Поделиться

Creation of a New Design of a System for Feeding raw Cotton to a Cylinder
S.Kh. Fayziev, Kh.K. Rakhimov
Abstract: This article provides an analysis of the study of a regulated technological process for preparing raw cotton and its components for storage. The regulation of the measures taken to preserve the quality of cotton products is given. The results of theoretical studies of heat-mass exchange issues are presented with the aim of analyzing the possibility of intensifying the uniformity of heating and drying of raw cotton. Based on the analysis and research, new methods of drying raw cotton and its components using high-frequency waves, which are new innovative technologies, are proposed.
Keywords: heat, mass, cotton seeds, hot air, cylinder, drying, convection, transmission, screwdriver, cleaning workshop, temperature, shovels, feeder, variety.
One of the issues in the economic development program in our country is the requirement of time to increase the production efficiency, production of high-quality fiber and its sale on the world market. High quality cotton fiber depends on the technical requirements of the production process. Especially during the drying of cotton in processing plants, it is important to reduce and retain moisture. Dryers based on heat dissipation are widely used today for drying cotton. In recent years, drying cylinders have been commonly used in the form of liquid or gaseous fuels. Efficient and economical use of the combustible heat generated by using automated theoretical cotton wetting systems can save fuel and produce high-quality fiber. Consequently, with the creation of a new automated transmission design for a cotton swab cylinder, it is possible to ensure that the cotton seeds from the top of the cylinder are not stacked together and that heat is transferred efficiently. And it is important to launch it in production.
To accelerate the implementation of modern scientific achievements and promising innovative technologies that will increase the share of import demand and export products in the production structure of Uzbekistan, as well as their development to more fully meet the needs of medium and long-term consumers in high-quality products and reduced training costs.
In the long run, the development of light industry is one of the key priorities. This is especially true for textile and light industry products and technologies, which are always sectors that encourage innovation.
|
Revised Manuscript Received on November 15, 2019 Sirojiddin Khayot ugli Fayziev - PhD Student of Department “Machines and equipment of light industry” of Bukhara Engineering Technological Institute, Bukhara, Uzbekistan. Khakim Karimovich Rakhimov - Assistant of Department “Technology and Fabric Design” of Bukhara Engineering Technological Institute, Bukhara, Uzbekistan.
|
Deep processing of agricultural products, the construction of new processing facilities and the reconstruction of existing, equipped with the most modern high-tech equipment for the production of semi-finished products, contribute to further economic development and improving the well-being of our people. One of the issues in the economic development program in our country is the requirement of time to increase the production efficiency, production of high-quality fiber and its sale on the world market. High quality cotton fiber depends on the technical requirements of the production process.
Especially during the drying of cotton in processing plants, it is important to reduce and retain moisture. Dryers based on heat dissipation are widely used today for drying cotton. In recent years, drying cylinders have been commonly used in the form of liquid or gaseous fuels.
Efficient and economical use of the combustible heat generated by using automated theoretical cotton wetting systems can save fuel and produce high-quality fiber.
At the same time, a wide range of measures is being taken to develop high-tech equipment and technologies that improve the consumption characteristics of the main types of cotton products and allow high-tech processing of raw materials.
In this regard, including raw materials produced at cotton processing enterprises, maintaining the quantity and quality of cotton products, creating technologies and technologies to reduce the consumption of raw materials and energy.
In this regard, the creation of a scientific basis for changing the laws of thermal and physical parameters of cotton and its components, justification of the speed and uniformity of the construction of cotton fiber and cotton seeds in unsteady heat and mass transfer processes, new cotton wool technologies that ensure competitive production of competitive quality.
One of the important tasks is to conduct targeted research in areas such as technology development.
As mentioned above, the drying process in cylinder dryers is mainly due to the use of high-temperature coolant. At the same time, due to uneven drying, the moisture content in the fiber is below the norm established in the Regulation for Cotton Processing Technology (PDKI-02-03) (5.5%).
It is known that the initial processing process requires a decrease in the moisture content of cotton seeds from 1-2 varieties to 8% and low varieties by 9% due to the deterioration of the cleaning process of cotton seeds with excessive moisture due to the high adhesion of fibers with
dirty impurities. which leads to a decrease in cleaning efficiency. For each process of excess moisture, an increase in fiber defects and impurities increases to 0.7-1.0%. When the moisture content in cotton seeds is 8–9%, fiber production increases the cleaning efficiency, improves the coating process and provides the calculation of the number of defects and impurities in accordance with UZST 604-2001.
We repeat that the excess of dried fiber loses its valuable natural properties, becomes brittle and brittle, worsens the natural, physico-mechanical, spinning and performance properties of fibers and their products, increases the number of defects and impurities in the fiber. This is confirmed by a number of work done.
Thus, an analysis of the literature shows that the efficiency of the drying process in cylinder dryers can be achieved by applying high temperatures, although such parameters of the drying agent are not recommended in order to preserve the natural properties of the fiber.
The cotton industry currently uses cylinder dryers 2SB-10 and SBO. 2SB-10 cylinder dryer, cylinder and pusher includes. The dryer cylinder with a diameter of 3200 mm and a length of 10000 mm is made of steel sheet with a thickness of 2 mm. On the inside there are twelve parts of the shovel that move and rotate the cotton. Bushes with a height of 500 mm are arranged radially and provide stable operation of the dryer during rotation of the cylinder with a frequency of 10 rev/ min and the cylinder up to 30%. Inside the cylinder there is a suspension grid of 3000 mm long with a front wall 6000 mm long; They are attached to the side wall of the cylinder using a crusher, and the mesh increases the time of the seed cylinders under the influence of a drying agent, which helps to reduce the heat consumption for drying.
Specialists of «Paxtasanoatilm» AJ and «Paxta tozalash bo’yicha SKB» OAJ developed a cylinder dryer with an SBO cleaning section. In an SBO dryer, the cotton seeds are cleaned of fine dirt by drying the cotton. By its design, unlike 2SB-10, during the last three meters of the process, the periphery of the dryer is made of steel sheet with holes and attached to a sealed chamber. In the section where cotton seeds fall from the blades, a tubular tube is attached to the chamber wall above the cylinder. Air blown out of shovels spits cotton on the opposite side. This will speed up the release of dirty impurities. Efficiency of insignificant filtration processing reaches 40%.
The main disadvantages of the 2SB-10 and SBO cylinder dryers are their low humidity and drying temperature (up to 2800C). Consequently, at high humidity (above 17%), drying occurs either at low productivity or when doubled.
The analysis shows that the inner shovels of the 2SB-10 and SBO cylinder dryers are unevenly distributed over the size of the drying chamber of the cotton cylinder. Often, cotton seeds fall into large plates that do not have enough heat, that is, only the outer layers of the pile are dried, and the moisture exchange process slows down.
The most effective effect of the drying agent on the drop zone. If the drying time of the material is about 6 minutes, the washing time of the shovel is only 1.2-1.5 minutes.
This means that the drying process can be accelerated by increasing the surface of the falling cotton seeds and the effect of a drying agent on it.
G.V. Bonnikov, A.I. Uldyakov, R.P. Nikitin, A.V. Korsukova, G.P. Hamburg, A.P. Parpiev, M.R. Rakhmonov, M.S.Sodikov, A. Kayumov, A.Z. Mamatov, M. Gapparov made a study.
It was found that the drying process can be accelerated by spraying a drying agent onto the cotton seed layer over the last three meters of the cylinder length due to the movement of the material.
G.P. Hamburg studied the drying process of cotton seeds in a radial cylinder dryer. Scientists have found that the drying process of cotton seeds with a temperature of 100-1300C can be accelerated by rational transfer of cotton seeds to cotton seeds at a speed of more than 30 m / s.
G.V. Bannikov did a great job of improving the design of a cylinder dryer for cotton seeds. The geometric parameters, diameter and inner cylinder, as well as the rotational speed were determined. Proposals were made for the production of cylinder dryers 2SB-10.
This study concludes that the requirements of raw cotton dryers for the heat required by the coolant are driven by a cylinder dryer that transports cotton seeds.
A.P. Parpiev learned to speed up the drying process of cotton in convective dryers. One of the main factors affecting the drying speed is the internal design parameters of the cylinder, which are determined by the fact that the goal of the cotton recess and uniform distribution of the cylinder section is to use the maximum drying power for drying.
It was found that the drying of cotton seeds in a cylinder dryer was very low - 11%, and its value can be increased by 25%, increasing the process by 2.5 times.
Thus, an analysis of previous studies of the cylinder dryer shows that the yield of dried cotton seeds is wet, and the other key characteristics that characterize the performance of the dryer are the temperature at which the cotton is in the drying chamber with three degrees of vibration. Carrier cost and recharge ratio are directly related.
For existing 2SB-10 and SBO dryers, the dehumidifier consumes between 15-25,000 m3 / h and dries quickly on the cylinder, which requires an artificial stop.
A study of the hanging grids installed on the 2SB-10 dryer shows that the cotton seeds are unevenly distributed across sectors, often forming large lumps on the grid, which increases the rotational movement of the cotton seeds.
In this work, an SBT dryer was proposed, consisting of a dry cylinder divided into 3 independent sections with integrated vanes. The idea, put into this design by the author, is that the time spent drying the cotton seeds increases due to the maximum use of the dryer and the reduction of the fall.
However, due to frequent blockages, refilling of the SBT dryer design was not widespread. This takes the time required for the cotton to remain in the cylinder dryer.
M. Gapparova studied the influence of temperature on fiber quality indicators. When the fibers are heated to 700C, yellow spots appear on the surface, reducing the color and appearance of the fiber.
It is recommended to dry the cotton seeds at mild temperatures or up to 1600 C to ensure drying.
V.A. Kayumov developed a mathematical model for drying cotton seeds in several cylinder dryers based on experimental studies in a production environment. A drying procedure is proposed depending on the initial moisture content of cotton seeds. However, the drying defects in the cylinder dryer remained unchanged.
Some researchers have tried to speed up the drying process by adding vibratory procedures. These results are not widely used in practice due to insufficient drying speed.
In the case of A.V. Korsukova, the conditions and possibilities for accelerating the convective drying of cotton seeds by wind at high temperatures and humidity in a drying agent are indicated. Experiments have shown that the use of a desiccant with a high moisture content (40 g / kg or more) can accelerate the process only at temperatures above 1500S.
These recommendations are widely used because of the complexity of the drying agent and the risk of fire, and also because of a decrease in fiber quality.
To increase the drying efficiency, R.P. Nikitin and T.D.Koldibaev proposed an improved dryer in which moisture absorption can be achieved by maintaining the length of the drying cylinder by connecting the heated flange to cotton and transferring heat from infrared radiation. To introduce the cylinder flange, the 2SB-10 dryer is surrounded by a heat-shielding chamber and is transferred from the heat generator to the drying agent. The drying agent used in the chamber is then transferred to the drying cylinder [1].
It was found that heat transfer from the heated flange to the cotton seeds increases the moisture content.
However, due to lack of drying, high heat carrier temperature, high energy consumption, insufficient infrared radiation efficiency, fire risk and deterioration of fiber quality, an improved dryer was not introduced.
A. Usmankulov study of analytical solutions of heat and mass transfer processes, laws of distribution of heat and mass according to various criteria and the theory of evaporation of heat and moisture in a layer.
The study showed that drying heaps of cotton with a spatula to reduce the mass of cotton in the cylinder can be achieved by optimizing the rotation speed of the cylinder by ensuring that some of the raised vanes fall from the bulk of the cotton and transfer the remainder to the falling vanes. Fine the cylinder also has an air chamber, and the surface is surrounded by a protective layer. However, the proposed method has many disadvantages:
- additional hot air can cause the mass of cotton to accumulate in the front of the cylinder as a result of lower heat pressure in the tube of the main heating agent;
- the holes of the grid colony are filled with impurities of a complex additional pipeline as a result of air traffic;
- also increases the load on the supports and their failure at the recommended optimal speed of 13 rev/ min of the drying cylinder.
When investigating the causes of poor operation of the drying unit of the cleaning department, it was found that the set temperature of the dryer does not provide the required moisture absorption. At a temperature of 1850S, the heat distributor lost only 2% moisture to 13.7% of raw cotton.
In the case of dryers, they must maintain a temperature of 110 ... 1200S. Consequently, the processing of raw materials at the plant was carried out by means of double sequential drying effects, which led to a fire due to the use and consumption of high heating temperatures, which caused significant damage to the plant.
Analysis of the drying farm showed that the heat inside the heat generator burned out and that the gas fell into the passage. A spark plug (water flow rate of 10 liters per hour) is installed at the bottom to prevent a fire when passing gas in front of the dryer. Water is poured onto the bottom of the heat generator (transfer chamber). Evaporation of water leads to an increase in the shelf life of moisture by a drying agent on the cylinder, which reduces the drying ability. In addition, spacer and oval perforated railings are installed to increase the efficiency of sparks. The spark grill and reinforced grill create additional resistance, which leads to insufficient heat transfer to the grill, reducing the drying effect.
To prevent cotton from entering the trash dryer, a PSI swivel was installed and a device was proposed that directly passes wet cotton to the front of the cylinder. All of the above works were performed, aerodynamic measurements were carried out, and the necessary air flow was determined.
Humidity is evenly distributed if the current procedure is a one-time drying of raw cotton. The difference may be 4% or more.
Uneven drying negatively affects the cleaning of cotton raw materials, which leads to an increase in the waste content in the fiber.
With double sequential drying, the absolute humidity is several times equal. However, most of the raw cotton (up to 38%) is dehydrated, which leads to a loss in fiber quality: cracks are damaged, the fibers break, twist and their strength decreases. In addition, this can lead to overheating of the seeds, causing severe stress and local degradation of the contents.
In the subsequent drying stages of the cotton under the influence of double-coating heat, this can lead to the formation of fibers, especially during subsequent processing, especially when frying.
This type of defect is eliminated by cleaning the fiber. Thus, the drying process of the S-4727 2nd cotton wool machine with an initial moisture content of 10.7% and pollution of 10.6% is carried out in the cleaning shop of the 2SB-10 plant. Heat carriers (1 cylinder) 1600C and 1150C in a cylinder 2 dryers. Total moisture absorption was 3.3%. Reducing humidity to 7.4% allows you to get fibers containing 2.6% of defects and waste mixtures, half of which are harmful to the textile industry. In addition, the double thermal drying process will result in additional fuel consumption.
As a working hypothesis for solving existing problems, the use of the properties of cotton fiber to increase its resistance to temperature changes has a similar effect on moisture loss. Laboratory studies in this area can increase the efficiency of cleaning cotton fiber by reducing the temperature of the fiber by increasing its elasticity.
When processing with raw materials (POX 56-84), the fiber layer usually has a temperature of 80 ... 900S and must be cleaned. According to a study in a ginner, increasing the temperature of the fiber can impair cotton cleaning. This is explained by an increase in temperature and increased humidity, which reduces the elasticity of cleaning raw cotton. [2,3]
In addition, raw cotton is used for a certain amount of heat, which was not used in modern drying technology.
The proposed technology reduces the temperature of the fibrous layer through cold (atmospheric) air treatment of raw cotton. This can be easily done after the heat treatment of existing dryers in the cotton plant's cleaning department.
At the first stage of the drying process of raw cotton raw materials at a temperature of 18.103 ....... 20.103 m3 / h, the cotton is dried to 7 ... 8%, and then it is transferred to the second cylinder on 24.103 ... 30.103 m3 / h, cold (atmospheric) air is transferred.
At the same time, the temperature of the fiber layer decreases to 16 ... 300 C (depending on the ambient temperature). In addition, during cold air, 1.0% to 1.5% additional drying occurs due to cooling of the raw cotton. The latter causes uniform wetting of the fiber layer, and also increases the cleaning efficiency. Cooling cotton seeds relieves stress on the cotton. This reduces fiber formation during subsequent cotton processing.
It was proposed to introduce this technology in the processing of the existing 8 varietal cotton raw materials from Bukhara. For example, drying is carried out on a coolant with a temperature of 1300S, with a current humidity of 10.5% and contamination of 10.8%. The moisture content of the raw material after drying decreased to 8.1%.
The moisture content in the raw materials when using cold air (+ 100S) was 7.5%, and the temperature of the fiber layer was 180S.
The cleaning efficiency of this batch of raw cotton was 92%, which eliminated 2.5% of defects and waste. This is less than 0.1% of GOST. At the same time, porosity decreased by 0.6%.
Technology developed using mock-ups was delivered to cotton mills. During the rehearsal, the author controls the cotton dryer, the correct mode and quality of the products. As a result of the designer's control, 90% of the fiber, consisting of defects and wastes in the GOST calculations, with estimated shortcomings of 3% -0.1 ... 0.2%, was obtained as a result of processing of raw cotton. Periodic heating allowed to save a significant amount of fuel due to the exclusion of drying and partial application of heating material [4]. The moisture content in the ginnery should be 7 ... 8% for optimal performance of raw cotton. The operation of cotton dryers depends on the initial moisture content of the raw cotton and the required moisture absorption.
Cotton raw materials up to 9% are dried in a 2SB-10 tumble dryer under a single-temperature carrier up to 1200S, while cotton seeds with a moisture content of more than 9% and then the atmosphere (cold) are used as the initial heat carrier. ) is processed by air.
Table 1 (operating mode of the 2SB-10 dryer) shows the temperatures for drying the raw cotton (the first phase of the drying agent is 18.103..20.103 m3 / h; the second stage is the consumption of atmospheric air 24.103..30.103 m3 / h).
|
The initial moisture content of raw cotton, % |
Humidit y reductio n (total), % |
Temperature, oS |
Smoke thins out before the absorber, Pa |
||
|
1- stage drying agent |
2- stag e air |
1- stage |
2- stage |
||
|
8-9 |
1,0-1,5 |
100-110 |
~ |
392 |
~ |
|
9-10 |
1,5-2,0 |
110-120 |
atm osph ere |
402 |
Maximum opening of smoke removal |
|
10-11 |
2,5-3,0 |
120-130 |
-//- |
402-412 |
|
|
11-12 |
3,5-4,0 |
140-150 |
-//- |
412-422 |
|
|
12-13 |
4,5-5,0 |
160-170 |
-//- |
442-452 |
|
Raw cotton, as an object of drying, refers to capillary porous-colloidal, heterogeneous materials. Its main components are fiber, peel, seed core.
According to the structural structure of the fiber refers to capillary-porous materials.
The porosity of cotton fiber in a number of works is considered as an important, integral part of the structure, which is largely determined by the strength and sorption properties of the fiber. There is evidence that cotton fiber has small pores with a concentration and large pores, which is approximately the volume of the fiber: small voids occupy only.
The cotton fiber located on the surface of the seeds has a large contact surface with air and has a high sorption and desorption rate compared to other components of raw cotton. Therefore, moisture from the fiber is relatively easily removed.
The peel of the seeds is referred to as capillary-porous materials. It consists mainly of lignified cells.
The nature of the connection of moisture with the materials of the peel mechanical, i.e. there is moisture micro- and macro-capillary and wetting. Therefore, the evaporation of moisture from the seed peel does not pose great difficulties.
The seed kernel refers to colloidal material, contains proteins, carbons and other substances that are in a colloidal dispersed state. The core to a large extent contains physico-chemical bound moisture, the movement of which inside the material, depending on the temperature regime, is carried out both in the form of steam and in the form of a liquid. Due to the structural nature of the raw cotton, the removal of moisture from the kernel is slow and depends on many factors. Depending on the moisture between the skin and the seed core, air layers are formed, the size of which depends on the maturity and moisture of the seeds. With the presence of an air gap, the process of heat and mass transfer between the peel and the seed core changes significantly, due to the formation of additional resistance to the movement of moisture and heat between the components of the raw cotton. In studies of the drying process of raw cotton, the effect of the air gap between the peel and seed core on the heat and mass transfer intensity has not been studied.
Many researchers [5, 6] believe that the heating temperature of industrial seeds should not exceed 75 0S and that
its increase leads to the folding of protein substances of the kernel. The fiber cannot heat up to 100-1050S.
Raw cotton components having a different form of moisture bonding with them, and thermophysical indicators require a certain drying mode. Hence, the task is to find a method of drying and, accordingly, the design of the dryer, providing a uniform selection of moisture from the components of raw cotton, while maintaining their quality indicators.
In [6, 7], the equilibrium distribution of moisture between the components of raw cotton stored in riots was determined.
Table 2.
Moisture distribution between the components of raw cotton, W%.
|
raw cotton |
fiber |
core |
peel |
|
10 |
6,9 |
8,1 |
17,1 |
|
15 |
9,4 |
19,2 |
23,2 |
|
20 |
13,8 |
20,5 |
28,9 |
|
30 |
20,5 |
34,7 |
38,3 |
|
35 |
26,4 |
38,5 |
42,2 |
Due to direct contact with the drying agent and due to the lower moisture content and large evaporation surface, the fibers dry much faster than seeds. Therefore, at a high drying temperature, uneven removal of moisture from the fiber and seeds occurs, it is obvious that under these conditions, drying of raw cotton, at the beginning of the process, moisture is mainly removed from the fiber. In this regard, the uniform selection of moisture from the components of raw cotton (uniform drying) is a very important condition for the operation of dryers.
In [8, 9], using electron microscopy studies, the influence of temperature and drying time on changes in the surface of a fiber was studied. It was established that drying at a temperature for minutes does not cause changes in the surface of the fiber, while, surface roughness is observed and a kind of transverse substructure and dents appear. As the temperature rises to a sharp change in the surface of the fiber. With an increase in the drying temperature, due to a decrease in the moisture content of the fiber, the cleaning process of the raw cotton is facilitated and the litter content in it decreases, but as noted in the application of the hard drying mode, the skin with the fiber appears in the total volume of defects and clogging. The author notes that this is a consequence of the development of internal stresses in the seed when drying raw cotton.
Academician M.A.Khadzhinova found to reduce the breaking load of the fibers at the temperature of the drying agent, respectively.
Kucherova L.I. The influence of the temperature regime of drying on the physicomechanical and operational properties of the fiber and fabrics produced from them is studied.
The author found that the physicomechanical properties of fabrics obtained from fibers dried in the temperature range do not deteriorate and there are no noticeable deviations from GOST standards. Drying of raw cotton at a temperature leads to a decrease in the tensile properties of the fabric; This is a consequence of the ongoing destruction of cellulose, a decrease in the quality indicators of fiber and yarn.
In [10], it was also established that at a higher drying temperature of raw cotton, the content of soft defects in the cotton fiber increases. At the same time, overdried fibers lose valuable natural properties, become brittle, its spinning and technological properties deteriorate, and the wear resistance of the fabric decreases.
It is known that the drying process of raw cotton is the process of preparing raw cotton for mechanical stresses on it, i.e. to clean and gin. The criterion for assessing the mode and technology of the process is the optimization of its heat-moisture state, without impairing the quality characteristics of the fiber.
In [1], it was shown that at a drying temperature of more than 1600S, with the further processing of raw cotton, the quality of the fiber decreases. At a drying temperature of 2000S and 2500S after 15 seconds, although the average fiber temperature does not exceed the permissible norm, and the fiber damage increases by 9% and 14%, respectively, the number of fibers with torn ends is 24.3% and 34.4%. The content of short fibers during drying of 2000Sincreases by 13.9%, the proportion of plastic deformation increases from
0.04 to 0.08 mm.
It was also found that the proportion of changes in the above quality indicators during the drying heating period is from 60-75% of the total for the entire drying process. It has been experimentally proved that during drying, especially during the warm-up period, the ends of the fiber in contact with hot air heat up instantly and dry more significantly than the rest of it. Further cleaning will damage these ends.
Thus, a significant number of works have been devoted to studying the effect of temperature on fiber quality indicators, which show the imperfection of the existing drying technology, especially the heating of the fiber at the beginning of drying, the need to reduce the drying temperature and find rational ways to intensify and uniformity of the drying of raw cotton.
Based on the results of a theoretical and experimental study of the patterns of movement of cotton, as well as the results of experimental studies and generalizations of other cotton processing operations, as well as analytical and experimental studies of technological parameters, new heat transfer equipment and cotton transfer equipment creating adequate.

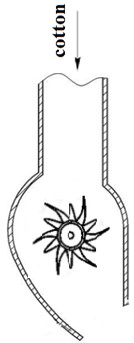
Figure 1. Schematic flow diagram with a cotton dryer Of course, a lot of research has been done in this area. Figure 1 shows a flow chart for a cotton dryer. This device operates as follows. Using a cotton swab 1, the outlet surface of the screwdriver 1 moves to the initial position 3. At this time, the angle of inclination provides a natural downward slope and proceeds to the next step by inertia of cotton and cotton. When moving from one step to the next, the cotton seeds float with the tip of the stem and begin to creak. By moving the ends of the cotton seeds, this vertical movement trajectory will help weaken the adhesion of the cotton seeds to possible minor impurities. As a result, under the influence of inertia and gravity, dirty particles are allocated in small groups, and they can be traced to the chamber 4 by the distance between the ridges. The separation process continues until the mass of the cotton-gypsum surface rises and falls. Then the cotton is pulled to the side of the shaft 5, and the feed cylinder 6 is initially shipped to the suction channel 7, where separation from heavy impurities takes place in the hopper 8. Cotton is held up by the coolant, and the drying goes to the cylinder where the drying takes place.
|
Indicators |
|
Number of experiments |
|
Average value |
||
|
1 |
2 |
3 |
4 |
5 |
||
|
Large weeds |
0,72 |
0,71 |
0,51 |
0,51 |
0,57 |
0,63 |
|
Small weeds |
0,5 |
0,5 |
0,5 |
0,5 |
0,4 |
0,48 |
|
Broken seed fibers |
1,34 |
1,29 |
1,49 |
1,5 |
1,29 |
1,38 |
|
United connections (untwisted) |
- |
- |
- |
- |
- |
- |
|
ulyuk |
0,36 |
0,69 |
0,77 |
0,71 |
0,69 |
0,64 |
|
Burnt cotton |
0,07 |
- |
0,008 |
0,007 |
0,04 |
0,031 |
|
The number of defects and weed mixtures. |
3,0 |
3,20 |
3,29 |
3,22 |
3,0 |
3,14 |
|
Indicators |
Number of experiments |
Average |
||||
|
|
1 |
2 |
3 |
4 |
5 |
value |
|
Large weeds |
0,49 |
0,39 |
0,36 |
0,41 |
0,36 |
0,40 |
|
Small weeds |
0,50 |
0,30 |
0,40 |
0,30 |
0,30 |
0,40 |
|
Broken seed fibers |
1,18 |
1,40 |
1,21 |
1,53 |
1,63 |
1,39 |
|
United connections (untwisted) |
- |
- |
- |
- |
- |
- |
|
ulyuk |
0,59 |
0,52 |
0,59 |
0,37 |
0,38 |
0,49 |
|
Burnt cotton |
- |
0,009 |
0,002 |
0,02 |
0,03 |
0,012 |
|
The number of defects and weed mixtures. |
2,76 |
2,61 |
2,64 |
2,63 |
2,70 |
2,66 |
Cotton cotton is then sent to the surface of the cylinder under the action of centrifugal and gravitational forces and fills the space between the shoulder blades. After that, the drying agent moves along the line, repeatedly crossing the trajectory of cotton seeds from the dryers and pushing them into the cylinder. This eliminates the dryer cylinder through the empty parts of the cylinder without touching the cotton.
Due to the technical complexity of the proposed device, its use is limited.
It is important to note that the proposed design does not allow efficient use of the hot air flow in the channel, thereby reducing the volume of falling cotton and accelerating the drying process at the beginning of the cylinder. To eliminate these shortcomings, a study was conducted to create a new transmission network that can successfully solve many technical solutions, and as a result, constructive solutions were found.
It is known that a cotton cylinder receives heat from the following components:
- directly from the drying agent during disassembly;
- cotton with an outer surface lying in a bag and in shoulder blades;
- from parts and housings of warmer cylinder sets.
The use of the cylinder lowering zone is very low - from 39% to 49% depending on the characteristics of the cotton. As you know, the average time of cotton on the cylinder is 5-6 minutes. At the same time, the total time spent in the cotton zone is 1.0-1.2 minutes. The remaining 4.0-4.8 minutes are spent on a cotton pad and shovel, which are not used to effectively heat the cotton.
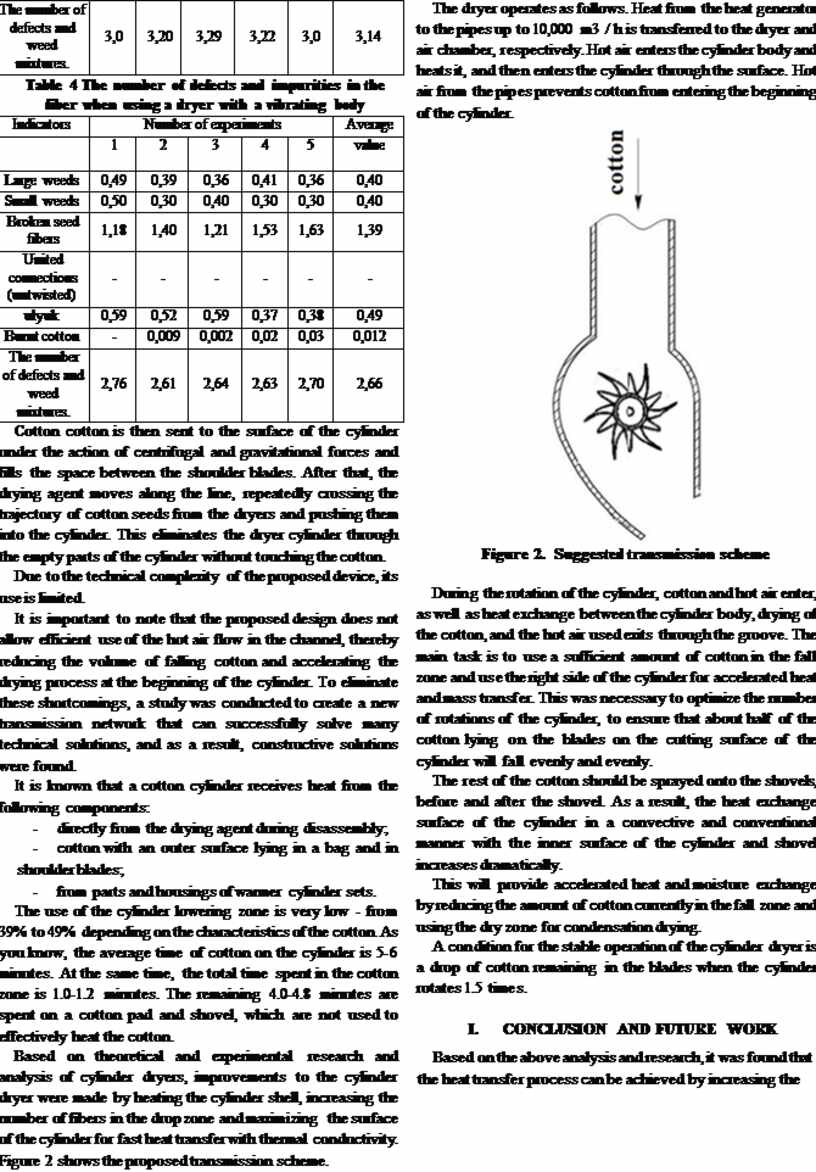
Based on theoretical and experimental research and analysis of cylinder dryers, improvements to the cylinder dryer were made by heating the cylinder shell, increasing the number of fibers in the drop zone and maximizing the surface of the cylinder for fast heat transfer with thermal conductivity. Figure 2 shows the proposed transmission scheme.
The dryer operates as follows. Heat from the heat generator to the pipes up to 10,000 m3 / h is transferred to the dryer and air chamber, respectively. Hot air enters the cylinder body and heats it, and then enters the cylinder through the surface. Hot air from the pipes prevents cotton from entering the beginning of the cylinder.
During the rotation of the cylinder, cotton and hot air enter, as well as heat exchange between the cylinder body, drying of the cotton, and the hot air used exits through the groove. The main task is to use a sufficient amount of cotton in the fall zone and use the right side of the cylinder for accelerated heat and mass transfer. This was necessary to optimize the number of rotations of the cylinder, to ensure that about half of the cotton lying on the blades on the cutting surface of the cylinder will fall evenly and evenly.
The rest of the cotton should be sprayed onto the shovels, before and after the shovel. As a result, the heat exchange surface of the cylinder in a convective and conventional manner with the inner surface of the cylinder and shovel increases dramatically.
This will provide accelerated heat and moisture exchange by reducing the amount of cotton currently in the fall zone and using the dry zone for condensation drying.
A condition for the stable operation of the cylinder dryer is a drop of cotton remaining in the blades when the cylinder rotates 1.5 times.
Based on the above analysis and research, it was found that the heat transfer process can be achieved by increasing the impact surface of the cotton by changing the design of the heat transfer device of the cylinder dryer, and new methods have been proposed for drying the raw cotton and its components. and innovative technologies.
1. CITAGRO, Parque Tecnológico de Andalucía, C/Marie Curie, n 4, local D1, 29590 Malaga, Spain.
2. Справка “О результатах ознакомления с техникой и технологией переработки хлопка-сырца в США// Ташкент.-2011.
3. Гаппарова М.А. “Совершенствование режима сушки хлопка-сырца в барабанной сушилке с целью максимального сохранения качества волокна”// Дисс.на соискание ученой степени
к.т.н.Ташкент.1999.С.162.
4. Paxtani dastlabki ishlashning muvofiqlashtirilgan texnologiyasi (PDI-30-12)/Toshkent “Mehnat”-2012.
5. Yuldashbaev N. (2012), Global Agricultural Information Network
(GAIN)–Uzbekistan Cotton Annual 2012 Report, USDA Foreign Agricultural Service, Tashkent. Google Scholar.
6. Wang, Haopeng; Li, Hui; Feng, Xianying «5th International Conference on Computer Sciences and Automation Engineering» (ICCSAE)
ACSR-Advances in Comptuer Science Research Том: 42 Стр.: 629-632 Опубликовано: 2016.
7. Barker, GL; Laird, JW «Effect of temperature on the drying rate of gin
run cotton seed» //TRANSACTIONS OF THE ASAE Том: 40 Выпуск: 2 Стр.: 289-294 Опубликовано: MAR-APR 1997.
8. Barker, G.L., Laird, J.W. Paper - American Society of Agricultural Engineers 1997.
9. Seed Cotton Unloading Systems.Funk, PA, Wanjura, JD JOURNAL OF COTTON SCIENCEТом: 21. Выпуск: 1. Стр.: 51-59 Опубликовано: 2017.
10. ASABE Annual International Meeting, Technical PapersVolume 2 BOOK, 2007, 2p2007 ASABE Annual International Meeting, Technical Papers; Minneapolis, MN; United States; 17 June 2007 до 20 June 2007; Код 70499.
 Sirojiddin Khayot ugli Fayziev PhD Student of Department “Machines
and equipment of light industry” of Bukhara Engineering Technological
Sirojiddin Khayot ugli Fayziev PhD Student of Department “Machines
and equipment of light industry” of Bukhara Engineering Technological
Institute, Bukhara, Uzbekistan, Bukhara city,
K.Murtazaev street 15, E-mail:
fayziyev1991@list.ru, phone:+99891-2531991
Khakim Karimovich Rakhimov Assistant of Department “Technology and Fabric Design” of Bukhara Engineering Technological Institute, Uzbekistan. Bukhara city, K.Murtazaev street
15, phone:+99891-2531991


![In [10], it was also established that at a higher drying temperature of raw cotton, the content of soft defects in the cotton fiber increases](https://fs.znanio.ru/d5af0e/20/bd/60a695d83e3c8f7c05e49279eadc334041.jpg)
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
