Поделиться

|
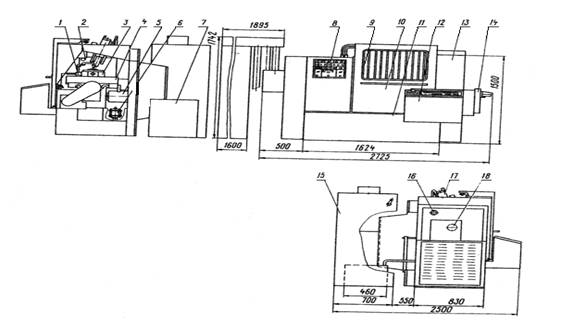
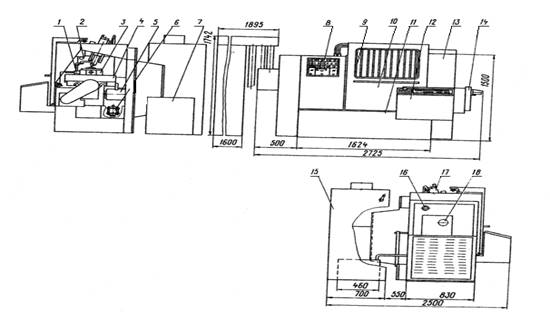
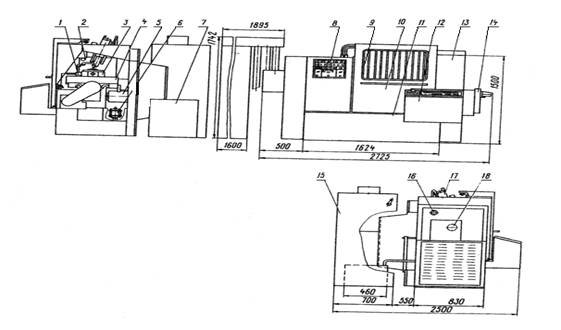
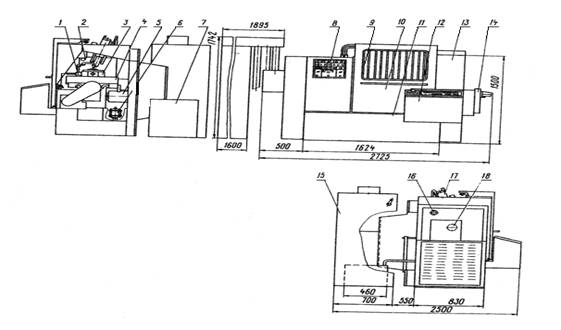
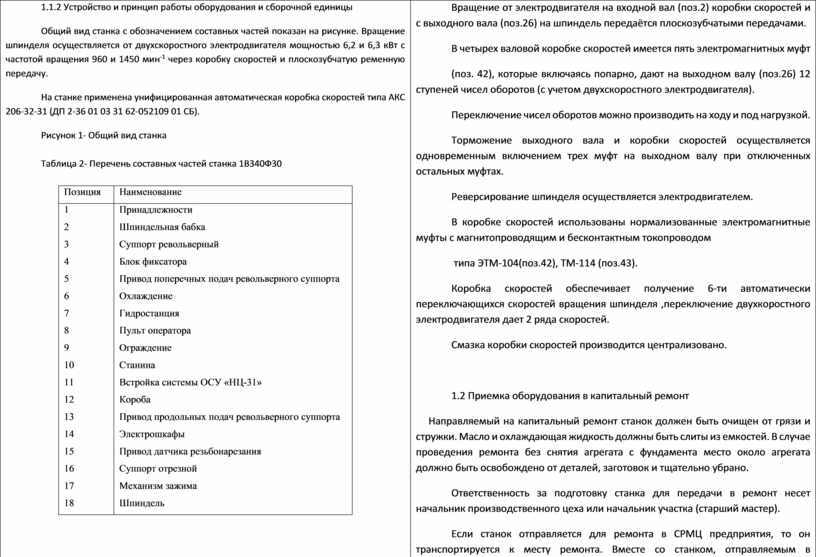
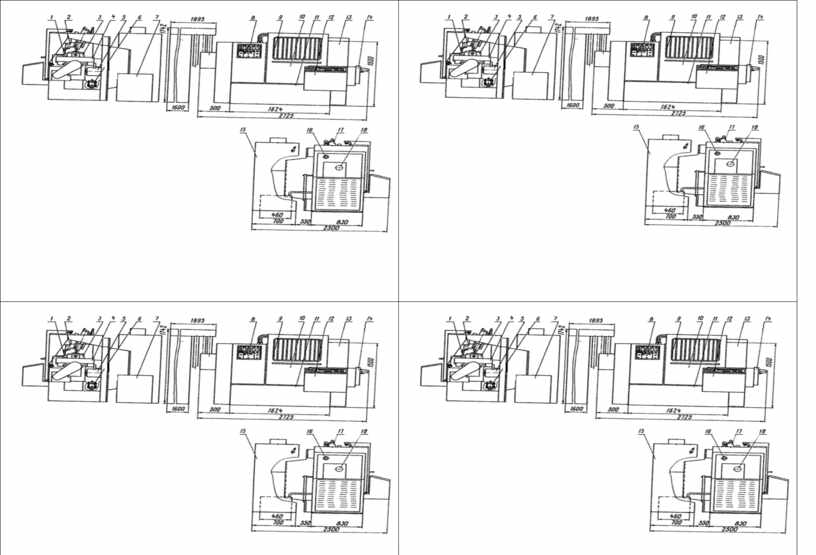
1.1.2 Устройство и принцип работы оборудования и сборочной единицы Общий вид станка с обозначением составных частей показан на рисунке. Вращение шпинделя осуществляется от двухскоростного электродвигателя мощностью 6,2 и 6,3 кВт с частотой вращения 960 и 1450 мин-1 через коробку скоростей и плоскозубчатую ременную передачу. На станке применена унифицированная автоматическая коробка скоростей типа АКС 206-32-31 (ДП 2-36 01 03 31 62-052109 01 СБ). Рисунок 1- Общий вид станка Таблица 2- Перечень составных частей станка 1В340Ф30
|
Вращение от электродвигателя на входной вал (поз.2) коробки скоростей и с выходного вала (поз.26) на шпиндель передаётся плоскозубчатыми передачами. В четырех валовой коробке скоростей имеется пять электромагнитных муфт (поз. 42), которые включаясь попарно, дают на выходном валу (поз.26) 12 ступеней чисел оборотов (с учетом двухскоростного электродвигателя). Переключение чисел оборотов можно производить на ходу и под нагрузкой. Торможение выходного вала и коробки скоростей осуществляется одновременным включением трех муфт на выходном валу при отключенных остальных муфтах. Реверсирование шпинделя осуществляется электродвигателем. В коробке скоростей использованы нормализованные электромагнитные муфты с магнитопроводящим и бесконтактным токопроводом типа ЭТМ-104(поз.42), ТМ-114 (поз.43). Коробка скоростей обеспечивает получение 6-ти автоматически переключающихся скоростей вращения шпинделя ,переключение двухкоростного электродвигателя дает 2 ряда скоростей. Смазка коробки скоростей производится централизовано.
1.2 Приемка оборудования в капитальный ремонт Направляемый на капитальный ремонт станок должен быть очищен от грязи и стружки. Масло и охлаждающая жидкость должны быть слиты из емкостей. В случае проведения ремонта без снятия агрегата с фундамента место около агрегата должно быть освобождено от деталей, заготовок и тщательно убрано. Ответственность за подготовку станка для передачи в ремонт несет начальник производственного цеха или начальник участка (старший мастер). Если станок отправляется для ремонта в СРМЦ предприятия, то он транспортируется к месту ремонта. Вместе со станком, отправляемым в специализированный ремонтный завод или цех, должна быть направлена следующая техническая документация: -документы, прибывшие со станком с завода-изготовителя (технический паспорт, руководство, заводской акт и т.д.) -акт технического осмотра перед ремонтом -ведомость комплекта деталей и сборочных единиц, направляемых в ремонт вместе со станком. Важное значение при составлении акта технического осмотра перед ремонтом имеет опрос рабочих-станочников, работающих на данном станке, а также ремонтных слесарей, обслуживающих агрегат во время его эксплуатации.
|
|
|
|
|
|
|
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.