Поделиться

12. Станки для заточки сверл обрез
Наиболее сложными устройствами, позволяющими производить заточку сверл в автоматизированном режиме, являются специальные станки, которые современная станкостроительная промышленность выпускает в двух вариантах:
1. Промышленная оснастка и станки, предназначенные для использования на производстве. Имеют привод от электродвигателя повышенной мощности и способны затачивать сверла диаметром более 20 мм.
2. Бытовые станки предназначены для домашнего использования и сегодня достаточно распространены на небольших производственно-ремонтных предприятиях, где они используются для заточки сверлильного инструмента малого и среднего диаметров.

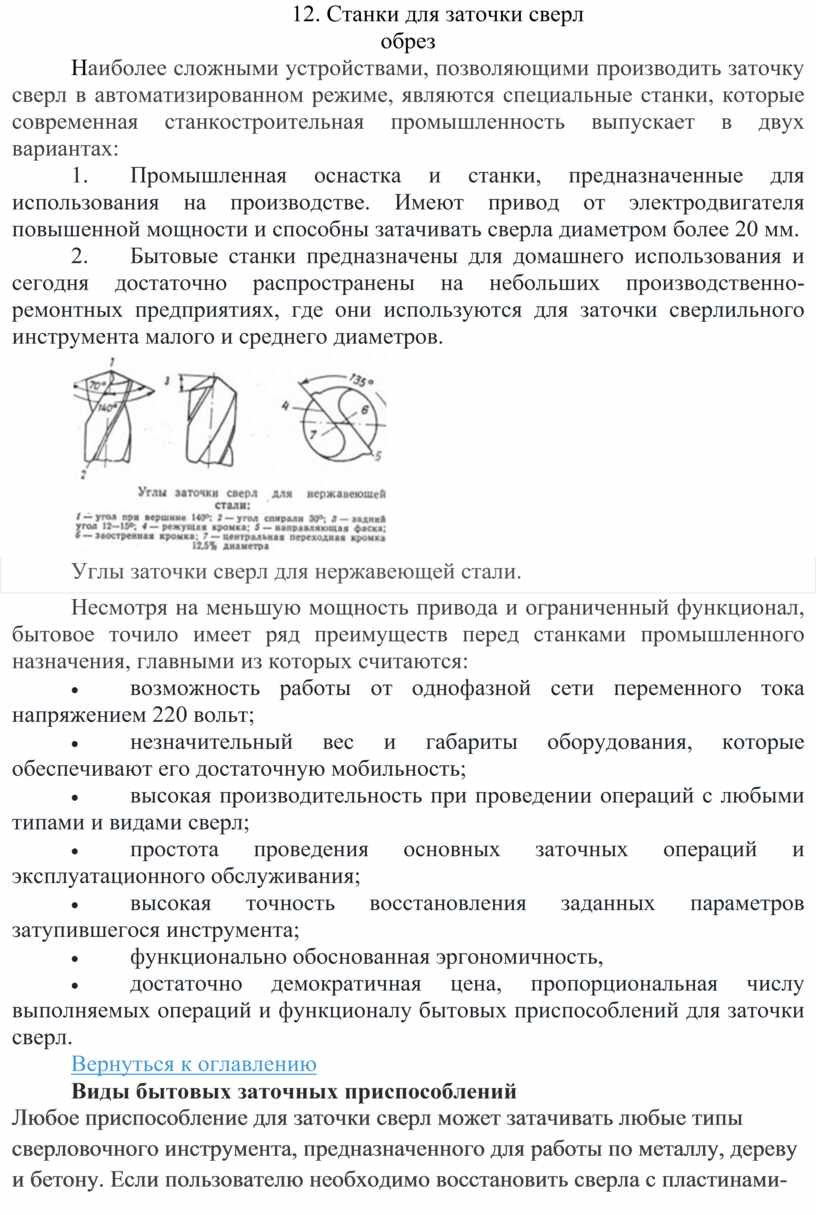
Углы заточки сверл для нержавеющей стали.
Несмотря на меньшую мощность привода и ограниченный функционал, бытовое точило имеет ряд преимуществ перед станками промышленного назначения, главными из которых считаются:
· возможность работы от однофазной сети переменного тока напряжением 220 вольт;
· незначительный вес и габариты оборудования, которые обеспечивают его достаточную мобильность;
· высокая производительность при проведении операций с любыми типами и видами сверл;
· простота проведения основных заточных операций и эксплуатационного обслуживания;
· высокая точность восстановления заданных параметров затупившегося инструмента;
· функционально обоснованная эргономичность,
· достаточно демократичная цена, пропорциональная числу выполняемых операций и функционалу бытовых приспособлений для заточки сверл.
Вернуться к оглавлению
Виды бытовых заточных приспособлений
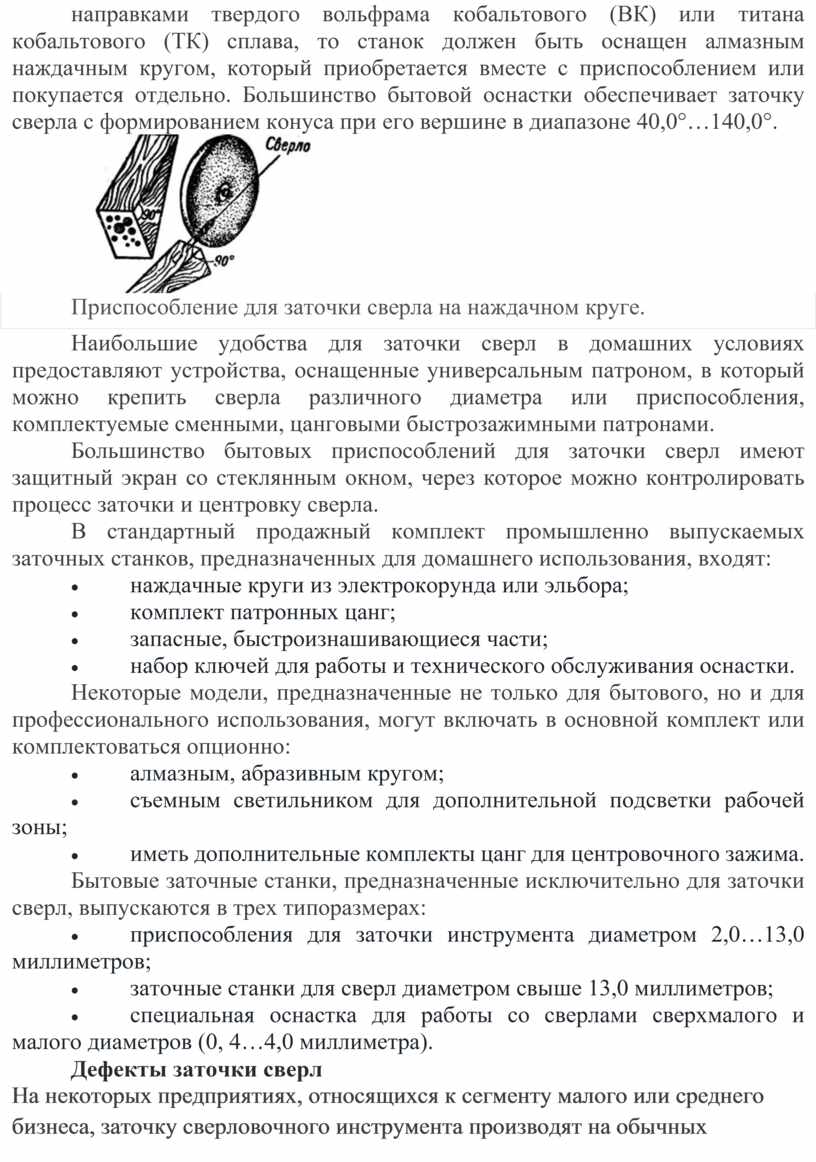
Любое приспособление для заточки сверл может затачивать любые типы сверловочного инструмента, предназначенного для работы по металлу, дереву и бетону. Если пользователю необходимо восстановить сверла с пластинами-направками твердого вольфрама кобальтового (ВК) или титана кобальтового (ТК) сплава, то станок должен быть оснащен алмазным наждачным кругом, который приобретается вместе с приспособлением или покупается отдельно. Большинство бытовой оснастки обеспечивает заточку сверла с формированием конуса при его вершине в диапазоне 40,0°…140,0°.
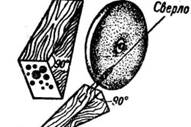
Приспособление для заточки сверла на наждачном круге.
Наибольшие удобства для заточки сверл в домашних условиях предоставляют устройства, оснащенные универсальным патроном, в который можно крепить сверла различного диаметра или приспособления, комплектуемые сменными, цанговыми быстрозажимными патронами.
Большинство бытовых приспособлений для заточки сверл имеют защитный экран со стеклянным окном, через которое можно контролировать процесс заточки и центровку сверла.
В стандартный продажный комплект промышленно выпускаемых заточных станков, предназначенных для домашнего использования, входят:
· наждачные круги из электрокорунда или эльбора;
· комплект патронных цанг;
· запасные, быстроизнашивающиеся части;
· набор ключей для работы и технического обслуживания оснастки.
Некоторые модели, предназначенные не только для бытового, но и для профессионального использования, могут включать в основной комплект или комплектоваться опционно:
· алмазным, абразивным кругом;
· съемным светильником для дополнительной подсветки рабочей зоны;
· иметь дополнительные комплекты цанг для центровочного зажима.
Бытовые заточные станки, предназначенные исключительно для заточки сверл, выпускаются в трех типоразмерах:
· приспособления для заточки инструмента диаметром 2,0…13,0 миллиметров;
· заточные станки для сверл диаметром свыше 13,0 миллиметров;
· специальная оснастка для работы со сверлами сверхмалого и малого диаметров (0, 4…4,0 миллиметра).
Дефекты заточки сверл
На некоторых предприятиях, относящихся к сегменту малого или среднего бизнеса, заточку сверловочного инструмента производят на обычных наждачных станках, используя дополнительную оснастку или спецприспособления.
Некоторые опытные мастера овладели навыками работы без использования даже простейших приспособлений, однако подобная заточка сверл чревата следующими огрехами:
· режущие кромки инструмента могут иметь неодинаковую длину;
· углы при вершине сверла не соответствуют оптимальному режиму сверления;
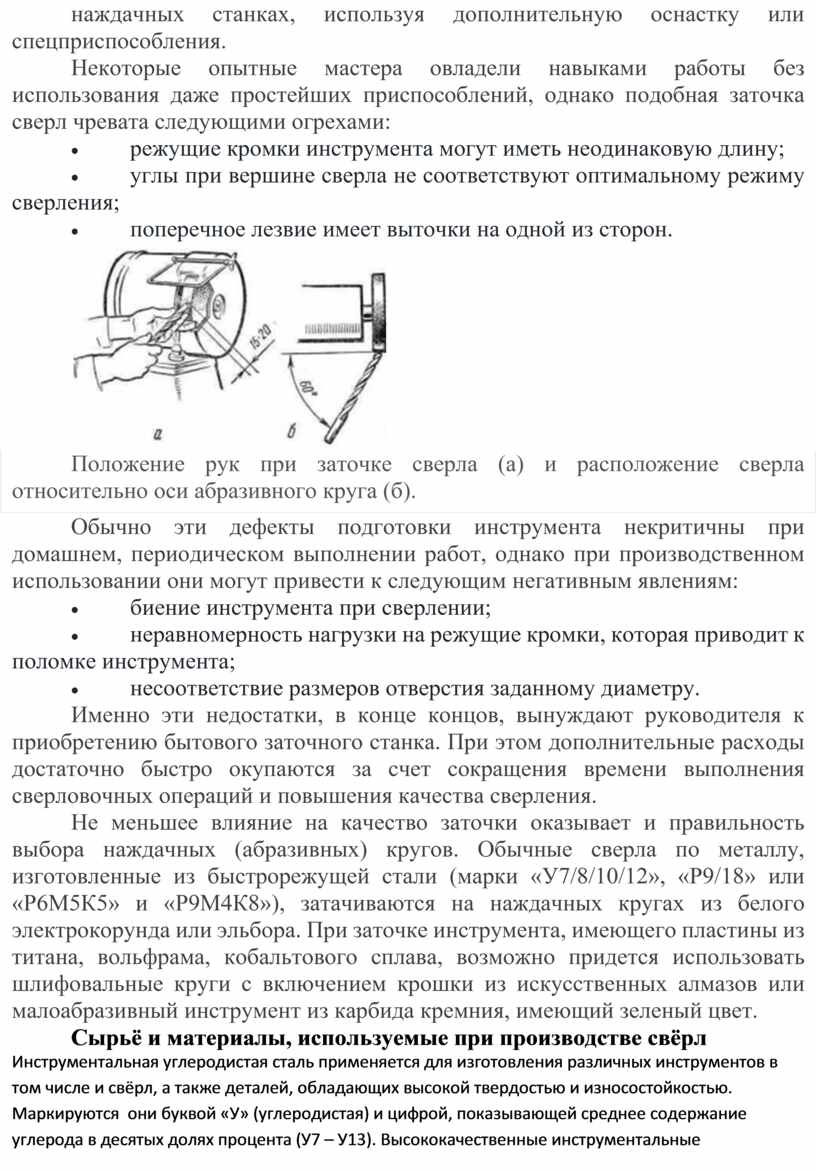
· поперечное лезвие имеет выточки на одной из сторон.
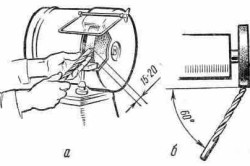
Положение рук при заточке сверла (а) и расположение сверла относительно оси абразивного круга (б).
Обычно эти дефекты подготовки инструмента некритичны при домашнем, периодическом выполнении работ, однако при производственном использовании они могут привести к следующим негативным явлениям:
· биение инструмента при сверлении;
· неравномерность нагрузки на режущие кромки, которая приводит к поломке инструмента;
· несоответствие размеров отверстия заданному диаметру.
Именно эти недостатки, в конце концов, вынуждают руководителя к приобретению бытового заточного станка. При этом дополнительные расходы достаточно быстро окупаются за счет сокращения времени выполнения сверловочных операций и повышения качества сверления.
Не меньшее влияние на качество заточки оказывает и правильность выбора наждачных (абразивных) кругов. Обычные сверла по металлу, изготовленные из быстрорежущей стали (марки «У7/8/10/12», «Р9/18» или «Р6М5К5» и «Р9М4К8»), затачиваются на наждачных кругах из белого электрокорунда или эльбора. При заточке инструмента, имеющего пластины из титана, вольфрама, кобальтового сплава, возможно придется использовать шлифовальные круги с включением крошки из искусственных алмазов или малоабразивный инструмент из карбида кремния, имеющий зеленый цвет.
Сырьё и материалы, используемые при производстве свёрл
Инструментальная углеродистая сталь применяется для изготовления различных инструментов в том числе и свёрл, а также деталей, обладающих высокой твердостью и износостойкостью. Маркируются они буквой «У» (углеродистая) и цифрой, показывающей среднее содержание углерода в десятых долях процента (У7 – У13). Высококачественные инструментальные углеродистые стали маркируются от У7А до У13А, а с повышенным содержанием марганца – У8Г и У8ГА. Однако углеродистые инструментальные стали из-за низкой теплостойкости и износостойкости могут применяться только для изготовления инструментов, работающих на низких скоростях резания, поэтому заменяются легированными.
Легированные стали выплавляются в дуговых и индукционных электропечах и отличаются высокой твердостью, прочностью и другими свойствами. Наименование сталей зависит от входящих в неё легирующих элементов, которые вводятся в сталь как отдельно,так и в сочетании друг с другом: хромоникелевая, хромомарганцевая, марганцовистая и др. Маркировка сталей учитывает количественный состав легирующих элементов. Легирующие элементы обозначают буквами: кремний- С, марганец- Г, никель- Н, хром- Х, вольфрам- В, алюминий- Ю, молибден- М, ванадий- Ф, титан- Т, кобальт- К, медь- Д, бор- Р, ниобий- Б, селен- Е, фосфор- П, цирконий- Ц и т.д.
Инструментальные легированные стали должны обладать высокой твёрдостью, износостойкостью и прочностью, сохранять свои свойства при высоких температурах. Они подразделяются на стали низколегированные и высоколегированные.
Низколегированные инструментальные стали для свёрл содержат до 6% легирующих элементов и до 1,2% углерода. Основными легирующими добавками являются хром, вольфрам, ванадий и др., придающие сталям высокую твёрдость, износостойкость и прокаливаемость. Наиболее распространены марок 9ХС, ХВ5, ХВГ, 13Х, ХВСГ и др. Низколегированные инструментальные стали позволяют повысить скорость резания в 1,2-1,4 раза по сравнению с углеродистыми и используются для изготовления свёрл, протяжек, плашек и метчиков.
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
