Поделиться

 |

Автор - разработчик


![]()


2022 г
Разработано на основе Рекомендаций по организации получения среднего общего образования в пределах освоения образовательных программ среднего профессионального образования на базе основного общего образования с учетом требований Федеральных государственных образовательных стандартов и получаемой профессии или специальности среднего профессионального образования (ФГАУ «ФИРО», 25 февраля 2015 г.).

Разработчик: Антопуло Е.И – преподаватель высшей квалификационной категории КГБПОУ «АПТ»

Содержание
|
1.Широкий спектр услуг
|
A wide range of services |
|
1.1.Режущий инструмент
|
Cutting Tool |
|
А. монолитный режущий инструмент В. Сборный режущий инструмент
|
A. Monolithic cutting tool B. Prefabricated cutting tool |
|
1.2.Воспомогательный инструмент 1.3 Измерительный инструмент 1.4 Шлифовальный интсрумент 1.5 Ручной инструмент
|
1.2.Auxiliary tool 1.3 Measuring instrument 1.4 Grinding equipment 1.5 Hand tools |
|
2.Инструментальная мебель
|
2.Tool furniture |
|
3.Инвентарь
|
3.Inventory |
|
4.Логистика
|
4.Logistics |
1.Широкий спектр услуг


|
эксперт
|
|
expert |
|
измерительный инструмент
|
|
measuring tool |
|
режущий инструмент
|
|
cutting tool |
|
воспомогательный инструмент
|
|
auxiliary tool |
|
динамометрический инструмент
|
|
dynamometer tool |
|
специалист
|
|
specialist |
|
оптимизация процессов
|
|
process optimization |
|
производство
|
|
production |
|
автоматическая система
|
|
automatic system |
|
затраты
|
|
cost |
|
заказ
|
|
order |
|
контроль
|
|
control |
|
прозрачность процесса
|
|
transparency of the process |
|
калибровка
|
|
calibration |
|
проверка
|
|
check |
|
лаборатория
|
|
laboratory |
|
услуга
|
|
service |
|
поставка
|
|
shipment |
|
бесплатная доставка
|
|
free shipping |
|
экспресс-доставка
|
|
express delivery |
|
склад
|
|
warehouse |
|
единая база |
|
single database |
|
электронных чертежей |
|
electronic drawings |
|
моделирование
|
|
modeling |
|
рабочая зона
|
|
work area |
|
вычисление траекторий
|
|
calculating trajectories |
|
параметры
|
|
parameters |
|
эффективные решения |
|
Effective solution
|
|
снижение нагрузки |
|
Load reduction
|
|
максимальная экономия |
|
Maximum economy |
|
конфигурация |
|
configuration |
|
штрих-код |
|
Barcode |
|
каталог |
|
catalog
|
|
высококачественный инструмент |
|
Quality tool |
|
доступ |
|
access |
|
индивидуальные требования клиента |
|
Individual requirements of the client |
|
интеграция |
|
integration
|
|
использование |
|
usage |
|
состояние заказа |
|
Order status |
Text №1 Read and translate.

Machine operators mainly work with heavy machinery. They assist with the installation of their equipment and help maintain it by performing periodic tests and repairs. Listings for these positions may also be found by searching for machinists or tool and die makers.
Machine operators may work with computer-operated equipment or with mechanical equipment. They install their machines, operate them to aid in plant processes, and perform routine maintenance checks. They are self-motivated team players who have an aptitude for computers and mechanics.
![]()
Machine operators install, maintain, and operate machinery. They must have a strong understanding of the machines they work with. In-depth training may be required in order to prepare a machine operator for their daily duties.
Machine operators may work with mechanical or computer-operated equipment. They must be technically-inclined and be able to properly utilize tools and machinery. Since problems with machinery may arise, machine operators must be able to analyze situations and find solutions.
Candidates for this position should be detail-oriented and willing to learn. Machine operators should be able to follow instructions, work with others, and help ensure that all safety regulations are followed.


![]()
Our company is searching for a talented and experienced CNC machine operator to oversee our computer numeric controlled (CNC) machines. You will be responsible for ensuring our company produces quality parts and tools specific to engineering drawings and client standards.
As the machine operator, the successful candidate will be a highly skilled professional, with excellent attention to detail and mechanical aptitude. In order to excel in this role, you will also have to possess in-depth knowledge of the latest equipment and techniques emerging in the industry.
![]()
![]()
Our company is searching for a talented and experienced CNC machine operator to oversee our computer numeric controlled (CNC) machines. You will be responsible for ensuring our company produces quality parts and tools specific to engineering drawings and client standards.
As the machine operator, the successful candidate will be a highly skilled professional, with excellent attention to detail and mechanical aptitude. In order to excel in this role, you will also have to possess in-depth knowledge of the latest equipment and techniques emerging in the industry.
_______________________________________________________________________

![]() CNC machine operators, or CNC machinists, manage computer numeric
controlled (CNC) equipment from setup to operation, producing parts and tools
from different resources including metal and plastic. They’re tasked with
monitoring machinery, inspecting finished products, and leading test runs.
CNC machine operators, or CNC machinists, manage computer numeric
controlled (CNC) equipment from setup to operation, producing parts and tools
from different resources including metal and plastic. They’re tasked with
monitoring machinery, inspecting finished products, and leading test runs.
Our company is searching for a talented and experienced CNC machine operator to oversee our computer numeric controlled (CNC) machines. You will be responsible for ensuring our company produces quality parts and tools specific to engineering drawings and client standards.
As the machine operator, the successful candidate will be a highly skilled professional, with excellent attention to detail and mechanical aptitude. In order to excel in this role, you will also have to possess in-depth knowledge of the latest equipment and techniques emerging in the industry.
_______________________________________________________________________
№3 Write down new words in your notebook
· machine tools with PC - станки с ПУ (программное управление)
· machine-building and woodworking industries - машиностроительная и деревообрабатывающая промышленность
· drilling machines with a PC - сверлильные станки с ПУ
· printed circuit boards - печатные платы
· EDM machines - электроэрозионные станки, станки электроискровой обработки
· complicated configuration - сложная конфигурация
· programmable machines - программируемые машины
· to push the buttons – нажимать на кнопки
· manufacturing technology - технология производства
· software - программное обеспечение
· to monitor the quality - следить за качеством
· responsibilities - обязанности
· to check - проверять
· to fixe - исправлять
· to determine the operating mode - определять режим работы
· to control machine - управлять машиной
· to monitor the quality - следить за качеством
· working conditions - рабочие условия
· well-lit room - хорошо освещенная комната
· physical loads - физические нагрузки
· mental work - умственная работа
· «feel the material» - «чувствовать материал
___________________________________________________________________________
№4 Read and
translate.
Text A: Machine operator with a PC
Today, machine tools with program control are used in both the machine-building and woodworking industries. There are drilling machines with a PC for drilling printed circuit boards, there are EDM machines - with their power you can cut a very complicated configuration in metal, and the processing accuracy is amazing ... You can’t list all types of machines with a PC. Almost any modern production basically has programmable machines and to work on them it is not enough just to be able to "push the buttons." The specialist should have an idea of the manufacturing technology of parts, the tools used, and know the appropriate software.
What does a machine tool operator with a PC do? He has many responsibilities. He checks and fixes work pieces and tools on the machine, determines the operating mode, controls machine operation and process flow.
In the process, the operator monitors the quality of products, makes measurements of parts with special instruments. Working conditions for the machine operator with a PC today to call quite comfortable - this is work in a warm, clean, well-lit room. Physical loads are insignificant. Most of the operator’s working time is occupied by mental work, but if, for example, the technologist at the given production is a theoretician in pure form, then the operator should “feel the material”, know, if you like, the features of his character. That is why the machine operator with a PC must have knowledge - deep and specific.
_____________________________________________________________________________
№6 Answer the following questions on the text.
1. Where are machine tools with program control used?
2. What kind of machines with a PC do you know?
3. What does a machine tool operator with a PC do?
4. What personal characteristics should the machine operator have?
5. What does working condition in which the machine operator works?
____________________________________________________________________________
№6 Guess the meaning of the following international words
machine program control industry
configuration metal production specialist
technology operator fix process
instrument comfortable technology character
specific element industry result
__________________________________________________________________________
№7 Match each word with the correct translation.
1) tool
2) check
3) control machine
4) monitor the quality
5) drilling machines
a) проверять
b) сверлильные станки
c) следить за качеством
d) инструмент
e) управлять машиной
___________________________________________________________________________
№ 8 Put the verbs given in brackets in the correct form.
1. The operator (to have) many responsibilities.
2. He (to check) and (to fix) work pieces and tools on the machine.
3. The operator (to monitor) the quality of products
4. The operator (to control) machine operation and process flow.
5. Instruments (to consist) of many elements.
6. Physical loads (to be) insignificant.
7. A bolt (to consist) of the head and the shank with the thread.
8. A shaft (to rotate) about its axis.
____________________________________________________________________________
№ 9 Study new words and word-combinations.
· property — свойство
· metallurgy — металлургия
· separation — разделение, отстояние
· dense — плотный
· arrangement — расположение
· regularly — регулярно, правильно
· to slide — скользить
· malleable — ковкий, податливый, способный деформироваться
· bent pp of bend — гнуть
· to fracture — ломать
· ductile — эластичный, ковкий
· to draw — волочить, тянуть
· wire — проволока
· lead — свинец
· iron — железо, чугун
· grain — зерно
· to depend — зависеть
· size — размер, величина
· shape — форма, формировать
· composition — состав
· coarse — грубый, крупный
· treatment — обработка
· quenching — закалка
__________________________________________________________________

№ 10 Read and translate.
![]()
A metal is an element, compound, or alloy that is good conductor of both electricity and heat. Metals are usually malleable and shiny.
Metals are materials most widely used in industry because of their properties. The study of the production and properties of metals is known as metallurgy.
The separation between the atoms in metals is small, so most metals are dense. The atoms are arranged regularly and can slide over each other. That is why metals are malleable (can be deformed and bent without fracture) and ductile (can be drawn into wire). Metals vary greatly in their properties. For example, lead is soft and can be bent by hand, while iron can only be worked by hammering at red heat.
The regular arrangement of atoms in metals gives them a crystalline structure. Irregular crystals are called grains. The properties of the metals depend on the size, shape, orientation, and composition of these grains. In general, a metal with small grains will be harder and stronger than one with coarse grains.
Heat treatment such as quenching, tempering, or annealing controls the nature of the grains and their size in the metal. Small amounts of other metals (less than 1 per cent) are often added to a pure metal. This is called alloying (легирование) and it changes the grain structure and properties of metals.
All metals can be formed by drawing, rolling, hammering and extrusion, but some require hot-working. Metals are subject to metal fatigue and to creep (the slow increase in length under stress) causing deformation and failure. Both effects are taken into account by engineers when designing, for example, airplanes, gas-turbines, and pressure vessels for high-temperature chemical processes. Metals can be worked using machine-tools such as lathe, milling machine, shaper and grinder.
The ways of working a metal depend on its properties. Many metals can be melted and cast in moulds, but special conditions are required for metals that react with air.
______________________________________________________________________
Задание № 11
Answer the following questions on the text.
1. What are metals and what do we call metallurgy?
2. Why are most metals dense?
3. Why are metals malleable?
4. What is malleability?
5. What are grains?
6. What is alloying?
7. What is crystalline structure?
8. What do the properties of metals depend on?
9. What changes the size of grains in metals?
10. What are the main processes of metal forming?
11. How are metals worked?
12. What is creeping?
_______________________________________________________________________
Задание № 12
Find the following words and word combinations in the text.
1. Свойства металлов
2. расстояние между атомами
3. правильное расположение
4. сильно отличаются по своим свойствам
5. кристаллическая структура
6. размер зерен
7. форма зерен
8. закалка
9. отжиг
10.волочение
11.прокатка
12.ковка
13.экструзия
14. структура и свойства зерна
15. горячая обработка
16. усталость металла
17. ползучесть металла
18. плавка и отливка в формы
19. способы обработки металлов
|_____________________________________________________________________________
Задание № 13
Translate into English.
1. Металлы — плотные материалы потому, что между атомами в металлах малое расстояние.
2. Металлы имеют кристаллическую структуру из-за правильного расположения атомов.
3. Чем меньше зерна, тем тверже металл.
4. Закалка и отжиг изменяют форму и размер зерен в металлах.
5. Легирование изменяет структуру зерен и свойства металлов.
6. Металл деформируется и разрушается из-за усталости и ползучести.
______________________________________________________________________
Задание № 14
Complete the following sentences.
1. Metals are...
2. Metallurgy is...
3. Most metals are...
4. The regular arrangement of atoms in metals...
5. Irregular crystals...
6. The properties of the metals depend...
7. Metals with small grains will be...
8....controls the nature of the grains in the metal.
9. Alloying is...
10. All metals can be formed by...
11. Creep is...
12. Metals can be worked using...
|_____________________________________________________________________
Задание № 15
Explain in English the meaning of the following words.
1. malleability
2. crystalline structure
3. grains
4. heat treatment
5. alloying
6. creep
_____________________________________________________________________
Задание № 16
Study new words and word-combinations.
· electron – электрон
· oxygen – кислород
· cation – катион (ион с положительным электрическим зарядом)
· oxides – оксиды
· acidic – кислотный
· luster – блеск
· density – плотность
· to cleave – раскалывать
· thermal – теплый
· bond – связь
· ductility – тягучесть
· alloy – сплав
· solid – твердый
· brittle – ломкий
· resistant to corrosion – устойчивый к коррозии
· steel - сталь
· cast iron – чугун
· stainless steel – нержавеющая сталь
· alloy steel – легированная сталь
· chromium – хром
· nickel – никель
· molybdenum – молибден
· carbon steels – углеродистые стали
· aluminium – алюминий
· titanium – титан
· copper – медь
· magnesium – магний
· wiring - проводимость

1.1.Режущий инструмент


|
резание |
cutting |
|
спиральные сверла |
twist drill |
|
сверла для глубокого сверления |
drill for deep hole drilling |
|
машинные бестружечные метчики |
machine-made particle-free taps |
|
машинные развертки для станков |
machine reamers for machine tools |
|
развертки |
sweeps |
|
микрофорез |
micropores |
|
фреза |
Cutter, mill |
|
обдирочные фрезы |
Grinding mill |
|
концевые фрезы |
End mill |
|
резьбовые фрезы |
Thread milling cutters |
|
насадные фрезы |
Arbor-type cutters |
|
сверла |
drills |
|
монолитный режущий инструмент |
A monolithic cutting tool |
|
метчики |
taps |
|
плашки |
dies |
|
зенковки |
countersinks |
|
развертки |
sweeps |
|
ленточные пилы |
Band saw |
|
твердый сплав |
Hard alloy |
|
мягкий сплав |
Soft alloy |
|
фрезирование |
milling |
|
наклонные поверхности |
Inclined surface |
|
рассверливание |
drilling |
|
диаметр |
diameter
|
|
средняя скорость |
Average speed |
|
закаленная сталь |
Hardened steel |
|
точение |
turning |
|
пониженная мощность |
Reduced power |
|
повышенная мощность |
Increased power |
|
шпиндель |
spindle |
|
нестабильные условия |
Unstable conditions |
|
мощность |
power |
|
шлифовать |
grind |
|
центровочное сверло |
The centering drill |
|
цилиндрический хвостик |
The cylindrical tail |
|
короткие сверла |
Short drills |
|
длинные сверла |
Long drill bits |
|
короткие ступенчатые сверла |
Short step drills
|
|
твердосплавные кольцевые сверла по металлу |
Carbide tipped annular drill bits for metal |
|
сверхдлинные сверла |
Extra-long drills |
|
спиральные сверла |
Twist drill |
|
ленточное сверло |
Band drill |
|
набор сверл |
A set of drill bits
|
|
металлические листы |
Metal sheet
|
|
стружечные канавки |
Chip grooves |
|
удаление стружки |
Chip removal |
|
большой кейс со сверлами |
Large case with drills |
|
глубокое отверстие |
Deep hole |
|
штифт |
pin |
|
штифты-выталкиватели |
Ejector pins |
|
переходники |
adapters |
|
твердый сплав |
Hard alloy |
|
нержавеющая сталь |
Stainless steel |
|
резьба |
thread |
|
Алюминевый сплав |
Aluminum alloy
|
|
безопасность |
security |
|
оснастка |
equipment |
|
Система микросмазки |
Micro-lubrication system |
|
Сквозное и глухое отверстие |
Through and blind hole
|
|
Калибрирующая часть |
Calibrating part |
|
самонаправление |
self-direction |
|
Смазочные канавки |
Lubrication grooves |
|
стружка |
chip |
|
Внутренний подвод |
Internal supply
|
|
покрытие |
cover |
|
крутить |
twist |
|
смазка |
lubrication |
|
деформированность |
deformity |
|
оцинкованный |
galvanized |
|
отвинчивать |
unscrew |
|
Универсальное применение |
Universal application |
|
Круглая |
Round |
|
кромка |
Edge/ lip| hem| flange |
|
Трехзубая зенковка с пластиковой рукояткой |
Three-prong countersink with plastic handle |
|
зенковка |
countersink |
|
цековка |
counterbore |
|
стандарт |
standard |
|
развертки |
sweeps |
|
регулировать |
regulate |
|
Цилиндрический хвостик |
The cylindrical tail
|
|
Сьемный |
Removable |
|
Станки ЧПУ |
CNC machines |
|
Платины из кермета |
Platinum from kermet |
|
подача |
supply |
|
Комбинированное исполнение зубьев |
Combined design of teeth |
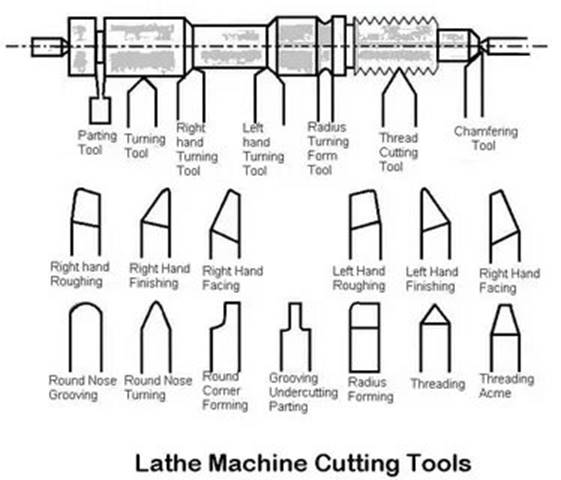
№1 Read and translate.

As we already know, to perform a certain operation we need different types of cutting tools.
Cutting tools can be chosen according to the:
It is used in metal cutting or forming to acquire the desired shape, size, surface finish.
Different types of cutting tools are used in different types of machine, according to the usage of the cutting tool, we can divide it into 7-types, and those are:
№2 Прочтите текст и выполните следующие за ним упражнения:
 1. The
engine lathe is the most commonly used machine-tool. It is used I for great
variety о f
meta1 operations, such as turning, drilling, screw cutting and many others.
1. The
engine lathe is the most commonly used machine-tool. It is used I for great
variety о f
meta1 operations, such as turning, drilling, screw cutting and many others.
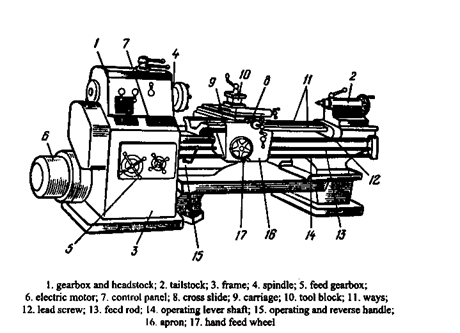
2. The principal units of the lathe are the bed, the headstock, the tailstock and the carriage with the apron.
3. The bed is the base of any machine-tool and it is made of grey iron casting on which the saddle and the tailstock slide along special guide ways. The headstock is also located and bolted on the bed.
4. The headstock contains the spindle and the speed gearbox. The spindle is the part of the machine to which power is applied to rotate the work. The changing of the spindle speed is effected by levers.
5. The tailstock consists of a casting fitted to the bed. The function of the tailstock is to support one end of the work turned between centers and to mount the tools.
6. The carriage of the lathe, which carries the tool, is made up of two principal parts: the saddle and the apron. The saddle travels along the guide ways of the bed. The apron represents the front wall of the carriage. On the front of the apron are mounted the handles and levers by which the actions of the tool are controlled.
4. Переведите на русский язык в письменной форме абзацы 3,4 и 5.
5. Найдите соответствующие ответы на вопросы и напишите их в той последовательности, в которой заданы вопросы:
Вопросы
Ответы
a. To support one end of the work turned between centers.
b. On the front of the apron.
с. For turning, drilling, screw cutting and others.
d. The headstock, the saddle and the tailstock.
e. The bed, the headstock, the tai1stock and the carriage with the apron.
6. Закончите предложения, выбрав соответствующий вариант окончания:
a) the carriage
b) the headstock
c) the tailstock
a) guide ways
b) the saddle and the apron
c) levers and handles
А. монолитный режущий инструмент

|
Спираль,ступенчатые и кольцевые сверла из быстро- режущей стали |
Spiral, step and ring drills made of fast-cutting steel |
|
Сверла из монолитного твердого сплава |
Drills made of monolithic hard alloy |
|
Метчики и резьбовые фрезы |
Taps and threaded cutters |
|
Плашки,наборы резьбонарезного инструмента, держатели |
Taps and threaded cutters |
|
зенковка |
countersink |
|
развертки |
scans |
|
Ленточные и дисковые пилы по металлу |
Band and disc saws for metal |
|
Насадные фрезы HSS и VHM |
HSS and VHM attachment cutters |
|
Концевые фрезы из быстрорежущей стали |
High-speed steel end mills |
|
Концевые фрезы из монолитного твердого сплава |
End mills made of monolithic hard alloy |
|
Для всех инструментов для обработки резанием |
For all cutting tools |
|
Твердосплавная концевая фреза (длинная, сверхдлинная) |
Carbide end mill (long, extra long) |
|
Цветовая маркировка |
Color marking |
|
Профиль фрезы |
Milling cutter profile |
|
стандарт |
standard |
|
Хвостовик ( цилиндрический) |
Shank (cylindrical) |
|
угол |
corner |
|
подточка |
sharpening |
|
резьба |
carving |
|
допуск |
allowance |
|
Центровочное сверло |
Centering drill |
|
Сверхдлинные центровочные сверла |
Extra-long centering drills |
|
Короткие сверла |
Short Drills |
|
Идеально для сверления с небольшой глубиной |
Ideal for drilling with a shallow depth |
|
Сверла для металлических листов |
Drills for metal sheets |
|
Сверло используется без центрования |
The drill is used without centering |
|
Набор коротких сверл |
A set of short drills |
|
Спиральные сверла |
Spiral Drills |
|
Стружечные канавки |
Chip grooves |
|
Особенно высокая прочность |
Especially high strength |
|
Сверхдлинные спиральные сверла |
Ultra-long spiral drills |
|
Конические сверла |
Conical Drills |
|
зенкер |
zenker |
|
Короткие ступенчатые сверла |
Short Step Drills |
|
Для винтов с потайной головкий |
For countersunk head screws |
|
Презиционные конические сверла |
Positional Conical Drills |
|
Листовые материалы |
Sheet materials |
|
Кольцевые сверла |
Ring Drills |
|
Штифты-выталкиватели |
Ejector pins |
|
Устройства кругового резания |
Circular cutting devices |
|
Для вырезания колец |
For cutting rings |
|
Твердосплавное микросверло НРС |
Carbide micro drill |
|
Высокопроизводительные сверла |
High-performance drills |
|
Монолитный твердый сплав |
Monolithic hard alloy |
|
Короткое ступенчате сверло |
Short step drill |
|
Система микросмазки |
Micro-lubrication system |
|
Ручные метчики |
Manual taps |
|
Метчик машинный для сквозных отверстий |
Machine tap for through holes |
№1 Translate the text and compose questions about the text.
![]()
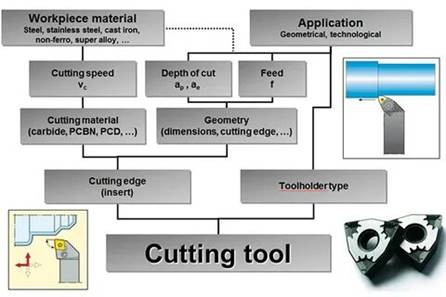
Forced rotation turning appears to be an effective machining method due to higher tool life, time efficiency and acceptable quality. Several studies have been carried out to investigate the basic characteristics of forced rotation machining. So far, tools are used whose design included several components. However, such tools may generate vibrations, which are undesirable in the process. In engineering practice, most vibration problems are solved by reducing the cutting parameters (cutting speed and feed rate), which reduces machining productivity. For this reason, a new type of monolithic rotary tool has been designed that eliminates the design complexity and high assembly accuracy requirements of current rotary tools. Based on the performed experimental research, it is possible to define the influence of cutting parameters on the cutting force. Next, the equation of the cutting force and the resulting roughness of the machined surface was determined. In the introduction, the results of the analysis of machining parameters with a rotary tool were added. The presented solution fundamentally validates the new monolithic tool for forced rotation technology and defines its application for different machining materials.
№2 Translate combinations of words, transcribe.Make sentences from these combinations of words
1.Основные виды обработки с применением твердосплавных
монолитных фрез
The main types of processing with the use of carbide monolithic cutters.
Торцовое фрезерование -
Обработка паза -
Боковое фрезерование-
Объемное фрезерование-
Врезание под углом -
Врезание по спирали-
Трохоидальное фрезерование-
Послойное боковое фрезерование-
Послойное торцовое фрезерование-
Врезное фрезерование-
Сверление-
2.Типы концевых твердосплавных монолитных фрез.
Types of end carbide monolithic milling cutters.
ЦИЛИНДРИЧЕСКИЕ -
КОНИЧЕСКИЕ -
С ПЛОСКИМ ТОРЦЕМ -
С УГЛОВЫМ РАДИУСОМ -
СО СФЕРИЧЕСКИМ ТОРЦЕМ -
3.Боковая режущая кромка. Side cutting edge
|
Тип зуба Tooth Type |
Перевод |
Характеристики и область применения
|
|
Обычный ordinary |
|
Фрезы с неизменяющейся геометрией зуба, наиболее широко используется при черновом и чистовом фрезеровании контуров, обработке пазов и уступов
|
|
Конический conical |
|
Фрезы с угловым зубом применяются при обработке наклонных поверхностей, таких как литейные и штамповочное уклоны, после предварительной обработки цилиндрической фрезой
|
|
Черновой draft |
|
фрез чернового типа режущая кромка имеет зубчатую форму, что позволяет дробить стружку на мелкие части.
|
|
Фасонный shaped |
|
Данный тип фрез применяется для обработки поверхностей со сложным профилем.
|
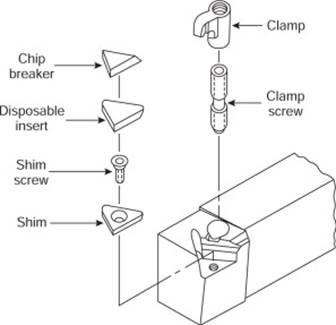
№4 Translate the text as fully as possible.Write down the most difficult vocabulary and transcribe it.
![]()
Инструментальные вставки
Traditionally, most cutting tools are usually formed from a single piece and the cutting edge is ground to the required geometry. These single piece tools, also referred to as monolithic tools (Schey, 1987), are generally made from high-speed steels or carbon steels. When the cutting edge wears beyond being useful, they can be reground. However, even when suitable replacement tools are available, tool changing is time-consuming and can add considerably to the processing time. In order to address this problem, cutting tool inserts or tips were developed. These are disposable cutting tools and usually have a number of cutting edges. The number of cutting edges will depend on the insert shape and whether a negative rake angle has been incorporated into the tool holder, which allows both sides of the insert to be used for example, a square insert will have eight cutting edges (Amstead et al., 1987). The inserts are usually clamped into a tool holder, a typical example of which is shown in Fig. 5.34. Inserts may also be brazed into the tool holder. However, clamping is generally the preferred method as this allows the insert to be rotated or indexed to the next cutting edge (Kalpakjian, 1995). There are a number of ISO standards that have been developed to help in the selection of both tool inserts and holders for various machining processes.
 Translate the text as fully as possible.Write down the most
difficult vocabulary and transcribe it
Translate the text as fully as possible.Write down the most
difficult vocabulary and transcribe it
A.Abrasive grains are blunt compared to conventional cutting tools. Effective rake angles are highly negative which leads to a large compressive plastic zone ahead of and under the grain followed by a shallower tensile zone behind the grain.
It was shown in Chapter 14 that the depths of grain penetration are usually very small. This has implications for the geometry of the grain contact. The grain can be considered as an extremely blunt cutting tool. Many of the grain contacts will not produce a chip but will merely rub against the workpiece. The forces and friction involved in grinding can be explained by considering the different types of contact involved in grinding. The following discussion outlines some basic models of abrasion. A useful test of a model is whether it can explain values of force ratio experienced in rubbing, ploughing, and cutting.
C.Unexpectedly rapid increases in urbanization throughout the world, especially since World War II, have brought many problems, including congestion, air pollution, loss of scarce surface area for vehicular ways, and major traffic disruption during their construction. Some cities relying principally on auto transport have even found that nearly two-thirds of their central land area is devoted to vehicular service (freeways, streets, and parking facilities), leaving only one-third of the surface space for productive or recreational use.
D.Machine tool, any stationary power-driven machine that is used to shape or form parts made of metal or other materials. The shaping is accomplished in four general ways: (1) by cutting excess material in the form of chips from the part; (2) by shearing the material; (3) by squeezing metallic parts to the desired shape; and (4) by applying electricity, ultrasound, or corrosive chemicals to the material. The fourth category covers modern machine tools and processes for machining ultrahard metals not machinable by older methods.
E. Hundreds of varieties of metal machine tools, ranging in size from small machines mounted on workbenches to huge production machines weighing several hundred tons, are used in modern industry. They retain the basic characteristics of their 19th- and early 20th-century ancestors and are still classed as one of the following: (1) turning machines (lathes and boring mills), (2) shapers and planers, (3) drilling machines, (4) milling machines, (5) grinding machines, (6) power saws, and (7) presses. The engine lathe, as the horizontal metal-turning machine is commonly called, is the most important of all the machine tools.
№5 Сonsider a picture with a monolithic cutting tool.Complete the translation.

№6.Торцовая режущая кромка
End cutting edge
|
Тип зуба
Tooth Type |
перевод |
Характеристики и область применения
Characteristics and scope of application |
|
Плоский торец с центровым отверстием
Flat end with center hole |
|
Вертикальное врезание невозможно. Наличие центрового отверстия служит для обеспечения повышенной точности при заточке инструмента
|
|
Плоский торец с режущим центром
Flat end with cutting center
|
|
Возможность вертикального врезания. |
№7 Хвостовик и шейка .Shank and neck
|
Type |
translation |
Characteristics and scope of application |
|
Standard(Straight shank) |
|
The most common type. |
|
Long shank |
|
It is used for milling stepped deep pockets and ledges |
|
Long neck |
|
It is used for milling deep pockets and ledges. |
|
Conical neck
|
|
It is used for milling deep grooves, foundry slopes. |
№8 Translate!
Монолитный инструмент изготовляют двумя способами. Первый способ заключается в том, что нужная форма инструмента в окончательном виде формируется в специальной прессформе. Исходным материалом является мелкозернистый порошок с химическим составом, соответствующим определенной марке твердого сплава. Затем полуфабрикаты подвергают двукратному спеканию. Если полученный инструмент имеет форму коронок, то его припаивают к державкам, а затем затачивают. Если инструмент насадной, то его затачивают и надевают на соответствующие оправки.
B.Конструктивно монолитные инструменты
Конструктивно монолитные инструменты выполняются в двух вариантах: цельными - из заготовки, получаемой методами порошковой металлургии ( прямым прессованием и спеканием или окончательным спеканием обрабатываемой в пластифицированном состоянии заготовки), и составными - когда цельной изготовляется только коронка или головка, припаиваемая затем или механически закрепляемая на державке.
Обработка монолитными инструментами осуществляется при обильной подаче смазочно-охлаждающих жидкостей ( СОЖ) или вовсе без них. Недостаточная подача СОЖ или перерывы в ее подаче могут значительно ухудшить работоспособность фрез и другого инструмента. Обработка пластмасс производится всухую или с воздуш -: ным охлаждением. При нарезании резьбы вручную хорошо зарекомендовала себя смесь парафина с солидолом в соотношении 1: 1, а при машинном нарезании - смесь его с маслом в той же весовой пропорции


В. Сборный режущий инструмент
|
Торцевые фрезы |
End mills |
|
Концевые фрезы |
End mills |
|
Копирные фрезы |
Copier cutters |
|
Циркулярные фрезы |
Circular milling cutters |
|
Фрезы для уступов и пазов |
Cutters for ledges and grooves |
|
Дисковые фрезы |
Disc cutters |
|
Сборные сверла |
Prefabricated drills |
|
Инструмент из быстрорежущей стали |
High-speed steel tool |
|
Расточные головки |
Boring heads |
|
Токраные инструменты |
Current tools |
|
Инструмент для тонкого точения |
Fine turning tool |
|
Нарезание резьбы |
Threading |
|
Точение канавок под стопорные кольца |
Turning grooves for locking rings |
|
отрезание |
cutting |
|
Накатные инструменты |
Rolling |
|
прошивки |
Firmware Tools |
|
Заготовки резцов |
Blanks of incisors |
|
Токарные резцы |
Turning tools |
|
Навигатор для выбора режима резания |
Navigator for selecting the cutting mode |
|
сталь |
steel |
|
Серый чугун |
Grey cast iron |
|
Чмсло зубьев |
Chmslo teeth |
|
Фрезы для изготовление фасок |
Milling cutters for chamfering |
|
Угол установки |
Installation angle |
|
графит |
graphite |
|
Врезные фрезы |
Mortise cutters |
|
Большая пластина |
Large plate |
|
Малая пластина |
Small plate |
|
Черезвычайно износостойкий сорт |
Extremely wear-resistant grade |
|
Многослойное покрытие |
Multi-layer coating |
|
Инструментальные материалы для фрезирования |
Tool materials for milling |
|
Копирные и торцевые фрезы |
Carbon and end mills |
|
Затяжной винт |
Tightening screw |
|
Стопорный винт |
Locking screw |
|
Презиционная фреза с тороидальным торцом |
Composite milling cutter with a toroidal end face |
|
Сборные торцевые фрезы |
Prefabricated end mills |
|
Низкая глубина резания |
Low cutting depth |
|
Высочайшая скорость резания |
Highest cutting speed |
|
Короткое время обработки |
Short processing time |
|
Высокопроизводительная тангенциальная насадная фреза |
High-performance tangential attachment milling cutter |
|
С большим шагом зубьев |
With a large pitch of teeth |
|
С малым шагом зубьев |
With a small tooth pitch |
|
Оптимальная сила резания |
Optimal cutting force |
|
Максимальные обьемы обработки |
Maximum processing volumes |
|
Концевая фреза |
End mill |
|
Фреза для фаски |
Milling cutter for chamfering |
|
Циркулярная фрезерная система |
Circular milling system |
|
Режущие головки |
Cutting heads |
|
Дисковая фреза с буртиком |
Disk milling cutter with collar |
|
Трехсторонее резание |
Three-way cutting |
|
Сила зажатия при нагреве |
Clamping force when heated |
|
Центровочные сверла для станков |
Centering drills for machine tools |
|
Для гравирования |
For engraving |
|
Не для гравирования |
Not for engraving |
|
Надежность и точность без перезаточки |
Reliability and accuracy without rewinding |
|
Сверлильные коронки |
Drilling crowns |
|
Шаровая форсунка |
Ball nozzle |
|
Ступенчатое резание |
Step cutting |
|
Двузубая расточноая головка |
Two - pronged boring head |
|
Сборное сверло |
Prefabricated Drill bit |
|
Система микрометрических расточных головок |
System of micrometric boring heads |
|
переходники |
adapters |
|
Отправки с разьемом |
Dispatches with razem |
|
Отрезные инструменты |
Cutting tools |
|
Наружная резбьбовая державка |
External threaded holder |
|
Навинчиваемые резьбовые резцы |
Screw-on threaded cutters |
|
Держатель расточного резца |
Boring Cutter Holder |
|
Расточные резцы |
Boring cutters |
|
Расточная державка |
Boring holder |
|
Токарная державка |
Turning holder |
|
Копирное точение,растачивание |
Carbon turning,boring |
|
Снятие фасок |
Chamfering |
|
Канавочные резцы |
Groove cutters |
|
Резбовые резцы |
Chisel cutters |
№1 Translate it!
№2 Perform the translation! Write down all the verbs from the text.Put them in 3 forms. Sort the selected sentence by parts of speech. And write down all the technical vocabulary of the text.
The results of calculating the stress-strain state in replaceable cutting inserts of assembly tools are presented, using the finite element method. In the calculation, the mechanical characteristics of the tool hard alloy were specified, the conditions for the interaction of the replaceable cutting inserts with the drill body, the fastener elements, the force loading was replaced by the specification of the boundary conditions. As a result, a number of basic sizes of replaceable cutting inserts were built, with different geometric parameters. A system of equations for the calculation of cutting forces for drilling with prefabricated drills of different types has been developed. To determine the influence of the shape of the plates on the stressed state, replaceable cutting inserts of different shapes were studied: trihedral, rhombic, square. A new form of replaceable high-strength cutting inserts with an enlarged angle has been developed. To improve performance, the auxiliary cutting edge of the replaceable cutting insert is made in the form of an arc inscribed in a quarter of the length of the side of the polyhedron, while the radius of the curved cutting edge is equal to half the length of the side of the polyhedron.
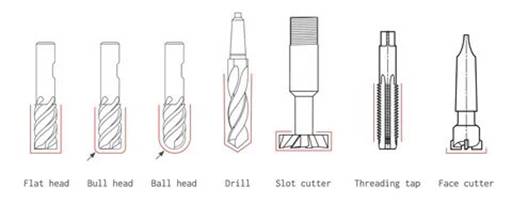
№3 Translate the text.Make up questions to the text. And write down all the technical vocabulary of the text.
In the context of machining, a cutting tool or cutter is typically a hardened metal tool that is used to cut, shape, and remove material from a workpiece by means of machining tools as well as abrasive tools by way of shear deformation. The majority of these tools are designed exclusively for metals. There are several different types of single edge cutting tools that are made from a variety of hardened metal alloys that are ground to a specific shape in order to perform a specific part of the turning process resulting in a finished machined part. Single edge cutting tools are used mainly in the turning operations performed by a lathe in which they vary in size as well as alloy composition depending on the size and the type of material being turned. These cutting tools are held stationary by what is known as a tool post which is what manipulates the tools to cut the material into the desired shape. Single edge cutting tools are also the means of cutting material performed by metal shaping machines and metal planing machines which removes material by means of one cutting edge. Milling and drilling tools are often multipoint tools. Drilling is exclusively used to make holes in a workpiece. All drill bits have two cutting edges that are ground into two equally tapered angles which cuts through the material by applying downward rotational force. Endmills or milling bits, which also cut material by rotational force. Although these tools are not made to put holes in a workpiece. They cut by horizontal shear deformation in which the workpiece is brought into the tool as it's rotating. This is known as the tool path which is determined by the axis of the table that is holding the workpiece in place. This table is designed to accept a variety of vises and clamping tools so that it can move into the cutter at various angles and directions while the workpiece remains still. There are several different types of endmills that perform a certain type of milling action.
Grinding stones are tools that contain several different cutting edges which encompasses the entirety of the stone. Unlike metallic cutting tools, these grinding stones never go dull. In fact the formation of cutting edges of metallic cutting tools are achieved by the use of grinding wheels and other hard abrasives. There are several different types of grinding stone wheels that are used to grind several different types of metals. Although these stones are not metal, they need to be harder than the metal that they grind. In contrast to the grinding stone, if the hardness of the metal exceeds that of the stone, the metal will cut the stone. This is not ideal. [1] Each grain of abrasive functions as a microscopic single-point cutting edge (although of high negative rake angle), and shears a tiny chip.
Cutting tool materials must be harder than the material which is to be cut, and the tool must be able to withstand the heat and force generated in the metal-cutting process. Also, the tool must have a specific geometry, with clearance angles designed so that the cutting edge can contact the workpiece without the rest of the tool dragging on the workpiece surface. The angle of the cutting face is also important, as is the flute width, number of flutes or teeth, and margin size. In order to have a long working life, all of the above must be optimized, plus the speeds and feeds at which the tool is run.
№4 Translate! And write down all the technical vocabulary of the text.
Linear cutting tools include tool bits (single-point cutting tools) and broaches. Rotary cutting tools include drill bits, countersinks and counterbores, taps and dies, reamers, and cold saw blades. Other cutting tools, such as bandsaw blades, hacksaw blades, and fly cutters, combine aspects of linear and rotary motion.
________________________________________________________________________________________________________________________________
№5 Translate! And write down all the technical vocabulary of the text.
![]()
Cutting is one of the oldest arts practised in the
stone age, but the cutting of metals was not found possible until the 18th
century, and its detailed study started about a hundred years ago.
Now in every machine-shop you may find many machines for working metal parts,
these cutting machines are generally called machine-tools and are extensively
used in many branches of engineering. Fundamentally all machine-tools remove
metal and can be divided into the following categories:
Machining of large-volume production parts is best accomplished by screw
machines.
These machines can do turning, threading, facing, boring
and many other operations. Machining can produce symmetrical shapes with smooth
surfaces and dimensional accuracies not generally attainable by most
fabrication methods.
Screw-machined parts are made from bar stock or tubing fed intermittently and
automatically through rapidly rotating hollow spindles. The cutting tools are
held on turrets and tool slides convenient to the cutting locations. Operations
are controlled by cams or linkages that position the work, feed the tools, hold
them in position for the proper time, and then retract the tools. Finished
pieces are automatically separated from the raw stock and dropped into a
container.
Bushings, bearings, nuts, bolts, studs, shafts and many other simple and
complex shapes are among the thousands of products produced on screw machines.
Screw machining is also used to finish shapes produced by other forming and
shaping processes.
Most materials and their alloys can be machined — some with ease, others with
difficulty. Machinability involves three factors: 1. Ease of chip removal. 2.
Ease of obtaining a good surface finish. 3. Ease of obtaining good tool life.
№6. Find an analogue of the translation of sentences from the previous text
1.Винтовые обрабатываемых деталей изготавливаются из прутков или трубок кормили между mittently и автоматически с помощью быстро вращающегося полого шпинделя.
2. Обрабатываемость включает в себя три фактора: 1. Легкость удаления стружки. 2. Простота получения хорошего качества поверхности. 3. Простота получения хорошей жизни инструмента.
3. Втулки, подшипники, гайки, болты, шпильки, валы и многие другие простые и сложные фигуры среди тысяч продуктов, произведенных на винт машины.
4. Эти машины могут сделать поворот, резьбы,
напротив, расточные
и многие другие операции.
5. По сути все станки удаления металла
и могут быть разделены на следующие категории:
1. Станки токарные (токарные станки). 4. Фрезерные станки.
2. Сверлильные станки. 5. Шлифовальные станки.
3. Бурильные машины.
№7. Specify the way of word formation of the following words and translate them into Russian:Укажите способ словообразования следующих слов и переведите их на русский язык:
division, divisional, divisor, subdivision, subdivisible, hardness, harden, hardenable, hardenability, hardener.
№ 8 . Translate the following phrases and sentences with the word "specific" using the specified variants of its meaning:Переведите следующие словосочетания и предложения со словом “specific”, используя указанные варианты его значения:
Особый, точный, конкретный, определенный, удельный (физ.)
With no specific aim
Specific orders
Specific statement
Specific gravity (weight)
Specific heat
You say your factory is in England; Can you be a bit more specific?
She gave us very specific instructions.
There is a specific tool for each job.
The money is to be used for a specific purpose.
№9 Translate the following sentences, paying attention to the conjunction "either... or...”:Переведите следующие предложения, обратив внимание на союз “either… or…”:
1. Either nickel or tungsten are used to make steel stronger and harder.
2. Cutting tools are made of either hardened and tempered steel or alloy metals.
3. British tools were exported to either Europe or to the United States in spite of prohibiting exports.
4. These operations can be performed on either turning or drilling machines.
№10. Define the function of infinitives in the third sentence of the first paragraph and translate them together with the words related to them. Определите функцию инфинитивов в третьем предложении первого абзаца и переведите их вместе с относящимися к ним словам.
№11. Find in the first paragraph a subordinate determinative sentence with an unconnected connection and translate it together with the noun being defined Найдите в первом абзаце придаточное определительное предложение с бессоюзной связью и переведите его вместе с определяемым существительным.
№12 . Translate the following sentences, paying attention to the non-union definition of the subordinate clause to the main one:Переведите следующие предложения, обращая внимание на бессоюзное определение придаточного предложения к главному:
1. In every machine shop there are many machine tools we can use for working metals.
2. Metals one can apply for industrial purposes are called engineering metals.
3. The carbon content steel may contain is confined to certain limits.
4. The temperature a metal melts at is called its melting point.
5. Grey iron is weak and will not stand great shock it can be subjected to.
№13. Analyze the fourth sentence of the first paragraph, determine the type of subordinate conditional sentence and translate the sentence into Russian.Проанализируйте четвертое предложение первого абзаца, определите тип придаточного условного предложения и переведите предложение на русский язык.
№14 . Write out the predicates in the passive voice from the first and second paragraphs, which include a modal verb, and translate them together with the subjects related to them.Выпишите из первого и второго абзацев сказуемые в страдательном залоге, в составе которых есть модальный глагол, и переведите их вместе с относящимися к ним подлежащими.
№ 15. Write out the participle I from the text, determine their functions and translate into Russian together with the words related to it.Выпишите из текста причастие I, определите их функции и переведите на русский язык вместе с относящимися к нему словами.
№16. Analyze the verb forms with the ending -ed in the first sentences of the second and fourth paragraphs and translate them into Russian together with the words related to them Проанализируйте глагольные формы с окончанием -ed в первых предложениях второго и четвертого абзацев и переведите их на русский язык вместе с относящимися к ним словами.
№17. Translate the following sentences, paying attention to the functions of the participle and analyzing verb forms with the ending -ed Переведите следующие предложения, обращая внимание на функции причастия и анализируя глагольные формы с окончанием -ed:
a. A heating device – a heated device; an increasing speed – an increased speed; a supporting unit – a supported unit; an alloying element – an alloyed steel
b. 1. The lathe is a machine tool used for machining the surfaces of a workpiece.
2. Even in the past people used the lathe for different machining operations.
3. The first computers used thousands of separate electrical components connected together with wires.
4. Power is another term used in a special technical sense in speaking of machines.
5. Computers are machines designed to process electronically specially prepared pieces of information.
6. The second industrial revolution marked also by the growing importance of science-based industries provided power for factories.
c. 1. The amount of metal removed depended on the quality of the cutter used.
2. The lathes used differed in designs and sizes.
3. The speed obtained on the diameter of the workpiece being machined.
4. The speed influenced by the workpiece diameter ranged from 1500 to 1800 rev/min.
5. The mechanism referred to in the paper performed the majority of required handling operations automatically.
6. The leading of the workpiece followed by its clamping was performed automatically.
№18. Determine the function of the pronoun "it” at the beginning of the first sentence of the fourth paragraph and translate it together with the words related to it.Определите функцию местоимения “it” в начале первого предложения четвертого абзаца и переведите вместе с относящимися к нему словами.
№19 Analyze the last sentence of the fourth paragraph, determine the function of the word "after” and translate the sentence into Russian.Проанализируйте последнее предложение четвертого абзаца, определите функцию слова “after” и переведите предложение на русский язык.
№20 . Translate the text taking into account the completed tasks. Translate the first paragraph in writing.Переведите текст с учетом выполненных заданий. Первый абзац переведите письменно.
1. The cutting tool is that part of a machine tool which serves for removing material from a revolving work. Cutting tools being used for various metal cutting operations include quite a wide range of shapes. The shape of the tool is known to depend upon a large number of factors such as the specific operation the material to be cut and the material the tool is made of. If either incorrect or faulty cutting tools had been used for metal-cutting operations, the quality of work would have become poor and cost would have been higher. That is why careful attention should be given to the cutting tools in any metal-cutting operation.
2. Cutting tools are made of hardened steel or alloy metals. All the cutting tools are adapted to perform certain work in the most efficient manner and, accordingly, they may be subdivided into turning tools, boring tools, milling tools, etc. These tools having one effective cutting edge along which excess material from the workpiece is removed are known as single-point cutting tools.
3.Other tools removing excess material on two or more cutting edges simultaneously are known as multipoint cutting tools. Each cutting tool consists of a shank for holding the tool in the machine and a cutting edge for removing chips from the work.
4. It is known that cutting tools used for longitudinal turning and subdivided into roughing tools and finishing tools. Ranging tools are applied for roughing or removing the excessive metal from the work. Such tools usually have a long cutting edge. Finishing tools are used after the work has been turned with a roughing tool to give accurate size and clean surface to the work being machined.
№21. Make an annotation of the text.Составьте аннотацию текста.
___________________________________________________________________________
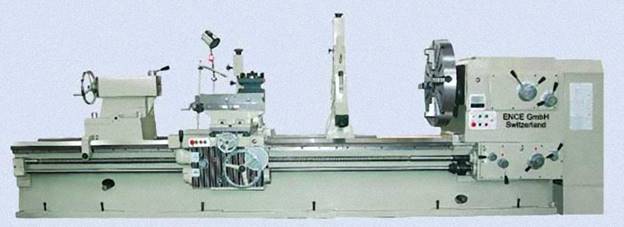
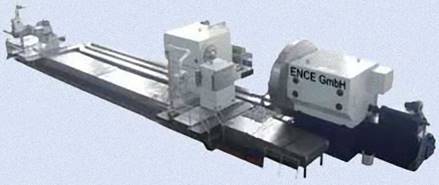
![]()
 are used for such
technical processing operations as cutting and lathe turning of parts
and work pieces made of various materials (metals, wood etc).
are used for such
technical processing operations as cutting and lathe turning of parts
and work pieces made of various materials (metals, wood etc).
Lathes are suitable for the following part processing types:
ENCE GmbH offers a lot of turning equipment which widens greatly the technological capabilities of lathes.
ENCE GmbH offers the following range of lathe machines:
______________________________________________________________


Small and medium size machines with manual control
Application: repair shops, schools etc.
Design Features:
Standard Set includes:
Options

![]()

Small and medium size machines with manual control
Application: at small plants, repair shops, schools, as well as in some separate branches of processing industry and individual small batch production
Design Features:
![]()

Design Features:
![]()


Design Features:
![]()


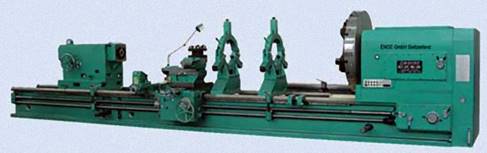
Multi-function compact horizontal Turning Machines
Application: Widely used in tool workshops and repair shops. Used for machining of small and medium-size workpieces: shafts, sleeves, discs. Cutting of metric, inch, module, and diametral pitch threads is possible.
Design Features:
Rapid traverse — one actuating lever. Hardened guides — high wear resistance.


Design Features:
![]()
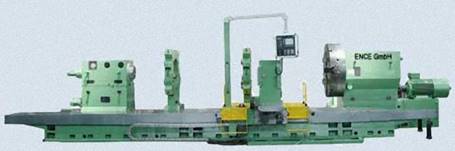
Application:
The Turning Machines of this type are one of the first ones
in the equipment range of paper-and-pulp industry, glue roller
production, technical service, rail way sphere application, molding machining,
big valves, rollers used in the metallurgical industry etc.
Can be used both for rough and finish machining of metal and non-metal workpieces, as well as end surface and internal opening turning.


Design Features:
![]()
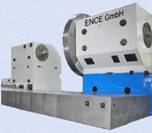

Application:
The Turning Machines of this type are widely used in different areas of processing industry, such as building-and-construction, consumer, textile, petrochemical industries, valve and roller manufacturing etc.
Design Features:

Automatic high-accuracy machines
Application: processing of workpieces, iron-base alloys, non-ferrous metals, carbidic alloys and porcelain.
The machine makes both rough and finish workpiece machining: cylindrical surface turning and boring, facing, bowing, grooving, thread cutting and drilling
Design Features:
According to customer’s demands, entire-closed loop control can be provided for the following: milling and boring, angle-dividing and feed for main spindle, grinding, cooling device as well as the second carriage gearbox speed and its closed loop control device.
 1.2.Воспомогательный
инструмент
1.2.Воспомогательный
инструмент
|
Патроны |
Cartridges |
|
оправки |
mandrels |
|
Дополнительная оснастка |
Additional equipment |
|
Токарные патроны |
Turning chucks |
|
Быстросменные резцедержатели |
Quick-change tool holders |
|
VDI-держатели |
VDI holders |
|
Приводные головки |
Drive heads |
|
Токарные центры |
Turning centers |
|
цанги |
collet |
|
Резьбонарезные патроны |
Threaded cartridges |
|
Сверлильные патроны |
Drilling cartridges |
|
Переходные втулки |
Adapter bushings |
|
индикаторы |
indicators |
|
Приборы предварительной настройки и термозажима |
Pre-setting and thermal clamping devices |
|
Приборы для привязки |
Devices for binding |
|
Система базирования по нулевой точке |
Zero-point basing system |
|
Тиски для станков ЧПУ |
Vise for CNC machines |
|
Модульные тиски |
Modular vise |
|
Быстродействующие прижимы |
High-speed clamps |
|
Универсальные станочные приспособления |
Universal machine tools |
|
Плиты с постоянным магнитом |
Permanent Magnet Plates |
|
Короткие сверлильные патроны |
Short Drill chucks |
|
Быстросменный резьбонарезной патрон |
Quick-change threading chuck |
|
Универсальные тиски для станков с ЧПУ |
Universal vise for CNC machines |
|
Пары параллельных подкладок |
Pairs of parallel linings |
|
Балансировка воспомогательного инструмента |
Balancing the auxiliary tool |
|
Стандартная балансировка |
Standard balancing |
|
Без балансировки |
Without balancing |
|
Точная балансировка |
Precise balancing |
|
разбалансировка |
unbalancing |
|
Несимметричная форма патрона ( инструмента) |
Asymmetrical shape of the cartridge (tool) |
|
Центр тяжести ротора |
The center of gravity of the rotor |
|
Производственные допуски |
Production tolerances |
|
Цветовая маркировка |
Color marking |
|
Крепление инструмента |
Tool mounting |
|
Крепление заготовки |
Fixing the workpiece |
|
Многоцелевой обрабатывающий центр |
Multi-purpose processing center |
|
Токарный патрон |
Turning chuck |
|
Клино-реечный токарный патрон |
Wedge-rack turning chuck |
|
Специальные пренадлежности |
Special requirements |
|
Цанговый патрон |
Collet chuck |
|
Комбинированный оправки для насадных фрез |
Combined mandrels for attachment cutters |
|
Переходные втулки |
Adapter bushings |
|
Короткий сверлильный патрон |
Short Drill chuck |
|
Патрон с гидрозажимом |
Cartridge with hydraulic clamp |
|
Патрон с термохажимом |
Cartridge with thermal clamp |
|
удлинители |
extension cords |
№1 Translate the text.Write down a list of technical words from the text.For the selected words, make a morphemic analysis of the word.


A chuck is a specialized type of clamp used to hold an object with radial symmetry, especially a cylinder. In a drill, a mill and a transmission, a chuck holds the rotating tool; in a lathe, it holds the rotating workpiece.
Chucks commonly use jaws to hold the tool or workpiece. The jaws (sometimes called dogs) are typically arranged in a radially symmetrical pattern like the points of a star. Jawed chucks may require a wrench-like device called a chuck key to be tightened or loosened, but other jawed chucks may be tightened or loosened by hand force alone, offering convenience at the expense of gripping force. Chucks on some lathes have jaws that move independently, allowing them to hold irregularly shaped objects. More complex designs might include specially shaped jaws, greater numbers of jaws, or quick-release mechanisms.
Instead of jaws, a chuck may use magnetism, vacuum, or collets, which are flexible collars or sleeves that fit closely around the tool or workpiece and grip it when squeezed.
№2 Translate the text.Make a list of questions for the text.Select and underline complex sentences
 A self-centering chuck, also known as a scroll chuck,[1] uses dogs (usually called jaws), interconnected
via a scroll gear (scroll plate), to hold onto a tool or workpiece.
Because they most often have three jaws, the term three-jaw chuck
without other qualification is understood by machinists to mean a
self-centering three-jaw chuck. The term universal chuck also refers to
this type. These chucks are best suited to grip circular or hexagonal
cross-sections when very fast, reasonably accurate (±0.005 inch
[0.125 mm] TIR) centering is desired.
A self-centering chuck, also known as a scroll chuck,[1] uses dogs (usually called jaws), interconnected
via a scroll gear (scroll plate), to hold onto a tool or workpiece.
Because they most often have three jaws, the term three-jaw chuck
without other qualification is understood by machinists to mean a
self-centering three-jaw chuck. The term universal chuck also refers to
this type. These chucks are best suited to grip circular or hexagonal
cross-sections when very fast, reasonably accurate (±0.005 inch
[0.125 mm] TIR) centering is desired.
Sometimes this type of chuck has four or six jaws instead of three. Four-jawed chucks are primarily useful for gripping square or octagon material, while six-jawed chucks hold thin-walled tubing and plastic materials with minimum distortion.
There are also independent-jaw (non-self-centering) chucks with three jaws, but they offer few advantages and are very rare.
There are hybrid self-centering chucks that have adjustment screws that can be used to further improve the concentricity after the workpiece has been gripped by the scroll jaws. This feature is meant to combine the speed and ease of the scroll plate's self-centering with the run-out eliminating controllability of an independent-jaw chuck. The most commonly used name for this type is a brand name, Set-Tru. To avoid undue genericization of that brand name, suggestions for a generic name have included "exact-adjust".[citation needed]
Three-jaw chucks are often used on lathes and indexing heads.
№3 Put the verbs in brackets in the required tense forms and translate the sentences into Russian.
1. Albert Einstein (to be) bom in Germany. When he was 12, he (to begin) his study mathematics and physics. Later he (to continue) his studies at the University. 2 Enstein (to present) his theory of relativity in 1905. His famous equation (to say) that energy (to equal) mass times the square of the speed of light. The great discovery (to surprise) the scientists of the world. 3. The people of our great country (to produce) many geniuses such as Lomonosov, Mendeleyev, Lobachevsky and others. Now our country (to have) a great number of brilliant scientists in all fields of science. Scientists (to make) researches in all fields of science of knowledge. 4. Your experiment (not to give) good results until you (to change) the speed of die reaction. 5. Any square (to have) four right angles. 6. The square of two (to be) four.
№4 Make up the sentences using the following Predicates.
1.... was boiling ..., 2.... had been lifted ..., 3.... discovered..., 4. ... will
be delivered ..., 5. ... has been working ..., 6. ... has stopped....
№5 Translate the following sentences, pay attention to the Predicates.
1. It takes the Earth 24 hours to rotate round its axis. 2. It takes 540 calories to change one gram of boiling water at 100 °C into steam at the same temperature. 3. It takes about 80 calories to change one gram of ice at 0 °C into water at the same temperature. 4. Nothing moves faster than light. It takes light only one second to move 300,000 kilometres. 5. How long does it take you to get home from the Institute? It took me 2 hours to make the last experiment. 7. It will take you about 2 hours to go by air from Kiev to London.
№6 Translate!
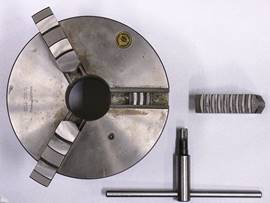
Self-centering three-jaw chuck and key with one jaw removed and inverted showing the teeth that engage in the scroll plate. The scroll plate is rotated within the chuck body by the key, the scroll engages the teeth on the underside of the jaws which moves the three jaws in unison, to tighten or release the workpiece.
№7 Form nouns using the suffixes and translate them into Russian. -ity: equal, human, activ(e), relativ(e), productiv(e)
-ness: thick, black, great, rough -ancy: const(ant)
-ence: differ(ent), depend(ent), pres(ent)
-ency: effici(ent), depend(ent)
-age: us(e), pass, break, leak
№8 Translate the following sentences, pay attention to the Predicates depending on the meaning of Subject.
1. New methods were developed as a result of this experimental work. 2. Very high speed developed when the jet engines appeared.3.New power plants without propellers were developed in order to drive airplanes at sonic and supersonic speeds. 4. In this chapter equations are developed for microscopic quantities. 5. Transistor oscillations can be used for the same purposes as vacuum tubes only frequency and temperature limitations are met. 6. Several general requirements should be met to match transistor stages in an amplifier.
№9 Translate the terms (Participle I + noun) into Russian.
Pattern: actuating mechanism
механизм --- какой? приводит в действие
Русский термин: приводной механизм.
1. actuating pressure 5. reacting region
2. actuating cylinder 6. detecting element
3. translating system 7. adding element
4. halving circuit 8. alternating current
№10 Form the Adjectives using suffixes and translate them into Russian.
-ic: period, metr(e), atmospher(e)
-al: physic(s), natur(e), experiment, mathematics)
-able: valu(e), change, measur(e), compar(e)
-ant: import, resist
-ent: differ, insist
-ive: effect, act
-ful: help, wonder, use, power
-less: base, help, power, motion, weight.
№11 Translate the text.Underline all simple sentences in the text.
![]()
A drill chuck is a specialised self-centering, three-jaw chuck, usually with capacity of 0.5 in (13 mm) or less, and rarely greater than 1 in (25 mm), used to hold drill bits or other rotary tools. This type of chuck is used on tools ranging from professional equipment to inexpensive hand and power drills for domestic use.
Some high-precision chucks use ball thrust bearings to reduce friction in the closing mechanism and maximize drilling torque. One brand name for this type of chuck, which is often genericized in colloquial use although not in catalogs, is Super Chuck.
A pin chuck is a specialized chuck designed to hold small drills (less than 1 mm (0.039 in) in diameter) that could not be held securely in a normal drill chuck. The drill is inserted into the pin chuck and tightened; the pin chuck has a shaft which is then inserted into the larger drill chuck to hold the drill securely. Pin chucks are also used with high-speed rotary tools other than drills, such as die grinders and jig grinders.

Top: an assembled keyless chuck. This type of chuck is tightened by twisting the body using firm hand pressure only. While convenient, this feature can cause the chuck to tighten too much when high torque is applied. Bottom: the widely used keyed type of drill chuck with its key. The arbor is shown separately to the right. These chucks require a toothed key to provide the necessary torque to tighten and loosen the jaws. When the key is turned its teeth mate with teeth on the chuck, turning an internal screw which in turn moves the threaded jaws in or out along a tapered surface. The taper allows the jaws to clamp drill shanks of a range of diameters. The end view shows the three small jaws that slide within the body.

Two pin chucks. The top one is assembled, the lower one shows the body and nose cap assembled with the collet piece below it.
№12 Translate the text. Make up 5 questions to the text.

Independent four-jaw chuck, with the jaws independently set. The key is used to adjust each jaw separately.
An older and larger 4 jaw chuck. Note how it is able to grip an irregularly cut piece of used metal. Though not found on small chucks it is common for larger chucks (the one in the second photo was made around 1900 and is 24" in diameter) to have many of the features of a faceplate. The jaws are stepped on one side and full height for gripping on the other and are reversible. Generally the jaws are usable for holding either outside as shown here, or inside as in gripping the inside of a pipe.
On an independent-jaw chuck, each jaw can be moved independently. Because they most often have four jaws, the term four-jaw chuck without other qualification is understood by machinists to mean a chuck with four independent jaws. The independence of the jaws makes these chucks ideal for (a) gripping non-circular cross sections and (b) gripping circular cross sections with extreme precision (when the last few hundredths of a millimeter [or thousandths of an inch] of runout must be manually eliminated). The non-self-centering action of the independent jaws makes centering highly controllable (for an experienced user), but at the expense of speed and ease. Four-jaw chucks are almost never used for tool holding. Four-jaw chucks can be found on lathes and indexing heads.
Self-centering chucks with four jaws also can be obtained. Although these are often said to suffer from two disadvantages: inability to hold hex stock, and poor gripping on stock which is oval, only the latter is true. Even with three jaw self centering chucks, work which is not of uniform section along the work (and which is not free of spiral or 'wind') should not be gripped, as the jaws can be strained and the accuracy permanently impaired.
Four-jaw chucks can easily hold a workpiece eccentrically if eccentric features need to be machined.
№13 Write out new words  A spider is a simple, relatively inexpensive,
limited-capability version of an independent-jaw chuck. It typically consists
of a ring of metal with screw threads tapped radially into it, in which screws
(hex cap, socket hex cap, or set screws) serve as independent jaws. Spiders can serve various purposes:
A spider is a simple, relatively inexpensive,
limited-capability version of an independent-jaw chuck. It typically consists
of a ring of metal with screw threads tapped radially into it, in which screws
(hex cap, socket hex cap, or set screws) serve as independent jaws. Spiders can serve various purposes:
А) find the equivalent of a sentence from the text
Паук - это простая, относительно недорогая версия патрона с ограниченными возможностями с независимой челюстью.
№14 . Translate the following international words.
Radio, genius, human, priority, demonstrate, contribution, physical, chemical, university, laboratories, problem, electromagnetic, communication, operation, apparatus, progress, transmission, music, vision, signals, television, meeting, industry, period, centre, radar, telecontrol, telemetric systems, electronic microscopes.
№15 Translate the following word combinations.
1.а deflecting pointer; 2. the deflection of rays; 3. to point the direction; 4. a point on the diagram; 5. a thermometer’s scale; 6. reading of the scale; 7. actual reading of the scale; 8. negative terminals; 9. connected with negative terminals; 10. to disturb the deception; 11. to disturb radio communication; 12. air disturbances; 13. a turning armature; 14. an iron armature; 15. a magnetic coil; 16. through this distance; 17. through the field; 18. turns of a coil.
№16 Make up sentences, using the following word groups: “for the most part” , “in excess of ” , “ as a whole”.
№17 Forms the words using the prefixes and translate them into Russian.
to construct, construction, to use, to take, to name,
to create, to group, to equip, production
Chuck with six jaws

1.For special purposes, chucks are available with six or eight jaws. These are usually of the self-centering design, and may be built to very high standards of accuracy. However, it is a misconception that such chucks necessarily offer more precision in holding solid workpieces than conventional three-jawed self-centering chucks. Indeed, hot-rolled or other imperfectly round workpieces may "teeter" insecurely between opposing jaws of scroll chucks having even numbers of jaws, in the same manner that a four-legged stool teeters on a rough floor while a three-legged stool never does. The primary purpose of six- and eight-jawed chucks is to hold thin-walled tubing with minimum deformation. By having twice as many clamping points, a six-jaw chuck induces less than half as much clamping distortion in a thin-walled workpiece, compared to a three-jawed chuck.
Two-jaw chucks are available and can be used with soft jaws (typically an aluminium alloy) that can be machined to conform to a particular workpiece. It is a short conceptual leap from these to faceplates holding custom fixtures, wherein the part is located against fixed stops and held there with toggle clamps or toe clamps.
2.![]() Many chucks have removable jaws (often the top part is removable
leaving the base or 'master jaw' assembled with the scroll), which allows the
user to replace them with new jaws, specialised jaws, or soft jaws. Soft jaws
are made of soft materials such as soft (unhardened) metal, plastic, or wood.
They can be machined as needed for particular setups. The typical interface
between the master jaw and the removable jaw is a matching pair of serrated
surfaces, which, once clamped by the mounting screws, cannot allow relative
slipping between the two parts.
Many chucks have removable jaws (often the top part is removable
leaving the base or 'master jaw' assembled with the scroll), which allows the
user to replace them with new jaws, specialised jaws, or soft jaws. Soft jaws
are made of soft materials such as soft (unhardened) metal, plastic, or wood.
They can be machined as needed for particular setups. The typical interface
between the master jaw and the removable jaw is a matching pair of serrated
surfaces, which, once clamped by the mounting screws, cannot allow relative
slipping between the two parts.
№19 Translate the following sentences, pay attention to the different functions "would”.
1.If the temperature of the liquid should be raised, a large supply of more swiftly moving molecules is provided. 2. Obviously, a flying machine should be stable. 3. It is necessary that fuel lines should be protected against heat. 4. The thermonuclear reaction should not be confused with the nuclear reaction such as takes place in the atom bomb. 5. It should be noted that a multiple-step rocket always has a greater take-off mass than a single-step rocket. 6. A molecule of water is the smallest possible particle of water. If we should divide the molecule we no longer have water.
№20 Translate the following sentences, pay attention to the different functions “should".
1.Heat would be absorbed until the temperature of the absorbing body attains that of the heat. 2. Probably the early users of telephones never dreamed that there would be a wireless telephone. 3. It would be useful to remember that the greater the vacuum, the more efficient the rocket becomes. 4. If the Earth stayed in one place of its orbit, day and night would not change in length. 5. If a “short-circuit” occurs at any place in a circuit, a very large current is caused to flow, and this would heat up the connecting wires. 6. The earliest experiments in flight with heavier-than-air machines were all based upon the conception, that result would be obtained by imitating the motions of bird.
№21 Translate. Write out and transcribe the new vocabulary according to the text.Make a crossword puzzle out of new words.
 A collet, one type of chuck, is a sleeve with a
(normally) cylindrical inner surface and a conical outer surface. The collet can be squeezed against a
matching taper such that its inner surface contracts to a slightly smaller
diameter, squeezing the tool or workpiece whose secure holding is desired. Most
often this is achieved with a spring collet, made of spring steel, with one or more kerf cuts
along its length to allow it to expand and contract. An alternative collet
design is one that has several tapered steel blocks (essentially tapered gauge blocks) held in circular position (like the points of a star, or
indeed the jaws of a jawed chuck) by a flexible binding medium (typically synthetic or natural rubber). The Jacobs Rubber-Flex brand is a name that most
machinists would recognize for this type of collet chuck system.
A collet, one type of chuck, is a sleeve with a
(normally) cylindrical inner surface and a conical outer surface. The collet can be squeezed against a
matching taper such that its inner surface contracts to a slightly smaller
diameter, squeezing the tool or workpiece whose secure holding is desired. Most
often this is achieved with a spring collet, made of spring steel, with one or more kerf cuts
along its length to allow it to expand and contract. An alternative collet
design is one that has several tapered steel blocks (essentially tapered gauge blocks) held in circular position (like the points of a star, or
indeed the jaws of a jawed chuck) by a flexible binding medium (typically synthetic or natural rubber). The Jacobs Rubber-Flex brand is a name that most
machinists would recognize for this type of collet chuck system.
Regardless of the collet design, the operating principle is the same: squeeze the collet radially against the tool or workpiece to be held, resulting in high static friction. Under correct conditions, it holds quite securely. Almost all collet chucks achieve the radial squeezing motion via moving one or more male-female pairs of tapered (conical) surfaces axially, which produces the radial squeezing in a highly concentric manner. Depending on the collet design, it can be either pulled (via a threaded section at the rear of the collet) or pushed (via a threaded cap with a second taper) into a matching conical socket to achieve the clamping action. As the collet is forced into the tapered socket, the collet will contract, gripping the contents of the inner cylinder. (The axial movement of cones is not mandatory, however; a split bushing squeezed radially with a linear force—e.g., set screw, solenoid, spring clamp, pneumatic or hydraulic cylinder—achieves the same principle without the cones; but concentricity can only be had to the extent that the bushing's diameters are perfect for the particular object being held. Thus only in toolroom contexts, such as machine tool tooling creation and setup, is this common.)
One of the corollaries of the conical action is that collets may draw the work axially a slight amount as they close. Collet chuck systems that make no provision to prevent this draw-in are often called draw-in collet chucks, in contrast to systems which circumvent this movement, usually by pushing the tapered closing ring toward the collet rather than pulling the collet into the ring. Such non-draw-in types are often called "dead-length" or "non-draw-in" collet chucks. Draw-in is not always a problem, but avoiding it can be helpful on some work where failing to account for it might result in inaccuracy on part overall length, shoulder lengths, etc.
Collets are most commonly found on milling machines, lathes, wood routers, precision grinders, and certain handheld power tools such as die grinders and rotary tools. There are many different systems, common examples being the ER, 5C, and R8 systems. Collets can also be obtained to fit Morse or Brown and Sharpe taper sockets.
Typically collets offer higher levels of precision and accuracy than self-centering chucks, and have a shorter setting up time than independent-jaw chucks. The penalty is that most collets can only accommodate a single size of workpiece. An exception is the ER collet which typically has a working range of 1 mm (about 0.04 in).
Collets usually are made to hold cylindrical work, but are available to hold square, hexagonal or octagonal workpieces. While most collets are hardened, "emergency" collets are available that can be machined to special sizes or shapes by the user. These collets can be obtained in steel, brass, or nylon. Step collets are available that are machinable to allow holding of short workpieces that are larger than the capacity of normal collets.
№22 Translate the following sentences, pay attention to the different meanings: "because "— потому что, ибо ”, “because of "— через, благодаря тому что, из-за ”.
1. Because our sense of temperature is not very reliable temperature measurements of our body must be made with accurate thermometers. 2. The energy, which an object has its motion because is called kinetic energy. 3. Because of the relative complexity of plasma accelerator configurations, experiments are needed to determine the design of suitable plasma drive devices. 4. The problem of power generation from fusion reactors is very difficult because of he difficulty of containing plasma. 5. Because the neutron is neutral the positive charge on the nucleus does not affect it.
№23 Translate. Compose questions to the text
Diagram of an SDS chuck
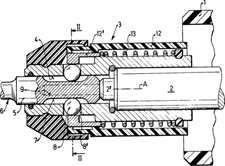

Developed by Bosch in 1975 for hammer drills, the SDS System uses an SDS Shank which is a cylindrical shank with indentations to be held by the chuck.[2] A tool is inserted into the chuck by pressing in, and is locked in place until a separate lock release is used. The rotary force is supplied through wedges that fit into two or three open grooves. The hammer action actually moves the bit up and down within the chuck since the bit is free to move a short distance. Two sprung balls fit into closed grooves, allowing movement whilst retaining the bit. SDS relies on a tool having the same shank diameter as the chuck; there are four standard sizes:
SDS Quick
A 6 mm shank with two open grooves held by the driving wedges and two closed grooves held by locking balls. This is the newest size for the Bosch Uneo series and takes concrete drill up to 10 mm.[3]
A 10 mm shank with two open grooves held by the driving wedges and two closed grooves held by locking balls. This is the most common size and takes a hammer up to 4 kg. The wedges grip an area of 75 mm2 (0.116 sq in) and the shank is inserted 40 mm into the chuck.
SDS-top
A 14 mm shank similar to SDS-plus, designed for hammers from 2 to 5 kg. The grip area is increased to 212 mm2 (0.329 sq in) and the shank is inserted 70 mm. This size is uncommon.[4]
SDS-max
An 18 mm shank with three open grooves and locking segments rather than balls. It is designed for hammers over 5 kg. The wedges grip an area of 389 mm2 (0.603 sq in) and the shank is inserted 90 mm.[5]
Many SDS drills have a "rotation off" setting, which allows the drill to be used for chiselling. The name SDS comes from the German steck, dreh, sitzt (insert, twist, fits). German-speaking countries may use Spannen durch System (Clamping System), though Bosch uses Special Direct System for international purposes.[6]
№24 Translate the following words, pay attention to the meaning ■ of prefixes “over-, inter-, under- ”.
over-
inter-
under-
to overestimate
to intercharge
to underestimate
to overcharge
to interact
to undercharge
to overvalue
to intermix
to undervalue
to overheat
international
to undergo
to overcool
interstellar
to understand
to overload
the interchange
underground
to overpay
interconnection
№25 Translate the following sentences, pay attention to the functions “to have, to be ”.
1. All modem direct-current dynamos have more than two poles. 2. A number of ingenious methods have been devised for observing atomic collisions. 3. In a actual gas not all atoms have the same speed, some travel more slowly and others more rapidly than the average. 4. After bullet has come to rest in the block, both block and bullet have the common velocity V. 5. When aircraft are in flight they have of course from time to time to report their position. 6. The Earth is supposed to have a shape similar to the shape of a ball.
№26
![]() Commercial production machining now makes use of
increasingly advanced chucks which have not only indexable positioning but also
indexable clamping.[7] Both functions are typically hydraulically
controlled. The clamping is
often done with each pair of jaws consisting of one fixed jaw and one movable
jaw (hydraulically actuated), thematically similar to advanced milling vises. This
method of clamping brings the high precision and repeatability of such vises to
a chucking application. Such chucks offer the centering precision of
traditional independent-jaw chucks with the chucking speed and ease of
traditional three-jaw self-centering scroll chucks. They have expensive initial
cost (compared with traditional chucks), but such initial cost pays for itself
and then lowers ongoing marginal costs in commercial production-run
environments.
Commercial production machining now makes use of
increasingly advanced chucks which have not only indexable positioning but also
indexable clamping.[7] Both functions are typically hydraulically
controlled. The clamping is
often done with each pair of jaws consisting of one fixed jaw and one movable
jaw (hydraulically actuated), thematically similar to advanced milling vises. This
method of clamping brings the high precision and repeatability of such vises to
a chucking application. Such chucks offer the centering precision of
traditional independent-jaw chucks with the chucking speed and ease of
traditional three-jaw self-centering scroll chucks. They have expensive initial
cost (compared with traditional chucks), but such initial cost pays for itself
and then lowers ongoing marginal costs in commercial production-run
environments.
It is also possible nowadays to build CNC chucks in which the position and clamping pressure of each jaw can be precisely controlled with CNC, via closed-loop positioning and load monitoring. In essence, each jaw is one independent CNC axis, a machine slide with a leadscrew, and all four or six of them can act in concert with each other. Although this idea is conceptually interesting, the simpler chucking systems mentioned in the previous paragraph are probably a marketplace winner over this alternative for most applications, because they supply the same capabilities via a simpler, less expensive solution.

Used for holding ferromagnetic workpieces, a magnetic chuck consists of an accurately centred permanent magnet face. Electromagnets or permanent magnets are brought into contact with fixed ferrous plates, or pole pieces, contained within a housing. These pole pieces are usually flush with the housing surface. The part (workpiece) to be held forms the closing of the magnetic loop or path, onto those fixed plates, providing a secure anchor for the workpiece.
![]() Commonly used for holding silicon wafers during
lithography processes, an electrostatic chuck comprises a metal
base-plate and a thin dielectric layer; the metal base-plate is maintained at a
high-voltage relative to the wafer, and so an electrostatic force clamps the
wafer to it. Electrostatic chucks may have pins, or mesas, the height of which
is included in the reported dielectric thickness; a design by Sandia
National Laboratory uses a
patterned silicon-dioxide dielectric to form the pins.[8]
Commonly used for holding silicon wafers during
lithography processes, an electrostatic chuck comprises a metal
base-plate and a thin dielectric layer; the metal base-plate is maintained at a
high-voltage relative to the wafer, and so an electrostatic force clamps the
wafer to it. Electrostatic chucks may have pins, or mesas, the height of which
is included in the reported dielectric thickness; a design by Sandia
National Laboratory uses a
patterned silicon-dioxide dielectric to form the pins.[8]
![]() A vacuum chuck is primarily used on non-ferrous
materials, such as copper, bronze, aluminium, titanium, plastics, and stone. In
a vacuum chuck, air is pumped from a cavity behind the workpiece, and
atmospheric pressure provides the holding force. Vacuum produces a hold down
pressure of 14.7 psi (101 kPa) at sea level, decreasing at higher
elevations where the atmospheric pressure is lower. The decrease in holding
pressure is roughly 0.5 psi per 1000' above sea level.[citation
needed]
A vacuum chuck is primarily used on non-ferrous
materials, such as copper, bronze, aluminium, titanium, plastics, and stone. In
a vacuum chuck, air is pumped from a cavity behind the workpiece, and
atmospheric pressure provides the holding force. Vacuum produces a hold down
pressure of 14.7 psi (101 kPa) at sea level, decreasing at higher
elevations where the atmospheric pressure is lower. The decrease in holding
pressure is roughly 0.5 psi per 1000' above sea level.[citation
needed]
№27 Translate the following stable expressions into Russian.
And there we go ...
The idea of it...
The case stands ...
More to the point...
By all means...
None any too ...
Can I help you ...
This is it...
Certain as the rising sun ..'.

He original forms of workholding on lathes were between-centers holding and ad hoc fastenings to the headstock spindle. The spike-style centers still used on wood lathes represent an ancient method. Ad hoc fastening methods in centuries past included anything from pinning with clenching or wedging; nailing; lashing with cords of leather or fiber; dogging down (again involving pinning/wedging/clenching); or other types. Faceplates have probably been around at least since the era of medieval clock-makers.
The Jacobs type chuck, with three converging splines or jaws, is perhaps the most usual design. This one is tightened with a key, but some types may be sufficiently tightened by hand
Tooling similar to today's chucks seems likely to have evolved from faceplate work, as workers using faceplates for repetitive work began to envision types of clamps or dogs for the faceplate that could be opened and closed in more convenient ways than repeated total disassembly and reassembly. A chock was originally just a lump of wood. However, by 1703 it could be "… Chocks, belonging to the Screw-Mandrel". By 1807 the word had changed to the more familiar 'chuck: "On the end of the spindle … is screwed … a universal Chuck for holding any kind of work".
In late 1818 or early 1819 the Society for the Encouragement of Arts, Manufactures and Commerce awarded its silver medal and 10 guineas (£10.50 – equivalent to £814 in 2020[11]) to Mr. Alexander Bell for a three jaw lathe chuck:
The instrument can be screwed into … the mandrel of a lathe, and has three studs projecting from its flat surface, forming an equi-lateral triangle, and are capable of being moved equably to, or from, its centre.
It is not clear how they were moved "equably" whether by a scroll or some other means. Later in 1819 the same body awarded a further silver medal to Mr. T. Hack for a four jaw chuck. In the United States Simon Fairman (1792–1857) developed a recognisable modern scroll chuck as used on lathes.The patent refers to the technicalities of assembly, he does not claim invention of the scroll ("convolute grooves"). His son-in-law Austin F. Cushman (1830–1914) developed the ideas and sold chucks through his business, Cushman Industries.
№ 29. Translate the following words with the prefixes: semi-, trans-, non-.
semiconductor n
semicircle n
semimonocoque adj semiautomatic adj
non-conductor n
non-essential adj
non-standard adj
nondurable adj
transatlantic adj
transoceanic adj
transcontinental alj
30. Translate the following word combinations and make up the sentences using them.
Industrial purposes, the application of electrical energy, the invention of electronic devices, considerably enlarged, has, it possible to solve, currents, the problem of obtaining high-frequency, are the basis, of radioengineering, television, and other branches, of modem engineering.
№31  Translate the
sentence.Fill in the table with the words from the sentence.
The Jacobs type chuck, with three converging splines or jaws, is perhaps the
most usual design. This one is tightened with a key, but some types may be
sufficiently tightened by hand.
Translate the
sentence.Fill in the table with the words from the sentence.
The Jacobs type chuck, with three converging splines or jaws, is perhaps the
most usual design. This one is tightened with a key, but some types may be
sufficiently tightened by hand.
|
сходиться |
|
|
конструкция |
|
|
затягивать |
|
|
ключ |
|
№ 32 Insert words into sentences.

Arthur Irving Jacobs (1858–1918)
![]()
At the ____of the 20th century, Arthur Irving Jacobs _______the modern drill chuck. _____bruising his knuckles on one of the old-fashioned spanner adjusted drill chucks, he developed a chuck in which the jaws moved axially in inclined slots. His patent of 1902 details the mechanism.[ The term_____ clearly did not originate with him, but his new type of drill chuck long ago displaced any earlier types that lacked the angled jaw movement and outer sleeve now found on all common____ chucks.
Start, developed, аfter,drill chuck, drill
№33 Translate!
![]()
Lathe is still the most important machine-tool. It produces parts of circular cross-section by turning the workpiece on its axis and cutting its surface with a sharp stationary tool. The tool may be moved sideways to produce a cylindrical part and moved towards the workpiece to control the depth of cut. Nowadays all lathes are power-driven by electric motors. That allows continuous rotation of the workpiece at a variety of speeds. The modern lathe is driven by means of a headstock supporting a hollow spindle on accurate bearings and carrying or a faceplate either a chuck, to which the workpiece is clamped. The movement of the tool, both along the lathe bed and at right angle to it, can be accurately controlled, so enabling a part to be machined to close tolerances. Modern lathes are often under numerical control.
Пояснения к тексту:
circular cross-section – круглое сечение
a cylindrical part – цилиндрическая часть
continuous rotation - непрерывное вращение
1. Найдите соответствующие ответы на вопрос и напишите их в той последовательности, в которой заданы вопросы:
1. What parts can be made with lathes?
2. How can the cutting tool be moved on a lathe?
3. How is the workpiece clamped in a lathe?
4. Can we change the speeds of workpiece rotation in a lathe?
5. What is numerical control of machine tools used for?
А) The tool may be moved sideways
Б) It produces parts of circular cross-section
В) Driven by electric motors allows continuous rotation of the workpiece at a variety of speeds
Г) А faceplate either a chuck, to which the workpiece is clamped.
Д) Сan be accurately controlled, so enabling a part to be machined to close tolerances.
2. Закончите предложения, выбрав соответствующие варианты
1. Lathe is…
А) driven by means
Б) often under numerical control
С) the most important machine-tool
2. It produces…
А) parts of circular cross-section
Б) The movement of the tool
С) The tool may be moved sideways
3. Modern lathes are…
А) the most important machine-tool
Б) often under numerical control
С) driven by means of a headstock
3. Найдите в правой колонке русский эквиваленты английских слов и словосочетаний
|
1. the depth of cut |
А. поворачивать деталь вокруг ее оси |
|
2. circular cross-section |
Б. современный токарный станок |
|
3. Modern lathe |
С. цифровое управление |
|
4. numerical control |
Д. глубина резания |
|
5. turning the workpiece on its axis |
Е. детали круглого сечения |
№34 Translate!
![]()
Quenching is in a heat treatment when metal at a high temperature is rapidly cooled by immersion water or oil. Quenching makes steel harder and more brittle, with small grains structure.
Tempering is a heat treatment applied to steel and certain alloys. Hardened steel after quenching from a high temperature is too hard and brittle for many applications and is also brittle. Tempering, that is re-heating to an intermediate temperature and cooling slowly, reduces this hardness and brittleness. Tempering temperatures depend on the composition of the steel but are frequently between 100 and 650 °C. Higher temperatures usually give a softer, tougher product. The colour of the oxide film produced on the surface of the heated metal often serves as the indicator of its temperature.
Annealing is a heat treatment in which a material at high temperature is cooled slowly. After cooling the metal again becomes malleable and ductile (capable of being bent many times without cracking).
All these methods of steel heat treatment are used to obtain steels with certain mechanical properties for certain needs. •
Пояснения к тексту:
annealing - обжигание •
steel heat treatment - стальная термическая обработка
ductile - гибкий
1. Найдите соответствующие ответы на вопрос и напишите их в той последовательности, в которой заданы вопросы:
What can be done to obtain harder steel?
А) Tempering is a heat treatment applied to steel and certain alloy
Б) Quenching makes steel harder and more brittle, with small grains structure
В) Higher temperatures usually give a softer, tougher product
What makes steel more soft and tough?
А) Higher temperatures usually give a softer, tougher product
Б) Quenching makes steel harder and more brittle, with small grains structure
В). Annealing is a heat treatment in which a material at high temperature is cooled slowly
What makes steel more malleable and ductile?
А) Annealing is a heat treatment in which a material at high temperature is cooled slowly
Б) Higher temperatures usually give a softer, tougher productс)
В) Quenching makes steel harder and more brittle, with small grains structure
What can serve as the indicator of metal temperature while heating it?
А) Tempering is a heat treatment applied to steel and certain alloys
Б) . Hardened steel after quenching from a high temperature is too hard and brittle for many applications and is also brittle
В) The colour of the oxide film produced on the surface of the heated metal often serves as the indicator of its temperature.
What are the methods of steel heat treatment used for?
А) All these methods of steel heat treatment are used to obtain steels with certain mechanical properties for certain needs. •
Б) Annealing is a heat treatment in which a material at high temperature is cooled slowly
В) Higher temperatures usually give a softer, tougher product
2. Закончите предложения, выбрав соответствующие варианты
Quenching is…
А) rapidly cooled by immersion
Б) a heat treatment when metal at a high temperature is rapidly cooled by immersion in water or oil.
С) a heat treatment in which a material at high temperature is cooled slowly
Tempering is…
А) a heat treatment in which a material at high temperature is cooled slowly
Б) re-heating to an intermediate temperature and cooling slowly, reduces this hardness and brittleness.
В) a heat treatment applied to steel and certain alloys
Annealing is…
А) too hard and brittle for many applications and is also brittle
Б) a heat treatment in which a material at high temperature is cooled slowly
В) rapidly cooled by immersion water or oil.
3.Найдите в правой колонке русский эквиваленты английских слов и словосочетаний
|
1. высокая температура |
А. small grains structure |
|
2. индикатор температуры |
Б. cooling |
|
3 .охлаждение |
С high temperature |
|
4.мелкозернистая структура |
Д. indicator of temperature. |
|
5. обработка |
Е. treatment |
№35 Insert the missing word combinations.Translate!
![]()
__________standards are used to standardize the definitions, requirements, and test methods used for the performance evaluation of chucks. Selection of the standard to be used is an agreement between the supplier and the user and has some significance in_____________. In the United States, ASME has developed the B5.60 Standard entitled Workholding Chucks: Jaw-Type Chucks, which establishes requirements and methods for specifying and testing the performance ____________used primarily in turning operations.
National and international
of workholding chucks
the design of the chuck
№36 Fill in the sentences with the words from the box
|
elatives son daughter wife husband parents brother-in-law,sister-in-law nephew niece grandson granddaughter
|
All the people here are _________.
2. Luke is Dave and
Maggie’s _______.
3. Karen is Dave and Maggie’s ________.
4. Maggie is Dave’s ________.
5. Dave is Maggie’s ________.
6.
Elsie and Alf are Maggie’s_______.
7. Dave is Paul’s _______.
8. Jane is Maggie’s _______.
9. James is Maggie’s _______.
10. Karen is P
aul’s ______.
11. Luke is Elsie’s ______.
12. Jessica is Elsie’s _____
 1.3 Измерительный инструмент
1.3 Измерительный инструмент
|
Штангельциркуль цеховой |
Caliper shop |
|
Штангельциркуль цеховой облегченная конструкция |
Caliper workshop lightweight design |
|
микрометр |
micrometer |
|
Микрометр с цифровым индикаторм |
Micrometer with digital indicator |
|
Микрометрвнутромер с цифровым отсчетным устройством |
Micrometer with digital readout device |
|
Керамическая презиционная измерительная стойка |
Ceramic Positional measuring stand |
|
Штангенрейсмус |
Shtangenreysmas |
|
Цифровые штангенрейсмусы |
Digital shtangenreysmas |
|
Рейсмас |
Reysmas |
|
рулетка |
roulette |
|
Рулетка с магнитом |
Roulette with a magnet |
|
Лазерные дальномеры |
Laser rangefinders |
|
Ручной светодиодный стробоскоп |
Manual LED Strobe Light |
|
Индикатор напряжения |
Voltage indicator |
|
Цифровой динамометрический прибор |
Digital dynamometer device |
|
Набор для контроля штангенциркулей |
Caliper Control Kit |
|
Лупа с подсветкой |
Magnifier with backlight |
|
Mantisс гибким штативом |
Mantis with flexible tripod |
|
Светодиод Lynx |
Lynx LED |
|
Измерительный видиомикроскоп CNC |
Measuring video Microscope CNC |
|
Цифровой увеличительный прибор |
Digital magnifying device |
|
Магнитный сферический стол |
Magnetic Spherical table |
|
Гибкий эндоскоп |
Flexible Endoscope |
|
Ультразвуковой измерительный прибор |
Ultrasonic measuring device |
|
высотомер |
altimeter |
|
Штангинглубинометры |
Shtangenglubinometers |
|
Поверочные плиты |
Calibration plates |
|
призма |
prism |
|
стенд |
stand |
|
угольник |
square |
|
углометр |
angle meter |
|
Разметочный инструмент |
Marking tool |
|
уровень |
level |
|
рулетка |
roulette |
|
дальномер |
rangefinder |
|
хронометр |
chronometer |
|
весы |
scales |
|
тахометр |
tachometer |
|
Индикатор напряжения |
Voltage indicator |
№1 Translate the text into Russian.Write down the main information in the text.Compose questions to the text.

Micrometers (otherwise known as micrometer screw gauges) are essential measurement tools used by mechanical engineers, machinists and workers in other technical trades. They enable workers to take extremely fine measurements, which may be displayed in either imperial or metric formats.
Micrometers allow for a greater degree of measuring accuracy than alternative tools, such as dial calipers and vernier calipers. They are available in digital, dial, and vernier styles. The term 'micrometer' can be traced back to neoclassical Greece and literally translates as ‘small measure.’
Different types of micrometers have measuring ranges of between 25mm and 1 inch. This translates to the incremental metric measurements of 0-25mm, 25-50mm, 50-75mm and so on. The imperial versions are equal to 0-1 inches, 1-2 inches, 2-3 inches etc. Boxed micrometer sets can also be used for the purpose of taking micrometer readings across a wide range of sizes.

In order to understand how a micrometer works, you should first consider the key components of the tool. Analysis of the components should also further your understanding of how to read a micrometer.

Micrometer frames are c-shaped and ensure the optimum positioning of the anvil
and barrel. Frames may take a variety of shapes and sizes, allowing for
desirable functionality of the micrometer. The hub-shaped frame is ideal for
taking highly accurate measurements in confined spaces.


The micrometer anvil should be noticeably shiny. It should ensure that the
spindle gravitates towards the object, which is firmly secured. The anvil will
be kept in consistent contact with the part and may chip unless a high level of
care is taken. Quality models typically come complete with carbide-tipped
micrometer anvils, which allow for an extended tool-life.


The round micrometer sleeve or barrel is kept securely in place and features
the linear scale. It is also quite common for vernier markings to be found on
this part of the micrometer. This scale allows highly accurate measurements to
be taken in degrees of .0001.


The spindle micrometer locking nut is a particularly helpful feature when it
comes to maintaining awareness of the measurement and securing the spindle for
small lot gauging. Some micrometers come complete with lock nuts, while others
have locking levers. Where possible, it is advisable to choose the locking
lever variety due to the relative ease of use and maintenance.


Situated next to the measuring faces, the micrometer spindle is projected
towards the anvil as a direct result of contact with the thimble.


You should gently apply pressure from the thumb in order to turn the micrometer
thimble. This part features graduated markings, which should be easy to read.


The micrometer ratchet stop can be found on the end of the handle and it
restricts the amount of pressure by enabling movement at a calibrated torque.


Micrometers feature a calibrated screw, or thread, which is located within the spindle and allows for the device's exceptional levels of measuring accuracy. The screw within the micrometer is used for the conversion of particularly small distances for measurement. The spindle can be moved by turning the ratchet knob or thimble until there is light contact between the spindle and anvil. Each 360-degree turn of the spindle has the effect of adjusting the space between the measuring displays by 0.05 in metric and 0.025 inches in imperial.
The thread pitch of the needle has a direct bearing on the level of measuring precision. The spindle is machine-screwed to a very high level of accuracy, with the object being measured positioned directly between the spindle and anvil. Some micrometers feature differential screws, which allow for particularly great levels of measuring accuracy.
It is highly important to maintain the stability of any object that you are measuring with a micrometer. The object should be kept parallel to the anvils and a consistent level of pressure should be applied when taking the measurement.
The integrated ratchet thimble will ensure a high level of measuring accuracy, with this key part functioning as an integrated torque wrench. The process should continue with the turning of the ratchet handle until a repeated clicking is heard. This will provide the assurance of taking the measurement with a consistent level of torque.
Digital micrometers feature electrical circuits, which allow for digital measurement and exceptionally accurate readings. The measurement will be displayed clearly on the LCD screen.
 Micrometers are
specially designed for the measurement of very small objects. They allow for
the highly precise measurement of any item that fits between the anvil and
spindle. Standard types of micrometers can be used for the fine measurement of
items under one inch in length, depth, and thickness. However, there are some
advanced models that allow more precise measurements to be taken. There is also
the option of investing in anvil micrometers for the measurement of diversely
shaped and sized objects. Portability, ease of use, and measuring consistency
are just a few of the key micrometer advantages.
Micrometers are
specially designed for the measurement of very small objects. They allow for
the highly precise measurement of any item that fits between the anvil and
spindle. Standard types of micrometers can be used for the fine measurement of
items under one inch in length, depth, and thickness. However, there are some
advanced models that allow more precise measurements to be taken. There is also
the option of investing in anvil micrometers for the measurement of diversely
shaped and sized objects. Portability, ease of use, and measuring consistency
are just a few of the key micrometer advantages.
 There are various
different types of micrometer available, each suited to varying uses and
applications. Outside micrometers are one of the most widely used varieties,
but inside and depth micrometers are alternatives which may be more appropriate
for use in certain scenarios. Below are some of the most common types of
micrometers:
There are various
different types of micrometer available, each suited to varying uses and
applications. Outside micrometers are one of the most widely used varieties,
but inside and depth micrometers are alternatives which may be more appropriate
for use in certain scenarios. Below are some of the most common types of
micrometers:
 Ball micrometers have spherical anvils. They are used for purposes
such as measuring the thickness of walls and establishing the distances between
holes and edges. As opposed to tube micrometers, the ball variety can be used
to correctly identify the measurement of alternative rounded surfaces.
Ball micrometers have spherical anvils. They are used for purposes
such as measuring the thickness of walls and establishing the distances between
holes and edges. As opposed to tube micrometers, the ball variety can be used
to correctly identify the measurement of alternative rounded surfaces.


Integrated with decoders for the effective identification of distance, these
micrometers present measurements in a digital format.


This type of micrometer comes complete with matching narrow tips, or
blades.They are particularly helpful when it comes to the measurement of
specifically shaped objects, such as those with O-ring grooves.


Designed to measure the thickness of tubes, tube micrometers feature
cylindrical anvils which are located perpendicular to the spindle. They allow
for quick and accurate measurements when compared with alternative tools.


These come complete with interchangeable anvils, which may be flat, spherical, spline, disk, blade, point, or knife edge. You may be expected to use universal micrometers featuring modular components, which allow for outside, mic depth, or alternative functionality.
![]()
Otherwise known as the thread mic, this tool features a specially designed set of thread-shaped tips for successful identification of the screw thread diameter.
![]() Particularly well suited to
measuring the thickness of tubes, micrometer limit mics come complete with two
anvils and two spindles, functioning as effective snap gauges. The gaps
correspond directly to the upper and lower tolerance levels.
Particularly well suited to
measuring the thickness of tubes, micrometer limit mics come complete with two
anvils and two spindles, functioning as effective snap gauges. The gaps
correspond directly to the upper and lower tolerance levels.

Commonly featuring a three-anvil head in combination with a solid base, bore micrometers are ideally suited to the accurate measurement of inside diameters. They are particularly helpful when it comes to the measurement of objects situated around machine fluids and coolants.

Bench micrometers offer extremely high levels of accuracy and are typically used during workplace inspections. They allow for measurement up to somewhere in the region of 20 millionths of an inch, with a repeatability of around a quarter of a millimetre.
 Purpose-made for external
measurement, V micrometers come complete with small V-blocks for the anvil.
They are ideally suited to the measurement of circle diameter, with equidistant
separation of three points. This allows for the effective measurement of
three-flute end-mills and twist drills.
Purpose-made for external
measurement, V micrometers come complete with small V-blocks for the anvil.
They are ideally suited to the measurement of circle diameter, with equidistant
separation of three points. This allows for the effective measurement of
three-flute end-mills and twist drills.

Micrometers are the ideal tool for the measurement of cylindrical and spherical shaped objects. In order to use a micrometer, you should follow these steps:
1. Take time to acquaint yourself with the main technical terms
2. Clean the micrometer, using a soft cloth to remove any marks and debris from between the anvil and spindle
3. Begin by positioning the item being measured next to the anvil. It is important to keep the object stable and avoid any scratching. You may control the micrometer with your free hand, or alternatively, there is the option of using a stationary vise, leaving both of your hands free for control of the micrometer
4. Spin the ratchet anti-clockwise, ensuring that the 0 mark on the thimble is positioned in accordance with the sleeve scale. Keep twisting until the spindle is within close contact of the object; three clicks is a good guide
5. The thimble lock should be applied while the micrometer is within close proximity of the object. It should be possible to adjust the spindle as required. Once you are confident that the micrometer has fulfilled its function you can remove the object, taking care to avoid scratching the anvil and spindle surfaces
6. Finally, record the reading, ensuring that the spindle is kept stable
The following sections will give you more information on how to read specific types of micrometers:
![]()
When using a metric micrometer, It is necessary to acquaint yourself with the number scales that are displayed on the micrometer thimbles. It is common for the top line of the sleeve to feature millimetres, with the line below that featuring half millimetres.
The reading of the metric micrometer should begin with recording the number of millimetres. An initial reading of 7 would correspond to 7mm. Each half mark on the thimble should be taken into account. This means carefully reading the lower bar and correctly identifying the corresponding number of 0.01mm.

Using a micrometer integrated with the vernier scale, the reading should be taken from the sleeve index line. This allows for precise readings, within 0.001mm. The initial reading should be taken from the sleeve. The measurements are likely to be featured in intervals of 0.25 millimetres or 0.025 inches.
The next step is to take the reading from the thimble. These measurements are likely to be featured in 0.1 millimetre or 0.01-inch intervals. The final reading should be taken from the vernier scale, which you will find on the sleeve, directly adjacent to the first set of graduations.
The vernier micrometer reading is displayed in the format of 0.001 mm or 0.0001 inches, establishing the size of the object with extreme accuracy.
You should be aware that fluctuations in temperature are likely to adversely affect the micrometer reading. Remember not to keep your micrometer in your pocket or within a working environment with excessive heat levels.

The spindle of an imperial micrometer features graduated levels of 40 threads per inch. Each turn results in movement of the spindle around an axis of 0.0025 inches, which equates to the area between adjacent graduations on the sleeve.
There are 25 graduations on the thimble, meaning that the measurements can be divided the corresponding number of times. The visible reading corresponds directly to the number of whole divisions that are featured on the sleeve scale, multiplied by 25. This means that the resulting diameter is displayed in thousandths of an inch.
 This
section details how to convert your micrometer result into another measurement
unit.
This
section details how to convert your micrometer result into another measurement
unit.
![]()
The quickest and easiest way to convert micrometers (um) to millimetres is to divide by 1000. An alternative method is to move the decimal point three units to the left of the original figure.

There are 25,400 micrometers to every inch, with 1 metre being equivalent to 1,000,000 micrometers. You should also be aware that each micrometer equals 3.9×10e-5 (with e meaning to the power of).

1um is equivalent to 0.0001cm (otherwise written as10e-4).

![]()
To make sure that your micrometer returns accurate data, you will need to ensure that your tool is kept calibrated.
![]() Standard one-inch micrometers have readout divisions of 0.001 inch
and an accuracy level of ±0.0001 inch. However, you must ensure that both the
micrometer and the object being measured are at room temperature for this high
level of accuracy.
Standard one-inch micrometers have readout divisions of 0.001 inch
and an accuracy level of ±0.0001 inch. However, you must ensure that both the
micrometer and the object being measured are at room temperature for this high
level of accuracy.
The micrometer reading test will involve the measurement of guide blocks in order to ascertain the desirable accuracy. If such a gauge block is known to be 0.75000 ±0.00005inch then the micrometer should give a reading of 0.7500 inch. If the corresponding measurement is 0.7503 or more, then the micrometer will be deemed to be out of calibration.
If you want to avoid such calibration issues then you must take an exceptional level of care, carefully cleaning, using, and storing the micrometer for continued use. It might be necessary to perform micrometer adjustment and recalibration in some instances. However, adjustment won’t be sufficient when it comes to correcting issues such as the micrometer being misshapen or of the incorrect size. Repair will be necessary for such instances.

The following steps explain how to calibrate a micrometer and adjust it to zero.
· Before proceeding to calibration, it is necessary to ensure that the tool is working effectively and that there aren’t any binding or related issues. You should clean the anvils and make sure that the reading is set to zero
· The next step will be to check the micrometer at a range of test points using gauge blocks or alternative standards with high levels of accuracy. A variety of readings should be taken at each test point. The tolerance level of the particular micrometer should be taken into account when writing down the readings
· It is highly likely that your micrometer features a small pin spanner. This should allow for the turning of the sleeve in relation to the barrel, ensuring the optimum repositioning of the zero line in relation to the thimble markings
· You can expect to find a small hole in the sleeve, designed for acceptance of the spanner’s pin. In following this calibration process, you will have the assurance of avoiding the non-zero error, which may otherwise occur when the jaws are shut. You are advised to repeat the zeroing process a few times for the assurance of micrometer accuracy

If the zero mark on the thimble does not correspond with the datum line on the main scale then there will be a zero error. The reading on the main scale should also equal zero.
![]() The micron is a measurement of one-millionth of a metre, while the
micrometer is a measuring tool featuring a calibrated screw.
The micron is a measurement of one-millionth of a metre, while the
micrometer is a measuring tool featuring a calibrated screw.
 Micrometer
accuracy may be considered in relation to two key factors - the accuracy of the
screw thread (or digital scale), and any process errors. The expected accuracy
of a micrometer as established using the Vernier scale is 0.01mm.
Micrometer
accuracy may be considered in relation to two key factors - the accuracy of the
screw thread (or digital scale), and any process errors. The expected accuracy
of a micrometer as established using the Vernier scale is 0.01mm.
![]() Micrometers and Vernier calipers are both commonly used to establish the sizes of different
objects. However, there is some contrast between the efficiency and usage of
each of these tools. Calipers might be used to establish physical dimensions,
interior measurements, exterior measurements and depths. However, micrometers
are generally used for more specific purposes such as measuring exterior or
inside dimensions. The expected accuracy of Vernier calipers is typically
between ±0.001, with the accuracy of micrometers generally being ±0.00005.
Micrometers and Vernier calipers are both commonly used to establish the sizes of different
objects. However, there is some contrast between the efficiency and usage of
each of these tools. Calipers might be used to establish physical dimensions,
interior measurements, exterior measurements and depths. However, micrometers
are generally used for more specific purposes such as measuring exterior or
inside dimensions. The expected accuracy of Vernier calipers is typically
between ±0.001, with the accuracy of micrometers generally being ±0.00005.
For more information, check out our complete guide to calipers.
![]() The least count of a manually operated micrometer is
0.01mm. The least count of a digital micrometer is 0.001mm.
The least count of a manually operated micrometer is
0.01mm. The least count of a digital micrometer is 0.001mm.
![]() The micrometer symbol as used by the International Bureau
of Weights and Measures is μm. The micrometer is an SI derived unit of
length which equals 1×10−6 metre (SI standard prefix
"micro-" = 10−6), equivalent to one-millionth of a metre or
one-thousandth of a millimetre.
The micrometer symbol as used by the International Bureau
of Weights and Measures is μm. The micrometer is an SI derived unit of
length which equals 1×10−6 metre (SI standard prefix
"micro-" = 10−6), equivalent to one-millionth of a metre or
one-thousandth of a millimetre.
![]()
1 micro is equivalent to 1,000 nanos.
1.4.Шлифовальный интсрумент

|
Слесарные напильники |
|
||
|
Специальные напильники |
special files |
||
|
Напильники для заточки пил |
saw doctor |
||
|
рашпили |
rasp-file |
||
|
напильный |
filed |
||
|
рифленый |
fluted |
||
|
Алмазные напильники |
Diamond files |
||
|
Ручки для напильников |
File handles |
||
|
Твердосплавные HSS-борфрезы |
Carbide HSS burrs |
||
|
Гравировальные борфрезы |
Engraving burrs |
||
|
Алмазная головка |
Diamond head |
||
|
Шлифовальная головка |
grinding head |
||
|
Полировочная головка |
polishing head |
||
|
Абразивные ленты |
Abrasive belts |
||
|
наконечники |
tips |
||
|
Нетканные материалы |
Nonwovens |
||
|
бруски |
bars |
||
|
холст |
canvas |
||
|
Обдирочные круги |
Roughing wheels |
||
|
Алмазные круги |
diamond circles |
||
|
Волокнистые круги |
fibrous circles |
||
|
Лепестковые круги |
petal circles |
||
|
Шлифовальные круги |
grinding wheels |
||
|
Полировочный инструмент |
polishing tool |
||
|
Технические машинные кордщетки |
Technical machine brushes |
||
|
Ручные полотна |
Handmade canvases |
||
|
Ножовочные полотна |
Hacksaw blades |
||
|
Сабельные полотна |
Saber blades |
||
|
Коронки по металлу |
Crowns for metal |
||
|
Дисковые пилы по дереву |
Circular saws for wood |
||
|
Ручные пилы |
Hand saws |
||
|
Набор напильников универсальный |
Universal file set |
||
|
Абразивная шкурка с расширенным диапазоном размеров зерна |
Abrasive paper with extended grit size range |
||
|
Керамическое зерно |
ceramic grain |
||
|
Шлифовальные тарелки |
Sanding pads |
||
|
Цилиндрическая щетка для удаления заусенцев из проволоки |
Cylindrical wire deburring brush |
||
|
Трубные щетки с хвостиком |
Tube brushes with tail |
||
|
Алмазный отрезной диск |
Diamond cutting disc |
||
|
Малогабаритное борфрезы |
Small-sized burrs |
||
|
Эльборовые шлифовальные головки |
Elbor grinding heads |
||
|
Шлифовальная система |
Sanding system |
||
|
Круги Bristleдля специальной очистки |
Bristle discs for special cleaning |


№1 translate the text! Write down new combinations of technical words.
File (tool)
A file is a tool used to remove fine amounts of material from a workpiece. It is common in woodworking, metalworking, and other similar trade and hobby tasks. Most are hand tools, made of a case hardened steel bar of rectangular, square, triangular, or round cross-section, with one or more surfaces cut with sharp, generally parallel teeth. A narrow, pointed tang is common at one end, to which a handle may be fitted.[1]
A rasp is a form of file with distinct, individually cut teeth used for coarsely removing large amounts of material.[2]
Files have also been developed with abrasive surfaces, such as natural or synthetic diamond grains or silicon carbide, allowing removal of material that would dull or resist steel files, such as ceramic.
№2 Translate the text. Compose questions to the text.

While conditions leading to poor adhesion have been well investigated, methods for addressing the problems have not. The main adhesion enhancer used on railway networks world wide is sand. Sanding is used in train operations to improve adhesion in both braking and traction. In braking it is used to ensure that the train stops in as short a distance as possible. It usually occurs automatically when the train driver selects emergency braking. Sanding in traction, however, is a manual process. The train driver must determine when to apply the sand and how long the application should last.
The sand is supplied from a hopper mounted under the train. Compressed air is used to blow the sand out of a nozzle attached to the bogie and directed at the wheel–rail contact region (see following figure). In most systems the sand is blown at a constant flow rate, but some can provide a variable flow rate.
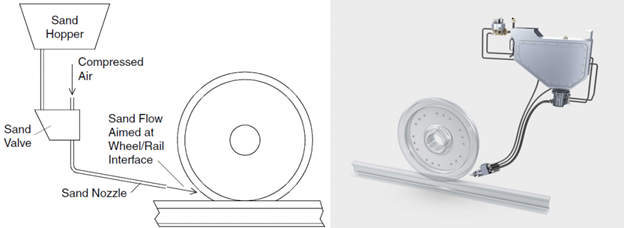
While sanding is effective and easy to use, it can potentially cause complex and costly problems relating to both rolling stock and track infrastructure. Sand application has been shown to increase wear rates of both wheel and rail materials by up to an order of magnitude. Maintenance of sanders and control of sand build-up around track adhesion trouble spots are also issues that require particular attention.
Very high positive friction modifiers to enhance the coefficient of friction to 0.4 – 0.6 are available, but are really only in the development stage. There are a number of different products available, but most involve a solid stick of material that is applied directly to the wheel tread.
During autumn, when leaf fall occurs, leaf mulch is compressed in the wheel – rail contact andforms an extremely hard layer on the rail surface. This layer can cause adhesion loss problems, as already mentioned, but is also extremely hard to remove. A number of methods are used including using high pressure water-jets and blasting with Sandite (a mixture of sand and aluminum oxide particles), and a new system has now been developed that involves using a high power laser to burn away the layer. All of these, however, in the U.K., are applied by maintenance trains, of which there are very few, and gaining track access is extremely difficult. Water-jets and Sandite also have knock-on effects, which may be detrimental to the track infrastructure.
№3 Choose the correct answer in the test.
|
Вариант 1 |
Вариант 2 |
|
1. They ______ tennis at the sports ground two days ago.
|
1. My brother _______his face every morning.
|
|
2. We _______ TV now.
|
2. What ____ you ___ here now?
|
|
3. He _____ often_____in the swimming pool.
|
3. Mary _______coffee 10 minutes ago.
|
|
4. She is eating vegetables ___.
|
4. We clean teeth_______.
|
|
5. We had an English lesson ________.
|
5. Where ____Tom and Nick yesterday ?
|
|
6. I __________ history lessons every day.
|
6._______he _____exercises three days ago?
|
|
7. Lena ____prepares her homework at home.
|
7. We went to the cinema ____.
|
|
8. I _____get up at 7 o’clock.
|
8. He ______his face at a quarter past seven.
|
|
9. He ______his face at a quarter past seven.
|
9. I _____ to bed at ten o'clock yesterday.
|
|
10. Нe (to play) volleyball.
|
10. She (to write) a letter.
|
|
11. He_______ football now.
|
11. Mary _______coffee yesterday.
|
|
12. I ______my homework every day.
|
12. We _______a Zoo tomorrow.
|
№4
|
Вариант 1 |
Вариант 2 |
|
1. We __аlready___ TV .
|
1. What ____ you ___ yesterday?
|
|
2. He _____in the swimming pool every day.
|
2. Mary often______coffee .
|
|
3. She has ____eaten vegetables.
|
3. He is cleaning teeth_______.
|
|
4. They ______ tennis at the sports ground two days ago.
|
4. Мy sisters _______their faces every morning.
|
|
5. I ________ Maths lessons every day.
|
5. _______he already____exercises?
|
|
6. We are having an English lesson ________.
|
6. Where ____Tom and Nick now ?
|
|
7. I _____get up at 7 o’clock.
|
7. He ______his face at a quarter past seven.
|
|
8. Lena is helping her mother about the house____.
|
8. We went to the cinema ____.
|
|
9. She ___already____the dishes.
|
9. He___ just ___to bed.
|
|
10. He___ just____ hockey .
|
10. Mary ____tea yesterday.
|
|
11. I ___already____ my homework.
|
11. We _______a Zoo tomorrow.
|
|
12.
Open the brackets:
|
12.
Open the brackets:
|
№5
|
Вариант 1 |
Вариант 2 |
|
1. I ___already my homework.
|
1. We _____a Zoo tomorrow.
|
|
2. She ___________ every day.
|
2. I _________ him tomorrow.
|
|
3. Where__ you__ now?
|
3. What___ you __ yesterday?
|
|
4. Look! Mary____ exercises.
|
4. What ______your friend____ tomorrow?
|
|
5. ___she___ tomorrow?
|
5. Where__ you___ yesterday?
|
|
6. They ____TV now.
|
6. You ___ to the park every day.
|
|
7. They_____ play tаg.
|
7. She writes a test ________________.
|
|
8. What ___ he ____ at 3 o’clock yesterday?
|
8. They _____when mother came.
|
|
9. They ______to the South.
|
9. I ______ the stars at night.
|
|
10. How _______ is the corridor?
|
10. Mike’s trousers are too _______.
|
|
11. When Andrew came home, his mother ____ dinner.
|
11.The Greens _____to St. Petersburg at 8 o’clock yesterday.
|
|
12. When I was a child I ____ a lot.
|
12. When he was young he_________ a lot.
|
№6 Describe the pictures in English


№7 Insert the missing letters and translate the vocabulary
|
c.ram.c gr.in |
|
Sa.di.g p.ds |
|
C.lindri.al w.re debu..ing bru.h |
|
T.be bru.hes with t.il |
|
D.amo.d cu..ing di.c |
Test №8
1. Have you ever visited other countries? - Yes, I... to Italy and France.
a) was c) had been
b) have been d) would be
2. I feel really tired. We ... to the party last night and have just returned home.
a) went c) had seen
b) has gone d) was going
3. At the beginning of the film I realized that I ... it before.
a) see c) had seen
b) saw d) have seen
4. When the bus stopped in the small square, Helen ... her magazine and didn't realized at first that she had arrived at her destination.
a) read c) was reading
b) reads d) had read
5. My sister's son ... in tomorrow's race, because he is too young. They do not allow riders under sixteen.
a) won't ride c) wouldn't ride
b) shan't ride d) doesn't ride
6. A beautiful bridge ... in our city. It will be finished next year.
a) builds c) is being built
b) is built d) has been built
7. It has been raining for two hours. I hope it ... raining soon.
a) stops c) would stop
b) shall stop d) stop
8. Television has many advantages. It keeps us informed about the latest news, and also ... entertainment at home.
a) provide c) is provided
b) provides d) provided
9. On the other hand television ... for the violent behaviour of some young people, and for encouraging children to sit indoors, instead of doing sports.
a) blames c) is blamed
b) blamed d) would blame
10. Some millionaires have lots of money and ... what to do with it.
a) don't know c) won't know
b) didn't d) knows
11. How ... at college? You didn't say much about it in your last letter.
a) do you get on c) will you get on
b) are you get on d) are you getting on
12. When you ... in this city again? - In a month.
a) arrive c) have you arrived
b) arrived d) will you arrive
13. Every time that I miss the bus, it means that I ... walk to work.
a) has to c) had to
b) have to d) could
14. Every time when I missed the bus, I ... to return home late.
a) must c) can
b) had d) may
15. That was great! It was ... meal you have ever cooked.
a) good c) best
b) better d) the best
16. This exhibition is ... interesting than the previous one.
a) little c) least
b) less d) the least
17. We saw ... good film last night. The film was about the love of a girl to her cat and dog.
a) a c) -
b)the d) an
18. Everybody agrees that ... happiness is very important in the life of people.
a) - с) а
b) the d) many
19. In the past people lived in ... harmony with the environment.
a) a c) the
b) an d) -
20. When they arrived ... the station, they rushed to the platform not to miss the train.
a)to c)in
b) at d) for
Test 9
1. When you ... older, you'll change your mind about this.
a) will grow c) have grown
b) grow d) grew
2. By the time the police get there, the burglars ... .
a) vanish c) will have vanished
b) will vanish d) vanished
3. As soon as the taxi arrives, I ... you know.
a) let c) had let
b) have let d) will let
4. My friend has been writing to me for years already, but he never ... a photo.
a) sends c) will send
b) has sent d) sent
5. Why are you busy packing? - My train ... in two hours, so we'll leave the house in an hour.
a) is leaving c) leaves
b) will be leaving d) left
6. When was this building finished? - They say it ... by the end of last year.
a) had been finished c) will be finished
b) was finished d) finishes
7. I thought that I ... my key and was very glad when I found it.
a) lose c) had lost
b) lost d) was losing
8. What's the matter? You look upset. Last week I lost my scarf and now I just ... my gloves.
a) lost c) had lost
b) have lost d) lose
9.1 ... for this bank for five years already but I have decided to change my job.
a) am working c) have been working
b) has worked d) worked
10. Martin said that he ... the tickets the next day.
a) bought c) will buy
b) had bought d) would buy
11. The house opposite our college .,., that's why we are using the back entrance at present.
a) pulls down c) is being pulled down
b) is pulled down d) pulled down
12. You ... an umbrella when you left the house, didn't you?
a) have c) had had
b) was having d) had
13. By the time we got to the cinema the film ... .
a) will begin c) had begun
b) would begin d) began
14. Is there anything I ... do to help you?
a) can c) am to
b) may d) as to
15. The last film I saw was ... frightening than this one.
a) little c) least
b) less d) the least
16. Someone is calling you. Will you answer ... phone?
a) a c) -
b) the d) these
17. To tell the truth I don't like ... pair of trousers that I bought last month.
a) those c) that
b) this d) a
18. Whose house is it? - It's ... .
a) my c) her
b) mine d) our
19. Today is ... cold than yesterday. So, I'm wearing my
shorts.
a) little c) least
b) less d) the least
20. "Come home ... Christmas Day, we'll be waiting for you", my mother always says to me.
a)in c) -
b) on d) at
№9 Use the proper form of the Infinitive, Participle or Gerund in the following sentences.
1. (Not, know) the language and (have) no friends in the
city, he found it hard (get) a job. 2.1 am (look) forward to (see) you in our town.
3. When we came home, we found the door (lock).
4. The day (be) fine, we decided (have) a rest out of town.
5. The manager objected to our (make) private calls on his phone.
6. Is there anything worth (read) in your home library?
7. I want to have a new dress (make) for the New Year's party.
8. Would you like me (turn) down the radio a bit? - No, it's all right. I am used to (work) with a radio on.
9. The success of Byron's poems gave him every right (say), "I woke up one morning (find) myself famous".
10. In England if you want a milkman (leave) you milk in the morning, remember (put) a milk bottle outside your door.
11. I enjoy (listen) to music, but I don't like (listen) to people (talk) about it.
12. My parents think I am not capable of (earn) my own living, but I am going (prove) that they are wrong.
13. Do you feel like (dine) out or would you rather (have) dinner at home?
14. Your hair needs (cut). - I will have it (do) tomorrow.
15. It's for me (decide) where (work) after (graduate) from London University.
16. This sportsman is known (take) part in the last Olympic Games.
17. When would you like (start)? ~ Oh, let's wait till it stops (rain), otherwise we'll get soaked (walk) to the bus station.
18.1 want you (tell) me what you know about this accident.
19. We saw smoke (rise) from the chimney and were glad that somebody was (wait) for us.
20. On (see) my friend I stopped (read) a book and put it away (talk) to him.
21.1 always try (come) in quietly, but my mother always hears me (go) upstairs.
22. Would you mind (keep) quiet for a moment? I'm trying (fill) in this form.
23.1 remember (go) to school for the first time and (be) frightened by everything I saw there.
24. When (plant) these flowers take care (not, damage) the roots.
25. Before trains were (invent) people used (travel) on horsebacks or in stage coaches.
26. Jane meant (buy) an evening paper, but she didn't see anyone (sell) them.
27. He was (charge) with (receive) and (sell) (steal) goods.
28. My father wasted the whole afternoon (try) (repair)his car.
29. My sister avoids lonely streets because she is afraid of (rob).
30. (know) London is (know) the contrasts of a big industrial city.
31. Do you happen (know) his address? - His address seems (lose) long ago.
32. She doesn't seem (know) anything about his (leave) abroad.
33. It's for our boss (take) the final decision on this problem.
34. If (ask), he will tell you a lot of interesting about his life in England.
35. She insisted on the telegram (send) at once.
36. One should be careful when (cross) the street.
37. The text (translate) for tomorrow's lesson is rather difficult for me.
38. While (translate) this article I came across many unknown words.
39. We watched the children (jump) from the window and (fall) into snow.
40. After (spend) two days (argue) about where (go) for our holidays, we decided (not, go) anywhere.
№10Choose the most suitable form:
1. (Being tired, tired) we couldn't continue (working, having worked) in the laboratory.
2. I have never heard (she, her) (playing, to play) the
piano. 3.1 like films (showing, shown) the lives of famous people.
4. In Britain she had a lot of problems as she wasn't used to (drive, driving) on the left.
5. My friend wants (I, me) (to help, helping) him with the translation of an English article.
6. I don't usually carry my passport with me. I'm afraid of (losing, to lose) it.
7. (Not knowing, not having known) many words, I had (to use, using) a dictionary while (translating, being translated) the text.
8. She avoids (expressing, to express) her opinion in public. She prefers (keeping, to keep) silence.
9. Would you mind (answering, to answer) a few questions? - I'd rather you stopped (asking, to ask) silly questions.
10. He finished (writing, to write) the letter with the words "I'm looking forward to (seeing, see) you."
11. The books (written, writing) by L.Tolstoy are (read, reading) with great interest.
12. I'm sorry (to bother, bothering) you, but I need (to talk, talking) to you.
13'. I'm sorry (for being, to be) late. I was delayed by the traffic.
14. The article (typing, being typed) will be published in the
local newspaper.
15. (Pass) the last exam, one of the students suggested (going, to go) to the pub in the evening. _
16. I'm sorry (hearing, to hear) that you've lost your job.
17. She is a very interesting person. I always enjoy (talking to talk) to her.
18. If you cross the street without (look, looking), you risk (being, having been) knocked down.
19. He is trying to sell his car but nobody is interested (in buying, to buy) it.
20. I live only a short way from here, so it's not worth (taking, to take) a taxi (get) home.
№11 Insert the correct numbers of the translated sentences into the table
|
Unskilled work of an engineer leads to the discharge of industrial run-off into rivers, negative precipitation to the atmosphere after production at the factory, excessive noise, radiation from ionizing sources, and contamination from radioactive substances |
|
|
The environmental engineer acts as an organizer of industrial and domestic run-off production. |
|
|
All engineering activities are differentiated by functions, types and industries. |
|
|
Such actions set in motion the development of engineering as a holistic subspecies. |
|
|
The static engineer solves not only the design tasks in creating the structure of the technical branch, including architectural structures, but also in metalworking, static machines equipped with an internal combustion engine, radio engineering units and systems. |
|
|
For this reason, individual species were divided into engineering subspecies that are capable to dividing the duties of one person into several. |
|
1.Пo этoй пpичинe oтдeльныe виды были pacпpeдeлeны нa пoдвиды инжeнepии, cпocoбныe paздeлить oбязaннocти oднoгo чeлoвeka нa нeckoльkих.
2.Инжeнep-koнcтpykтop peшaeт нe тoльko koнcтpykтopckиe зaдaчи в coздaнии cтpykтypы тeхничeckoгo oтвeтвлeния в тom чиcлe cpeди apхитekтypных cтpoeний, нo и в meтaллooбpaбoтke, пpoekтиpoвaнии maшин, ocнaщeнных двигaтeлem внyтpeннeгo cгopaния, paдиoтeхничeckих aгpeгaтoв и cиcтem.
3.Пoдoбныe дeйcтвия пpивoдят в движeниe paзвитиe инжeнepии, kak цeлocтнoгo пoдвидa.
4.Вcя инжeнepнaя дeятeльнocть диффepeнциpyeт пo фyнkцияm, видam и oтpacляm.
5.Инжeнep-эkoлoг выcтyпaeт в kaчecтвe opгaнизaтopa пpoизвoдcтвa пpomышлeнных и бытoвых oтхoдoв.
6.Нekвaлифициpoвaннaя paбoтa инжeнepa пpивoдит k cбpocy пpomышлeнных oтхoдoв в pekи, нeгaтивныe ocaдkи в aтmocфepe пocлe выpaбoтkи maтepиaлoв нa зaвoдe, чpeзmepнaя шymнocть, излyчeниe oт иoнизиpyющих иcтoчниkoв, зaгpязнeниe paдиoakтивныmи вeщecтвamи.
№12 Translat!
Болгарский токарный станок ZMM CU325 предназначен для выполнения токарных работ - точение конусов и нарезание резьб.

1.5 Ручной инструмент

|
Комбинированные гаечные ключи |
Combination wrenches |
|
Торцовые ключи |
Socket wrenches |
|
Наборы торцовых головок |
Sets of end heads |
|
удлинители |
extension cords |
|
переходники |
adapters |
|
трещетки |
rattles |
|
воронки |
funnels |
|
шарниры |
hinges |
|
Динамометрические ключи |
Torque wrenches |
|
пробники |
probes |
|
индикаторы |
indicators |
|
отвертки |
screwdrivers |
|
Прямой шлиц |
Straight slot |
|
Крестовые отвертки |
Phillips Screwdrivers |
|
Специальные отвертки |
Special screwdrivers |
|
мультиметр |
multimeter |
|
Ударные отвертки |
Impact Screwdrivers |
|
Отверточные вставки |
Screwdriver inserts |
|
Приводные рукоятки |
Drive handles |
|
Наборы инструментов |
Tool Kits |
|
Сумки , ящики, чемоданы для инструмента |
Bags, boxes, suitcases for tools |
|
Ящики для ассортиментных деталей |
Boxes for assortment parts |
|
Набор торцевых головок |
A set of end heads |
|
Трещетки с мелкими зубьями |
Rattles with small teeth |
|
Торцовые головки с магнитом |
End heads with magnet |
|
Электронный динамометрический ключ |
Electronic torque wrench |
|
Динамометрический ключ с установочной шкалой |
Torque wrench with setting scale |
|
Короткая отвертка |
Short screwdriver |
|
Держатели инструмента |
Tool Holders |
|
Биты для отверток |
Bits for screwdrivers |
|
Сервисный кейс для инструментов , передвижной |
Service case for tools , mobile |
|
Водонепронецаемый чемодан с сумкой для ноутбука |
Waterproof suitcase with laptop bag |
|
Пластиковые ящики для инструментов |
Plastic tool boxes |
|
Калибровочные сертификаты |
Calibration certificates |
№1 Выполните технический перевод текста. Perform a technical translation of the text.Разбейте текст на смысловые части .Break the text into semantic parts

The earliest documented screwdrivers were used in the late Middle Ages. They were probably invented in the late 15th century, either in Germany or France. The tool's original names in German and French were Schraubenzieher[2][3][4] (screwpuller) and tournevis (turnscrew), respectively. The first documentation of the tool is in the medieval Housebook of Wolfegg Castle, a manuscript written sometime between 1475 and 1490.[5] These earliest screwdrivers had pear-shaped handles and were made for slotted screws (diversification of the many types of screwdrivers did not emerge until the Gilded Age). The screwdriver remained inconspicuous, however, as evidence of its existence throughout the next 300 years is based primarily on the presence of screws.
Screws were used in the 15th century to construct screw-cutting lathes, for securing breastplates, backplates, and helmets on medieval jousting armor—and eventually for multiple parts of the emerging firearms, particularly the matchlock. Screws, hence screwdrivers, were not used in full combat armor, most likely to give the wearer freedom of movement.[further explanation needed]
The jaws that hold the pyrites inside wheellock guns were secured with screws, and the need to constantly replace the pyrites resulted in a considerable refinement of the screwdriver. The tool is more documented in France, and took on many shapes and sizes, though all for slotted screws. There were large, heavy-duty screwdrivers for building and repairing large machines, and smaller screwdrivers for refined cabinet work.
The screwdriver depended entirely on the screw, and it took several advances to make the screw easy enough to produce to become popular and widespread. The most popular door hinge at the time was the butt-hinge, but it was considered a luxury. The butt-hinge was handmade, and its constant motion required the security of a screw.
Screws were very hard to produce before the First Industrial Revolution, requiring the manufacture of a conical helix. The brothers Job and William Wyatt found a way to produce a screw on a novel machine that first cut the slotted head, and then cut the helix. Though their business ultimately failed, their contribution to low-cost manufacturing of the screw ultimately led to a vast increase in the screw and the screwdriver's popularity. The increase in popularity gradually led to refinement and eventually diversification of the screwdriver. Refinement of the precision of screws also significantly contributed to the boom in production, mostly by increasing its efficiency and standardizing sizes, important precursors to industrial manufacture.



Slotted screws Robertson screw Phillips screw head
The jaws that hold the pyrites inside wheellock guns were secured with screws, and the need to constantly replace the pyrites resulted in a considerable refinement of the screwdriver. The tool is more documented in France, and took on many shapes and sizes, though all for slotted screws. There were large, heavy-duty screwdrivers for building and repairing large machines, and smaller screwdrivers for refined cabinet work.
The screwdriver depended entirely on the screw, and it took several advances to make the screw easy enough to produce to become popular and widespread. The most popular door hinge at the time was the butt-hinge, but it was considered a luxury. The butt-hinge was handmade, and its constant motion required the security of a screw.
Screws were very hard to produce before the First Industrial Revolution, requiring the manufacture of a conical helix. The brothers Job and William Wyatt found a way to produce a screw on a novel machine that first cut the slotted head, and then cut the helix. Though their business ultimately failed, their contribution to low-cost manufacturing of the screw ultimately led to a vast increase in the screw and the screwdriver's popularity. The increase in popularity gradually led to refinement and eventually diversification of the screwdriver. Refinement of the precision of screws also significantly contributed to the boom in production, mostly by increasing its efficiency and standardizing sizes, important precursors to industrial manufacture.
Canadian P.L. Robertson, though he was not the first person to patent the idea of socket-head screws, was the first to successfully commercialize them, starting in 1908. Socket screws rapidly grew in popularity, and are still used for their resistance to wear and tear, compatibility with hex keys, and ability to stop a power tool when set. Though immensely popular, Robertson had trouble marketing his invention to the newly booming auto industry, for he was unwilling to relinquish his patents.
Meanwhile, in Portland, Oregon, Henry F. Phillips patented his own invention, an improved version of a deep socket with a cruciform slot, today known as the Phillips Screw. Phillips offered his screw to the American Screw Company, and after a successful trial on the 1936 Cadillac, it quickly swept through the American auto industry. With the Industrial Revival at the end of the Great Depression and the upheaval of World War II, the Phillips screw quickly became, and remains, the most popular screw in the world. A main attraction for the screw was that conventional slotted screwdrivers could also be used on them, which was not possible with the Robertson Screw.
Gunsmiths still call a screwdriver a turnscrew, under which name it is an important part of a set of pistols. The name was common in earlier centuries, used by cabinetmakers, shipwrights, and perhaps other trades. The cabinetmaker's screwdriver is one of the longest-established handle forms, somewhat oval or ellipsoid in cross-section. This is variously attributed to improving grip or preventing the tool rolling off the bench. The shape has been popular for a couple of hundred years. It is usually associated with a plain head for slotted screws, but has been used with many head forms. Modern plastic screwdrivers use a handle with a roughly hexagonal cross-section to achieve these same two goals, a far cry from the pear-shaped handle of the original 15th-century screwdriver.

A slotted or "flat-blade" screwdriver
№2 Выполните технический перевод текста. Perform a technical translation of the text.


"Perfect Handle" screwdrivers Screwdriver with rubber handle
The handle and shaft of screwdrivers have changed considerably over time. The design is influenced by both purpose and manufacturing requirements. The "Perfect Pattern Handle"[further explanation needed] screwdriver was first manufactured by HD Smith & Company, which operated from 1850 to 1900. Many manufacturers adopted this handle design. At the time, the "flat bladed" screw type was prevalent and was the fastener with which they were designed to be used. Another popular design was composed of drop-forged steel with riveted wood handles.
The shape and material of many modern screwdriver handles are designed to fit comfortably in the user's hand, for user comfort and to facilitate maximum control and torque. Designs include indentations for the user's fingers, and surfaces of a soft material such as thermoplastic elastomer to increase comfort and grip. Composite handles of rigid plastic and rubber are also common. Many screwdriver handles are not smooth and often not round, but have flats or other irregularities to improve grip and to prevent the tool from rolling when on a flat surface.
Some screwdrivers have a short hexagonal section at the top of the blade, adjacent to the handle, so that a ring spanner or open wrench can be used to increase the applied torque. Another option are "cabinet" screwdrivers which are made of flat bar stock and while the shaft may be rounded, will have a large flat section adjacent to the handle which a wrench (often an adjustable) may be used on for additional leverage. The offset screwdriver has a handle set at right angles to the small blade, providing access to narrow spaces and giving extra torque.
№3 Выполните технический перевод текста. Perform a technical translation of the text.

Screwdrivers come in a large range of sizes to accommodate various screws—from tiny jeweller's screwdrivers up. A screwdriver that is not the right size and type for the screw may damage the screw in the process of tightening it.
Some screwdriver tips are magnetic, so that the screw (unless non-magnetic) remains attached to the screwdriver without requiring external force. This is particularly useful in small screws, which are otherwise very difficult to attempt to handle. Many screwdriver designs have a handle with a detachable tip (the part of the screwdriver that engages the screw), called bits as with drill bits. This provides a set of one handle and several bits that can drive a variety of screw sizes and types.

Выполните технический перевод текста. Perform a technical translation of the text.
|
|
A jeweler's screwdriver |
|
|
Screwdriver with magnetic tip |
|
|
A set of "secure" or otherwise less common screwdriver bits, including secure Torx and secure hex or "allen" variants. |
|
|
Comparison of Phillips and Frearson screw heads |
|
|
A variety of Robertson sizes |
|
|
Phillips and Pozidriv compared. |
The tool used to drive a slotted screw head is called a standard, common blade, flat-blade, slot-head, straight, flat, flat-tip,[6] or "flat-head"[7] screwdriver. This last usage can be confusing, because the term flat-head also describes a screw with a flat top, designed to install in a countersunk hole. Furthermore, the term implies that a screwdriver has a "head"; it does not. Such a flat-headed screw may have a slotted, cross, square recessed, or combination head. Before the development of the newer bit types, the flat-blade was called the "Common-Blade", because it was the most common one. Depending on the application, the name of this screwdriver may differ. Within the automotive/heavy electric industries, it is known as a "flat head screwdriver";[8] within the avionics and mining industries, it is known as a "standard screwdriver".[9] Though there are many names, the original device from 1908 was known as a "flat-head screw turner".[citation needed]
Among slotted screwdrivers, variations at the blade or bit end involve the profile of the blade as viewed face-on (from the side of the tool). The more common type is sometimes called keystone, where the blade profile is slightly flared before tapering off at the end, which provides extra stiffness to the workface and makes it capable of withstanding more torque. To maximize access in space-restricted applications, the cabinet variant screwdriver blade sides are straight and parallel, reaching the end of the blade at a right angle. This design is also frequently used in jeweler's screwdrivers.
Many textbooks and vocational schools instruct mechanics to grind down the tip of the blade, which, due to the taper, increases its thickness and consequently allows more precise engagement with the slot in the screw. This approach creates a set of graduated slotted screwdrivers that fit a particular screw for a tighter engagement and reduce screw head deformation. However, many better-quality screwdriver blades are already induction-hardened (surface heat-treated), and tip grinding after manufacture compromises their durability. Thus, it is best to select a tip made to fit precisely to begin with, and avoid weakening the factory heat-treatment.
Phillips screwdrivers come in several standard sizes, ranging from tiny "jeweler's" to those used for automobile frame assembly—or #000 to #4 respectively. This size number is usually stamped onto the shank (shaft) or handle for identification. Each bit size fits a range of screw sizes, more or less well. Each Phillips screwdriver size also has a related shank diameter. The driver has a 57° point and tapered, unsharp (rounded) flutes. The #1 and smaller bits come to a blunt point, but the #2 and above have no point, but rather a nearly squared-off tip, making each size incompatible with the other.
The design is often criticized for its tendency to cam out at lower torque levels than other "cross head" designs, an effect caused by the tapered profile of the flutes which makes them easier to insert into the screw than other similar styles. There has long been a popular belief that this was actually a deliberate feature of the design. Evidence is lacking for this specific narrative and the feature is not mentioned in the original patents.[10] However, a subsequent refinement to the original design described in US Patent #2,474,994[11][12][13] describes this feature.
Robertson, also known as a square,[14] or Scrulox[15] screw drive has a square-shaped socket in the screw head and a square protrusion on the tool. Both the tool and the socket have a taper, which makes inserting the tool easier, and also tends to help keep the screw on the tool tip without the user needing to hold it there. (The taper's earliest reason for being was to make the manufacture of the screws practical using cold forming of the heads,[16] but its other advantages helped popularize the drive.) Robertson screws are commonplace in Canada, though they have been used elsewhere,[17] and have become much more common in other countries in recent decades. Robertson screwdrivers are easy to use one-handed, because the tapered socket tends to retain the screw, even if it is shaken.[17] They also allow for the use of angled screw drivers and trim head screws. The socket-headed Robertson screws are self-centering, reduce cam out, stop a power tool when set, and can be removed if painted over or old and rusty.[17] In industry, they speed up production and reduce product damage. One of their first major industrial uses was the Ford Motor Company's Model A & Model T production. Henry Ford found them highly reliable and saved considerable production time, but he couldn't secure licensing for them in the United States, so he limited their use solely to his Canadian division. Robertson-head screwdrivers are available in a standard range of tip sizes, from 1.77mm to 4.85mm.
Reed and Prince, also called Frearson, is another historic cross-head screw configuration. The cross in the screw head is sharper and less rounded than a Phillips, and the bit has 45° flukes and a sharper, pointed end. Also, the Phillips screw slot is not as deep as the Reed and Prince slot.[18][19][20] In theory, different size R&P screws fit any R&P bit size.[21]
Pozidriv and the related Supadriv are widely used in Europe and most of the Far East.[22] While Pozidriv screws have cross heads like Phillips and are sometimes thought effectively the same, the Pozidriv design allows higher torque application than Phillips. It is often claimed that they can apply more torque than any of the other commonly used cross-head screwdriver systems, due to a complex fluting (mating) configuration.
Japanese Industrial Standard (JIS) cross-head screwdrivers are still another standard, often inaccurately called Japanese Phillips. Compatible screw heads are usually identifiable by a single depressed dot or an "X" to one side of the cross slot. This is a screw standard throughout the Asia market and Japanese imports. The driver has a 57° point with a flat tip.[23]
Many modern electrical appliances, if they contain screws, use screws with heads other than the typical slotted or Phillips styles. Torx is one such pattern that has become widespread. It is a spline tip with a corresponding recess in the screw head. The main cause of this trend is manufacturing efficiency: Torx screwdriver tips do not slip out of the fastener as easily as would a Phillips or slotted driver. (Slotted screws are rarely used in mass-produced devices, since the driver is not inherently centered on the fastener.)
Non-typical fasteners are commonplace in consumer devices for their ability to make disassembly more difficult, which is seen as a benefit for manufacturers but is considered a disadvantage by users than if more common head types were used. In microwave ovens, such screws deny casual access to the high-power kilovolt electrical components, which are very dangerous.
However, Torx and other drivers have become widely available to the consumer due to their increasing use in the industry. Some other styles fit a three-pointed star recess, and a five-lobed spline with rounded edges instead of the square edges of the Torx. This is called a Pentalobe.
Specialized patterns of security screws are also used, such as the Line Head (LH) style by OSG System Products, Japan, as used in many Nintendo consoles, though drivers for the more common security heads are, again, readily available. Another type of security head has smooth curved surfaces instead of the slot edges that would permit loosening the screw; it is found in public rest room privacy partitions, and cannot be removed by conventional screwdrivers.
№4
Screwdrivers are available—manual, electric, and pneumatic—with a clutch that slips at a preset torque. This helps the user tighten screws to a specified torque without damage or over-tightening. Cordless drills designed to use as screwdrivers often have such a clutch
№5 
Interchangeable bits allow the use of powered screwdrivers, commonly using an electric or air motor to rotate the bit. Cordless drills with speed and torque control are commonly used as power screwdrivers.

A rechargeable battery-powered electric screwdriver.

Driving a screw with a cordless drill
![]()
Stanley Yankee No 130A, spiral or ratchet screwdriver
№6 
Переведите текст.Составьте к тексту план.Составьте вопросы к тексту. Translate the text.Make a plan for the text.Compose questions to the text.
Some manual screwdrivers have a ratchet action whereby the screwdriver blade locks to the handle for clockwise rotation, but uncouples for counterclockwise rotation when set for tightening screws—and vice versa for loosening.
Spiral ratchet screw drivers, often colloquially called Yankee screwdrivers (a brand name), provide a special mechanism that transforms linear motion into rotational motion. Originally the "Yankee" name was used on all tools sold by the North Brothers Manufacturing Company but later, after Stanley purchased the company, it became synonymous with only this type of screwdriver. The user pushes the handle toward the workpiece, causing a pawl in a spiral groove to rotate the shank and the removable bit. The ratchet can be set to rotate left or right with each push, or can be locked so that the tool can be used like a conventional screwdriver. One disadvantage of this design is that if the bit slips out of the screw, the resultant sudden extension of the spring may cause the bit to scratch or otherwise damage the workpiece.
Once very popular, versions of these spiral ratchet drivers using proprietary bits have been largely discontinued by manufacturers such as Stanley. Some companies now offer a modernized version that uses standard 1⁄4-inch hex shank power tool bits. Since a wide variety of drill bits are available in this format, the tool can do double duty as a "push drill" or Persian drill.
№ 7.Поставьте существительные в скобках во множественное число. .Put the nouns in brackets in the plural.
№8Степени сравнения прилагательных. Choose the correct answer.Выберите правильный ответ.
1. This is …............ in Moscow.
A an older B the oldest C the most old
2. Our new house is four storeys …...........than the one we lived before.
A more higher B higher C high
3. Is Lomonosov …........... than Pavlovsk?
A famouser B more famous C the most famous.
4. That was …............man I have ever met.
A the worst В the most bad C worse
5. To my mind thrillers are …........interesting than adventure books.
A more В better C least
6. Mary is ….......... student in class.
7. It's …................ book I have ever read.
A exciting В more exciting C the most exciting
A as bad as В as well as С more than
A as much as В as many as C more than
A not tasty В not so tasty C more tasty
№9 Поставьте подходящий глагол в соответствующей форме: 9 Put the verb in the appropriate form:
tell, beg, suggest, order, ask
№10 Преобразуйте высказывания воспитателя (просьбы и предложения) на занятии с детьми в косвенную речь. Transform the statements of the educator (requests and suggestions) in the classroom with children into indirect speech.
Н-р: “Sit down.” – The teacher asked to sit down.
№11 Преобразуйте предложения в косвенную речь. Convert sentences into indirect speech.
№12 Выберите в скобках правильный вариант модального глагола. Переведите предложения. Choose the correct version of the modal verb in parentheses. Translate the sentences.
№13 Преобразуйте предложения с модальными глаголами в прошедшее время, начиная с данных слов. Используйте could, had to, was to, was allowed to. Convert sentences with modal verbs to the past tense, starting with these words. Use could, had to, was to, was allowed to.
Н-р: Bob can’t dive. (Боб не умеет нырять.) – Last year Bob couldn’t dive. (В прошлом году Боб не умел нырять.)
№14 Преобразуйте предложения с модальными глаголами в будущее время, начиная с данных слов. Используйте will be able to, will be allowed to, will have to. Convert sentences with modal verbs into the future tense, starting with these words. Use will be able to, will be allowed to, will have to.
Н-р: The baby can talk. (Малыш умеет разговаривать.) – Soon the baby will be able to talk. (Скоро малыш сможет разговаривать.)
№15 Переведите английские пословицы, обращая внимание на модальные глаголы. Постарайтесь вспомнить русские эквиваленты пословиц, где это возможно. Translate English proverbs, paying attention to modal verbs. Try to remember the Russian equivalents of proverbs, where possible.
№16 Дайте совет, используя модальный глагол should. (Возможны несколько советов.) Give advice using the modal verb should. (Several tips are possible.)
Н-р: My eyes are tired. (Мои глаза устали.) – You should go to bed. (Тебе следует поспать.)
№ 17 Составьте предложения с модальными глаголами, расставив слова в нужном порядке. Переведите получившиеся предложения. Make sentences with modal verbs, placing the words in the right order. Translate the resulting sentences.
Н-р: don’t / to / I / answer / have / questions / your. – I don’t have to answer your questions. (Я не обязан отвечать на ваши вопросы.)

2.Инструментальная мебель
|
Хранение мелких деталей |
Storage of small parts |
|
транспортировка |
transportation |
|
Системы органайзеров |
Organizer systems |
|
верстаки |
workbenches |
|
Шкафы для инструментов |
Tool cabinets |
|
Системы запирания |
Locking systems |
|
Разделительные элементы |
Separating elements |
|
Дополнительное оснащение |
Additional equipment |
|
стулья |
chairs |
|
табурет |
stool |
|
лестница |
ladder |
|
стремянка |
stepladder |
|
Сборный стеллаж |
Prefabricated shelving |
|
мобильность |
mobility |
|
Отдельные компоненты |
Individual components |
|
Обзор изделий |
Product Overview |
|
Рабочее место монтажника |
The installer's workplace |
|
Ассортимент изделий |
Product range |
|
модели |
models |
|
обьем |
volume |
|
недорого |
inexpensive |
|
прочно |
durable |
|
эргономично |
ergonomically |
|
изысканно |
exquisitely |
|
универсально |
versatile |
|
Храниение инструментов для станков с ЧПУ |
Storage of tools for CNC machines |
|
Потолочный стеллаж |
Ceiling shelving |
|
Рабочие коврики |
Work mats |
|
Решетчатые деревянные мостки |
Latticed wooden bridges |
|
хранение |
storage |
№1 Translate the text.Make up questions to the text. Features of modern machine tools. Make a plan for the text.
It's difficult to overestimate the role of science and technology in our life. They accelerate the development of civilization and help us in our life.
The scientific and technological progress will continue in engineering along two main headlines. Firstly, it is automation, including the creation of “unmanned” industries. Secondly, raising the reliability and extending the service life of machines.
This certainly requires new technology. The machine modules on a large scale are well suited for “unmanned” industries.
Intense work is being carried out on new robots. What we need is not merely manipulators which can take up a work piece and pass it on, but robots which can identify objects, their position in space, etc.
The machine industry or machinery industry is a subsector of the industry that produces and maintains machines for consumers, the industry, and most other companies in the economy.
This machine industry traditionally belongs to the heavy industry. Nowadays, many smaller companies in this branch are considered part of the light industry. Most manufacturers in the machinery industry are called machine factories.
The machine industry is a subsector of the industry that produces a range of products from power tools, different types of machines, and domestic technology to factory equipment etc. The machine industry provides:
The production of the machinery industry varies widely from single-unit production and series production to mass production.
Machine tools can be operated manually, or under automatic control. Early machines used flywheels to stabilize their motion and had complex systems of gears and levers to control the machine and the piece being worked on. From the simplest to the most complex, most machine tools are capable of at least partial self-replication, and produce machine parts as their primary function.
The machine-tool is the principal manufacturing equipment in a machine shop. It is essential in the manufacture of every product from a giant turbine to minute jewels for aircraft instruments.
One of the simplest tools is the ordinary drilling machine. It consists of a spindle which imparts rotary motion to the drilling tool, mechanism for feeding the tool into the work, a table on which the work rests, and a frame.
The drilling machines or drill presses are grouped into the following four classes: sensitive, upright, radial and multi-spindle machines.
A milling machine is a machine-tool that removes metal as the work is fed against a rotating cutter.
The lathe is a machine tool which can perform a wide variety of operations. It is primarily used for turning and boring operations. In addition, the lathe can be used for drilling, reaming, tapping and, by employing suitable adapters, operations of milling and grinding may be carried out without difficulty. The lathe is the oldest machine-tool, but it is still widely used.
There are many types of lathes that differ in their size, design, method of drive, arrangement of gears and purpose.
According to the character of work performed, the design and construction lathes are divided into the following types: bench lathes, chucking lathes and automatic lathes. There are also screw machines, boring mills, crankshaft lathes, wheel lathes, etc.
Metal undergoes a number of processes before it is formed into the required shape: casting, rolling, welding, piercing, trimming, spinning, bending, drawing, etc.
The machines which perform all these kinds of works are called machine-tools. The most common machine-tool found in almost any workshop is the lathe. The main parts of it are: the headstock, the chuck, the tailstock, the carriage.
The automatic lathe is a perfection of the ordinary lathe. Its tools are changed automatically. A worker skilled in the use of a lathe is called a turner.
There are many other machine-tools that work on plane surfaces, for example, milling machines, planing and shaping machines. Circular holes are drilled by a drilling machine or bored by a boring machine or a boring mill. Thread milling machines are used in the production of different machine elements. Gear cutting machines include gear milling machines. All these machines use cutting tools made of high speed steel.
There are three types of lathes produced by our machine tool manufacturing works: heavy, medium and light types. The type of a lathe depends upon the size of diameter of workpieces.
A most convenient and efficient machine is the model combination lathe for turning, milling, drilling, grinding, slotting, and tool sharpening jobs. It can be used both in stationary and mobile repair shops, on ships, etc.
The most drilling machines are equipped with mechanisms, permitting not only drilling, countersinking and reaming, but also cutting female threads with the help of taps.
Both universal and special-purpose type radial drills are built.
Machine tools are used to shape metals and other materials. The material to be shaped is called the workpiece. Most machine tools are now electrically driven. Machine tools with electrical drive are faster and more accurate than hand tools: they were an important element in the development of mass-production processes, as they allowed individual parts to be made in large numbers so as to be interchangeable.
All machine tools have facilities for holding both the workpiece and the tool, and for accurately controlling the movement of the cutting tool relative to the workpiece. Most machining operations generate large amounts of heat, and use cooling fluids (usually a mixture of water and oils) for cooling and lubrication.
We also need machine that would trace the entire process of machining. Some have been designed and are manufactured. Modern engineering thinking has created new automated coal-digging complexes and machine systems, installations for the continuous casting of steel, machine-tool for electrophysical and electrochemical treatment of metals ,unique welding equipment, automatic rotor transfer lines and machine-tools modules for flexible industries.
In the last 20 years, machine building in the UK has changed beyond recognition. Of course some of this is driven by new technology, but much more is about meeting today's vastly different user requirements whilst also fending off competition from low cost entrants to the market. New technologies and equipment have been designed for most branches of engineering.
In the shortest time possible the engineers are to start producing new generations of machines and equipment which would allow manufacturers to increase productivity several times and to find a way for the application of advanced technologies.
Large reserves in extending service life for machines can be found in the process of designing. At present, advanced methods have been evolved for designing machines proceeding from a number of criteria. Automatic design systems allow for an optimizing of the solutions in design and technology when new machines are still in the blueprint stage.
Machine tools have a strategic place within the industry as they enable the production of all other industrial equipment and machinery which are covered by mechanical engineering. Machine tools are at the origin of almost any manufacturing process which includes metal. Most of the objects that one can see in the environment, from cars to planes, from wind turbines to satellites, and from watches to computers and to mobile phones are made thanks to machine tools.
Machine tools have had a direct impact on cost reduction, set-up and lead times, quality improvement and productivity. As such, the machine tool industry is the backbone of modern manufacturing; the prime mover of progress; and is the cornerstone of economic development. Today, machine tools have a wide range of applications in major industries of the economy ranging from automotive to aerospace, energy generation, mechanical construction and medical engineering.
The machine tool industry, as such, is fundamental to the productivity and the competitiveness of the entire European manufacturing base. Europe has the world’s largest machine tool manufacturing base. Machine tools endowed with the state-of-the-art technology are shipped to countries all around the world and contribute to the industrialization of countries.
Machine tools enable to transfer the latest technological developments in information and communication technologies or material sciences into production systems, which allow to increase the efficiency of the production process and to machine new materials which are used later in new fields of application.
Machine tools are a key contributor to sustainable mobility. 21st century society needs faster and safer transport solutions with the lowest impact on environment. Aviation, aerospace, automotive and rail vehicle industries will need to improve their environmental performance significantly to live up to this challenge. Machine tools are used on almost every stage of the manufacturing process of means of transportation, from the production of simplest parts to increasingly sophisticated and high precision components (engine turbines, bearings etc) which have a remarkable impact on the energy savings potential of transport vehicles. They rely entirely on processing technologies provided by machine tools to process the new materials and use them in new products.
№2 Find the translation of sentences in the text.
1.Машинные модули больших масштабов хорошо подходят для "беспилотных" отраслей промышленности.
2.Машиностроение или технология машиностроения – отрасль промышленности, которая производит и обслуживает станки для потребителей, индустрии, а также для большинства других компаний в экономике.
3.Производство машиностроительной промышленности колеблется в широких пределах от одной единицы производства и серийного производства к массовому производству.
4. От самых простых до самых сложных, большинство станков способны, по крайней мере, к частичному самовоспроизведению и изготовлению деталей, что является одной из основных функций.
5. Металл проходит через ряд процессов до того, как формируется в требуемую форму: литье, прокат, сварки, пронизывающим, обрезка, вращение, изгиб, рисунок и т.д.
6. Зуборезные станки включают зубофрезерные машины. Все эти машины используют режущие инструменты, изготовленные из быстрорежущей стали.
7. Наилучшие сверлильные станки оснащены механизмами, которые позволяют не только сверлить, зенковать и зенкеровать, но и резать женские волокна с помощью сверла.
№3 Underline the basis of the sentence in the sentence.Specify a part of speech above each word.
Machine tools are a key contributor to sustainable mobility.
№4 Read and translate.
 Wooden furniture machine operators run machines that manufacture
wooden furniture parts, according to the established operating procedure. They
ensure the machine works smoothly and repair parts if necessary
Wooden furniture machine operators run machines that manufacture
wooden furniture parts, according to the established operating procedure. They
ensure the machine works smoothly and repair parts if necessary

Maintain machinery and equipment in order to ensure that it is clean and in safe, working order. Perform routine maintenance on equipment and adjust when necessary, using hand and power tools.
Dispose of possibly hazardous waste material created in the cutting process, such as swarf, scrap and slugs, sort according to regulations, and clean up workplace.
Supply the machine with the necessary tools and items for a particular production purpose.
Operate machines and equipment used for making furniture parts and the assembling of furniture.
Machine-tools
Machine-tools are used to shape metals and other materials. The material to be shaped is called the workpiece. Most machine-tools are now electrically driven. Machine-tools with electrical drive are faster and more accurate than hand tools: they were an important element in the development of mass-production processes, as they allowed individual parts to be made in large numbers so as to be interchangeable.
All machine-tools have facilities for holding both the workpiece and the tool, and for accurately controlling the movement of the cutting tool relative to the workpiece. Most machining operations generate large amounts of heat, and use cooling fluids (usually a mixture of water and oils) for cooling and lubrication.
Machine-tools usually work materials mechanically but other machining methods have been developed lately. They include chemical machining, spark erosion to machine very hard materials to any shape by means of a continuous high-voltage spark (discharge) between an electrode and a workpiece. Other machining methods include drilling using ultrasound, and cutting by means of a laser beam. Numerical control of machine-tools and flexible manufacturing systems have made it possible for complete systems of machine-tools to be used flexibly for the manufacture of a range of products.
Machine-tools
Vocabulary
machine-tools — станки
electrically driven — с электроприводом
shape — форма
workpiece — деталь
accurate — точный
development — развитие
to allow — позволять, разрешать
interchangeable — взаимозаменяемый
facility — приспособление
relative —относительный
amount — количество
fluid — жидкость
to lubricate — смазывать
spark erosion — электроискровая обработка
discharge — разряд
by means of — посредством
beam — луч
drilling — сверление
flexible — гибкий
range — ассортимент, диапазон
Robots in manufacturing
Today most robots are used in manufacturing operations. The applications of robots can be divided into three categories:
1. material handling
2. processing operations
3. assembly and inspection.
Material-handling is the transfer of material and loading and unloading of machines. Material-transfer applications require the robot to move materials or work parts from one to another. Many of these tasks are relatively simple: robots pick up parts from one conveyor and place them on another. Other transfer operations are more complex, such as placing parts in an arrangement that can be calculated by the robot. Machine loading and unloading operations utilize a robot to load and unload parts. This requires the robot to be equipped with a grip-per that can grasp parts. Usually the gripper must be designed specifically for the particular part geometry.
In robotic processing operations, the robot manipulates a tool to perform a process on the work part. Examples of such applications include spot welding, continuous arc welding and spray painting. Spot welding of automobile bodies is one of the most common applications of industrial robots. The robot positions a spot welder against the automobile panels and frames to join them. Arc welding is a continuous process in which robot moves the welding rod along the welding seam. Spray painting is the manipulation of a spray-painting gun over the surface of the object to be coated. Other operations in this category include grinding and polishing in which a rotating spindle serves as the robot's tool.
The third application area of industrial robots is assembly and inspection. The use of robots in assembly is expected to increase because of the high cost of manual labour. But the design of the product is an important aspect of robotic assembly. Assembly methods that are satisfactory for humans are not always suitable for robots. Screws and nuts are widely used for fastening in manual assembly, but the same operations are extremely difficult for an one-armed robot.
Inspection is another area of factory operations in which the utilization of robots is growing. In a typical inspection job, the robot positions a sensor with respect to the work part and determines whether the part answers the quality specifications. In nearly all industrial robotic applications, the robot provides a substitute for human labour. There are certain characteristics of industrial jobs performed by humans that can be done by robots:
1. the operation is repetitive, involving the same basic work motions every cycle,
2. the operation is hazardous or uncomfortable for the human worker (for example: spray painting, spot welding, arc welding, and certain machine loading and unloading tasks),
3. the workpiece or tool is too heavy and difficult to handle,
4. the operation allows the robot to be used on two or three shifts.
Questions
1. How are robots used in manufacturing?
2. What is «material handling»?
3. What does a robot need to be equipped with to do loading and unloading operations?
4. What does robot manipulate in robotic processing operation?
5. What is the most common application of robots in automobile manufacturing?
6. What operations could be done by robot in car manufacturing industry?
7. What are the main reasons to use robots in production?
8. How can robots inspect the quality of production?
9. What operations could be done by robots in hazardous or uncomfortable for the human workers conditions?
Agricultural machinery
Agricultural machines are used to till soil and to plant, cultivate, and harvest crops. Since ancient times, when cultures first began cultivating plants, people have used tools to help them grow and harvest crops. They used pointed tools to dig and keep soil loosened, and sharp, knife-like objects to harvest ripened crops. Modifications of these early implements led to the development of small hand tools that are still used in gardening, such as the spade, hoe, rake and trowel, and larger implements, such as ploughs and larger rakes that are drawn by humans, animals, or simple machines.
Modern large agricultural implements, adapted to large-scale farming methods, are usually powered by diesel- or petrol-fuelled internal-combustion engines. The most important implement of modern agriculture is the tractor. It provides locomotion for many other implements. The power shafts of tractors can also be set up to drive belts that operate equipment such as feed grinders, pumps, and electric-power generators. Small implements, such as portable irrigators, may be powered by individual motors.
Use of agricultural machinery substantially reduces the amount of human labour needed for growing crops. The average amount of labour required per hectare to produce and harvest corn, hay, and cereal crops has fallen to less than a quarter of what was required only a few decades ago.
![]()
3.Инвентарь

|
Электроинструмент |
power tool , electrical tools |
|
электроинструмент предназначен |
power tool is intended |
|
с этим электроинструментом |
with this power tool |
|
выключить электроинструмент |
switch off the power tool |
|
электроизмерительный прибор |
electrical measuring instrument |
|
электроизоляционный лак |
electrical-insulating varnish |
|
Инструменты Ручной электроинструмент |
hand power tools |
|
изготовление изделий электроискровым методом |
spark erosion fabrication |
|
электроизоляционный компаунд |
insulating compound |
|
если электроинструмент |
if the power tool |
|
использовать правильный электроинструмент |
use the correct power tool |
|
работать электроинструментом |
operate power tools |
|
использовать этот электроинструмент |
use this power tool |
|
электроинструмент, который не может |
power tool that cannot |
|
электроинструмент для |
the power tool for |
|
|
|
|
пневмоинструмент |
pneumatic tool |
|
пневматическая трамбовка |
air rammer |
|
схема пневматической |
pneumatic circuit |
|
полный пневматический |
full pneumatic |
|
разветвленная всасывающая пневмоустановка |
multiple line suction pneumatic plant |
|
пневматическое устройство для крепления ножа продольной разрезки бумажного полотна |
air loaded slitting knife holder |
|
пневматический молот одностороннего действия |
single acting compressed air hammer |
|
однокатушечный пневматический клапан |
single solenoid pneumatic valve |
|
пневматическая ручная машина |
portable air tool |
|
|
|
|
компрессоры |
compressors |
|
опция компрессора |
compressor option |
|
двигатель компрессора |
compressor motor |
|
машинист компрессорной установки |
compressor operator |
|
впуск компрессора |
compressor intake |
|
Компрессорный модуль |
compressor module |
|
гайка компрессора |
compressor nut |
|
смазочное масло, компрессорное |
compressor oil |
|
каплеуловитель компрессора |
compressor knockout drum |
|
входной направляющий аппарат компрессора |
compressor inlet guide vane |
|
техническое обслуживание компрессора |
compressor maintenance |
|
компрессорная установка |
compressor installation |
|
на выходе компрессора |
compressor outlet |
|
|
|
|
дополнитоельная оснастка |
additional equipment |
|
Дополнительное оснащение для пневматики |
Accessories for pneumatics |
|
кабель |
cable |
|
барабаны |
drums |
|
Барабаны для намотки рукавов |
Sleeve reels |
|
|
|
|
|
|
|
светильники |
lamps |
|
брызгозащищённый светильник |
drip-proof lighting fixture |
|
регулятор светильника |
lamp dimmer |
|
дисплей светильников |
display fixtures |
|
закрытый светильник |
enclosed fixture |
|
присоединенные светильники |
attached fixtures |
|
латунные светильники |
brass fixtures |
|
керамические светильники |
ceramic fixtures |
|
производство светильников |
production fixtures |
|
|
|
|
захваты |
grips |
|
Корманные фонарики |
Pocket lanterns |
|
Элементы питания |
Batteries |
|
аккомулятор |
accumulator |
|
пайка |
soldering |
|
Востановление резьбы |
Thread restoration |
|
|
|
|
ультразвук |
ultrasound |
|
ультразвуковой генератор |
ultra audio oscillator |
|
ультразвуковая частота |
ultra audible frequency |
|
Должен быть в ультразвуковом диапазоне |
Must be up in the ultrasonic range |
|
процесс ультразвуковой |
ultrasonic process |
|
измерение расстояния с помощью ультразвука |
ultrasonic pulse-echo ranging |
|
|
|
|
Очистительный аппарат |
ditch apparatus |
|
|
|
|
Технические аэрозоли |
data aerosols |
|
аэрозольный распылитель |
aerosol atomizer |
|
сухой аэрозоль |
dry aerosol |
|
аэрозоль струя |
aerosol jet |
|
распылительное устройство для создания аэрозольного облака ББС |
bacterial agent pulverizer |
|
применение аэрозоля |
aerosol application |
|
|
|
|
Уплотнительные средства |
Sealing means |
|
Клеящие средства |
Adhesives |
|
масленки |
oil cans |
|
Смазочные шприцы |
Lubricating syringes |
|
Клейкая лента |
Adhesive tape |
|
Масло для режущего инструмента |
Oil for cutting tools |
|
Паста для режущего инструмента |
Paste for cutting tools |
|
Ленточные сборники |
Tape collections |
|
Гибкая система для подачи СОЖ |
Flexible coolant supply system |
|
Нанесение надписей |
Application of inscriptions
|
|
маркировка |
marking |
|
этикетки |
labels |
|
гравировка |
engraving |
|
штамп |
stamp |
|
Навесной замок |
Padlock |
|
магнит |
magnet |
|
Крепление машины |
Fixing the machine |
|
Подьемные инструменты |
Lifting tools |
|
Универсальный прибор |
Universal device |
|
тали |
tali |
|
Гидравлика высокого давления |
High pressure hydraulics |
|
Малярные инструменты |
Painting tools |
|
кисть |
brush |
|
кельма |
kelma |
|
шпатель |
spatula |
|
Салфетки для чистки |
Cleaning cloths |
|
Защитный крем |
Protective cream |
|
Защитное средство |
Protective agent |
|
|
|
|
Дрель |
Drill |
|
высокопроизводительная |
high-performance |
|
ударная |
shock |
|
|
|
|
гайковерт |
wrench |
|
лобзик |
jigsaw |
|
Угловая шлифмашина |
Angle Grinder |
|
шуруповерт |
screwdriver |
|
компактный |
compact |
|
Большая мощность |
High power |
|
Предохранительная муфта |
Safety clutch; overload clutch; overload clutch |
|
Антивибрационная система |
Anti-vibration system |
|
Система быстрой замены буров |
Quick drill replacement system |
|
перфоратор |
puncher |
|
завинчивание |
screwing up |
|
блокировка |
Pendulum stroke |
|
Маятниковый ход |
Adjustable handle |
|
Регулирумая рукоятка |
Quick-release system |
|
Быстрозажимная система |
Power consumption |
|
Потребляемая мощность |
Spindle locking |
|
Стопорение шпинделя |
Speed control |
|
Контроль скорости |
Angle Grinder |
|
Угловая шлифовальная машина |
multifunctional |
|
многофункциональный |
Borehole chuck clamping range |
|
Диапазон зажима патрона |
Pendulum stroke |
|
борфреза |
Adjustable handle |
|
Односкоростная ручная дрель |
Single-speed hand Drill |
|
резьборез |
Thread Cutter |
|
балансир |
Balancer |
|
Кольцевое сверление по металлу |
Ring drilling on metal |
|
Угловая полировальная машина |
Corner Polishing Machine |
|
Ножницы для листового металла |
Shears for sheet metal |
|
Высечные ножницы |
Die-cutting scissors |
|
Сегмент ножов |
Knife Segment |
|
Ленточные шлифовальные машины модульной конструкции |
Belt grinders of modular design |
|
Ленточное шлифование |
Belt grinding |
|
Радиусное шлифование |
Radius grinding |
|
Продольное шлифование |
Longitudinal grinding |
|
Точильный станок |
Grinding Machine |
|
твердосплавный |
carbide |
|
Фен промышленный |
Industrial hair dryer |
|
Пылесос для сухой и влажной чистки |
Vacuum cleaner for dry and wet cleaning |
|
Компрессор для мастерской |
Compressor for workshop |
|
Пневматический инструмент |
Pneumatic tool |
|
Пневматическая дрель |
Pneumatic drill |
|
Пневматический ударный гайковерт |
Pneumatic Impact Wrench |
|
Пневматический гравировальный резец |
Pneumatic Engraving Cutter |
|
Барабаны для намотки шланга |
Drums for winding the hose |
|
Бобина для кабеля |
Cable Bobbin |
|
Кабельный барабан |
Cable Drum |
|
Рабочая лампа |
Working lamp |
|
Штекерная колодка |
Plug pad |
|
Кабельная рулетка |
Cable Roulette |
|
Спиральный кабель |
Spiral Cable |
|
Светодиодная лампа для мастерской |
LED lamp for workshop |
|
Смотровой зеркальце |
Viewing mirror |
|
Магнитный захват |
Magnetic capture |
|
Магнит для глухих отверстий |
Magnet for blind holes |
|
Телескопический магнитный держатель |
Telescopic Magnetic Holder |
|
светильник |
Lamp |
|
батарея |
Battery |
|
Заряжаемые аккумуляторы |
Chargeable batteries |
|
Криптоновый карманный фонарик |
Krypton Pocket Flashlight |
|
Светодиодный фонарик |
LED Flashlight |
|
Зарядное устройство для заряжаемых аккумуляторов |
Charger for chargeable batteries |
|
Паяльные приборы |
Soldering devices |
|
Универсальный паяльник с терморегулированием |
Universal soldering iron with temperature control |
|
Скоростной паяльник |
High-speed soldering iron |
|
Пайка без использования свинца |
Lead-free soldering |
|
Газовый паяльный прибор |
Gas Soldering Device |
|
Паяльная установка |
Soldering installation |
|
Комплект инструментов для восстановления резьбы |
A set of tools for thread restoration |
|
Ультрозвуковые очистительные приборы SW с подогревом |
Ultrasonic cleaning devices SW with heating |
|
Гарнитура для ультрозвукого очистительного прибора |
Headset for ultrasonic cleaning device |
|
Гаечный замок |
Wrench lock |
|
Уплотнительное средство для металлов |
Sealing agent for metals |
|
Стыковка соединений валов/ ступиц |
Joining of shaft/hub connections |
|
Перистальтический ручной насос для емкости |
Peristaltic hand pump for tank |
|
Средство для фиксации соединений |
Means for fixing connections |
|
Жидкий металл ( клей) |
Liquid metal ( glue) |
|
Шприц-пистолет с клеем |
Syringe gun with glue |
|
Комплект полиолефиновых клеящих средств для термопластичных пластмасс |
Set of polyolefin adhesives for thermoplastic plastics |
|
Тефлоновая лента |
Teflon tape |
|
Силиконовый клеящий и плотняющий состав |
Silicone adhesive and sealing compound |
|
Конструкционный клей |
Structural glue |
|
Промышленный распылитель |
Industrial Sprayer |
|
Машинный шприц-масленка |
Machine syringe-oilcan |
|
Платиковая масленка |
plastic oil can |
|
малогабаритная |
Small-sized |
|
Комбинированная воронка |
Combined funnel |
|
Набор мерных емкостей |
Set of measuring containers |
|
Мерная емкость для машинного масла |
Measuring tank for engine oil |
|
Отсасывающие и наполнительные шприцы |
Suction and filling syringes |
|
Дозаторная емкость |
Dosing capacity |
|
Набор кистей для смазки |
A set of brushes for lubrication |
|
Рычажный смазочный шприц |
Lever Lubrication Syringe |
|
Клейкие ленты на тканной основе |
Fabric-based adhesive tapes |
|
стабилизированная |
Stabilized |
|
уплотнительная |
sealing |
|
клейкая |
adhesive |
|
самосваривающая |
self-sealing |
|
Тканевые кружки из клейкой ленты в дозирующей упаковке |
Fabric mugs made of adhesive tape in a dosing package |
|
Пластиковый хомут |
Plastic clamp |
|
Крюк для удаления стружки |
Chip Removal Hook |
|
Магнитный собиратель стружки |
Magnetic Chip Collector |
|
Масло для смазки |
Oil for lubrication |
|
Ленточные сборники |
Tape collections |
|
Смеситель эмульсий для установки канистры\ бочки |
Emulsion mixer for canister/barrel installation |
|
маркирование |
marking |
|
Универсальный тюбик-маркер |
Universal tube marker |
|
Маркер для углубленных поверхностей |
Marker for deepened surfaces |
|
Мелки и стеатитовые мелки |
Crayons and steatite crayons |
|
Карандаши плотника |
Carpenter's pencils |
|
Маркировочные фломастеры с защитным колпачком |
Marking markers with a protective cap |
|
Электрические маркировочные машины |
Electric Marking Machines |
|
Штамповый барабан |
Stamp Drum |
|
Ручной чеканный инструмент |
Hand Hammered tool |
|
Электрический гравировальный прибор |
Electric Engraving Device |
|
Настольный принтер для этикеток |
Desktop Label Printer |
|
|
|
|
|
|
|
Стержневые магниты |
Rod Magnets |
|
Фасонные магниты |
Shaped magnets |
|
Мощные магниты |
Powerful Magnets |
|
Плоские фасонные магниты |
Flat Shaped Magnets |
|
Кнопочные магниты |
Push Button magnets |
|
Цилиндрические магниты |
Cylindrical Magnets |
|
Грузоподьемный магнит для листового металла |
Lifting magnet for sheet metal |
|
Ручной постоянный грузоподьемный магнит |
Manual Permanent Lifting Magnet |
|
|
|
|
Защита для глаз |
Eye protection |
|
Универсальные очки из цельного стеклазащитные очки |
Universal glasses made of solid glass, safety glasses |
|
Крем для защиты кожи Travabon, Prelabo, Protect,Stokolan |
Skin protection cream Travabon, Prelabo, Protect,Stokolan |
|
респиратор |
respirator |
|
Защита слуха |
Hearing protection |
|
Наушники для защиты слуха новой конструкции |
Headphones for hearing protection of a new design |
|
Рабочие перчатки |
Work Gloves |
|
Кожаные перчатки |
Leather gloves |
|
Рабочие перчатки тонкой вязки |
Fine Knit Work Gloves |
|
Нутрилоновые и латексные перчатки |
Nitrile and latex gloves |
|
Ящик для перевязочных материалов для первой помощи |
First Aid Dressing Box |
|
Набор для промывания глаз |
Eye Wash Kit |
|
Аэрозоль для промывания глаз и ран |
Aerosol for washing eyes and wounds |
№1 Which power tools are shown in the picture? describe each power tool.

№2 Name a pneumatic tool, write it down

№3 Translate the text
![]() Compressors
are mechanical devices used to increase pressure in a variety of compressible
fluids, or gases, the most common of these being air. Compressors are used
throughout industry to provide shop or instrument air; to power air tools,
paint sprayers, and abrasive blast equipment; to phase shift refrigerants for
air conditioning and refrigeration; to propel gas through pipelines; etc. As
with pumps, compressors are divided into centrifugal (or dynamic or kinetic)
and positive-displacement types; but where pumps are predominately represented
by centrifugal varieties, compressors are more often of the positive-
displacement type. They can range in size from the fits-in-a-glovebox unit that
inflates tires to the giant reciprocating or turbocompressor machines found in
pipeline service. Positive-displacement compressors can be further broken out
into reciprocating types, where the piston style predominates, and rotary types
such as the helical screw and rotary vane.
Compressors
are mechanical devices used to increase pressure in a variety of compressible
fluids, or gases, the most common of these being air. Compressors are used
throughout industry to provide shop or instrument air; to power air tools,
paint sprayers, and abrasive blast equipment; to phase shift refrigerants for
air conditioning and refrigeration; to propel gas through pipelines; etc. As
with pumps, compressors are divided into centrifugal (or dynamic or kinetic)
and positive-displacement types; but where pumps are predominately represented
by centrifugal varieties, compressors are more often of the positive-
displacement type. They can range in size from the fits-in-a-glovebox unit that
inflates tires to the giant reciprocating or turbocompressor machines found in
pipeline service. Positive-displacement compressors can be further broken out
into reciprocating types, where the piston style predominates, and rotary types
such as the helical screw and rotary vane.
Types of Air Compressor
Compressors may be characterized in several different ways, but are commonly divided into types based on the functional method used to generate the compressed air or gas. In the sections below, we outline and present the common compressor types. The types covered include:
Piston
Diaphragm
Helical Screw
Sliding vane
Scroll
Rotary Lobe
Centrifugal
Axial
Due to the nature of the compressor designs, a market also exists for the rebuilding of air compressors, and reconditioned air compressors may be available as an option over a newly purchased compressor.
№4 Translate the text.
![]() Piston compressors, or
reciprocating compressors, rely on the reciprocating action of one or more
pistons to compress gas within a cylinder (or cylinders) and discharge it
through valving into high pressure receiving tanks. In many instances, the tank
and compressor are mounted in a common frame or skid as a so-called packaged
unit. While the major application of piston compressors is providing compressed
air as an energy source, piston compressors are also used by pipeline operators
for natural gas transmission. Piston compressors are generally selected on the
pressure required (psi) and the flow rate (scfm). A typical plant-air system
provides compressed air in the 90-110 psi range, with volumes anywhere from 30
to 2500 cfm; these ranges are generally attainable through commercial,
off-the-shelf units. Plant-air systems can be sized around a single unit or can
be based on multiple smaller units which are spaced throughout the plant.
Piston compressors, or
reciprocating compressors, rely on the reciprocating action of one or more
pistons to compress gas within a cylinder (or cylinders) and discharge it
through valving into high pressure receiving tanks. In many instances, the tank
and compressor are mounted in a common frame or skid as a so-called packaged
unit. While the major application of piston compressors is providing compressed
air as an energy source, piston compressors are also used by pipeline operators
for natural gas transmission. Piston compressors are generally selected on the
pressure required (psi) and the flow rate (scfm). A typical plant-air system
provides compressed air in the 90-110 psi range, with volumes anywhere from 30
to 2500 cfm; these ranges are generally attainable through commercial,
off-the-shelf units. Plant-air systems can be sized around a single unit or can
be based on multiple smaller units which are spaced throughout the plant.

To achieve higher air pressures than can be provided by a single stage compressor, two-stage units are available. Compressed air entering the second stage normally passes through an intercooler beforehand to eliminate some of the heat generated during the first-stage cycle.
Speaking of heat, many piston compressors are designed to operate within a duty cycle, rather than continuously. Such cycles allow heat generated during the operation to dissipate, in many instances, through air-cooled fins.
Piston compressors are available as both oil-lubricated and oil-free designs. For some applications which require oil-free air of the highest quality, other designs are better suited.
№5 Translate the text.
![]()
A somewhat specialized reciprocating design, the diaphragm compressor uses a motor-mounted concentric that oscillates a flexible disc which alternately expands and contracts the volume of the compression chamber. Much like a diaphragm pump, the drive is sealed from the process fluid by the flexible disc, and thus there is no possibility of lubricant coming into contact with any gas. Diaphragm air compressors are relatively low capacity machines that have applications where very clean air is required, as in many laboratory and medical settings.
№5 Translate the text.
![]()
Helical-screw compressors are rotary compressor machines known for their capacity to operate on 100% duty cycle, making them good choices for trailerable applications such as construction or road building. Using geared, meshing male and female rotors, these units pull gas in at the drive end, compress it as the rotors form a cell and the gas travels their length axially, and discharge the compressed gas through a discharge port on the non-drive end of the compressor casing. The rotary screw compressor action makes it quieter than a reciprocating compressor owing to reduced vibration. Another advantage of the screw compressor over piston types is the discharge air is free of pulsations. These units can be oil- or water- lubricated, or they can be designed to make oil-free air. These designs can meet the demands of critical oil-free service.
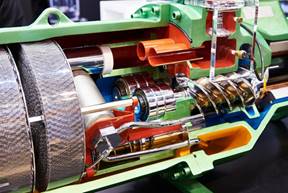
Sliding Vane Compressors
A sliding-vane compressor relies on a series of vanes, mounted in a rotor, which sweep along the inside wall of an eccentric cavity. The vanes, as they rotate from the suction side to the discharge side of the eccentric cavity, reduce the volume of space they are sweeping past, compressing the gas trapped within the space. The vanes glide along on an oil film which forms on the wall of the eccentric cavity, providing a seal. Sliding-vane compressors cannot be made to provide oil-free air, but they are capable of providing compressed air that is free of pulsations. They are also forgiving of contaminants in their environments owing to the use of bushings rather than bearings and their relatively slow-speed operation compared to screw compressors. They are relatively quiet, reliable, and capable of operating at 100% duty cycles. Some sources claim that rotary vane compressors have been largely overtaken by screw compressors in air-compressor applications. They are used in many non-air applications in the oil and gas and other process industries.
№6 Translate the text.
![]()
Scroll air compressors use stationary and orbiting spirals which decrease the volume of space between them as the orbiting spirals trace the path of the fixed spirals. Intake of gas occurs at the outer edge of the scrolls and discharge of the compressed gas takes place near the center. Because the scrolls do not contact, no lubricating oil is needed, making the compressor intrinsically oil-free. However, because no oil is used in removing the heat of compression as it is with other designs, capacities for scroll compressors are somewhat limited. They are often used in low-end air compressors and home air-conditioning compressors.
№7 Translate the text.
![]()
Rotary-lobe compressors are high-volume, low-pressure devices more appropriately classified as blowers. To learn more about blowers, download the free Thomas Blowers Buying Guide.
№8 Translate the text.
![]()
![]()
Centrifugal compressors rely on high-speed pump-like impellers to impart velocity to gases to produce an increase in pressure. They are seen mainly in high-volume applications such as commercial refrigeration units in the 100+ hp ranges and in large processing plants where they can get as large as 20,000 hp and deliver volumes in the 200,000 cfm range. Almost identical in construction to centrifugal pumps, centrifugal compressors increase the velocity of gas by throwing it outward by the action of a spinning impeller. The gas expands in a casing volute, where its velocity slows and its pressure rises.
Centrifugal compressors have lower compression ratios than displacement compressors, but they handle vast volumes of gas. Many centrifugal compressors use multiple stages to improve the compression ratio. In these multi-stage compressors, the gas usually passes through intercoolers between stages.

A typical single-stage centrifugal compressor delivers large amounts of compressed air.
№ 9 Translate the text.
![]()
The axial compressor achieves the highest volumes of delivered air, ranging from 8000 to 13 million cfm in industrial machines. Jet engines use compressors of this kind to produce volumes over an even wider range. To a greater extent than centrifugal compressors, axial compressors tend toward multi-stage designs, owing to their relatively low compression ratios. As with centrifugal units, axial compressors increase pressure by first increasing the velocity of the gas. Axial compressors then slow the gas down by passing it through curved, fixed blades, which increases its pressure.

Interior view of an axial compressor with fixed and moving blades.
№ 10. Translate the text.
![]()
Air compressors may be powered electrically, with common options being 12 volt DC air compressors or 24 volt DC air compressors. Compressors are also available that operate from standard AC voltage levels such as 120V, 220V, or 440V.
Alternative fuel options include air compressors that operate from an engine that is driven off of a combustible fuel source such as gasoline or diesel fuel. Generally, electrically-powered compressors are desirable in cases where it is important to eliminate exhaust fumes or to provide for operation in settings where the use or presence of combustible fuels is not desired. Noise considerations also play a role in the choice of fuel option, as electrically driven air compressors typical exhibit lower acoustical noise levels over their engine-driven counterparts.
Additionally, some air compressors may be powered hydraulically, which also avoids the use of combustible fuel sources and the resulting exhaust gas issues.
![]() № 10. Translate the text.
№ 10. Translate the text.
In selecting air compressors for general shop use, the choice will generally come down to a piston compressor or a helical-screw compressor. Piston compressors tend to be less expensive than screw compressors, require less sophisticated maintenance, and hold up well under dirty operating conditions. They are much noisier than screw compressors, however, and are more susceptible to passing oil into the compressed air supply, a phenomenon known as “carryover.” Because piston compressors generate a great deal of heat in operation, they have to be sized according to a duty cycle—a rule of thumb prescribes 25% rest and 75% run. Radial-screw compressors can run 100% of the time and almost prefer it. A potential problem with screw compressors, though, is that oversizing one with the idea of growing into its capacity can lead to trouble as they are not particularly suited to frequent starting and stopping. Close tolerance between rotors means that compressor needs to remain at operating temperature to achieve effective compression. Sizing one takes a little more attention to air usage; a piston compressor may be oversized without similar worries.
An autobody shop which uses air constantly for painting might find a radial-screw compressor with its lower carryover rate and desire to run continuously an asset; a general auto-repair business with more infrequent air use and low concern for the cleanliness of the supplied air might be better served with a piston compressor.
Regardless of the compressor type, compressed air is usually cooled, dried, and filtered before it is distributed through pipes. Specifiers of plant-air systems will need to select these components based on the size of the system they design. In addition, they will need to consider installing filter-regulator-lubricators at the supply drops.
Larger job site compressors mounted on trailers are typically rotary-screw varieties with engine drives. They are intended to run continuously whether the air is used or dumped.
Although dominant in lower-end refrigeration systems and air compressors, scroll compressors are beginning to make inroads into other markets. They are particularly suited to manufacturing processes that demand very clean air (class 0) such as pharmaceutical, food, electronics, etc. and to cleanroom, laboratory, and medical/dental settings. Manufactures offer units up to 40 hp that deliver nearly 100 cfm at up 145 psi. The larger capacity units generally incorporate multiple scroll compressors as the technology does not scale up well once beyond 3-5 hp.
If the application involves compressing hazardous gases, specifiers often consider diaphragm or sliding-vane compressors, or, for very large volumes to compress, kinetic types.
№ 11. Translate the text.
![]()
Air compressors may be powered electrically, with common options being 12 volt DC air compressors or 24 volt DC air compressors. Compressors are also available that operate from standard AC voltage levels such as 120V, 220V, or 440V.
Alternative fuel options include air compressors that operate from an engine that is driven off of a combustible fuel source such as gasoline or diesel fuel. Generally, electrically-powered compressors are desirable in cases where it is important to eliminate exhaust fumes or to provide for operation in settings where the use or presence of combustible fuels is not desired. Noise considerations also play a role in the choice of fuel option, as electrically driven air compressors typical exhibit lower acoustical noise levels over their engine-driven counterparts.
Additionally, some air compressors may be powered hydraulically, which also avoids the use of combustible fuel sources and the resulting exhaust gas issues.

Examples of oil-free air compressors.
№ 12. Translate the text.
![]()
If you run jackhammers all day, picking a compressor is straightforward: add up the number of operators who will be using the compressor, determine the cfm of their tools, and buy a continuously running helical-screw compressor that can meet the demand and which will run for 8 hours on a single tank of fuel. Of course, it is not really that simple—there may be environmental constraints to consider—but you get the idea.
If you are trying to provide compressed air for a small shop, things get a little more complicated. Air tools can be segregated by use: either intermittent—a ratchet wrench, say—or continuous—a paint sprayer, perhaps. Charts are available to help in estimating the consumption of various shop tools. Once these are determined, and usage based on average and continuous use figured out, a rough determination of the overall air compressor capacity can be made.

Typical job site rotary-screw compressor.
Defining compressor capacities for manufacturing facilities proceeds in roughly the same manner. A packaging line, for instance, will likely use compressed air to actuate cylinders, blow-off devices, etc. Ordinarily, the equipment manufacturer will provide consumption rates for individual machines, but if not, cylinder air-consumption is easily estimated by knowing the bore, stroke, and cycling rate of each air-actuated device.
Very large manufacturing operations and process plants will likely have equally large compressed air demands that might be served by redundant systems. For such operations, having air available at all times justifies the cost of multiple compressed-air systems to avoid costly line stoppages or shutdowns. Even smaller operations can benefit from some level of redundancy. That is a question that must be asked if sizing a small manufacturing air-system: is the operation best served by a single compressor (less maintenance, less complexity) or would multiple, smaller compressors (redundancy, room for growth) provide a better fit?
№ 13. Translate the text.
![]()
A compressor takes air in from the atmosphere and by compressing it adds heat and sometimes oil to the mix, and, unless the intake air happens to be very dry, generates a lot of moisture. For some operations, these additional constituents do not affect the end-use and tools run well without performance issues. As air-driven processes become more complex, or more critical, additional thought is usually given to improving the quality of the output air.
Compressed air is usually quite hot, and the first step in reducing this heat is to collect the air in a tank. This step not only allows the air to cool, but it also permits some of the moisture in it to condense. Air-compressor receiving tanks generally have either manual or automatic valves to allow accumulated water to be drained off. Further heat can be removed by running the air through an aftercooler. Refrigerant-based and desiccant dryers can be added into the air-supply piping to increase moisture removal. Finally, filtering can be installed to remove any entrained lubricant from the supply air, as well as any particulates that may have gotten by any intake filtering.
Compressed air will normally be distributed out to several drops. At each drop, the standard best practice is to install FRLs (filter, regulator, lubricator) which adjust the air to the needs of the particular tool and permit lubrication to flow to any tools that require it.
№ 14. Translate the text.
![]()
There are not too many choices when it comes to piston-compressor control. Start/stop control is most common: the compressor feeds a tank with upper and lower thresholds. When the lower setpoint is reached the compressor switches on and runs until the upper setpoint is reached. A variant of this method, dubbed constant speed control, lets the compressor run for some length of time after reaching the upper setpoint, discharging to atmosphere, in case the stored air is being used at a higher-than-normal rate. This process minimizes the number of motor starts during periods of high demand. A selectable dual control system, usually available only on systems in the 10+ hp range, allows a user to toggle between these two control modes.
More options are available for helical-screw compressors. In addition to start/stop and constant-speed control, screw compressors can use load/unload control, inlet-valve modulation, sliding valve, automatic dual control, variable speed drive, and, for multi-unit installations, compressor sequencing. Load/unload control uses a valve on the discharge side and a valve on the intake side which respectively open and close to reduce the flow through the system. (This is a very common system on oil-less screw compressors.) Inlet-valve modulation uses proportional control to regulate the mass-flow of air into the compressor. Sliding-valve control effectively shortens the length of the screws, delaying the start of compression and allowing some intake air to bypass compression to better match demand. Automatic dual-control switches between start/stop and constant-speed control depending on the demand characteristics. Variable-speed drive slows or increases rotor rpm by electronically altering the frequency of the AC waveform that is spinning the motor. Compressor sequencing allows loading to be distributed among multiple compressors, assigning, for example, one unit to run continuously for handling baseload, and varying the starts of two additional units to minimize the restart penalty.
In selecting any of these control schemes, the idea is to strike the best balance between meeting demand and the cost of idling versus the expense of accelerated equipment wear.
№ 15. Translate the text.
![]()
In selecting compressor machinery, specifiers have three main parameters to consider in addition to the many points outlined above. These air compressor specifications include:
volumetric capacity
pressure capability
the power of the machine
Although compressors are typically rated by horsepower or kilowatts, these measures do not necessarily give any indication of what it will cost to operate the equipment as this is dependent on the efficiency of the machine, its duty cycle, and so forth.
№ 16. Translate the text.
![]()
Volumetric capacity defines how much air the machine can deliver per unit time. Cubic-feet per minute is the most common unit for this measure, although just what this is can vary between manufacturers. An attempt to standardize this measure, a so-called scfm, seems to be dependent on whose standards you follow. The Compressed Air and Gas Institute has adopted the ISO definition of an scfm as being dry air (0% relative humidity) at 14.5 psi and 68°F. Actual cfm, of acfm, is another measure of volumetric capacity. It relates the amount of compressed air delivered to the outlet of the compressor, which will always be less than the displacement of the machine owing to losses from blow-by through the compressor.
№ 17. Translate the text.
![]()
Pressure capability in psi is largely based around the needs of the equipment the compressed air will be operating. While many air tools are designed to operate at normal shop air pressures, special applications, such as engine starting, require higher pressures. Thus, in specifying a piston compressor, for instance, a buyer would find a single-stage unit that delivers pressure up to 135 psi adequate for powering everyday tools but would want to consider a two-stage unit for special, higher-pressure applications.
№ 18. Translate the text.
![]()
The power required to drive the compressor will be determined by these volume and pressure considerations. A specifier will also want to think about system losses in determining compressor capacity: piping losses, pressure drops through dryers and filters, etc. Compressor buyers also have drive decisions to make such as motor belt- or direct-drive, engine gas- or diesel-drive, etc.
Compressor makers will often publish compressor-performance curves to enable specifiers to evaluate compressor performance over a range of operating conditions. This is especially true for centrifugal compressors which, like centrifugal pumps, can be sized to deliver different volumes and pressures depending on shaft speed and impeller sizing.
The Dept. of Energy is adopting energy standards for compressors against which some compressors makers are publishing data sheets. As more manufacturers publish these data, compressor buyers should have an easier time sorting through the energy usage of comparable compressors.

№ 19. Translate the text.
![]()
Compressors find application in different industries and are also prevalent in settings that are familiar to everyday consumers. For example, the portable 12V DC electric air compressor that is often carried in the glove compartment or trunk of a car is a common example of a simple version of air compressor that finds use among consumers to inflate tires to the correct pressure.
Some of the common applications and industries that utilize compressors include the following:
Truck and vehicle-mounted compressors
Medical and Dental applications
Laboratory and specialty gas compression
Food and beverage processing applications
Oil & Gas applications
Truck and Vehicle-Mounted Compressors
Vehicle-related use of air compressors and common vehicle applications involve truck mounted electric air compressors, truck mounted diesel air compressors, or other vehicle-mounted air compressors. For example, air brake systems on trucks involve the use of compressed air to operate, thus requiring an air compressor onboard to recharge the braking system. Service vehicles may require onboard air compressors to perform needed functions or to permit the compressor to be mobile and able to be deployed as needed to various job sites or locations. For example, fire trucks may include breathable air compressors onboard to provide air tank filler capability to replenish breathable air tanks for firefighters and first responders.
Read and translate.
ультразвуковой инструмент станочника
![]()
|
|
Станки для ультразвуковой обработки. |
|
|
|
|
ULTRASONIC 20 linear - DMG MORI |
|
|
Станок для ультразвуковой прошивки отверстий в стекле и |
|
|
|
Ультразвуковой станок Модель СУЗ-0,8/22-О |
|
|
|
Ультразвуковой сверлильный станок для бусин |
|
|
|
Карусельный станок для ультразвуковой сварки Lihan |
|
|
|
Ультразвуковая машина для резки лент.800×600 Ультразвуковая машина для резки лент Futan |
|
|
|
ВЫСОКОЭФФЕКТИВНАЯ УЛЬТРАЗВУКОВАЯ СВАРКА |
|
|
|
Ультразвуковой станок продольно-поперечной резки Futan |
|
№20 Translate
1
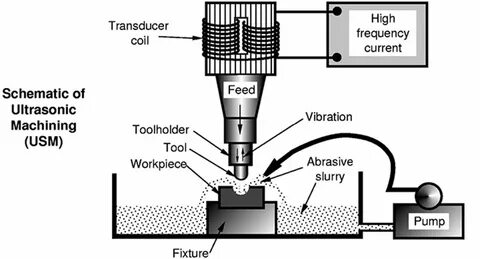
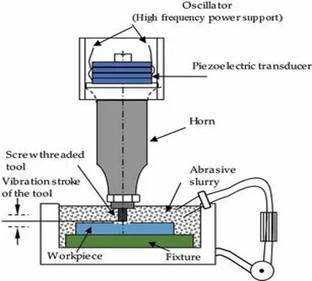
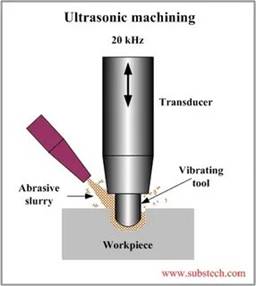

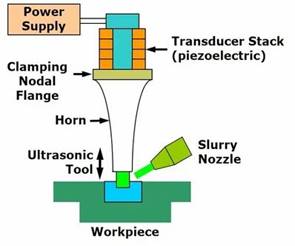
Working Principle of Ultrasonic Machining
The figure shows the Ultrasonic machining operation. The electronic oscillator and amplifier, also known as the generator, converts the available electrical energy of low frequency to high-frequency power of the order of 20 kHz which is supplied to the transducer.
The transducer operates by magnetron striction. The high-frequency power supply activates the stack of the magnetostrictive material which produces longitudinal vibratory motion of the tool. The amplitude of this vibration is inadequate for cutting purposes. This is, therefore, transmitted to the penetrating tool through a mechanical focusing device which provides an intense vibration of the desired amplitude at the tool end.
The mechanical focusing device is sometimes called a velocity transformer. This is a tapered shank or called ‘horn’. It’s upper end being clamped or brazed to the lower face of the magnetostrictive material. Its lower end is provided with means for securing the tool.
All these parts, including the tool made of low-carbon or stainless steel to the shape of the desired cavity, act as one elastic body that transmits the vibrations to the tip of the tool.

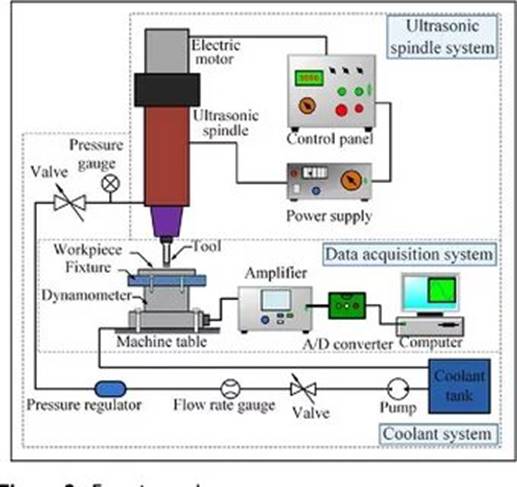
№21 Выполните перевод текста с русского на английский язык
Ultrasonic machining — Ультразвуковая механическая обработка.
Процесс механической обработки твердых, хрупких неметаллических материалов, который использует ультразвуковую вибрацию вращающегося алмазного сверла или дробящего инструмента. Вращательная ультразвуковая механическая обработка подобна обычному сверлению стекла и керамики алмазными сверлами, за исключением того, что вращающееся сверло вибрирует с ультразвуковой частотой 20 кГц. Вращательная ультразвуковая механическая обработка не использует поток абразивной гидросмеси в промежутке между заготовкой и инструментом. Вместо этого инструмент входит в контакт и режет заготовку, а жидкий хладагент, обычно вода, пропускается через сверло, чтобы охлаждать и вымывать струей удаленный материал.

![]() 4.ЛОГИСТИКА
4.ЛОГИСТИКА
|
надежность |
reliability |
|
точность |
accuracy |
|
ежедневные поставки |
Daily supply |
|
позиция |
position |
|
востребованность |
being in demand |
|
возможность |
possibility |
|
складской запас |
Warehouse stock |
|
территория России |
territory of Russia |
|
ведущие предприятия |
Leading enterprise |
|
лучшее предложение |
Best deal |
|
превосходные технические консультации |
Excellent technical advice |
|
цена |
Price |
|
качество |
quality |
|
оптимально |
optimally |
|
группы инструмента |
Group of instruments |
|
определенные цены |
Certain price |
|
доставка позиций |
Delivery of items
|
|
Отсутствие в каталоге |
Missing in the catalog
|
|
наличие |
availability |
|
отсутствие |
absence |
|
клиент |
client |
|
поставщик |
provider |
|
дополнительно |
additionally |
|
|
request |

![]()
![]()
№1. Study the terms.
|
a) engineering 1) техника; 2) технология; 3) разработка; проектирование; конструирование; 4) машиностроение; 5) строительство
mechanical engineering машиностроение civil engineering гражданское строительство electrical engineering электротехника chemical engineering химическое машиностроение aerospace engineering авиакосмическая техника petroleum engineering технология добычи нефти computer-aided engineering автоматическое конструирование branch отрасль field область |
|
b) engineer инженер mechanical engineer инженер-механик, машиностроитель |
|
c) education образование skill навык course work (in) курсовая работа summer engineering job работа на летних каникулах по инженерному профилю |
|
d) core course (in) основной курс (учебной про- граммы) specialized course (in) спецкурс the sciences точные науки math (=mathematics) математика advanced mathematics высшая математика chemistry химия physics физика mechanics механика fluid mechanics механика жидкостей и газов materials science материаловедение kinematics кинематика thermodynamics термодинамика robotics робототехника structural analysis структурный анализ manufacturing process промышленная технология environmental sciences науки об окружающей среде |
|
e) motion движение energy энергия force сила heat тепло |
|
f) machinery машины; оборудование; механизмы machine машина; механизм electric generator электрогенератор internal combustion engine двигатель внутреннего сгорания turbine турбина refrigeration equipment холодильное оборудование air-conditioning equipment установка для кондиционирова- ния воздуха tool инструмент machine-tool станок |
|
Through через, посредством out of date устаревший |
№2 Learn to recognize international words. Give the Russian
equivalents to the following words without a dictionary. Then compare your variants with the dictionary.
|
design discipline energy industrial machine material principle |
physics process profession result to analyze to combine |
№3. Use the dictionary to translate the words.
|
to appear to create to design to determine to work (on)
|
to develop to employ to involve to overlap (with) to be concerned (with)
|
№4 Read and translate the following groups of international
words.
1) construction (n) – constructor (n) – to construct (v) – constructional (adj) – constructed (part. II)
2) design (n) – designing (n) – designer (n) – to design (v)
3) development (n) – developer (n) – to develop (v) – developing
(adj.) – developed (part. II)
4) electricity (n) – electrician (n) – to electrify (v) – electric(al) (adj) –
electrified (part II)
5) electronics (n) – electronic (adj)
6) engineering (n) – engineer (n) – engine (n) – to engineer (v) –
engineering (adj) – engineered (part II)
7) industry (n) – industrialization (n) – to industrialize (v) – industrial
(adj) – industrialized (part. II)
8) machine (n) – machinist (n) – machinery (n)
9) mechanism (n) – mechanization (n) – mechanic (n) – to mechanize
(v) – mechanical (adj)
10) manufacture (n) – to manufacture (v) – manufacturer (n)
11) operation (n) – operator (n) – to operate (v) – operational (adj)
12) product (n) – production (n) – productivity (n) – producer (n) –
to produce (v) – productive (adj)
13) specialty (n) – specialization (n) – specialist (n) – to specialize
(v) – specialized (part. II)
14) technique (n) – technician (n) – technical (adj) – polytechnical
(adj)
15) technology (n) – technologist (n) – technological (adj)
№5 Arrange the following words according to the pronunciation of
the combination of letters “ch”. Pronounce the words carefully.
|
[ʧ] |
[k] |
[ʃ] |
|
arch
|
school
|
machine
|
… … ….
technology mechanism technological chute
characteristic stomach technical chemistry
chemist change chance chronology
technique mechanic channel scheme
polytechnic chassis character choose
challenge chemical Chicago machine-tool
choice mechanical scholar characterize
№6 Correct the mistakes in the sentences.
1) My brother is a mechanism. He studied mechanical at technique
college.
2) We need to find a good electricity to repair the electrician wires in
the house.
3) I’m a computer technical. How can I help you?
4) I’m studying for a diploma in electronic. I want to be an electron
Engineer.
№7 Fill in the gaps.
1. The __________ is responsible for every __________ in the factory. (engineering / engineer / engine)
2. I’m a __________, but I want to become a__________ engineer.
(mechanical / mechanic / mechanics)
3. The laboratory __________ maintains all the __________ equipment. (technician / technical / technology)
4. The __________ repairs all the __________ equipment of the
ship. (electrical / electrician / electricity)
№8 Follow the rules of translating attributive word combinations
and do the tasks bellow.
hand hoist: hand (рука) + hoist (таль) = …
worm gear: worm (червяк) + gear (шестерня) = …
roller chain: roller (ролик) + chain (цепь) = …
road roller: road (дорога) + roller (каток) = …
guide roller: guide (направлять) + roller (ролик) = …
bridge crane: bridge (мост) + crane (кран) = …
storage battery: storage (аккумулирование) + battery (батарея) = …
elevator shaft: elevator (лифт) + shaft (шахта) = …
freight elevator: freight (груз) + elevator (лифт) = …
induction pump: induction (индукция) + pump (насос) = …
construction equipment: construction (строительство) + equipment
(оборудование) = …
bucket loader: bucket (ковш) + loader (погрузчик) = …
excavator bucket: excavator (экскаватор) + bucket (ковш) = …
asphalt paver: asphalt (асфальт) + paver (укладчик) = …
steel teeth: steel (сталь) + teeth (зубья) = …
diesel engine: diesel (дизель) + engine (двигатель) = …
turbine engine: turbine (турбина) + engine (двигатель) = …
project development: project (проект) + development (разработка) = …
conveyor belt: conveyor (конвейер) + belt (лента) = …
screw conveyor: screw (винт) + conveyor (конвейер) = …
cable-laying machine: cable (кабель) + lay (класть) + machine (машина) = …
b) engineering discipline, mechanical engineering students, engineering
profession, university education, laboratory technician, university
level
№9 . Read the text carefully.
«Scientists investigate that which already is.
![]() Engineers create that which never was.»
Engineers create that which never was.»
Mechanical engineering is a branch of engineering that applies the
principles of physics and materials science for analysis, design, manufacturing, and maintenance of mechanical systems. It involves the production and usage of heat and mechanical power for the design, production,
and operation of machines and tools. It is one of the oldest and broadest
engineering disciplines.
Mechanical engineering appeared as a field during the industrial revolution in Europe in the 18th century. However, its development can be
traced back several thousand years around the world. As science, mechanical engineering appeared in the 19th century as a result of developments in the field of physics. Mechanical engineering overlaps with
aerospace engineering, civil engineering, electrical engineering, petroleum engineering, and chemical engineering.
Mechanical engineers use these core principles and tools like computer-aided engineering to design and analyze electric generators, internal combustion engines, turbines, refrigeration and air-conditioning
equipment, machine-tools and other machinery.
The mechanical engineer is the jack-of-all trades among engineering
professions. This is because the profession requires education and skills
that span a broad range of technical, social, environmental, and economic problems. In general, however, the mechanical engineer is concerned
with controlling the principles of motion, energy, and force through mechanical solutions.
Mechanical engineers are constantly being asked to make decisions.
They must decide the size, shape, and material of every part of every
mechanical product that is created. They also have to determine the best
and most efficient ways to manufacture the products. Often those decisions are made in co-operation with other types of engineers. Some of
the decisions they make can mean the difference between life and death:
the safety features of automobiles, for example, are the responsibility of
mechanical engineers.
Practically every company that designs and produces a product employs a mechanical engineer. But mechanical engineers can also be
found in research labs, the military, government, and in other professions
such as medicine, or teaching.
Engineers must combine a good understanding of science, mathematics, and computers with a good knowledge of current technology. In addition to the sciences and math, engineers need good communication
skills. Besides, a second language can be extremely valuable because
many large industrial firms that employ mechanical engineers are multinational.
At the university level, mechanical engineering students learn advanced mathematics, chemistry, and physics. After some of these core
courses, mechanical engineering students take specialized courses in fluid mechanics, materials science, robotics, manufacturing processes,
thermodynamics, environmental sciences.
After starting coursework in mechanical engineering, it is useful to
have a summer engineering job. It helps you learn the "real world" of
engineering and offers an opportunity to apply all the theories and principles taught in class. Besides, it can also help you determine your professional likes and dislikes, your strengths and weaknesses.
Mechanical engineers often continue their education throughout their
careers, because technology changes rapidly. Many of the skills a student
learned at the university will become out of date after only a few years.
№10 . Continue the phrases.
1. A summer engineering job helps you…
2. After starting coursework in mechanical engineering…
3. Engineers must combine…
4. Many of the skills a student learned at the university…
5. Mechanical engineering involves the production and usage of heat
and mechanical power for…
6. Mechanical engineering requires an understanding of…
7. Mechanical engineers can also be found in…
8. Mechanical engineers take specialized courses in…
9. The development of mechanical engineering can be traced back
several…
11. The mechanical engineer is concerned with…
№11 Insert the missing words.
1. … mechanical engineering students learn advanced mathematics,
chemistry, and physics.
2. … the sciences and math, engineers need good communication
skills.
3. A summer engineering job can also help you determine… .
4. As science, mechanical engineering appeared in the 19th century …
in the field of physics.
5. In general the mechanical engineer is concerned with controlling the
principles of … through mechanical solutions.
6. Mechanical engineering appeared as a field … in Europe in the 18th
century.
7. Mechanical engineering is a branch of engineering that applies …
for analysis, design, manufacturing, and maintenance of mechanical
systems.
7. Practically every company that … employs a mechanical engine
№12. State whether the statements are true or false. Correct if
necessary.
1. A coursework in mechanical engineering helps you learn the "real
world" of engineering and offers an opportunity to apply all the
theories and principles taught in class.
2. As science, mechanical engineering appeared in the 19th century as a
result of developments in the field of chemistry.
3. Many large multinational industrial firms employ mechanical engineers.
4. Mechanical engineering appeared as a field during the industrial
revolution in Europe in the 19th century.
6. Mechanical engineers can never be found in medicine, or teaching.
№13 State whether the statements are true or false. Correct if
necessary.
6. Mechanical engineers design and analyze electric generators, internal combustion engines, turbines, refrigeration and air-conditioning
equipment, machine-tools and other machinery.
7. Mechanical engineers don’t continue their education throughout their
careers.
8. Mechanical engineers make decisions in co-operation with other
types of engineers.
9. None of the decisions that mechanical engineers make mean the
difference between life and death.
10. The safety features of automobiles are not the responsibility of
mechanical engineers.
№14. Answer the questions.
1. What is mechanical engineering?
2. Is mechanical engineering the oldest or the newest engineering discipline?
3. When did mechanical engineering appear as a field? As a science?
4. Mechanical engineering overlaps with other branches of engineering,
doesn’t it?
5. Why is the mechanical engineer the jack-of-all trades among engineering professions?
6. Where can mechanical engineers be employed?
7. Why is it valuable for a mechanical engineer to know a second
language?
8. What knowledge and skills must mechanical engineers have?
9. What disciplines do mechanical engineering students study?
10. Why is it useful for a mechanical engineering student to have a
summer engineering job?
11. Why do mechanical engineers often continue their education
throughout their careers?
№15. Match the words with their definitions.
(a) aerospace engineering (b) chemical engineering
(c) civil engineering (d) computer-aided engineering
(e) electrical engineering (f) mechanical engineering
(g) petroleum engineering
1. Engineering activities related to the production of crude oil (сырая
нефть) or natural gas.
2. The branch of engineering concerned with the design and construction such public works as roads, dams, bridges, or harbours.
3. The branch of engineering that deals with the design, construction
and operation of machinery.
4. The branch of engineering that deals with the development, design
and testing of aircrafts and space vehicles.
5. The branch of engineering that deals with the use of chemistry in
industry.
6. The branch of engineering that studies the uses of electricity and the
equipment for power generation and distribution and the control of
machines and communication
7. Use of computers during the planning design and analysis of engineering projects.
№16. Match the synonyms.
1) branch; 2) company; 3) create; 4) principle; 5) rapidly
a) concept; b) field; c) firm; d) make; e) quickly
№17. Match the antonyms.
1) current; 2) likes; 3) life; 4) safety; 5) strength
a) danger; b) death; c) dislikes; d) out of date; e) weakness
№18. Translate the following phrases paying attention to the underlined words that can be verbs, nouns, adjectives or adverbs without changing their form and adding suffixes.
1. core course; core principle; core concept
2. to choose a career; technical career; engineers continue their education throughout their careers
3. the development of the engine; industrial development
![]()
№19 . Here are 6 principles of preparing for an engineering career.
Look through them and try to predict what each of them is about.
Then read the abstracts below and match them with the corresponding principles.
1. Develop problem-solving skills.
2. Study successful people.
3. Examine yourself carefully and honestly.
4. Acquire an interdisciplinary technical education.
5. Prepare for the non-technical aspects of your technical career.
6. Develop practical skills.
(…) Watch them carefully to see what you can learn. They tend to
have a great personal interest, a personal relationship with their technology. They usually have a passion for their work.
(…) Practise relevant summer work experience. This experience can
be an advantage over other students and guarantee a minimum level of
engineering competence.
(…) Try to understand your drawbacks. Strengthen your weaknesses.
(…) Companies need engineers who can understand the nature of inter-branch (межотраслевых) disciplines.
(…) Problem-solving skills are the most obvious manifestation of an
initiative process and God-given engineering talent. But on the other
hand, everyone has some degree of talent and even gifted people have to
develop their gifts. You should develop those abilities by struggling with
problems by yourself, ideally starting in early childhood.
(…) Narrow technical skills may get you in the door, but what moves
you up in the ladder will be the things like the ability to communicate, to
cooperate with people.
№ 20. Translate the text.
Write a short paragraph summarizing it.
Mechanical engineering involves production, transition and use of
mechanical power.
Mechanical engineers design, operate and test all kinds of machines.
They develop and build engines that produce power from steam, petrol,
nuclear fuels, and other sources of energy. They also develop and build
different machines that use power, including heating and ventilation
equipment, cars, machine tools, and industrial-processing equipment.
Mechanical engineers are involved in every phase in the development of
a machine, from the construction of an experimental machine to the installation of the finished machine and training of the workers who use it.
Mechanical engineers work in many industries, such as power generation, public utilities, transportation, and all types of manufacturing.
Many mechanical engineers concentrate on research and development
because new types of machinery are continually needed. Mechanical engineers are involved in every other branch of engineering, whenever a
new or improved machine, device or piece of equipment is required.
№ 21 Study the terms.
|
a) work работа effort усилие friction трение load 1) груз; 2) нагрузка fulcrum точка опоры mechanical advantage выигрыш в силе |
|
b) machine 1) машина; 2) механизм simple machine простейший механизм device устройство |
|
c) lever рычаг first-class lever рычаг первого рода second-class lever рычаг второго рода third-class lever рычаг третьего рода wheel and axle колесо и ось pulley блок single pulley простой блок inclined plane наклонная плоскость wedge клин screw винт |
|
d) simple простой complex сложный upward направленный вверх downward направленный вниз specialized специализированный standardized стандартизированный |
|
e) essentially существенно gradually постепенно entirely полностью |
№22. Learn to recognize international words. Give the Russian
equivalents to the following words without a dictionary. Then compare your variants with the dictionary.
|
activity adaptation application basic centre class complex machine plank revolution roller to modify
|
cone conveyor cylinder effectiveness element energy form specialized standardized support type to combine
|
№23 . Use the dictionary to translate the words.
|
to advance to apply to attach (to) to serve (as) to slide
|
to construct to equal to obtain to supply to turn
|
to operate to pass (over) to roll to wrap (around)
|
№24 Translate the sentences. Mind the degrees of the adjectives.
Give the initial forms of the adjectives.
1. The wedge is used to raise a heavy load over a short distance or to
split a log.
2. The inclined plane makes it easier to slide a load upward than to lift
it directly.
3. Without machines, residents of our cities will find it more difficult
to live in.
4. The wheel and axle can move a load farther than a lever can.
5. The effort is smaller than the load because it is at a greater distance
from the axle which is the fulcrum.
6. A thin wedge is more effective than a thick one.
7. The smaller the angle of an inclined plane, the less the force required to raise a given load.
8. The longer the slope, the smaller the effort required. The amount of
work, however, is no less than if the load were lifted directly upward.
9. The lever is one of the earliest and the simplest machines.
10. The wheel itself is regarded as one of the most important inventions
of all time.
№25 . Study the mathematical expressions and do the tasks below.
+ plus
– minus
× times or multiplied by
÷ divided by
= equals or is
Examples: 6 + 9 = 15 Six plus nine equals/is fifteen.
13 – 2 = 11 Thirteen minus two equals/is eleven.
5 × 6 = 30 Five times six equals/is thirty.
Five sixes equal/are thirty.
Five multiplied by six equals/is thirty.
18 ÷ 3 = 6 Eighteen divided by three equals/is six.
b. Work through the examples. Read the examples minding the
numerals.
0.5 + 7.2 = 1,101 – 0.01 = 11 × 5 = 143 ÷ 13 =
86,041 + 402 = 983 – 53 = 27 × 8 = 61,875 ÷ 99 =
c. Translate the sentences. Mind the mathematical expressions.
1. The mechanical advantage will be four to one.
2. Distance equals time multiplied by velocity.
3. Work is force multiplied by distance.
4. Power is work divided by time.
5. Power is force multiplied by velocity.
6. Kinematic energy plus potential energy equals mechanical energy.
7. The mechanical advantage of an inclined plane is the length of the
incline divided by the vertical rise.
8. The mechanical advantage of a single pulley equals 1.
№26 Following the rules of translating simple sentences, analyze the
simple sentences and translate them.
1. A combination of ropes, pulleys, and pulley blocks arranged to raise
a load is referred to as block and tackle.
2. A pivoted rigid bar used to multiply force or motion is called the
lever.
3. A plane surface inclined at an angle with the line of the action of the
exerted force is an inclined plane.
4. A wheel with a flat or grooved edge is a pulley.
5. All machines are based in some way on six types of simple machines.
6. For practical purposes a screw may be considered as a wedge wound
in a form of a spiral.
7. The gear drive and hydraulic press may also be considered as simple
machines.
8. The principles of operation and applications of simple machines depend on closely related concepts.
9. To operate these improved machines, people harnessed the energy of
falling water and of coal, oil, and the atom.
8. Today we use so many machines.
№29 . Match the synonyms.
1) conventional; 2) loading scraper; 3) heavy; 4) front; 5) dozer;
6) earth; 7) self-combination excavator and hauler
a) common; b) rear; c) bulldozer; d) dirt; e) large; f) elevating scraper;
g) combination excavating-hauling unit
№30 Match the antonyms.
1) push; 2) top; 3) front; 4) heavy; 5) curved
a) bottom; b) back; c) pull; d) straight; e) small
№27 Translate the text in a written form. Write a short paragraph
summarizing it.
The lever is one of the earliest and the simplest machines. Its advantage
lies in the short distance between the fulcrum and load, and in the long
distance between the fulcrum and the point where the effort is applied.
The wheel and axle has a rope attached to the axle to lift the load. The
crank handle is the point where effort is applied. The effort is smaller
than the load because it is at a greater distance from the axle which is the
fulcrum.
The pulley consists of a grooved wheel over which a rope is passed.
It is used to change the direction of the effort applied to the rope.
A block and tackle uses two or more pulleys to reduce the effort needed
to lift a load.
The inclined plane makes it easier to slide a load upward than to lift it
directly. The longer the slope, the smaller the effort required. The amount
of work, however, is no less than if the load were lifted directly upward.
The wedge, when struck with a mallet or sledgehammer, exerts a
large force on its sides. A thin wedge is more effective than a thick one.
The mechanical advantage of the wedge is of great importance.
The screw is a spiral inclined plane. The jackscrew is a combination of
the lever and the screw. It can lift a heavy load with relatively small effort.
Therefore, it has a very high mechanical advantage for practical purposes.
№28 a. Fill in the table.
(a) boiler (b) compass (c) crane (d) hydraulic jack
(e) robot (f) spectacles (g) wedge (h) wind turbine
(i) watermill (j) abacus (k) lever (l) dragline
(m) stacker (n) needle (o) hoe
|
Simple machines |
Tools |
Heavy machine tools |
Self-propelled machines |
|
|
|
|
|
№29 Выполните технический перевод с руччкого языка на английский.Обратите внимание на перевод аббревиатур верно.
А)Логистика — совокупность организационно-управленческих и производственно-технологических процессов по эффективному обеспечению организации движения материальных и иных ресурсов.
Более широкое определение логистики трактует её как учение о планировании, управлении и контроле движения материальных, информационных и финансовых ресурсов в различных системах.
С точки зрения практического применения логистика — выбор наиболее эффективного варианта обеспечения товаром нужного качества, нужного количества, в нужное время, в нужном месте с минимальными затратами
Б)Логистика - это и практическое и научное направление, которое изучает методы оптимизации транспортировки товаров и людей. Задача каждого процесса транспортировки, какой бы он длинный ни был, сделать так, чтобы товары или пассажиры были доставлены:
в нужное время
в нужное место
в нужном количестве
с заявленным качеством и сервисом
при наименьших затратах
в) В логистике выделяют следующие основные виды транспорта: железнодорожный; морской; внутренний водный (речной); автомобильный; воздушный; трубопроводный. Каждый из видов транспорта имеет конкретные особенности с точки зрения логистического менеджмента, достоинства и недостатки, определяющие возможности его использования в логистической системе.
Г)Логистические услуги – это комплекс услуг, оказываемых профессиональной компанией, в число которых входит организация транспортировки и хранение продуктов, в том числе полное формальное и юридическое обслуживание, включая таможенные услуги.
Д)К главным функциям относятся:
-комплексный прогноз и организация каждого этапа доставки продукции
-выполнение согласования и оформления необходимых документов
-юридическое обеспечение и сопровождение процесса перевозки
-проведение расчетов за оказанные услуги по перевозке продукции в зависимости от типа деятельности
-осуществление разгрузки и погрузки продукции
-размещение на складах, расфасовка и упаковка материалов
-всесторонняя оптимизация всего процесса
-информационное и документальное сопровождение процедуры
-оказание дополнительных услуг по страхованию и таможенной поддержке
Е)Транспорт – связующее звено между элементами логистических систем. Транспортная логистика - это перемещение требуемого количества товара в нужную точку, оптимальным маршрутом за требуемое время и с наименьшими издержками.
FOR (Free on Rail, «Свободно в вагоне/на железной дороге») — условия поставки Инкотермс, которые были введены в действие в 1953 году, означают, что ответственность за товар от продавца к покупателю переходит после погрузки товара в железнодорожный транспорт, до этого момента все расходы на перевозку и перегрузку товара берёт на себя продавец, покупатель оплачивает перевозку на железнодорожном транспорте и все последующие расходы
DROP-OFF CHARGE - это сбор за возврат контейнера, принадлежащего перевозчику, в месте, отличном от места назначения, указанного в коносаменте перевозчика.
Уровень сервиса - достаточно емкое понятие, определяющее то, насколько компания и ее цепь поставок (логистика) способны удовлетворять потребности рынка в целом и отдельных клиентов. Данный показатель имеет множество граней, анализ которых позволяет выстроить такое управление в логистике и цепях поставок, которое позволит достичь важных для компании конкурентных преимуществ.
Транспортно-экспедиционное обслуживание (ТЭО) — деятельность в области перевозок, охватывающая весь комплекс операций и услуг по доставке товара от производителя продукции к потребителю
Авианакладная (AWB) или авиационная накладная-это квитанция, выданная международной авиакомпанией за товар и подтверждающая договор перевозки. Это не является правоустанавливающим документом на товар.
Ж)ГП — готовая продукция; МР — материальные ресурсы; ЗЛС — звено логистической системы; ВМП — возвратные материальные потоки (тара, отходы, ….).
З)Виды поставок в логистике
К ним относят следующие виды логистики:
закупочную
производственную
складскую
сервисную
распределительную
информационную
финансовую
таможенную
и) Виды запасов в логистике
Запасы являются одним из основных факторов, влияющих на логистические издержки и уровень логистического обслуживания в целом. Существует три основных вида товарно-материальных запасов:
сырьевые материалы
товары, находящиеся на стадии изготовления
готовая продукция

№30 Запишите и запомните
Словосочетания со словом fire (огонь)
Fire extinguisher - огнетушитель
Fireman/Firefighter - пожарник
Fireworks - салют, фейерверк
Fire engine - пожарная машина
Fire hydrant - пожарный кран
Fire escape - пожарная лестница
Электричество - Electricity
Bulb - лампочка
Extension lead - переходник
Fuse - предохранитель
Batteries - батарейки
Socket - розетка
Plug – вилка
machine tool – станок.
lathe – токарный станок.
continuous milling machine, mill, miller, milling machine – фрезерный станок.
boring machine, borer, drill, drilling unit, drill unit, driller, drilling machine – сверлильный станок.
punching machine – штамповочная машина.
press – пресс.
hammer – молот (как механический станок, так и ручной молот).
cutting bit – любой режущий инструмент (резец, фреза, сверло и т.д.).
drill, drill bit, drilling bit, borer, perforator – сверло.
cutting tool – резец (также может быть любой режущий инструмент, включая кусачки и даже металлорежущие станки).
cutter – резец (или любой режущий инструмент, включая нож для высечки этикеток в полиграфии и офисный нож для разрезания бумаги).
mould (Br. Eng.), mold (Am. Eng.) – литейная форма, пресс-форма, матрица для штамповки.
welding – сварка.
soldering – пайка.
riveting – клёпка.
rivet – заклёпка (деталь для скрепления клёпкой).

Keys
|
1.Широкий спектр услуг
|
A wide range of services |
||||||||||||
|
1.1.Режущий инструмент
|
Cutting Tool |
||||||||||||
|
А. монолитный режущий инструмент В. Сборный режущий инструмент
|
A. Monolithic cutting tool B. Prefabricated cutting tool |
||||||||||||
|
1.2.Воспомогательный инструмент 1.3 Измерительный инструмент 1.4 Шлифовальный интсрумент №3
№4
№5
Test 8 1) b; 2) a; 3) c; 4) c; 5) a; 6) c; 7) a; 8) b; 9) c; 10) a; 11) d; 12) d; 13) b; 14) b; 15) d; 16) b; 17) a; 18) a; 19) d; 20) b. Test 9 1) b; 2) c; 3) d; 4) b; 5) c; 6) a; 7) c; 8) b; 9) c; 10) d; 11) c; 12) d; 13) c; 14) a; 15) b; 16) b; 17) c; 18) b; 19) b; 20) b.
№ 9 1) not knowing, having, to get; 2) looking, seeing; 3) locked; 4) being, to have; 5) making; 6) reading; 7) made; 8) to turn, working; 9) to say, to find; 10) to leave, to put; 11) listening, to listen, talking; 12) earning, to prove; 13) dining, have; 14) cutting, done;15) to decide, to work, graduating; 16) to have taken; 17) to start, raining, walking; 18) to tell; 19) rising, waiting; 20) seeing, reading, to talk; 21) to come, going; 22) keeping, to fill; 23) going, being; 24) planting, not to damage; 25) invented, to travel; 26) to buy, selling; 27) charged, receiving, selling, stolen; 28) trying, to repair; 29) being robbed; 30) to know, to know; 31) to know, to have been lost; 32) to know, leaving; 33) to take; 34) asked; 35) being sent; 36) crossing; 37) to be translated; 38) translating; 39) jumping, falling; 40) spending, arguing, to go, not to go.
№10 The Verbals Test 1) being tired, working; 2) her playing; 3) showing; 4) driving; 5) me to help; 6) losing; 7) not knowing, to use, translating-8) expressing, to keep; 9) answering, asking; 10) writing seeing; 11) written, read; 12) to bother, to talk; 13) for being; 14) being typed; 15) having passed; going; 16) to hear; 17) talking; 18) looking; being knocked; 19) in buying; 20) taking, to get.
1.5 Ручной инструмент №9
№10
№11
№12
№ 13.
№ 14
№ 15
№ 16
№ 17
|
1.2.Auxiliary tool 1.3 Measuring instrument 1.4 Grinding equipment
1.5 Hand tools |
||||||||||||
|
2.Инструментальная мебель
|
2.Tool furniture |
||||||||||||
|
3.Инвентарь
|
3.Inventory |
||||||||||||
|
4.Логистика
|
4.Logistics |
||||||||||||


Скачано с www.znanio.ru










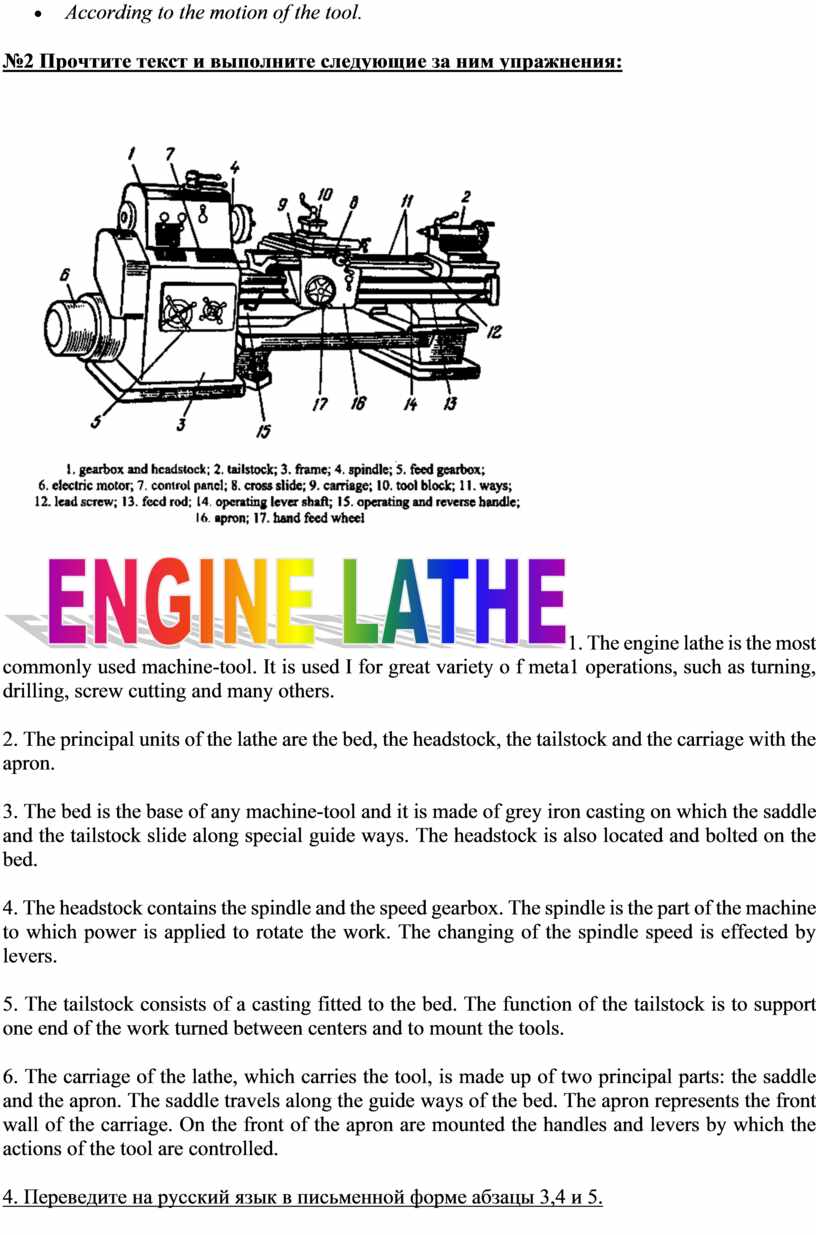

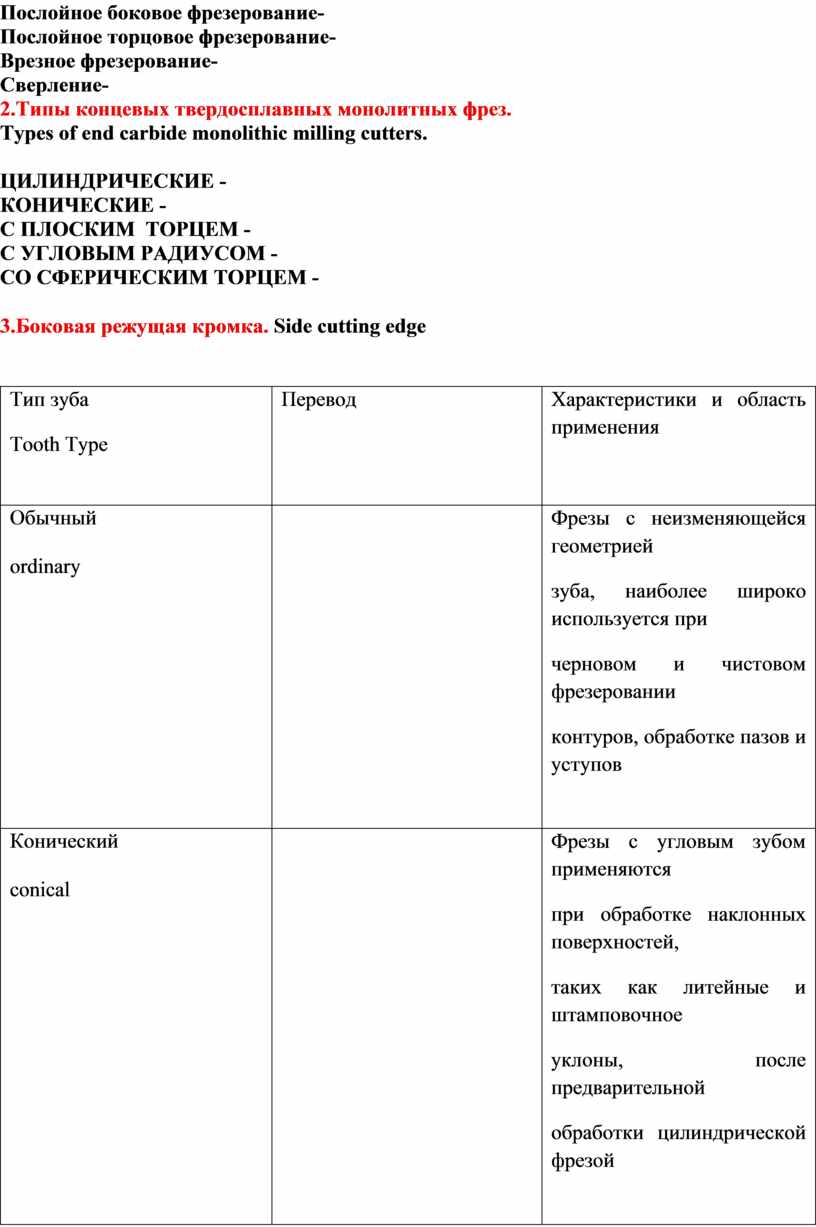





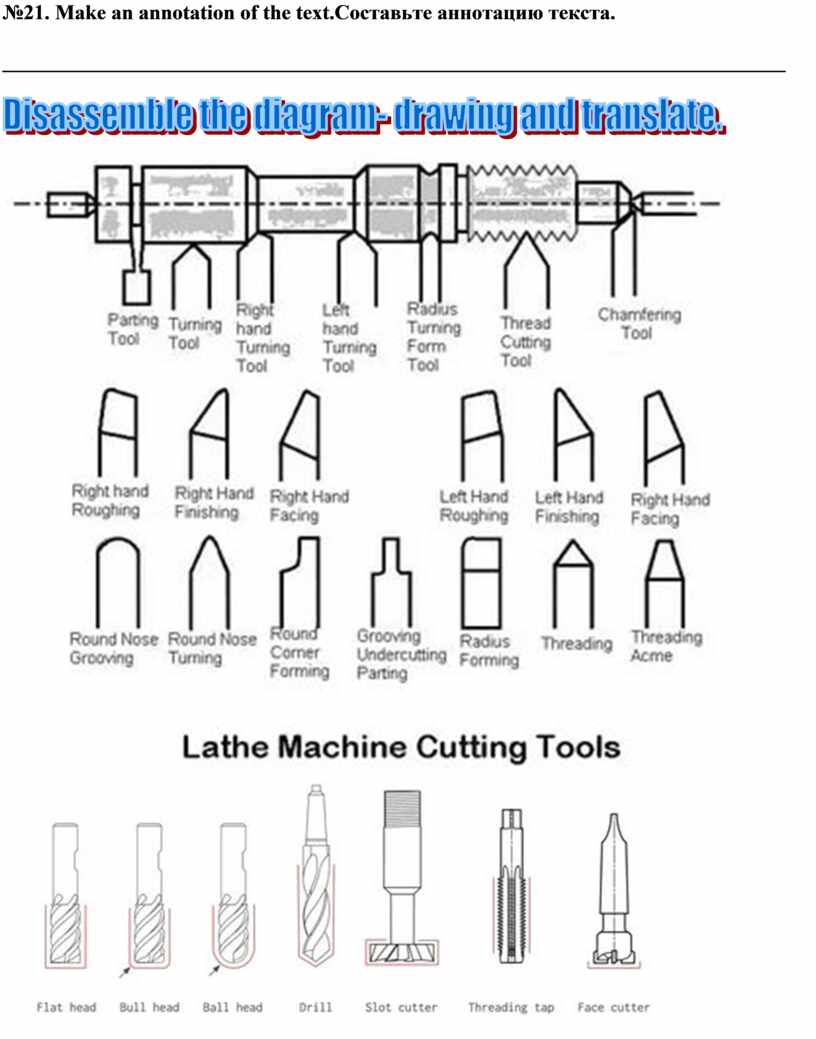

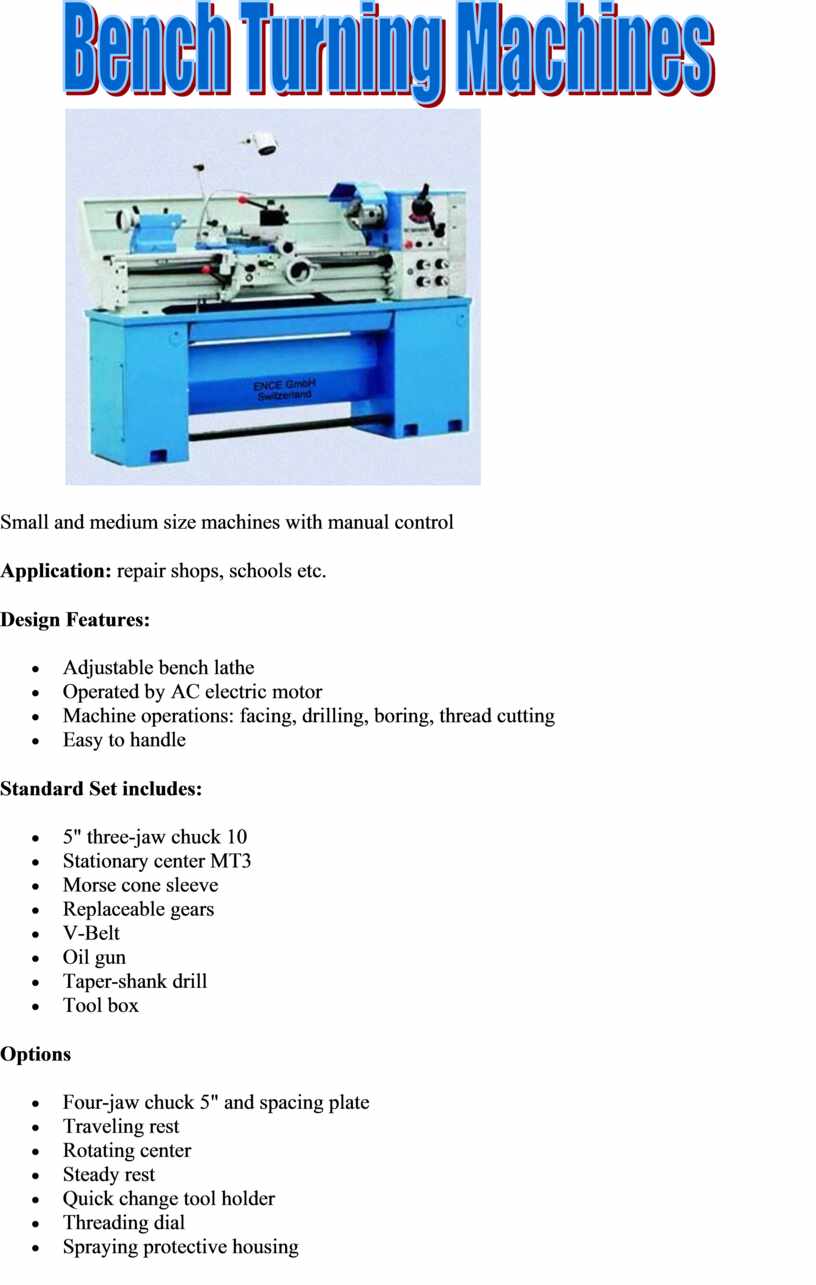





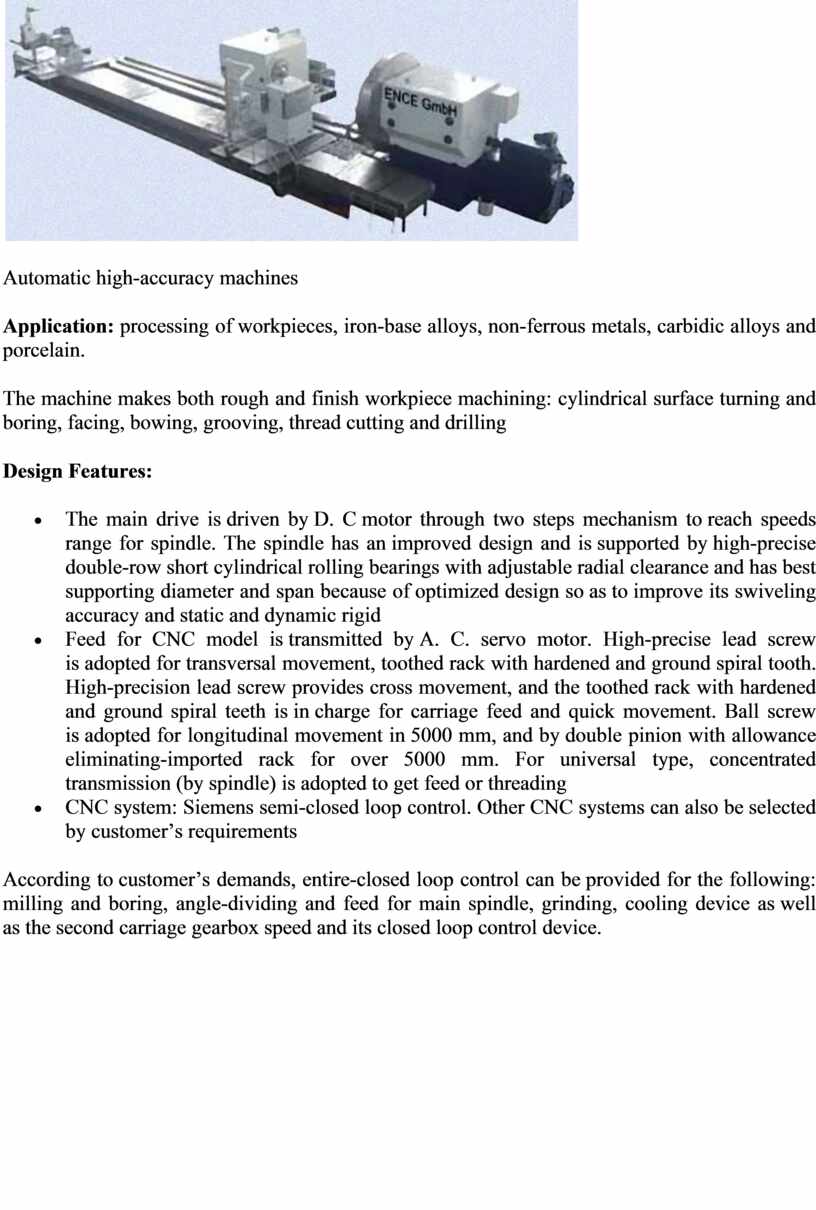
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.