

УДК 664.84
ПРОЕКТИРОВАНИЕ СИСТЕМ АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА ПЕРЦА ФАРШИРОВАННОГО ОВОЩАМИ
Машина Таиса Ивановна
преподаватель
taja_m.66@mail.ru
Степаненко Полина Юрьевна
обучающаяся
polina.koroleva8915@bk.ru
Мичуринский государственный аграрный университет
г. Мичуринск, Россия
Аннотация. В статье представлены результаты анализа технологического процесса и внедрения средств автоматизации при производстве фаршированного перца. Выбраны измеряемые и регулируемые параметры объектов систем автоматизации, локальные объекты и разработана функциональная схема. Проведен расчет технико-экономического обоснования себестоимости внедрения средств автоматизации на линии производства перца фаршированного овощами.
Ключевые слова: систем автоматизации производства; локальные объекты; функциональная схема.
Перерабатывающая и пищевая промышленность России является частью агропромышленного комплекса страны. Она осуществляет производство порядка 95% всего потребляемого в России производства. Консервная промышленность, одна из старейших отраслей пищевой промышленности, занимающаяся обработкой продуктов питания для предохранения их от порчи при длительном хранении.
В консервной промышленности в настоящее время применяется всё более совершенное оборудование, совершенствуется технология. Многие процессы производства давно перевелись на непрерывную схему, что позволяет механизировать отдельные операции и создавать поточные линии. Это служит основанием для комплексной автоматизации.
В данной работе рассмотрены вопросы проектирования систем автоматизации процесса производства фаршированного перца.
Технологический процесс обработки перца (рисунок 1.1) начинается с калибрования по размерам на тросовых или ленточных машинах (1). Далее перец моют на вентиляторной моечной машине (2) типа КМВ и передают на очистку типа М8123М, которая заключается в том, что у плода удаляют плодоножку с семенным гнездом (3). Эту операцию производят на машинах или вручную с помощью трубки, имеющей форму усеченного конуса.
После осмотра и калибровки на ленточной машине (4) типа А9-ККБ перец поступает в шпаритель (5) типа КТБ-400. Предварительная тепловая обработка заключается в том, чтобы размягчить растительную ткань, которая теряет хрупкость свежего сырья, не деформируется при последующем формировании и позволяет плотнее уложить фаршированные плоды в тару. Бланшированные плоды перца необходимо сразу же охладить водой для того, чтобы прекратить начинающееся разваривание плодов и обмягчить формирование, если оно производится вручную.
Подготовка компонентов фарша производится следующим образом.
У моркови и белых кореньев при очистке удаляют остатки ботвы и узкую часть корня. Это делается или вручную, или на полуавтоматических машинах. Далее механическим или химическим способом морковь очищают от кожицы.
Обжаривание, которое производят в горячо нагретом до 130-150°C растительном масле. Следующий компонент фарш и лук проходит те же операции, что и морковь, но на других машинах (7).
Подготовленные компоненты фарша дозируется в фаршемеситель (6) типа ДМП-150 и перемешиваются.
Фарширование перца производится на полуавтоматических фаршенабивных устройствах (8) типа 5831 с поршневым или шнековым нагнетателями. Фарш из сборного бункера (6) подается через насадку в подставляемый вручную плод.
Фаршированные плоды перца вручную или машинным способом укладываются в банки, куда после их санитарной обработки добавлена часть положенного по рецептуре томатного соуса. Далее банки направляются в закаточную машину (9) и после нее в ванну (10) для промывки от остатков пищевых на банке. После этого банки укладываются в специальные корзины и направляются в автоклав (11), где происходит стерилизация.
Исходя из результатов проведенного анализа технологических процессов, представленных в виде аппаратурно-технологической схемы, можно сделать вывод о том, что в системе следует предусмотреть целый ряд комплектов приборов и средств, которые требуются для эффективного слежения и управления всеми технологическими процессами по значениям соответствующих параметров. Это должно обеспечить оперативный контроль или регулирование технологических параметров, которые относятся к числу самых важных и определяющих объемы и качество вырабатываемой продуктов или готовой продукции.
К таким параметрам относятся: измерение давления пара в трубопроводе; контроль, регулирование уровнем воды в моечной машине (2), в сборнике(6); расходом воды, поступающей в моечную машину (2), температуры воды в шпарителе (5); расхода пара и воды поступающих в шпаритель (5); расход жаренного лука и моркови поступающих в сборник(6); управление пуск-остановка электроприводов используемого оборудования.
Приведенный выше анализ описанной технологической схемы показывает, что для обеспечения высокого технического уровня системы автоматизации следует учитывать наличие и виды локальных объектов автоматизации и особенности их приборной реализации. Как свидетельствует практика разработки и проектирования систем автоматизации технологических процессов пищевых производств, часто бывает затруднительно осуществить разделение автоматизируемых технологических процессов на строго типовые виды: механические, тепловые и теплообменные, массообменные (диффузионные) и т.д. Поэтому нередко приходится рассматривать реальные технологические процессы и объекты (оборудование) как некоторые комбинации из типовых процессов.
Вследствие этого представляет интерес рассматривать реальные технологические процессы с позиции входящих в них локальных объектов автоматизации. При этом под локальными объектами автоматизации будем понимать обобщенные виды объектов, для которых предусматривается разработка типовых локальных систем из комплектов технических средств для осуществления следующих видов автоматизации: автоматического измерения, контроля, авторегулирования или управления, защиты или синхронизации.
Далее для каждого локального объекта автоматизации можно в качестве основы использовать соответствующие типовые комплексы ПСА. Опираясь на практический опыт работы овощеконсервных заводов, при определении структуры системы автоматизации процессов подготовки и обработки перца были учтены требования к объему автоматизации в виде набора указанных локальных объектов автоматизации (по параметрам и видам оборудования).
Разработка схемы тесно связана с выбором и его обоснованием в отношении приборов и средств автоматизации (ПСА).
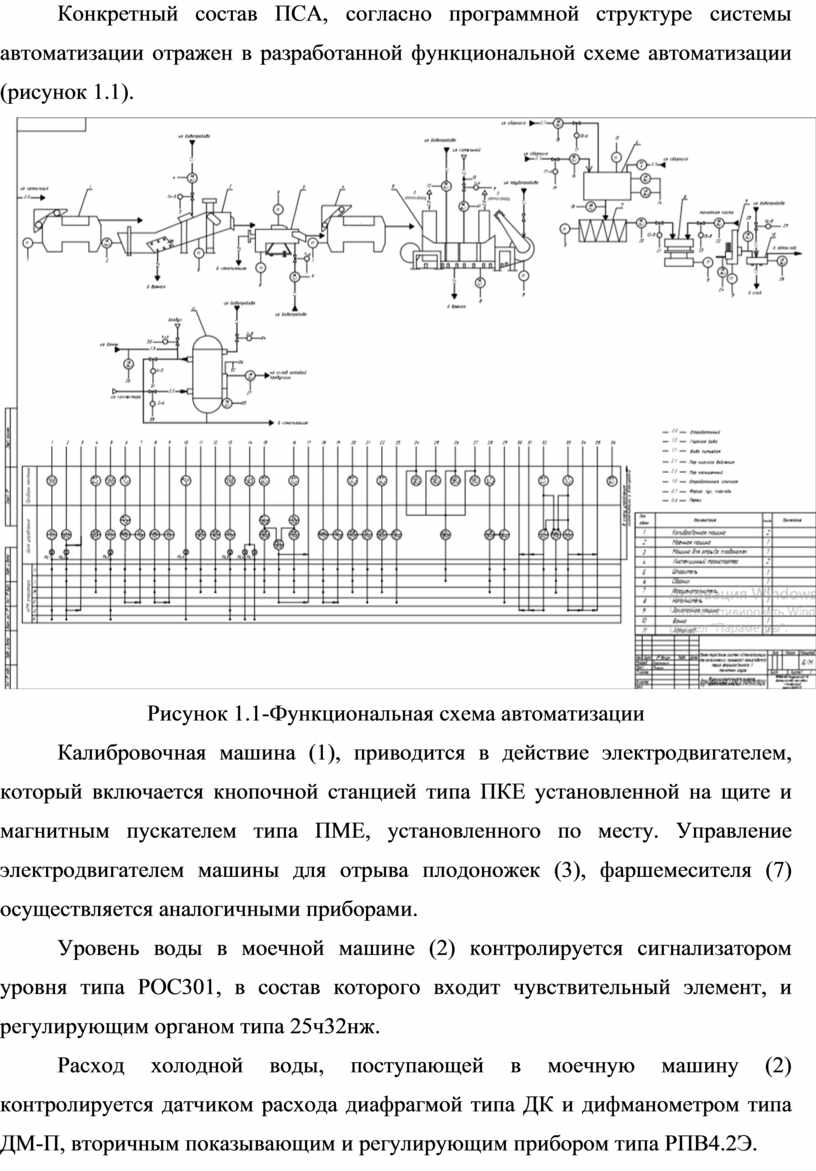
Конкретный состав ПСА, согласно программной структуре системы автоматизации отражен в разработанной функциональной схеме автоматизации (рисунок 1.1).
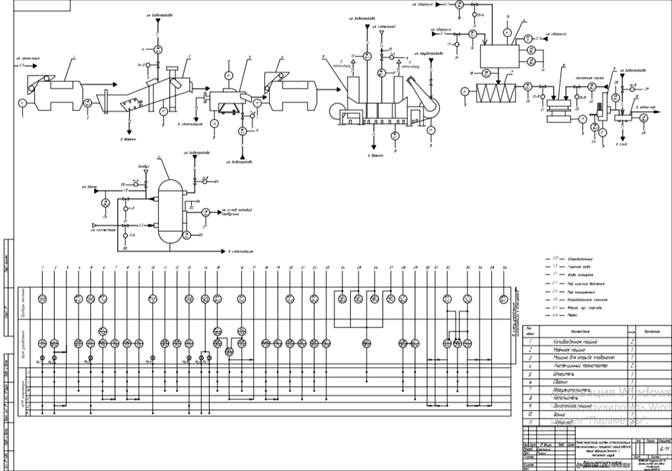
Рисунок 1.1-Функциональная схема автоматизации
Калибровочная машина (1), приводится в действие электродвигателем, который включается кнопочной станцией типа ПКЕ установленной на щите и магнитным пускателем типа ПМЕ, установленного по месту. Управление электродвигателем машины для отрыва плодоножек (3), фаршемесителя (7) осуществляется аналогичными приборами.
Уровень воды в моечной машине (2) контролируется сигнализатором уровня типа РОС301, в состав которого входит чувствительный элемент, и регулирующим органом типа 25ч32нж.
Расход холодной воды, поступающей в моечную машину (2) контролируется датчиком расхода диафрагмой типа ДК и дифманометром типа ДМ-П, вторичным показывающим и регулирующим прибором типа РПВ4.2Э.
Расход холодной воды, поступающей в машину для отрыва плодоножек (3) и в шпаритель (5), определяется ротаметр типа ИР-51. вторичным показывающим и регистрирующим прибором типа ПВ10.1Э, электропневматический преобразователь ЭПП – 63, панель управления ПП12.2, регулирующий орган 25ч32нж
Контроль температуры в шпарителе (5) регулируется и контролируется термопреобразователем сопротивления типа ТСМ-5071, вторичный прибор типа Диск-250, с регулирующим устройством, панель управления ПП12.2, мембранным исполнительным устройством ПОУ-М
Контроль давления пара в трубопроводе (5) осуществляется сигнализирующим манометром МП4.
Расход пара, поступающего в шпаритель (5), определяется пневматическим ротаметром типа РПЖ, вторичным прибором типа ПВ10.1Э
Соотношение расходов обжаренной моркови и лука в сборнике (6) осуществляется датчиком типа ИР-51, электропневматическим преобразователем типа ЭПП-63, вторичным прибором типа ПВ10.1Э, регулятором соотношения расходов типа ПРЗ.34 и регулирующего органа типа 25ч32нж.
Концентрация фарша определяется концентратометром кондуктометрического типа КК-3, вторичным прибором типа Диск-250, панелью управления ПП 12.2, регулирующим органом типа 25ч5П,.
Расход фарша и томатного соуса, поступающего в наполнитель (8), контролируется датчиком типа ИР-51, электропневматическим преобразователем типа ЭПП-63, вторичным прибором типа ПВ10.1Э, регулятором соотношения расходов типа ПР3.34 и регулирующими органом типа 25ч32нж.
Контроль счета банок, поступающих на закаточную машину (9), в ванну (10), в автоклавное отделение (11) и на склад готовой продукции осуществляется устройством типа СИ.
Уровень воды, поступающий в ванну (10) контролируется пьезометрическим методом в качестве датчика используется напоромер НС-П3 с; пневматическим выходным сигналом, вторичным прибором типа ПВ10.1Э, регулятором типа ПРЗ.31, клапаном типа 25ч30нж
Измерение температуры в автоклаве (11) осуществляется манометрическим датчиком типа ТДГ-11, программным регулятором типа ПРТ-2, регулирующие клапаны типа ПОУ, вторичным прибором типа РПВ 4.3Э
С внедрением средств автоматизации в технологических операциях сокращается ручной труд, повышается производительность и улучшение качества выпускаемой продукции.
На основании экономических расчетов сумма инвестиций составит 341718 руб., годовой экономический эффект 3699706,38 руб. Срок окупаемости инвестиций 0,1 лет. Исходя из вышеизложенного можно сделать вывод о технической возможности и экономической целесообразности проекта.
Список литературы:
1. Антипова, Л. В. Технология обработки сырья: мясо, молоко, рыба, овощи: учебное пособие для среднего профессионального образования / Л. В. Антипова, О. П. Дворянинова; под научной редакцией Л. В. Антиповой. — 2-е изд., перераб. и доп. — Москва: Издательство Юрайт, 2020. — 204 с.
2. Бородин, И. Ф. Автоматизация технологических процессов и системы автоматического управления: учебник для среднего профессионального образования/ И. Ф. Бородин, С. А. Андреев. — 2-е изд., испр. и доп. — Москва: Издательство Юрайт, 2020. — 386 с.
3. Виноградов, В. М. Автоматизация технологических процессов и производств. Введение в специальность: Учебное пособие / В. М. Виноградов, А. А. Черепахин. – М.: Форум, 2018. - 305с.
UDC 664.84
DESIGNING AUTOMATION SYSTEMS FOR THE PRODUCTION OF PEPPER STUFFED WITH VEGETABLES
T. I. Machina
teacher
taja_m.66@mail.ru
Stepanenko Polina Yuryevna
Student
polina.koroleva8915@bk.ru
Michurinsk State Agrarian University, Michurinsk, Russia
Annotation. The article presents the results of the analysis of the technological process and the introduction of automation tools in the production of stuffed peppers. The measured and adjustable parameters of automation system objects, local objects are selected and a functional scheme is developed. The calculation of the feasibility study of the cost of implementing automation tools on the production line of pepper stuffed with vegetables was carried out.
Keywords: automation systems, production, local facilities, functional scheme.
Скачано с www.znanio.ru
УДК 664.84 ПРОЕКТИРОВАНИЕ СИСТЕМ
Перерабатывающая и пищевая промышленность
У моркови и белых кореньев при очистке удаляют остатки ботвы и узкую часть корня

Приведенный выше анализ описанной технологической схемы показывает, что для обеспечения высокого технического уровня системы автоматизации следует учитывать наличие и виды локальных объектов автоматизации и особенности…
Конкретный состав ПСА, согласно программной структуре системы автоматизации отражен в разработанной функциональной схеме автоматизации (рисунок 1
Расход холодной воды, поступающей в машину для отрыва плодоножек (3) и в шпаритель (5) , определяется ротаметр типа
ПВ10.1Э, регулятором типа ПРЗ.31, клапаном типа 25ч30нж
UDC 664.84 DESIGNING AUTOMATION
© ООО «Знанио»
С вами с 2009 года.
![]()