Поделиться

1. Цель: Научиться анализировать параметры поточной линии, приобрести навыки выполнения расчетов.
2.1. Знать: назначение и сущность поточного производства, его экономическую эффективность, виды поточных линий, параметры расчета поточных линий.
2.2. Уметь: рассчитывать основные параметры поточных линий.
3.1. Список рекомендованной литературы:
В.Д. Грибов, В.П. Грузинов «Экономика предприятия». Учебник. М.; Финансы и статистика, 2003г
Н.Л. Зайцев. «Экономика организации»; М.; Экзамен, 2000г
4.1. Какую экономическую эффективность обеспечивает поточное производство?
4.2. Назвать виды поточных линий, их классификацию.
4.3. Назвать основные параметры поточной линии и формулы их расчета.
Поточной называется прогрессивная форма организации производства, при которой производственный процесс выполняется непрерывно, согласованно и ритмично.
В поточном производстве процесс изготовления продукции расчленяется на равные или кратные по трудоемкости операции, которые закрепляются за определенными рабочими местами, расположенными в порядке следования операций технологического процесса.
Передача изделий с операции на операцию производится поштучно или по несколько штук транспортными (передаточными) партиями. Первое характерно для крупных и средних изделий, второе - для мелких.
Наиболее распространенными видами транспортных средств, применяемых в поточном производстве, являются различные виды конвейеров, подъемно-транспортного механизма, передвижные стеллажи и т.д. При передаче изделий с одной поточной линии на другую или из одного цеха в другой используют подвесные конвейеры, позволяющие перемещать изделия над рабочими местами и опускать их до уровня пола.
При поточной организации производства органически сочетаются и совмещаются основные и обслуживающие операции, превращаясь во взаимосвязанный процесс изготовления изделия.
Поточные методы производства широко применяются во всех отраслях промышленности и во всех типах производства. Поточное производство обеспечивает высокую экономическую эффективность:
1. Значительно повышает производительность труда.
2. Сокращает длительность производственного цикла.
3. Снижает трудоемкость.
4. Повышает качество продукции.
5. Повышает уровень механизации труда.
6. Повышается организация и культура труда на производстве.
Основным первичным структурным подразделением поточного производства является поточная линия, т.е. группа рабочих мест, предназначенная для выполнения закрепленных за ними операций, расположенных по ходу технологического процесса.
В машиностроении применяются различные виды поточных линий, которые классифицируют следующим образом:
1. По степени синхронизации операций различают два вида: а). непрерывно-поточная линия;
б). прерывно-поточная линия.
2. По количеству наименований изделий, закрепленных за линией: а). однопредметные линии;
б). многопредметные линии.
3. По степени автоматизации операций: а). механизированные поточные линии; б). автоматические поточные линии.
Непрерывно-поточной называется линия, на которой выполняется синхронизированный техпроцесс, т.е. операции которого равны или кратны между собой по времени. Непрерывно-поточные линии организуются в сборочных цехах.
t1 / C1 = t2 / C2 = t3 / C3 - такт работы линии; t1, t2 - время на операции;
С1, С2 - число рабочих, выполняющих данную операцию.
Прерывно-поточной называется линия, на которой выполняется несинхронизированный техпроцесс, операции которого не равны и не кратны между собой по времени. В результате этого изделия между операциями периодически пролеживают, а рабочие места простаивают. Такие поточные линии организуются чаще всего в механических цехах, где техпроцессы трудно синхронизировать.
Однопредметными называются линии, на которых постоянно изготавливается одно наименование изделия, организуется в массовом производстве.
Многопредметной называется линия, на которой изготавливаются различные изделия, но сходные по конструктивным и технологическим признакам; эти различные изделия запускаются на линию попеременно с предварительной переналадкой линии. Такие линии организуются в мелкосерийном производстве.
Механизированной называется поточная линия, на которой все операции, включая контроль и транспортировку, выполняются рабочими с помощью механизирующего инструмента, приспособлений, оборудования.
Автоматические поточные линии характеризуются автоматизацией всех операций по всему процессу производства деталей. Линия оснащается устройствами для удаления стружки, для смазывания, транспортирования и т.д. Роль рабочего сводится к контролю за работой оборудования, ремонту и наладке.
Автоматические линии делятся на:
1. жесткие автоматические линии;
2. гибкие автоматические линии.
При проектировании новой поточной линии рассчитываются следующие основные параметры:
1. такт поточной линии;
2. ритм поточной линии;
3. темп поточной линии;
4. количество рабочих мест на поточной линии;
5. длина поточной линии;
6. скорость поточной линии (конвейера).
Тактом называется отрезок времени, через который с поточной линии сходит каждое готовое изделие. Такт выражает периодичность выпуска изделий на поточной линии:
F(1 - K /100)
X = —————— (мин),
N
где:
F - фонд рабочего времени на планируемый период (смена, сутки, месяц,
квартал, год), мин;
N - программа выпуска изделий за тот же период времени, шт.;
K - процент потерь рабочего времени на регламентированные перерывы, на ремонт оборудования, на переналадку линии, %.
Ритм определяется в тех случаях, когда изделия по операциям передаются небольшими транспортными партиями.
R = X * p (мин) где p - размер передаточной партии, шт.
Темпом называется производительность поточной линии, т.е. количество изделий, изготовляемых на линии в единицу времени (обычно за час).
1 * 60
А = ——— (шт / час)
X
Расчетное количество рабочих мест на поточной линии определяется по каждой операции по формуле:
Ср = tшт /X
где tшт - норма времени на операцию, мин.
Принятое число рабочих мест на каждой операции Спр устанавливается путем округления расчетного количества рабочих мест Ср до ближайшего целого числа.
Коэффициент загрузки рабочих мест определяется из соотношения:
kз = Ср / Спр £ 1
Допускается перегрузка рабочего места в пределах 1,1 - 1,12, которая ликвидируется в процессе отладки этой линии непосредственно в цеховых условиях.
Длина рабочей части конвейера определяется по формуле:
m
L = lо å Cпр (м)
1
где lо - шаг конвейера, м.
Скорость конвейера определяется:
Vк = lо /X (м / мин)
Для многопредметной переменно-поточной линии определяют средний (общий) такт линии и частные такты для каждого изделия.
Расчеты выполняются для каждого изделия в следующей последовательности:
1. Из имеющихся на линии изделий выбирают изделие- представитель, которое характеризуется наибольшей трудоемкостью.
2. Определяются коэффициенты приведения для каждого изделия по формуле:
kпр i = Ti / Tпр
где Ti - трудоемкость i-го изделия (i = 1, 2, 3 и т.д.); Tпр - трудоемкость изделия-представителя.
3. Определяют программу выпуска изделий в условных единицах: Nус = N1 * kпр1 + N2 * kпр2 + … + Ni * kпрi
4. Определяют средний (общий) такт линии:
F (1 - K /100)
Xср = ——————
Nус
где:
F - фонд времени работы в планируемом периоде, мин;
K - процент потерь рабочего времени на переналадку линии при переходе выпуска с одного изделия на другое.
т.д.).
5. Определяют частные такты изготовления каждого изделия:
Xi = Xср * kпрi (мин)
где kпрi - коэффициент приведения для каждого изделия (i = 1, 2, 3 и
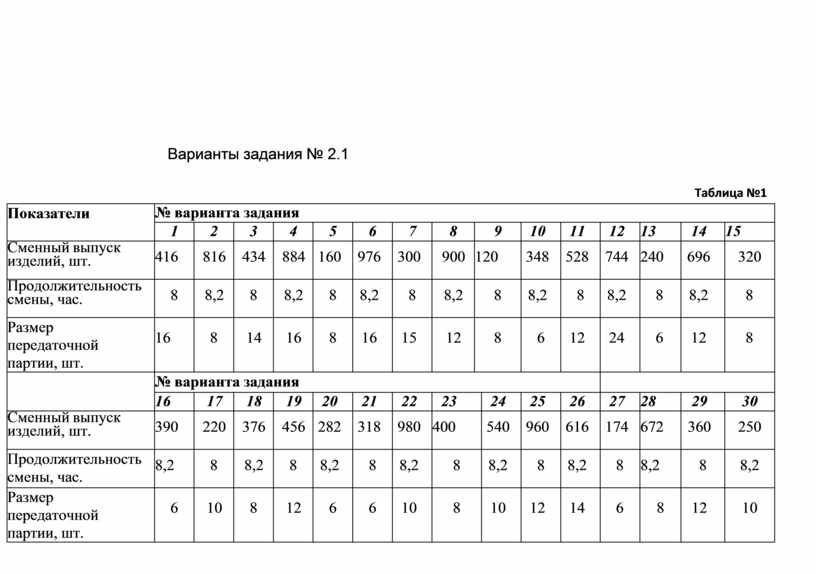
Сменный выпуск изделий на поточной линии = … шт. Продолжительность смены … час. Размер передаточной партии Р = … шт. Регламентированные перерывы отсутствуют.
Определить:
1. такт поточной линии;
2. ритм поточной линии;
3. темп выпуска изделий.
(исходные данные по вариантам задания см. табл.1)
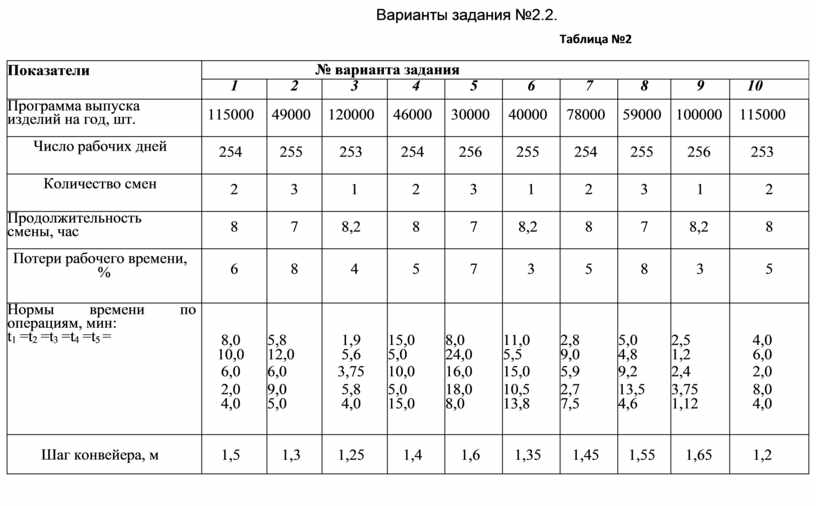
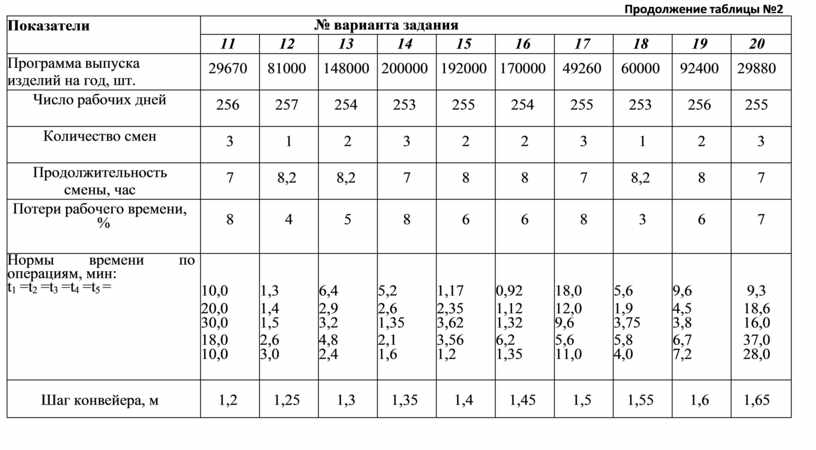
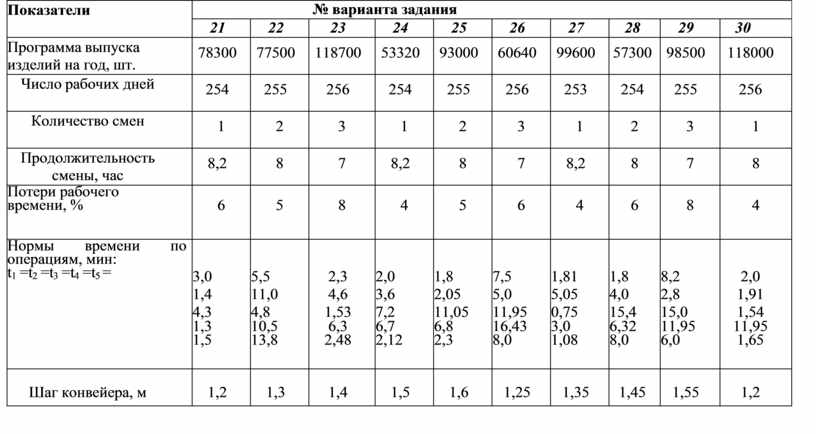
Годовая программа выпуска изделий на однопредметной поточной линии = … шт. Режим работы - … смены по … часов. В году принято … рабочих дней. Потери рабочего времени … %. Шаг конвейера = … м. Нормы времени по операциям техпроцесса, мин: = … ; = … ; = … ; = … ;
= … .
Определить:
1. такт работы лини;
2. число рабочих мест по операциям и коэффициент их загрузки;
3. скорость и длину рабочей части конвейера. (исходные данные по вариантам задания см. в табл.2)
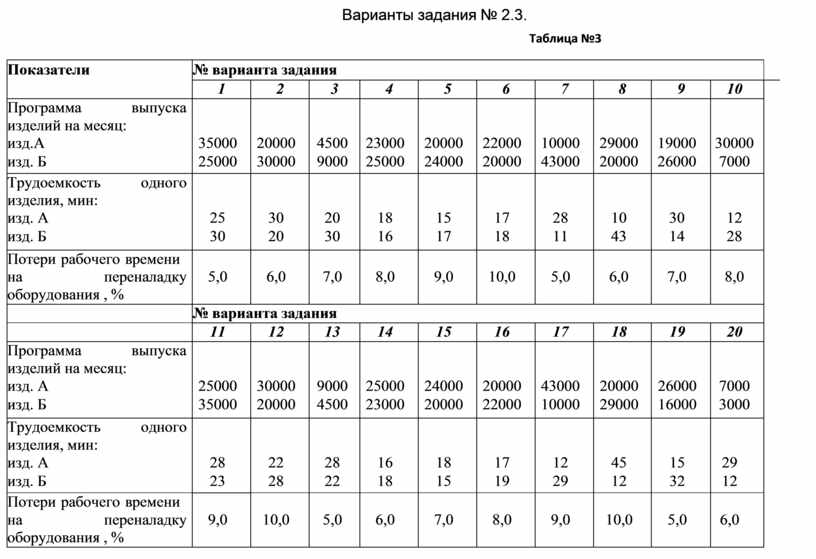
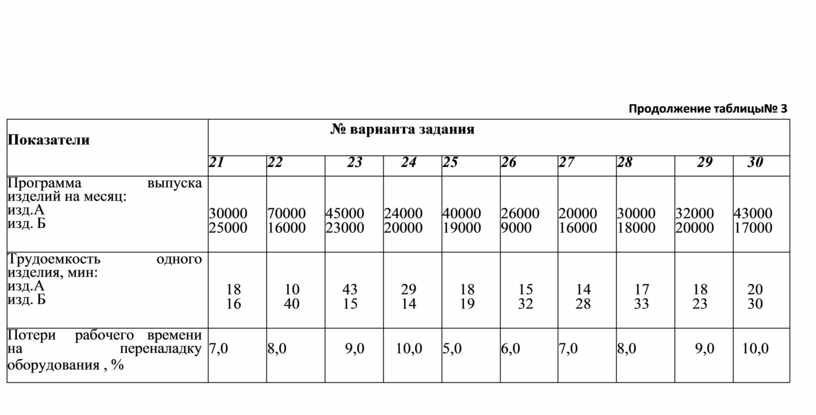
На многопредметной переменно-поточной линии изготавливаются изделия А и Б. Месячная программа выпуска: А - … шт., Б - … шт. Трудоемкость одного изделия: А - … мин, Б - … мин. Режим работы линии - 2 смены по 8 часов. В месяце 22 рабочих дня. Потери рабочего времени на переналадку линии … %.
Определить:
1. средний общий такт линии;
2. частные такты по каждому изделию. (исходные данные см. в табл.3)
Таблица №1
|
Показатели |
№ варианта задания |
|||||||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
||
|
Сменный выпуск изделий, шт. |
416 |
816 |
434 |
884 |
160 |
976 |
300 |
900 |
120 |
348 |
528 |
744 |
240 |
696 |
320 |
|
|
Продолжительность смены, час. |
8 |
8,2 |
8 |
8,2 |
8 |
8,2 |
8 |
8,2 |
8 |
8,2 |
8 |
8,2 |
8 |
8,2 |
8 |
|
|
Размер передаточной партии, шт. |
16 |
8 |
14 |
16 |
8 |
16 |
15 |
12 |
8 |
6 |
12 |
24 |
6 |
12 |
8 |
|
|
|
№ варианта задания |
|
||||||||||||||
|
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
||
|
Сменный выпуск изделий, шт. |
390 |
220 |
376 |
456 |
282 |
318 |
980 |
400 |
540 |
960 |
616 |
174 |
672 |
360 |
250 |
|
|
Продолжительность смены, час. |
8,2 |
8 |
8,2 |
8 |
8,2 |
8 |
8,2 |
8 |
8,2 |
8 |
8,2 |
8 |
8,2 |
8 |
8,2 |
|
|
Размер передаточной партии, шт. |
6 |
10 |
8 |
12 |
6 |
6 |
10 |
8 |
10 |
12 |
14 |
6 |
8 |
12 |
10 |
|
Таблица №2
|
Показатели |
№ варианта задания |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
Программа выпуска изделий на год, шт. |
115000 |
49000 |
120000 |
46000 |
30000 |
40000 |
78000 |
59000 |
100000 |
115000 |
|
Число рабочих дней |
254 |
255 |
253 |
254 |
256 |
255 |
254 |
255 |
256 |
253 |
|
Количество смен |
2 |
3 |
1 |
2 |
3 |
1 |
2 |
3 |
1 |
2 |
|
Продолжительность смены, час |
8 |
7 |
8,2 |
8 |
7 |
8,2 |
8 |
7 |
8,2 |
8 |
|
Потери рабочего времени, % |
6 |
8 |
4 |
5 |
7 |
3 |
5 |
8 |
3 |
5 |
|
Нормы времени по операциям, мин: t1 = t2 = t3 = t4 = t5 = |
8,0 10,0 6,0 2,0 4,0 |
5,8 12,0 6,0 9,0 5,0 |
1,9 5,6 3,75 5,8 4,0 |
15,0 5,0 10,0 5,0 15,0 |
8,0 24,0 16,0 18,0 8,0 |
11,0 5,5 15,0 10,5 13,8 |
2,8 9,0 5,9 2,7 7,5 |
5,0 4,8 9,2 13,5 4,6 |
2,5 1,2 2,4 3,75 1,12 |
4,0 6,0 2,0 8,0 4,0 |
|
Шаг конвейера, м |
1,5 |
1,3 |
1,25 |
1,4 |
1,6 |
1,35 |
1,45 |
1,55 |
1,65 |
1,2 |
|
Показатели |
№ варианта задания |
|||||||||
|
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|
|
Программа выпуска изделий на год, шт. |
29670 |
81000 |
148000 |
200000 |
192000 |
170000 |
49260 |
60000 |
92400 |
29880 |
|
Число рабочих дней |
256 |
257 |
254 |
253 |
255 |
254 |
255 |
253 |
256 |
255 |
|
Количество смен |
3 |
1 |
2 |
3 |
2 |
2 |
3 |
1 |
2 |
3 |
|
Продолжительность смены, час |
7 |
8,2 |
8,2 |
7 |
8 |
8 |
7 |
8,2 |
8 |
7 |
|
Потери рабочего времени, % |
8 |
4 |
5 |
8 |
6 |
6 |
8 |
3 |
6 |
7 |
|
Нормы времени по операциям, мин: t1 = t2 = t3 = t4 = t5 = |
10,0 20,0 30,0 18,0 10,0 |
1,3 1,4 1,5 2,6 3,0 |
6,4 2,9 3,2 4,8 2,4 |
5,2 2,6 1,35 2,1 1,6 |
1,17 2,35 3,62 3,56 1,2 |
0,92 1,12 1,32 6,2 1,35 |
18,0 12,0 9,6 5,6 11,0 |
5,6 1,9 3,75 5,8 4,0 |
9,6 4,5 3,8 6,7 7,2 |
9,3 18,6 16,0 37,0 28,0 |
|
Шаг конвейера, м |
1,2 |
1,25 |
1,3 |
1,35 |
1,4 |
1,45 |
1,5 |
1,55 |
1,6 |
1,65 |
|
Показатели |
№ варианта задания |
|||||||||
|
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
|
|
Программа выпуска изделий на год, шт. |
78300 |
77500 |
118700 |
53320 |
93000 |
60640 |
99600 |
57300 |
98500 |
118000 |
|
Число рабочих дней |
254 |
255 |
256 |
254 |
255 |
256 |
253 |
254 |
255 |
256 |
|
Количество смен |
1 |
2 |
3 |
1 |
2 |
3 |
1 |
2 |
3 |
1 |
|
Продолжительность смены, час |
8,2 |
8 |
7 |
8,2 |
8 |
7 |
8,2 |
8 |
7 |
8 |
|
Потери рабочего времени, % |
6 |
5 |
8 |
4 |
5 |
6 |
4 |
6 |
8 |
4 |
|
Нормы времени по операциям, мин: t1 = t2 = t3 = t4 = t5 = |
3,0 1,4 4,3 1,3 1,5 |
5,5 11,0 4,8 10,5 13,8 |
2,3 4,6 1,53 6,3 2,48 |
2,0 3,6 7,2 6,7 2,12 |
1,8 2,05 11,05 6,8 2,3 |
7,5 5,0 11,95 16,43 8,0 |
1,81 5,05 0,75 3,0 1,08 |
1,8 4,0 15,4 6,32 8,0 |
8,2 2,8 15,0 11,95 6,0 |
2,0 1,91 1,54 11,95 1,65 |
|
Шаг конвейера, м |
1,2 |
1,3 |
1,4 |
1,5 |
1,6 |
1,25 |
1,35 |
1,45 |
1,55 |
1,2 |
Таблица №3
|
Показатели |
№ варианта задания |
|
||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
||
|
Программа выпуска |
|
|
|
|
|
|
|
|
|
|
||
|
изделий на месяц: |
|
|
|
|
|
|
|
|
|
|
||
|
изд.А |
35000 |
20000 |
4500 |
23000 |
20000 |
22000 |
10000 |
29000 |
19000 |
30000 |
||
|
изд. Б |
25000 |
30000 |
9000 |
25000 |
24000 |
20000 |
43000 |
20000 |
26000 |
7000 |
||
|
Трудоемкость |
одного |
|
|
|
|
|
|
|
|
|
|
|
|
изделия, мин: |
|
|
|
|
|
|
|
|
|
|
|
|
|
изд. А |
|
25 |
30 |
20 |
18 |
15 |
17 |
28 |
10 |
30 |
12 |
|
|
изд. Б |
|
30 |
20 |
30 |
16 |
17 |
18 |
11 |
43 |
14 |
28 |
|
|
Потери рабочего времени |
|
|
|
|
|
|
|
|
|
|
||
|
на переналадку |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
5,0 |
6,0 |
7,0 |
8,0 |
||
|
оборудования , % |
|
|
|
|
|
|
|
|
|
|
||
|
|
№ варианта задания |
|||||||||||
|
|
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
||
|
Программа выпуска |
|
|
|
|
|
|
|
|
|
|
||
|
изделий на месяц: |
|
|
|
|
|
|
|
|
|
|
||
|
изд. А |
25000 |
30000 |
9000 |
25000 |
24000 |
20000 |
43000 |
20000 |
26000 |
7000 |
||
|
изд. Б |
35000 |
20000 |
4500 |
23000 |
20000 |
22000 |
10000 |
29000 |
16000 |
3000 |
||
|
Трудоемкость |
одного |
|
|
|
|
|
|
|
|
|
|
|
|
изделия, мин: |
|
|
|
|
|
|
|
|
|
|
|
|
|
изд. А |
|
28 |
22 |
28 |
16 |
18 |
17 |
12 |
45 |
15 |
29 |
|
|
изд. Б |
|
23 |
28 |
22 |
18 |
15 |
19 |
29 |
12 |
32 |
12 |
|
|
Потери рабочего времени |
|
|
|
|
|
|
|
|
|
|
||
|
на переналадку |
9,0 |
10,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
5,0 |
6,0 |
||
|
оборудования , % |
|
|
|
|
|
|
|
|
|
|
||
Продолжение таблицы№ 3
|
Показатели |
№ варианта задания |
|||||||||
|
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
|
|
Программа выпуска изделий на месяц: изд.А изд. Б |
30000 25000 |
70000 16000 |
45000 23000 |
24000 20000 |
40000 19000 |
26000 9000 |
20000 16000 |
30000 18000 |
32000 20000 |
43000 17000 |
|
Трудоемкость одного изделия, мин: изд.А изд. Б |
18 16 |
10 40 |
43 15 |
29 14 |
18 19 |
15 32 |
14 28 |
17 33 |
18 23 |
20 30 |
|
Потери рабочего времени на переналадку оборудования , % |
7,0 |
8,0 |
9,0 |
10,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
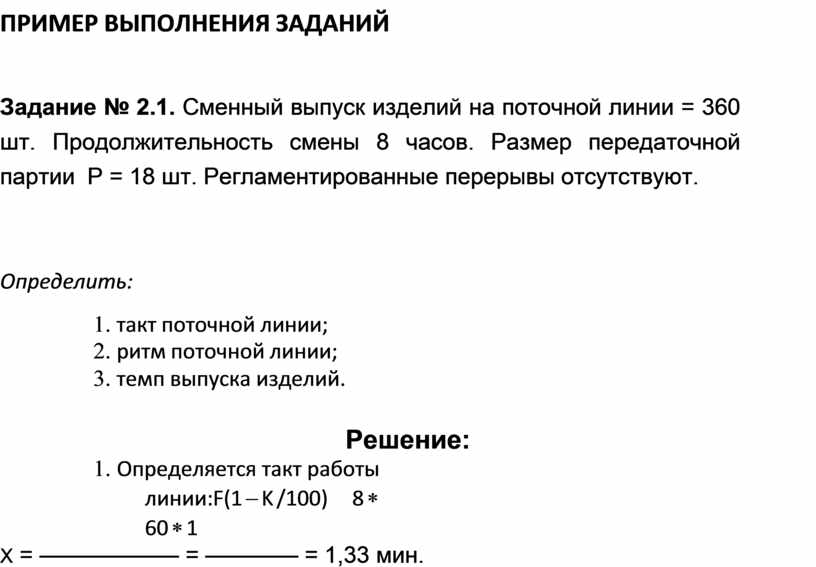
ПРИМЕР ВЫПОЛНЕНИЯ ЗАДАНИЙ
Задание № 2.1. Сменный выпуск изделий на поточной линии = 360 шт. Продолжительность смены 8 часов. Размер передаточной партии Р = 18 шт. Регламентированные перерывы отсутствуют.
Определить:
1. такт поточной линии;
2. ритм поточной линии;
3. темп выпуска изделий.
1. Определяется такт работы линии: F(1 - K /100) 8 * 60 * 1
X = —————— = ———— = 1,33 мин.
N 360
2. Определяется ритм поточной линии:
R = X * p = 1,33 * 18 = 24 мин.
3. Определяется темп выпуска изделий: 1 * 60
А = ——— = 60 / 1,33 = 45 шт/час.
X
Вывод: На поточной линии в среднем через 1,33 мин должно сходить каждое готовое изделие. Производительность линии 45 шт/час. Чтобы организовать непрерывно-поточную линию, нужно, чтобы нормы времени операций были равны или кратны 1,33.
Задание № 2.2. Годовая программа выпуска изделий на однопредметной поточной линии N = 57500 шт. Режим работы - 2 смены по 8 часов. В году 255 рабочих дней. Потери рабочего времени 6%. Шаг конвейера lо = 1,15 м. Номы времени по операциям техпроцесса: t1 = 3,5 мин; t2 = 4 мин; t3 = 15,3 мин; t4 = 6,8 мин; t5 = 8,4 мин.
Определить:
1. такт рабочей линии;
2. число рабочих мест по операциям и коэффициент загрузки;
3. скорость и длину рабочей части конвейера.
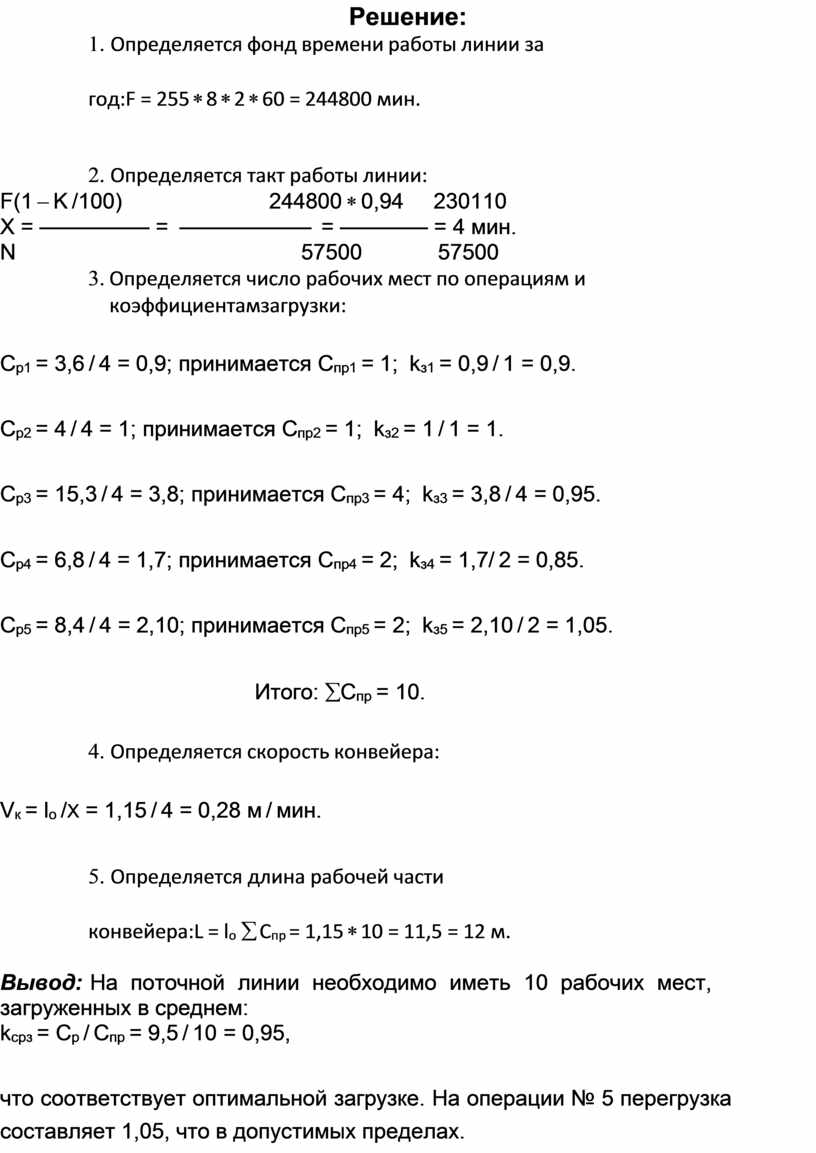
1. Определяется фонд времени работы линии за год: F = 255 * 8 * 2 * 60 = 244800 мин.
2. Определяется такт работы линии:
F(1 - K /100) 244800 * 0,94 230110
X = ————— = —————— = ———— = 4 мин.
N 57500 57500
3. Определяется число рабочих мест по операциям и коэффициентам загрузки:
Ср1 = 3,6 / 4 = 0,9; принимается Спр1 = 1; kз1 = 0,9 / 1 = 0,9.
Ср2 = 4 / 4 = 1; принимается Спр2 = 1; kз2 = 1 / 1 = 1.
Ср3 = 15,3 / 4 = 3,8; принимается Спр3 = 4; kз3 = 3,8 / 4 = 0,95.
Ср4 = 6,8 / 4 = 1,7; принимается Спр4 = 2; kз4 = 1,7/ 2 = 0,85.
Ср5 = 8,4 / 4 = 2,10; принимается Спр5 = 2; kз5 = 2,10 / 2 = 1,05.
Итого: åСпр = 10.
4. Определяется скорость конвейера:
Vк = lо /X = 1,15 / 4 = 0,28 м / мин.
5. Определяется длина рабочей части конвейера: L = lо å Cпр = 1,15 * 10 = 11,5 = 12 м.
Вывод: На поточной линии необходимо иметь 10 рабочих мест,
загруженных в среднем:
kсрз = Ср / Спр = 9,5 / 10 = 0,95,
что соответствует оптимальной загрузке. На операции № 5 перегрузка составляет 1,05, что в допустимых пределах.
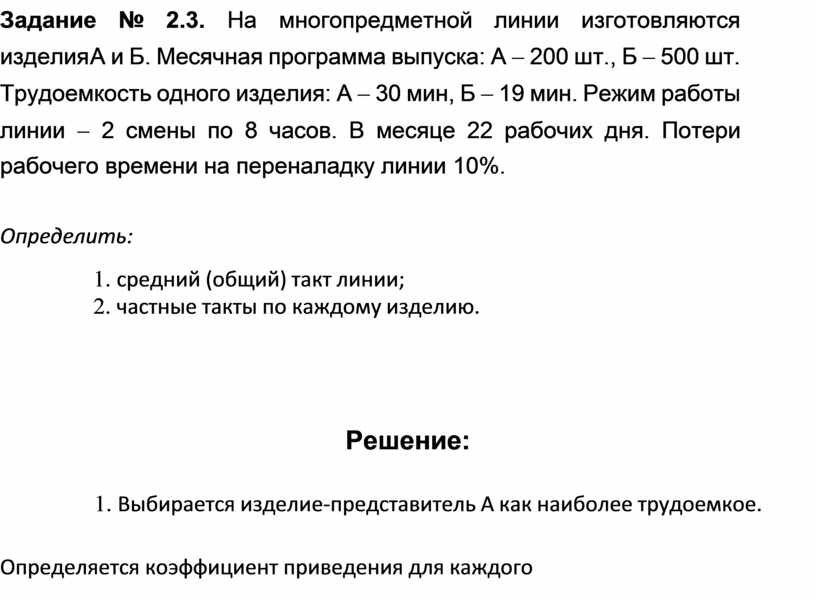
Задание № 2.3. На многопредметной линии изготовляются изделия А и Б. Месячная программа выпуска: А - 200 шт., Б - 500 шт. Трудоемкость одного изделия: А - 30 мин, Б - 19 мин. Режим работы линии - 2 смены по 8 часов. В месяце 22 рабочих дня. Потери рабочего времени на переналадку линии 10%.
Определить:
1. средний (общий) такт линии;
2. частные такты по каждому изделию.
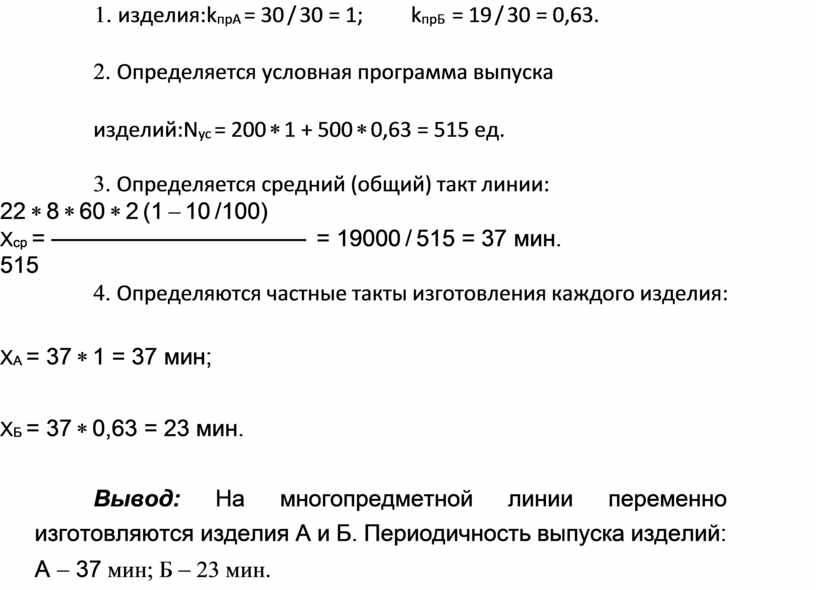
1. Выбирается изделие-представитель А как наиболее трудоемкое.
2. Определяется коэффициент приведения для каждого изделия: kпрА = 30 / 30 = 1; kпрБ = 19 / 30 = 0,63.
3. Определяется условная программа выпуска изделий: Nус = 200 * 1 + 500 * 0,63 = 515 ед.
4. Определяется средний (общий) такт линии:
22 * 8 * 60 * 2 (1 - 10 /100)
Xср = ——————————— = 19000 / 515 = 37 мин.
515
5. Определяются частные такты изготовления каждого изделия:
XА = 37 * 1 = 37 мин;
XБ = 37 * 0,63 = 23 мин.
Вывод: На многопредметной линии переменно изготовляются изделия А и Б. Периодичность выпуска изделий: А - 37 мин; Б - 23 мин.


Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
