Поделиться

ТЕХНОЛОГИЧЕСКАЯ КАРТА
Монтаж (устройство) системы заземления наружного контура
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Типовая технологическая карта (ТТК) составлена на монтаж (устройство) системы заземления наружного контура.
ТТК предназначена для ознакомления рабочих и инженерно-технических работников с правилами производства работ, а также с целью использования при разработке проектов производства работ, проектов организации строительства, другой организационно-технологической документации.
2. ОБЩИЕ ПОЛОЖЕНИЯ
2.1 Заземление является составной частью внешней системы молниезащиты, предназначенное для распределения тока разряда в грунте (СТО 083-004-2010).
2.2 Необходимым условием ограничения грозовых перенапряжений в цепи молниеприемника, а также на металлических конструкциях и оборудовании объекта является обеспечение низких сопротивлений заземления. Поэтому в системе молниезащиты нормированию подлежит сопротивление заземлителя и другие, связанные с сопротивлением характеристики.
2.3 Распределение тока молнии без возникновения перенапряжений может зависеть от формы, габаритов и конструктивного решения заземления. В определенных случаях, при отсутствии рабочего заземления зданий, естественных заземлителей, могут предусматриваться с учетом требований РД 34.21.122 различные конструкции заземления (рисунок 1).
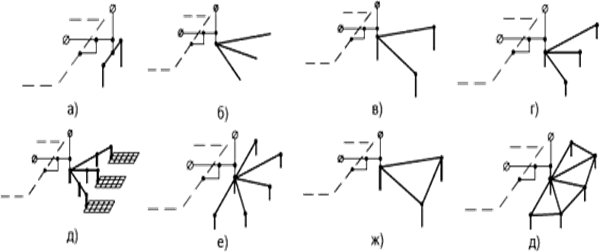
Рис.1 Типичные схемы заземления:
а) - два вертикальных заземлителя;
б) - три горизонтальных заземлителя ("гусиные лапы");
в) - три вертикальных заземлителя на концах горизонтальных;
г) - три горизонтальных с вертикальными;
д) - "гусиные лапы" с сетками из заземлителей;
е) - комбинация заземлителей;
ж) - соединение в равносторонний треугольник;
з) - соединение треугольников
2.4. Заземлители должны быть соединены с устройством уравнивания потенциалов.
2.5.В соответствии с принятой концепцией молниезащиты российскими нормативными требованиями заземление электрооборудования объекта и молниезащиты должны быть общими. Каждый токоотвод должен быть соединен с заземлителем. Устройства заземления должны соответствовать следующим требованиям:
- сопротивление заземлителя не должно превышать 10;
- для надежного отвода тока молнии конструкция заземления должна состоять не менее чем из двух стержней.
2.6 Заземлитель должен быть оборудован с внешней стороны здания, горизонтальные проводники должны быть уложены на глубине не менее 0,5 м и на расстоянии не ближе 1 м до фундамента.
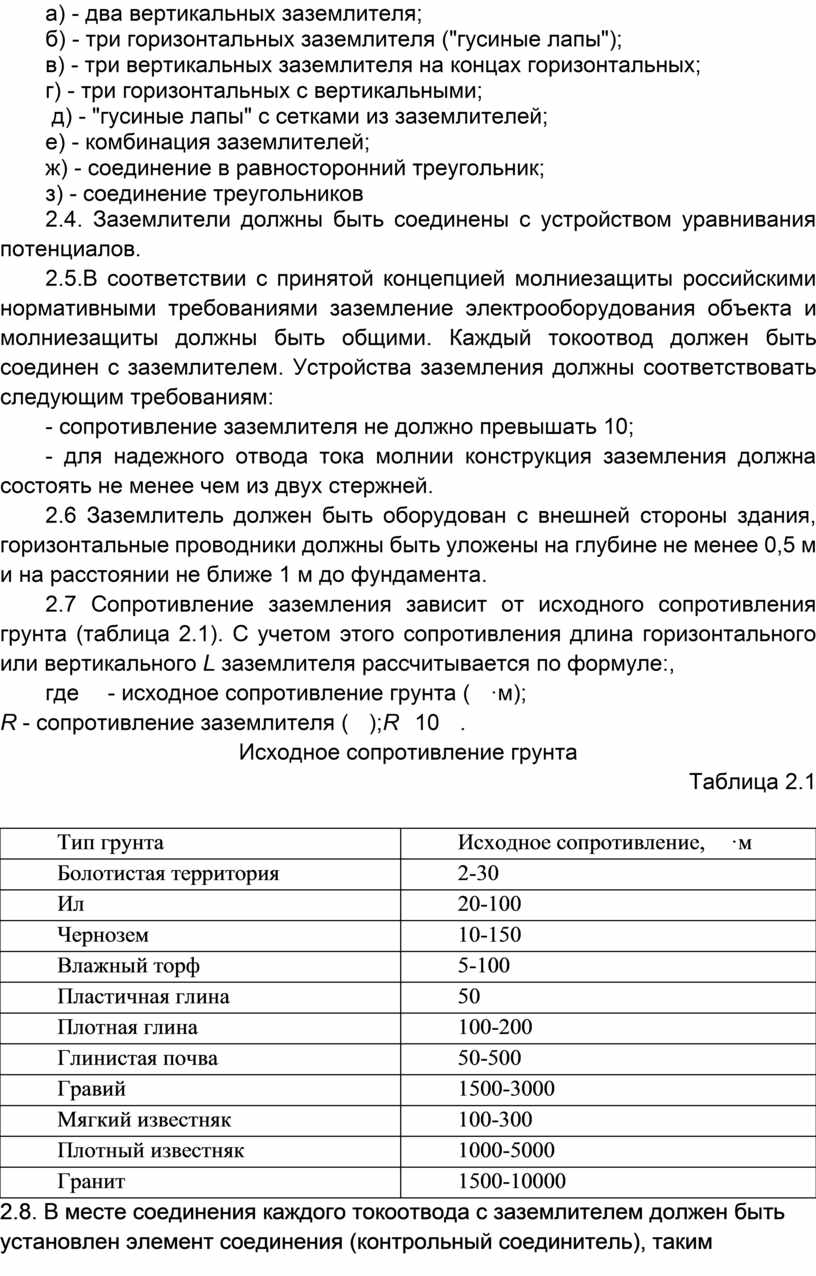
2.7 Сопротивление заземления зависит от исходного сопротивления грунта (таблица 2.1). С учетом этого сопротивления длина горизонтального или вертикального L заземлителя рассчитывается по формуле:,
где ![]() -
исходное сопротивление грунта (
-
исходное сопротивление грунта (![]() ·м);
·м);
R - сопротивление заземлителя (![]() );R
);R![]() 10
10![]() .
.
Исходное сопротивление грунта
Таблица 2.1
|
Тип грунта |
Исходное
сопротивление, |
|
Болотистая территория |
2-30 |
|
Ил |
20-100 |
|
Чернозем |
10-150 |
|
Влажный торф |
5-100 |
|
Пластичная глина |
50 |
|
Плотная глина |
100-200 |
|
Глинистая почва |
50-500 |
|
Гравий |
1500-3000 |
|
Мягкий известняк |
100-300 |
|
Плотный известняк |
1000-5000 |
|
Гранит |
1500-10000 |
2.8. В месте соединения каждого токоотвода с заземлителем должен быть установлен элемент соединения (контрольный соединитель), таким образом, чтобы, разъединив его, можно было измерить сопротивление заземлителя.
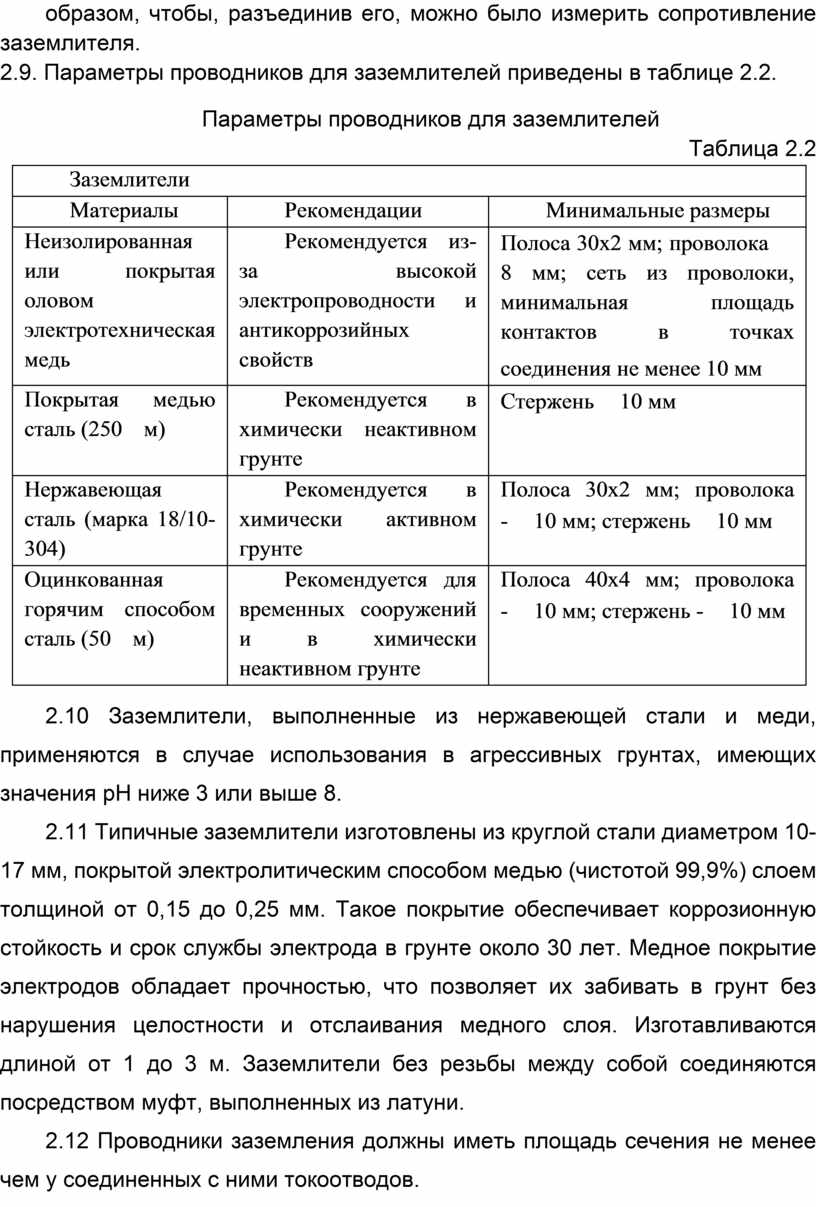
2.9. Параметры проводников для заземлителей приведены в таблице 2.2.
Параметры проводников для заземлителей
Таблица 2.2
|
Заземлители |
||
|
Материалы |
Рекомендации |
Минимальные размеры |
|
Неизолированная или покрытая оловом электротехническая медь |
Рекомендуется из-за высокой электропроводности и антикоррозийных свойств |
Полоса 30x2 мм; проволока |
|
Покрытая медью сталь (250 |
Рекомендуется в химически неактивном грунте |
Стержень |
|
Нержавеющая сталь (марка 18/10-304) |
Рекомендуется в химически активном грунте |
Полоса 30x2 мм; проволока - |
|
Оцинкованная горячим способом сталь
(50 |
Рекомендуется для временных сооружений и в химически неактивном грунте |
Полоса 40x4 мм; проволока - |
2.10 Заземлители, выполненные из нержавеющей стали и меди, применяются в случае использования в агрессивных грунтах, имеющих значения pH ниже 3 или выше 8.
2.11 Типичные заземлители изготовлены из круглой стали диаметром 10-17 мм, покрытой электролитическим способом медью (чистотой 99,9%) слоем толщиной от 0,15 до 0,25 мм. Такое покрытие обеспечивает коррозионную стойкость и срок службы электрода в грунте около 30 лет. Медное покрытие электродов обладает прочностью, что позволяет их забивать в грунт без нарушения целостности и отслаивания медного слоя. Изготавливаются длиной от 1 до 3 м. Заземлители без резьбы между собой соединяются посредством муфт, выполненных из латуни.
2.12 Проводники заземления должны иметь площадь сечения не менее чем у соединенных с ними токоотводов.
2.13 В нормальных условиях типичными решениями для заземления может быть лента из луженой меди шириной, как правило, 25, 30, или 40 и толщиной от 3,0 до 3,5 вместе с заземляющими стержнями из стали с антикоррозионным покрытием, соединенных по типу "гусиная лапа" - три, примерно, 3-7-метровых заземлителя, закопанных на глубину не менее 0,5 м, или по типу треугольника - три заземлителя длиной около 2 метров, расположенных в треугольной форме, соединенных между собой в траншее на глубине не менее 0,5 м и с вертикальными заземлителями в вершинах.
2.14 Различные точки заземления (например, см. рисунок 1, б) вокруг строения должны соединяться между собой посредством контрольного соединителя.
3. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
При сооружении заземлителя выполняют следующие операции:
- размечают трассу прокладки горизонтальных электродов и места заглубления в грунт вертикальных электродов;
- отрывают траншею по выполненной разметке;
- заглубляют в грунт вертикальные электроды;
- прокладывают в траншее горизонтальные электроды и с их помощью соединяют вертикальные электроды между собой. Для углубленных заземлителей прокладывают по периметру фундамента здания или сооружения горизонтальные электроды, соединяют их между собой и присоединяют к металлическим конструкциям здания;
- проводят осмотр заземлителя и проверку качества соединений, после чего, при надлежащем качестве выполненных работ, составляют акт на скрытые работы (акт освидетельствования скрытых работ);
- засыпают траншеи;
- силами электротехнической лаборатории производят измерение сопротивление растеканию тока заземлителя.
ТЕХНОЛОГИЧЕСКАЯ КАРТА
Составление структурно-технологической схемы ремонта электрических машин
Производственный процесс ремонта машин отражает организацию и последовательность выполнения ряда технологических процессов при участии в этом основных и вспомогательных служб предприятий.
Технологический процесс ремонта — это часть производственного процесса, в течение которой происходит количественное или качественное изменение ремонтируемого объекта или его элементов.
Производственный процесс ремонта начинается с момента доставки электрических машин в здание электроремонтного предприятия или цеха и осуществляется в следующем порядке:
− разборка, дефектация и определение объема ремонта;
− ремонт, изготовление и замена частей деталей;
− сборка, испытания и окраска машины.
В цеху на комплектовочном участке производят приемку машин в ремонт. Там же передают их в дефектационно-подготовительное отделение, после разборки части машин сдают в ремонт другим отделениям.
На участке разборки машины очищают, осматривают и проводят предремонтные испытания для выявления дефекта. Затем машины разбирают.
В слесарно-механическом отделении ремонтируют и изготовляют коллекторы, контактные кольца, валы, подшипники скольжения, подшипниковые щиты и крышки, вентиляторы и другие части.
В обмоточном отделении выполняют работы по ремонту, изготовлению и замене обмоток. Здесь же проводится ревизия обмоток и определяется характер их ремонта или вид профилактической обработки (пропитка, лакировка, сушка). На пропиточно-сушильном участке производят пропитку лаками, покрытие эмалью и сушку обмоток, компаундирование катушек, чистку, промывку обмоток и удаление старого лакового покрытия.
Отремонтированные сборочные единицы и детали поступают на сборку. Собранные машины передают на испытательную станцию и после испытаний возвращают на сборочный участок для окончательной отделки, установки крышек. Отремонтированные машины окрашивают и отправляют на склад.
Прием электродвигателей в ремонт
При сдаче в ремонт электродвигателя:
1. Машины должны быть очищены от масла, пыли и загрязнений
2. Они должны быть собраны и полностью укомплектованы (допускается прием в ремонт при частичном отсутствии мелких крепежных деталей и гаек)
3. У электрических машин не должно быть отступлений от конструкции завода изготовителя
4. С валов электрических машин должны быть сняты шкивы, полумуфты, шестерни, звездочки.
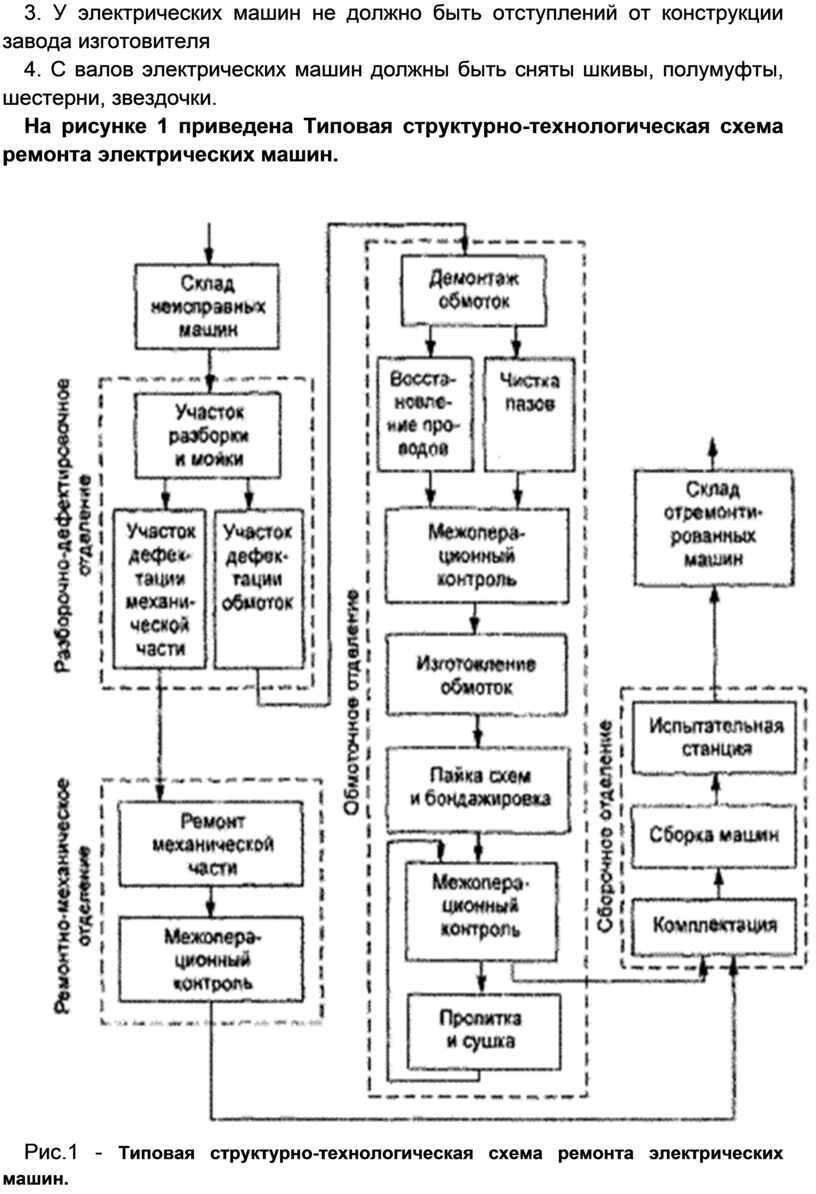
На рисунке 1 приведена Типовая структурно-технологическая схема ремонта электрических машин.
![]()
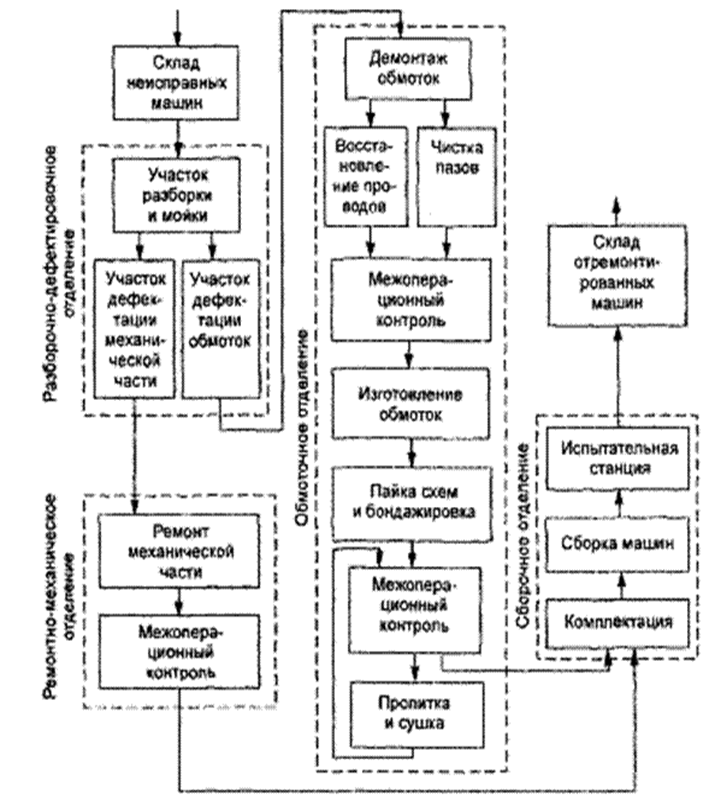
Рис.1 - Типовая структурно-технологическая схема ремонта электрических машин.
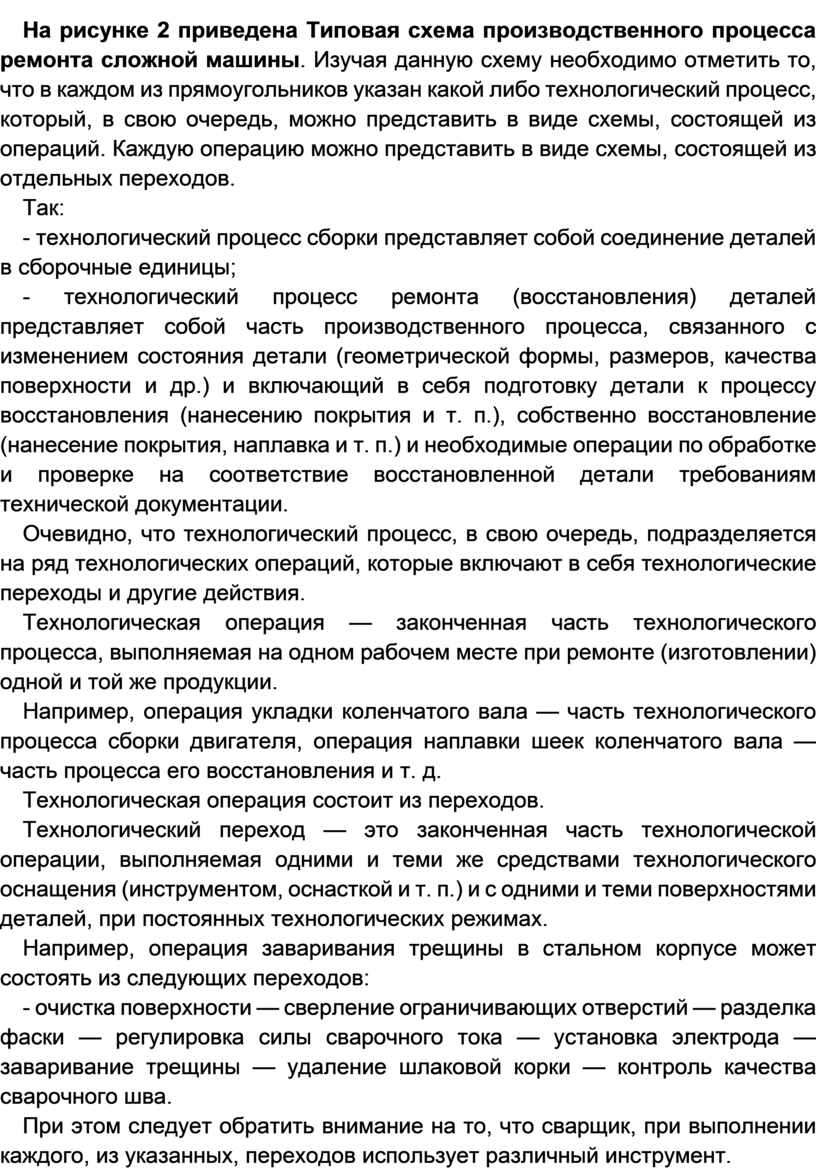
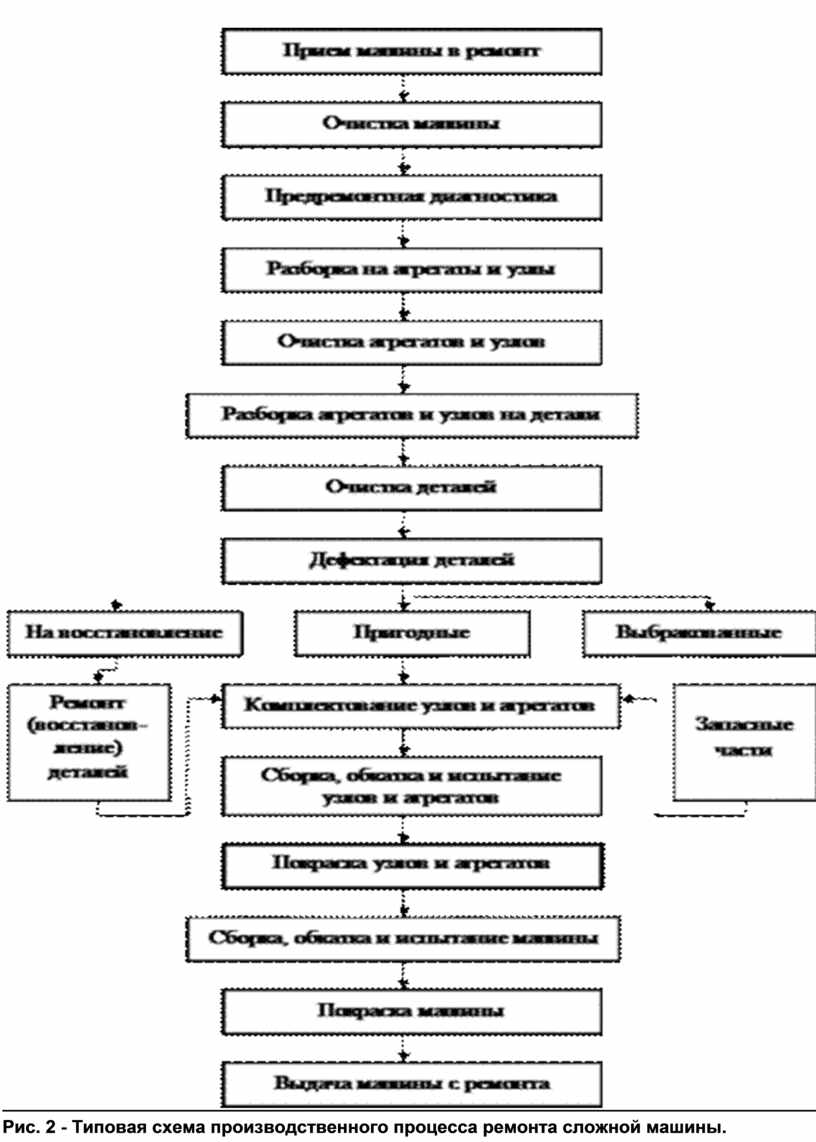
На рисунке 2 приведена Типовая схема производственного процесса ремонта сложной машины. Изучая данную схему необходимо отметить то, что в каждом из прямоугольников указан какой либо технологический процесс, который, в свою очередь, можно представить в виде схемы, состоящей из операций. Каждую операцию можно представить в виде схемы, состоящей из отдельных переходов.
Так:
- технологический процесс сборки представляет собой соединение деталей в сборочные единицы;
- технологический процесс ремонта (восстановления) деталей представляет собой часть производственного процесса, связанного с изменением состояния детали (геометрической формы, размеров, качества поверхности и др.) и включающий в себя подготовку детали к процессу восстановления (нанесению покрытия и т. п.), собственно восстановление (нанесение покрытия, наплавка и т. п.) и необходимые операции по обработке и проверке на соответствие восстановленной детали требованиям технической документации.
Очевидно, что технологический процесс, в свою очередь, подразделяется на ряд технологических операций, которые включают в себя технологические переходы и другие действия.
Технологическая операция — законченная часть технологического процесса, выполняемая на одном рабочем месте при ремонте (изготовлении) одной и той же продукции.
Например, операция укладки коленчатого вала — часть технологического процесса сборки двигателя, операция наплавки шеек коленчатого вала — часть процесса его восстановления и т. д.
Технологическая операция состоит из переходов.
Технологический переход — это законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения (инструментом, оснасткой и т. п.) и с одними и теми поверхностями деталей, при постоянных технологических режимах.
Например, операция заваривания трещины в стальном корпусе может состоять из следующих переходов:
- очистка поверхности — сверление ограничивающих отверстий — разделка фаски — регулировка силы сварочного тока — установка электрода — заваривание трещины — удаление шлаковой корки — контроль качества сварочного шва.
При этом следует обратить внимание на то, что сварщик, при выполнении каждого, из указанных, переходов использует различный инструмент.
 Рис. 2 - Типовая схема производственного процесса ремонта
сложной машины.
Рис. 2 - Типовая схема производственного процесса ремонта
сложной машины.
Скачано с www.znanio.ru
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.