Презентация целевого семинара - практикума на тему: "«Использование современных инновационных технологий сварочного производства с применением прогрессивного электросварочного оборудования»" для мастеров производственного обучения и преподавателей специальных дисциплин на базе ОАО «Алчевский металлургический комбинат» по вопросам изучения прогрессивных производственных технологий. В материалах представлены рекомендации по энергосбережению для сварщиков.
ОАО «АМК»
ЦЕЛЕВОЙ СЕМИНАР ПО ВОПРОСАМ
ИЗУЧЕНИЯ ПРОГРЕССИВНЫХ
ПРОИЗВОДСТВЕННЫХ ТЕХНОЛОГИЙ
«Использование современных
инновационных технологий
сварочного производства с
применением прогрессивного
электросварочного
оборудования»
Лазерная сварка с применением
порошкового присадочного
металла
Технология лазерной сварки с использованием
порошкового присадочного металла была
создана в ходе исследований новых вариантов
процессов лазерной сварки, проводимых
Немецким аэрокосмическим центром в
Штутгарте.
Подобный метод сварки применялся, в
частности, в легких конструкциях, которые все
чаще используются в автомобильной и
аэрокосмической промышленности.
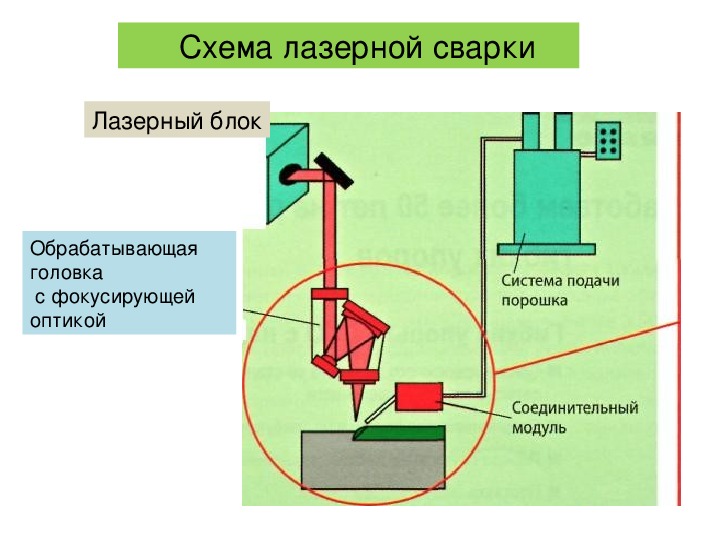
Схема лазерной сварки
Лазерный блок
Обрабатывающая
головка
с фокусирующей
оптикой
Благодаря бесконтактной
передаче энергии и высокой
концентрации подводимого тепла
процессы лазерной сварки обычно
отличаются такими
преимуществами:
• низкий уровень деформации
элементов;
• высокая гибкость;
• хорошая способность к
автоматизации;
Недостатки:
часто возникают проблемы со
стабильностью процесса и доступностью
компонентов во время выполнения
искривленных в трех измерениях сварных
швов;
возможные сбои в подаче проволоки
устранялись только с применением
затратных технологий;
при выполнении некоторых траекторий
сварки было даже вообще невозможно
найти технически удовлетворительного
решения, не говоря уже об экономически
Лазерный
луч
Порошок
Был разработан
альтернативный
способ, при
котором в рабочую
позицию подается
порошковый
присадочный
металл . Порошок
направляется
через сопло с
газоотводными
каналами,
которым придана
особая геометрия.
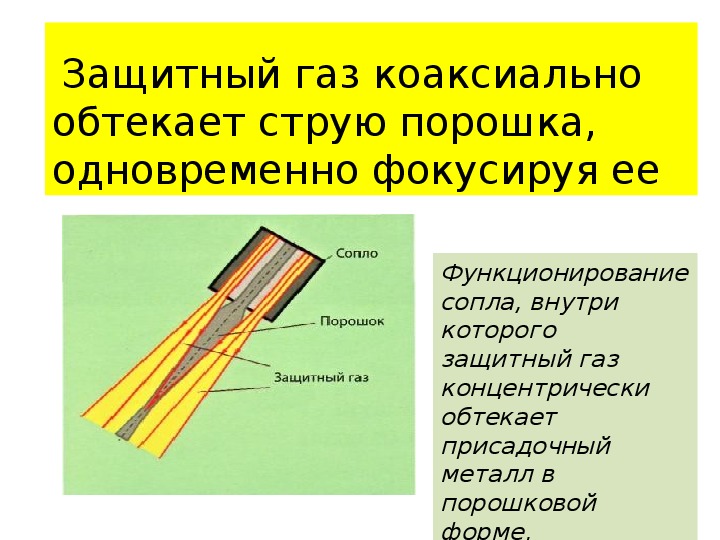
Защитный газ коаксиально
обтекает струю порошка,
одновременно фокусируя ее
Функционирование
сопла, внутри
которого
защитный газ
концентрически
обтекает
присадочный
металл в
порошковой
форме.
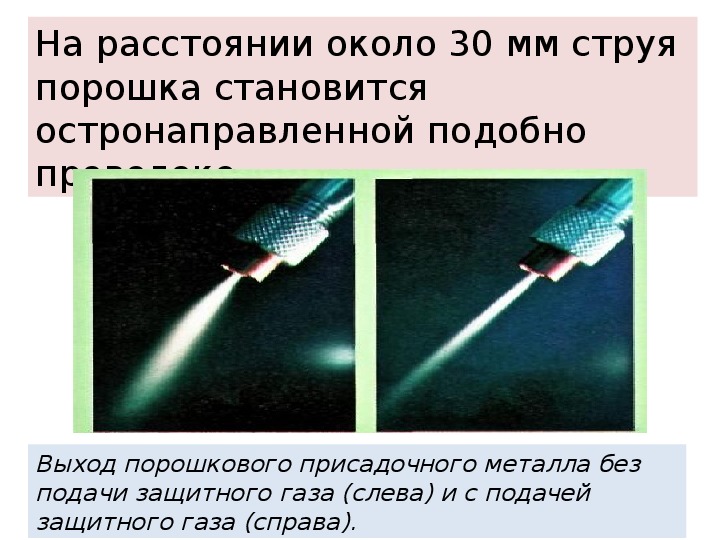
На расстоянии около 30 мм струя
порошка становится
остронаправленной подобно
проволоке
Выход порошкового присадочного металла без
подачи защитного газа (слева) и с подачей
защитного газа (справа).
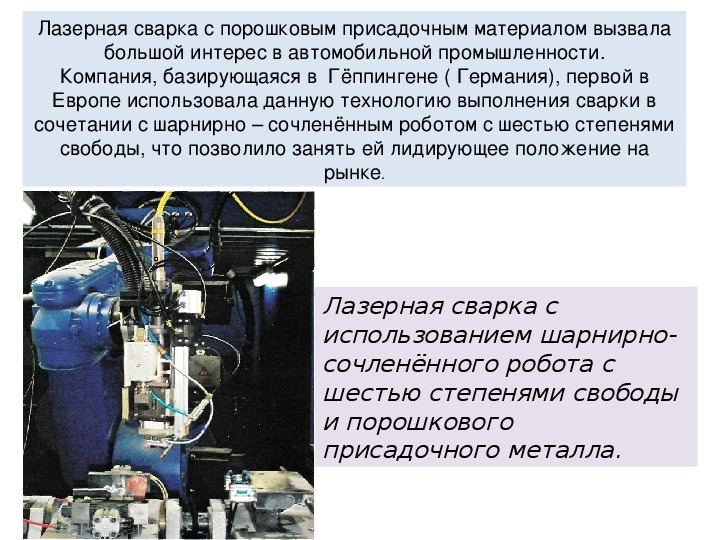
Лазерная сварка с порошковым присадочным материалом вызвала
большой интерес в автомобильной промышленности.
Компания, базирующаяся в Гёппингене ( Германия), первой в
Европе использовала данную технологию выполнения сварки в
сочетании с шарнирно – сочленённым роботом с шестью степенями
свободы, что позволило занять ей лидирующее положение на
рынке.
Лазерная сварка с
использованием шарнирно-
сочленённого робота с
шестью степенями свободы
и порошкового
присадочного металла.
Оборудование для плазменной
сварки и резки.
Портативный плазменный аппарат «Мультиплаз-
3500» является генератором
низкотемпературной плазмы, полученной путём
нагрева до температуры ионизации паров
рабочей жидкости, заливаемой в горелку перед
проведением работ.
Горелка является основной частью
аппарата, генерирующей
низкотемпературную плазму.
Горелка состоит из следующих частей:
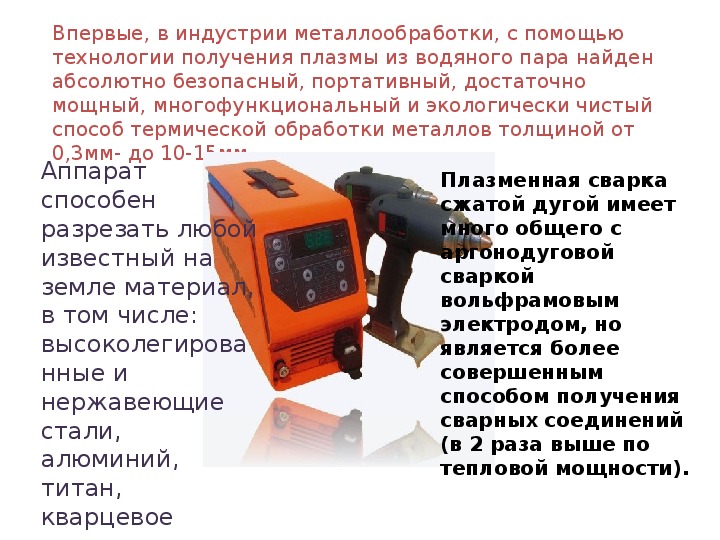
Впервые, в индустрии металлообработки, с помощью
технологии получения плазмы из водяного пара найден
абсолютно безопасный, портативный, достаточно
мощный, многофункциональный и экологически чистый
способ термической обработки металлов толщиной от
0,3мм- до 10-15мм.
Аппарат
способен
разрезать любой
известный на
земле материал,
в том числе:
высоколегирова
нные и
нержавеющие
стали,
алюминий,
титан,
кварцевое
стекло,
Плазменная сварка
сжатой дугой имеет
много общего с
аргонодуговой
сваркой
вольфрамовым
электродом, но
является более
совершенным
способом получения
сварных соединений
(в 2 раза выше по
тепловой мощности).
«Мультиплаз-3500» по сравнению с традиционными сварочными аппаратами:
Основные преимущества аппарата
1. Многофункциональность (режет, варит,
паяет);
2. Портативность - вес в сборе 10кг, легко
размещается в наплечной сумке;
3. Экологическая чистота - при работе
аппарата «Мультиплаз-3500» атмосфера
помещения только дополнительно
обогащается кислородом О2;
4. Экономное энергопотребление -
существенно отражается на себестоимости
продукции;
5. Низкие эксплуатационные расходы – прямые
затраты на 1час работы до 10 грн.!;
6. Полная электро-взрыво-
пожаробезопасность. Обладает уникальной
7. Варит трубы полностью заполненные водой или
замерзшие;
8. Сваривает разнотолщинные и разнородные
металлы;
9. Сваривает чугун без предварительного
подогрева;
10. Работа аппаратом "Мультиплаз-3500" не
требует освещения, т.к. пламя обеспечивает
эффективную подсветку объекта работы;
11. Отсутствие разбрызгивания металла при
резке и сварке;
12. «Мультиплаз-3500» обеспечивает
возможность круглосуточной работы на
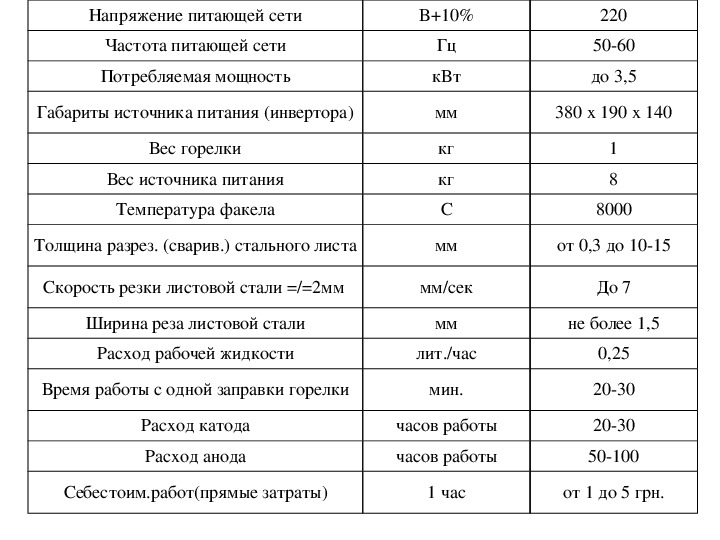
Напряжение питающей сети
В+10%
Частота питающей сети
Потребляемая мощность
Габариты источника питания (инвертора)
Вес горелки
Вес источника питания
Температура факела
Толщина разрез. (сварив.) стального листа
Скорость резки листовой стали =/=2мм
Ширина реза листовой стали
Расход рабочей жидкости
Время работы с одной заправки горелки
Расход катода
Расход анода
Гц
кВт
мм
кг
кг
С
мм
мм/сек
мм
лит./час
мин.
часов работы
часов работы
220
5060
до 3,5
380 х 190 х 140
1
8
8000
от 0,3 до 1015
До 7
не более 1,5
0,25
2030
2030
50100
Себестоим.работ(прямые затраты)
1 час
от 1 до 5 грн.
Сегодня аппарат с успехом используется
при проведении всевозможных работ. На
станциях авто техобслуживания (в работах
со сверхтонкой автомобильной сталью), в
жилищно-коммунальном хозяйстве, при
монтаже и последующем ремонте
трубопроводов различного направления,
систем отопления и канализации,
энергосистем, при проведении кровельных
работ, при ремонте холодильников,
кондиционеров, различных
вентиляционных систем, при монтаже
подземных коммуникаций, строительно-
монтажных и других работах.
методичні рекомендації
з енергозбереження
для викладачів спецтехнології зварки і
майстрів виробничого навчання,які
навчають професії: «Електрозварник
ручної зварки; електрозварник на
автоматичних і напівавтоматичних
машинах»
Енергозбережна технологія
метод виробництва продукції з
раціональним використанням енергії,
який дає можливість одночасно
зменшити енергетичне завантаження
на навколишнє середовище і кількість
відходів, що отримуються при
виробництві або експлуатації.
Заходи щодо енергозбереження при виконанні зварювальних
робіт.
Оптимальний підбір зварювального
устаткування і режиму зварки.
Відмова від використання
багатопостових джерел живлення
Оптимізація вибору процесу зварки
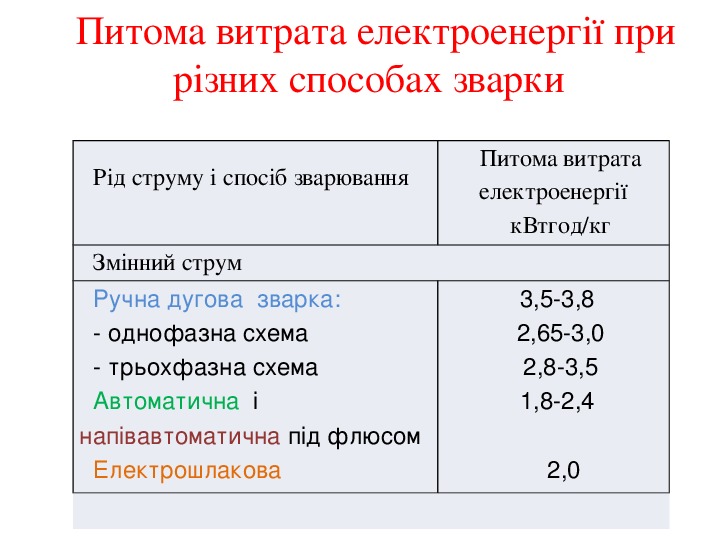
Питома витрата електроенергії при
різних способах зварки
Рід струму і спосіб зварювання
Змінний струм
Ручна дугова зварка:
однофазна схема
трьохфазна схема
Автоматична і
напівавтоматична під флюсом
Електрошлакова
Питома витрата
електроенергії
кВтгод/кг
3,53,8
2,653,0
2,83,5
1,82,4
2,0
Заходи щодо енергозбереження при зварці:
Заміна ручної дугової зварки на контактну
знизить витрату електроенергії
в 22,6 разу
Заміна ручної дугової зварки на контактну шовну
зменшить витрату електроенергії на 15%
Заміна ручної дугової зварки механізованою або
напівавтоматичною під шаром флюсу забезпечить
зниження питомої витрати електроенергії на 1 кг на
0,17 квтгод/кг
-Використання зварювальних
кабелів оптимальної довжини і
перетину
Якщо падіння напруги в проводах
зварювального ланцюга перевищує 7
вольт необхідно використовувати
дріт більшого перетину.
Перед під'єднуванням дроту до
сполучної муфти кінець кабелю
необхідно зачистити
лудить
Якщо з'єднання
проводитиметься
при допомозі
паяння, то дріт
необхідно залудити
опрессовка
Під'єднування клеми до
дроту можна виконувати
пресуванням за
допомогою мідної
втулки.
Пристрої для нероз'ємного з'єднання
кабелів
Нероз'ємне з'єднання, виконане за
допомогою цих нескладних
пристосувань
Материалы к семинару
подготовили и провели:
Творческая группа в составе
преподавателей высшей категории
ВПУ№40 г.Алчевска
Шишкиной Людмилы Николаевны
Боровика Владимира
Анатольевича
Рецензент и руководитель:
Симова Л.Г. - методист учебно–
методического центра
профтехобразования