в металле при нагревании (охлаждении) характеризуется определенной температурой, которая называется критической температурой. Критические температуры на прямойо тражаются соответствующими точками, которые называются критическими точками. Если рассматривать любой металл илисплав в одном измерении (температура нагрева), то графическая характеристика будет отображена в виде вертикальной прямой, накоторой указывают критические температуры (точки). Если состояние металла или сплава рассматривать в двух измерениях (температура нагрева (охлаждения) и время нагрева (охлаждения), то график будет изображен в двух координатах (ось ординат и ось абсцисс).
Для примера рассмотрим состояние чистого железа при нагревании и охлаждении. На рисунке приведены критические температуры чистого железа при нагревании (охлаждении). Железо имеет следующие критические точки (температуры): 768, 910, 1392 и 1539°С. При температуре 910°С Fе-α (α-железо) переходит в Fе-β (β-железо). При температуре 1392°С Fе-β переходит в Fe-γ (γ-железо). При температуре 1539°С Fe-γ начинает медленно расплавляться с поглощением энергии (температуры). При всех критических температурах на диаграммах показаны задержки перекристаллизации (горизонтальные участки). При охлаждении железа процесс перекристаллизации происходит в обратном порядке. Для двухкомпонентных сплавов диаграмма состояния – это графическое изображение состояния сплавов в двух измерениях: температура нагрева (охлаждения) и химический состав сплава
(концентрация). Температуру нагрева (охлаждения) откладывают по оси ординат, по оси абсцисс откладывают массовую долю сплавляемых компонентов (концентрация).
Железоуглеродистые сплавы
Железо. Железо относится к главному химическому элементув группе черныхметаллов. В чистом виде железо в природе невстречается, а встречается в виде оксидов,образующих так называемую железную руду с различным содержанием железа. Кристаллическая решетка железа — ОЦК, но при повышениитемпературы она меняется. При нагревании до температуры 150…250°С чистое железо, взаимодействуя с кислородом, покрывается оксидной пленкой. Технически чистое железо пластично. При незначительных массовых долях примесей (не более 0,01 %) пластичность резко уменьшается. Чистое железо в связи с низкими механическими свойствами практического применения не находит. Металлургическая промышленность для научных исследованийпроизводит несколько сортов технически чистого железа: чистейшее, электролитическое, карбональное, техническое.
Указанные сорта чистого железа имеют различные механические свойства. Например, предел прочности σв = 180…320 Мпа (18…32 кгс/мм2), относительное удлинение δ = 30…50 % зависят от сорта железа. Пластичность железа зависит от температуры испытания. При незначительном нагревании чистое железо становится хрупким. Исследования показали, что железо имеет три зоны хрупкости:
- до 270°С — железо хладноломкое;
- 540…720°С — железо синеломкое;
- 1080…1265°С — железо красноломкое.
Свойства хрупкости у железа проявляются в зависимости от типа атомной кристаллической решетки и ее параметров. Химические элементы (примеси) увеличивают или понижают температуру ломкости (синеломкости) железа. Так, например, кислород увеличивает, а углерод и марганец понижают температуру ломкости. Кроме того, практика показывает, что прочность и пластичность железа зависят от способа производства исследуемых образцов. Литые образцы имеют пониженную прочность и пластичность по сравнению с образцами, полученными деформированием (прокаткой, ковкой). Деформируемое железо прочнее литого. Железо в твердом состоянии в зависимости от температуры может находиться в двух модификациях: α-железо и γ-железо. При нагревании и охлаждении происходят аллотропные превращения, в результате которых идет перестройка атомных решеток. Кроме того, важным фактором является способность железа растворять углерод, азот и водород, а также различные металлы. При этом с металлами образуются твердые растворы замещения, а с углеродом, азотом и водородом - растворы внедрения.
Особую роль в образовании твердых
растворов внедрения играет углерод, который растворяется как в α-железе,
так и в γ-железе. Наибольшая растворимость углерода в γ-железе
составляет 2,14% (на диаграмме состояния Fе — Fе3С критическая
температура 1147°С).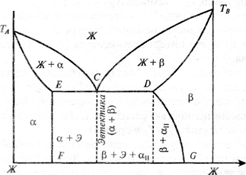
Чистое железо получить практически невозможно. В настоящеевремя получают железо с массовой долей различных примесей от 0,01%. Например, Армко-железо - техническое железо, получаемое в мартеновских печах и применяемое для научных исследований, - имеет массовую долю примесей 0,1 … 0,2 %. Практика показывает, что углерод, сплавляясь с железом, способствует резкому возрастанию механических свойств - увеличиваются твердость, износостойкость, упругость и прочность. Уменьшается пластичность и ударная вязкость. В связи с этим в практике широкое применение нашли сплавы железа с углеродом и другими элементами.
Характеристика железоуглеродистых сплавов. Железоуглеродистым сплавом называется сплав железа, насыщенный углеродоми другими химическими элементами в процессе доменной плавки или иного металлургического процесса. Железоуглеродистые сплавы являются основными конструкционными материалами и представляют большую группу, как по объему производства, так и помногообразию различных марок. Железоуглеродистые сплавы по физико-химическим и механическим свойствам подразделяются на две большие группы: стали и чугуны.
Сталь - это сплав железа с углеродом, в котором массовая доля углерода составляет до 2,14 % (теоретически). На практике обычно массовая доля углерода составляет 1,3…1,5 %. Углеродистая сталь - это деформируемый, ковкий и прочный конструкционный материал, предел прочности которого достигает 1150 МПа, твердость - 285 НВ и относительное удлинение - 32%. Сталь имеет хорошую обрабатываемость резанием, сваривается и обрабатывается давлением.
Чугун - это сплав железа с углеродом, в котором массовая доля углерода составляет 2,14… 6,67 % (теоретически). На практике применяются чугуны с массовой долей углерода 2,5 … 5,0 %. Свойства чугуна зависят от его структуры, т. е. от взаимодействия углерода с железом. В зависимости от структуры чугун будет обладать теми или иными физико-механическими свойствами. При наличии зернистой структуры чугун будет обладать высокой твердостью и прочностью, а также высокой обрабатываемостью. Большая часть товарного чугуна перерабатывается в сталь.
Фазы и структуры железоуглеродистых сплавов. Железоуглеродистый сплав в зависимости от физических условий (температура, давление) может находиться в трех фазовых состояниях: жидкой, полужидкой и твердой фазе. Каждая из этих фаз, несмотря на
однородность химического состава, имеет различные физические и механические свойства. При изучении свойств железоуглеродистых сплавов научно-практический интерес представляют различные структуры твердой фазы, которые при взаимодействии с углеродом образуют железо (например, химическое соединение цементит, твердые растворы аустенит и феррит, механические смеси перлит и ледебурит).
Цементит - это химическое соединение углерода с железом (карбид железа) Fe3C. Структура цементита представляет собой сложную ромбическую атомно-кристаллическую решетку со слабой металлической связью. Температура начала плавления цементита - 1147°С, конца плавления - 1600°С. Цементит с различными химическими элементами, находящимися в железоуглеродистых сплавах, образует твердые растворы замещения. При определенных условиях (температура и высокое давление) цементит распадается на свободный углерод (графит). Цементит - ферромагнетик, аллотропных изменений не имеет,
при температуре 217 °С теряет магнитные свойства. Количество углерода в цементите всегда постоянно и составляет 6,67 %. Цементит - это самая твердая (700 … 800 НВ) и хрупкая структурная составляющая железоуглеродистых сплавов, режет стекло, не поддается обработке резанием. Пластичность цементита равна нулю. В изломе цементит имеет мелкозернистое или игольчатое строение, белый блестящий цвет и является типичной структурой белых передельных чугунов.
Феррит - твердый раствор внедрения углерода в α-железе. Это малонауглероженное железо с массовой долей углерода до 0,02 %. Феррит имеет твердость 60 … 80 НВ, предел прочности при растяжении σв = 250 МПа (25 кгс/мм2), относительное удлинение при разрыве δ ≤ 50 % и является микроструктурой низкоуглеродистых сталей, которая представляет собой крупные светлые зерна.
Аустенит - твердый раствор внедрения углерода в γ-железе. Максимальная концентрация углерода в аустените составляет 2,14 %, твердость - 170 … 220 НВ. Аустенит образуется при температуре 727°С и имеет неустойчивую структуру, при охлаждении распадается. Структура аустенита обладает высокими механическими (прочность, пластичность, вязкость, твердость) и технологическими свойствами.
Перлит - механическая смесь твердого раствора феррита и химического соединения цементита. Такая смесь получила название эвтектоида (легкораспадающийся). Перлит имеет мелкопластинчатую или зернистую структуру. Массовая доля углерода в перлите составляет 0,83 %, твердость - 200…240 НВ, предел прочности при растяжении σв = 1100…1150 МПа (110…115 кгс/мм2). Перлит - структура неустойчивая, при температуре 727 °С распадается на аустенит.
Ледебурит - механическая смесь аустенита и цементита. Ледебурит (эвтектика) содержит 4,3 % углерода, плавится при постоянной температуре 1147 °С. Сталь с массовой долей углерода 0,83 % называется эвтектоидной, менее 0,83 % - доэвтектоидной и более 0,83 % - заэвтектоидной. Чугун с массовой долей углерода 4,3 % называется эвтектическим, с массовой долей углерода менее 4,3 % - доэвтектическим, с массовой долей углерода более 4,3 % - заэвтектическим
Учебный материал для выполнения практической работы № 3.
Определить состав и свойства железоуглеродистых сплавов по маркировке.
Сплавы железа с углеродом
Сплавы железа с углеродом являются основой, так называемых, черных сплавов — сталей и чугунов, которые служат важнейшими конструкционными материалами в технике. Структура и свойства любого сплава зависят, прежде всего, от свойств базового компонента и элементов-добавок, а также от характера их взаимодействия.
Чугун
Чугун - сплав, содержащий железо (Fе) + углерод (С), где 2,14<С< 4,5% и неизбежные примеси: Mn, S, P, Si. Свойства чугунов: большая твердость, хрупкость, плохая обрабатываемость резанием, малая вязкость. Виды чугунов:
- по назначению: передельный (для выплавки стали) и литейный (для производства чугунных отливок);
- по составу: обычный и легированный;
- по технологии производства: высокопрочный и ковкий.
Маркировка чугунов:
СЧ – серый чугун (литейный чугун + чугунный лом): СЧ10, СЧ30. Изготавливают: отливки деталей, трубы, сантехническое оборудование.
ВЧ – высокопрочный чугун (СЧ +добавки лантана, магния): ВЧ38-17, ВЧ70-2. Имеет повышенные механические свойства. Изготавливают: валы двигателей, тяжело нагруженные детали машин.
КЧ – ковкий чугун (получают отжигом): КЧ37-12, КЧ45-6. Свойства: большая твердость, прочность, пластичность. Изготавливают: небольшие тонкостенные отливки, картеры а/м.
А – антифрикционные чугуны (СЧ и ВЧ + добавки хрома, никеля, меди): АС4, АС4-2, АВЧ-1. Изготавливают: подшипники трения.
Обозначение марок различных групп чугуна:
- передельный чугун - П1, П2;
- передельный чугун для отливок - ПЛ1, ПЛ2;
- передельный фосфористый чугун - ПФ1, ПФ2, ПФ3;
- передельный высококачественный чугун ПВК1, ПВК2, ПВК3;
- чугун с пластинчатым графитом СЧ, цифры после букв "СЧ" обозначают величину временного сопротивлению разрыву в кгс/мм2;
- антифрикционный чугун серый - АЧС;
- антифрикционный высокопрочный - АЧВ;
- антифрикционный ковкий - АЧК;
- чугун с шаровидным графитом для отливок ВЧ, цифры после букв "ВЧ" означают временное сопротивление разрыву в кгс/мм2;
- чугун легированный со специальными свойствами Ч, буквы после буквы "Ч" означают легирующие элементы: Х - хром, С - кремний, Г - марганец, Н - никель, Д - медь, М - молибден, Т - титан, П - фосфор, Ю - алюминий. Цифры после букв означают среднее содержание основных легирующих элементов в процентах. Буква "Ш" в конце марки чугуна указывает, что чугун имеет графит шаровидной формы.
- ковкий чугун КЧ, цифры, стоящие после букв "КЧ", означают временное сопротивление разрыву в кгс/мм2 и относительное удлинение в процентах.
Пример расшифровки: КЧ 45-14 - ковкий чугун, предел прочности при растяжении (45х10) 450 Н/мм2, относительное удлинение - 14 %.
Сталь
Сталью называется сплав железа с углеродом, в котором массовая доля углерода составляет 2,14% (теоретически). На практике концентрация углерода составляет не более 1,5%. Кроме углерода в стали находятся постоянные примеси: кремний, марганец, сера, фосфор и другие химические элементы. Производство стали заключается во вторичной переработке передельного белого чугуна различными способами: мартеновским, конверторным, электроплавкой и др. Сущность производства стали заключается в удалении углерода и других химических элементов в процессе плавки шихты, состоящей из жидкого или чушкового чугуна, стального лома, железной руды и известняка. Плавку производят в различных сталелитейных агрегатах: мартеновских печах, конверторах, электродуговых, электроиндукционных и других металлургических агрегатах. Наряду с чугунами сталь также является основным конструкционным материалом в машиностроении и других отраслях промышленного производства. Маркировать стали принято буквенно - цифровым обозначением.
Углеродистые стали обыкновенного качества (ГОСТ 380) содержат повышенное количество серы и фосфора. Маркируются Ст.2кп., БСт.3кп, ВСт.3пс, ВСт.4сп. Ст – индекс данной группы стали. Цифры от 0 до 6 - это условный номер марки стали. С увеличением номера марки возрастает прочность и снижается пластичность стали. По гарантиям при поставке существует три группы сталей: А, Б и В. Для сталей группы А при поставке гарантируются механические свойства, в обозначении индекс группы А не указывается. Для сталей группы Б гарантируется химический состав. Для сталей группы В при поставке гарантируются и механические свойства, и химический состав. Индексы кп, пс, сп указывают степень раскисленности стали: кп - кипящая, пс - полуспокойная, сп - спокойная.
Качественные углеродистые стали поставляют с гарантированными механическими свойствами и химическим составом (группа В). Степень раскисленности, в основном, спокойная.
Конструкционные нелегированные качественные стали (например, Ст.10; Ст.20; Ст.30; Ст.45), обозначают двузначным числом, указывающим на среднее содержание углерода в стали 0,10%, 0,20%; и т.д.
Конструкционные качественные углеродистые стали маркируются двухзначным числом, указывающим среднее содержание углерода в сотых долях процента. Указывается степень раскисленности, если она отличается от спокойной (сталь 08 кп, сталь 10 пс, сталь 45), содержание углерода, соответственно, 0,08 %, 0,10 %, 0,45 %.
Инструментальные качественные углеродистые стали маркируются буквой У (углеродистая инструментальная сталь) и числом, указывающим содержание углерода в десятых долях процента (сталь У8, сталь У13), содержание углерода, соответственно, 0,8 % и 1,3 %
Инструментальные высококачественные углеродистые стали. Маркируются аналогично качественным инструментальным углеродистым сталям, только в конце марки ставят букву А, для обозначения высокого качества стали (сталь У10А).
Стали инструментальные нелегированные, делят на качественные, обозначаемые буквой У и цифрой, указывающей среднее содержание углерода (У7; У8; У10), и высококачественные, обозначаемые дополнительной буквой А в конце наименования (У8А; У10А; У12А), или дополнительной буквой Г, указывающей на дополнительное увеличение содержания марганца (У8ГА).
Стали инструментальные легированные обозначаются также как и конструкционные легированные. Возьмем такую марку, как ХВГ: расшифровка этой марки показывает наличие в ней основных легирующих элементов: хрома, вольфрама, марганца. Эта сталь отличается от 9ХВГ повышенным содержанием в ней углерода, примерно 1%, поэтому цифра в начале марки не ставится.
Стали быстрорежущие - такие марки имеют букву Р (с этого начинается обозначение стали), затем следует цифра, указывающая среднее содержание вольфрама (Р18; Р9), затем следуют буквы и цифры, определяющие массовое содержание элементов. Например, сталь Р6М5: цифра 5 показывает долю молибдена в этой марке. Не указывают содержание хрома, т. к. оно составляет стабильно около 4% во всех быстрорежущих сталях, и углерода, т. к. последнее всегда пропорционально содержанию ванадия. Следует заметить, что если содержание ванадия превышает 2,5%, то буква Ф и цифра указывается (Р6М5Ф3).
Конструкционная низколегированная сталь 09Г2С расшифровывается, как сталь, углерода в которой около 0,09%, содержание легирующих компонентов марганца, кремния и других составляет, в сумме, менее 2,5%. Стали 10ХСНД и 15ХСНД отличаются разницей углерода, в таких сталях среднее содержание каждого элемента содержится менее 1% процента, поэтому цифры за буквой не ставятся.
Конструкционные легированные стали, такие как 20Х; 30Х; 40Х, обозначают буквами и цифрами, в данном случае марка показывает содержание углерода и основного легирующего элемента хрома. Цифры после каждой буквы обозначают примерное содержание соответствующего элемента, однако при содержании легирующего элемента менее 1,5% цифра после соответствующей буквы не ставится. 30ХГСА хромокремнемарганцевая сталь, обладает большой прочностью и повышенным сопротивлением к ударным нагрузкам. В состав марки входит углерод 0,30%, кроме углерода содержит марганец, кремний и хром, примерно в равных долях по 0,8-1,1%. Содержание серы и фосфора не должно превышать 0,03% для каждого из этих элементов, поэтому в конце таких марок ставится буква А, что свидетельствует о дополнительных показателях качества марок, например, 20ХН4ФА; 38ХН3МА. Также обозначаются и конструкционные рессорно-пружинные стали, такие как 60С2А, 65Г, где первые цифры показывают углерод в сотых долях процента, 0,60 и 0,65 соответственно.
Расшифровка сталей конструкционных подшипниковых: они обозначаются также, как и легированные, маркировка начинается с буквы Ш (ШХ4; ШХ15; ШХ15СГ). Цифра 15 говорит о содержании легирующего хрома, примерная доля которого равна 1,5%, в стали ШХ4 0,4% соответственно.
Автоматные стали - стали, обладающие повышенной обрабатываемостью резанием. Эффективным металлургическим приемом повышения обрабатываемости резанием является введение в сталь серы, селена, теллура, кальция, которые изменяют состав неметаллических включений, а также свинца, который образует собственные включения. Автоматные стали А12, А20 с повышенным содержанием серы и фосфора используются для изготовления малонагруженных деталей на станках автоматах (болты, винты, гайки, мелкие детали швейных, текстильных, счетных и других машин). Эти стали обладают улучшенной обрабатываемостью резанием, поверхность деталей получается чистой и ровной. Износостойкость может быть повышена цементацией и закалкой. Стали А30 и А40Г предназначены для деталей, испытывающих более высокие нагрузки. У автоматных сталей, содержащих свинец, (АС11, АС40), повышается стойкость инструмента в 1…3 раза и скорость резания на 25…50 %. Легированные хромистые и хромоникелевые стали с присадкой свинца и кальция (АЦ45Г2, АСЦ30ХМ, АС20ХГНМ) используются для изготовления нагруженных деталей в автомобильной и тракторной промышленности. Автоматные стали подвергают диффузионному отжигу при температуре 1100…11500С, для устранения ликвации серы.
Химические элементы, входящие в состав марки стали принято обозначать буквами.
Например, буквой Х - обозначается хром, Н никель, К - кобальт, М - молибден, В - вольфрам, Т - титан, Д - медь, Г - марганец, С - кремний, Ф - ванадий, Р - бор, А - азот, Б - ниобий, Е - селен, Ц - цирконий, Ю - алюминий, Ч - показывает о наличии редкоземельных металлов.
Учебный материал для выполнения практической работы № 4.
Определить виды и способы применения химико-термической обработки сплавов.
Процесс тепловой обработки металлических изделий с целью придания им заданной структуры и свойств называется термической обработкой. Она может быть промежуточная, с целью улучшения технологических свойств и заключительная - формирование свойств готовых изделий.
Теоретические основы термической обработки
железоуглеродистых сплавов
Превращения в сталях при нагреве. Нагрев стали выше линии Ас1 приводит к образованию аустенита. Теоретически, при температуре А1 (а фактически при некотором перегреве), в перлите на межфазных границах феррит – цементит появляются зародыши аустенита. Их рост сопровождается образованием новых центров кристаллизации, и так до тех пор, пока весь перлит (теоретически при А1) не превратится в аустенит. Выше А1происходит превращение феррита в аустенит и растворение избыточного цементита. Однородный аустенит доэвтектоидных сталей образуется при нагреве выше Ас3, а заэвтектоидных – выше Асm. Стали различают по склонности к росту зерна аустенита при нагреве. Если зерно аустенита начинает быстро расти при нагреве выше Ас3, то сталь называется наследственно крупнозернистой, если зерно растет только при большом нагреве (около 1000°С), то сталь наследственно мелкозернистая. Получение крупного зерна возможно при перегреве. При охлаждении перегретой стали часть феррита (в доэвтектоидной) и цементит (в заэвтектоидной стали) выделяются в виде сетки по границам зерен или в виде пластин (игл), прорезающих зерна перлита (видманштеттова структура). Перегрев исправляется фазовой перекристаллизацией. При температурах, близких к линии солидус, происходит окисление границ зерен – пережог. Это неисправимый брак.
 Превращения в
сталях при охлаждении. Если сталь охлаждать очень медленно, то происходящие
превращения можно установить, пользуясь диаграммой Fe – Fe3С. В начале
происходит выделение феррита (в доэвтектоидных сталях) или вторичного цементита
(в заэвтектоидных сталях), а затем - превращение аустенита в перлит. Эти
явления происходят вследствие полиморфного превращения Feγв Feα и
сопровождаются диффузией, т.е. перераспределением углерода. Диффузионные
процессы происходят в течение некоторого времени, причем скорость диффузии
резко падает с понижением температуры. Удобно рассмотреть изотермическое
превращение аустенита (происходящее при выдержке при постоянной температуре)
для эвтектоидной стали (0,8%С).
Превращения в
сталях при охлаждении. Если сталь охлаждать очень медленно, то происходящие
превращения можно установить, пользуясь диаграммой Fe – Fe3С. В начале
происходит выделение феррита (в доэвтектоидных сталях) или вторичного цементита
(в заэвтектоидных сталях), а затем - превращение аустенита в перлит. Эти
явления происходят вследствие полиморфного превращения Feγв Feα и
сопровождаются диффузией, т.е. перераспределением углерода. Диффузионные
процессы происходят в течение некоторого времени, причем скорость диффузии
резко падает с понижением температуры. Удобно рассмотреть изотермическое
превращение аустенита (происходящее при выдержке при постоянной температуре)
для эвтектоидной стали (0,8%С).
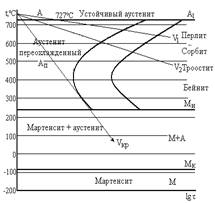
Рис.1. Диаграммы изотермического превращения аустенита для эвтектоидной стали (0,8%С)
Влияние температуры на скорость и характер превращения аустенита представляют в виде диаграммы изотермического превращения аустенита (рис.1). Диаграмма строится в координатах температура – логарифм времени. Выше 727°С на диаграмме находится область устойчивого аустенита. Ниже этой температуры аустенит не устойчив и превращается в другие структуры. Первая С-образная кривая соответствует началу превращения аустенита, вторая – его завершению. При небольшом переохлаждении (до 550°С) происходит диффузионное превращение и в зависимости от степени переохлаждения образуется структуры перлит, сорбит, троостит. Это превращение называется перлитным. Все перечисленные структуры – механические смеси феррита и цементита, имеющие пластинчатое строение. Они отличаются только степенью дисперсности. С ростом степени переохлаждения уменьшается критический размер новой фазы и уменьшается их количество, а значит, чем ниже температура превращения, тем мельче ферритно-цементная смесь. Наиболее крупнодисперсная – перлит, наиболее мелкодисперсная – троостит, с увеличением дисперсности увеличивается твердость структур.
![]()
![]() Перлит Сорбит
Троостит
Перлит Сорбит
Троостит
200…220HB 230…320HB 330…430HB
 При
переохлаждении аустенита приблизительно ниже 240°С скорость диффузии падает
почти до нуля и происходит бездиффузионное мартенситное превращение. При
бездиффузионном превращении Feγ(C)→ Feα(C) весь углерод
аустенита остается в решетке феррита. Так как максимальная растворимость
углерода в Feα не превышает 0,02 % , а в исходной фазе – аустените может
достигать 2,14 %, то при превращении образуется пересыщенный твердый раствор
внедрения углерода в Feα, называемый мартенситом. Наименьшая скорость
охлаждения, необходимая для образования структуры мартенсита, называется
критической скоростью закалки Vкр. При образовании мартенсита
объемноцентрированная кристаллическая решетка Feα за счет пересыщения
углеродом сильно искажается и превращается из кубической в тетрагональную
(c/a>1), причем с увеличением содержания углерода степень тетрагональности
решетки мартенсита увеличивается (рис.2).
При
переохлаждении аустенита приблизительно ниже 240°С скорость диффузии падает
почти до нуля и происходит бездиффузионное мартенситное превращение. При
бездиффузионном превращении Feγ(C)→ Feα(C) весь углерод
аустенита остается в решетке феррита. Так как максимальная растворимость
углерода в Feα не превышает 0,02 % , а в исходной фазе – аустените может
достигать 2,14 %, то при превращении образуется пересыщенный твердый раствор
внедрения углерода в Feα, называемый мартенситом. Наименьшая скорость
охлаждения, необходимая для образования структуры мартенсита, называется
критической скоростью закалки Vкр. При образовании мартенсита
объемноцентрированная кристаллическая решетка Feα за счет пересыщения
углеродом сильно искажается и превращается из кубической в тетрагональную
(c/a>1), причем с увеличением содержания углерода степень тетрагональности
решетки мартенсита увеличивается (рис.2).
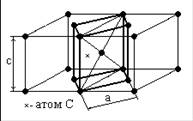
Рис.2. Схема образования тетрагональной решетки мартенсита
 Мартенсит характеризуется
очень высокой твердостью (до HRC65)и хрупкостью. Это объясняется сильным
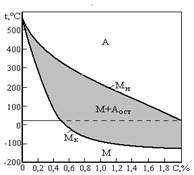
искажением решетки Feα и созданием в ней больших внутренних напряжений. Горизонтальная
линия Мн диаграммы соответствует температуре начала превращения аустенита в мартенсит
и называется мартенситной точкой, а линия Мк – температуре завершения этого
процесса. Положение точек Мн и Мк не зависит от скорости охлаждения, а только
от химического состава стали – содержания углерода и присутствия легирующих
элементов.
Мартенсит характеризуется
очень высокой твердостью (до HRC65)и хрупкостью. Это объясняется сильным
искажением решетки Feα и созданием в ней больших внутренних напряжений. Горизонтальная
линия Мн диаграммы соответствует температуре начала превращения аустенита в мартенсит
и называется мартенситной точкой, а линия Мк – температуре завершения этого
процесса. Положение точек Мн и Мк не зависит от скорости охлаждения, а только
от химического состава стали – содержания углерода и присутствия легирующих
элементов.
Рис.3. Зависимость температуры начала (Мн) и конца (Мк) мартенситного превращения от содержания углерода в стали.
Если изотермическую выдержку проводить в интервале Мн –Мк, то, несмотря на имеющееся иногда даже большое количество аустенита, мартенситное превращение прекращается, т.е. если Мк находится в области низких температур, то при 20°С в структуре стали наряду с мартенситом, будет сохранятся какое-то количество аустенита, называемого остаточным, Аост (рис.3). В диапазоне температур от мартенситного до перлитного превращения происходит промежуточное (бейнитное) превращение и образуется структура, называемая бейнит – незначительно пересыщенный твердый раствор внедрения углерода в Feα в смеси с карбидами. Различают верхний бейнит (350…450°C), напоминающий троостит (чередование пластинок феррита и цементита), и нижний бейнит, напоминающий по своему строению мартенсит (300°C). Твердость бейнита около 50HRC.Перлитное превращение происходит при отжиге и нормализации, мартенситное – при закалке. Превращение в закаленных сталях при отпуске. Для получения более равновесного состояния стали после закалки подвергают отпуску – нагреву до температур ниже А1.
Различают четыре основных превращения при отпуске. При первом превращении (80…200°С) в отдельных участках исходного мартенсита выделяются тончайшие пластины карбида, состав которого – FeС и обозначение – ε-карбид. Прилегающий к карбидам мартенсит обедняется углеродом, и в одном зерне образуется два твердых раствора с одинаковой решеткой, но с разной концентрацией углерода. Поэтому такой распад мартенсита называется двухфазным, и его результатом является мартенсит отпуска. При втором превращении (200…300°С) остаточный аустенит превращается в мартенсит отпуска, ε-карбид в цементит, а распад мартенсита распространяется на весь объем. Третье превращение (300…400°С) характеризуется полным переходом мартенсита в троостит отпуска. При четвертом превращении (450…650°С) происходит рост частичек цементита, причем они имеют округлую форму. При 550…600°С получают сорбит отпуска, а при 650…700°С – зернистый перлит, или перлит отпуска.
Различают следующие виды термической обработки: отжиг, нормализация, закалка и отпуск.
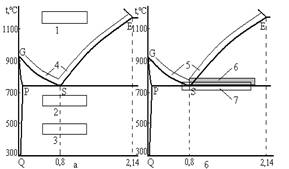 Отжиг.
Это вид термической обработки, заключающийся в нагреве стали до определенной
температуры, выдержке при этой температуре и медленном охлаждении вместе с
печью. Цели отжига – снижение твердости и улучшение обрабатываемости стали,
получение равновесной структуры, выравнивание химического состава, снятие
внутренних напряжений. Существуют различные виды отжига диффузионный, рекристаллизационный,
полный, неполный, отжиг на зернистый перлит, отжиг для снятия внутренних
напряжений и другие (рис.4).
Отжиг.
Это вид термической обработки, заключающийся в нагреве стали до определенной
температуры, выдержке при этой температуре и медленном охлаждении вместе с
печью. Цели отжига – снижение твердости и улучшение обрабатываемости стали,
получение равновесной структуры, выравнивание химического состава, снятие
внутренних напряжений. Существуют различные виды отжига диффузионный, рекристаллизационный,
полный, неполный, отжиг на зернистый перлит, отжиг для снятия внутренних
напряжений и другие (рис.4).
Рис.4.Температура нагрева стали при различных видах отжига.
Диффузионный отжиг (1) заключается в нагреве до 1000…1000°С, длительной выдержке (10…15 часов) и последующем медленном охлаждении. В результате происходит выравнивание неоднородности стали по химическому составу.
Рекристаллизационный отжиг (2)предназначен для снятия наклепа и внутренних напряжений после холодной деформации. Температура нагрева рекристаллизационного отжига 650…700°С. В результате образуется однородная мелкозернистая структура с небольшой твердостью и значительной вязкостью.
Отжиг для снятия внутренних напряжений (низкий отжиг) (3). Температура нагрева 200…600°С. Применяется, когда структура стали удовлетворительна и необходимо только снять внутреннее напряжение, возникающее при кристаллизации, после сварки или механической обработки.
Полный отжиг (5) применяется для доэвтектоидных сталей. Нагрев стали выше линии GS (Ас3) на 30…50°С. Структура, состоящая из крупных зерен феррита и перлита, превращается в аустенит, а при медленном охлаждении в структуру из мелких зерен феррита и перлита. При полном отжиге измельчается зерно, снижается твердость и прочность, повышается пластичность.
Неполный отжиг (6) нагрев выше линии PSК (Ас1)на 30…50°С. Он производится, если исходная структура вполне удовлетворительна.
Отжиг на зернистый перлит (7), или циклический отжиг, – это 3-5 кратный нагрев до 740…750°С, изотермическая выдержка и медленное охлаждение до 680°С (ниже А1). В результате получается структура зернистого перлита и сталь становится пластичной, с меньшей твердостью и прочностью по сравнению с пластинчатым перлитом. Применяется для подготовки сталей к закалке или для улучшения обрабатываемости резанием. Изотермический отжиг (перекристаллизационный отжиг – возможно полное изменение фазового состава) проводят с целью экономии времени. Он осуществляется по следующей схеме. Нагрев доэвтектоидной стали выше Ас3, заэвтектоидной – выше Ас1. Выдержка до полного фазового превращения. Быстрое охлаждение до температуры на 30…100°С ниже Аr1, изотермическая выдержка до полного распада аустенита в перлит и охлаждение на спокойном воздухе. Этим экономится время, достигается (за счет изотермической выдержки) однородность структуры, особенно у легированных сталей.
Нормализация (4) – разновидность полного отжига. Нагрев на 30…50°C выше Ас3 или Асm, выдержка и охлаждение на спокойном воздухе. Отличие нормализации от полного отжига в скорости охлаждения – при нормализации она выше. Проводится с целью экономии времени как заключительная операция для низкоуглеродистых и легированных сталей, но чаще как промежуточная операция, улучшающая структуру заэвтектоидной стали перед закалкой. Твердость и прочность стали выше, чем после отжига.
Закалка стали. Закалка –вид термической обработки, состоящий в нагреве стали выше критических точек, выдержке и последующем быстром охлаждении. В результате закалки повышается твердость и прочность, но снижается пластичность и вязкость. Основные параметры при закалке – температура нагрева и скорость охлаждения. Температуру нагрева определяют по диаграммам состояния, скорость охлаждения – по диаграммам изотермического распада аустенита. Для полного отжига, нормализации и закалки изделия нагревают практически до одинаковых температур, основное отличие этих видов термообработки состоит в скорости охлаждения. Температура закалки для доэвтектоидных сталей – Ас3(линия GS диаграммы) + (30…50)°C. Если нагреть до температуры между критическими точками Ас1 и Ас3 то после закалки в структуре мартенсита появится феррит, что ухудшает свойства изделия. Заэвтектоидные стали нагревают до температуры Ас1(линия РSК диаграммы) + (40…60)°C, это так называемая неполная закалка, сохраняющая в структуре стали цементит. После закалки получается структура мартенсита с включениями цементита вторичного, что повышает твердость и износостойкость. Время и скорость нагрева зависит от размеров изделия и теплопроводности стали (имеются эмпирические формулы в справочниках). Продолжительность выдержки при температуре закалки выбирают такой, чтобы произошла гомогенизация аустенита. Скорость охлаждения зависит от охлаждающей среды, формы изделия, теплопроводности стали. Обычно в результате закалки образуется мартенситная структура, поэтому охлаждать сталь следует с такой скоростью, чтобы кривая охлаждения не пересекала С - образные кривые изотермического превращения аустенита (рис.1). Основные требования к охлаждающей среде – высокая скорость охлаждения в области температур 650…550°С – область наименьшей устойчивости переохлажденного аустенита и более низкая скорость, ниже 300°С – область мартенситного превращения. В первой области желательно подавить диффузионные процессы, а во второй уменьшить термические и структурные напряжения.
В качестве закалочных сред для углеродистых сталей используют воду, минеральные масла, для легированных сталей дополнительно – расплавленные соли, растворы NaOH и NaCl в воде и т.д.
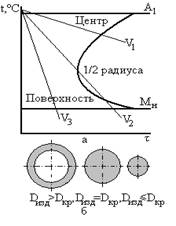 Основными
технологическими свойствами, характеризующими процесс закалки стали, являются
закаливаемость – способность стали повышать твердость в результате закалки
(зависит от содержание углерода) и прокаливаемость – способность стали получать
закаленный слой с мартенситной или мартенситно-трооститной (50/50) структурой и
высокую твердость на ту или иную глубину (зависит от критической скорости
закалки). Характеристикой прокаливаемости являются Dкр–критический диаметр –
максимальный диаметр прутка, который закаливается насквозь в данном охладителе
(рис.5).
Основными
технологическими свойствами, характеризующими процесс закалки стали, являются
закаливаемость – способность стали повышать твердость в результате закалки
(зависит от содержание углерода) и прокаливаемость – способность стали получать
закаленный слой с мартенситной или мартенситно-трооститной (50/50) структурой и
высокую твердость на ту или иную глубину (зависит от критической скорости
закалки). Характеристикой прокаливаемости являются Dкр–критический диаметр –
максимальный диаметр прутка, который закаливается насквозь в данном охладителе
(рис.5).
Рис.5. Скорость охлаждения по сечению изделия (а), закаленный слой (серый) в образцах различного сечения (б).
В этом случае на поверхности изделия и в его центре скорость охлаждения больше критической. С введением в сталь легирующих элементов закаливаемость и прокаливаемость стали увеличивается.
Способы закалки стали. Существуют различные способы охлаждения стали при закалке. Они выбираются в зависимости от формы изделия, марки стали и необходимого комплекса свойств (рис.6).
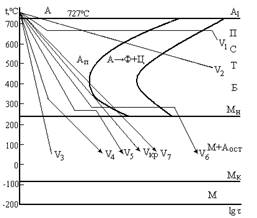 Закалку в
одном охладителе (V3) применяют для простых изделий. Основной недостаток
закалки – большие термические напряжения в металле.
Закалку в
одном охладителе (V3) применяют для простых изделий. Основной недостаток
закалки – большие термические напряжения в металле.
Закалку в двух охладителях (V4) (например, вода и масло) используют для деталей более сложной формы.
Рис.6. Различные способы термической обработки:
V1– изотермический отжиг, V2 – нормализация, V3– закалка в 1 среде,V4– закалка в 2-х средах, V5– ступенчатая закалка, V6– изотермическая закалка, V7– неполная закалка.
Ступенчатая закалка (V5) проводится по следующей схеме: деталь охлаждают в среде, имеющей температуру несколько выше Мн, и выдерживают до приобретения деталью температуры закалочной среды, но не превышают времени устойчивости аустенита при этой температуре и затем охлаждают с небольшой скоростью.
При изотермической закалке (V6) деталь охлаждают в среде с температурой выше Мн (и соответствующей получаемой структуре) и выдерживают в течение времени, необходимого для полного превращения аустенита в необходимую структуру.
Закалка с самоотпуском применяется для обработки ударного инструмента (зубил кузнечного инструмента и т.д.), когда требуется постепенное понижение твердости от поверхности изделия к центру. Охлаждение проводят в одном охладителе и прерывают, когда сердцевина еще имеет достаточно тепла, за счет которого поверхностный слой вновь нагревается и таким образом происходит отпуск.
Поверхностная закалка применяется для получения изделия с вязкой сердцевиной и твердой износостойкой поверхностью. Известно несколько методов быстрого нагрева поверхностного слоя (токами высокой частоты, лазером и др.). Наибольше применение нашел нагрев токами высокой частоты (ТВЧ) с последующим быстрым охлаждением. Нагрев поверхности до температуры Ас3 происходит за 3…5 секунд, в это время сердцевина прогревается ниже Ас1, поэтому поверхность закаленного изделия приобретает мартенситную структуру, а сердцевина остается без изменений (перед закалкой изделие обычно нормализуют).Твердость поверхности после закалки и низкого отпуска – 54…58 HRC.
Обработка холодом предложена для легированных сталей, температура мартенситного превращения Мк которых лежит ниже нуля. Обработка холодом вызывает превращения остаточного аустенита в мартенсит, что повышает твердость, износостойкость, стабилизирует размеры изделия. Обработку производят сразу после закалки, чтобы не произошла стабилизация А, и затем проводят отпуск, чтобы снять напряжения.
Отпуск– нагрев закаленной стали до температур ниже критической точки Ас1, выдержка при этой температуре и охлаждение (обычно на воздухе). Отпуск – окончательная термообработка, и его целью является изменение строения и свойств стали: повышение вязкости и пластичности, уменьшение твердости и устранение внутренних напряжений. В зависимости от температуры нагрева различают три вида отпуска: низкотемпературный (низкий), среднетемпературный (средний) и высокотемпературный (высокий).
При низком отпуске закаленную сталь нагревают до 150…200°С, выдерживают в течение 1…3 часов и охлаждают. Структура – отпущенный мартенсит. Применяется для закаленных и химико-термически отработанных углеродистых и легированных сталей, от которых требуется высокая твердость (58…63 HRC), износостойкость и стабильность размеров (инструмент). Снимаются, частично, закалочные напряжения, происходит некоторое увеличение пластичности и вязкости.
При среднем отпуске закаленную сталь нагревают на 350…450°С. Получаемая структура, троостит отпуска зернистый, обладает высокой твердостью (40-50 HRC), прочностью, хорошей упругостью и достаточной вязкостью. Применяется для пружин, рессор, штампов, ударного инструмента.
При высоком отпуске закаленные изделия нагревают до 500…650°С, выдерживают и охлаждают. Структура – зернистый сорбит (цементит приобретает зернистую структуру). Это существенно повышает ударную вязкость и пластичность при твердости 30…40 HRC, получается оптимальное для конструкционных сталей сочетание механических свойств. Высокому отпуску подвергаются среднеуглеродистые (0,3…0,5%С) и легированные стали. Он применяется для деталей, подвергающихся действию высоких нагрузок. Закалку с высоким отпуском называют улучшением.
Химико-термическая обработка
Химико-термическая обработка – это способ поверхностного упрочнения металла, представляющий собой технологический процесс насыщения поверхностного слоя металла каким-либо элементом. При этом изменяется химический состав поверхностных слоев изделия за счет диффузионного насыщения их элементами, повышающими твердость, износоустойчивость и др. Основными видами ХТО являются цементация, азотирование, цианирование и диффузионная металлизация.
Цементация – это процесс насыщения поверхности стальных деталей углеродом. Изделия нагревают в среде, легко отдающей углерод. Цементации подвергаются, как правило, стали с содержанием углерода (0,1…0,3%C), в том числе и легированные. В результате на поверхности концентрация углерода возрастает до 1%. Глубиной цементации условно считают расстояние от поверхности детали до половины зоны, где в структуре наряду с перлитом имеется такое же количество феррита. Глубина цементации в среднем достигает 1…2 мм. Различают цементацию твердым карбюризатором (углеродосодержащими смесями) и газовую.
Цементацию твердым карбюризатором – смесью древесного угля (75…80% по объему) и активаторов BaCO3, NaCO3, K2СО3 осуществляют в герметично закрытых ящиках при температуре 900…950ºС в течение 8…14 часов.
Более дешевой и современной является газовая цементация, при которой детали нагревают в герметических печах в атмосфере углесодержащих газов (природного – 96% метана, окиси углерода, пропана и др.) при температуре 930…950°С в течение 8-12 часов. Толщина цементованного слоя составляет 1…2,5 мм. Окончательные свойства проявляются после термической обработки – закалки с низким отпуском. После закалки и отпуска изделия приобретают твердость 60…63 HRC. Цементируют истирающиеся детали машин: зубчатые колеса, поршневые пальцы, червяки, кулачковые валики, толкатели клапанов и др.
Азотирование– это насыщение поверхностного слоя азотом. При этом не только увеличивается твердость и износостойкость, но и повышается коррозионная стойкость. Азотированию подвергают многие конструкционные и инструментальные стали, но наилучший эффект получают у легированных сталей, содержащих алюминий, хром, титан и другие элементы. Это связано с образованием нитридов легирующих элементов (MoN, CrN).
Азотирование – окончательная операция при изготовлении детали, прошедшей термообработку (закалку с высоким отпуском) и имеющей структуру сорбита отпуска. Проводится азотирование при температуре 500…600°С в среде аммиака NH3 в течение длительного времени (до 60 час.). Глубина азотированного слоя составляет 0,3…0,6 мм, твердость поверхностного слоя доходит до 1200 HV. Азотированию подвергают цилиндры моторов и насосов, шейки валов и т.д.
Цианирование и нитроцементация стали – это процесс одновременного насыщения поверхности стали углеродом и азотом. Цианированный слой обладает высокой твердостью и сопротивлением износу, повышается усталостная прочность и коррозионная стойкость. Совместная диффузия C и N происходят быстрее, чем диффузия каждого элемента в отдельности. Цианирование проводят в расплаве цианистых солей NaCl, KCN, Ca(CN)2, оно бывает высокотемпературным (800…950°С) и низкотемпературным (540…560°С). Высокотемпературное (глубокое) цианирование (900…950°C, 1,5…6 часов) дает насыщение 1…1,2% С и 0,2…0,3% N на глубину 0,6…2,0 мм для сталей начально содержащих 0,2…0,4% С. После высокотемпературного цианирования следует закалка с низким отпуском. Твердость поверхности – 60 HRC. Низкотемпературное цианирование проводится при температуре 540…560ºC, при этом преобладает насыщение азотом, глубина цианированного слоя составляет 0,2…0,5 мм твердость поверхности 1000HV.Нитроцементацию, или газовое цианирование проводят в газовых смесях, содержащих 70…80% цементирующего газа и 20…30% аммиака. Состав газов и температуру определяют соотношение углерода и азота в цианированном слое. Твердость нитроцементованных изделий 58…60 HRC. Этой обработке подвергают детали сложной конфигурации, склонные к короблению.
Диффузионная металлизация – это насыщение поверхности стальных изделий алюминием, хромом, кремнием и др.
Алитирование – насыщение поверхности изделия алюминием. Проводится в твердой или жидкой среде. В твердом состоянии насыщение проводится в засыпке ферроалюминия и хлористого алюминия при 950…1000°С в течение 3…12 часов. Металлизация в жидком алюминии при 700…800°С дает тот же эффект за 1…1,5 часа. Алитированный слой имеет глубину 0,3…0,8 мм, cодержание алюминия достигает до 30%. Алитированные детали приобретают высокую жаростойкость, они могут работать при температуре до 1150°С за счет образования на поверхности детали пленки Al2O3.
Хромирование – насыщение поверхности хромом повышает сопротивление газовой коррозии (окалиностойкости) до 800°С и коррозионную стойкость в HNO3, морской воде и др. Хромирование проводится в жидкой среде при 950…1000°С в течение 5…20 часов, получается глубина слоя 0,2…0,3 мм, насыщенная карбидами хрома и имеющая твердость 1200…1300HV.
Силицирование – насыщение поверхности кремнием для повышения жаростойкости, коррозионной стойкости, износостойкости. Детали засыпают порошком ферросилиция, нагревают до 950…1050°С, пропускают хлор в течение 2 часов и получают слой глубиной в 1 мм, содержащий кремния до 14%.
Борирование – насыщение поверхности бором для повышения износостойкости при абразивном износе. Температура жидкого электролизного процесса 930…950°С, длительность 2…6 часов, глубина 0,15…0,35 мм, твердость 1800…2000 HV. В порошкообразных смесях, содержащих кроме бора алюминий, проводят бороалитирование. После борирования детали подвергают изотермической и ТВЧ закалке для уменьшения напряжений в поверхностном слое.
Термомеханическая обработка
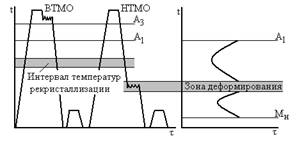 Термомеханическая
обработка – комбинированный метод обработки, в котором сочетаются пластическая
деформация и термическая обработка. Преимуществом ТМО является то, что при
существенном увеличении прочности пластичность снижается незначительно, а
ударная вязкость выше в 1,5 - 2 раза, чем у такой же стали после закалки с
низким отпуском.
Термомеханическая
обработка – комбинированный метод обработки, в котором сочетаются пластическая
деформация и термическая обработка. Преимуществом ТМО является то, что при
существенном увеличении прочности пластичность снижается незначительно, а
ударная вязкость выше в 1,5 - 2 раза, чем у такой же стали после закалки с
низким отпуском.
Рис.7. Схемы различных вариантов термомеханической обработки.
Сущность ТМО заключается в том, что перед закалкой проводят пластическую деформацию высокотемпературной фазы, в результате чего она претерпевает фазовое превращение в наклепанном или частично рекристаллизованном состоянии. В зависимости от температуры, при которой проводят деформацию, различают высокотемпературную обработку (ВТМО) и низкотемпературную (НТМО) (рис.7).
При ВТМО деформация осуществляется при температурах выше А3по следующей схеме: нагрев выше А3 для получения однородной структуры аустенита, подстуживание, деформация на 25…30% и сразу же, чтобы не произошло рекристаллизации, закалка, а затем низкий отпуск. При ВТМО мартенситное превращение происходят в стали с деформированной структурой зерен аустенита.
НТМО применяется к среднеуглеродистым легированным сталям, закаливаемым на мартенсит. При НТМО деформации подвергается переохлажденный аустенит при температурах ниже А1 и температуры рекристаллизации, но выше температуры начала мартенситного превращения. Иногда НТМО называют аусформинг. Закалка деформированного после ТМО аустенита образует более мелкие пластинки мартенсита.
Механическое упрочнение поверхности
Кроме рассматриваемых выше способов упрочнения поверхностного слоя применяются методы механического упрочнения. Один из них – дробеструйная обработка – упрочнение поверхности полностью обработанных изделий стальной и чугунной быстро летящей дробью, которая вызывает пластическую деформацию поверхностного слоя металла на глубину от 0,15 до 0,30 мм. Дробеструйная обработка упрочняет детали, работающие при знакопеременной нагрузке рессоры, пружины, торсионы, валы и т. д. После дробеструйной обработки, для сглаживания мелких вмятин, цилиндрические детали подвергают обкатке специальными роликами.
Учебный материал для выполнения практической работы № 5.
Определить свойства цветных металлов и сплавов по их внешним признакам и маркировке.
Цветные металлы и сплавы
Цветные металлы являются более дорогими и дефицитными по сравнению с черными металлами, однако область их применения в технике непрерывно расширяется. Это сплавы на основе титана, алюминия, магния, меди. Переход промышленности на сплавы из легких металлов значительно расширяет сырьевую базу. Титан, алюминий, магний можно получать из бедных и сложных по составу руд, отходов производства.
Медь (Cu)– наиболее ценный технический материал. Сырье: медный колчедан(CuFeS2), медный блеск (Cu2S). Цвет: в чистом виде – розово-красный, чем больше примесей – тем темнее излом. Продажная медь всегда содержит примеси. Температура плавления – 1083оС. Плотность – 8,92 г/см3. Предел прочности при растяжении: 200-300 Мпа. Дорогой металл, если в руде содержится 0,5 % – она выгодна для переработки.
Свойства меди:
1. Хорошая электропроводность;
2. Высокая теплопроводность;
3. Высокая коррозионная стойкость;
4. Высокая вязкость и пластичность;
5. Трудно поддается обработке резанием (стружка налипает на режущие инструменты);
6. Хорошо сваривается, штампуется и прокатывается;
7. Низкая механическая прочность.
Процесс переработки:
1. Обогащение руды: руда измельчается, заливается струей воды (кусочки руды всплывают).
2. Переработка руды: руду обжигают (для уменьшения содержания серы); обожженную руду плавят в шахтных печах, выход: шлак и штейн (20-50 % Cu); из штейна в конвертерах получают черновую медь (99%).
Классификация меди:
В зависимости от чистоты – 5 марок: М0; М1; М2; М3; М4. М0 - наиболее чистая (0,05 % примесей); М4 - наибольшее количество примесей (до 1 %).
По химическому составу и назначению:
1. Катодная(низкое содержание примесей до 0,1%) – М0К, М0Ку;
2. Бескислородная М0б; М1б;
3. РаскисленнаяМ1р, М2р, М3р;
4. Огневого рафинирования М2, М3.
Применение меди: в чистом виде почти не применяется.
М0 (электролитическая) - изготавливают токопроводящие детали и сплавы высокой чистоты;
Катодная медь – для изготовления токопроводящих деталей;
Остальные марки – слитки, полуфабрикаты деталей машин, а также для изготовления сплавов на медной основе: латуней, бронз, медно-никелевых сплавов.
Маркировка меди (пример):
М1 – медь первой группы; М0К - медь нулевой группы, катодная. (8920 кг/м3)
Сплавы на медной основе.
Латунь - сплав меди с цинком (до 50%). Чем больше цинка – тем выше механические свойства, и ниже температура плавления. Мельхиор - сплав меди, цинка и никеля. Специальные латуни- латуни с добавками Al, Ni, Fe, Mn, Si, Pb. Добавки придают повышенную прочность, твердость, коррозионную стойкость. Свинец – увеличивает свойства латуней обрабатываться резанием, олово – увеличивает коррозионные свойства. Свинцовистые латуни (ЛС 59-1, ЛС60-1 и т.д.) обладают высокими механическими свойствами, хорошо обрабатываются резанием и штампуются, обладают высокими коррозионностойкими свойствами в морской воде. Изготавливают: детали теплообменных аппаратов, радиаторы, поковки, штамповки для деталей ответственного назначения.
Маркировка латуней:
Л 80 – латунь, содержит 80% Cu, остальное цинк;
ЛС59-1 – латунь, содержит 59% Cu, 1% свинца, остальное цинк;
ЛМц58-2 – латунь, содержит 58% Cu, 2% свинца, остальное цинк.
Маркировка легирующих элементов:
К –кремний; Мц – марганец; Ф – фосфор; Ж – железо; С – свинец; А – алюминий.
Бронза – сплав меди с любым металлом, кроме цинка. Свойства (по сравнению с латунями):
1. Хорошие литейные свойства;
2.Более высокие прочность, твердость, коррозионные свойства;
3. Высокие антифрикционные свойства.
Виды бронз:
1. Оловянистые бронзы (Cu + Рb + легирующий элемент). Свойства: высокая теплопроводность, хорошо свариваются, устойчивы в морской воде. Изготавливают: валы, трубки, пружины, антифрикционные детали.
2.Безоловянистые (специальные) бронзы (Cu + легирующий элемент Al, Ni, Fe, Mn, Si).
Свойства: повышенная коррозионная стойкость и механические свойства, меньше износостойкость (по сравнению с оловянистыми). Изготавливают: вкладыши подшипников, червячные колеса, гайки, втулки, поршни.
Маркировка бронз:
БрОЦС 6-6-3 – бронза, содержит 6% олова, 6% цинка, 3% свинца, остальное медь;
БрАЖНМц 10-3-1,5 – бронза, содержит 10% алюминия, 3% железа, 1,5% свинца, остальное медь.
Алюминий (Al) – по содержанию в земной коре занимает 1 место (7,45%). Легкий металл серебристо-белого цвета. Температура плавления - 660оС. Плотность – 2,7 г/см3. В природе встречается в виде минералов: бокситы, глиноземы. Для получения 1 т алюминия используется 18000 квт/ч электроэнергии.
Свойства алюминия:
- высокие: электро- и теплопроводность, пластичность, прочность, коррозионная стойкость(из-за пленки – окиси алюминия);
- низкие литейные свойства, плохо обрабатывается резанием.
Классификация алюминия:
Цифра – содержание алюминия в% после 99%: А999 – алюминий особой чистоты (содержит 99,999% алюминия); А995, А99, А97, А95 - алюминий высокой чистоты (содержит 99,995%, 99,99% и т.д); А 85, А8, А7, и т.д. до А0 - алюминий технической чистоты.
Применение алюминия:
1. В электротехнической промышленности (провода, кабели, обмотки);
2. В химической промышленности (из-за коррозионной стойкости);
3. В приборостроении;
4. В машиностроении (блоки, направляющие штанг, вкладыши подшипников);
5. Для получения алюминиевых сплавов (силумины, дуралюмины).
Сплавы алюминия
Сплав Аl = алюминий + металл (медь, магний, цинк, кремний и т.д.). Свойства сплавов алюминия: высокие механические свойства, электро- и теплопроводность;
хорошая коррозионная стойкость; малая плотность. Сплавы алюминия бывают 2-х видов:
1. Деформируемые (дуралюмины и т.д.);
2. Литейные (силумины и т.д.).
Дуралюмины = алюминий + Ме (медь, магний, марганец). Медь и магний – увеличивают прочность, марганец – увеличивает коррозионную стойкость. Обозначение:
Д1 – дуралюмин №1 (Д12, Д16 и т.д.). Изготавливают: листы, трубки, ленты и т.д.
Силумин = алюминий + кремний (Si). Кремний – увеличивает механические свойства и обрабатываемость резанием. Обозначение: АЛ1 – силумин, сплав № 1. Изготавливают: корпуса двигателей, карбюраторов, приборов.
Магний (Мg) – очень легкий металл. Цвет – серебристо-белый. Температура плавления - 650оС. Плотность - 1,750 г/см3. Как конструкционный материал не применяется.
Используется для изготовления сплавов и в пиротехнике.
Свойства магния:
1. Низкие механические свойства;
2. Легко окисляется и воспламеняется на воздухе.
Сплавы магния
Сплав Мg = магний + металл (алюминий, цинк, марганец и т.д.). Алюминий и цинк – упрочняют магниевый сплав, марганец – повышает коррозионную стойкость сплава. Виды сплавов:
1. Деформируемые (МА);
2. Литейные (МЛ).
Маркировка: цифра - условный номер сплава:
МА 2 – магниевый сплав № 2, деформируемый;
МЛ 12 – магниевый сплав № 12, литейный.
Применение: в изделиях, где вес имеет первостепенное значение – корпуса приборов, панели и т. п.
Титан (Тi) - легкий металл. Цвет: серебристо – белый. Температура плавления –1668оС. Плотность = 4, 5 г/см3.Используется в виде сплавов и для легирования стали. Маркировка: чем больше 0, тем меньше примесей (например, Т100).
Свойства титана:
1.Очень прочный, пластичный, по свойствам не уступает стали, и, в тоже время, в два раза легче;
2.Тугоплавкий, сохраняет свои свойства до 400оС;
3. Немагнитен;
4. Коррозионностойкий в морской и пресной воде;
5. Низкая электропроводность;
6. Хорошо обрабатывается давлением и плохо – резанием.
Сплавы титана
Сплавы Тi = титан + металл(алюминий, ванадий, магний, хром, цинк и т.д.). Добавки увеличивают жаропрочность и прочность сплавов. Виды сплавов:
1. Деформируемые (ВТ5, ВТ16);
2. Литейные (ВТ5Л).
Маркировка: цифра – номер сплава
Применение: баллоны для сжиженных газов, обшивки подводных лодок, сверхзвуковых самолетов, корпуса ракетных двигателей и т.д.
Сущность метода испытания (пробы) конструкционной и инструментальной сталей по искре заключается в шлифовании образцов на заточном станке. Область шлифования должна быть затемнена, местное освещение выключено. Это делается для того, чтобы искры, выходящие из места контакта шлифовального круга и образца, хорошо просматривались. Пучки искр сравниваются с пучками изображёнными на цветных карточках. При сравнении определяют схожесть этих пучков и путём подбора проб устанавливают химический состав образца и марку конструкционного и инструментального материала.
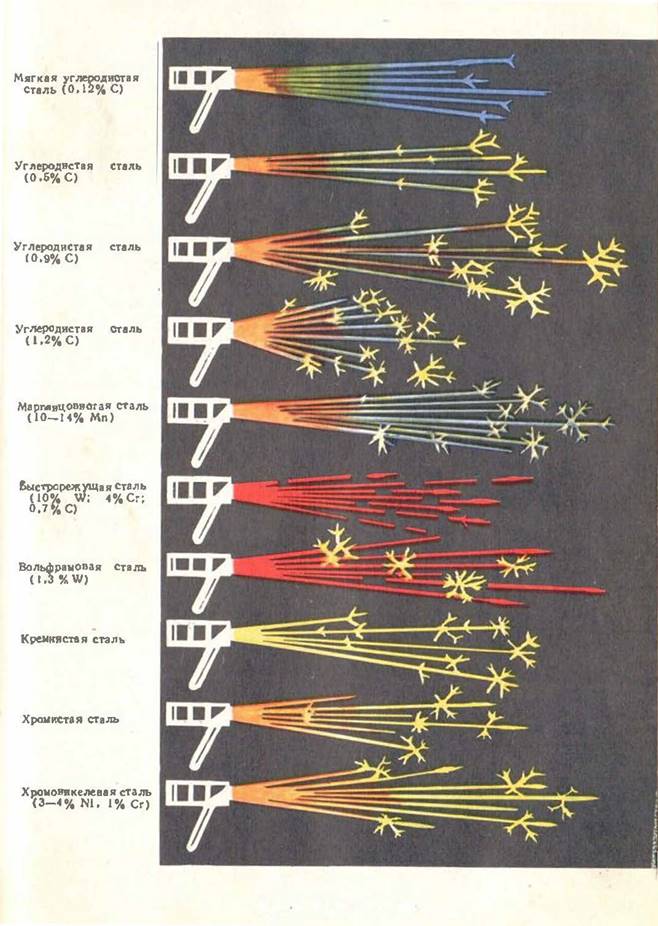
Учебный материал для выполнения практической работы № 6.
Составить перечень свойств сталей и сплавов.
Свойства стали. Существует 4 основных направления показателей, которыми выделяется сталь и ее сплавы. Среди этих направлений:
- химические свойства стали;
- технологические;
- механические свойства стали;
- магнитные свойства стали.
Теперь о каждом подробнее.
Химические свойства стали
Окисляемость. Это определение способности соединяться с кислородом. Окисляемость усиливается с повышением температуры металла. Стали с низким содержанием углерода окисляются с образованием ржавчины (оксидов железа) под действием воды или влажного воздуха.
Коррозионная стойкость. Соответственно обозначает, что вещество не вступает в химические реакции и не окисляется. Однако важно отметить, что данное свойство есть далеко не у всех сплавов стали и присуще больше исключительным ее маркам.
Жаростойкость. Жаростойкость характеризует способность материала не окисляться под воздействием высокой температуры и не образовывать окалины.
Жаропрочность. Уровень жаропрочности определяет способность сплава сохранять свои прочностные характеристики при высокой температуре. Соответственно это дает возможность использовать сталь при создании деталей и механизмов, подвергаемых температурным нагрузкам.
Технологические свойства стали
Технологические свойства стали отражают способность металла или сплава подвергаться различным видам обработки. К ним относятся:
- обрабатываемость резанием. Все стали довольно хорошо обрабатываются резанием как вручную (слесарной ножовкой, зубилом, напильником), так и на станках (сверление, точение, фрезерование).
- ковкость. Это свойство учитывают при прокатке, ковке и штамповке. Достаточно хорошей ковкостью сталь обладает в нагретом состоянии.
- свариваемость. Этот технологический процесс применим для всех типов сталей.
- жидкотекучесть. Это свойство имеет важное значение для получения полуфабрикатов-отливок, имеющих форму готовой детали и требующих лишь незначительной дальнейшей обработки резанием.
- прокаливаемость. Прокаливаемость зависит от размеров деталей и изделий, а также от химического состава сталей. Для увеличения прокаливаемости в сталь добавляют легирующие компоненты: хром, вольфрам.
- износостойкость. Для повышения износостойкости трущиеся детали (зубья шестерен) подвергают термической обработке (закалке) и химико-термической обработке (цементации, азотированию). С этой же целью в сталь добавляют легирующие элементы: марганец, кремний.
- коррозионная стойкость. Для увеличения этой стойкости в сталь добавляют никель, хром и титан, получая так называемые нержавеющие стали.
Механические свойства стали
Прочность. Способность металла выдерживать значительную внешнюю нагрузку. Показатель характеризуется пределом текучести и прочности. Предел прочности - максимальное механическое напряжение, при превышении которого сталь разрушается. Предел текучести - параметр показывает механическое напряжение, при превышении которого материал продолжает удлиняться в условиях отсутствия нагрузки.
Пластичность. Способность изменять свою форму под действием нагрузки и сохранять ее при отсутствии воздействия. Количественно оценивается относительным удлинением при растяжении и углом загиба.
Ударная вязкость. Способность металла сопротивляться динамическим нагрузкам. Количественно эта характеристика оценивается работой, которая требуется для разрушения образца, отнесенной к площади его поперечного сечения.
Твердость. Способность сопротивляться попаданию в него твердых тел. Количественно характеризуется нагрузкой, отнесенной к площади отпечатка при вдавливании алмазной пирамиды (метод Виккерса) или стального шарика (метод Бринелля).
Магнитные свойства стали
Как известно, практически все стали (кроме некоторых нержавеек) магнитятся. Стоит сразу сказать, что на самом деле нержавейка магнититься. Не вся, но все же магнитится. Однозначного утверждения не существует, поскольку магнитные свойства сплавов определяются свойствами их структурных составляющих. Поэтому один сорт нержавейки может успешно ловить магнит, а другой абсолютно к нему равнодушен. Итак, как это работает. Все дело в структурном составе.
Мартенсит, с точки зрения магнитных свойств, является чистым ферромагнетиком.
Феррит может иметь две модификации. При температурах, которые находятся ниже точки Кюри, он, как и мартенсит, ферромагнетик. Высокотемпературный дельта-феррит – парамагнетик.
Таким образом, коррозионностойкие стали, структура которых состоит из мартенсита, – это магнитная нержавейка. Эти сплавы реагируют на магнит, как обычная углеродистая сталь. А ферритные или феррито-мартенситные стали могут иметь различные свойства, зависящие от соотношения фазовых составляющих, но, чаще всего, и они ферромагнитны.
В результате к магнитным относят хромистые и некоторые хромникелевые сплавы нержавейки. К немагнитным сплавам относятся хромоникелевые и хромомарганцевоникелевые стали.
Определить, что перед вами действительно нержавейка достаточно просто. Нужно зачистить поверхность до блеска и нанести и растереть две-три капли концентрированного раствора медного купороса. Если проступило медное покрытие (купорос стал медным напылением) - значит это не нержавейка. Если же нет никаких воздействий и изменений - перед вами самая что ни на есть настоящая нержавеющая сталь. Важно отметить, что в домашних условиях невозможно определить является ли нержавейка пищевой. Поэтому не стоит использовать не проверенные металлы для изделий кухонной принадлежности.
Еще немного о свойствах сталей
Широкое использование металла обусловлено рядом выгодных характеристик. Среди них следующие свойства стали:
- удельная теплоемкость при 20 °C: 462 Дж/(кг·°C) (110 кал/(кг·°C));
- плотность: 7700—7900 кг/м³;
- температура плавления: 1450—1520 °C;
- удельный вес: 75500—77500 Н/м³ (7700—7900 кгс/м³ в системе МКГСС);
- удельная теплота плавления: 84 кДж/кг (20 ккал/кг, 23 Вт·ч/кг);
- коэффициент теплопроводности изменяется в зависимости от типа стали и примесей в ее составе, может варьироваться от 15,5 Вт/(м·К) до 54,4 Вт/(м·К);
- коэффициент теплового линейного расширения находится в пределах 11,9 · 10-6 1/оС до 11,0 · 10-6 1/оС и зависит от марки и дополнительных компонентов сплава.
Предел прочности определяется для каждого типа сталей в отдельности и имеет следующие показатели, приведенные ниже:
- конструкционная 373—412 Мпа;
- кремнехромомарганцовистая, используется в производстве инструментов 1,52 Гпа;
- углеродистая машиностроительная 314—785 Мпа;
- рельсовая 690—785 МПа.
Свойства материала изменяются также в зависимости от содержания углерода. Существуют следующие типы стали:
- низкоуглеродистые (менее 0,25% углерода);
- среднеуглеродистые (0,3 – 0,55% углерода);
- высокоуглеродистые (0,6 – 2% углерода).
Для более широкого применения стали, производится легирование – добавление в расплав стали металлов, которые изменяют свойства сплава (увеличивается механическая прочность, электропроводность, устойчивость к коррозии, а также магнетические и теплопроводные показатели). В качестве легирующих металлов используются молибден, алюминий, хром, никель и ряд других. Различаются следующие типы стали легированной:
- низколегированные – включения легирующих металлов не более 4%;
- среднелегированные – легирующие металлы составляют не больше 11% включений;
- высоколегированные – более 11%.
Марки стали
Маркировка стали по ГОСТ производится путем буквенного обозначения. Благодаря упорядоченности правил обозначения, знать и читать маркировки сталей по таким обозначениям не сложное дело. Существует ряд следующих установленных обозначений, которые использует маркировка стали по ГОСТ:
Н – никель; М – молибден; Т – титан; Х – хром; К – кобальт; В – вольфрам; Т – титан; Д – медь; Г – марганец; С – кремний; Ф – ванадий; Р – бор; А – азот; Б – ниобий; Е – селен; Ц – цирконий; Ю – алюминий; Ч – означает наличие редкоземельных металлов.
Для обозначения различных типов в зависимости от состава и предназначения стали, применяется следующий ряд буквенных обозначений: ПС – полуспокойная; КП – кипящая;
СП – спокойная.
Соответственно видя упомянутые обозначения в маркировке сплава, можно определить его состав и понять какой именно материал находится перед нами.
Хорошим подспорьем будет таблица маркировки стали
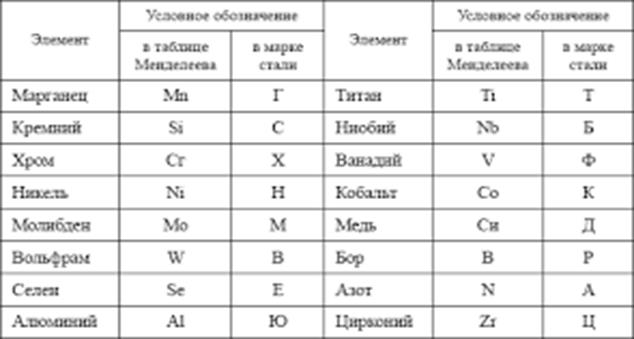
Учебный материал для выполнения практической работы № 7.
Определить по внешнему виду отличия твердых сплавов и область их применения.
Твердые сплавы и минералокерамика.
Твердые сплавы. Твердые сплавы изготовляют на основе
тугоплавких карбидов, обладающих высокой твердостью, прочностью,
износостойкостью, жаростойкостью. Эти свойства сохраняются достаточно высокими
при нагреве до 800-1000°С. По способу производства твердые сплавы делят на
литые и металлокерамические, получаемые спеканием порошков карбидов вольфрама,
титана и тантала с кобальтом. Последний вводят для придания сплавам вязкости.
Литые твердые сплавы изготовляют в виде
специальных электродов (ГОСТ 10051-75), пригодных для наплавки (наварки) на
инструмент или детали. Сплавы В2К, ВЗК (стеллиты), сормайт относят к литым
сплавам. Стеллиты представляют собой сплавы на основе вольфрама, хрома и
кобальта. Эти сплавы наплавляют на рабочую поверхность новых или изношенных
деталей и инструментов: штампов, ножей для резания металла, центров токарных
станков и др. Наплавку осуществляют с помощью ацетиленокислородного пламени или
электрической дуги. Наплавленный слой стеллита имеет структуру эвтектики,
состоящей из твердого раствора и карбидов хрома. Механические свойства
наплавленного слоя будут тем выше, чем больше скорость его охлаждения, так как
зерна будут получаться мельче. Наплавленный слой термической обработке не
подвергают. Детали или инструмент, предназначенные для наплавки, изготовляют из
углеродистой стали, этим достигается экономия дорогостоящих легированных
сталей. Наплавлять указанные сплавы можно как на стальные, так и на чугунные
детали. К литым твердым сплавам относят также сормайты - высокоуглеродистые
хромистые сплавы на железохромовой основе. Они представляют собой либо
заэвтектический высокохромистый чугун со структурой первичных карбидов и
эвтектикой (сормайт № 1), либо доэвтектический белый хромистый чугун со
структурой перлита и карбидной эвтектики (сормайт № 2). Сормайты изготовляют в
виде прутков диаметром 5-7 мм и применяют для наплавки чугунных и стальных
деталей и инструментов, работающих при нормальных и высоких температурах в
условиях трения скольжения. Слой, наплавленный сормайтом № 1, имеет твердость
HRC48-50. Термической обработке его не подвергают. Слой, наплавленный сормайтом
№ 2, подвергают отжигу при температуре 850-900°С с последующей закалкой в масле
и высоким отпуском. Стойкость деталей и инструмента, покрытых литыми твердыми
сплавами, повышается в 12 раз и более. Зернистые (или
порошкообразные) твердые сплавы изготовляют в виде порошка или крупки
с величиной зерна 1-3 мм. К зернистым сплавам относят сталинит, применяют в
качестве заменителя стеллитов для повышения износостойкости деталей
сельскохозяйственных машин, буровых долот и т. д. Сталинит содержит 8% С, 13% Мn, 3% Si, 18% Сr и др. Зернистые
сплавы используют как наполнитель трубчатого электрода или в виде присадочного
порошка для наплавки. Наплавку производят различными способами, чаще всего
применяют различные виды электродуговой сварки.
Металлокерамические твердые сплавы представляют собой твердый
раствор карбидов вольфрама (WC), титана (TiC), тантала (ТаС) в металлическом
кобальте (Со). Изделия из металлокерамических сплавов выпускают в виде
пластинок для оснащения рабочей части металлорежущего инструмента (резцов,
сверл, фрез, разверток).
Металлокерамические твердые сплавы (ГОСТ 3882-74) подразделяют на три группы:
вольфрамовую, титановольфрамовую, титанотанталовольфрамовую. Вольфрамовые
твердые сплавы (например, ВКЗ, ВКЗМ, ВК6, ВК8, ВК8В и др.) применяют при
обработке хрупких материалов: чугуна, бронзы, фарфора, стекла. Сплавом ВК6М
оснащают режущий инструмент для чистовой и получистовой обработки отбеленных
чугунов, жаропрочных сталей, пластмасс. Сплавом ВК8В оснащают инструмент для
бурения, волочения, чернового точения жаропрочных и нержавеющих сталей. Буква В
в конце марки указывает, что сплав крупнозернистый, буква М - мелкозернистый. Мелкозернистые
и крупнозернистые вольфрамовые высококобальтовые твердые сплавы ВК20, ВК25,
ВКЗО и новые твердые сплавы ВК15В, ВК20В и ВК25В, обладающие высокой прочностью
и ударной вязкостью, применяют для изготовления твердосплавных штампов,
работающих в условиях больших ударных нагрузок. Стойкость твердосплавных
штампов по сравнению со стальными возрастает в 30-50 раз, чем обеспечивает
большой экономический эффект.
Титановольфрамовые твердые сплавы (Т5К10, Т15К6, Т30К4 и др.)
предназначены для обработки вязких материалов: стали, латуни. Сплавом Т5К10,
например, оснащают режущий инструмент для чернового точения, а также чернового
и чистового строгания сталей по корке и окалине (включая стальные поковки, штампованные
заготовки и отливки).
Титанотанталовольфрамовые твердые сплавы ТТ7К12 и ТТ10К8Б используют для
черновой обработки стальных поковок. Эти сплавы имеют более высокую вязкость,
износостойкость и прочность (σв=1550 МПа), чем твердые титановольфрамовые
и вольфрамовые сплавы.
Маркировка вольфрамовых твердых сплавов означает, например, для сплава ВК8, что
в нем содержится примерно 92% карбидов вольфрама и 8% кобальта. В
титановольфрамовом сплаве Т30К4 содержится примерно 30% карбидов титана, 4%
кобальта и остальное - карбиды вольфрама (66%). В титанотанталовольфрамовом
сплаве ТТ7К12 сумма содержания карбидов тантала и карбидов титана составляет
примерно 7%, кобальта 12%, остальное - карбиды вольфрама (81%). Аналогично
расшифровываются и остальные марки твердых сплавов.
Пластифицированные твердые сплавы применяют для изготовления
сложных по форме инструментов (сверл, зенкеров, разверток и т. п.), а также
инструментов небольших размеров, которые трудно оснастить пластинками из
твердого сплава. Пластифицированным твердым сплавом называют спрессованный
порошок, погруженный в кипящий парафин при температуре 400°С и составляющий с
ним после остывания однородную массу. Брикеты из пластифицированного твердого
сплава легко поддаются обработке резанием, прессованию и выдавливанию через
фасонные фильеры. Изготовленный одним из этих методов инструмент подвергают
спеканию в специальных печах при температуре 1300°С. После спекания инструмент,
обладающий необходимой твердостью, подвергают чистовой обработке и затачиванию.
Режущий инструмент, изготовленный из пластифицированного твердого сплава,
обеспечивает более высокое качество обработанных поверхностей изделия, по
сравнению с инструментом, оснащенным пластинками твердого сплава.
Минералокерамика - это синтетический материал, в основу
которого положен технический глинозем (Al2О3). Широкое
применение в настоящее время получила минералокерамика марки ЦМ-332 - микролит.
По твердости (HRA 91-93), тепло- и износостойкости он превосходит твердые
сплавы. К недостаткам микролита относят низкую прочность и большую хрупкость.
Инструменты, оснащенные пластинками микролита, не теряют своей твердости при
нагревании в процессе работы до 1200°С. Поэтому их с большой эффективностью
применяют в условиях безударной нагрузки при чистовой и получистовой обработке
стальных и чугунных деталей, цветных металлов и их сплавов, неметаллических
материалов на высоких скоростях с небольшими глубинами резания и подачами.
Технология изготовления пластинок микролита следующая: подготовленный порошок
формуют, прессуют, а затем спекают при температуре 1750-1900°С. Пластинки можно
получить также литьем под давлением. К державкам инструментов пластинки крепят
путем припаивания или механическим креплением. Для пайки необходимо
предварительно произвести металлизацию пластинок, т. е. покрыть их поверхность
тонким слоем какого-либо металла, пригодного для осуществления пайки. Эксплуатационные
характеристики минералокерамики улучшают добавлением в нее вольфрама,
молибдена, бора, титана, никеля и т. д. Такие материалы
называют керметами. Их используют при обработке резанием
труднообрабатываемых сталей и сплавов.
Учебный материал для выполнения практической работы № 8.
Определить физические свойства абразивных материалов и методы их обработки.
Классификация абразивного материала
Абразивный материал, применяемый для шлифования и изготовления абразивного инструмента, весьма многообразен и в зависимости от назначения подразделяется на следующие группы: наполнители; связующие; материалы (легированные и другие добавки), повышающие механические, физические, химические и эксплуатационные свойства абразивных инструментов.
Основу абразивного инструмента (порошков, паст) составляют наполнители, которые непосредственно участвуют в процессе шлифования и полирования изделий из конструкционных материалов. В качестве наполнителей применяются следующие группы естественных минералов и искусственных материалов: карбиды бора (B4C), вольфрама (WC), кремния (SiC), молибдена (Mo2C), тантала (TaC), титана (TiC), хрома (Cr2C3) и др.; нитриды алюминия (AlN), бора (BN), кремния (Si3N4), тантала (TaN), титана (TiN) и др.; бориды кремния (SiB3), тантала (TaB2), титана (TiB2) и др.; силициды вольфрама (W3Si3), титана (TiSi2) и др.; оксиды алюминия (Al2O3), железа (Fe2O3), кремния (SiO), хрома (Cr2O2), титана (TiO2) и др.
К твердым естественным (природным) материалам, применяемым в качестве наполнителей, относятся алмаз, гранат, корунд, кварц, кремень и наждак; к мягким естественным материалам — пемза, оксид хрома, графит, глинозем и др. К искусственным материалам относятся карбид бора, карбид кремния, электрокорунд различных модификаций, искусственный алмаз и др.
Естественные абразивные материалы
Алмаз. Алмаз - самый твердый природный минерал, представляющий собой модификацию углерода кристаллического строения. В естественных условиях алмазы встречаются в виде отдельных монокристаллов, их обломков или сросшихся кристаллов — агрегатов различной величины и массы. Кристаллы или агрегаты кристаллов могут иметь форму куба и призм (октаэдра, ромбододекаэдра и др.). Алмаз - относительно чистый, прозрачный (бесцветный, окрашенный или матовый) материал. В отдельных алмазах могут быть примеси в виде оксидов железа, кремния, алюминия и других металлов. В зависимости от примесей алмазы бывают голубые, желтые, зеленые, коричневые, красные и черные. Общая суммарная массовая доля примесей достигает 4,8 %. Алмазы обладают высокими механическими свойствами, твердостью, износостойкостью, высокой прочностью при изгибе, сжатии и кислотостойкостью. В определенных условиях (температура, давление, состояние рабочего тела) алмаз может растворяться в соде, натриевой, калиевой селитре и расплавах щелочей. Износостойкость алмаза в 100 - 200 раз выше, чем у других абразивов, и в 5 000 - 10 000 раз выше, чем у твердых сплавов. Твердость алмаза по шкале минералов (Мооса) - 10 единиц (наивысшая), плотность - 3,40 … 3,54 г/см3, предел прочности при изгибе σи = 300 МПа, предел прочности при сжатии - σсж = 2 000 МПа, модуль упругости - Е = 900 ГПа. Упругость алмазов в 1,5 раза выше, чем у твердых сплавов и в 2,5 раза выше, чем у карбида кремния. Алмаз хрупок, имеет низкое сопротивление изгибу и вибрациям, обладает адгезионными свойствами (прилипаемость). При повышении температуры (до 900 °С и выше) адгезия возрастает. Масса алмаза измеряется в каратах (1 кар = 0,2 г). В природе в чистом виде алмаз встречается в виде кристаллов различной величины и массы и добывается россыпным путем. В зависимости от структуры, формы кристаллов и свойств различают следующие разновидности природных алмазов:
балласы — алмазы, имеющие шарообразную непрозрачную структуру кристаллов;
борты — алмазы, имеющие искаженную структуру;
карбонадо — алмазы, имеющие мелкодисперсную структуру с порами (имеет самую высокую твердость).
В практике по назначению различают два вида алмазов: ювелирные — чистые, прозрачные, разного цвета минералы; технические — как правило, непрозрачные, крупные минералы, обладающие ценными физико-механическими свойствами (теплостойкостью, прочностью, вязкостью, твердостью, износостойкостью в абразивных средах и кислотостойкостью).
Основная масса добываемых в России алмазов — это технические алмазы. Алмазы в виде кристаллов и порошков применяются для оснащения режущих инструментов (токарные резцы, фрезы, резцы для правки абразивных кругов, пил для резки и обработки камня, точения твердых и вязких материалов, таких как эбонит, вулканит, сплавы меди и др.). Алмазные зерна в свободном незакрепленном состоянии, порошки и алмазная пыль применяются для шлифования и полирования различных твердых материалов (твердых сплавов, драгоценных камней и других труднообрабатываемых материалов). Кроме того, для этих целей и заточки твердосплавного инструмента применяются абразивные круги с алмазным напылением. Алмазно-металлические карандаши, ролики и державки (с начеканенными отдельными алмазными зернами) применяются для правки различного абразивного инструмента. Из алмазов, не имеющих изъянов, изготавливают резцы для алмазной обработки, наконечники твердомеров, волоки (для волочения проволоки) и различные инструменты для правки шлифовальных кругов. Из некачественных алмазов изготавливают алмазные микропорошки и пасты. Кроме того, алмазные вставки применяются для оснащения буровых коронок, шарошек, фильер, волок, резки стекла и др.
Широкое применение в машиностроительной практике нашла металлизация алмазов, которая производится электролитическим, вакуумным напылением, химическим и электрохимическим методами. При металлизации зерна алмаза покрываются тонким слоем меди, никеля, серебра титана и их сплавов, что устраняет мелкие дефекты алмазов (трещины, поры и раковины). Металлы оказывают цементирующее действие на поверхности зерен алмаза, что приводит к увеличению прочности агрегатов алмазов в 1,5 — 2,5 раза. С помощью металлизации увеличиваются размеры агрегатов, состоящих из 3 — 10 отдельных алмазных зерен. Абразивный инструмент (металлизированные карандаши, оправки, накатки и др.) обладают более высокой износостойкостью и абразивной способностью, чем неметаллизированные алмазы.
Гранат. Гранаты — это минералы сложного химического состава (оксиды алюминия, железа, хрома и других элементов в соединении с кремнекислотой). Гранаты относятся к сложной группе силикатов. Гранаты в зависимости от химических элементов, входящих в их состав, имеют различные цвета: желтый с медным оттенком (гроссуляр), буро-красный или черный (андрадит), изумрудно-зеленый (уваровит), красный (альмандин), темно-красный (пироп), оранжево-желтый (спессартин) и другие цвета со стеклянным блеском. В добываемых рудах массовая доля граната составляет 15 %. В обогащенных концентратах она достигает 45 … 90 %. В качестве естественных (природных) абразивных материалов (наполнителей) используют зерна граната изоформной (примерно одинаковые размеры по всем трем направлениям) формы (альмандин, пироп, спессартин). Из граната делают шлифпорошки и шлифзерно, которые идут на изготовление шлифовальной шкурки для обработки древесины, пластмасс и других мягких материалов. Также порошками граната обрабатывают стекло.
Корунд. Корунд — это природный (безводный) минерал (Al2O3), состоящий из оксида алюминия. Может содержать примеси: кварц и другие минералы, которые с оксидом алюминия образуют химические соединения. Примеси существенно снижают абразивные свойства инструментов. Корунд может быть серого, синеватого, белого, красноватого, желтоватого, зеленоватого цветов. Прозрачные разновидности корунда относятся к драгоценным камням и носят особые названия: красный — рубин, синий — сапфир, бесцветный — лейкосапфир. Корунд обладает следующими свойствами: плотность составляет 4 г/см3, теплостойкость — 1 700 … 1 800 °С, абразивная способность (зерно № 16 по стеклу) А. с. — 0,135 единиц, микротвердость — 19 · 103… 22 · 103 МПа, твердость по шкале минералов (Мооса) составляет 9 единиц, уступая алмазу.
Кварц (диоксид кремния). Кварц — это породообразующий минерал (одна из кристаллических модификаций диоксида кремния SiO2), состоящий из кремнезема, кварца и глины. В природе кварц встречается в виде гальки и горных пород светло-серого, желтого и черных цветов. В качестве абразивных материалов применяется кварц с содержанием оксида кремния (SiO2) не менее 96 % и оксида кальция (CaO) не более 1 %. Кварц используют как абразивный материал в виде шлифзерна и шлифпорошков, которые идут на изготовление шлифовальной шкурки для обработки древесины, эбонита, кожи и других мягких материалов.
Наждак. Наиболее распространенная мелкозернистая горная порода, состоящая из кварца, корунда, магнетита и других минералов, — наждак. Цвет наждака серо-черный, красно-черный и черный. В некоторых сортах наждака массовая доля корунда достигает 20 … 30 % (1-й сорт) и 12 … 18 % (2-й сорт). Наждак имеет следующие свойства: плотность 4,1 г/см3, теплостойкость 1 700 … 1 800 °С, абразивная способность (зерно № 16 по стеклу) А. с. — 0,105 единиц, микротвердость 19 · 103… 22 · 103 МПа. Из-за разнородности химического состава наждак находит ограниченное применение для изготовления скоростного абразивного (механического) инструмента. Из него делают шлифзерно и шлифпорошки, которые идут на изготовление ручного абразивного (заточного и шлифовального) инструмента: брусков, точил, оселков, шлифовальной шкурки, а также мельничные (низкооборотные) жернова. Кроме того, наждак применяется в виде шлифовальных паст.
Искусственные абразивные материалы
Карбид бора. Карбид бора — это химическое соединение бора с углеродом. Абразивный материал из карбида бора получают в электрических печах путем восстановления коксом борного ангидрида. Он имеет сложный химический состав, серовато-черного цвета, плотный. По шкале минералов (Мооса) твердость карбида бора равна 9,32 единицы, несколько уступая алмазу, но превышая показатели электрокорунда и карбида кремния. Шлифпорошки и шлифзерно из карбида бора имеют острые кромки, которые улучшают их абразивную способность. Шлифпорошки и микропорошки из него применяются в виде паст и порошков для шлифования инструмента из твердых сплавов и чугунов.
Карбид кремния (карбокорунд). Карбид кремния — это абразивный материал, представляющий собой химическое соединение углерода с кремнием. Сырьем для производства карбида кремния являются кварц, кварцевые пески и кварциты с содержанием в них не менее 99,0 … 99,5 % оксида кремния. Кроме того, при производстве применяется нефтяной кокс и антрацит. Промышленность производит карбид кремния черного или зеленого цвета, который зависит от химического состава и массовой доли примесей. Карбид кремния зеленый имеет более высокую абразивную способность, твердость и меньшую хрупкость. Он применяется для изготовления абразивного инструмента, шкурки и паст. Абразивные инструменты из карбида кремния зеленого делают на всех видах связок. Его применяют для обдирочного и чистового шлифования и доводки деталей из чугуна, титана, твердых сплавов, меди, алюминия и других твердых и вязких материалов. Кроме того, этим инструментом обрабатывают гранит, мрамор и различные горные породы. Карбид кремния черный — более мягкий и хрупкий материал, имеет меньшую абразивную способность, чем карбид кремния зеленый. Абразивный инструмент из карбида кремния черного на всех видах связок применяется для обработки твердых, хрупких и вязких материалов: чугунов, бронз, твердых сплавов и др. (шлифования, тонкого шлифования и полирования порошками, пастами, шкурками). Кроме абразивного инструмента карбид кремния применяется в производстве кислотостойких и огнеупорных изделий, а также в электронагревательных приборах (силит). По шкале минералов (Мооса) карбид кремния имеет твердость 9,1 единицы.
Карбид кремния черный обозначается 53С и 54С, карбид кремния зеленый — 62С, 63С и 64С. Условный числовой индекс карбида кремния устанавливается в зависимости от массовой доли карбида кремния, которая составляет 96,0 … 99,5 %.
Электрокорунд. Электрокорунд — искусственный абразивный материал, состоящий из оксида алюминия и различных примесей и получаемый плавкой глиноземсодержащего сырья или бокситов в электрических печах. Полученную в электропечах массу дробят, пропускают через сито, очищают и сортируют по величине. Из электрокорунда делают различный абразивный инструмент, шлифовальные шкурки и пасты. Следует отметить, что в России объемы производства инструмента из корунда и электрокорунда различных групп и марок занимают первое место. Выпускаются несколько видов электрокорунда: нормальный, белый, хромистый, хромотитанистый, титанистый, циркониевый, монокорунд и сферокорунд. Эти виды электрокорунда отличаются друг от друга химическим составом, цветом, твердостью, пористостью и абразивной способностью. Электрокорунд нормальный (12А, 13А, 14А 15А и 16А) выпускается розового, коричневого или синего цвета в виде шлифзерна и шлифпорошков. Условный индекс указывает на массовую долю оксида алюминия (92 … 95 %). Электрокорунд нормальный состоит из корунда и примесей (оксид магния, кальция, кремния и железа). Оксид железа обусловливает адгезию частиц шлифуемого материала, а другие примеси увеличивают хрупкость материала. Электрокорунд нормальный обладает прочностью, теплостойкостью, из-за высокой сцепляемости зерен со связкой — высокой вязкостью. Абразивный инструмент из элекрокорунда нормального применяется для обдирочных работ (на органических связках), шлифования (на органических и неорганических связках) и скоростного шлифования. Шлифпорошки применяются для тонкого шлифования и полирования.
В электрокорунде белом (22А, 23А, 24А и 25А) массовая доля оксида алюминия составляет 98,0 … 99,5 %. Чем больше содержание оксида алюминия, тем выше условный индекс. Электрокорунд белый обладает более высокой абразивной способностью, чем электрокорунд нормальный, так как имеет однородный химический состав, высокую прочность, острые кромки зерен, которые хорошо самозатачиваются. Применяется для шлифования и отделочных работ труднообрабатываемых твердых металлов и их сплавов, закаленных стальных деталей. Шлифпорошки и шлифовальные пасты, изготовленные из электрокорунда белого, применяются также для тонкого шлифования и полирования.
Электрокорунд хромистый (32А, 33А и 34А) благодаря высокому содержанию оксида хрома (2 %) имеет высокие механические свойства, твердость и абразивную способность. Выпускается в виде шлифзерна и шлифпорошков, которые идут на изготовление различного абразивного инструмента для шлифования при высоких скоростях резания различных конструкционных сталей.
Электрокорунд хромотитанистый (91А, 92А) имеет высокие прочность, твердость и абразивную способность. Абразивный инструмент из этого материала делают на всех видах связок и применяют для окончательного шлифования закаленных стальных заготовок.
Электрокорунд титанистый (37А) состоит из оксида титана и оксида алюминия, имеет высокую вязкость. Абразивный инструмент из этого материала применяют для обработки сталей, в том числе термически обработанных.
Электрокорунд циркониевый (38А) состоит из диоксида циркония и оксида алюминия и имеет мелкокристаллическую структуру, высокую прочность, твердость. Стойкость абразивного инструмента из электрокорунда циркониевого в 10 — 40 раз выше, чем аналогичного инструмента из электрокорунда нормального. Абразивный инструмент из электрокорунда циркониевого применяется при силовом резании (обдирка, шлифование при высоких скоростях и режимах).
Монокорунд (43А, 44А и 45А) — это зерна корунда, сцементированные сульфидами алюминия, кальция и титана. Монокорунд получают в электродуговых печах сплавлением бокситов с сульфидом железа и восстановителями. Полученную массу подвергают одной из следующих обработок: гравитационной, магнитной, химической или гидрообработке. После рассева на ситах зерна имеют изометрическую форму и обладают высокими механическими и абразивными свойствами. Абразивный инструмент делают на керамической связке и применяют для шлифования легированных сталей и сплавов. Шлифпорошки, паста и шлифовальная шкурка на основе монокорунда применяются на отделочных и доводочных операциях стальных труднообрабатываемых деталей.
Сферокорунд состоит из глинозема в виде полых корундовых сфер. Инструмент из сферокорунда применяется для шлифования мягких материалов: цветных металлов, пластмасс, резины и др.
Синтетические алмазы. Синтетические поликристаллические алмазы — это абразивный материал, полученный методом каталитического синтеза графита при высоких температурах. Этот материал получают в виде шлифпорошков и микропорошков нескольких марок. Шлифпорошки и микропорошки отличаются друг от друга размерами зерен, методами производства и контроля. Из синтетических алмазов производят также субмикропорошки с размерами зерен 0,07 … 0,30 мкм. Шлифпорошки и микропорошки с помощью металлической связки наносят на стержни, диски, цилиндры и другой абразивный инструмент. В настоящее время промышленность выпускает несколько марок синтетических алмазов: АСО, АСР, АСВ, АСК, АСС, САМ, АСТ и др.
Из микропорошков синтетических алмазов изготавливают различные пасты нормальной, повышенной и высокой концентрации (в зависимости от содержания в них зерен синтетических алмазов). По степени смываемости с полируемых поверхностей деталей различают пасты смываемые водой, органическими растворителями и водой и растворителями. Зернистость этих паст колеблется от 60 мкм и практически до нуля. Шлифпорошки из синтетических алмазов получают методом рассева на ситах. Зернистость шлифпорошков колеблется в пределах 40 … 630 мкм. Микропорошки (зернистость 1 … 40 мкм) получают методом осаждения в специальной жидкости. Контроль зернистости микропорошков проводят микроскопическим методом. Шлифпорошки и микропорошки из синтетических алмазов практически всех марок применяются для изготовления абразивного инструмента на органических, керамических и металлических связках. Синтетические алмазы по своим свойствам незначительно уступают природным алмазам. Самым прочным синтетическим алмазом является алмаз марки АСС. Его зерна имеют прочность выше прочности природного алмаза и блочную форму в виде агрегатов. Абразивный инструмент из алмаза марки АСС применяется для обработки и бурения горных пород, рубина, корунда, правки абразивных кругов (шарошки, коронки, отрезные круги и др.). Марки синтетических алмазов САМ и АСТ имеют крупные зерна (0,6 … 1,6 мм) без изьянов, трещин и химически чистые. По физико-химическим свойствам они не уступают природным алмазам.
![]() Синтетические
алмазы, так же как и природные алмазы, металлизируют. Металлизированные
синтетические алмазы с помощью металлической связки наносят на абразивный
инструмент (рис. 1).
Синтетические
алмазы, так же как и природные алмазы, металлизируют. Металлизированные
синтетические алмазы с помощью металлической связки наносят на абразивный
инструмент (рис. 1).
Рис. 1. Нанесение металлизированных синтетических алмазов на абразивный инструмент: 1 — корпус инструмента; 2 — слой алмазной крошки
Техническое стекло. Техническое стекло — это абразивный материал, получаемый из боя оконного, витринного стекла или стеклянной посуды. После механической обработки (дробления, рассева) получают шлифзерно и шлифпорошки, из которых делают шлифовальную шкурку для обработки древесины.
Паста ГОИ. Из оксида алюминия, железа и других химических материалов, в том числе алмаза, получают различные шлифовальные и полировальные порошки и пасты: паста ГОИ, паста хромовая литая, паста алмазная, абразивная суспензия и др. Паста ГОИ состоит из следующих химических веществ: оксид хрома, силикагель, стеарин, жир, двууглекислая сода, олеиновая кислота и керосин. Массовая доля этих элементов зависит от марки пасты. Выпускают пасту трех сортов: грубого, среднего и тонкого. Сорт зависит от величины зерна и массовой доли оксида хрома. Например, в марке пасты тонкого сорта оксид хрома составляет 74,5 %, а в марке грубого сорта — 84,5 %. Паста ГОИ выпускается в виде цилиндров диаметром 25 … 30 мм и длиной 50 … 60 мм и находит широкое применение в оптической, приборостроительной, инструментальной и ювелирной промышленности.
Связка абразивного инструмента
Связка — это материал, с помощью которого шлифзерно цементируется и формируется в абразивный инструмент определенных размера и формы. В процессе шлифования шлифзерно с помощью связки прочно удерживается в абразивном круге и самозатачивается об обрабатываемую деталь. Затупившееся зерно своевременно удаляется с помощью той же обрабатываемой детали. Поры в связке служат процессу образования стружки и ее отвода (рис. 2).Связки бывают органического и неорганического происхождения. К органическим связкам относятся:
- бакелитовая — силиконовый каучук (Б);
- вулканитовая — фенолформальдегидная смола (В);
- глифталевая — фталевый ангидрит плюс глицерин (ГФ);
- каучуксодержащая (К);
- поливинилформалевая (ПФ);
- эпоксидная (Э).
Органические связки эластичны, имеют высокую ударную вязкость, но низкую теплостойкость.
К неорганическим связкам относятся:
керамическая (К);
металлическая (обозначение в зависимости от композиции металлов);
магнезиальная (М);
силикатная (С);
![]() перлитовая
(П).
перлитовая
(П).
Рис. 2. Схема шлифования: 1 — абразивное зерно; 2 — мостик связки; 3 — поры; 4 — стружка; 5 — обрабатываемая деталь
Неорганические связки имеют высокие механические свойства, абразивную способность и высокую теплостойкость.
Органические связки. Основу бакелитовой связки составляет бакелитовая (фенолформальдегидная) смола. Цвет бакелитовой связки — коричневый. При нагреве пламенем чувствуется запах смолы (фенола). В зависимости от технологических особенностей образуется бакелитовая связка следующих разновидностей: Б1 — пульвебакелит с другими наполнителями; Б2 — жидкий бакелит; Б3 — бакелитовая специальная связка; БУ — связка для кругов, армированных стеклосеткой. Цифровой индекс, приведенный после буквенного обозначения, указывает на технологию изготовления абразивного инструмента. Например, бакелитовые связки Б1 применяются для изготовления кругов методом прокатки. Бакелитовая связка Б2 применяется для изготовления кругов из зерен природного, синтетического алмаза и эльбора. При этом в связку добавляются металлические порошки. Инструмент на бакелитовой связке применяется для обдирочных работ, выполняемых вручную и на подвесных станках плоского шлифования торцом круга, отрезки заготовок, прорезки пазов (вместо фрезерования), заточки инструмента для обработки тонких изделий, где опасен пережог. Бакелитовые связки имеют невысокую теплостойкость (150 … 180 °С) и низкую стойкость к щелочным смазочно-охлаждающим жидкостям (СОЖ). При высокой температуре инструмент размягчается, связка выгорает, абразивные зерна углубляются в массу тела инструмента и режут поверхность на небольшую глубину. Это позволяет шлифовать детали более высокого класса, чем при других видах связок. Круги на бакелитовой связке длительное время сохраняют режущие свойства за счет самозатачивания зерен и допускают шлифование при больших скоростях (оборотах). Абразивные инструменты на бакелитовой связке рекомендуется использовать для плоского шлифования, где более интенсивно происходит самозатачивание кругов. Бакелитовая связка оказывает на обрабатываемую деталь полирующие действия. Инструмент с этой связкой имеет высокие прочность и эластичность. Высокая эластичность абразивного инструмента на бакелитовой связке позволяет применять его для шлифования и полировочных работ. Структура инструмента — плотная и прочная, поэтому круги на бакелитовой связке могут быть изготовлены толщиной до 0,5 … 1,0 мм при диаметре 150 … 200 мм. Бакелитовая связка идет на изготовление абразивного инструмента из карбида кремния черного и электрокорунда нормального. Основу вулканитовой связки составляет силиконовый каучук. Цвет инструмента на вулканитовой связке — от коричневого до черного. При нагреве пламенем чувствуется запах горелой резины. Существуют следующие разновидности вулканитовой связки: В — связка натрийбутадиеновая для инструмента, изготавливаемого на вальцах с последующей вулканизацией; В1 и В2 — связка специальная; В3 — связка для инструмента, изготавливаемого прессованием в резиносмесителях, формируется и вулканизируется.
Шлифовальные круги на вулканитовой связке имеют высокую прочность, эластичность и влагостойкость и применяются для бесцентрового шлифования. При шлифовании на них допускаются высокие скорости абразивных кругов. Вулканитовая связка также используется для изготовления тонких кругов. Недостатком вулканитовой связки является быстрое засаливание круга.
Глифталевая связка применяется с графитовым наполнителем. Абразивный инструмент на глифталевой связке имеет волокнистое строение, высокие упругость и ударную вязкость и применяется при отделочных операциях закаленных сталей (тонкое шлифование, полирование, доводка).
Каучуксодержащая связка применяется для изготовления алмазной шлифовальной ленты. Связка наносится на лавсановую ткань. По жесткости каучуксодержащая связка подразделяется на три группы: эластичная (Р1, Р4), полужесткая (Р9) и жесткая (Р14). На каучуксодержащей связке изготавливается водостойкая полировальная шкурка из эльбора на тканевой основе. В эти связки для ускорения процесса изготовления шлифовального материала и улучшения его свойств добавляют вулканизаторы, смягчители, стабилизаторы, ускорители и наполнители (оксид цинка, оксид магния и др.).
Поливинилформальдегидная и эпоксидная связки применяются крайне редко, поэтому их рассматривать не будем.
Неорганические связки.
Этот тип связки составляет огнеупорная глина и различные стекла. Основой керамической связки являются полевой шпат и тальк. Существуют следующие разновидности керамической связки: К3 — для кругов из карбида кремния; К5 — для кругов из электрокорунда белого; К7 — для мелкозернистых абразивных инструментов; К8 — для абразивного инструмента из электрокорунда всех групп и марок и др. По физико-химическим и технологическим свойствам керамическая связка бывает двух видов: плавящаяся (стекловидная) и спекающаяся (фарфоровидная). Для оптимизации технологии получения абразивного инструмента на керамической основе в пресс-материал добавляют клеющие вещества: жидкое стекло, декстрин и сульфитный щелок. Керамическая связка обладает высокими механическими свойствами, огнеупорностью, водостойкостью и стойкостью против СОЖ, но хрупкая при изгибе. Применяется для инструмента всех видов шлифования (кроме обдирки из-за хрупкости связки): для резки и прорезания узких пазов, плоского шлифования желобов, колец шариковых подшипников. Абразивный инструмент на керамической связке хорошо сохраняет профиль, имеет высокую пористость и способен отводить теплоту, может развивать большие скорости резания и допускает применение охлаждающих жидкостей. Для абразивного инструмента для скоростного шлифования в керамическую связку добавляют легирующие элементы (оксид бора, оксид лития и других металлов). Легирующие элементы улучшают абразивную способность инструмента.
Основу металлической связки составляют композиции алюминия, вольфрама, железа, кобальта, никеля, олова, цинка и других металлов. Металлическая связка обозначается в зависимости от композиции металлов (например, М1, М4, МК, М9, МО3 и др.). Металлическую связку из мягких металлов (олова, меди, цинка) легируют металлическими порошками более твердых металлов (вольфрам, железо, никель) и частицами сплавов и силикатов. В отдельные металлические связки добавляют материалы наполнителей абразивных инструментов (карбид бора, карбид кремния, электрокорунд). Особенностью металлической связки является ее более высокая прочность, ударная вязкость, тепло- и жаростойкость по сравнению с другими видами связок, поэтому для повышения эксплуатационных свойств в связки добавляют порошки металлов. Например, в бакелитовую связку добавляют железный порошок, в результате чего абразивный инструмент будет иметь высокие абразивные свойства. В основном на металлической связке изготавливают абразивный инструмент из синтетических алмазов. Основой для абразивных алмазных инструментов являются вольфрамокобальтовые, железоникелевые, медно-оловянные композиции.
Основу магнезиальной связки составляет смесь магнезита и хлорида магния. Эта связка обладает термореактивными свойствами. При смешивании фракций связки происходит самоотверждение на воздухе, и связка переходит в неплавкое состояние. Абразивный инструмент на магнезиальной связке имеет низкую абразивную способность, обладает повышенной гигроскопичностью, а также быстро стачивается, меняя форму и профиль. Магнезиальная связка из-за этих недостатков имеет ограниченное применение.
Основу силикатной связки составляет силикат натрия (растворимое стекло) в смеси с оксидом цинка, мелом и глиной. Абразивный инструмент на силикатной связке препятствует выделению теплоты и поэтому применяется для плоского шлифования тонких изделий из конструкционных сталей. Цементирующая способность абразивных зерен низкая, поэтому абразивные инструменты на силикатной связке обладают низкими эксплуатационными свойствами и имеют ограниченное применение.
Характеристика абразивного инструмента
Зернистость. Зернистость — это размеры зерен шлифовального материала. Абразивные зерна имеют неправильную форму, длина, высота и ширина зерен имеют различную величину, изометричные зерна по всем трем направлениям имеют одинаковые размеры. Абразивное сырье подвергается дроблению, размолу, обогащению, рассеву на различных типах сит (гидравлические, пневматические, вибрационные и др.). Зернистость классифицируют по номерам, которые показывают параметры частиц основной фракции шлифовального материала в сотых долях миллиметра. Зернистость шлифовального материала и инструмента определяет вид шлифовальных работ (грубая, черновая, чистовая, тонкая обработка) и качество обрабатываемой поверхности, поэтому она является одной из главных характеристик шлифовальных кругов.
При черновом и обдирочном шлифовании применяется абразивный инструмент с крупными зернами, при чистовом — с мелкими. Размер абразивных зерен является основной характеристикой абразивного материала. Размер зерен обозначается соответствующим номером, который соответствует числу отверстий на один дюйм длины сита, через которое просеивается абразивный материал.
Абразивный материал в зависимости от зернистости подразделяется на следующие виды и номера:
- крупная зернистость (шлифзерно): 320, 250, 200, 160, 125, 100, 80, 63;
- средняя зернистость (шлифпорошки): 50, 40, 32, 25, 20, 16;
- мелкая зернистость (микропорошки): 12, 10, 8, 6;
- тонкая зернистость (тонкие микропорошки): 5, 4, 3, М63, М50, М40, М28, М20, М14, М10, М7, М5, М3, М2, М1.
При просеивании абразивных порошков через ряд сит крупная фракция задерживается на втором сите. Эта фракция является основной и определяет главную характеристику зернистости — размер зерна. За номер зернистости микропорошков принимается верхний предел фракции (размер ячеек сита, на которых задерживается зерно). Например, шлифзерно под номером 200 будет иметь размер 200 мкм; номер М20 — 20 мкм. Содержание основной фракции в зерне: Н — нормальное, П — повышенное, В — высокое, Д — допустимое. Содержание основной фракции нормируется в процентах к общей массе наполнителя абразивного инструмента. На практике заводы выпускают абразивный инструмент с содержанием основной фракции до 60 %.
|
Таблица 1. Соответствие звуковых индексов степени твердости для абразивного инструментана керамической связке |
||||
|
Степень твердости |
Звуковой индекс |
Степень твердости |
Звуковой индекс |
|
|
Из электрокорунда нормального, белого, хромотитанистого |
||||
|
М1 |
ЗИ 41 |
С1 |
ЗИ 51 |
|
|
М2 |
ЗИ 43 |
С2 |
ЗИ 53 |
|
|
М3 |
ЗИ 45 |
СТ1 |
ЗИ 55 |
|
|
СМ1 |
ЗИ 47 |
СТ2 |
ЗИ 57 |
|
|
СМ2 |
ЗИ 49 |
СТ3 |
ЗИ 59 |
|
|
Из карбида кремния зеленого |
||||
|
М2 |
ЗИ 51 |
С1 |
ЗИ 57 |
|
|
М3 |
ЗИ 53 |
С2 |
ЗИ 59 |
|
|
СМ1 |
ЗИ 55 |
СТ2 |
ЗИ 61 |
|
|
СМ2 |
ЗИ 57 |
|||
Твердость. Твердость абразивных инструментов является одной из их главных характеристик. Практика показывает, что для шлифования мягких материалов выбирают твердый круг, а для твердых материалов — мягкий. От правильности выбора твердости инструмента зависит качество шлифования и стойкость абразивного инструмента. Твердость абразивного инструмента зависит от количества и качества связки, т. е. от материала, который служит опорой для абразивных зерен и удерживает их во время операции шлифования. Термины «твердый» или «мягкий» относятся не к абразивным материалам (зернам), а к сопротивлению связки действию распада, прочности сцепления зерна с массой круга. В мягком круге абразивное зерно выкрашивается легко и быстро, в твердом — наоборот. Твердость абразивного инструмента определяется методом Роквелла или пескоструйным методом по глубине лунки, а также по звуковому индексу (ГОСТ 52587—2006). Установлены следующие обозначения твердости абразивных кругов:
- весьма мягкий — ВМ1 и ВМ2;
- мягкий — М1, М2 и М3;
- среднемягкий — СМ1 и СМ2;
- средний — С1 и С2;
- среднетвердый — СТ1, СТ2 и СТ3;
- твердый — Т1 и Т2;
- весьма твердый — ВТ1 и ВТ2;
- чрезвычайно твердый — ЧТ1 и ЧТ2.
Например, инструмент из микропорошка марки М14 при глубине лунки 4,60 … 5,00 мм будет иметь твердость М3 (мягкий), инструмент с номером зернистости 50 при глубине лунки 0,75 … 0,90 мм будет иметь твердость ЧТ.
В настоящее время для определения степени твердости введен звуковой индекс, который применяется для кругов диаметром более 250 мм. Система определения твердости по звуковому индексу основана на прохождении звука через абразивный инструмент. Чем выше твердость абразивного инструмента, тем больше длина волны звукового сигнала. Соответствие звуковых индексов степени твердости для абразивного инструмента на керамической связке представлено в табл. 1. Выбор инструмента по твердости осуществляется с учетом вида обработки. Например, твердости ВТ — ЧТ (ВТ1, ВТ2, ЧТ1 и ЧТ2) выбираются для правки абразивных инструментов, шлифования деталей шарикоподшипников (шариков, роликов, колец) и обдирочных работ. Абразивные инструменты твердости ВМ1, ВМ2, М1, М2, М3, СМ1 и СМ2 применяются для заточки и доводки режущего инструмента, оснащенного твердыми сплавами, шлифования труднообрабатываемых специальных легированных сталей и композитов. Если выбрали круг, по твердости не соответствующий твердости шлифуемого материала, то следствием этого могут быть засаливание круга и ожоги шлифуемой детали (откаливание), быстрое изнашивание и выкрашивание круга.
Структура абразивного инструмента. Под структурой абразивного инструмента понимают процентное соотношение абразивных зерен, связки и пор.
Установлено двенадцать основных и шесть дополнительных номеров структур:
№ 1 — 4 — плотная (закрытая);
№ 5 — 8 — средняя;
№ 9 — 12 — открытая;
№ 13 — 18 — высокопористая (дополнительная).
Номера структур условно обозначают процентное содержание зерен в абразивном инструменте. За основу взята структура № 1. В этой структуре установлено в общей массе (объеме) инструмента 60 % абразивных зерен. Последующие номера структур имеют на 2 % зерен меньше. Таким образом, структура № 2 содержит 58 % зерен в объеме круга, структура № 12 — 38 %. Объем зерен в плотной структуре составляет 2/3 общего объема инструмента, а 1/3 составляют связка и поры; в открытой структуре 1/3 объема составляет зерно, а 2/3 — связка и поры.
Учебный материал для выполнения практической работы № 9.
Определить химические свойства горюче-смазочных материалов.
Автобензины: свойства и классификация.
Основными показателями бензина являются детонационная стойкость, давление насыщенных паров, фракционный состав, химическая стабильность и др. Ужесточение в последние годы экологических требований к качеству нефтяных топлив ограничило содержание в бензинах ароматических углеводородов и сернистых соединений.
Требования, предъявляемые к качеству топлива
При применении и хранении к автомобильным бензинам предъявляются следующие требования:
- высокие энергетические и термодинамические характеристики продуктов сгорания. При горении бензина должно выделяться максимальное количество тепла, продукты сгорания должны иметь малую молекулярную массу, небольшие теплоёмкость и теплопроводность, высокое значение произведения удельной газовой постоянной на температуру горения (RT). Высокое значение RT желательно получить за счёт увеличения Т.
- хорошая прокачиваемость. Бензины должны надёжно прокачиваться по топливной системе машин, трубопроводам, насосам, системам регулирования и другим агрегатам и коммуникациям при любых условиях окружающей среды – низкой и высокой температурах, различных давлениях, запылённости и влажности.
- оптимальная испаряемость. В условиях хранения и транспортирования испарение должно быть минимальным. При применении в двигателе бензина должны иметь такую испаряемость, чтобы обеспечить надёжное воспламенение и горение топлива с оптимальной скоростью в камерах сгорания двигателей.
- минимальная коррозионная активность. Топлива не должны содержать компоненты, которые разрушают конструкционные материалы двигателя, средства хранения и транспортирования.
- высокая стабильность в условиях хранения и применения. Топливо в течение длительного времени не должно изменять физико-химические и эксплуатационные свойства.
- нетоксичность. Продукты сгорания также должны быть нетоксичными.
Свойства автомобильных бензинов
Бензины – топлива, выкипающие в интервале температур 28–215оС и предназначенные для применения в двигателях внутреннего сгорания с принудительным воспламенением. В зависимости от назначения бензины разделяются на автомобильные и авиационные. Основными показателями бензина являются детонационная стойкость, давление насыщенных паров, фракционный состав, химическая стабильность и др. Ужесточение в последние годы экологических требований к качеству нефтяных топлив ограничило содержание в бензинах ароматических углеводородов и сернистых соединений.
Детонационная стойкость
Детонация возникает в том случае, если скорость распространения пламени в двигателе достигает 1500-2500 м/с, вместо обычных 20 – 30 м/с. В результате резкого перепада давления возникает детонационная волна, которая нарушает режим работы двигателя, что приводит к перерасходу топлива, уменьшению мощности, перегреву двигателя, к прогару поршней и выхлопных клапанов.
Октановое число (ОЧ)
ОЧ – условный показатель, характеризующий стойкость бензинов к детонации и численно соответствующий детонационной стойкости модельной смеси изооктана и н-гептана. ОЧ изооктана принято за 100 пунктов, а н-гептана – за 0. Для автомобильных бензинов (кроме А–76) ОЧ измеряется двумя методами: моторным и исследовательским. Октановое число определяется на специальных установках путём сравнения характеристик горения испытуемого топлива и эталонных смесей изооктана с н-гептаном. Испытания проводят в двух режимах: жёстком (частота вращения коленчатого вала 900 об/мин, температура всасываемой смеси 149 0С, переменный угол опережения зажигания) и мягком (600 об/мин, температура всасываемого воздуха 52 0С, угол опережения зажигания 13 град.). Получают соответственно моторное (ОЧМ) и исследовательское ОЧ (ОЧИ). Разности между ОЧМ и ОЧИ называется чувствительностью и характеризует степень пригодности бензина к разным условиям работы двигателя. Среднее арифметическое между ОЧМ и ОЧИ называют октановым индексом и приравнивают к дорожному октановому числу, которое нормируется стандартами некоторых стран (например, США) и указывается на бензоколонках как характеристика продаваемого топлива. При производстве бензинов смешением фракций различных процессов важное значение имеют так называемые ОЧ смешения (ОЧС), которые отличаются от расчётных значений. ОЧС зависят от природы нефтепродукта, его содержания в смеси и ряда других факторов. У парафиновых углеводородов ОЧС выше действительных на 4 пункта, у ароматических зависимость более сложная. Различие может быть существенным и превышать 20 пунктов. Октановое число смешения важно также учитывать при добавлении в топливо оксигенатов.
Фракционный состав (ФС)
ФС бензинов характеризует испаряемость топлива, от которой зависит запуск двигателя, распределение топлива по цилиндрам двигателя, полнота сгорания, экономичность двигателя. Испаряемость определяется температурой перегонки 10, 50 и 90 % (об.) выкипания фракций бензина. Температура выкипания 10 % бензина характеризует пусковые свойства. При температуре ниже предельных значений в системе питания двигателя могут образовываться паровые пробки, а при более высоких температурах запуск двигателя затруднён. В США пусковые свойства двигателя характеризуют количеством топлива, выкипающем до 70 0С. Температура выкипания 50 % характеризует скорость перехода двигателя с одного режима работы на другой и равномерность распределения бензиновых фракций по цилиндрам. Температура выкипания 90 % фракций и конца кипения влияют на полноту сгорания топлива и его расход, а также на нагарообразование в камере сгорания в цилиндре двигателя. В ГОСТ Р 51105-97, который действует с 01.01.99 г., ФС бензина определяется при температуре выкипания 70, 100 и 180 0С.
Давление насыщенных паров (ДНП)
ДНП даёт дополнительное представление об испаряемости бензина, а также о возможности образования газовых пробок в системе питания двигателя. Чем выше давление насыщенных паров бензина, тем выше его испаряемость. По ФС бензина рассчитывают индекс испаряемости. Бензины, применяющиеся в летнее время, имеют более низкое ДНП. Для обеспечения необходимых пусковых свойств товарного бензина, в его состав включают лёгкие компоненты: изомеризат, алкилат, бутан, фракции с началом кипения 62оС.
Химическая стабильность (ХС)
В процессе хранения, транспортирования и применения бензинов возможны изменения в их химическом составе, обусловленные реакциями окисления и полимеризации. Окисление приводит к понижению октанового числа бензинов и повышению его склонности к нагарообразованию. Для оценки ХС используют показатели содержания фактических смол, индукционного периода окисления.
Содержание сернистых и ароматических соединений
Активные сернистые соединения, содержащиеся в бензинах, вызывают сильную коррозию топливной системы и транспортных емкостей; полнота очистки бензинов от этих веществ контролируется анализом на медной пластинке. Неактивные сернистые соединения коррозию не вызывают, но образующиеся при их сгорании газы вызывают быстрый абразивный износ деталей двигателя, снижают мощность, ухудшают экологическую обстановку. Среди ароматических соединений наиболее опасными для здоровья и жизни человека являются бензол и полициклические. Их токсическое действие объясняется возможностью его окисления в организме. В связи с этим в последних нормативных документах ограничено допустимое содержание серы, бензола и ароматических соединений в бензинах.
Классификация автомобильных бензинов
Существует несколько видов классификации автомобильных бензинов. Основные из них (наиболее часто применяемые): по испаряемости, по фракционному составу, по значению октанового числа.
Классификация по испаряемости
В зависимости от климатического района применения автомобильные бензины подразделяют на пять классов (см. табл. 1). Наряду с определением температуры перегонки при заданном объёме предусмотрено и определение объёма испарившегося бензина при заданной температуре. Введён также показатель «индекс испаряемости» (ИИ). ИИ бензина характеризует испаряемость бензина и его склонность к образованию паровых пробок при определённом сочетании давления насыщенных паров и объёма испарившегося бензина при температуре 70оС.
|
Показатель |
Класс |
||||
|
1 |
2 |
3 |
4 |
5 |
|
|
Давление насыщенных паров, кПа |
35-70 |
45-80 |
55-90 |
60-95 |
80-100 |
|
Фракционный состав: |
|
|
|
|
|
|
начало кипения, 0С, не ниже |
35 |
35 |
не нормируется |
||
|
10 %, 0С, не выше |
75 |
70 |
65 |
60 |
55 |
|
50 %, 0С, не выше |
120 |
115 |
110 |
105 |
100 |
|
90 %, 0С, не выше |
190 |
185 |
180 |
170 |
160 |
|
конец кипения, 0С, не выше |
215 |
215 |
215 |
215 |
215 |
|
Количество испарившегося бензина, % (об.) при 70 0С |
10-45 |
15-45 |
15-47 |
15-50 |
15-50 |
|
Индекс испаряемости, не более |
900 |
1000 |
1100 |
1200 |
1300 |
Таблица 1. Классификация автомобильных бензинов по испаряемости
Классификация по фракционному составу
В зависимости от фракционного состава автомобильные бензины разделяют на зимние и летние: для зимнего все температуры выкипания ниже, чем для летнего. Это значительно облегчает запуск двигателей при низких температурах в случае зимних и снижает риск возникновения паровых пробок в тёплое время года в случае летних.
Классификация по октановому числу
|
Метод исследования |
Марки |
|||
|
"Нормаль-80" |
"Регуляр-92" |
"Премиум-95" |
"Супер-98" |
|
|
Октановое число, не менее: |
||||
|
моторный метод |
76,0 |
83,0 |
85,0 |
88,0 |
|
исследовательский |
80,0 |
92,0 |
95,0 |
98,0 |
В зависимости от октанового числа по исследовательскому методу устанавливают четыре марки бензинов: «Нормаль-80», «Регуляр-92», «Премиум-95» и «Супер-98» (см. табл. 2). Бензин «Нормаль-80» предназначен для грузовых автомобилей наряду с бензином АИ-80. Бензин «Регуляр-92» предназначены для эксплуатации автомобилей вместо этилированного А-93. Автомобильные бензины «Премиум-95» и «Супер-98» полностью отвечают европейским требованиям и конкурентоспособны на нефтяном рынке и предназначены в основном для зарубежных автомобилей, эксплуатируемых в России.
Характеристики автомобильных бензинов. Нормы и требования к их качеству.
Средние компоненты состава
Все бензины, вырабатываемые по ГОСТ 2084–77, в зависимости от показателей испаряемости, делят на летние и зимние. Зимние бензины предназначены для применения в северных и северо-восточных районах в течение всех сезонов и в остальных районах с 1 октября до 1 апреля. Летние — для применения во всех районах кроме северных и северо-восточных в период с 1 апреля по 1 октября; в южных районах допускается применять летний бензин в течение всех сезонов. Параметры автомобильных бензинов, вырабатываемых по ГОСТ 2084-77, существенно отличаются от принятых международных норм, особенно в части экологических требований. В целях повышения конкурентоспособности российских бензинов и доведения их качества до уровня европейских стандартов разработан ГОСТ Р 51105-97 «Топлива для двигателей внутреннего сгорания. Неэтилированный бензин. Технические условия», который вводится в действие с 01.01.99 г. Этот стандарт не заменяет ГОСТ 2084-77, которым предусмотрен выпуск как этилированных, так и неэтилированных бензинов. В соответствии с ГОСТ Р 51105-97 будут вырабатываться только неэтилированные бензины (максимальное содержание свинца не более 0,01 г/дм3).
По составу автомобильные бензины представляют собой смесь компонентов, получаемых в результате различных технологических процессов: прямой перегонки нефти, каталитического риформинга, каталитического крекинга и гидрокрекинга вакуумного газойля, изомеризации прямогонных фракций, алкилирования, ароматизации термического крекинга, висбрекинга, замедленного коксования. Компонентный состав бензина зависит, в основном, от его марки и определяется набором технологических установок на нефтеперерабатывающем заводе.
Базовым компонентом для выработки автомобильных бензинов являются обычно бензины каталитического риформинга или каталитического крекинга. Бензины каталитического риформинга характеризуются низким содержанием серы, в их составе практически отсутствуют олефины, поэтому они высокостабильны при хранении. Однако повышенное содержание в них ароматических углеводородов с экологической точки зрения является лимитирующим фактором. К их недостаткам также относится неравномерность распределения детонационной стойкости по фракциям. В составе бензинового фонда России доля компонента каталитического риформинга превышает 50 %.
Бензины каталитического крекинга характеризуются низкой массовой долей серы, октановыми числами по исследовательскому методу 90–93 единицы. Содержание в них ароматических углеводородов составляет 30–40 %, олефиновых — 25–35 %. В их составе практически отсутствуют диеновые углеводороды, поэтому они обладают относительно высокой химической стабильностью (индукционный период 800–900 мин.). По сравнению с бензинами каталитического риформинга для бензинов каталитического крекинга характерно более равномерное распределение детонационной стойкости по фракциям. Поэтому в качестве базы для производства автомобильных бензинов целесообразно использовать смесь компонентов каталитического риформинга и каталитического крекинга.
Бензины таких термических процессов, как крекинг, замедленное коксование имеют низкую детонационную стойкость и химическую стабильность, высокое содержание серы и используются только для получения низкооктановых бензинов в ограниченных количествах.
При производстве высокооктановых бензинов используются алкилбензин, изооктан, изопентан и толуол. Бензины АИ-95 и АИ-98 обычно получают с добавлением кислородсодержащих компонентов: метил-трет-бутилового эфира (МТБЭ) или его смеси с трет-бутанолом, получившей название фэтерол. Введение МТБЭ в бензин позволяет повысить полноту его сгорания и равномерность распределения детонационной стойкости по фракциям. Максимально допустимая концентрация МТБЭ в бензинах составляет 15 % из-за его относительно низкой теплоты сгорания и высокой агрессивности по отношению к резинам.
Для достижения требуемого уровня детонационных свойств этилированных бензинов к ним добавляют этиловую жидкость (до 0,15 г свинца/дм3 бензина). К бензинам вторичных процессов, содержащим непредельные углеводороды, для их стабилизации и обеспечения требований по индукционному периоду разрешается добавлять антиокислители Агидол-1 или Агидол-12. В целях обеспечения безопасности в обращении и маркировки этилированные бензины должны быть окрашены. Бензин АИ-80 окрашивается в желтый цвет жирорастворимым желтым красителем К, бензин АИ-91 — в оранжево-красный цвет жирорастворимым темно-красным красителем Ж. Этилированные бензины, предназначенные для экспорта, не окрашиваются.
Дизельное топливо
Дизельное топливо (или как его еще в народе называют «солярка») - это жидкий продукт, который используется как топливо в дизельном двигателе. Дизельное топливо получают при перегонке нефти из керосиново-газойлевых фракций. Это довольно вязкая горючая жидкость.
Виды дизельного топлива и их характеристика
В зависимости от характера применения, различают дистиллятные маловязкое для быстроходных, и остаточное, высоковязкие дизельное топливо для тихоходных двигателей. Если маловязкое состоит из керосиново-газойлевых фракций прямой перегонки и до 1/5 из газойля каталитического крекинга, то вязкое - это смесь керосиново-газойлевых фракций с мазутом. При перегонке нефти получают дизельное топливо трех марок: А - арктическое, З - зимнее, Л - летнее.
Характеристики сезонного дизтоплива
А - арктическое дизельное топливо. Применяется при температуре воздуха окружающей среды до -50оС. Его цетановое число - 40, плотность при 20оС - не более 830 кг / м3, вязкость при 20оС - от 1,4 до 4 мм2 / с, температура застывания составляет -55оС.
З - зимнее дизельное топливо. Применяется зимнее топливо при температуре воздуха окружающей среды до -30оС. Цетановое число зимнего топлива - 45, плотность при 20 оС - не более 840 кг/м3, вязкость при 20оС - от 1,8 до 5 мм2 / с, температура застывания составляет -35оС.
Л - летнее дизельное топливо. Применяется при температуре воздуха окружающей среды до 0оС и выше. Его цетановое число - не ниже 45, плотность при 20оС - не более 860 кг/м3, вязкость при 20оС - от 3 до 6 мм2 / с, температура застывания составляет -10 оС.
Качественные показатели дизельного топлива
Дизельное топливо характеризуют по следующим основным показателям: цетановое число; вязкость; содержание серы; содержание воды; плотность топлива; температура помутнения; сублимация; огнеупорные шлаки; способность смазки. Поскольку в дизельном двигателе топливно-воздушная смесь воспламеняется от сжатия (так, собственно, дизеля и не нужна система зажигания), то основным показателем дизельного топлива является так называемое цетановое число.
Цетановое число показывает способность дизтоплива к воспламенению в камере сгорания и характеризует промежуток времени, через который зажигается топливо, поступившее в цилиндры. Чем короче данный промежуток, тем дольше сгорает дизтопливо и плавно нарастает давление газов в цилиндрах. Тогда двигатель работает мягче. Следовательно, чем выше цетановое число дизельного топлива, тем легче с применением такого топлива завести двигатель. Температура вспышки для дизтоплива не должна превышать 70 градусов по Цельсию. Температура же перегонки для дизтоплива определена не ниже 200 и не выше 350 градусов по Цельсию.
Еще один немаловажный показатель для дизтоплива — это вязкость. Частицы вязкого дизтоплива меньше разлетаются, особенно жидкое дизельное топливо не может достаточно смазывать детали топливного насоса, который может как вывести из строя последний, так и повредить детали системы питания. Европейский стандарт вязкости, которому должна соответствовать дизтопливо — ISO 3104.
Главный «экологический» показатель дизельного топлива — это содержание серы. Поскольку считается, что применение дизтоплива способствует мировому глобальному потеплению, с целью борьбы за экологию в мире стали жестко нормировать содержание серы в дизельном топливе. Под серой подразумевается содержание сернистых соединений, продукты сгорания которых при взаимодействии с водой образуют кислоты. Собственно, это наносит ущерб не только природе, но и двигателю, так как вызывает коррозию металла, а также может привести к закоксовыванию двигателя. Содержание серы в топливе регулируется европейским стандартом ISO 4260. При применении дизельного топлива с низким содержанием серы, в связи с уменьшением его смазывающих свойств, необходимые противоизносные присадки.
Поскольку при заливке топлива в бак необходима фильтрация, полностью исключить присутствие воды и посторонних частиц просто невозможно. Однако, учитывая, что вода и сернистые соединения дают агрессивную среду, и при высоком давлении в составе топлива образуется серная кислота, необходимо своевременно заменять топливные фильтры, а также следить за состоянием сажевых фильтров, катализаторов и масла.
Плотность дизельного топлива характеризует его энергоотдачу. Чем выше плотность - тем больше вырабатывается энергии. Европейский стандарт - ISO 3675.
Такой показатель, как температура помутнения, с которой начинают кристаллизоваться парафины, имеет важное значение при окружающей среде с низкой температурой. Этот показатель регулирует европейский стандарт ISO 3015.
Сублимация, огнеупорные шлаки и смазочные характеристики дизельного топлива регулируются европейским стандартам ISO 3405, ISO 6245 и ISO 12156 соответственно.
Свойства дизельного топлива
Основными и важнейшими свойствами дизельного топлива являются следующие параметры и характеристики: испаряемость, цетановое число, температурные показатели, вязкость, содержание серы и стабильность хранения. Рассмотрим все перечисленные показатели более подробно.
Воспламеняемость или цетановое число
Этот показатель определяет, насколько легко запускается двигатель. От него зависит жесткость работы двигателя на холостом ходу, которую еще называют «дизельным стуком», и сколько времени после запуска дизельного двигателя будет идти белый дым. Воспламеняемость дизтоплива влияет на наличие вредных компонентов в отработавших газах, таких как СО и СН. Чем меньше период воспламеняемости, тем быстрее происходит сгорание топлива. Это ускоряет работу двигателя и увеличивает его мощность. Так же, содержание вредных компонентов в газах становится меньше. Задержку воспламенения, или как ее еще называют цетановое число, определяют в одноцилиндровом двигателе с регулируемой степенью сжатия. Такие же двигатели используются для определения октанового числа бензина. Воспламеняемость измеряют при определенной степени сжатия и полученные результаты сравнивают с данными эталонного дизельного топлива, которое состоит из цетана и альфаметилнафталину или гептаметилноанолу, который применяется в некоторых странах. Само по себе понятие цетановое число это количество цетана в смеси, при котором период воспламеняемости идентичен периода воспламеняемости эталонного топлива. Различные модели дизельных двигателей имеют свои требования к цетановому числа. Так, например, быстроходные двигатели требуют топлива с более высоким цетановымчислом, а двигатели менее ловкие благополучно используют дизельное топливо с небольшим цетановым числом. Для примера можно привести работу большого судового двигателя, который работает на топливе с цетановым числом около 15 и высокооборотных двигателей легковых машин, цетановое число дизельного топлива которых не менее 50. Для грузовых машин нормальным цетановым числом дизельного топлива значения от 40 до 45. Показатель воспламеняемости — это очень важная характеристика дизельного топлива.
Если цетановое число высокое, скорость нарастания давления будет ниже, а значит двигатель работать не так жестко. С увеличением цетанового числа выше нормы ухудшается экономичность двигателя и увеличивается задымленность выхлопных газов. Для отечественных дизельных двигателей цетановое число равно 40-50. Для топлива в зимних условиях цетановое число должно быть не менее 45. Иногда для повышения цетанового числа используют некоторые присадки. В основном, это изопропил или циклогексилнитраты, которые способны увеличить цетановое число на 2-7 единицы. К сожалению, это приводит к снижению температуры вспышки, и поэтому использование присадок для этих целей ограничено. За рубежом вместо цетанового числа используют дизельный индекс, для определенного топлива определяется по значениям плотности и температуры выкипания 50% топлива.
Такие показатели, как вязкость и плотность определяют уровень испарения и смесеобразования дизельного топлива. Более густые и вязкое топливо хуже воспламеняется и сгорает, что приводит к большей расхода топлива и задымленности выхлопных газов. Маловязкое топливо в процессе эксплуатации увеличивает износ деталей топливного насоса. Для уменьшения износа часто в дизельное топливо добавляют противоизносные присадки, частично компенсирует этот недостаток.
Сам процесс сгорания дизельного топлива зависит от его химического состава и характеризуется способностью к испарению. Чтобы сжечь определенное количество топлива легкого фракционного состава необходимо меньше воздуха, чем для дизельного топлива более густого фракционного состава. Фракционный состав дизельного топлива влияет на работу двигателей с различным смесеобразованием по-разному. Предкамерным и вихревые двигатели имеют небольшую чувствительность к составу топлива, тогда как двигатели с непосредственным впрыском более чувствительны. Нагретые стенки предкамеры двигателя способствуют смесеобразованию. Очень сильное облегчение фракционного состава способно привести к увеличению более жесткой работы двигателя.
Это свойство определяет температуру, при которой дизельное топливо начинает мутнеть, застывать и превращаться в кристаллы. Это свойство определяет сферу применения и условия эксплуатации дизельного топлива, в частности, климатические показатели региона. Так же, температурные свойства дизельного топлива определяют условия, при которых можно хранить дизтопливо на складе. На данный момент низкотемпературное топливо производят тремя способами.
1. Если в дизельном топливе снизить содержание тяжелых фракций, уменьшится температура кипения топлива. Для этого в такое топливо добавляют легкие фракции. Этот способ не является рациональным, так как снижается выработка дизельного топлива и уменьшается температура воспламенения.
2. Добавление депрессорных присадок. Эти присадки способны снизить температуру застывания, но не температуру помутнения. Последний показатель ограничивает сферу применения дизельного топлива.
3. Третий способ, самый эффективный и популярный. Температуру застывания, помутнения и фильтрации снижают благодаря определенным технологиям, суть которых заключается в изменении углеводородного состава дизельного топлива. При использовании этого способа возможно добавление тяжелых фракций. Благодаря этому повышается производительность дизельного двигателя. Это самый распространенный способ снижения температурных характеристик дизельного топлива.
Чем чище дизельное топливо, тем качественнее и эффективнее работает двигатель. Эта характеристика дизельного топлива является очень важной. Для определения характеристики чистоты топлива используют коэффициент фильтрации. Фильтрация определяют соотношением времени, за который топливо проходит через фильтр при определенном атмосферном давлении. В основном, фильтрация дизтоплива зависит от содержания воды, механических примесей, смол и нафтеновых кислот в дизельном топливе.
От содержания серы в дизельном топливе зависит содержание вредных веществ в выхлопных газах, чем определяется экологичность топлива. При содержании серы до 0,035% топливо считается экологически чистым. Уменьшение количества серы в топливе приводит к повышению износа двигателя, поэтому в некоторых случаях в дизтопливо добавляют присадки, которые способны уменьшить износ деталей и механизмов двигателя.
Сернистые соединения определяют степень образования нагара и влияют на износ двигателя и его коррозию. Содержание сернистых соединений регламентировано.
Этот показатель определяет пожарную опасность топлива. В двигателях, работающих в закрытых помещениях, а так же в пожароопасных местах, применяется топливо с повышенной температурой вспышки. Дизельное топливо общего назначения и применения имеет температуру вспышки не менее 40°С. Для топлива, применяемого в судовых и тепловозных двигателей, горных машинах температура возгорания составляет не менее 60°С.
Дизельное топливо применяется в автотранспорте, водном и железнодорожном транспорте, сельскохозяйственной технике. Кроме того, остаточное дизтопливо (или соляровое масло) часто используется как котельное топливо, в смазочно-охлаждающих средствах при термической обработке металлов, а также для пропитки кож. Ежегодно мировой рынок потребляет по несколько миллионов тонн дизельного топлива. В Западной Европе дизтопливо особенно популярно — ведь при заправке качественным дизельным топливом и регулярном уходе дизельный двигатель реально способен отработать 500 000 километров без капитального ремонта. Представьте себе на секунду, какая это выгода. Дизельный двигатель становится в мире все популярнее для оснащения современных авто. Конечно, система питания дизельного двигателя гораздо сложнее и отличается от системы питания бензинового. Поскольку дизельное топливо в камеру сгорания подается под большим давлением, его количество очень мало, а вся схема питания делает двигатель более дорогим. Кроме того, дизельный двигатель с целью сохранения необходимого уровня безопасности производится крепче, чем бензиновый, а, следовательно, он тяжелее. Однако основной плюс дизеля, особенно важен в условиях экономического кризиса — экономия топлива. Дело в том, что у дизельного двигателя КПД достигает 36% и даже выше, в то время как у бензина КПД не достигает и 25%. Кроме этого, дизельный двигатель отличается более высоким крутящим моментом. Это помогает передвигаться в городских пробках и в пробках на трассе на холостых оборотах. При применении дизельного топлива с низким содержанием серы, в связи с уменьшением его смазывающих свойств, необходимы качественные противоизносные присадки. Вода и сернистые соединения образуют агрессивную среду, и при высоком давлении в составе топлива образуется серная кислота. Поэтому необходимо своевременно заменять топливные фильтры, а также следить за состоянием сажевых фильтров, катализаторов и масла. Повышенное содержание воды в дизельном топливе может также создать водяную пробку в магистрали и полностью заблокировать работу двигателя. При сгорании дизельного топлива образуется углеродный нагар, через который постепенно снижается мощность двигателя. Чем больше образуется нагара, тем ниже качество дизтоплива. Срок службы бумажных топливных фильтров напрямую зависит от степени загрязнения топлива (наличие в дизельном топливе механических примесей, парафинов, смолистых веществ и воды). В дизельном топливе могут находиться и размножаться микроводоросли и бактерии. При активном размножении они способны заблокировать и вывести из строя топливную систему. Однако прежде чем применять средства для уничтожения микроорганизмов, необходимо убедиться, что они не повлияют негативно на свойства дизтоплива. В составе дизельного топлива могут появиться твердые частицы и пыль. Чтобы избежать этого не следует использовать грязную палку или грязный инструмент как щуп. Поскольку загрязнение дизтоплива происходит так или иначе на всех этапах транспортировки — от завода-производителя и до конечного потребителя, необходимо регулярно мыть топливный бак и, если это предусмотрено конструкцией, сливать из фильтра отстой. Парафин, находящийся в составе солярки, ухудшает сгорание и засоряет систему питания двигателя. Категорически не рекомендуется добавлять в солярку спирт для растворения парафина. Спирт ухудшает смазочную способность (хотя при этом увеличивает цетановое число дизтоплива). Кроме того, подобная смесь взрывоопасная!
Не рекомендуется использовать смесь летнего и зимнего топлива, а также летнее дизтопливо в холодное время года. Добавление в летнее дизельное топливо керосина или бензина не дает особого эффекта, но значительно ухудшает качество топлива. Не рекомендуется в холодное время года утеплять двигатель, особенно тканевыми материалами. При исправной системе охлаждения, заполненной антифризом, можно не утеплять и радиатор. Ткань же на двигателе постепенно просачивается топливом и способна стать причиной пожара.
Скачано с www.znanio.ru



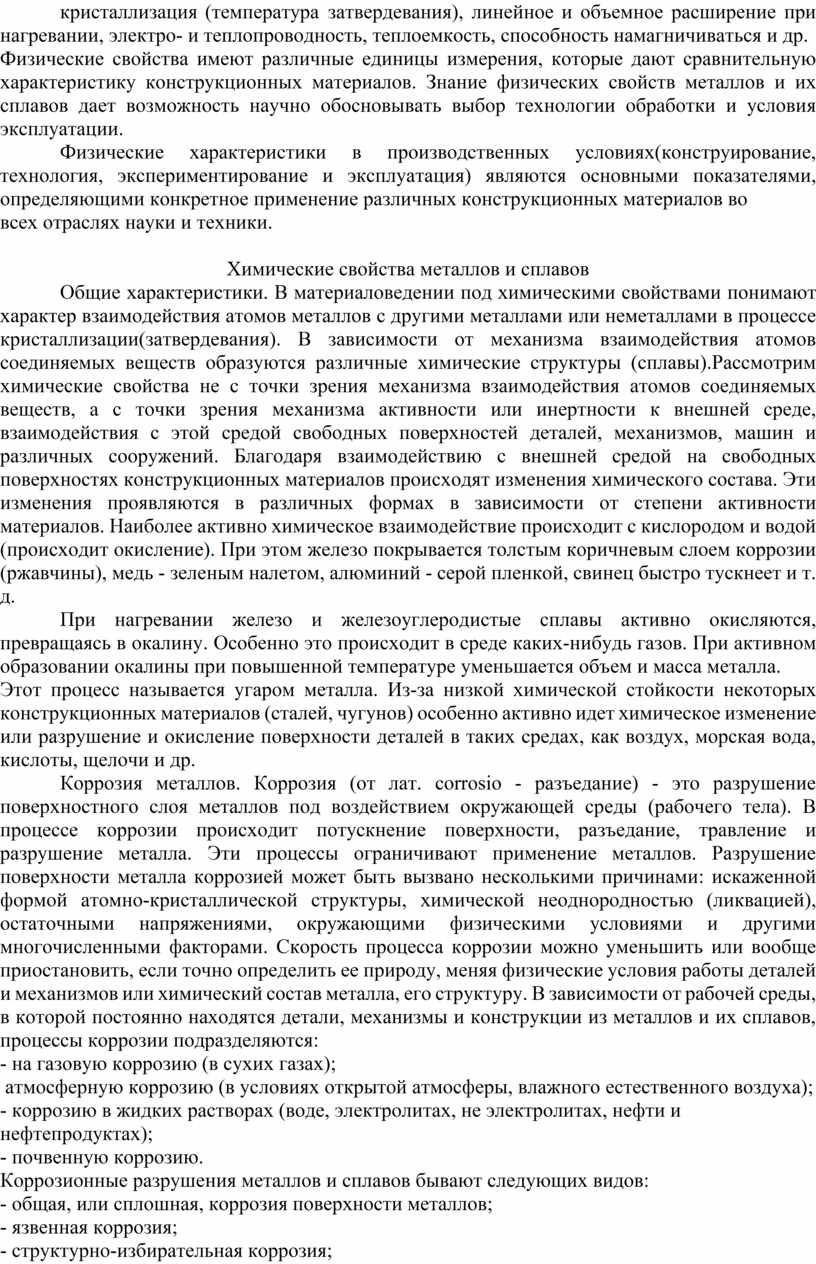
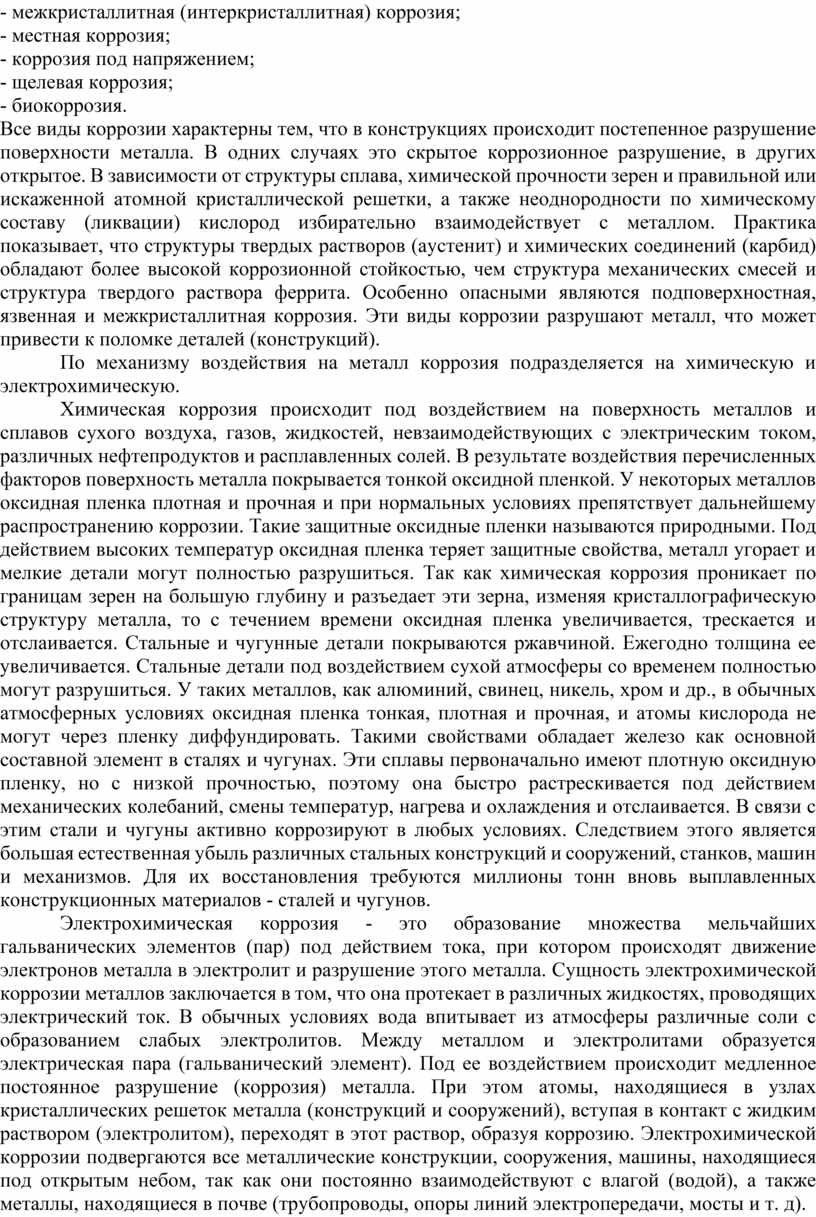
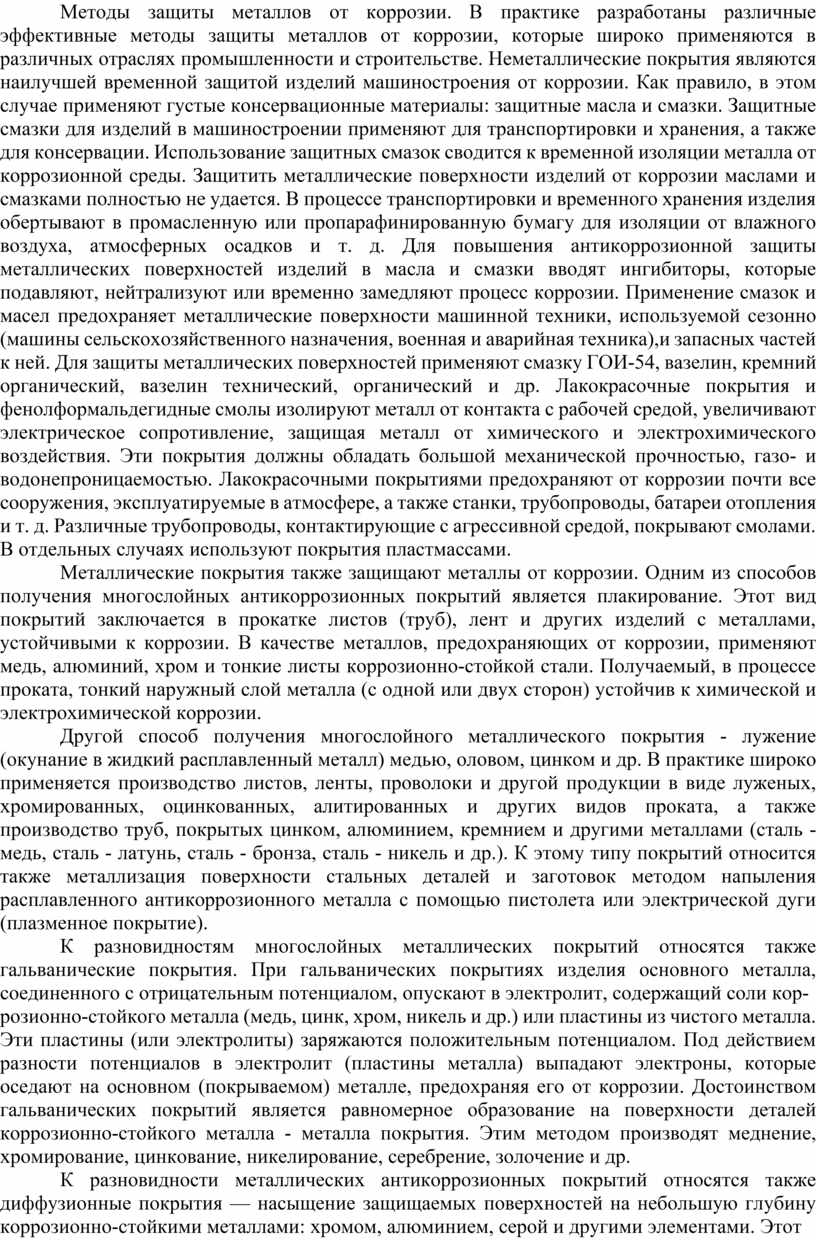
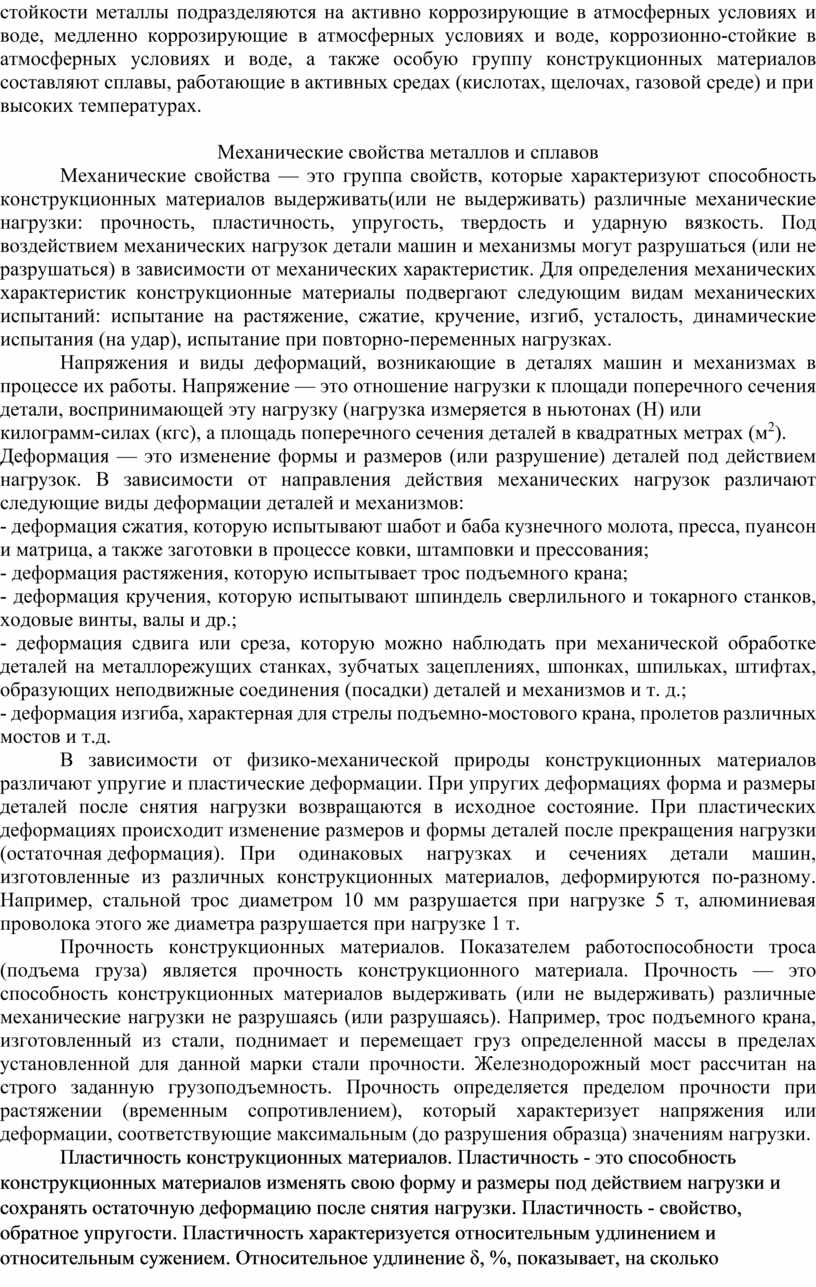
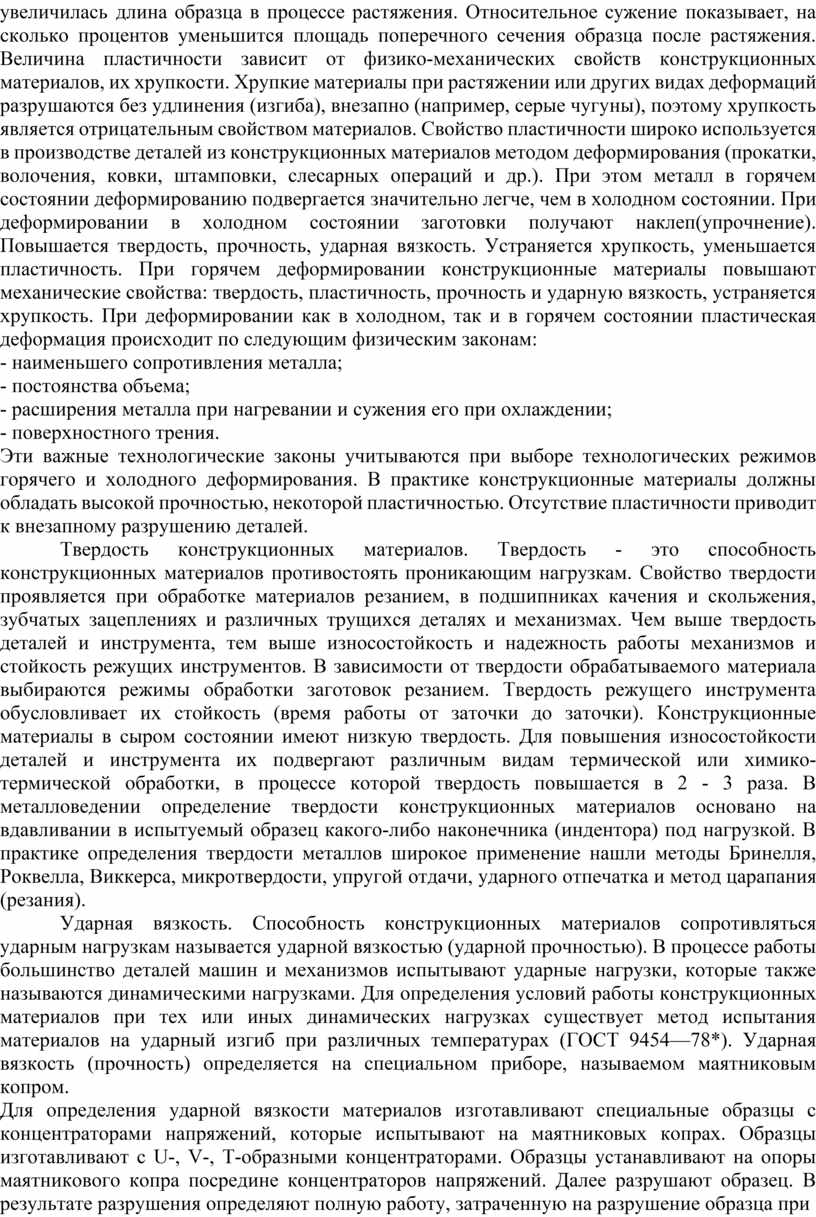
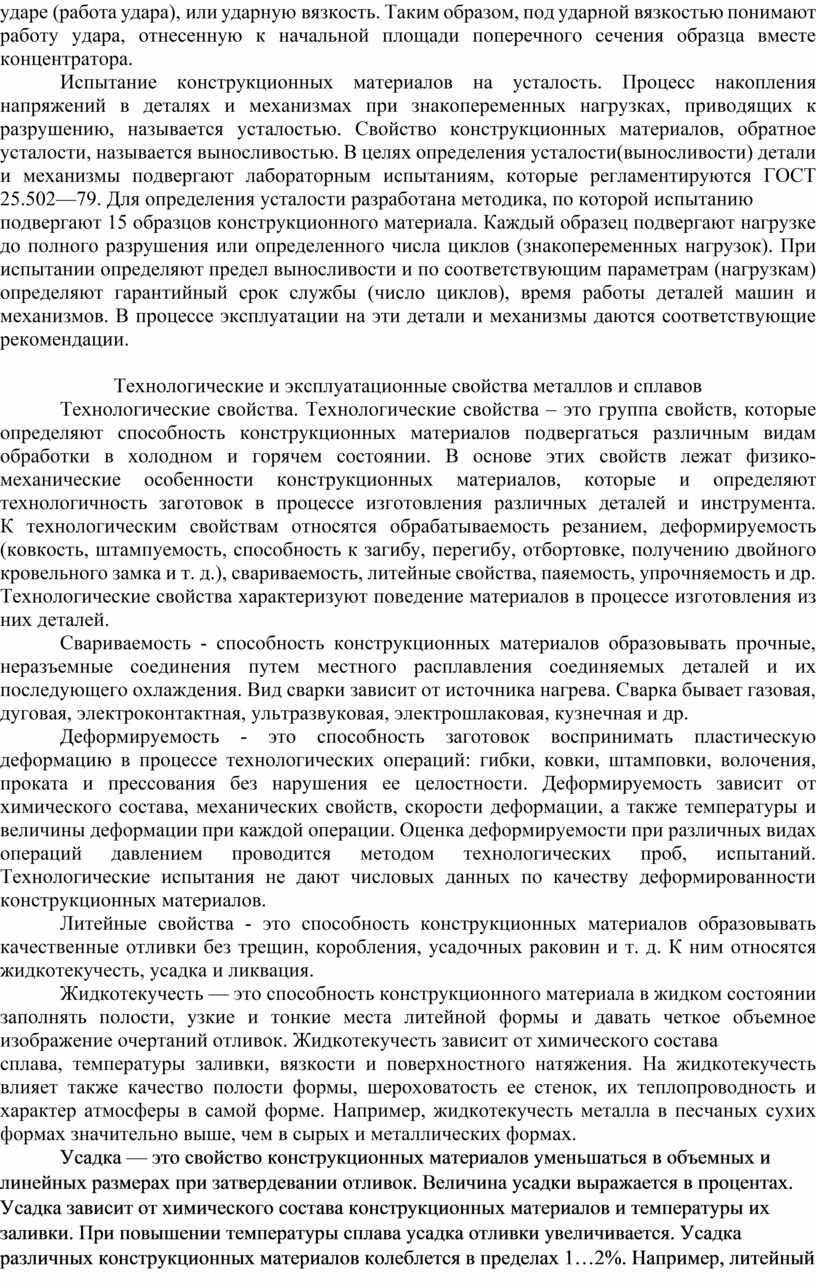
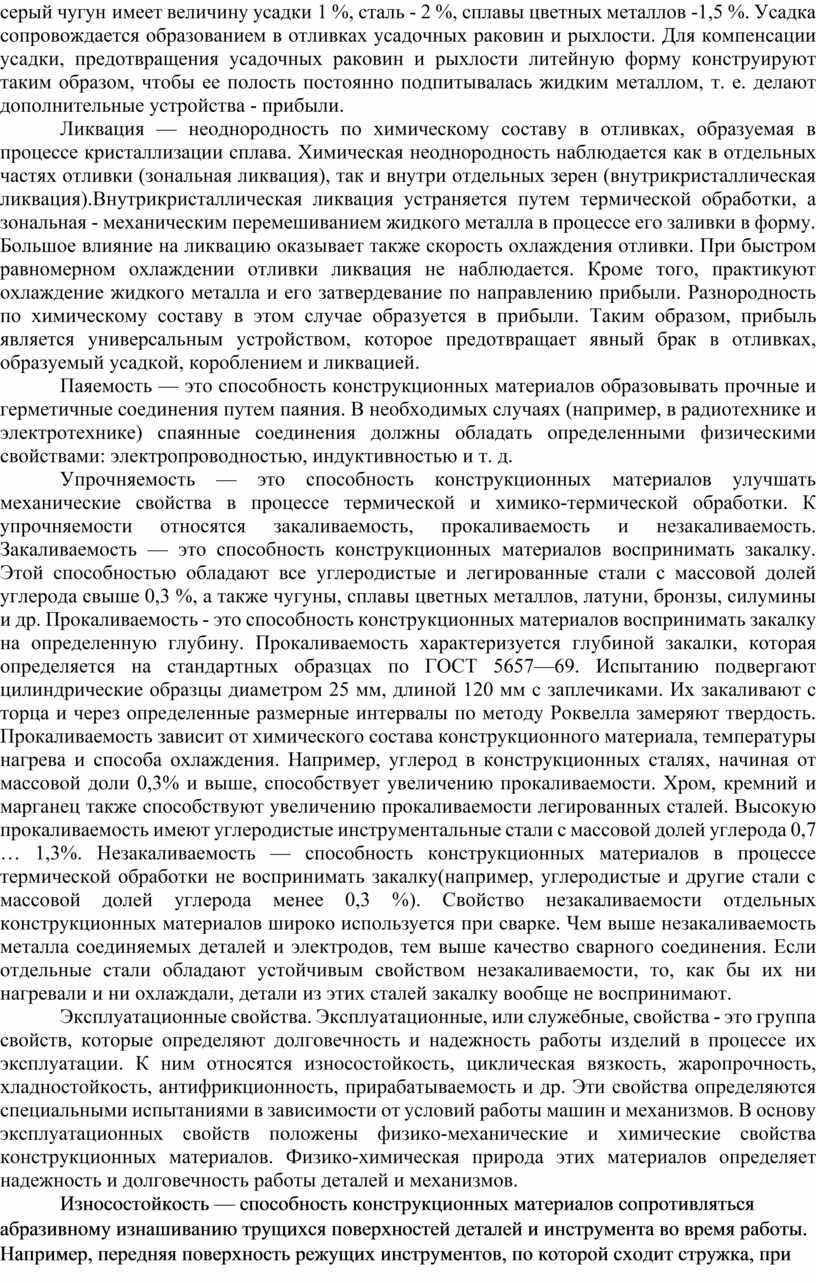
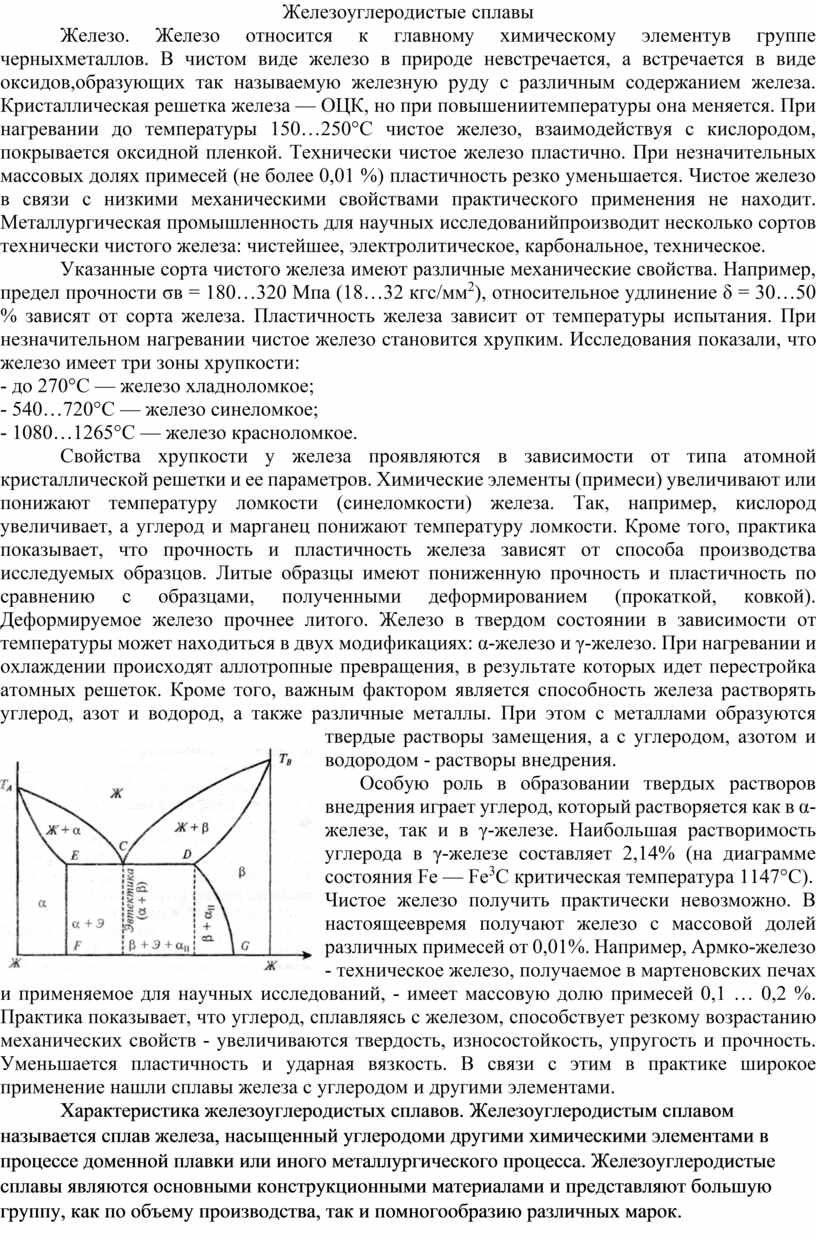
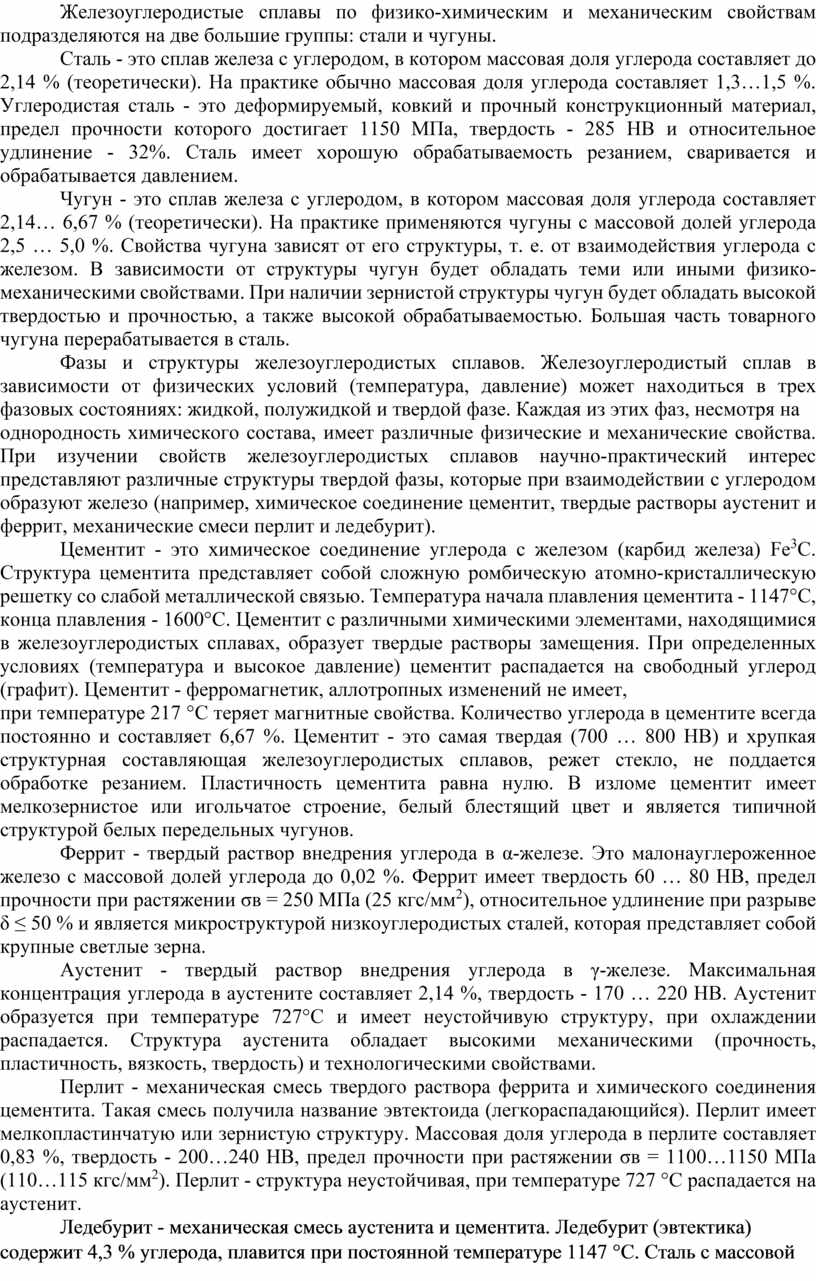

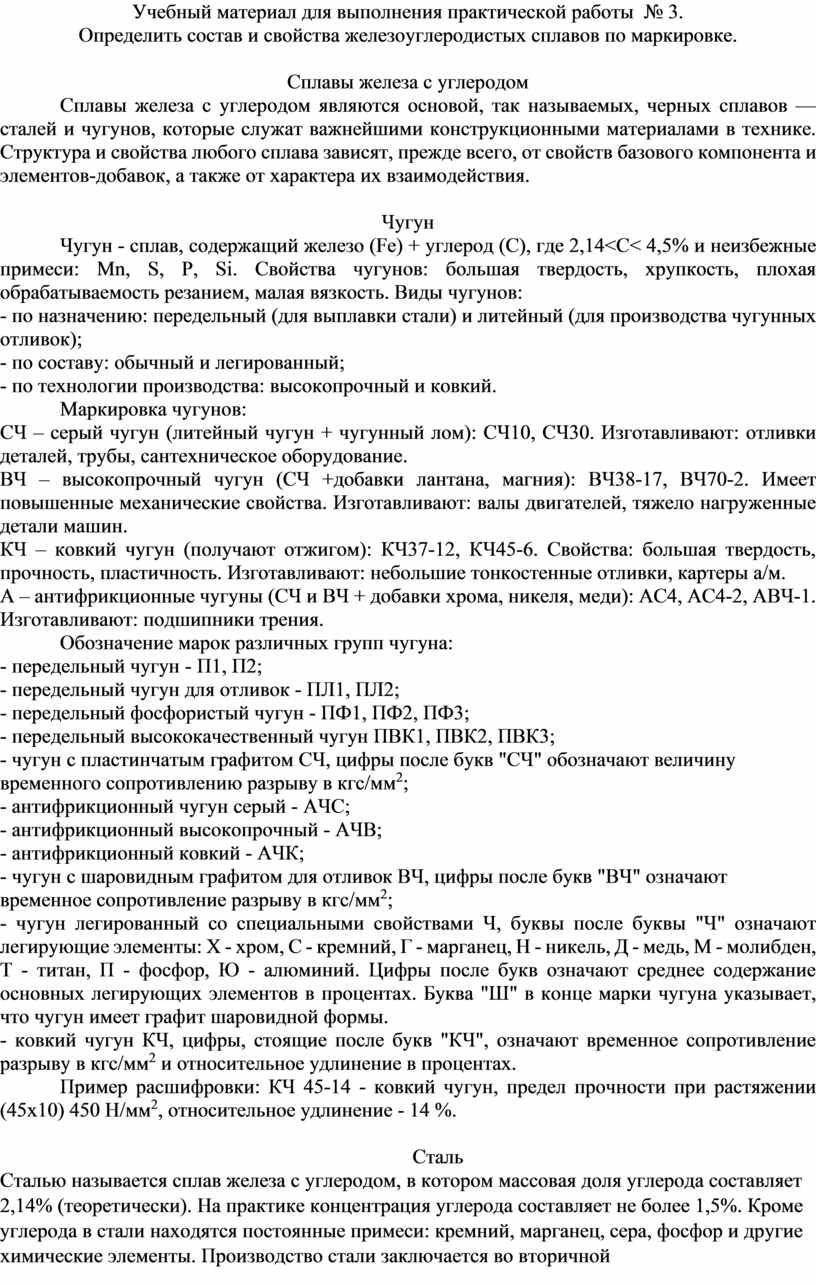
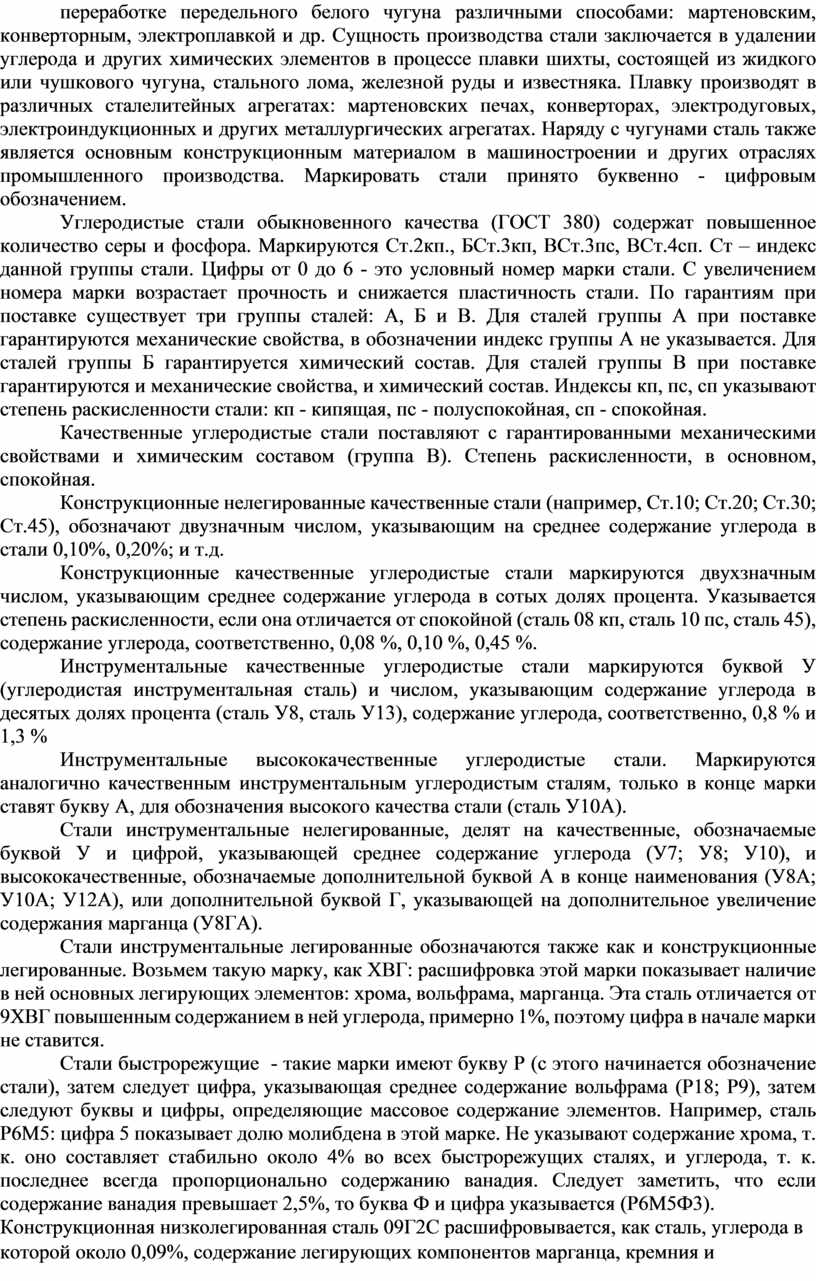
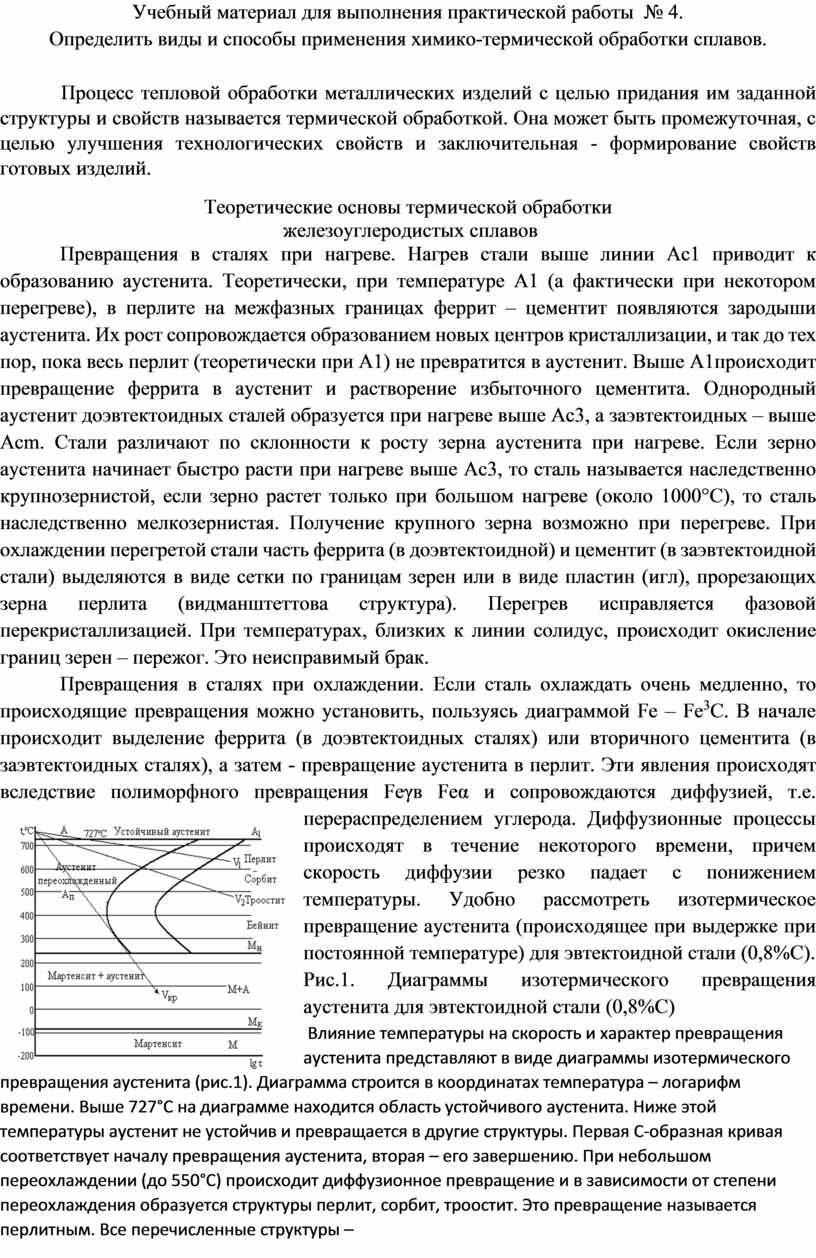
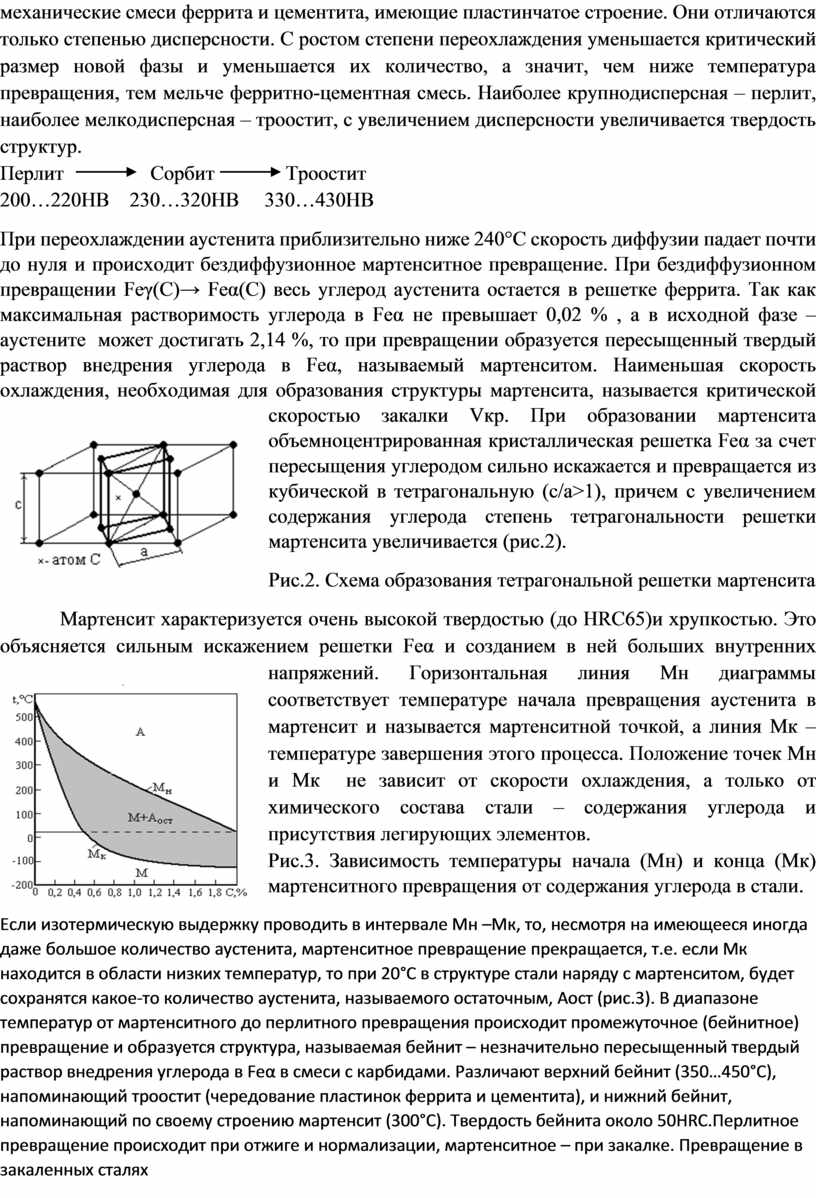
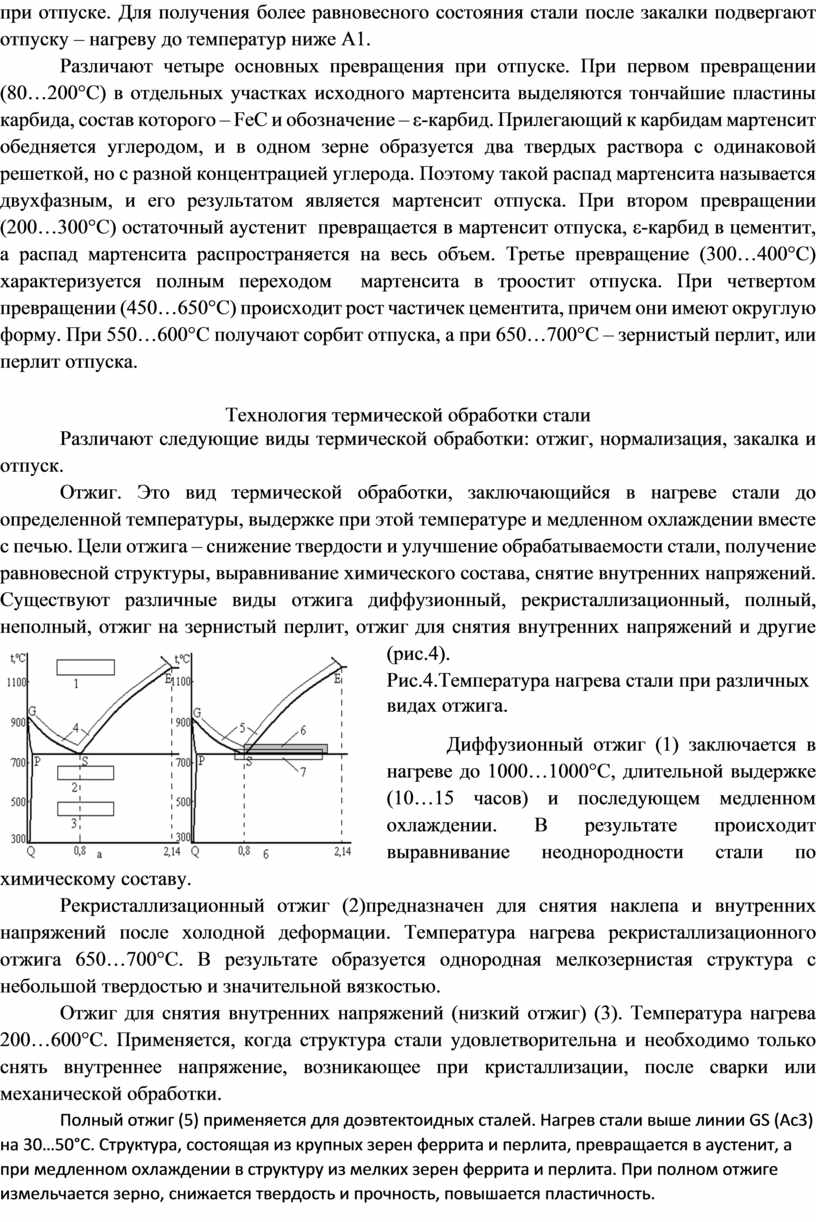
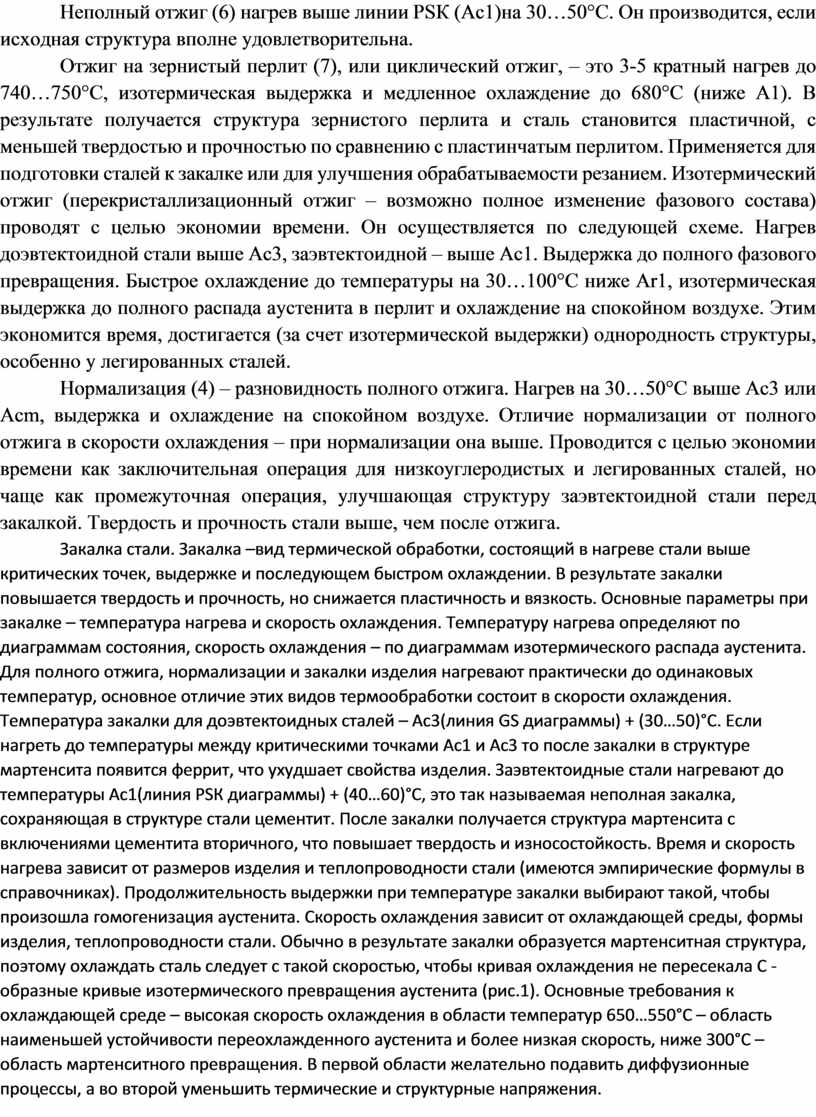
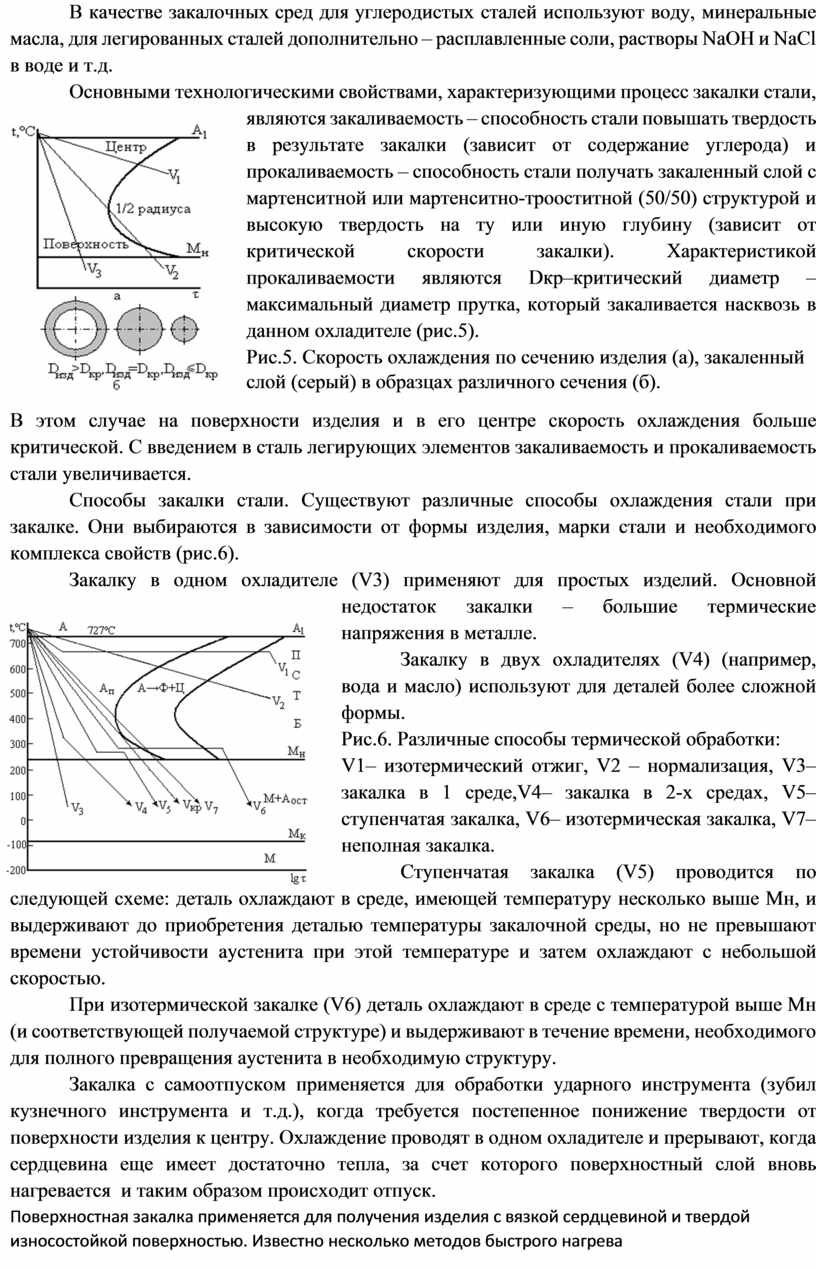
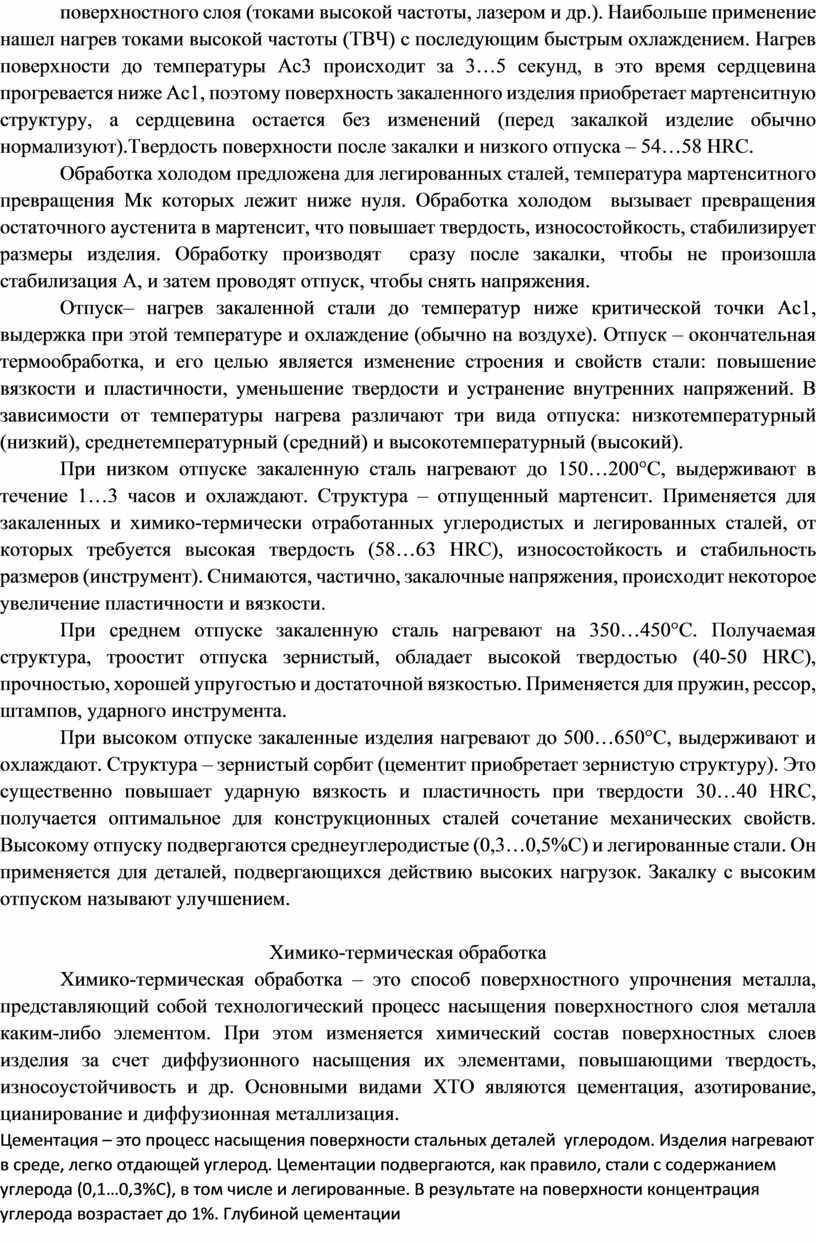
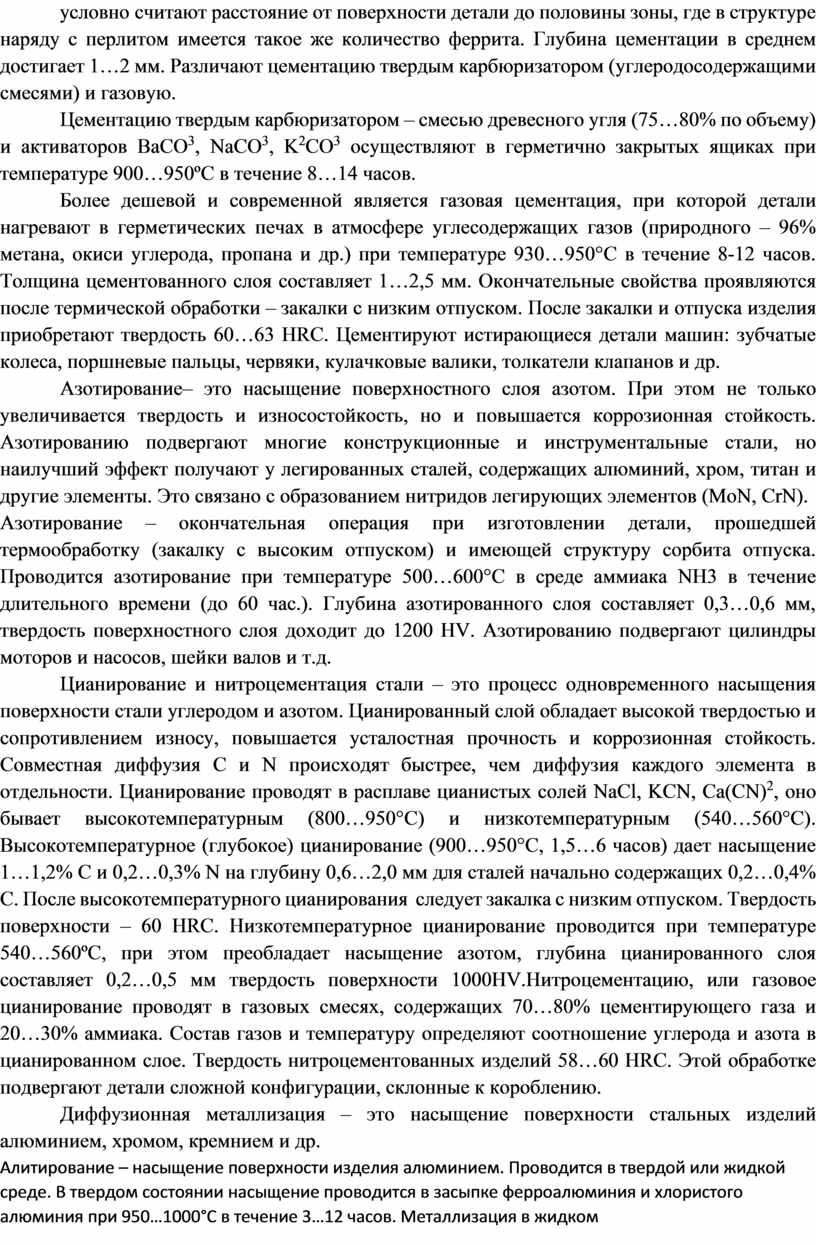
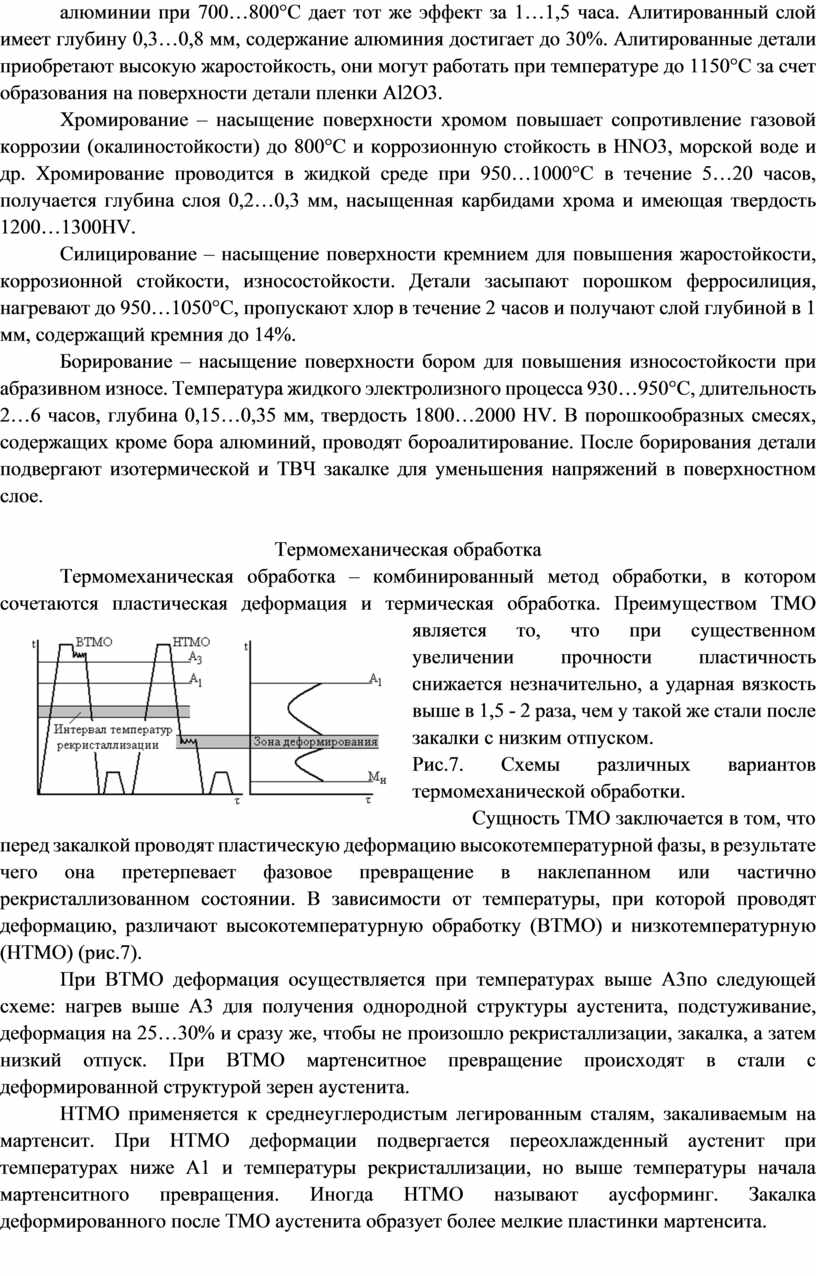

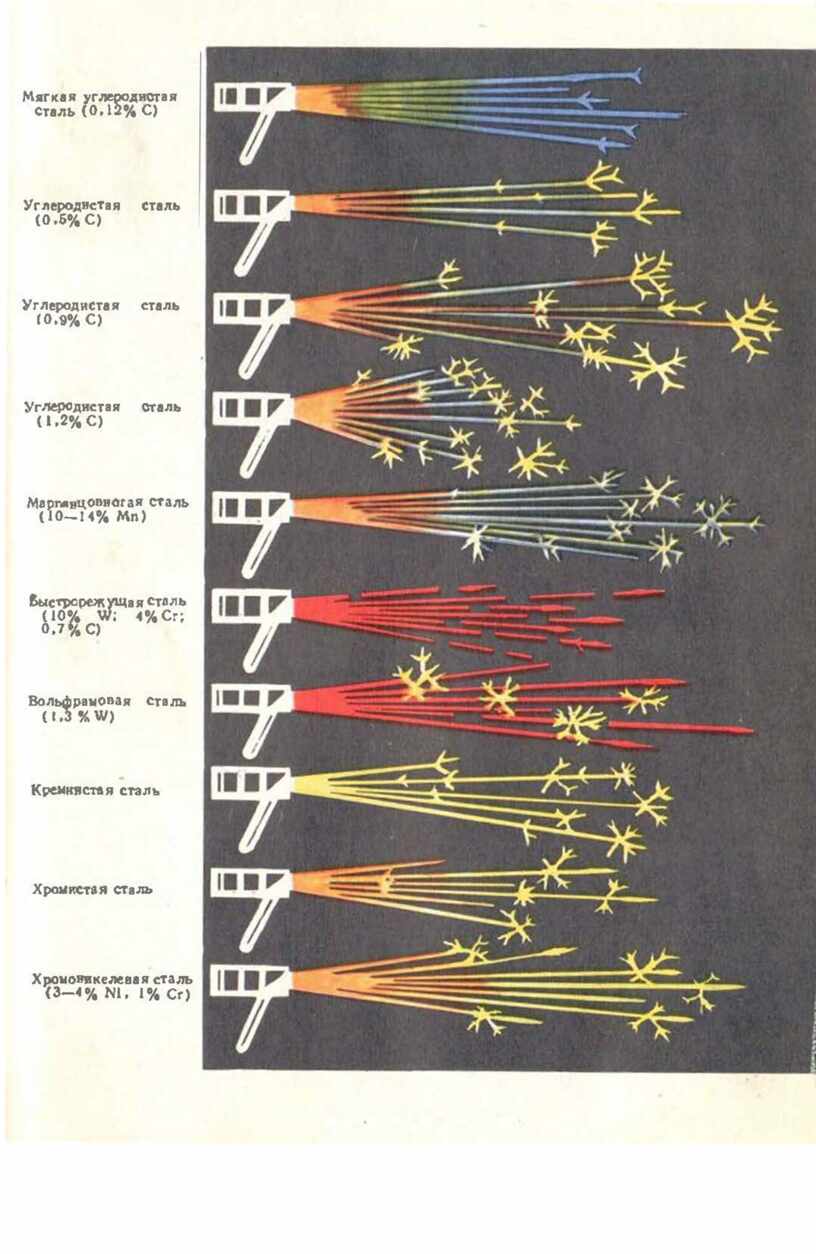
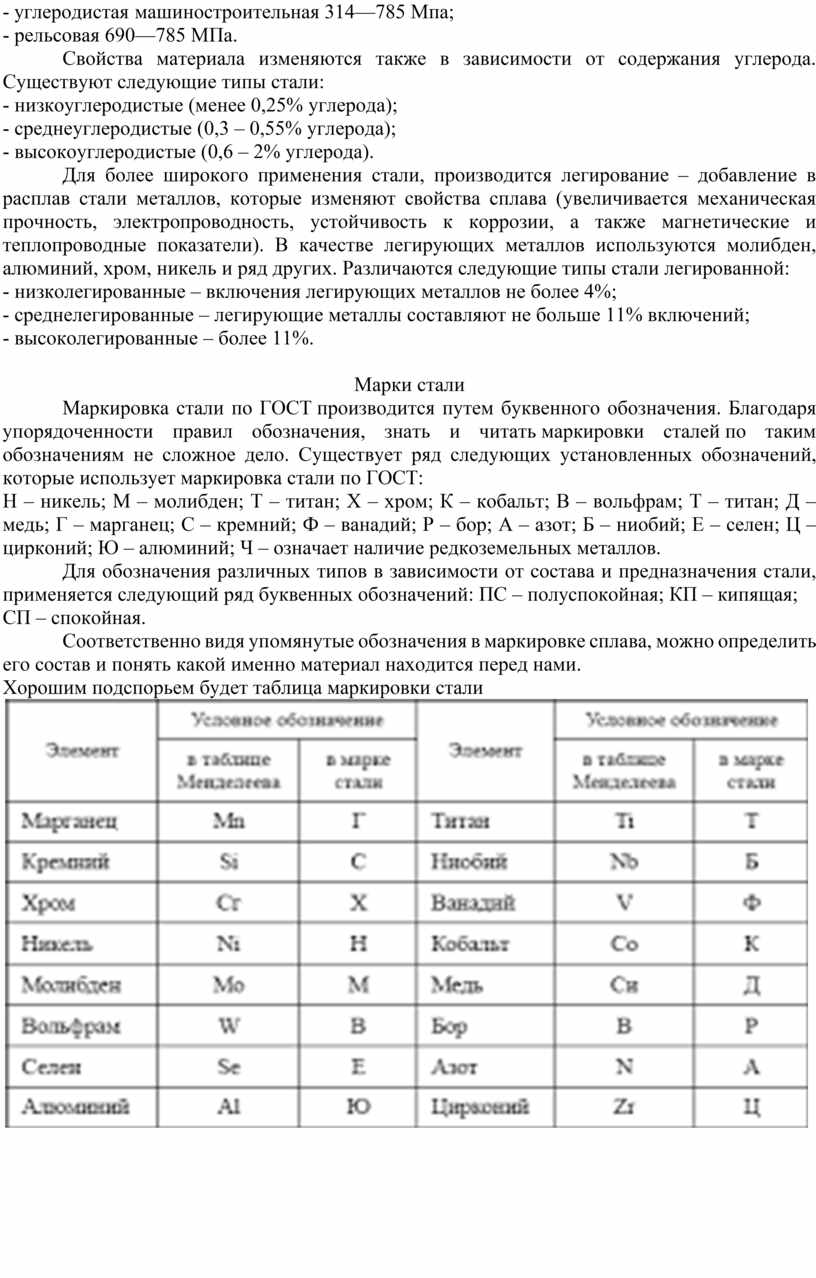
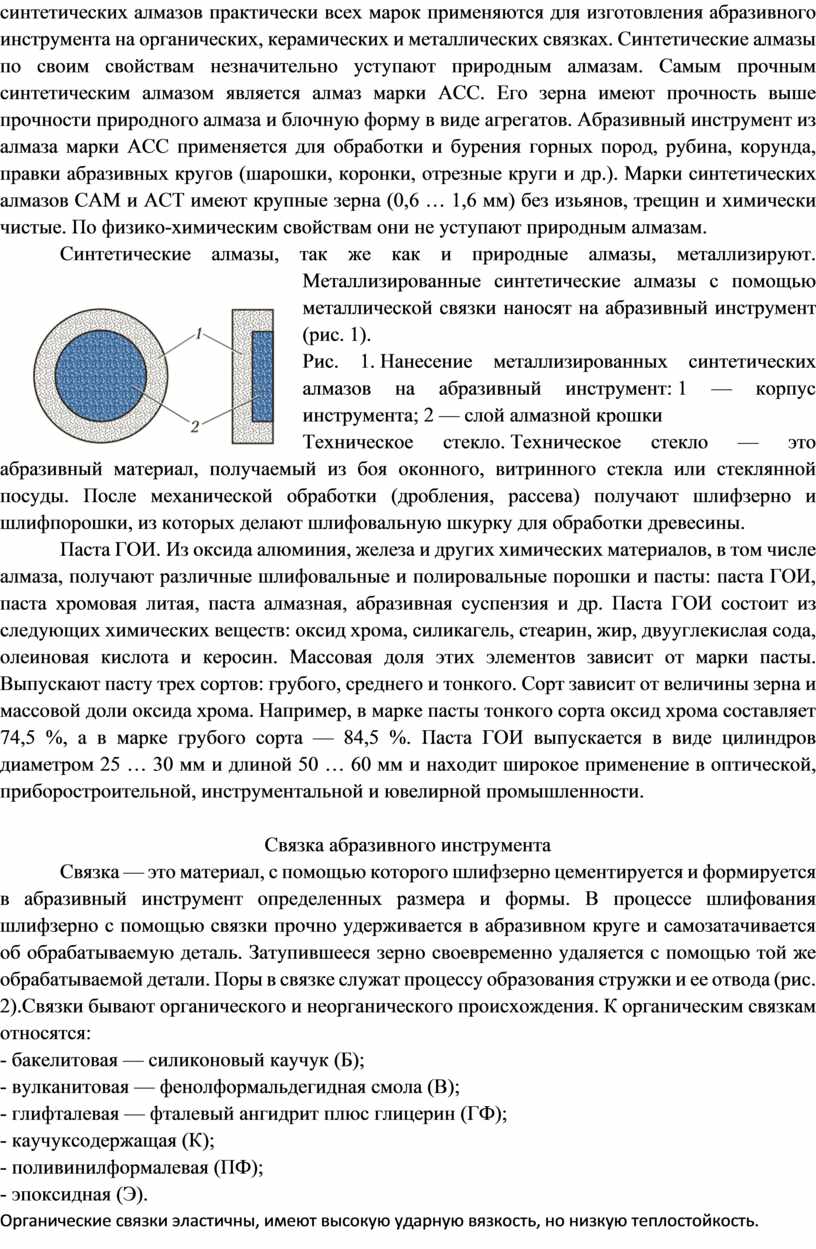
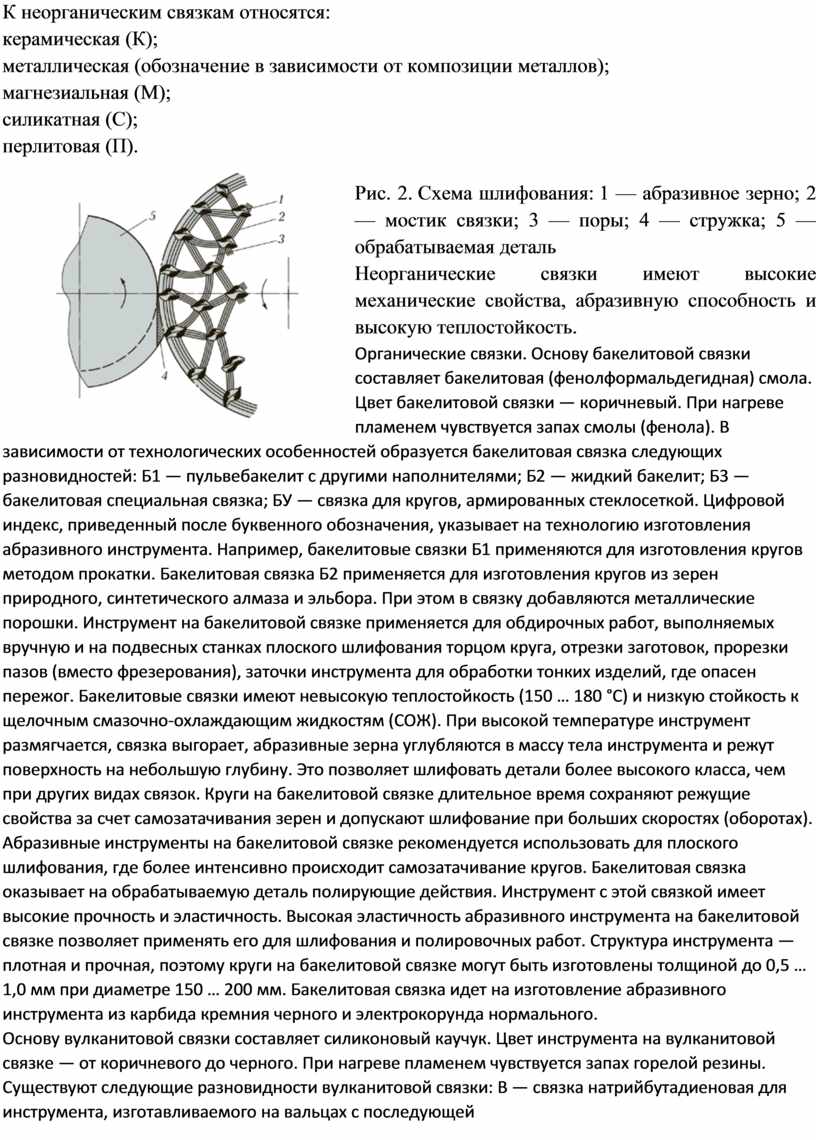
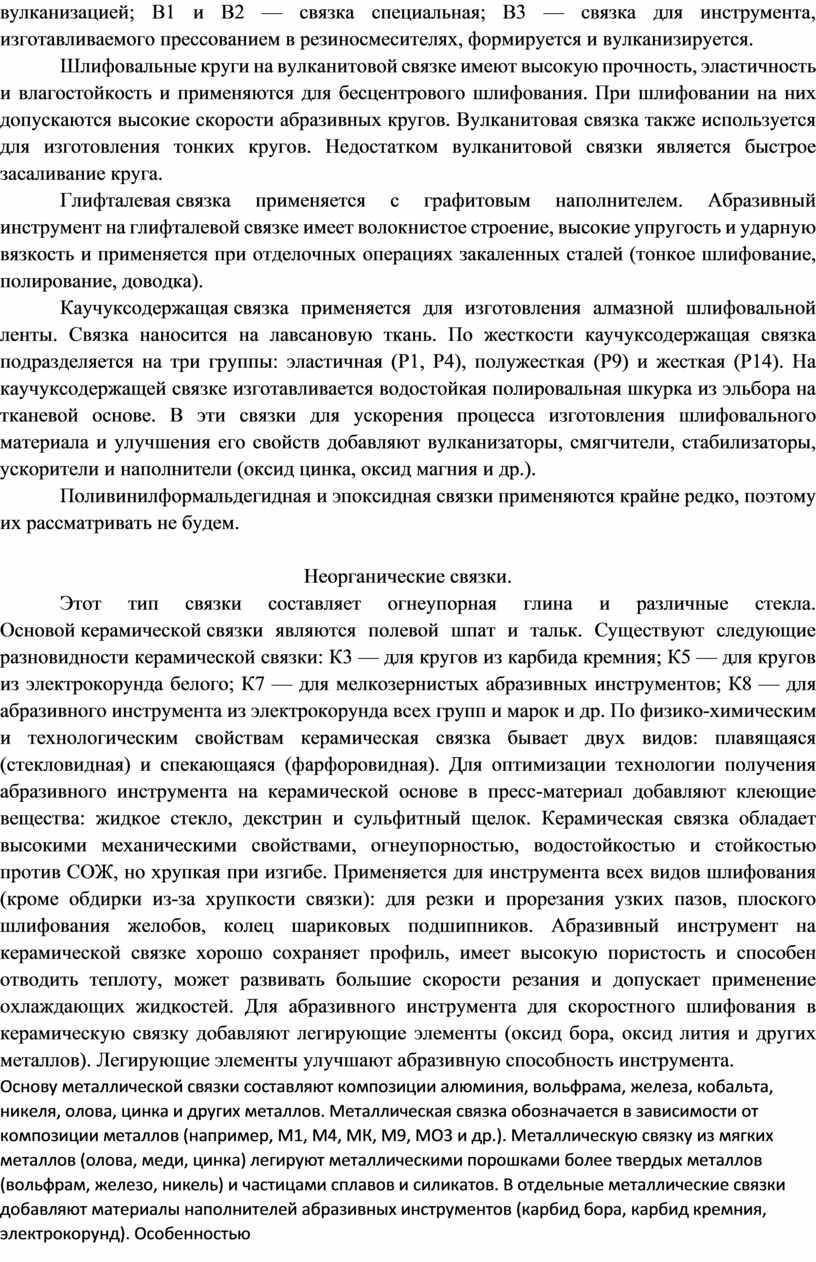
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.