Поделиться

7. Круглошлифовальный станок
Круглошлифовальный станок 3А423 предназначен для перешлифовки коренных и шатунных шеек коленвалов длиной до 1600 мм и весом до 130 кг, а также конических хвостовиков с уклоном до 3° коленчатых валов методом врезного шлифования при ручной подаче шлифовального круга.
Станки 3А423 могут применяться на авторемонтных заводах и других предприятиях, занятых восстановлением коленчатых валов, осуществляющих ремонт двигателей внутреннего сгорания легковых и грузовых автомобилей, тракторов, минитракторов, мотоблоков и другой техники.
Наличие верхнего поворотного стола на станке 3А423 дает возможность шлифовать конические хвостовики коленчатых валов с малой конусностью, а также другие конические детали.
Балансировка коленчатого вала на станке 3А423 при шлифовании шатунных шеек осуществляется подвижными грузами на патронах.
Разработчик — лубенский станкостроительный завод «Коммунар».
Коленчатый вал служит для восприятия усилий от шатунов, связанных с поршнем двигателя, и передачи этих усилий на трансмиссию автомобиля или трактора. Таким образом, коленчатый вал преобразует переменное возвратно-поступательное движение поршней во вращательное. В коленчатом вале подвергаются шлифованию коренные и шатунные шейки, при этом должны быть выдержаны допуски:
· допуск на диаметр 6 — 10 мкм
· допуск на некруглость и нецилиндричность 3 мкм
· шероховатость Ra = 0,63 мкм
· непараллельность осей коренных и шатунных шеек 6—8 мкм
 Шлифование шеек
коленчатых валов представляет значительные трудности из-за его сложной
конфигурации, неуравновешенности, ограниченности шейки двумя бортами, большего
отношения длины вала к диаметру шеек и поэтому пониженной его жесткости.
Коренные шейки шлифуют на круглошлифовальных станках большой мощности.
Шлифование шеек
коленчатых валов представляет значительные трудности из-за его сложной
конфигурации, неуравновешенности, ограниченности шейки двумя бортами, большего
отношения длины вала к диаметру шеек и поэтому пониженной его жесткости.
Коренные шейки шлифуют на круглошлифовальных станках большой мощности.
Коленчатый вал должен быть предварительно сбалансирован совместно с передней и задней бабками.
Балансировка коленчатого вала при шлифовании шатунных шеек осуществляется подвижными грузами, размещенными сзади бабок изделия в нерабочей зоне. Балансировка тяжелых коленчатых валов осуществляется смещением дополнительных подвижных грузиков на планшайбе патрона.
Для достижения цилиндричности шлифуемой шейки верхний стол допускает небольшой поворот.
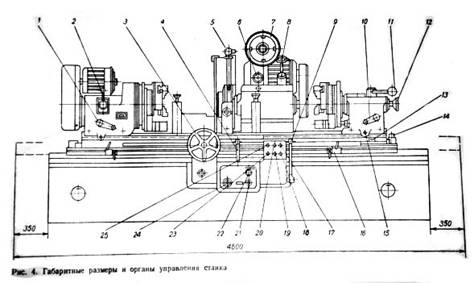 Расположение органов управления
круглошлифовальным станком
Расположение органов управления
круглошлифовальным станком
1. Рукоятка фиксации планшайбы передней бабки
2. Рукоятка переключения числа оборотов двухскоростного двигателя
3. Маховик ручного перемещения стола
4. Рукоятка гидравлического перемещения стола
5. Кран охлаждающей жидкости
6. Индикатор осевого перемещения шлифовальной бабки
7. Маховик поперечной подачи шлифовального круга
8. Маховик осевого перемещения шлифовальной бабки
9. Рукоятка быстрого отвода и подвода шлифовальной бабки
10. Рукоятка фиксации планшайбы задней бабки
11. Рукоятка отвода пиноли задней бабки
12. Маховик поджима центра
13. Винт поворота верхнего стола
14. Индикаторное устройство поворота стола
15. Механизм перемещения задней бабки по столу
16. Упор реверса стола
17. Кнопка "Изделие "Пуск - Стоп"
18. Выключатель освещения
19. Переключатель "Автоматическая работа"
20. Кнопка "Изделие проворот"
21. Рукоятка блокировки перемещения стола при врезном шлифовании
22. Рукоятка регулирования подачи при врезном шлифовании
23. Кнопка "Общий Стоп"
24. Рукоятка регулирования скорости гидравлического перемещения стола
25. Кнопка "Включение шлифовального круга и гидронасоса"
Кинематическая схема круглошлифовального станка
Посредством ряда кинематических цепей и гидравлического привода в станке 3А423 осуществляются следующие движения:
· Вращение шпинделя шлифовального круга
· Вращение изделия
· Ручная поперечная подача шлифовальной бабки (шлифовального круга)
· Быстрый (гидавлический) подвод и отвод шлифовальной бабки
· Гидавлическая подача шлифовальной бабки на врезание
· Ручное продольное перемещение стола
· Продольное перемещение стола от гидропривода
· Осевое ручное перемещение шпинделя шлифовальной бабки
· Осевое ручное перемещение пиноли задней бабки
· Вертикальное перемещение зажимных патронов
· Автоматическая правка периферии круга
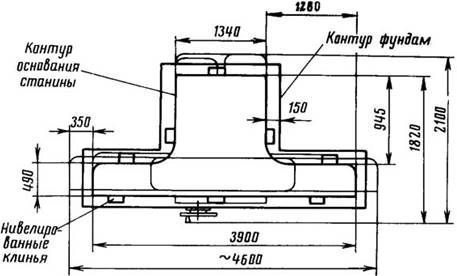
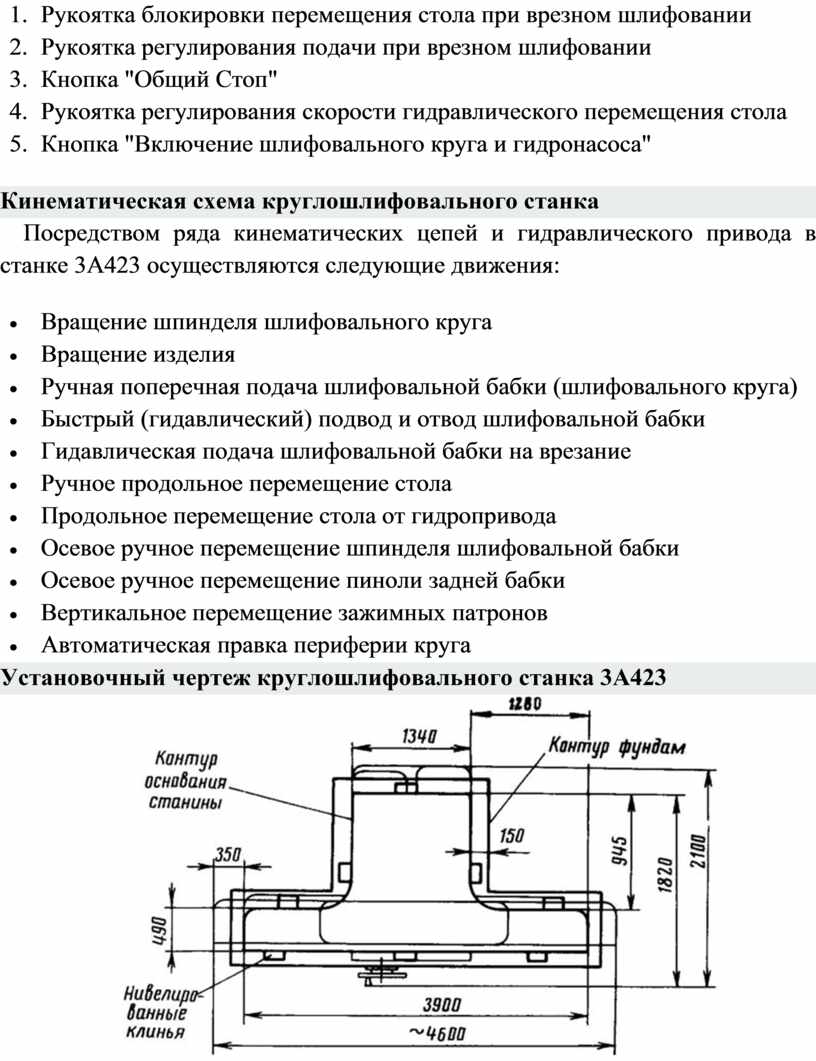
Установочный чертеж круглошлифовального станка 3А423

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
