Поделиться

Практическое занятие № 76
Разбор производственных ситуаций при обслуживании расссева. Анализ работы рассева. устранение неполадок. Обслуживание рассева
Цели: уметь и знать правильное обслуживание рассева.
Что необходимо выполнить студенту для получения зачета
Изучить данную методическую разработку.
Выполнить конспект.
Ответить на контрольные вопросы.
Сделать вывод о проделанной работе.
Защитить практическую работу.
Общие сведения по изучаемой теме
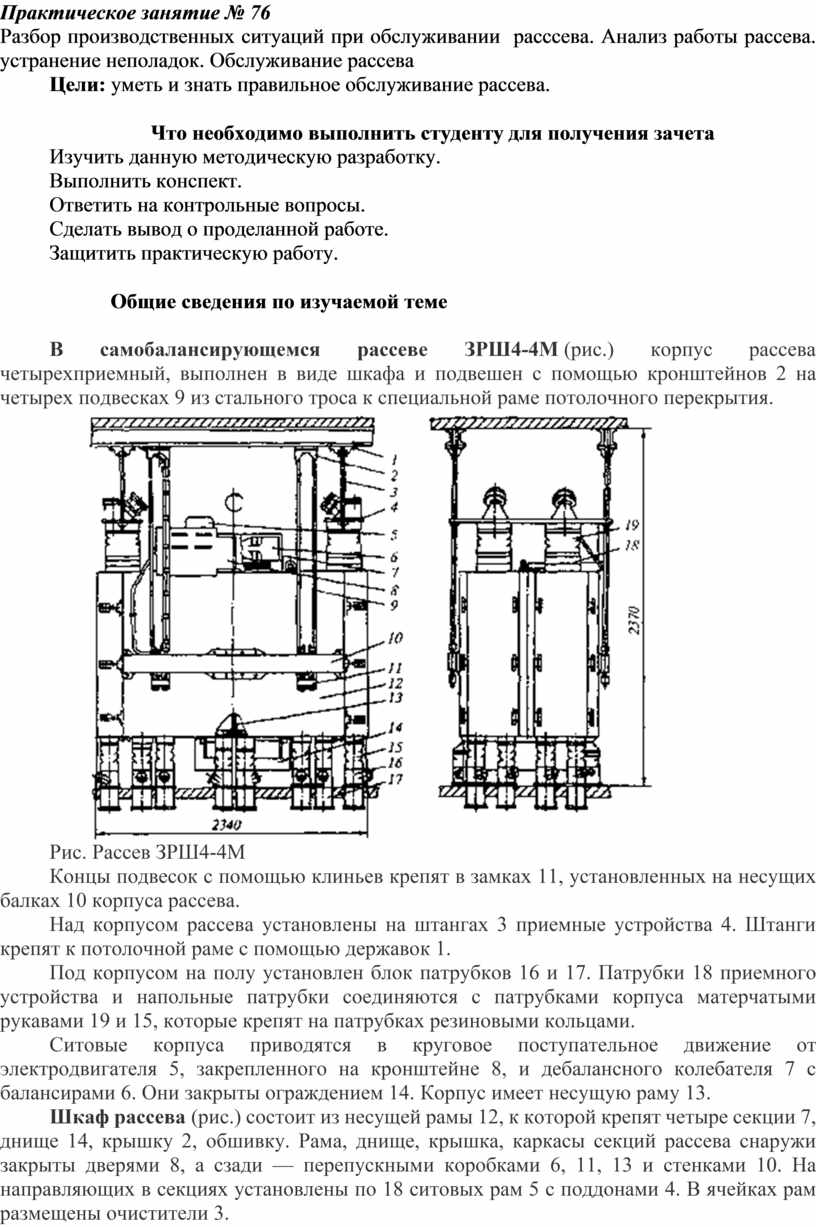
В самобалансирующемся рассеве ЗРШ4-4М (рис.) корпус рассева четырехприемный, выполнен в виде шкафа и подвешен с помощью кронштейнов 2 на четырех подвесках 9 из стального троса к специальной раме потолочного перекрытия.
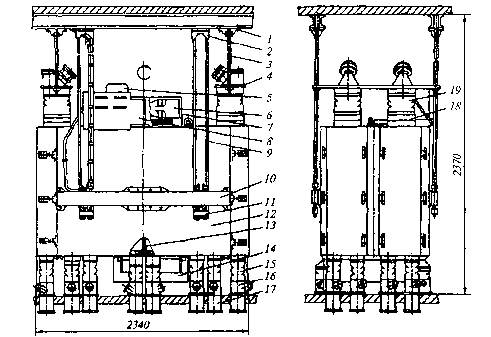
Рис. Рассев ЗРШ4-4М
Концы подвесок с помощью клиньев крепят в замках 11, установленных на несущих балках 10 корпуса рассева.
Над корпусом рассева установлены на штангах 3 приемные устройства 4. Штанги крепят к потолочной раме с помощью державок 1.
Под корпусом на полу установлен блок патрубков 16 и 17. Патрубки 18 приемного устройства и напольные патрубки соединяются с патрубками корпуса матерчатыми рукавами 19 и 15, которые крепят на патрубках резиновыми кольцами.
Ситовые корпуса приводятся в круговое поступательное движение от электродвигателя 5, закрепленного на кронштейне 8, и дебалансного колебателя 7 с балансирами 6. Они закрыты ограждением 14. Корпус имеет несущую раму 13.
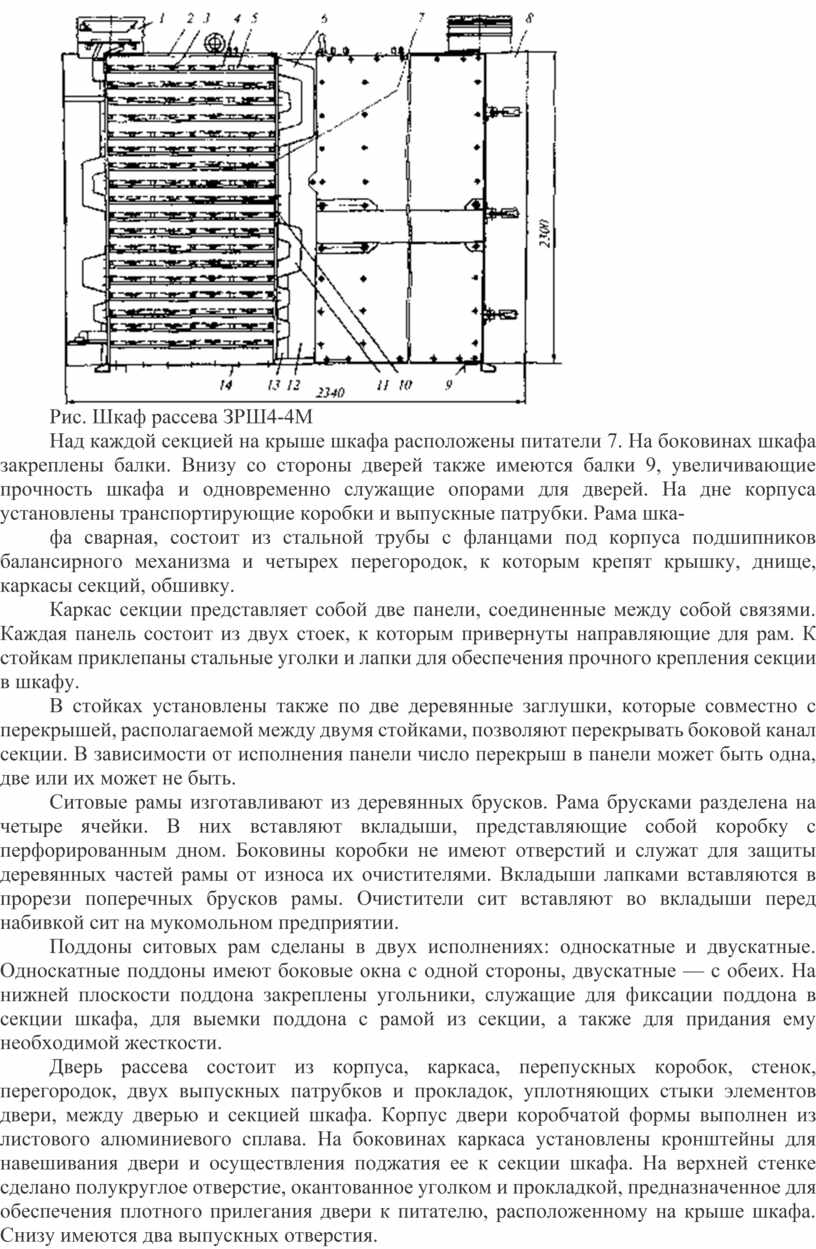
Шкаф рассева (рис.) состоит из несущей рамы 12, к которой крепят четыре секции 7, днище 14, крышку 2, обшивку. Рама, днище, крышка, каркасы секций рассева снаружи закрыты дверями 8, а сзади — перепускными коробками 6, 11, 13 и стенками 10. На направляющих в секциях установлены по 18 ситовых рам 5 с поддонами 4. В ячейках рам размещены очистители 3.
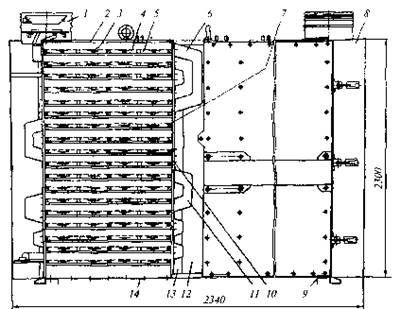
Рис. Шкаф рассева ЗРШ4-4М
Над каждой секцией на крыше шкафа расположены питатели 7. На боковинах шкафа закреплены балки. Внизу со стороны дверей также имеются балки 9, увеличивающие прочность шкафа и одновременно служащие опорами для дверей. На дне корпуса установлены транспортирующие коробки и выпускные патрубки. Рама шка-
фа сварная, состоит из стальной трубы с фланцами под корпуса подшипников балансирного механизма и четырех перегородок, к которым крепят крышку, днище, каркасы секций, обшивку.
Каркас секции представляет собой две панели, соединенные между собой связями. Каждая панель состоит из двух стоек, к которым привернуты направляющие для рам. К стойкам приклепаны стальные уголки и лапки для обеспечения прочного крепления секции в шкафу.
В стойках установлены также по две деревянные заглушки, которые совместно с перекрышей, располагаемой между двумя стойками, позволяют перекрывать боковой канал секции. В зависимости от исполнения панели число перекрыш в панели может быть одна, две или их может не быть.
Ситовые рамы изготавливают из деревянных брусков. Рама брусками разделена на четыре ячейки. В них вставляют вкладыши, представляющие собой коробку с перфорированным дном. Боковины коробки не имеют отверстий и служат для защиты деревянных частей рамы от износа их очистителями. Вкладыши лапками вставляются в прорези поперечных брусков рамы. Очистители сит вставляют во вкладыши перед набивкой сит на мукомольном предприятии.
Поддоны ситовых рам сделаны в двух исполнениях: односкатные и двускатные. Односкатные поддоны имеют боковые окна с одной стороны, двускатные — с обеих. На нижней плоскости поддона закреплены угольники, служащие для фиксации поддона в секции шкафа, для выемки поддона с рамой из секции, а также для придания ему необходимой жесткости.
Дверь рассева состоит из корпуса, каркаса, перепускных коробок, стенок, перегородок, двух выпускных патрубков и прокладок, уплотняющих стыки элементов двери, между дверью и секцией шкафа. Корпус двери коробчатой формы выполнен из листового алюминиевого сплава. На боковинах каркаса установлены кронштейны для навешивания двери и осуществления поджатия ее к секции шкафа. На верхней стенке сделано полукруглое отверстие, окантованное уголком и прокладкой, предназначенное для обеспечения плотного прилегания двери к питателю, расположенному на крыше шкафа. Снизу имеются два выпускных отверстия.
Каркас служит для придания двери большей жесткости и крепления на ней съемных элементов двери. Каркас представляет собой раму, выполненную из уголка и трех поясов из швеллеров.
Наборы перепускных коробок и стенок, устанавливаемые в дверях, соответствуют определенным функциональным схемам. Они служат для формирования потоков различных фракций продукта, получающихся в результате просеивания на ситах в рассеве. Коробки и стенки любой двери взаимозаменяемы и могут быть установлены в качестве перепускных коробок и стенок внутри секции. Для уменьшения массы рассева большинство деталей дверей, каркасов, обшивки шкафа выполнены из алюминиевых сплавов.
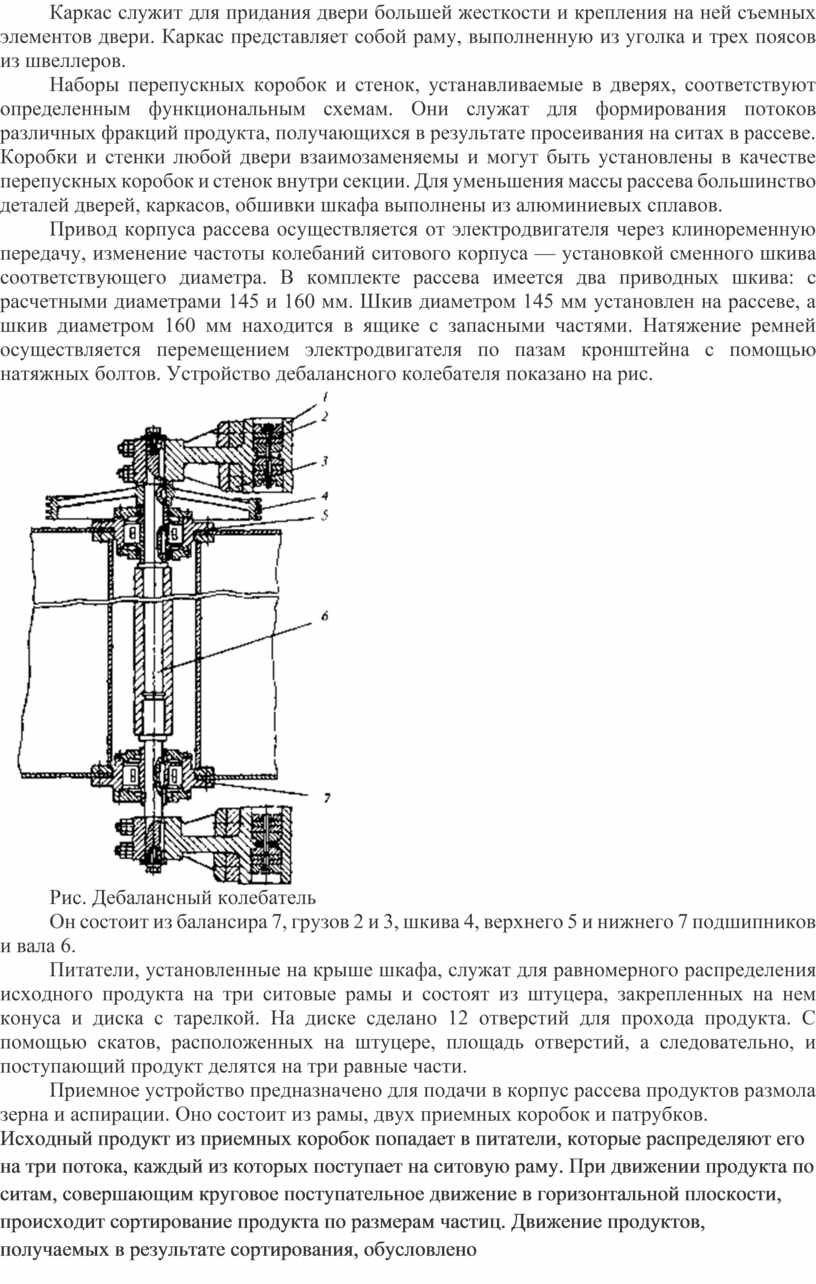
Привод корпуса рассева осуществляется от электродвигателя через клиноременную передачу, изменение частоты колебаний ситового корпуса — установкой сменного шкива соответствующего диаметра. В комплекте рассева имеется два приводных шкива: с расчетными диаметрами 145 и 160 мм. Шкив диаметром 145 мм установлен на рассеве, а шкив диаметром 160 мм находится в ящике с запасными частями. Натяжение ремней осуществляется перемещением электродвигателя по пазам кронштейна с помощью натяжных болтов. Устройство дебалансного колебателя показано на рис.
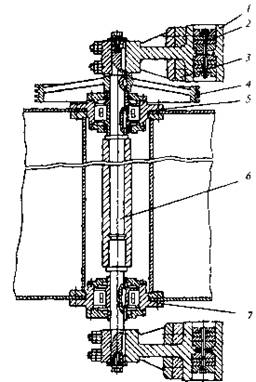
Рис. Дебалансный колебатель
Он состоит из балансира 7, грузов 2 и 3, шкива 4, верхнего 5 и нижнего 7 подшипников и вала 6.
Питатели, установленные на крыше шкафа, служат для равномерного распределения исходного продукта на три ситовые рамы и состоят из штуцера, закрепленных на нем конуса и диска с тарелкой. На диске сделано 12 отверстий для прохода продукта. С помощью скатов, расположенных на штуцере, площадь отверстий, а следовательно, и поступающий продукт делятся на три равные части.
Приемное устройство предназначено для подачи в корпус рассева продуктов размола зерна и аспирации. Оно состоит из рамы, двух приемных коробок и патрубков.
Исходный продукт из приемных коробок попадает в питатели, которые распределяют его на три потока, каждый из которых поступает на ситовую раму. При движении продукта по ситам, совершающим круговое поступательное движение в горизонтальной плоскости, происходит сортирование продукта по размерам частиц. Движение продуктов, получаемых в результате сортирования, обусловлено технологической схемой. Фракции продукта выводятся из корпуса через выпускные патрубки.
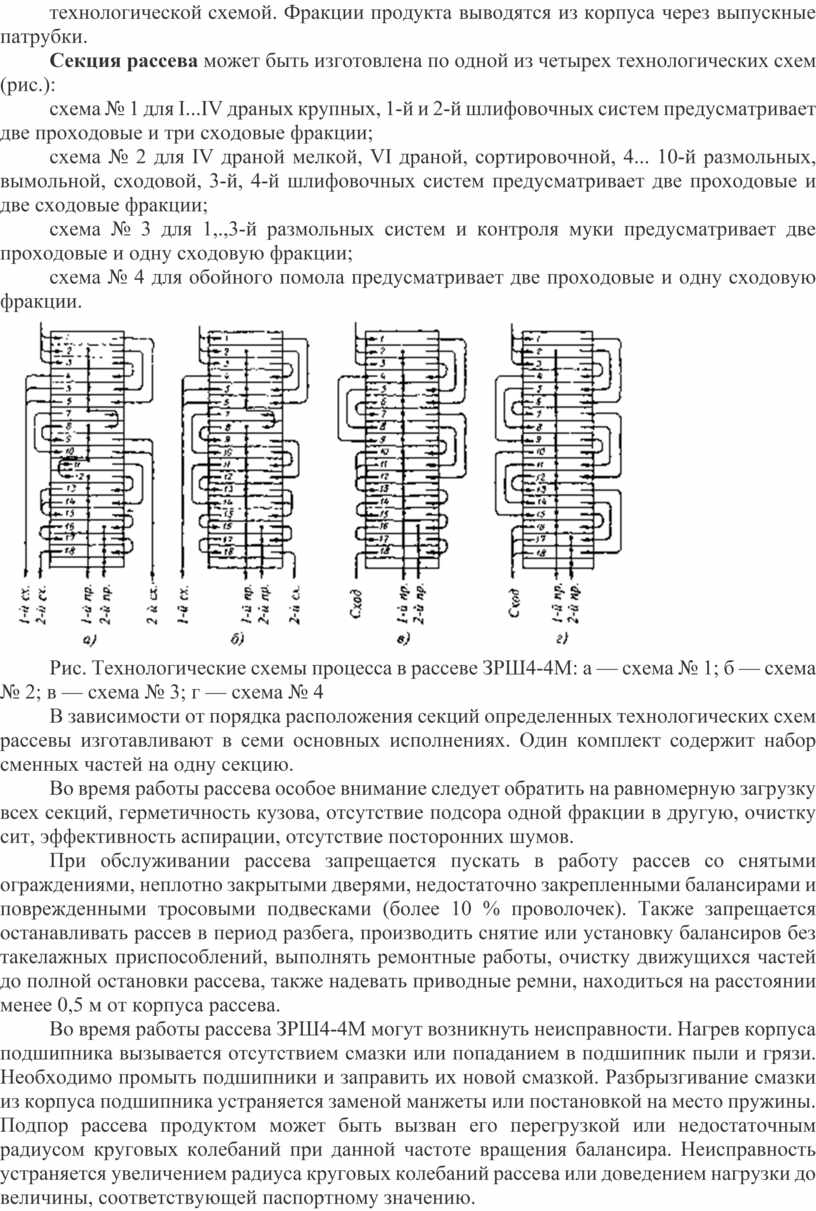
Секция рассева может быть изготовлена по одной из четырех технологических схем (рис.):
схема № 1 для I...IV драных крупных, 1-й и 2-й шлифовочных систем предусматривает две проходовые и три сходовые фракции;
схема № 2 для IV драной мелкой, VI драной, сортировочной, 4... 10-й размольных, вымольной, сходовой, 3-й, 4-й шлифовочных систем предусматривает две проходовые и две сходовые фракции;
схема № 3 для 1,.,3-й размольных систем и контроля муки предусматривает две проходовые и одну сходовую фракции;
схема № 4 для обойного помола предусматривает две проходовые и одну сходовую фракции.
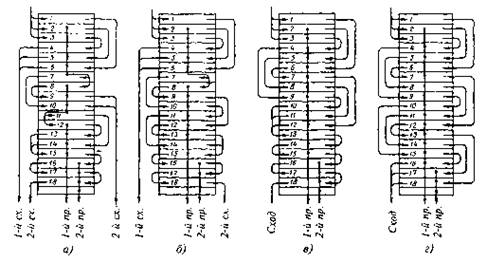
Рис. Технологические схемы процесса в рассеве ЗРШ4-4М: а — схема № 1; б — схема № 2; в — схема № 3; г — схема № 4
В зависимости от порядка расположения секций определенных технологических схем рассевы изготавливают в семи основных исполнениях. Один комплект содержит набор сменных частей на одну секцию.
Во время работы рассева особое внимание следует обратить на равномерную загрузку всех секций, герметичность кузова, отсутствие подсора одной фракции в другую, очистку сит, эффективность аспирации, отсутствие посторонних шумов.
При обслуживании рассева запрещается пускать в работу рассев со снятыми ограждениями, неплотно закрытыми дверями, недостаточно закрепленными балансирами и поврежденными тросовыми подвесками (более 10 % проволочек). Также запрещается останавливать рассев в период разбега, производить снятие или установку балансиров без такелажных приспособлений, выполнять ремонтные работы, очистку движущихся частей до полной остановки рассева, также надевать приводные ремни, находиться на расстоянии менее 0,5 м от корпуса рассева.
Во время работы рассева ЗРШ4-4М могут возникнуть неисправности. Нагрев корпуса подшипника вызывается отсутствием смазки или попаданием в подшипник пыли и грязи. Необходимо промыть подшипники и заправить их новой смазкой. Разбрызгивание смазки из корпуса подшипника устраняется заменой манжеты или постановкой на место пружины. Подпор рассева продуктом может быть вызван его перегрузкой или недостаточным радиусом круговых колебаний при данной частоте вращения балансира. Неисправность устраняется увеличением радиуса круговых колебаний рассева или доведением нагрузки до величины, соответствующей паспортному значению.
Наличие в сходах большого количества недосева вызывается перегрузкой рассева, износом очистителей, порывом сит, срывом прокладок. Необходимо снизить нагрузку, заменить изношенные очистители. Подсоры в проходовых фракциях устраняются заменой порванных сит новыми ситами. Чтобы избежать пыления рассева, необходимо обеспечить плотное прилегание дверей, улучшить аспирацию рассева. Возможен повышенный нагрев электродвигателя, вызванный его перегрузкой или витковым замыканием в обмотке. В этом случае устраняют перегрузку или заменяют электродвигатель.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.