Поделиться

Государственное бюджетное профессиональное образовательное учреждение Московской области «Долгопрудненский техникум» (ГБПОУ МО «ДТ»)
Специальность 15.02.08 «Технология машиностроения»
МДК.01.01 «Технологические процессы изготовления деталей машин»
для группы ТМ-179
А.Ю.Козловский
Рабочая программа междисциплинарного курса МДК.01.01. «Технологические процессы изготовления машин» для группы ТМ-179: Специальность 15.02.08 «Технология машиностроения» / Разработчик А.Ю.Козловский: г.Долгопрудный: ГБПОУ МО
«Долгопрудненский техникум», 2017. - 14 с.
Рабочая программа междисциплинарного курса МДК.01.01. «Технологические процессы изготовления деталей машин» (далее Программа) разработана на основе Государственных требований к минимуму содержания и уровню подготовки выпускников по специальности «Технология машиностроения» Федерального государственного образовательного стандарта среднего профессионального образования (далее ФГОС СПО), учебного плана по специальности «Технология машиностроения» и личного 40-летнего опыта работы на специальности
«Технология машиностроения».
Руководящие материалы:
1. Федеральный государственный образовательный стандарт среднего профессионального образования по специальности 15.02.08 «Технология машиностроения». Приказ Министерства образования и науки № 350 от 18 апреля 2014 г.
2. Разъяснения по формированию примерных программ профессиональных модулей начального профессионального и среднего профессионального образования на основе Федеральных государственных образовательных стандартов начального профессионального и среднего профессионального образования, утвержденные директором Департамента государственной политики в образования Министерства образования и науки Российской федерации И.М. Реморенко 27.08.2009 г.
3. Разъяснения по формированию примерных программ учебных дисциплин начального профессионального и среднего профессионального образования на основе Федеральных государственных образовательных стандартов начального профессионального и среднего профессионального образования, утвержденные директором Департамента государственной политики в образования Министерства образования и науки Российской федерации И.М. Реморенко 27.08.2009 г.
4. Модульно-компетентностный подход и его реализация в среднем профессиональном образовании. Под общ. ред. докт. педагогич. наук профессора А.А.Скамницкого. - М. 2006. - 276 с.
5. Олейникова О.Н. и др. Модульные технологии: проектирование и разработка образовательных программ. Учебное пособие. Изд. 2-е, перераб. и доп. - М.: Альфа-М; ИНФРА-М, 2010. - 256 с.: ил.
6. Смирнова Г. М., Кан Т.С. Разработка модульных программ, основанных на компетенциях. Методические рекомендации. – Караганда: Изд-во КарГТУ. – 2013
Организация-разработчик: ГБПОУ МО «Долгопрудненский техникум»
Разработчик: Козловский Александр Юрьевич
Рассмотрено на заседании предметно-цикловой комиссии «Технология машиностроения» Протокол № __ от ______________ г.
Председатель А.Ю.Козловский
Утверждена: заместитель директора по учебной работе
/С.Г.Карапетян/
г.
Рецензент:
ПАО ДНПП главный технолог В.А.Андреев
ГБПОУ МО «Долгопрудненский техникум» 2017
|
1 |
Паспорт Программы |
4 |
|
2 |
Результаты освоения Программы |
5 |
|
3 |
Структура и содержание Программы |
7 |
|
4 |
Условия реализации Программы |
12 |
|
5 |
Контроль и оценка результатов освоения Программы |
14 |
Программа является частью примерной основной профессиональной образовательной программы в соответствии с ФГОС СПО 15.02.08 «Технология машиностроения»
Междисциплинарный курс является частью профессионального цикла профессионального
модуля ПМ.01 Разработка технологических процессов изготовления деталей машин
1.3. Цели и задачи – требования к результатам освоения Программы В результате освоения Программы обучившийся должен:
иметь практический опыт:
• использования конструкторской документации для проектирования технологических процессов изготовления деталей;
• выбора методов получения заготовок и схем их базирования;
• составления технологических маршрутов изготовления деталей и проектирования технологических операций;
уметь:
• читать чертежи;
• анализировать конструктивно-технологические свойства детали, исходя из ее служебного назначения;
• определять тип производства;
• проводить технологический контроль конструкторской документации с выработкой рекомендаций по повышению технологичности детали;
• определять виды и способы получения заготовок;
• рассчитывать и проверять величину припусков и размеров заготовок;
• рассчитывать коэффициент использования материала;
• анализировать и выбирать схемы базирования;
• выбирать способы обработки поверхностей и назначать технологические базы;
• составлять технологический маршрут изготовления детали;
• проектировать технологические операции;
• разрабатывать технологический процесс изготовления детали;
• выбирать технологическое оборудование и технологическую оснастку: приспособления, режущий, мерительный и вспомогательный инструмент;
• рассчитывать режимы резания по нормативам;
• рассчитывать штучное время;
• оформлять технологическую документацию;
• рационально использовать автоматизированное оборудование в каждом конкретном, отдельно взятом производстве;
знать:
• служебное назначение и конструктивно-технологические признаки детали; показатели качества деталей машин;
• правила отработки конструкции детали на технологичность;
• физико-механические свойства конструкционных и инструментальных материалов;
• методику проектирования технологического процесса изготовления детали;
• типовые технологические процессы изготовления деталей машин;
• виды деталей и их поверхности;
• классификацию баз;
• виды заготовок и схемы их базирования;
• условия выбора заготовок и способы их получения;
• способы и погрешности базирования заготовок;
• правила выбора технологических баз;
• виды обработки резания;
• виды режущих инструментов;
• элементы технологической документации;
• технологические возможности металлорежущих станков;
• назначение станочных приспособлений;
• методику расчета режима резания;
• структуру штучного времени;
• назначение и виды технологических документов;
• требования ЕСКД и ЕСТД к оформлению технической документации;
• особенности работы автоматизированного оборудования и возможности применения его в
РТК;
Профессиональные (далее ПК) и общие (далее ОК) компетенции которыми должны обладать обучившиеся:
|
Код |
Наименование результата обучения |
|
ПК 1 |
Использовать конструкторскую документацию для проектирования технологических процессов изготовления деталей |
|
ПК 2 |
Выбирать метод получения заготовок и схем их базирования |
|
ПК 3 |
Составлять технологические маршруты изготовления деталей и проектировать технологические операции |
|
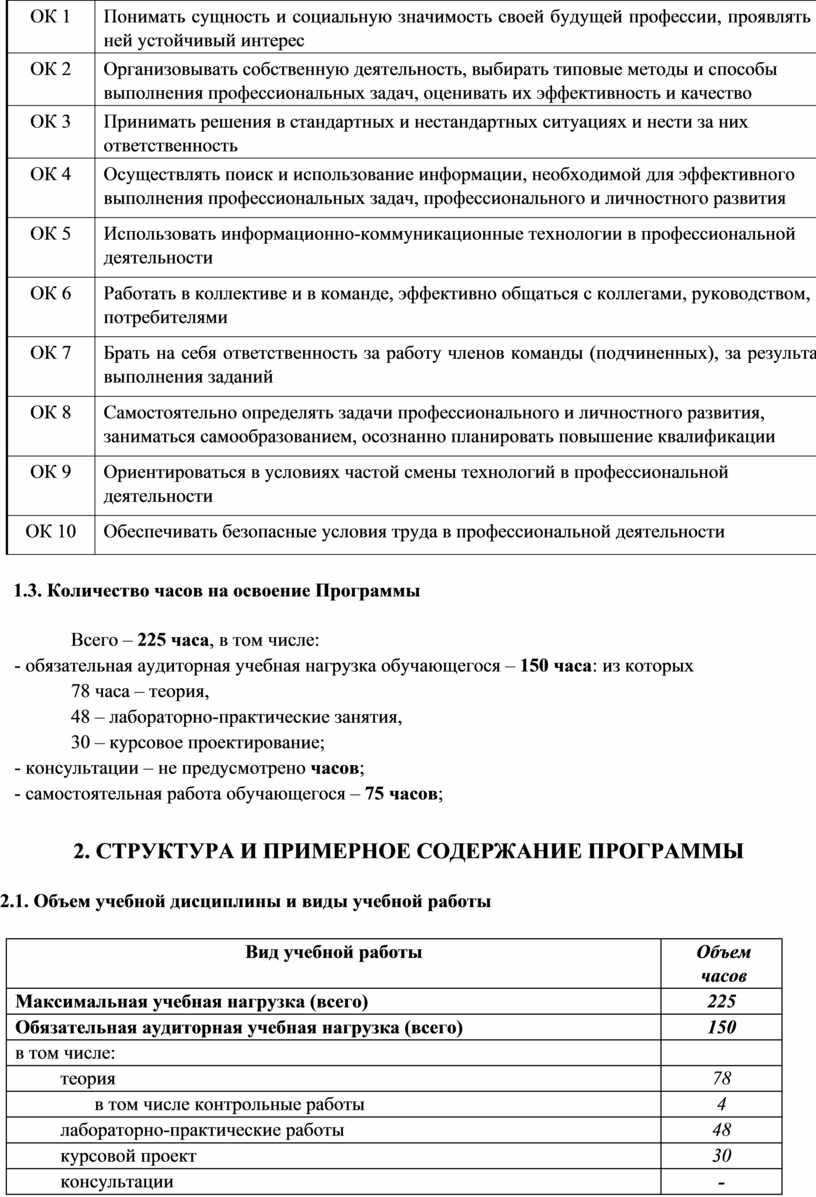
ОК 1 |
Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес |
|
ОК 2 |
Организовывать собственную деятельность, выбирать типовые методы и способы выполнения профессиональных задач, оценивать их эффективность и качество |
|
ОК 3 |
Принимать решения в стандартных и нестандартных ситуациях и нести за них ответственность |
|
ОК 4 |
Осуществлять поиск и использование информации, необходимой для эффективного выполнения профессиональных задач, профессионального и личностного развития |
|
ОК 5 |
Использовать информационно-коммуникационные технологии в профессиональной деятельности |
|
ОК 6 |
Работать в коллективе и в команде, эффективно общаться с коллегами, руководством, потребителями |
|
ОК 7 |
Брать на себя ответственность за работу членов команды (подчиненных), за результат выполнения заданий |
|
ОК 8 |
Самостоятельно определять задачи профессионального и личностного развития, заниматься самообразованием, осознанно планировать повышение квалификации |
|
ОК 9 |
Ориентироваться в условиях частой смены технологий в профессиональной деятельности |
|
ОК 10 |
Обеспечивать безопасные условия труда в профессиональной деятельности |
Всего – 225 часа, в том числе:
- обязательная аудиторная учебная нагрузка обучающегося – 150 часа: из которых
78 часа – теория,
48 – лабораторно-практические занятия,
30 – курсовое проектирование;
- консультации – не предусмотрено часов;
- самостоятельная работа обучающегося – 75 часов;
2. СТРУКТУРА И ПРИМЕРНОЕ СОДЕРЖАНИЕ ПРОГРАММЫ
|
Вид учебной работы |
Объем часов |
|
Максимальная учебная нагрузка (всего) |
225 |
|
Обязательная аудиторная учебная нагрузка (всего) |
150 |
|
в том числе: |
|
|
теория |
78 |
|
в том числе контрольные работы |
4 |
|
лабораторно-практические работы |
48 |
|
курсовой проект |
30 |
|
консультации |
- |
|
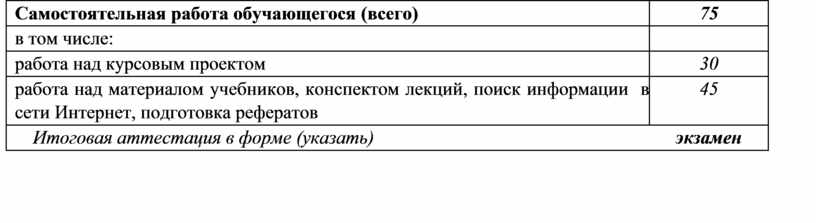
Самостоятельная работа обучающегося (всего) |
75 |
|
в том числе: |
|
|
работа над курсовым проектом |
30 |
|
работа над материалом учебников, конспектом лекций, поиск информации в сети Интернет, подготовка рефератов |
45 |
|
Итоговая аттестация в форме (указать) экзамен |
|
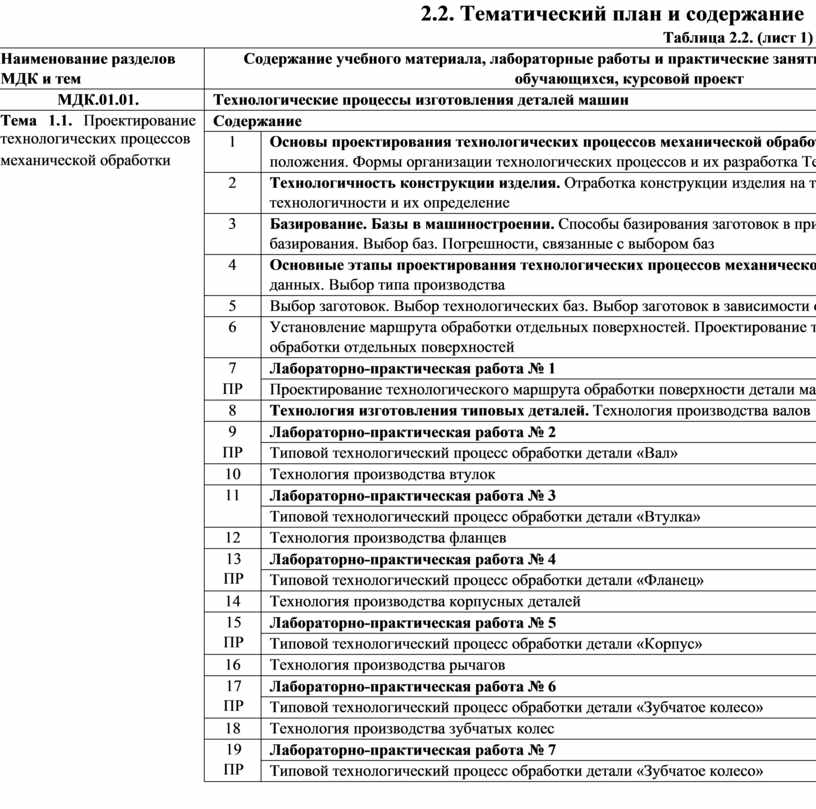
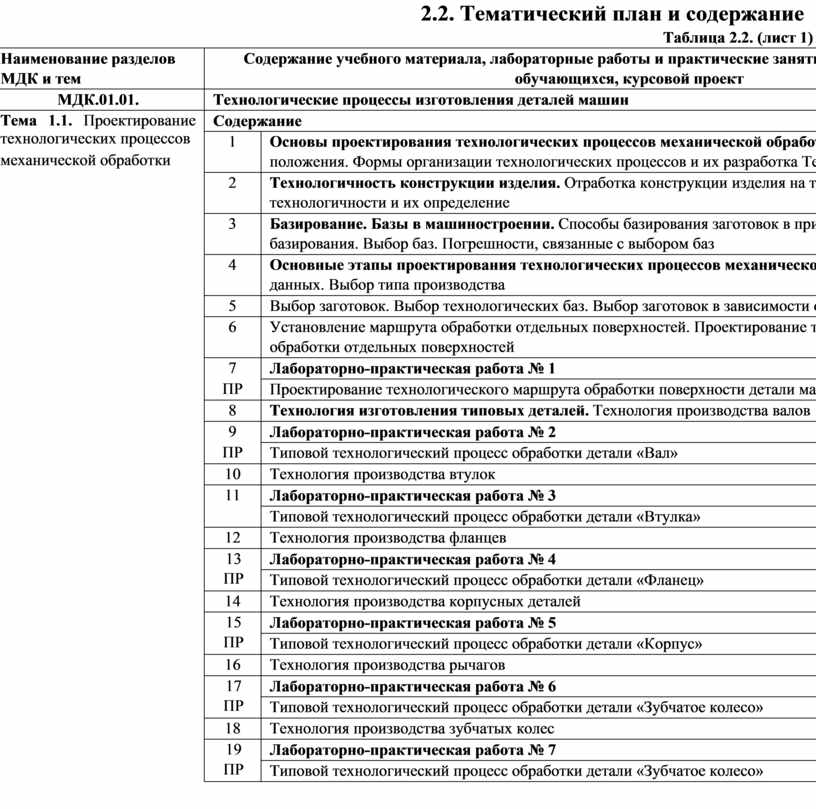
Таблица 2.2. (лист 1)
|
Наименование разделов МДК и тем |
Содержание учебного материала, лабораторные работы и практические занятия, самостоятельная работа обучающихся, курсовой проект |
Объем часов |
Уровень освоения |
|
|
МДК.01.01. |
Технологические процессы изготовления деталей машин |
150 |
|
|
|
Тема 1.1. Проектирование технологических процессов механической обработки
|
Содержание |
46+14л |
||
|
1 |
Основы проектирования технологических процессов механической обработки. Основные понятия и положения. Формы организации технологических процессов и их разработка Технологическая документация |
2 |
2 |
|
|
2 |
Технологичность конструкции изделия. Отработка конструкции изделия на технологичность. Показатели технологичности и их определение |
2 |
3 |
|
|
3 |
Базирование. Базы в машиностроении. Способы базирования заготовок в приспособлении. Схемы базирования. Выбор баз. Погрешности, связанные с выбором баз |
2 |
3 |
|
|
4 |
Основные этапы проектирования технологических процессов механической обработки. Анализ исходных данных. Выбор типа производства |
2 |
3 |
|
|
5 |
Выбор заготовок. Выбор технологических баз. Выбор заготовок в зависимости от типа производства |
2 |
3 |
|
|
6 |
Установление маршрута обработки отдельных поверхностей. Проектирование технологического маршрута обработки отдельных поверхностей |
2 |
3 |
|
|
7 ПР |
Лабораторно-практическая работа № 1 |
2 ПР |
2 ПР |
|
|
Проектирование технологического маршрута обработки поверхности детали машин |
||||
|
8 |
Технология изготовления типовых деталей. Технология производства валов |
2 |
2 |
|
|
9 ПР |
Лабораторно-практическая работа № 2 |
2 ПР |
2 ПР |
|
|
Типовой технологический процесс обработки детали «Вал» |
||||
|
10 |
Технология производства втулок |
2 |
2 |
|
|
11 |
Лабораторно-практическая работа № 3 |
2 |
2 |
|
|
Типовой технологический процесс обработки детали «Втулка» |
||||
|
12 |
Технология производства фланцев |
2 |
2 |
|
|
13 ПР |
Лабораторно-практическая работа № 4 |
2 ПР |
2 ПР |
|
|
Типовой технологический процесс обработки детали «Фланец» |
||||
|
14 |
Технология производства корпусных деталей |
2 |
2 |
|
|
15 ПР |
Лабораторно-практическая работа № 5 |
2 ПР |
2 ПР |
|
|
Типовой технологический процесс обработки детали «Корпус» |
||||
|
16 |
Технология производства рычагов |
2 |
2 |
|
|
17 ПР |
Лабораторно-практическая работа № 6 |
2 ПР |
2 ПР |
|
|
Типовой технологический процесс обработки детали «Зубчатое колесо» |
||||
|
18 |
Технология производства зубчатых колес |
2 |
2 |
|
|
19 ПР |
Лабораторно-практическая работа № 7 |
2 ПР |
2 ПР |
|
|
Типовой технологический процесс обработки детали «Зубчатое колесо» |
||||
|
20 |
Выбор технологического оборудования |
2 |
2 |
|
|
21 ПР |
Лабораторно-практическая работа № 8 |
2 ПР |
3 ПР |
|
|
Выбор станков для механической обработки детали |
||||
Таблица 2.2. (лист 2)
|
Наименование разделов МДК и тем |
Содержание учебного материала, лабораторные работы и практические занятия, самостоятельная работа обучающихся, курсовой проект |
Объем часов |
Уровень освоения |
|
|
|
22 |
Техническое нормирование операций |
2 |
2 |
|
23 ПР |
Лабораторно-практическая работа № 9 |
2 ПР |
3 ПР |
|
|
Выбор режущего инструмента для обработки конструктивного элемента |
||||
|
24 |
Выбор комплекта вспомогательного инструмента для режущего инструмента |
2 |
2 |
|
|
25 ПР |
Лабораторно-практическая работа № 10 |
2 ПР |
3 ПР |
|
|
Выбор вспомогательного инструмента для режущего инструмента |
||||
|
26 |
Выбор контрольно-измерительных средств: приспособлений и инструментов |
2 |
2 |
|
|
27 ПР |
Лабораторно-практическая работа № 11 |
2 ПР |
3 ПР |
|
|
Выбор контрольно-измерительных средств |
||||
|
28 |
Расчёт припусков и исходных размеров заготовки |
2 |
2 |
|
|
29 ПР |
Лабораторно-практическая работа №12 |
2 ПР |
3 ПР |
|
|
Расчёт припусков и исходных размеров заготовки |
||||
|
30 |
Расчет режимов резания на технологический переход/операцию |
2 |
2 |
|
|
31 ПР |
Лабораторно-практическая работа № 13 |
2 ПР |
3 ПР |
|
|
Расчет режимов резания на технологический переход/операцию |
||||
|
32 |
Техническое нормирование операций |
2 |
2 |
|
|
33 ПР |
Лабораторно-практическая работа № 14 |
2 ПР |
3 ПР |
|
|
Нормирование технологического перехода/операции |
||||
|
34 ПР |
Лабораторно-практическая работа № 15 |
2 ПР |
3 ПР |
|
|
Разработка технологических эскизов (карт наладок) для обработки деталей на токарном станке |
||||
|
35 ПР |
Лабораторно-практическая работа № 16 |
2 ПР |
3 ПР |
|
|
Разработка технологических эскизов (карт наладок) для обработки деталей на сверлильно-расточном станке |
||||
|
36 ПР |
Лабораторно-практическая работа № 17 |
2 ПР |
3 ПР |
|
|
Разработка технологических эскизов (карт наладок) для обработки деталей на фрезерном станке |
||||
|
37 ПР |
Лабораторно-практическая работа № 18 |
2 ПР |
3 ПР |
|
|
Разработка технологических эскизов (карт наладок) для обработки деталей на многооперационном станке |
||||
|
Тема 1.2. Особенности обработки деталей в условиях автоматизированного производства |
Содержание |
8+4л |
|
|
|
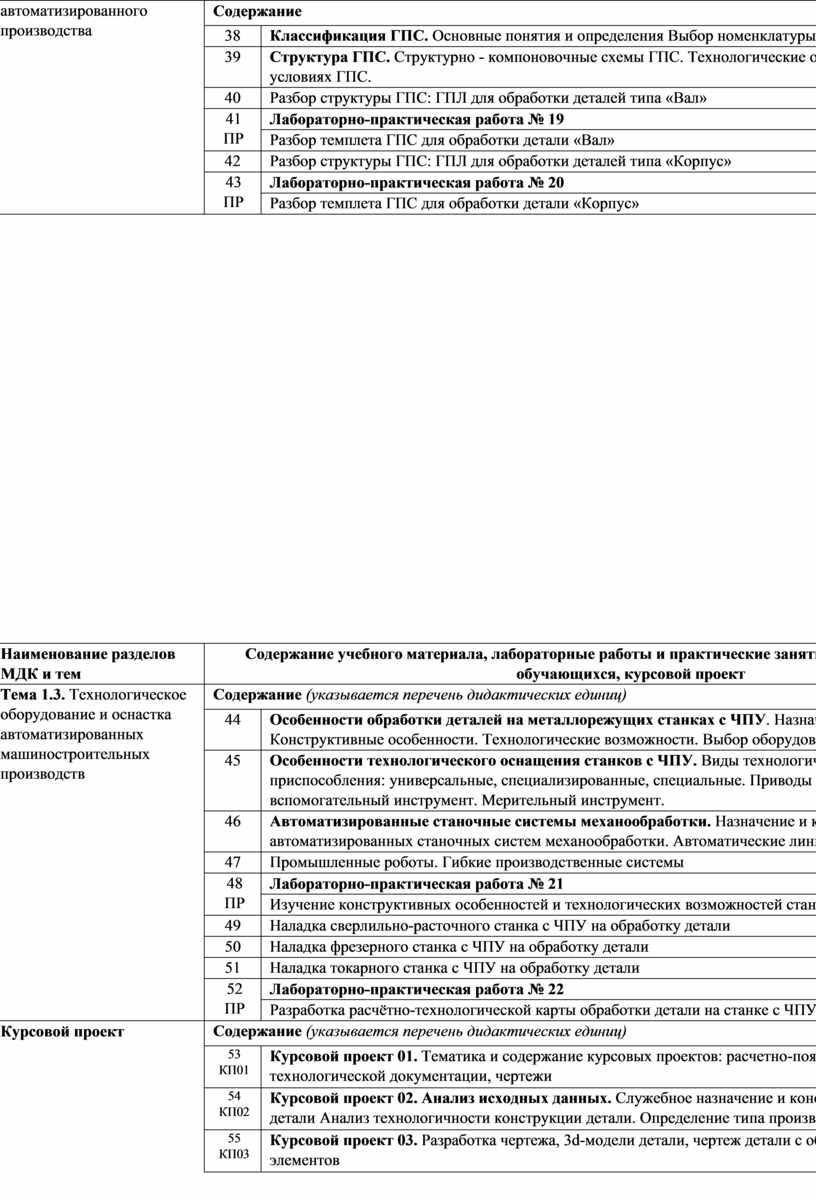
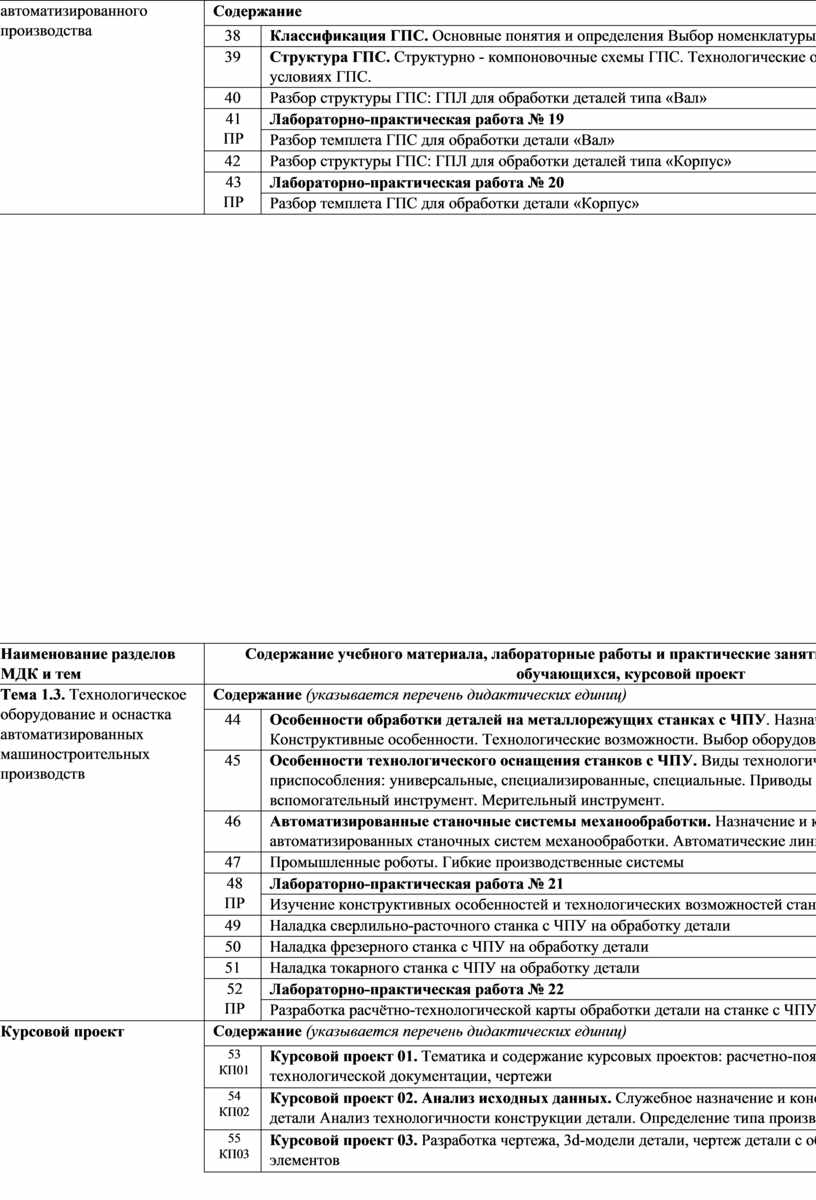
38 |
Классификация ГПС. Основные понятия и определения Выбор номенклатуры деталей для обработки в ГПС. |
2 |
2 |
|
|
39 |
Структура ГПС. Структурно - компоновочные схемы ГПС. Технологические особенности обработки деталей в условиях ГПС. |
2 |
3 |
|
|
40 |
Разбор структуры ГПС: ГПЛ для обработки деталей типа «Вал» |
2 |
3 |
|
|
41 ПР |
Лабораторно-практическая работа № 19 |
2 ПР |
3 ПР |
|
|
Разбор темплета ГПС для обработки детали «Вал» |
||||
|
42 |
Разбор структуры ГПС: ГПЛ для обработки деталей типа «Корпус» |
2 |
2 |
|
|
43 ПР |
Лабораторно-практическая работа № 20 |
2 ПР |
3 ПР |
|
|
Разбор темплета ГПС для обработки детали «Корпус» |
||||
Таблица 2.2. (лист 3)
|
Наименование разделов МДК и тем |
Содержание учебного материала, лабораторные работы и практические занятия, самостоятельная работа обучающихся, курсовой проект |
Объем часов |
Уровень освоения |
|
|
Тема 1.3. Технологическое оборудование и оснастка автоматизированных машиностроительных производств
|
Содержание (указывается перечень дидактических единиц) |
8+8л |
|
|
|
44 |
Особенности обработки деталей на металлорежущих станках с ЧПУ. Назначение станков с ЧПУ. Конструктивные особенности. Технологические возможности. Выбор оборудования. |
2 |
2 |
|
|
45 |
Особенности технологического оснащения станков с ЧПУ. Виды технологической оснастки. Станочные приспособления: универсальные, специализированные, специальные. Приводы приспособлений. Режущий и вспомогательный инструмент. Мерительный инструмент. |
2 |
2 |
|
|
46 |
Автоматизированные станочные системы механообработки. Назначение и классификация автоматизированных станочных систем механообработки. Автоматические линии. |
2 |
2 |
|
|
47 |
Промышленные роботы. Гибкие производственные системы |
2 |
2 |
|
|
48 ПР |
Лабораторно-практическая работа № 21 |
2 ПР |
3 ПР |
|
|
Изучение конструктивных особенностей и технологических возможностей станков с ЧПУ |
||||
|
49 |
Наладка сверлильно-расточного станка с ЧПУ на обработку детали |
2 |
2 |
|
|
50 |
Наладка фрезерного станка с ЧПУ на обработку детали |
2 |
2 |
|
|
51 |
Наладка токарного станка с ЧПУ на обработку детали |
2 |
2 |
|
|
52 ПР |
Лабораторно-практическая работа № 22 |
2 ПР |
3 ПР |
|
|
Разработка расчётно-технологической карты обработки детали на станке с ЧПУ |
||||
|
Курсовой проект |
Содержание (указывается перечень дидактических единиц) |
30кп |
|
|
|
53 КП01 |
Курсовой проект 01. Тематика и содержание курсовых проектов: расчетно-пояснительная записка, альбом технологической документации, чертежи |
2 КП |
2 КП |
|
|
54 КП02 |
Курсовой проект 02. Анализ исходных данных. Служебное назначение и конструкция детали. Материал детали Анализ технологичности конструкции детали. Определение типа производства |
2 КП |
2 КП |
|
|
55 КП03 |
Курсовой проект 03. Разработка чертежа, 3d-модели детали, чертеж детали с обозначением конструктивных элементов |
2 КП |
2 КП |
|
|
56 КП04 |
Курсовой проект 04. Разработка технологического процесса механической обработки детали. Выбор вида и метода получения заготовки. Расчеты и обоснование. Определение размеров заготовки и коэффициента использования материала |
2 КП |
2 КП |
|
|
57 КП05 |
Курсовой проект 05. Разработка чертежа и 3d-модели заготовки |
2 КП |
2 КП |
|
|
58 КП06 |
Курсовой проект 06. Назначение методов обработки конструктивных элементов . Выбор баз. Выбор оборудования и формирование операций: оснастка и инструмент. Разработка схемы базирования на операцию |
2 КП |
2 КП |
|
|
59 КП07 |
Курсовой проект 07. Расчет межоперационных припусков, допусков и размеров |
2 КП |
2 КП |
|
|
60 КП08 |
Курсовой проект 08. Расчёт режимов резания и норм времени |
2 КП |
2 КП |
|
|
61 КП09 |
Курсовой проект 09. Заполнение карт эскизов (КЭ), контрольных карт (КК). Разработка чертежа наладки на операцию/переход |
2 КП |
2 КП |
|
|
62 КП10 |
Курсовой проект 10. Разработка маршрутного и операционного технологического процесса. Заполнение бланков МК и ОК |
2 КП |
2 КП |
|
Таблица 2.2. (лист 4)
|
Наименование разделов МДК и тем |
Содержание учебного материала, лабораторные работы и практические занятия, самостоятельная работа обучающихся, курсовой проект |
Объем часов |
Уровень освоения |
|
|
|
63 КП11 |
Курсовой проект 11. Программирование операции/перехода |
2 КП |
2 КП |
|
64 КП12 |
Курсовой проект 12. Конструкторская разработка. Разработка чертежа режущего инструмента |
2 КП |
2 КП |
|
|
65 КП13 |
Курсовой проект 13. Расчёт и конструирование контрольно-измерительного средства |
2 КП |
2 КП |
|
|
66 КП14 |
Курсовой проект 14. Проектирование чертежа контрольно-измерительного средства |
2 КП |
2 КП |
|
|
67 КП15 |
Курсовой проект 15. Оформление курсового проекта и защита |
2 КП |
2 КП |
|
|
Тема 1.4. Технологическая планировка участка механического цеха |
Содержание (указывается перечень дидактических единиц) |
16+4л |
|
|
|
68 |
Планировка участка механического цеха. Основные положения и исходные данные для проектирования технологических планировок |
2 |
2 |
|
|
69 |
Организационные расчеты по участку |
2 |
3 |
|
|
70 |
Нормы расположения оборудования и служб, относящихся к участку |
2 |
3 |
|
|
71 |
Разработка компоновочного плана расположения оборудования на участке |
2 |
3 |
|
|
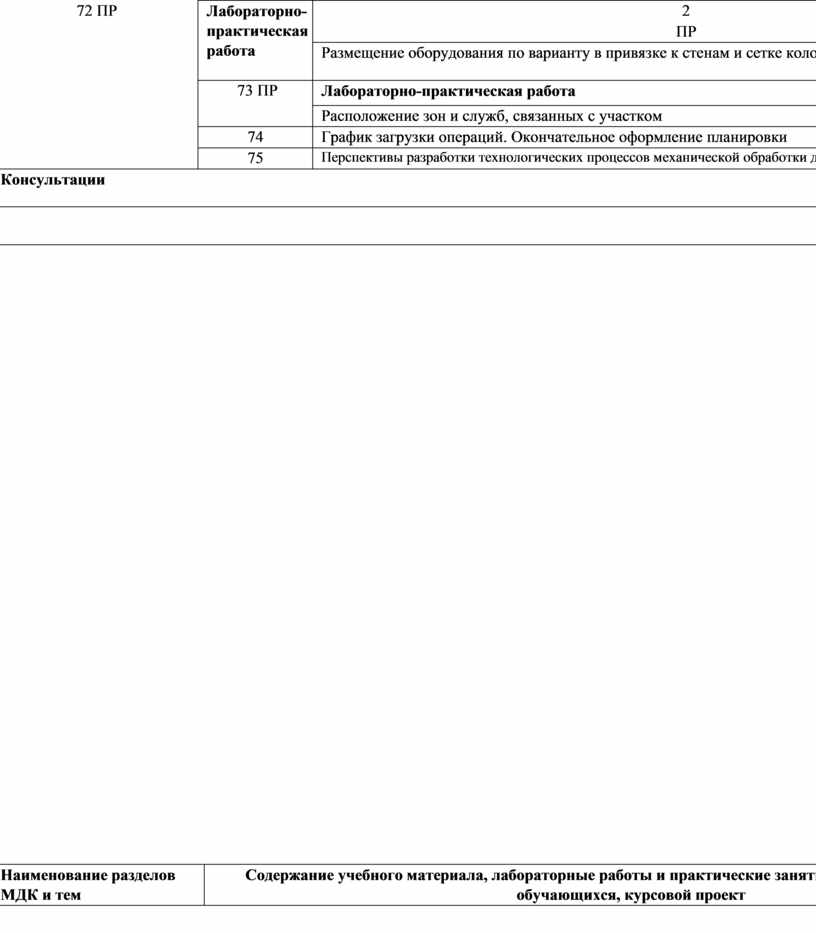
72 ПР |
Лабораторно-практическая работа |
2 ПР |
3 ПР |
|
|
Размещение оборудования по варианту в привязке к стенам и сетке колонн |
||||
|
73 ПР |
Лабораторно-практическая работа |
2 ПР |
3 ПР |
|
|
Расположение зон и служб, связанных с участком |
||||
|
74 |
График загрузки операций. Окончательное оформление планировки |
2 |
2 |
|
|
75 |
Перспективы разработки технологических процессов механической обработки деталей машин |
2 |
2 |
|
|
Консультации |
|
- |
|
|
|
|
Всего аудиторной работы |
150 |
|
|
Таблица 2.2. (лист 5)
|
Наименование разделов МДК и тем |
Содержание учебного материала, лабораторные работы и практические занятия, самостоятельная работа обучающихся, курсовой проект |
Объем часов |
Уровень освоения |
|
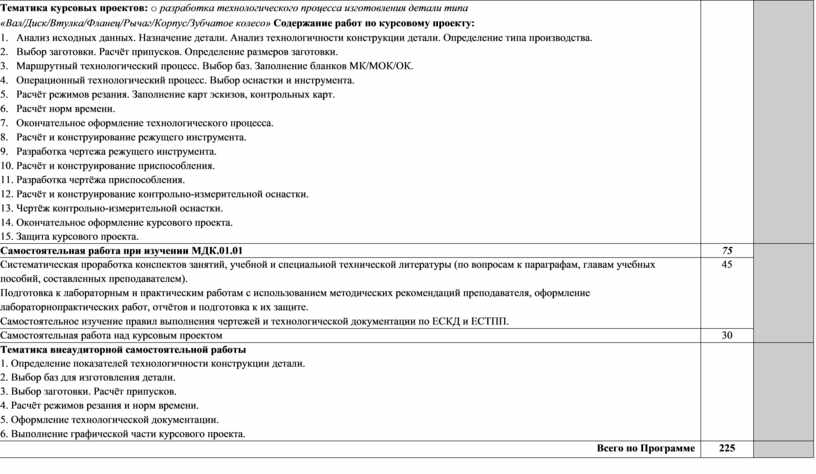
Тематика курсовых проектов: o разработка технологического процесса изготовления детали типа «Вал/Диск/Втулка/Фланец/Рычаг/Корпус/Зубчатое колесо» Содержание работ по курсовому проекту: 1. Анализ исходных данных. Назначение детали. Анализ технологичности конструкции детали. Определение типа производства. 2. Выбор заготовки. Расчёт припусков. Определение размеров заготовки. 3. Маршрутный технологический процесс. Выбор баз. Заполнение бланков МК/МОК/ОК. 4. Операционный технологический процесс. Выбор оснастки и инструмента. 5. Расчёт режимов резания. Заполнение карт эскизов, контрольных карт. 6. Расчёт норм времени. 7. Окончательное оформление технологического процесса. 8. Расчёт и конструирование режущего инструмента. 9. Разработка чертежа режущего инструмента. 10. Расчёт и конструирование приспособления. 11. Разработка чертёжа приспособления. 12. Расчёт и конструирование контрольно-измерительной оснастки. 13. Чертёж контрольно-измерительной оснастки. 14. Окончательное оформление курсового проекта. 15. Защита курсового проекта. |
|
|
|
|
Самостоятельная работа при изучении МДК.01.01 |
75 |
|
|
|
Систематическая проработка конспектов занятий, учебной и специальной технической литературы (по вопросам к параграфам, главам учебных пособий, составленных преподавателем). Подготовка к лабораторным и практическим работам с использованием методических рекомендаций преподавателя, оформление лабораторнопрактических работ, отчётов и подготовка к их защите. Самостоятельное изучение правил выполнения чертежей и технологической документации по ЕСКД и ЕСТПП. |
45 |
||
|
Самостоятельная работа над курсовым проектом |
30 |
||
|
Тематика внеаудиторной самостоятельной работы 1. Определение показателей технологичности конструкции детали. 2. Выбор баз для изготовления детали. 3. Выбор заготовки. Расчёт припусков. 4. Расчёт режимов резания и норм времени. 5. Оформление технологической документации. 6. Выполнение графической части курсового проекта. |
|
|
|
|
Всего по Программе |
225 |
|
|
Реализация Программы осуществляется в комплексных учебных кабинетах-лабораториях «Метрология, стандартизация и сертификация», «Материаловедение, процессы формообразования и инструменты» «Технология машиностроения, технологическая оснастка и программирование для технологического оборудования», «Информационные технологии в профессиональной деятельности и системы автоматизированного проектирования»; мастерские «Технологическое оборудование и системы числового программного управления».
Все учебные помещения оборудованы посадочными местами студентов и преподавателя, рабочими меловыми досками, наглядными пособиями (учебники, опорные конспекты, стенды, карточки, раздаточный материал).
В двух помещениях имеются технические средства обучения: мультимедийный проектор и проекционный экран; принтеры лазерные; компьютерная техника для обучающихся с наличием лицензионного программного обеспечения; источники бесперебойного питания;
3.2. Действующая нормативно-техническая и технологическая документация:
1. ГОСТ 2.004-88 ЕСКД Общие требования к выполнению конструкторских и технологических документов на печатающих и графических устройствах вывода ЭВМ. 2. ГОСТ 2.106-68 ЕСКД Текстовые документы/
3. ГОСТ 2.108-68 ЕСКД Спецификация.
4. ГОСТ 2.109-73 ЕСКД Основные требования к чертежам.
5. ГОСТ 2.114-70 ЕСКД Технические условия. Правила построения, изложения и оформления.
6. ГОСТ 2.304-81 ЕСКД Шрифты чертежные.
7. ГОСТ 2. 307-68 ЕСКД Нанесение размеров и предельных отклонений.
8. ГОСТ 3.1108-82 ЕСТД Формы и правила оформления маршрутных карт.
9. ГОСТ 3.1107-81 ЕСТД Опоры, зажимы и установочные устройства.
10. ГОСТ 3.1702-79 ЕСТД Правила записи операций и переходов. Обработка резанием.
11. ОГСТ 3.1404-86 ЕСТД Формы и правила оформления документов на технологические процессы и операции обработки резанием.
12. ГОСТ 3.1105-84 ЕСТД Формы и правила оформления документов общего назначения.
13. ГОСТ 3.1118-82 ЕСТД. Формы и правила оформления маршрутных карт.
14. ГОСТ 3.1119-83 ЕСТД. Общие требования к комплектности и оформлению комплектов документов на единичные технологические процессы.
15. ГОСТ 3.1120-83 ЕСТД. Общие правила и оформления требований безопасности труда в технологической документации.
16. ГОСТ 3.1127-93 ЕСТД. Общие правила выполнения текстовых технологических документов.
17. ГОСТ 3.1128-93 ЕСТД. Общие правила выполнения графических технологических документов.
18. ГОСТ 3.1129-93 ЕСТД. Общие правила записи технологической информации в технологических документах на технологический процессы и операции.
19. ГОСТ 3.1201-85 ЕСТД. Система обозначения технологической документации.
20. ГОСТ 3.1404-66 ЕСТД. Формы и правила оформления документов на технологическое процессы и операции обработки резанием.
21. ГОСТ 3.1407-86 ЕСТД. Формы и требования к заполнению и оформлению документов на технологические процессы (операции), специализированные по методам сборки.
22. ГОСТ 3.1502-85 ЕСТД. Формы и правила оформления документов на технический контроль.
23. ГОСТ 3.1702-79 - ЕСТД. Правила записи операций и переходов. Обработка резанием.
Основные источники:
1. Аверченков В.И. и др. Технология машиностроения. Сборник задач и упражнений. – М.:
ИНФРА-М, 2005 г.
2. Аверченков В.И. Технология машиностроения. – М.: Инфра-М, 2006.
3. Гельфгат Ю.И. Дипломное проектирование в машиностроительных техникумах, учебное пособие по специальности «Обработка материалов на станках и автоматических линиях». – Машиностроение, 1992.
4. Добрыднев И.С. Курсовое проектирование по предмету «Технология машиностроения»: Учеб.
пособие. М.: Машиностроение, 1985. 184 с.
5. Кузнецов В.А., Чепрахин А.А. Технологические процессы в машиностроении: учебник. – М.: Академия., 2010.
6. Черпаков Б.И., Вереина Л.И. Автоматизация и механизация производства: учебное пособие. –
М.: Академия., 2010.
7. Черпаков Б.И., Вереина Л.И. Технологическое оборудование машиностроительного производства: учебное пособие. – М.: Академия., 2010.
8. Серебреницкий П. П. Краткий справочник станочника – М.: Дрофа, 2008. Дополнительные источники:
1. Анурьев В.И. Справочник конструктора-машиностроителя. - 8-е изд. Под ред. И.Н.Жестковой. - М.: Машиностроение, 2001. Т.1. 920 с.; Т.2. 912 с.; Т.3. 864 с.
2. Афонькин М.Г., Звягин В.Б. Производство заготовок в машиностроении. 2-е изд., доп. И перераб. СПб.: «Политехника»: 2007. 380 с.
3. Горбацевич А.Ф., Шкред В.А. Курсовое проектирование по технологии машиностроения: Учебное пособие для машиностроительных специальностей вузов. - 4-е изд., переработанное и дополненное - Мн.: Высш. школа, 1983. - 256 с.
4. Данилевский В. В. Технология машиностроения. Изд. 4-е, перераб. и доп. Учебник для техникумов, М., «Высш. школа», 1977. 479 с. с ил.
5. Коваленко А.В., Гредитор М.А. Как читать чертежи. - М.: Машиностроение, 1983, 80 с.: ил. - (Б-ка станочника).
6. Кузнецов Ю.И., Малов А.Р., Байков А.Н. Оснастка для станков с ЧПУ: Справочник – 2–е издание, М: Машиностроение,1990.
7. Медовый И.А. Исполнительные размеры калибров: Справочник в 2–х книгах. М: Машиностроение, 1980. Кн.1. 384 с.; Кн.2.
8. Нефедов Н.А. Дипломное проектирование в машиностроении Учебное пособие для техникумов, 2–е издание – М.: Высшая школа , 1986.
9. Общемашиностроительные нормативы времени и режимов резания для нормирования работ, выполняемых на универсальных и многоцелевых станках с числовым программным управлением. Ч I Нормативы времени. Ч II Нормативы режимов резания. М.: Экономика, 1990.
10. Технологичность конструкции изделия: Справочник / Ю.Д.Амиров, Т.К.Алферова,
П.Н.Волков и др.; Под ред. Ю.Д.Амирова. — М.: Машиностроение, 1990. - 786 с.
11. Харламов Г.А., Тарапанов А.С. Припуски на механическую обработку: Справочник. - М.:
Машиностроение, 2006.-256 с.: ил.
Отечественные журналы:
Профессиональные информационные системы CAD и CAM:
1. Компас-3D V.16
2. СПРУТ-ТП
Контроль и оценка результатов освоения учебной дисциплины осуществляется преподавателем в процессе проведения аудиторных занятий, тестирования, а также выполнения обучающимися индивидуальных и групповых заданий, лабораторных работ.
|
Результаты (освоенные общие компетенции) |
Основные показатели оценки результата |
Формы и методы контроля и оценки |
|
Конструкторскую документацию при разработке технологических процессов изготовления деталей |
точность и скорость чтения чертежей; |
оценивание выполнения задания на производственной практике; контроль деятельности студентов при работе над курсовым проектом |
|
качество анализа конструктивно- технологических свойств детали, исходя из её служебного назначения; |
оценивание выполнения задания |
|
|
качество рекомендаций по повышению технологичности детали; |
оценивание выполнения задания |
|
|
точность и грамотность оформления технологической документации. |
контроль деятельности студентов при работе над курсовым проектом |
|
|
Выбирать методы получения заготовок и схем их базирования |
-обоснованность выбора методов и способов получения заготовок: |
оценивание выполнения задания |
|
расчёт и проверка величины припусков и размеров заготовок выполнены верно; |
оценивание выполнения задания |
|
|
расчёт коэффициента использования материала выполнен верно; |
оценивание выполнения задания |
|
|
качество анализа и рациональность выбора схем базирования; |
оценивание выполнения задания |
|
|
обоснованный выбор способов обработки поверхностей и технологически грамотное назначение технологической базы. |
оценивание выполнения задания |
|
|
Составлять маршруты изготовления деталей и проектировать технологические операции |
обоснованный выбор способов обработки поверхностей и технологически грамотное назначение базовых поверхностей. |
оценивание выполнения задания |
|
|
обоснованный выбор технологического оборудования и технологической оснастки: приспособлений, режущего, мерительного и вспомогательного инструмента; |
оценивание выполнения задания |
|
|
расчёт режимов резания по нормативам выполнен верно; |
оценивание выполнения задания |
|
|
расчёт штучного времени выполнен верно; |
оценивание выполнения задания |
|
|
технологическая документация оформлена в соответствии с нормативными документами; |
оценивание выполнения задания |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
© ГБПОУ МО «Долгопрудненский техникум»
2017 г.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
