Поделиться

8. Бесцентрово-шлифовальный станок мод 3Д180 обрез
|
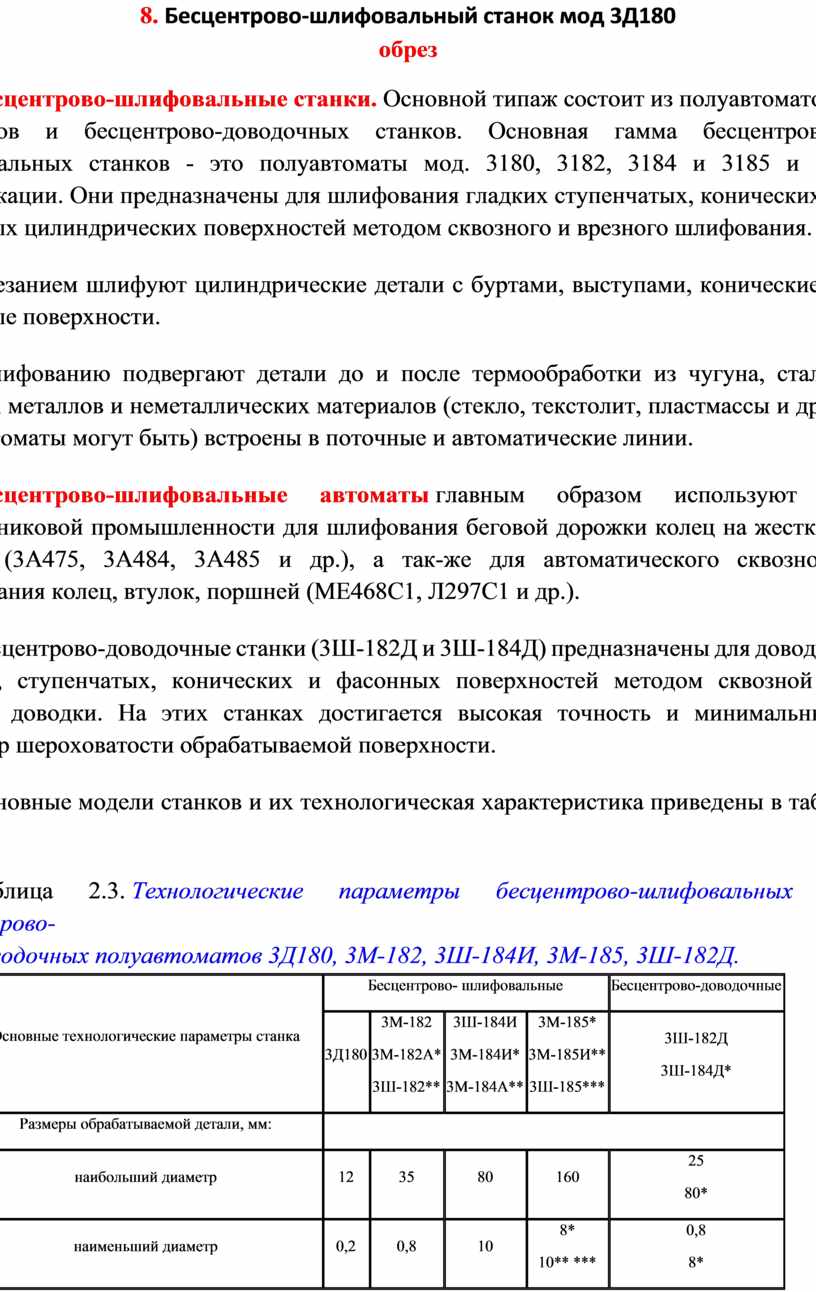
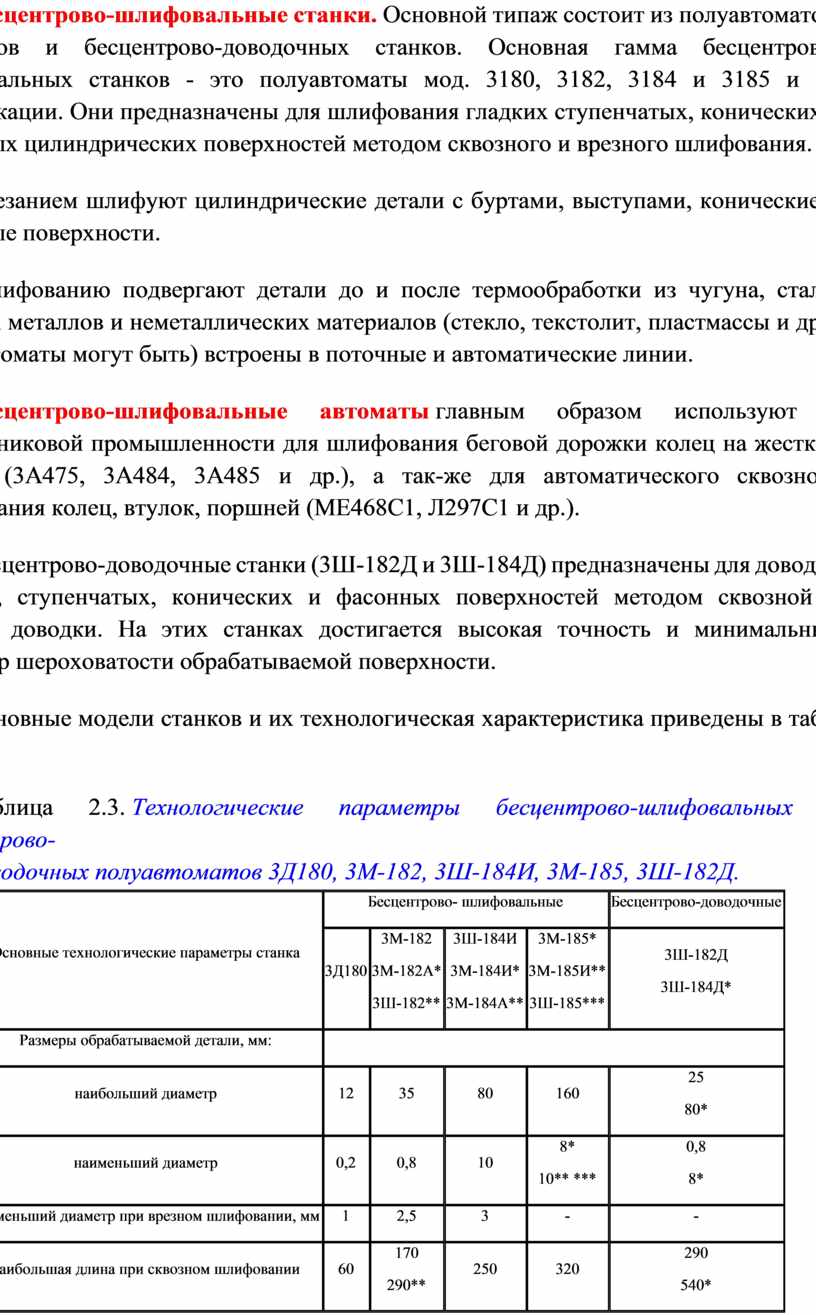
Бесцентрово-шлифовальные станки. Основной типаж состоит из полуавтоматов, автоматов и бесцентрово-доводочных станков. Основная гамма бесцентрово-шлифовальных станков - это полуавтоматы мод. 3180, 3182, 3184 и 3185 и их модификации. Они предназначены для шлифования гладких ступенчатых, конических и фасонных цилиндрических поверхностей методом сквозного и врезного шлифования. Врезанием шлифуют цилиндрические детали с буртами, выступами, конические и фасонные поверхности. Шлифованию подвергают детали до и после термообработки из чугуна, стали, цветных металлов и неметаллических материалов (стекло, текстолит, пластмассы и др.). Полуавтоматы могут быть) встроены в поточные и автоматические линии. Бесцентрово-шлифовальные автоматы главным образом используют в подшипниковой промышленности для шлифования беговой дорожки колец на жестких опорах (3А475, 3А484, 3А485 и др.), а так-же для автоматического сквозного шлифования колец, втулок, поршней (МЕ468С1, Л297С1 и др.). Бесцентрово-доводочные станки (3Ш-182Д и 3Ш-184Д) предназначены для доводки гладких, ступенчатых, конических и фасонных поверхностей методом сквозной и врезной доводки. На этих станках достигается высокая точность и минимальный параметр шероховатости обрабатываемой поверхности. Основные модели станков и их технологическая характеристика приведены в табл. 2.3. Таблица 2.3. Технологические параметры бесцентрово-шлифовальных и бесцентрово- доводочных полуавтоматов 3Д180, 3М-182, 3Ш-184И, 3М-185, 3Ш-182Д.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Техническая характеристика шлифовального станка. Пределы диаметров устанавливаемой детали 0,6 ... 12 мм, максимальная длина обрабатываемой детали 170 мм; пределы частот вращения ведущего круга 17-150 мин-1 (изменяются бесступенчато); габаритные размеры станка 2230x1455x2120 мм.
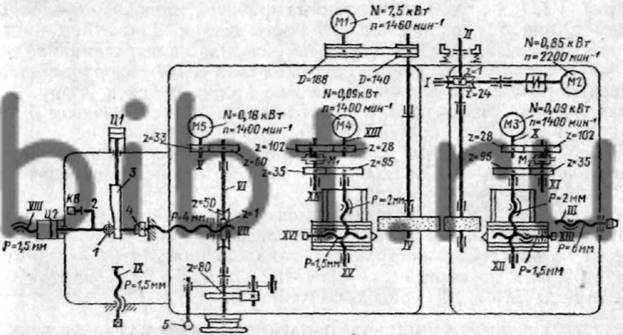
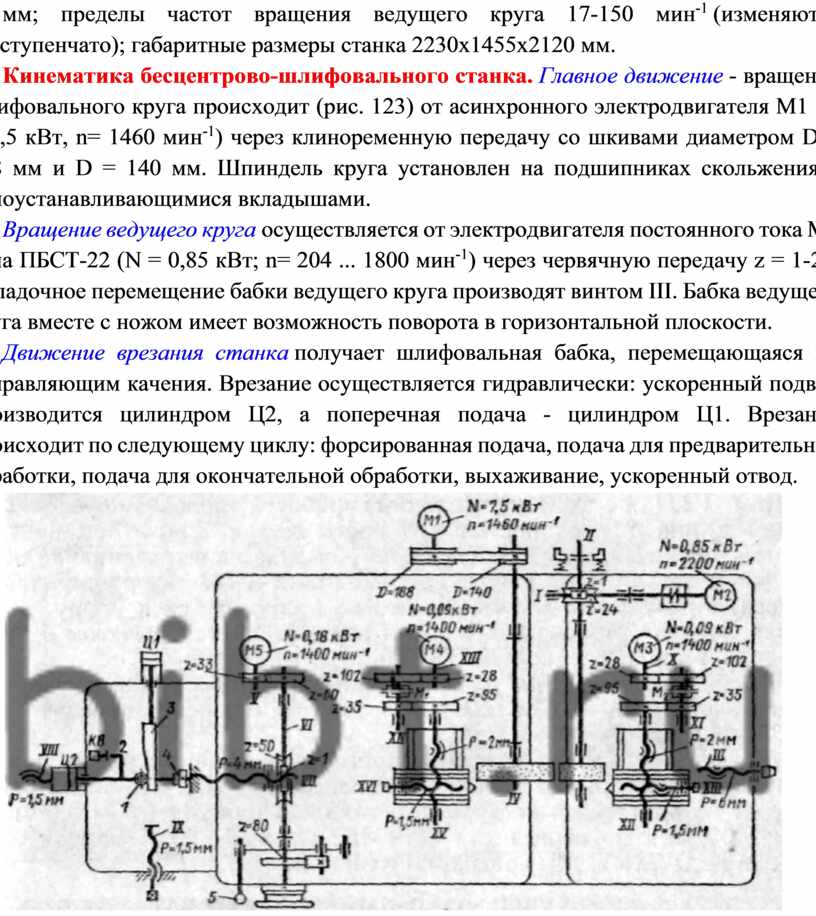
Кинематика бесцентрово-шлифовального станка. Главное движение - вращение шлифовального круга происходит (рис. 123) от асинхронного электродвигателя M1 (N = 7,5 кВт, n= 1460 мин-1) через клиноременную передачу со шкивами диаметром D = 188 мм и D = 140 мм. Шпиндель круга установлен на подшипниках скольжения с самоустанавливающимися вкладышами.
Вращение ведущего круга осуществляется от электродвигателя постоянного тока М2 типа ПБСТ-22 (N = 0,85 кВт; n= 204 ... 1800 мин-1) через червячную передачу z = 1-24. Наладочное перемещение бабки ведущего круга производят винтом III. Бабка ведущего круга вместе с ножом имеет возможность поворота в горизонтальной плоскости.
Движение врезания станка получает шлифовальная бабка, перемещающаяся по направляющим качения. Врезание осуществляется гидравлически: ускоренный подвод производится цилиндром Ц2, а поперечная подача - цилиндром Ц1. Врезание происходит по следующему циклу: форсированная подача, подача для предварительной обработки, подача для окончательной обработки, выхаживание, ускоренный отвод.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
