Поделиться

Производственный цикл
Календарная продолжительность протекания производственного процесса носит название производственного цикла. Следует различать длительность производственного цикла изготовления отдельных деталей, сборочных единиц и всего изделия в целом. Так как производство изделия может осуществляться рядом цехов, то длительность производственного цикла полного изготовления изделия по предприятию в целом можно расчленить на длительности циклов частичных процессов в цехах, на участках. Наконец, следует различить длительность производственного цикла одного предмета труда и некоторого совместно обрабатываемого числа одноименных предметов в виде серии изделий или партии деталей.
Длительность производственного цикла изготовления любого объекта складывается из времени:
1. непосредственного изготовления или сборки изделия;
2. вспомогательных процессов;
3. естественных процессов;
4. перерывов в протекании производственного процесса, к числу которых следует отнести перерывы, вызванные календарным режимом работы предприятия, пролеживанием предметов труда в ожидании последующих операций обработки, сборки, контроля, и простоя из-за неисправности оборудования, отсутствия нужных материалов, невыхода рабочего и т.д.
Длительность структурных составляющих производственного цикла зависит от факторов технического и организационного характера (таблица 4.1)
Важнейшим фактором, влияющим на величину производственного цикла изготовления или сборки изделия, является его конструкция. Сложность конструкции, размеры и вес изделия определяют трудоемкость ее изготовления, а от последней во многом зависит продолжительность производственного цикла. Кроме того, трудоемкость изготовления изделий, а значит, и длительность производственного цикла зависят от технологических факторов. Степень рациональности технологического процесса, совершенства
производственного оборудования, оснащенности технологического процесса разнообразными видами инструментов и приспособлений предопределяет время обработки или сборки изделия.
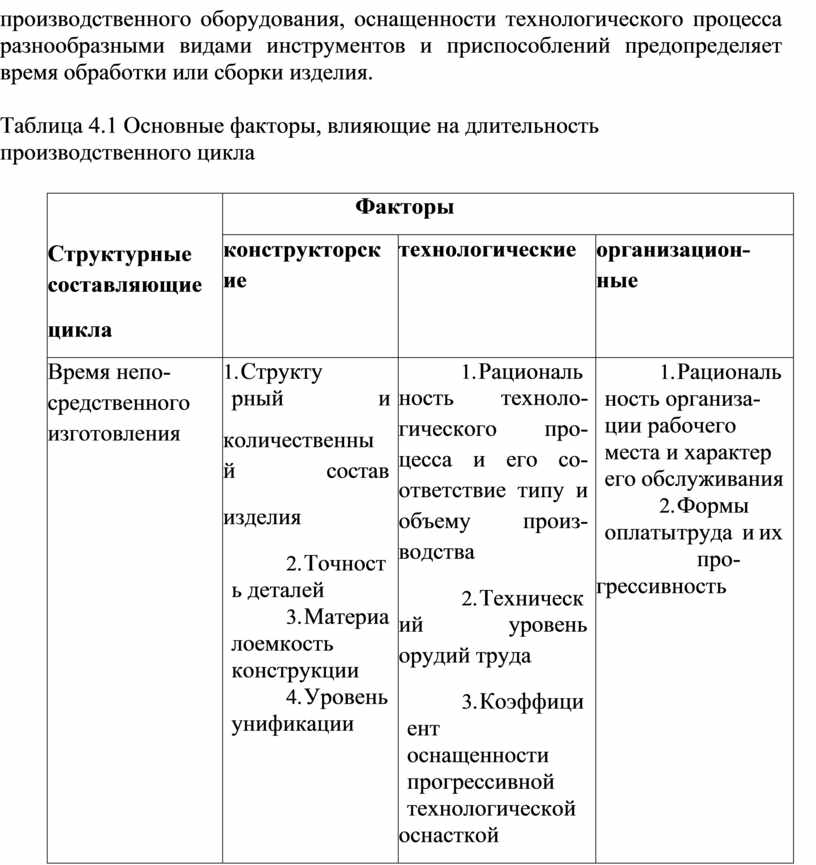
Таблица 4.1 Основные факторы, влияющие на длительность производственного цикла
|
Структурные составляющие цикла |
Факторы |
||
|
конструкторск ие |
технологические |
организацион- ные |
|
|
Время непо- средственного изготовления |
1. Структу рный и количественны й состав изделия 2. Точност ь деталей 3. Материа лоемкость конструкции 4. Уровень унификации |
1. Рациональ ность техноло- гического про- цесса и его со- ответствие типу и объему произ- водства 2. Техническ ий уровень орудий труда 3. Коэффици ент оснащенности прогрессивной технологической оснасткой |
1. Рациональ ность организа- ции рабочего места и характер его обслуживания 2. Формы оплаты труда и их про- грессивность |
|
Время вспомо- гательных про- цессов: техни- ческого кон- троля и др. |
1. Сложно сть деталей и требования, предъявляемые конструктором к их качеству 2. Состав изделия 3. Габарит ы и масса |
1. Рациональ ность техноло- гических про- цессов контроля 2. Техническ ий уровень кон- трольноизме- рительной аппа- ратуры и при- способлений |
Рациональн ость организации технологического контроля (охват контрольными операциями, раз- мещение кон- трольных точек и персонала и т.п.) |
|
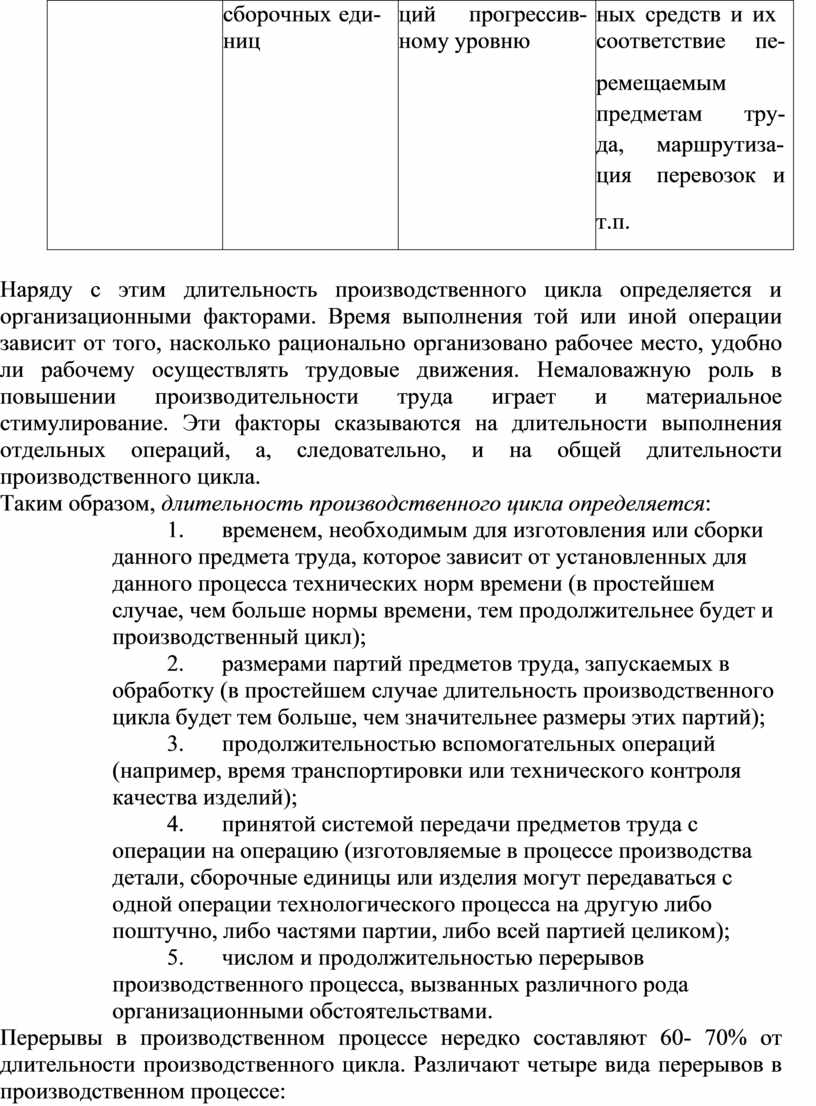
Время транс- портировки |
1. Габарит ы и масса 2. Число деталей и |
Соответстви е применяемых транспортных средств и опера- |
Рациональн ость организации транспорта, на- личие транспорт- |
|
|
сборочных еди- ниц |
ций прогрессив- ному уровню |
ных средств и их соответствие пе- ремещаемым предметам тру- да, маршрутиза- ция перевозок и т.п. |
Наряду с этим длительность производственного цикла определяется и организационными факторами. Время выполнения той или иной операции зависит от того, насколько рационально организовано рабочее место, удобно ли рабочему осуществлять трудовые движения. Немаловажную роль в повышении производительности труда играет и материальное стимулирование. Эти факторы сказываются на длительности выполнения отдельных операций, а, следовательно, и на общей длительности производственного цикла.
Таким образом, длительность производственного цикла определяется:
1. временем, необходимым для изготовления или сборки данного предмета труда, которое зависит от установленных для данного процесса технических норм времени (в простейшем случае, чем больше нормы времени, тем продолжительнее будет и производственный цикл);
2. размерами партий предметов труда, запускаемых в обработку (в простейшем случае длительность производственного цикла будет тем больше, чем значительнее размеры этих партий);
3. продолжительностью вспомогательных операций (например, время транспортировки или технического контроля качества изделий);
4. принятой системой передачи предметов труда с операции на операцию (изготовляемые в процессе производства детали, сборочные единицы или изделия могут передаваться с одной операции технологического процесса на другую либо поштучно, либо частями партии, либо всей партией целиком);
5. числом и продолжительностью перерывов производственного процесса, вызванных различного рода организационными обстоятельствами.
Перерывы в производственном процессе нередко составляют 60- 70% от длительности производственного цикла. Различают четыре вида перерывов в производственном процессе:
1.обусловленные режимом работы предприятия и зависящие от числа рабочих смен, длительности перерывов между ними, количества выходных и нерабочих дней. Очевидно, эти перерывы будут наименьшими при трехсменной работе и непрерывной рабочей неделе; 2.вызываемые занятостью оборудования, вследствие чего предметы труда пролеживают в ожидании освобождения орудий труда от выполнения других работ. Величина этих перерывов зависит не только от числа орудий труда, но и от организации производственных процессов, в частности от качества оперативно-календарного планирования и умелого построения графиков запуска изделий в обработку в соответствии с календарной загрузкой оборудования;
3. вызываемые неудовлетворительной организацией производства на данном предприятии. Плохая организация рабочих мест, несвоевременная подача материалов или инструмента, плохое качество технической документации или задержка в ее подготовке, недостатки ремонта – все это может привести к вынужденным перерывам в ходе работы и, следовательно, к увеличению длительности производственного цикла;
4. вызываемые случайными обстоятельствами (задержкой поступления материалов от поставщиков, авариями оборудования, браком деталей и т.д.).
Необходимо иметь в виду, что длительность производственного цикла всего изделия не является арифметической суммой времени циклов изготовления деталей и сборочных единиц, так как многие из них обрабатываются или собираются одновременно, т.е. параллельно.
При расчете продолжительности производственного цикла необходимо учитывать особенности движения предмета туда по операциям, существующим на предприятии. Обычно используется один из трех видов: последовательный, параллельный, параллельно- последовательный.
При последовательном движении обработка партии одноименных предметов труда на каждой последующей операции начинается лишь тогда, когда вся партия прошла обработку на предыдущей операции. Длительность цикла в данном случае имеет вид:
m
Тц (посл ) =
n å t i i =1
/ C i
(4.1),
где n– количество изделий, t–нормы времени по операциям, С-
число рабочих мест.
Например, календарное время изготовления партии из трех деталей (n = 3 шт.) при прогрессивной трудоемкости по отдельным
операциям t1=20мин.; t2=10мин.; t3=40мин.; t4=10мин.; t5=20мин.; количестве рабочих мест соответственно по каждой операции с1=2, с2=1, с3=4, с4=1, с5=2 составит:
Тпос= 3(20/2 + 10/1 + 40/4 + 10/1 + 20/2) = 150 мин.
Последовательное движение предметов труда отличается относительно простой организацией. Оно преобладает в производствах, где обрабатывается партиями небольшое количество одноименных предметов труда. Каждый отдельный предмет труда перед выполнением последующей операции задерживается (пролеживает) в ожидании всей партии в течение периода, существенно превышающего время, необходимое для непосредственного выполнения операции над этим предметом. В связи с этим увеличивается и общая календарная продолжительность прохождения партии предметов труда по всем операциям.
При параллельном движении передача предметов труда на последующую операцию осуществляется поштучно или транспортной партией сразу после обработки на предыдущей операции:
m
Тц (пар) =
på ti / Ci i=1
+ (n -
p)tmax
/ Cmax
(4.2),
где p – размер транспортной партии, шт.;
tmax
- время выполнения
наиболее продолжительной операции, мин.; Сmax– число рабочих мест на наиболее продолжительной операции.
При параллельном виде движения длительность производственного цикла значительно сокращается.
При параллельно-последовательном виде движения предметы труда передаются на последующую операцию по мере их обработки на предыдущей поштучно или транспортной партией, при этом время выполнения смежных операций частично совмещается так, чтобы партия изделий обрабатывалась на каждой операции без перерывов. В данном случае длительность производственного цикла определяется как разность между длительностью цикла при последовательном виде движения и суммарной экономией времени по сравнению с последовательным видом движения, за счет частичного перекрытия времени выполнения каждой пары смежных операций:
m m
Тц (пар - посл ) = nå ti / Ci - åt
(4.3)
i =1 i =1
Параллельно-последовательное движение предметов труда требует тщательной организации производственных процессов. При этом виде движения необходимо постоянно поддерживать на расчетном
уровне минимальные, но достаточные запасы предметов труда между операциями.
При расчете длительности производственного цикла
Тпц
учитываются лишь те затраты времени, которые не перекрываются временем технологических операций (например, затраты времени на контроль изделий). Перерывы, вызванные организационно- техническими неполадками при расчете плановой длительности производственного цикла не учитываются.
В интересах экономии оборотных средств, для ускорения их оборачиваемости нужно стремиться к сокращению длительности производственного цикла. Этого можно достичь:
· сокращением времени на основное производство;
· сокращением времени на вспомогательные процессы;
· сокращением времени на перерывы;
· применением отвечающей конкретным условиям производства системы движения предметов труда.
Сокращение длительности производственного цикла является важным источником всестороннего улучшения технико-экономических показателей работы любого предприятия и должно быть объектом самого серьезного внимания экономистов и руководителей предприятий.

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
