Поделиться

ФЕДЕРАЛЬНАЯ СЛУЖБА ИСПОЛНЕНИЯ НАКАЗАНИЙ
ФЕДЕРАЛЬНОЕ КАЗЕННОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ
УЧРЕЖДЕНИЕ №262 ФЕДЕРАЛЬНОЙ СЛУЖБЫ ИСПОЛНЕНИЯ НАКАЗАНИЙ
(ФКП образовательное учреждение № 262)
|
|
УТВЕРЖДАЮ Заместитель директора по учебно-производственной работе _______________ С.А. Борзенков «30» августа 2021г. |
РАБОЧАЯ ПРОГРАММА
производственной практики
|
Профессия: |
Сварщик ручной дуговой сварки плавящимся покрытым электродом
|
|
|
Квалификационный разряд: |
2 |
|
г. Кемерово
2021–2022
Рабочая программа производственной практики разработана на основе квалификационных требований, установленных ОППО для профессии Сварщик ручной дуговой сварки плавящимся покрытым электродом 2-го разряда
Разработчик:
Мастер производственного обучения Баландин Н.И.
Рассмотрено и одобрено на заседании методической комиссии ФКП образовательного учреждение 262 (протокол № 9 от «30» августа 2021 года).
![]()
Председатель методической комиссии О.Н. Попова
СОДЕРЖАНИЕ
|
|
стр.
|
|
|
1 |
ПАСПОРТ РАБОЧЕЙ ПРОГРАММЫ ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
|
4 |
|
2 |
СТРУКТУРА И СОДЕРЖАНИЕ ПРОГРАММЫ ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
|
6 |
|
3 |
условия реализации программы ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
|
10 |
|
4 |
Контроль и оценка результатов Освоения программы ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ |
12 |
1. паспорт рабочей ПРОГРАММЫ ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
1.1. Область применения программы производственной практики
Рабочая программа производственной практики является методическим обеспечением ОППО ФКП образовательного учреждения №262 по профессии Сварщик ручной дуговой сварки плавящимся покрытым электродом 2-го разряда
1.2. Место производственной практики в структуре основной программы профессионального обучения
Производственная практика входит в профессиональный цикл
1.3. Цели и задачи освоения рабочей программы производственной практики
При реализации ОППО по профессии Сварщик ручной дуговой сварки плавящимся покрытым электродом предусматривается прохождение производственной практики на профильном предприятии.
Промежуточная аттестация по итогам производственной практики проводится в форме дифференцированного зачета.
Цели освоения программы производственной практики
С целью освоения трудовых действий (выработки практических навыков путем совершенствования умений), в пределах квалификационных требований установленных ОППО для профессии Сварщик ручной дуговой сварки плавящимся покрытым электродом 2-го разряда обучающийся должен:
|
Трудовые действия |
|
|
ТД 1 |
Ознакомление с конструкторской и производственно-технологической документацией по сварке |
|
ТД 2 |
Подготовка и проверка сварочных материалов для РД |
|
ТД 3 |
Зачистка ручным или механизированным инструментом элементов конструкции (изделия, узлы, детали) под сварку |
|
ТД 4 |
Проверка оснащенности сварочного поста РД |
|
ТД 5 |
Проверка наличия заземления сварочного поста РД |
|
ТД 6 |
Проверка работоспособности и исправности сварочного оборудования |
|
ТД 7 |
Проверка работоспособности и исправности оборудования поста РД |
|
ТД 8 |
Настройка оборудования РД для выполнения сварки |
|
ТД 9 |
Сборка элементов конструкции (изделий, узлов, деталей) под сварку с применением сборочных приспособлений |
|
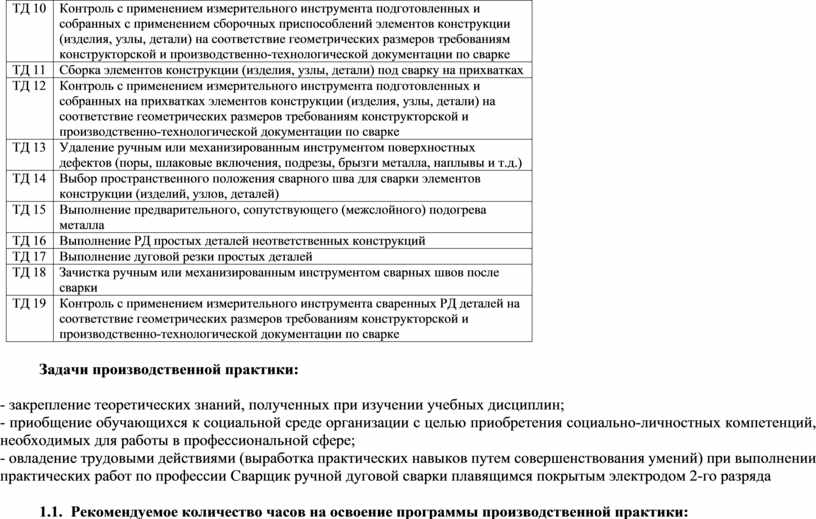
ТД 10 |
Контроль с применением измерительного инструмента подготовленных и собранных с применением сборочных приспособлений элементов конструкции (изделия, узлы, детали) на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке |
|
ТД 11 |
Сборка элементов конструкции (изделия, узлы, детали) под сварку на прихватках |
|
ТД 12 |
Контроль с применением измерительного инструмента подготовленных и собранных на прихватках элементов конструкции (изделия, узлы, детали) на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке |
|
ТД 13 |
Удаление ручным или механизированным инструментом поверхностных дефектов (поры, шлаковые включения, подрезы, брызги металла, наплывы и т.д.) |
|
ТД 14 |
Выбор пространственного положения сварного шва для сварки элементов конструкции (изделий, узлов, деталей) |
|
ТД 15 |
Выполнение предварительного, сопутствующего (межслойного) подогрева металла |
|
ТД 16 |
Выполнение РД простых деталей неответственных конструкций |
|
ТД 17 |
Выполнение дуговой резки простых деталей |
|
ТД 18 |
Зачистка ручным или механизированным инструментом сварных швов после сварки |
|
ТД 19 |
Контроль с применением измерительного инструмента сваренных РД деталей на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке |
Задачи производственной практики:
- закрепление теоретических знаний, полученных при изучении учебных дисциплин;
- приобщение обучающихся к социальной среде организации с целью приобретения социально-личностных компетенций, необходимых для работы в профессиональной сфере;
- овладение трудовыми действиями (выработка практических навыков путем совершенствования умений) при выполнении практических работ по профессии Сварщик ручной дуговой сварки плавящимся покрытым электродом 2-го разряда
1.4. Рекомендуемое количество часов на освоение программы производственной практики:
|
Обязательной учебной нагрузки обучающегося |
- 256 часов |
|
в том числе: |
|
|
- практические занятия (производственные работы) обучающихся |
- 240 часов |
|
- дифференцированный зачет по производственной практике |
- 8 часов |
|
- квалификационный экзамен (ПКР) |
- 8 часов |
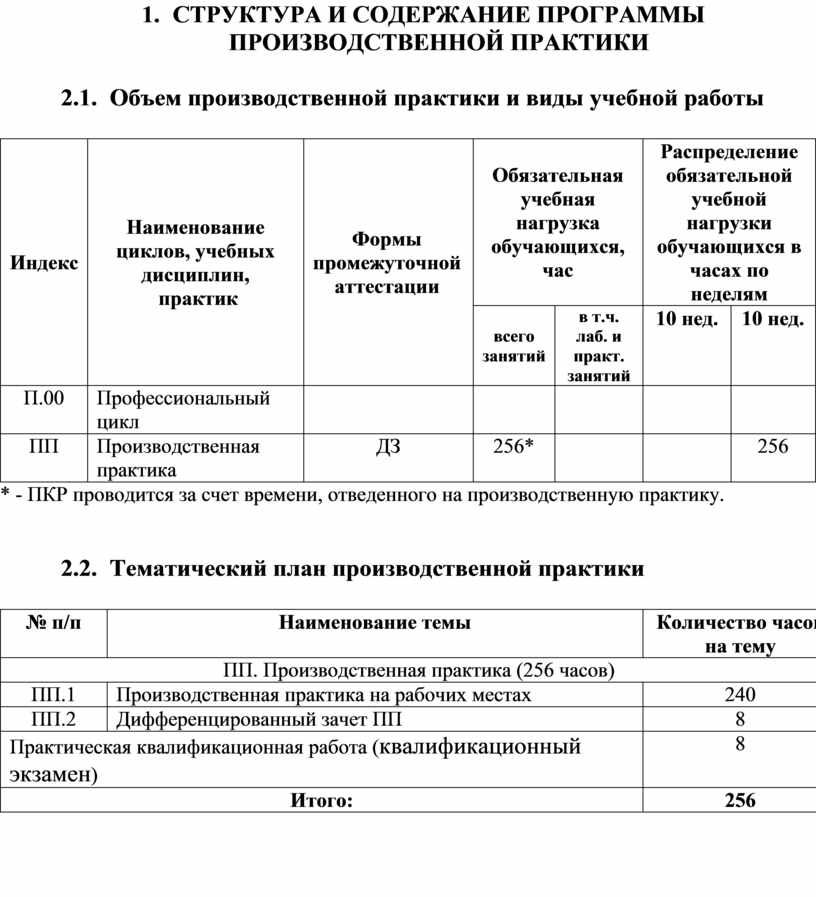
2. СТРУКТУРА И СОДЕРЖАНИЕ ПРОГРАММЫ ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
2.1. Объем производственной практики и виды учебной работы
|
Индекс |
Наименование циклов, учебных дисциплин, практик |
Формы промежуточной аттестации |
Обязательная учебная нагрузка обучающихся, час |
Распределение обязательной учебной нагрузки обучающихся в часах по неделям |
||
|
всего занятий |
в т.ч. лаб. и практ. занятий |
10 нед. |
10 нед. |
|||
|
П.00 |
Профессиональный цикл |
|
|
|
|
|
|
ПП |
Производственная практика |
ДЗ |
256* |
|
|
256 |
* - ПКР проводится за счет времени, отведенного на производственную практику.
2.2. Тематический план производственной практики
|
№ п/п |
Наименование темы |
Количество часов на тему |
|
ПП. Производственная практика (256 часов) |
||
|
ПП.1 |
Производственная практика на рабочих местах |
240 |
|
ПП.2 |
Дифференцированный зачет ПП |
8 |
|
Практическая квалификационная работа (квалификационный экзамен) |
8 |
|
|
Итого: |
256 |
|
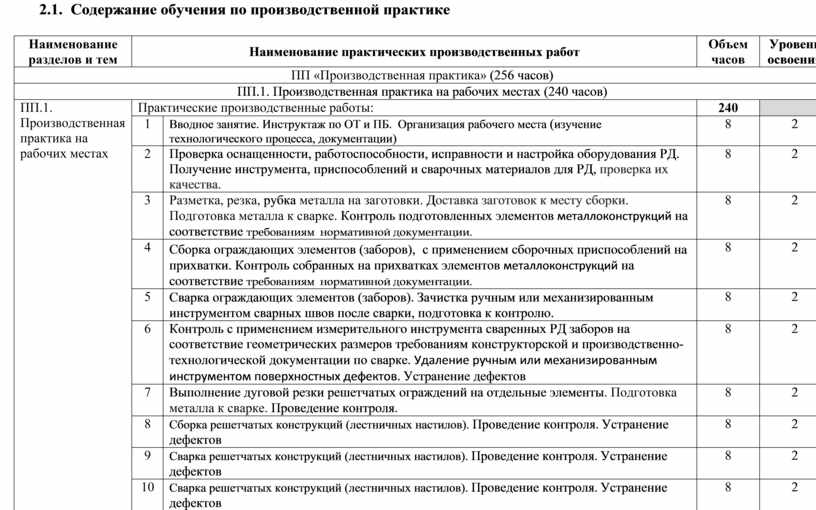
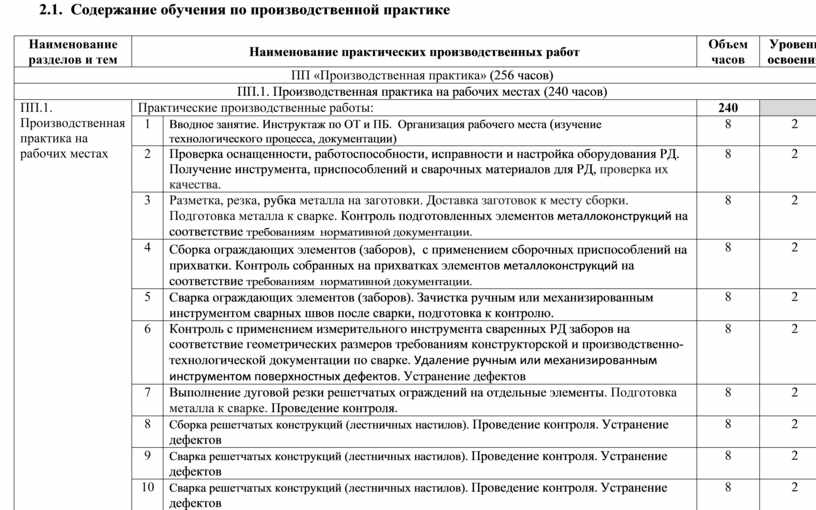
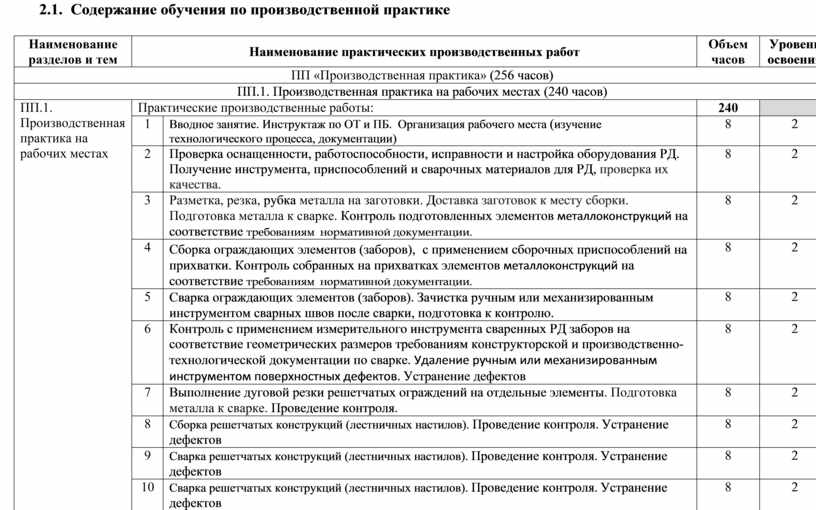
2.3. Содержание обучения по производственной практике
|
Наименование разделов и тем |
Наименование практических производственных работ |
Объем часов |
Уровень освоения |
||
|
ПП «Производственная практика» (256 часов) |
|||||
|
ПП.1. Производственная практика на рабочих местах (240 часов) |
|||||
|
ПП.1. Производственная практика на рабочих местах |
Практические производственные работы: |
240 |
|
||
|
1 |
Вводное занятие. Инструктаж по ОТ и ПБ. Организация рабочего места (изучение технологического процесса, документации) |
8 |
2 |
||
|
2 |
Проверка оснащенности, работоспособности, исправности и настройка оборудования РД. Получение инструмента, приспособлений и сварочных материалов для РД, проверка их качества. |
8 |
2 |
||
|
3 |
Разметка, резка, рубка металла на заготовки. Доставка заготовок к месту сборки. Подготовка металла к сварке. Контроль подготовленных элементов металлоконструкций на соответствие требованиям нормативной документации. |
8 |
2 |
||
|
4 |
Сборка ограждающих элементов (заборов), с применением сборочных приспособлений на прихватки. Контроль собранных на прихватках элементов металлоконструкций на соответствие требованиям нормативной документации. |
8 |
2 |
||
|
5 |
Сварка ограждающих элементов (заборов). Зачистка ручным или механизированным инструментом сварных швов после сварки, подготовка к контролю. |
8 |
2 |
||
|
6 |
Контроль с применением измерительного инструмента сваренных РД заборов на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке. Удаление ручным или механизированным инструментом поверхностных дефектов. Устранение дефектов |
8 |
2 |
||
|
7 |
Выполнение дуговой резки решетчатых ограждений на отдельные элементы. Подготовка металла к сварке. Проведение контроля. |
8 |
2 |
||
|
8 |
Сборка решетчатых конструкций (лестничных настилов). Проведение контроля. Устранение дефектов |
8 |
2 |
||
|
9 |
Сварка решетчатых конструкций (лестничных настилов). Проведение контроля. Устранение дефектов |
8 |
2 |
||
|
10 |
Сварка решетчатых конструкций (лестничных настилов). Проведение контроля. Устранение дефектов |
8 |
2 |
||
|
11 |
Разметка, рубка листовых элементов. Сборка из листовых элементов двутавровых балок с применением сборочных приспособлений на прихватки. Проведение контроля. |
8 |
2 |
||
|
12 |
Сборка из листовых элементов двутавровых балок с применением сборочных приспособлений на прихватки. Проведение контроля. Устранение дефектов |
8 |
2 |
||
|
13 |
Выполнение предварительного, сопутствующего (межслойного) подогрева металла. Зачистка сварных швов двутавровых балок после сварки. Проведение контроля. Удаление поверхностных дефектов. |
8 |
2 |
||
|
14 |
Выполнение предварительного, сопутствующего (межслойного) подогрева металла. Зачистка сварных швов двутавровых балок после сварки. Проведение контроля. Удаление поверхностных дефектов. |
8 |
2 |
||
|
15 |
Разметка, рубка металла. Доставка листовых элементов к месту сборки. Подготовка металла к сварке. |
8 |
2 |
||
|
16 |
Сборка деталей Т-образного профиля на прихватки. Контроль собранных на прихватки деталей. Устранение дефектов |
8 |
2 |
||
|
17 |
Сборка деталей Т-образного профиля на прихватки. Проведение контроля. Устранение дефектов |
8 |
2 |
||
|
18 |
Сварка деталей Т-образного профиля. Зачистка сварных швов после сварки. Проведение контроля. Устранение дефектов |
8 |
2 |
||
|
19 |
Сварка деталей Т-образного профиля. Зачистка сварных швов после сварки. Проведение контроля. Устранение дефектов |
8 |
2 |
||
|
20 |
Разметка, резка труб разного диаметра на заготовки. Подготовка и сборка трубных заготовок под сварку на прихватки. |
8 |
2 |
||
|
21 |
Подготовка и сборка трубных заготовок под сварку на прихватки. Проведение контроля. Устранение дефектов |
8 |
2 |
||
|
22 |
Выполнение дуговой резки решетчатого ограждения на отдельные элементы. Зачистка ручным или механизированным инструментом элементов детали (профильная труба). |
8 |
2 |
||
|
23 |
Выполнение дуговой резки решетчатого ограждения на отдельные элементы (профильная труба). Зачистка ручным или механизированным инструментом. Подготовка металла к сварке. |
8 |
2 |
||
|
24 |
Сборка и сварка секций забора. |
8 |
2 |
||
|
25 |
Сборка и сварка секции забора. Проведение контроля. Устранение дефектов |
8 |
2 |
||
|
26 |
Разметка, резка фасонного профиля (уголок, швеллер) на заготовки, Доставка заготовок к месту сборки. Подготовка металла к сварке |
8 |
2 |
||
|
27 |
Сборка и сварка рядовых узлов (корпуса теплиц). Проведение контроля. Устранение дефектов |
8 |
2 |
||
|
28 |
Сборка и сварка корпусов теплиц. Проведение контроля. Устранение дефектов |
8 |
2 |
||
|
29 |
Сборка и сварка рядовых узлов (корпуса теплиц) и рам теплиц. Проведение контроля. Устранение дефектов |
8 |
2 |
||
|
30 |
Контроль с применением измерительного инструмента сваренных РД деталей на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке |
8 |
2 |
||
|
ПП.2. Дифференцированный зачет ПП (8 часов) |
8 |
|
|||
|
ПП.2. Дифференцированный зачет ПП |
31 |
Дифференцированный зачет по производственной практике |
8 |
3 |
|
|
Практическая квалификационная работа (квалификационный экзамен) (8 часов) |
8 |
|
|||
|
ПКР |
32 |
Практические квалификационные работы |
8 |
3 |
|
|
Итого |
256 |
|
|||
Для характеристики уровня освоения учебного материала используются следующие обозначения:
1 – ознакомительный (узнавание ранее изученных объектов, свойств);
2 – репродуктивный (выполнение деятельности по образцу, инструкции или под руководством);
3 – поисковый (планирование и самостоятельное выполнение деятельности, решение проблемных задач).
3. условия реализации программы ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
3.1. Требования к минимальному материально - техническому обеспечению
Рабочая программа производственной практики реализуется на рабочих местах базового предприятия ФКУ ИК-5.
Оборудование и технологическое оснащение рабочих мест предприятия:
- оборудование и приспособления основных цехов; - оборудование и приспособления ремонтного участка, гаража, котельной предприятия учреждения; - комплект контрольно-измерительного инструмента; - комплект ручного технологического инструмента; - электрифицированное оборудование; - комплект средств индивидуальной защиты.
3.2. Общие требования к обеспечению производственной практики
Обязательным условием допуска к производственной практике в рамках ОППО является освоение умений в период прохождения учебной практики и получение первичных профессиональных навыков.
По окончании программы производственной практики, обучающиеся должны сдать дифференцированный зачет, выполнив проверочную работу, с целью проверки сформированности у них трудовых действий в пределах квалификационных требований , установленных ОППО по профессии Сварщик ручной дуговой сварки плавящимся покрытым электродом 2-го разряда.
3.3. Информационное обеспечение обучения
Перечень рекомендуемых учебных изданий, дополнительной литературы
Основные источники:
1. Овчинников В.В. Подготовительно - сварочные работы: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. - М.; Издательский центр «Академия»,– 192с.
2. Маслов Б.Г. Производство сварных конструкций: учебник для студ. учреждений сред. проф. образования / Б.Г. Маслов, А.П. Выборнов. – 7-е изд., стер. – М.: Издательский центр «Академия»,– 288с.
3. Овчинников В.В. Охрана труда при производстве сварочных работ: учеб. пособие / В.В. Овчинников. – 5-е изд., стер. – М.: Издательский центр «Академия»,– 64с. – (Сварщик).
4. Овчинников В.В. Контроль качества сварных соединений: учебник для студ. учреждений сред. проф. образования / В.В. Овчинников. – 5-е изд., стер. – М.: Издательский центр «Академия»,– 208с.
5. Овчинников В. В.Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях : учебник для студ. учреждений сред.проф. образования / В.В.Овчинников. — 2-е изд., стер.— М.: Издательский центр «Академия»,— 304 с.
6. Лялякин В.П. Наплавка металлов : учебник для студ. учреждений сред, проф. образования / В. П. Лялякин, Д. Б. Слинко. — М. : Издательский центр «Академия», — 192 с.
Дополнительные источники:
1. Лихачёв В.Л. Электродуговая сварка. Пособие для сварщиков и специалистов сварочного производства. - М.: СОЛОН-Пресс, 2006. - 640 с.: ил. – (серия «Ремонт», выпуск 91).
2. Макиенко Н.И. Общий курс слесарного дела: учебник для учреждений НПО / Н.И. Макиенко. – 8-е изд., Стереотип. – М.: 2002 – 1984 – 334 с.: ил.,
3. Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования/ О.Н. Куликов, Е.И.Ролин.-6-е изд., стер.-М.: Изд. центр «Академия», 2009.- 176 с.
4. Чебан В.А. Сварочные работы. - Изд. 6-е. - Ростов н/Д: Феникс. 2009. – 416 с.: ил. (Начальное профессиональное образование).
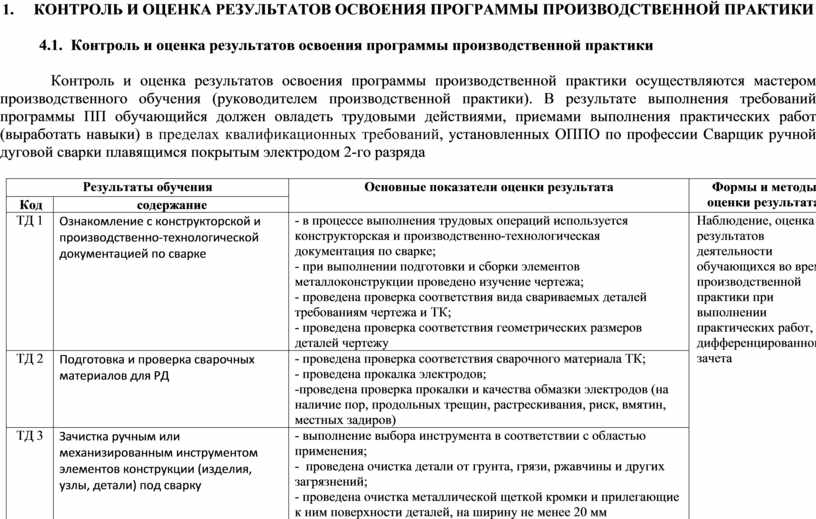
4. Контроль и оценка результатов освоения программы ПРОИЗВОДСТВЕННОЙ ПРАКТИКИ
4.1. Контроль и оценка результатов освоения программы производственной практики
|
Результаты обучения |
Основные показатели оценки результата |
Формы и методы оценки результата |
|
|
Код |
содержание |
||
|
ТД 1 |
Ознакомление с конструкторской и производственно-технологической документацией по сварке |
- в процессе выполнения трудовых операций используется конструкторская и производственно-технологическая документация по сварке; - при выполнении подготовки и сборки элементов металлоконструкции проведено изучение чертежа; - проведена проверка соответствия вида свариваемых деталей требованиям чертежа и ТК; - проведена проверка соответствия геометрических размеров деталей чертежу |
Наблюдение, оценка результатов деятельности обучающихся во время производственной практики при выполнении практических работ, дифференцированного зачета
|
|
ТД 2 |
Подготовка и проверка сварочных материалов для РД |
- проведена проверка соответствия сварочного материала ТК; - проведена прокалка электродов; -проведена проверка прокалки и качества обмазки электродов (на наличие пор, продольных трещин, растрескивания, риск, вмятин, местных задиров) |
|
|
ТД 3 |
Зачистка ручным или механизированным инструментом элементов конструкции (изделия, узлы, детали) под сварку |
- выполнение выбора инструмента в соответствии с областью применения; - проведена очистка детали от грунта, грязи, ржавчины и других загрязнений; - проведена очистка металлической щеткой кромки и прилегающие к ним поверхности деталей, на ширину не менее 20 мм |
|
|
ТД 4 |
Проверка оснащенности сварочного поста РД |
- проведена проверка оснащенности сварочного поста РД |
Наблюдение, оценка результатов деятельности обучающихся во время производственной практики при выполнении практических работ, дифференцированного зачета
|
|
ТД 5 |
Проверка наличия заземления сварочного поста РД |
- проведена проверка наличия заземления сварочного поста РД |
|
|
ТД 6 |
Проверка работоспособности и исправности сварочного оборудования |
- проведена проверка работоспособности и исправности сварочного оборудования в помещениях цеха, участка. |
|
|
ТД 7 |
Проверка работоспособности и исправности оборудования поста РД |
- проведена проверка работоспособности и исправности оборудования поста для сварки РД - проведена проверка оснащенности сварочного поста РД инструментом согласно ТК |
|
|
ТД 8 |
Настройка оборудования РД для выполнения сварки |
- проведена настройка режимов сварки; - выполнение, для проверки режимов, предварительной сварки на технологической платине |
|
|
ТД 9 |
Сборка элементов конструкции (изделий, узлов, деталей) под сварку с применением сборочных приспособлений |
- проведена проверка геометрических параметров подготовки кромок деталей под сварку - проведена проверка состояния свариваемых кромок деталей на наличие трещин, надрывов, забоин, задиров фасок глубиной более 0,2S - сборка образца осуществлена на сварочном столе с применением сборочных приспособлений |
|
|
ТД 10 |
Контроль с применением измерительного инструмента подготовленных и собранных с применением сборочных приспособлений элементов конструкции (изделия, узлы, детали) на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке |
- проводился контроль собранных в сборочных приспособлениях элементов конструкции (изделия, узлы, детали) с применением измерительного инструмента
|
|
|
ТД 11 |
Сборка элементов конструкции (изделия, узлы, детали) под сварку на прихватках |
- прихватки выполнены тем же способом, что и основной шов, - количество прихваток зависит от длины шва, отступив от края 10-15 мм, длиной не менее 50 мм - высота прихватки не менее 3 мм - прихватки выполнены с полным проваром (в дальнейшем должны быть переплавлены при наложении шва); - перед сваркой прихватки очищены от шлака и брызг, проконтролированы визуальным осмотром. - сварочные материалы и режимы сварки выбраны как для основного слоя шва |
Наблюдение, оценка результатов деятельности обучающихся во время производственной практики при выполнении практических работ, дифференцированного зачета
|
|
ТД 12 |
Контроль с применением измерительного инструмента подготовленных и собранных на прихватках элементов конструкции (изделия, узлы, детали) на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке |
- проведена проверка соответствия размеров и расположения прихваток требованиям технологической карты - проведена проверка качества сборки и качество прихваток |
|
|
ТД 13 |
Удаление ручным или механизированным инструментом поверхностных дефектов (поры, шлаковые включения, подрезы, брызги металла, наплывы и т.д.) |
- соблюдены требования ОТ; - произведено удаление существующих поверхностных дефектов - при удалении дефекта не нарушаются геометрические размеры элементов конструкции (изделия, узлы, детали) |
|
|
ТД 14 |
Выбор пространственного положения сварного шва для сварки элементов конструкции (изделий, узлов, деталей) |
- проведена установка элементов конструкции (изделий, узлов, деталей) в требуемом ТК пространственном положении сварного шва для сварки - проведено закрепление собранной заготовки в приспособлении - проведена проверка надежности крепления |
|
|
ТД 15 |
Выполнение предварительного, сопутствующего (межслойного) подогрева металла |
- владение техникой предварительного, сопутствующего (межслойного) подогрева металла в соответствии с требованиями производственно-технологической документации по сварке |
|
|
ТД 16 |
Выполнение РД простых деталей неответственных конструкций |
- зажигание дуги производилось на основном металле - количество слоев соответствует требованиям ТК - производилась послойная зачистка швов - последовательность наложения швов при сварке не нарушена - в случае обнаружения поверхностных дефектов производилось удаление ручным или механизированным инструментом поверхностных дефектов (поры, шлаковые включения, подрезы, брызги металла, наплывы и т.д.) - последовательность выполнения операций не нарушена |
Наблюдение, оценка результатов деятельности обучающихся во время производственной практики при выполнении практических работ, дифференцированного зачета
|
|
ТД 17 |
Выполнение дуговой резки простых деталей |
- резка произведена в соответствии с чертежом - в полном объеме проводился контроль деталей после реза - контроль проводился с применением измерительных инструментов указанных в ТК - геометрические размеры деталей после реза соответствуют чертежу и ТК |
|
|
ТД 18 |
Зачистка ручным или механизированным инструментом сварных швов после сварки |
- при зачистке ручным или механизированным инструментом сварных швов после сварки или при удалении дефекта не нарушаются геометрические размеры сварного шва |
|
|
ТД 19 |
Контроль с применением измерительного инструмента сваренных РД деталей на соответствие геометрических размеров требованиям конструкторской и производственно-технологической документации по сварке |
- проведена зачистка прилегающей поверхности сварного шва на ширину не менее 20 мм - в полном объеме проведена зачистка прилегающей поверхности сварного шва - проводился контроль сваренных РД деталей - контроль проводился с применение измерительных инструментов указанных в ТК - геометрические размеры сваренных РД деталей соответствуют чертежу и ТК |
|
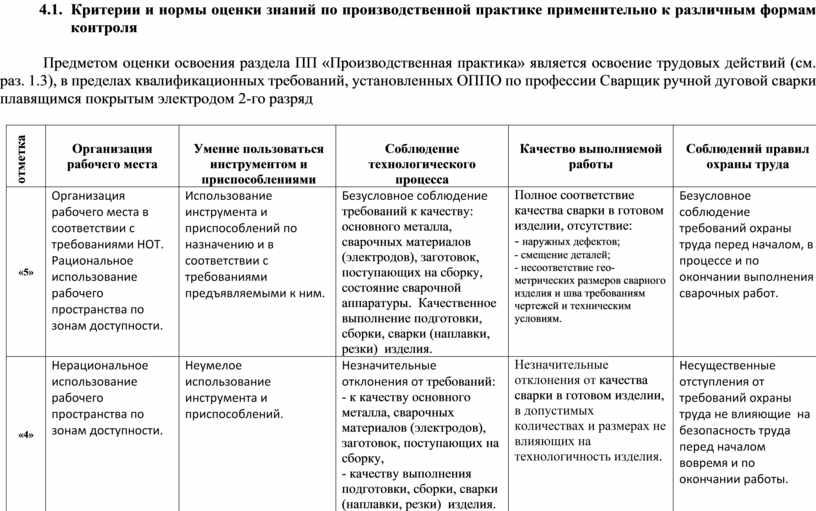
4.2. Критерии и нормы оценки знаний по производственной практике применительно к различным формам контроля
Предметом оценки освоения раздела ПП «Производственная практика» является освоение трудовых действий (см. раз. 1.3), в пределах квалификационных требований, установленных ОППО по профессии Сварщик ручной дуговой сварки плавящимся покрытым электродом 2-го разряд
|
отметка |
Организация рабочего места |
Умение пользоваться инструментом и приспособлениями |
Соблюдение технологического процесса |
Качество выполняемой работы |
Соблюдений правил охраны труда |
|
«5» |
Организация рабочего места в соответствии с требованиями НОТ. Рациональное использование рабочего пространства по зонам доступности. |
Использование инструмента и приспособлений по назначению и в соответствии с требованиями предъявляемыми к ним. |
Безусловное соблюдение требований к качеству: основного металла, сварочных материалов (электродов), заготовок, поступающих на сборку, состояние сварочной аппаратуры. Качественное выполнение подготовки, сборки, сварки (наплавки, резки) изделия. |
Полное соответствие качества сварки в готовом изделии, отсутствие: - наружных дефектов; - смещение деталей; - несоответствие геометрических размеров сварного изделия и шва требованиям чертежей и техническим условиям. |
Безусловное соблюдение требований охраны труда перед началом, в процессе и по окончании выполнения сварочных работ. |
|
«4» |
Нерациональное использование рабочего пространства по зонам доступности. |
Неумелое использование инструмента и приспособлений. |
Незначительные отклонения от требований: - к качеству основного металла, сварочных материалов (электродов), заготовок, поступающих на сборку, - качеству выполнения подготовки, сборки, сварки (наплавки, резки) изделия. |
Незначительные отклонения от качества сварки в готовом изделии, в допустимых количествах и размерах не влияющих на технологичность изделия.
|
Несущественные отступления от требований охраны труда не влияющие на безопасность труда перед началом вовремя и по окончании работы. |
|
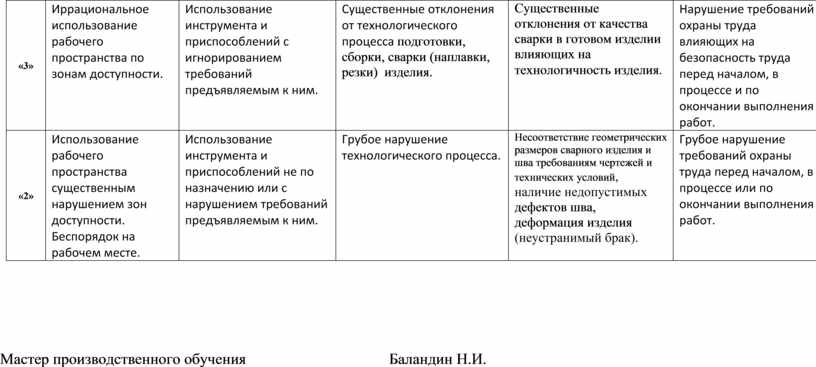
«3» |
Иррациональное использование рабочего пространства по зонам доступности. |
Использование инструмента и приспособлений с игнорированием требований предъявляемым к ним. |
Существенные отклонения от технологического процесса подготовки, сборки, сварки (наплавки, резки) изделия. |
Существенные отклонения от качества сварки в готовом изделии влияющих на технологичность изделия. |
Нарушение требований охраны труда влияющих на безопасность труда перед началом, в процессе и по окончании выполнения работ. |
|
«2» |
Использование рабочего пространства существенным нарушением зон доступности. Беспорядок на рабочем месте. |
Использование инструмента и приспособлений не по назначению или с нарушением требований предъявляемым к ним. |
Грубое нарушение технологического процесса.
|
Несоответствие геометрических размеров сварного изделия и шва требованиям чертежей и технических условий, наличие недопустимых дефектов шва, деформация изделия (неустранимый брак). |
Грубое нарушение требований охраны труда перед началом, в процессе или по окончании выполнения работ. |
Мастер производственного обучения Баландин Н.И.
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.