Поделиться

ПРАКТИЧЕСКАЯ РАБОТА №6
Тема: Расчеты производственной мощности и загрузки оборудования.
1. Цель: Приобретение навыков выполнения объемных расчетов при планировании производства, научиться анализировать использование производственной мощности, выявлять «узкие места» производства и уметь их ликвидировать.
2. Конкретные цели:
Студент должен:
![]() a. Знать:
назначение расчетов производственной мощности,
факторы влияющие на величину производственной мощности, пути ликвидации «узких мест» в производстве.
a. Знать:
назначение расчетов производственной мощности,
факторы влияющие на величину производственной мощности, пути ликвидации «узких мест» в производстве.
![]() 3.2. Уметь: рассчитывать
эффективный годовой фонд времени работы единицы
оборудования, производственную мощность участка, загрузку каждой группы оборудования, коэффициент загрузки оборудования.
3.2. Уметь: рассчитывать
эффективный годовой фонд времени работы единицы
оборудования, производственную мощность участка, загрузку каждой группы оборудования, коэффициент загрузки оборудования.
3. Методические указания студентам по подготовке к работе:
4.1. Список рекомендованной литературы:
4.1.1. Обязательной:
В.Д. Грибов, В.П. Грузинов «Экономика предприятия». Учебник. М.; Финансы и статистика, 2003г
4.1.2. Дополнительной:
Н.Л. Зайцев. «Экономика организации»; М.; Экзамен, 2000г
4.2. Оснащение для проведения работы:
-калькуляторы.
-ЕТКС.
4. Вопросы для актуализации теоретических знаний:
5.1. Каково назначение расчетов производственной мощности?
5.2. Назовите факторы, влияющие на величину производственной мощности.
5.3. Как влияет пропускная способность на величину производственной мощности?
5.4. Назовите пути ликвидации «узких мест» в производстве.
5.5. Каково значение полного использования производственной мощности?
ЗАДАНИЕ
(по вариантам)
По данным, приведенным в таблице для указанного варианта о наличии оборудования, трудоемкости изделия, режиме работы оборудования, определить:
1. Эффективный годовой фонд времени работы единицы оборудования.
2. Производственную мощность участка.
3. Загрузку каждой группы оборудования участка.
4. Пропускную способность каждой группы оборудования.
5. Коэффициент загрузки каждой группы оборудования.
6. Выявить «узкие места» производства на участке.
7. Наметить мероприятия по устранению «узких мест».
8. Определить количество станков по каждой группе оборудования, необходимое для выполнения планового задания.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
для выполнения задания
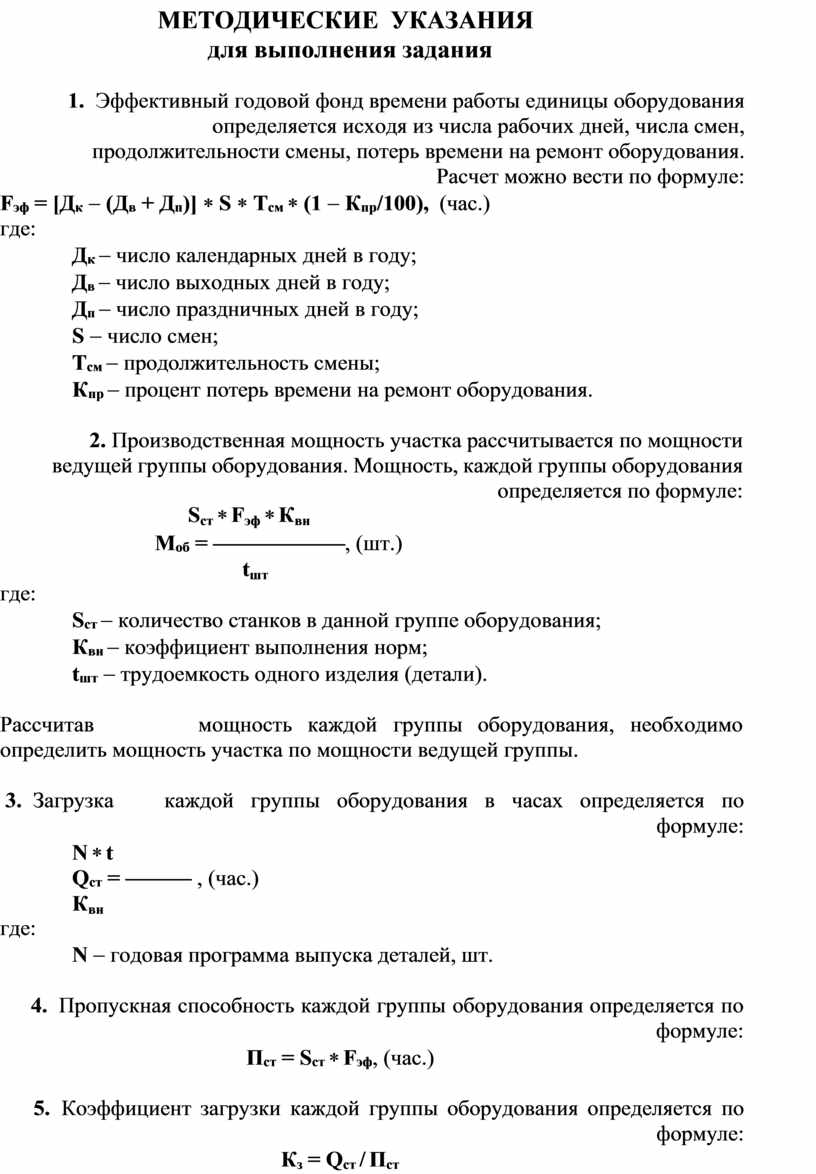
1. Эффективный годовой фонд времени работы единицы оборудования определяется исходя из числа рабочих дней, числа смен, продолжительности смены, потерь времени на ремонт оборудования. Расчет можно вести по формуле:
Fэф = [Дк - (Дв + Дп)] * S * Tсм * (1 - Кпр/100), (час.)
где:
Дк - число календарных дней в году;
Дв - число выходных дней в году;
Дп - число праздничных дней в году;
S - число смен;
Tсм - продолжительность смены;
Кпр - процент потерь времени на ремонт оборудования.
2. Производственная мощность участка рассчитывается по мощности ведущей группы оборудования. Мощность, каждой группы оборудования определяется по формуле:
где:
Sст * Fэф * Квн
Моб = ——————, (шт.)
tшт
Sст - количество станков в данной группе оборудования;
Квн - коэффициент выполнения норм;
tшт - трудоемкость одного изделия (детали).
Рассчитав мощность каждой группы оборудования, необходимо определить мощность участка по мощности ведущей группы.
3. Загрузка каждой группы оборудования в часах определяется по формуле:
где:
N * t
Qст = ——— , (час.)
Квн
N - годовая программа выпуска деталей, шт.
4. Пропускная способность каждой группы оборудования определяется по формуле:
Пст = Sст * Fэф, (час.)
5. Коэффициент загрузки каждой группы оборудования определяется по формуле:
Кз = Qст / Пст
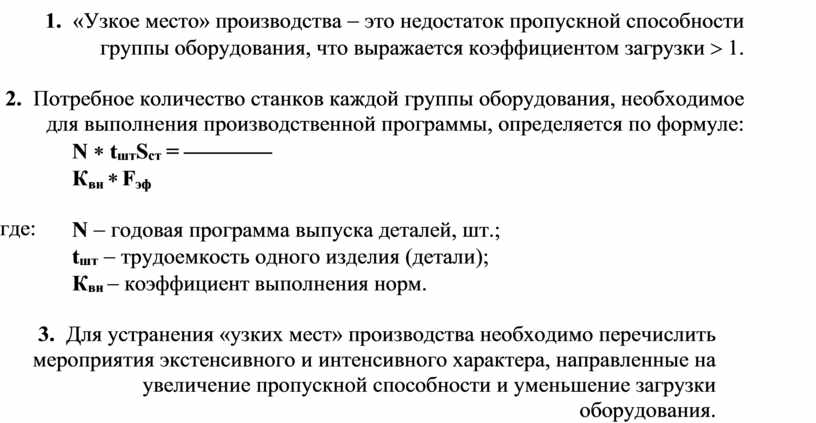
6. «Узкое место» производства - это недостаток пропускной способности группы оборудования, что выражается коэффициентом загрузки > 1.
7. Потребное количество станков каждой группы оборудования, необходимое для выполнения производственной программы, определяется по формуле:
где:
N * tшт Sст = ————
Квн * Fэф
N - годовая программа выпуска деталей, шт.; tшт - трудоемкость одного изделия (детали); Квн - коэффициент выполнения норм.
8. Для устранения «узких мест» производства необходимо перечислить мероприятия экстенсивного и интенсивного характера, направленные на увеличение пропускной способности и уменьшение загрузки оборудования.
|
|
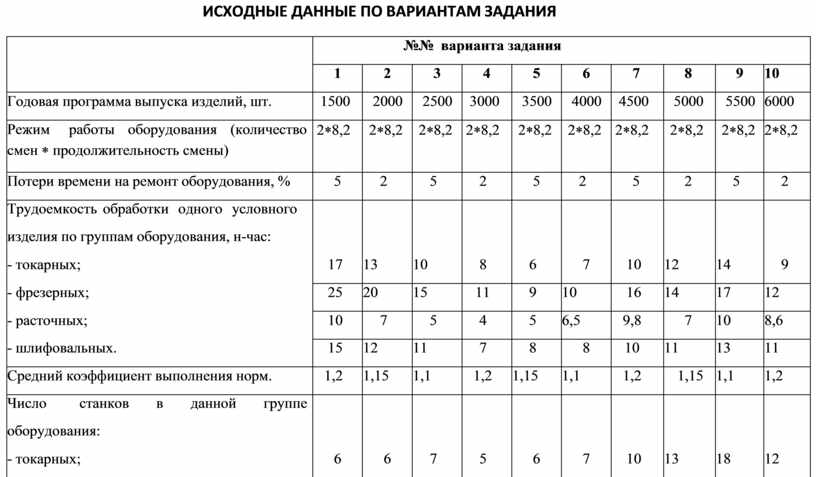
№№ варианта задания |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
Годовая программа выпуска изделий, шт. |
1500 |
2000 |
2500 |
3000 |
3500 |
4000 |
4500 |
5000 |
5500 |
6000 |
|
Режим работы оборудования (количество смен * продолжительность смены) |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
|
Потери времени на ремонт оборудования, % |
5 |
2 |
5 |
2 |
5 |
2 |
5 |
2 |
5 |
2 |
|
Трудоемкость обработки одного условного |
|
|
|
|
|
|
|
|
|
|
|
изделия по группам оборудования, н-час: |
|
|
|
|
|
|
|
|
|
|
|
- токарных; |
17 |
13 |
10 |
8 |
6 |
7 |
10 |
12 |
14 |
9 |
|
- фрезерных; |
25 |
20 |
15 |
11 |
9 |
10 |
16 |
14 |
17 |
12 |
|
- расточных; |
10 |
7 |
5 |
4 |
5 |
6,5 |
9,8 |
7 |
10 |
8,6 |
|
- шлифовальных. |
15 |
12 |
11 |
7 |
8 |
8 |
10 |
11 |
13 |
11 |
|
Средний коэффициент выполнения норм. |
1,2 |
1,15 |
1,1 |
1,2 |
1,15 |
1,1 |
1,2 |
1,15 |
1,1 |
1,2 |
|
Число станков в данной группе |
|
|
|
|
|
|
|
|
|
|
|
оборудования: |
|
|
|
|
|
|
|
|
|
|
|
- токарных; |
6 |
6 |
7 |
5 |
6 |
7 |
10 |
13 |
18 |
12 |
|
- фрезерных; |
8 |
9 |
9 |
7 |
7 |
9 |
16 |
16 |
22 |
15 |
|
- расточных; |
2 |
4 |
3 |
3 |
4 |
6 |
8 |
6 |
13 |
9 |
|
- шлифовальных. |
5 |
4 |
5 |
3 |
5 |
6 |
1 |
12 |
16 |
13 |
|
|
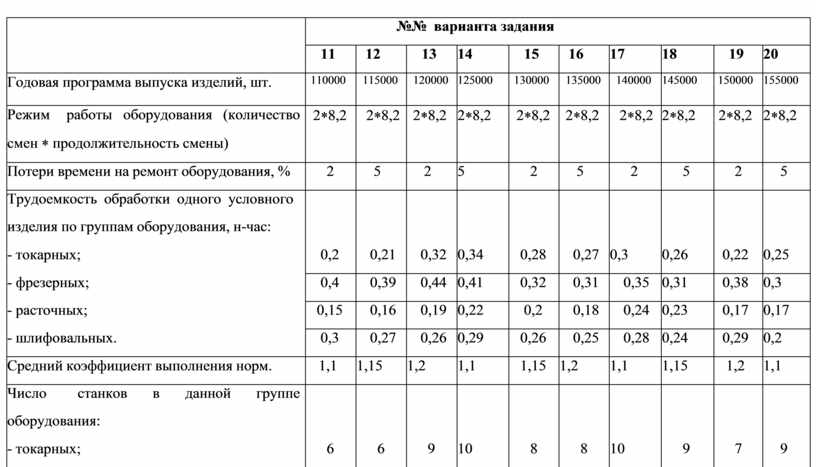
№№ варианта задания |
|||||||||
|
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
|
|
Годовая программа выпуска изделий, шт. |
110000 |
115000 |
120000 |
125000 |
130000 |
135000 |
140000 |
145000 |
150000 |
155000 |
|
Режим работы оборудования (количество смен * продолжительность смены) |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
|
Потери времени на ремонт оборудования, % |
2 |
5 |
2 |
5 |
2 |
5 |
2 |
5 |
2 |
5 |
|
Трудоемкость обработки одного условного |
|
|
|
|
|
|
|
|
|
|
|
изделия по группам оборудования, н-час: |
|
|
|
|
|
|
|
|
|
|
|
- токарных; |
0,2 |
0,21 |
0,32 |
0,34 |
0,28 |
0,27 |
0,3 |
0,26 |
0,22 |
0,25 |
|
- фрезерных; |
0,4 |
0,39 |
0,44 |
0,41 |
0,32 |
0,31 |
0,35 |
0,31 |
0,38 |
0,3 |
|
- расточных; |
0,15 |
0,16 |
0,19 |
0,22 |
0,2 |
0,18 |
0,24 |
0,23 |
0,17 |
0,17 |
|
- шлифовальных. |
0,3 |
0,27 |
0,26 |
0,29 |
0,26 |
0,25 |
0,28 |
0,24 |
0,29 |
0,2 |
|
Средний коэффициент выполнения норм. |
1,1 |
1,15 |
1,2 |
1,1 |
1,15 |
1,2 |
1,1 |
1,15 |
1,2 |
1,1 |
|
Число станков в данной группе |
|
|
|
|
|
|
|
|
|
|
|
оборудования: |
|
|
|
|
|
|
|
|
|
|
|
- токарных; |
6 |
6 |
9 |
10 |
8 |
8 |
10 |
9 |
7 |
9 |
|
- фрезерных; |
10 |
10 |
11 |
12 |
9 |
9 |
11 |
10 |
12 |
11 |
|
- расточных; |
4 |
3 |
5 |
5 |
6 |
4 |
6 |
6 |
6 |
5 |
|
- шлифовальных. |
6 |
7 |
5 |
9 |
6 |
8 |
9 |
8 |
8 |
8 |
|
|
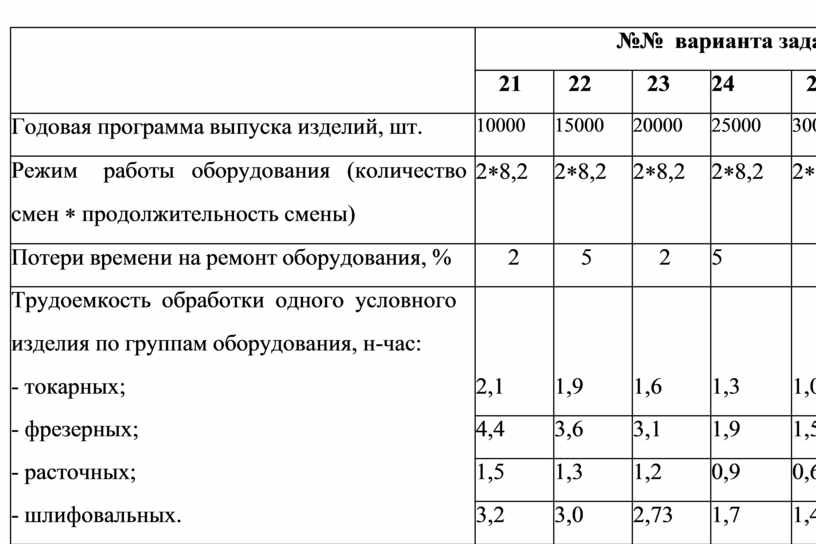
№№ варианта задания |
|||||||||
|
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
|
|
Годовая программа выпуска изделий, шт. |
10000 |
15000 |
20000 |
25000 |
30000 |
35000 |
40000 |
45000 |
50000 |
55000 |
|
Режим работы оборудования (количество смен * продолжительность смены) |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
2*8,2 |
|
Потери времени на ремонт оборудования, % |
2 |
5 |
2 |
5 |
2 |
5 |
2 |
5 |
2 |
5 |
|
Трудоемкость обработки одного условного |
|
|
|
|
|
|
|
|
|
|
|
изделия по группам оборудования, н-час: |
|
|
|
|
|
|
|
|
|
|
|
- токарных; |
2,1 |
1,9 |
1,6 |
1,3 |
1,0 |
0,8 |
0,86 |
0,77 |
0,88 |
0,46 |
|
- фрезерных; |
4,4 |
3,6 |
3,1 |
1,9 |
1,55 |
1,2 |
1,33 |
1,1 |
1,26 |
0,78 |
|
- расточных; |
1,5 |
1,3 |
1,2 |
0,9 |
0,61 |
0,74 |
0,78 |
0,66 |
0,47 |
0,33 |
|
- шлифовальных. |
3,2 |
3,0 |
2,73 |
1,7 |
1,47 |
0,93 |
0,95 |
0,84 |
0,9 |
0,61 |
|
Средний коэффициент выполнения норм. |
1,1 |
1,15 |
1,2 |
1,1 |
1,15 |
1,2 |
1,1 |
1,15 |
1,2 |
1,1 |
|
Число станков в данной группе |
|
|
|
|
|
|
|
|
|
|
|
оборудования: |
|
|
|
|
|
|
|
|
|
|
|
- токарных; |
5 |
7 |
7 |
8 |
7 |
6 |
9 |
8 |
10 |
6 |
|
- фрезерных; |
10 |
12 |
13 |
11 |
10 |
9 |
12 |
11 |
13 |
10 |
|
- расточных; |
4 |
3 |
6 |
4 |
4 |
4 |
7 |
5 |
5 |
3 |
|
- шлифовальных. |
6 |
10 |
10 |
10 |
8 |
8 |
7 |
9 |
8 |
9 |

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
