Поделиться

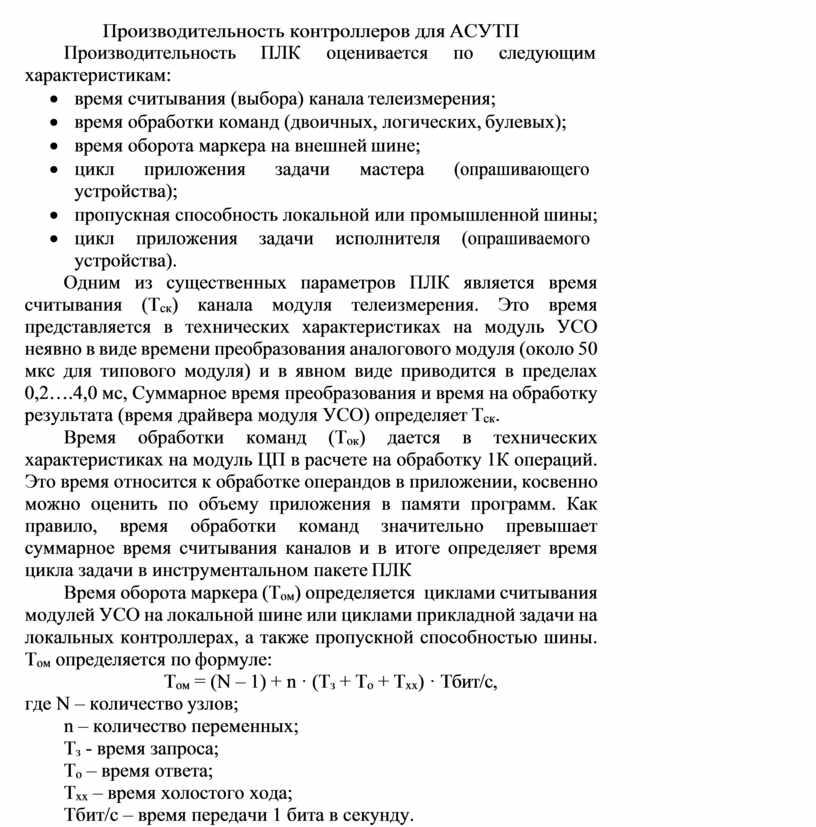
Производительность контроллеров для АСУТП
Производительность ПЛК оценивается по следующим характеристикам:
· время считывания (выбора) канала телеизмерения;
· время обработки команд (двоичных, логических, булевых);
· время оборота маркера на внешней шине;
· цикл приложения задачи мастера (опрашивающего устройства);
· пропускная способность локальной или промышленной шины;
· цикл приложения задачи исполнителя (опрашиваемого устройства).
Одним из существенных параметров ПЛК является время считывания (Тск) канала модуля телеизмерения. Это время представляется в технических характеристиках на модуль УСО неявно в виде времени преобразования аналогового модуля (около 50 мкс для типового модуля) и в явном виде приводится в пределах 0,2….4,0 мс, Суммарное время преобразования и время на обработку результата (время драйвера модуля УСО) определяет Тск.
Время обработки команд (Ток) дается в технических характеристиках на модуль ЦП в расчете на обработку 1К операций. Это время относится к обработке операндов в приложении, косвенно можно оценить по объему приложения в памяти программ. Как правило, время обработки команд значительно превышает суммарное время считывания каналов и в итоге определяет время цикла задачи в инструментальном пакете ПЛК
Время оборота маркера (Том) определяется циклами считывания модулей УСО на локальной шине или циклами прикладной задачи на локальных контроллерах, а также пропускной способностью шины. Том определяется по формуле:
Том = (N – 1) + n · (Tз + Tо + Tхх) · Tбит/с, где N – количество узлов;
n – количество переменных; Tз - время запроса;
Tо – время ответа;
Tхх – время холостого хода;
Tбит/с – время передачи 1 бита в секунду.
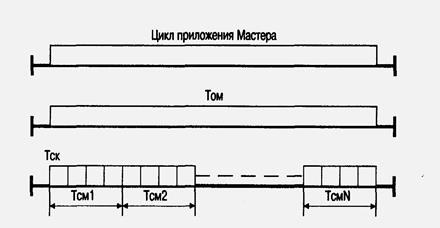 На рис.12.3 и
12.4 даны временные соотношения цикла приложения, Тск и Том,
(где Тск – время считывания канала; Том – время оборота
маркера; Тсм - время считывания модуля; Тсу – время
считывания узла) для опроса на промышленных шинах Modbus Plus и Profibus.
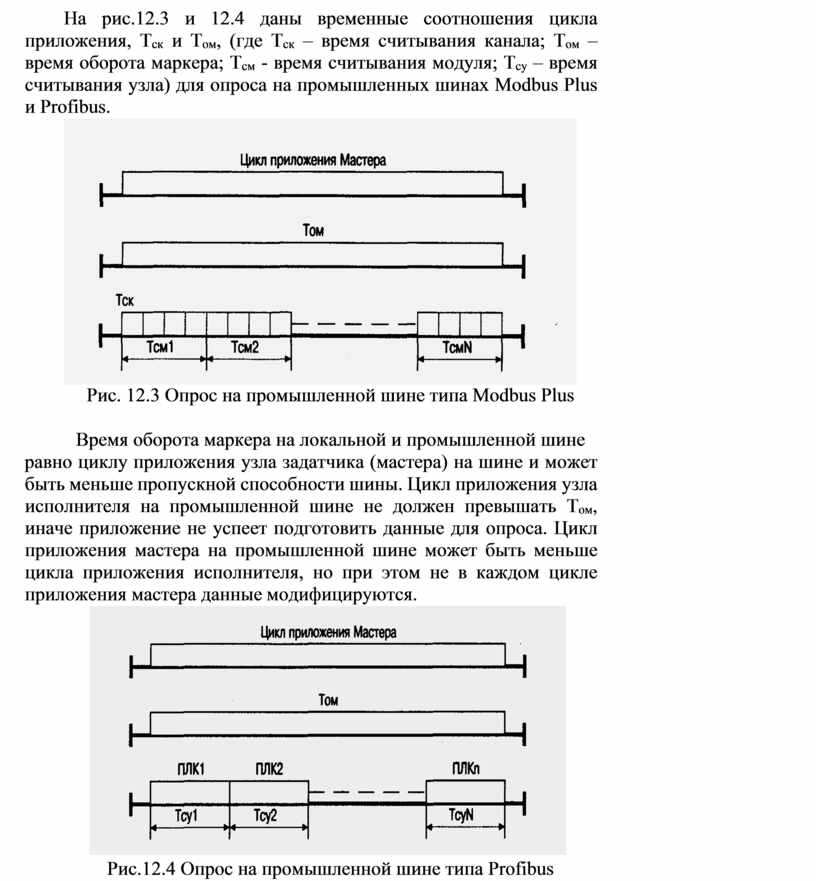
На рис.12.3 и
12.4 даны временные соотношения цикла приложения, Тск и Том,
(где Тск – время считывания канала; Том – время оборота
маркера; Тсм - время считывания модуля; Тсу – время
считывания узла) для опроса на промышленных шинах Modbus Plus и Profibus.
Рис. 12.3 Опрос на промышленной шине типа Modbus Plus Время оборота маркера на локальной и промышленной шине
равно циклу приложения узла задатчика (мастера) на шине и может быть меньше пропускной способности шины. Цикл приложения узла исполнителя на промышленной шине не должен превышать Том, иначе приложение не успеет подготовить данные для опроса. Цикл приложения мастера на промышленной шине может быть меньше цикла приложения исполнителя, но при этом не в каждом цикле приложения мастера данные модифицируются.
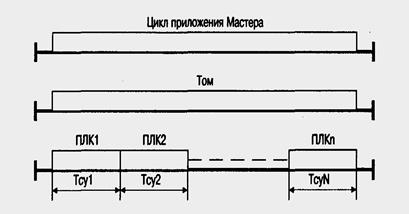
Рис.12.4 Опрос на промышленной шине типа Profibus
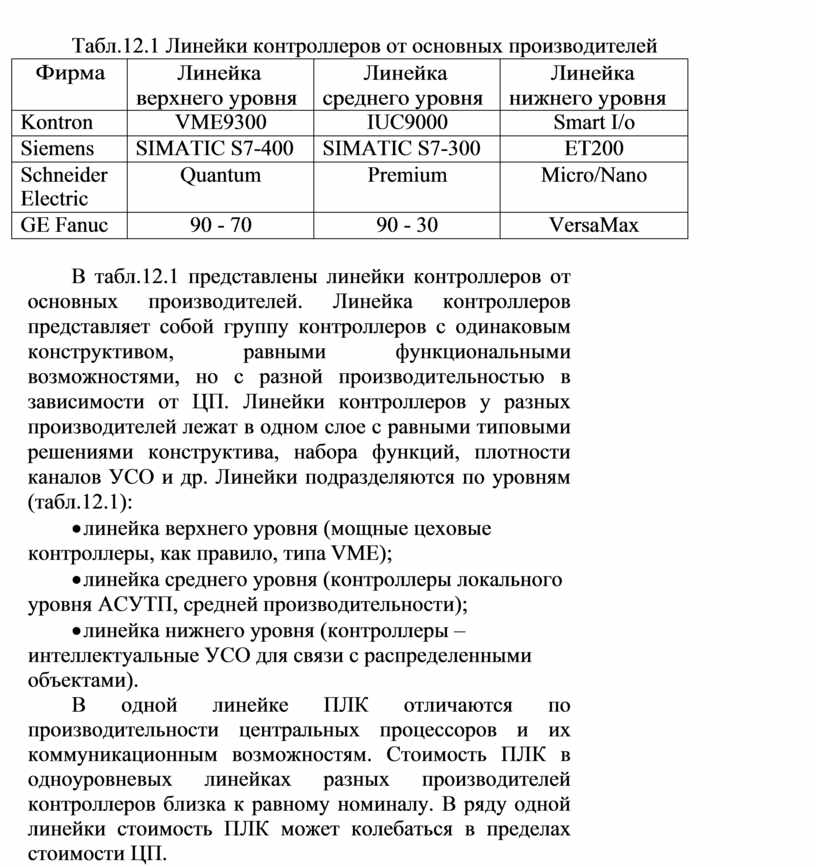
Табл.12.1 Линейки контроллеров от основных производителей
|
Фирма |
Линейка верхнего уровня |
Линейка среднего уровня |
Линейка нижнего уровня |
|
Kontron |
VME9300 |
IUC9000 |
Smart I/o |
|
Siemens |
SIMATIC S7-400 |
SIMATIC S7-300 |
ET200 |
|
Schneider Electric |
Quantum |
Premium |
Micro/Nano |
|
GE Fanuc |
90 - 70 |
90 - 30 |
VersaMax |
В табл.12.1 представлены линейки контроллеров от основных производителей. Линейка контроллеров представляет собой группу контроллеров с одинаковым конструктивом, равными функциональными возможностями, но с разной производительностью в зависимости от ЦП. Линейки контроллеров у разных производителей лежат в одном слое с равными типовыми решениями конструктива, набора функций, плотности каналов УСО и др. Линейки подразделяются по уровням (табл.12.1):
·линейка верхнего уровня (мощные цеховые контроллеры, как правило, типа VME);
·линейка среднего уровня (контроллеры локального уровня АСУТП, средней производительности);
·линейка нижнего уровня (контроллеры – интеллектуальные УСО для связи с распределенными объектами).
В одной линейке ПЛК отличаются по производительности центральных процессоров и их коммуникационным возможностям. Стоимость ПЛК в одноуровневых линейках разных производителей контроллеров близка к равному номиналу. В ряду одной линейки стоимость ПЛК может колебаться в пределах стоимости ЦП.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.