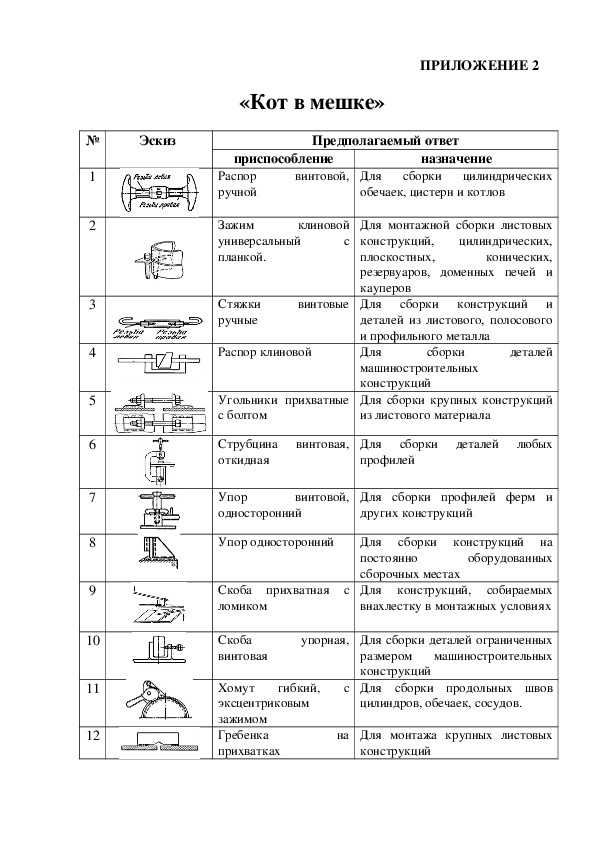
ПРИЛОЖЕНИЕ 2
«Кот в мешке»
№
Эскиз
Предполагаемый ответ
1
2
3
4
5
6
7
8
9
10
11
12
приспособление
назначение
Распор
ручной
винтовой,
Для сборки цилиндрических
обечаек, цистерн и котлов
Зажим
универсальный
планкой.
клиновой
с
Стяжки
ручные
винтовые
Распор клиновой
Угольники прихватные
с болтом
Для монтажной сборки листовых
цилиндрических,
конструкций,
плоскостных,
конических,
резервуаров, доменных печей и
кауперов
Для сборки конструкций и
деталей из листового, полосового
и профильного металла
Для
машиностроительных
конструкций
Для сборки крупных конструкций
из листового материала
деталей
сборки
Струбцина винтовая,
откидная
Для сборки деталей любых
профилей
Упор
односторонний
винтовой,
Упор односторонний
Скоба прихватная с
ломиком
Скоба
винтовая
упорная,
с
Хомут гибкий,
эксцентриковым
зажимом
Гребенка
прихватках
Для сборки профилей ферм и
других конструкций
Для сборки конструкций на
постоянно
оборудованных
сборочных местах
Для конструкций, собираемых
внахлестку в монтажных условиях
Для сборки деталей ограниченных
размером машиностроительных
конструкций
Для сборки продольных швов
цилиндров, обечаек, сосудов.
на
Для монтажа крупных листовых
конструкцийПРИЛОЖЕНИЕ 3
Карточка 1
1. Каким требованиям должны удовлетворять сборочно
сварочные приспособления?
Предполагаемый ответ
Обеспечивать доступность к местам установки деталей, к рукояткам
фиксирующих и зажимных устройств, к местам прихваток и местам
сварки.
Обеспечивать на выгоднейший порядок сборки и наиболее правильный
порядок наложения сварных швов.
Быть достаточно прочными и жесткими, чтобы обеспечить точное
закрепление деталей в требуемом положении и препятствовать их
деформированию при сварке.
Обеспечивать такие положения изделия, при которых требуется
наименьшее число поворотов как при наложении прихваток, так и при
сварке.
Обеспечивать свободный доступ для проверки размеров изделий.
Обеспечивать легкий съем собранного или сваренного изделия.
Обеспечивать безопасность выполнения сборочносварочных работ.
Карточка 2
1. Наряду с обеспечением требуемого взаимного расположения
свариваемых деталей сборочносварочные приспособления
обеспечивают:
Предполагаемый ответ
1. уменьшение трудоемкости работ;
2. повышение производительности труда;
3. сокращение длительности производственного цикла работ;
4. облегчение условий труда;
5. повышение точности работ;6. улучшение качества продукции;
7. сохранение заданной формы свариваемых изделий путем
соответствующего закрепления их в целях уменьшения деформаций при
сварке.
Карточка 1
1. Каким требованиям должны удовлетворять
сборочносварочные приспособления?
Карточка 2
1. Наряду с обеспечением требуемого взаимного
расположения свариваемых деталей сборочно
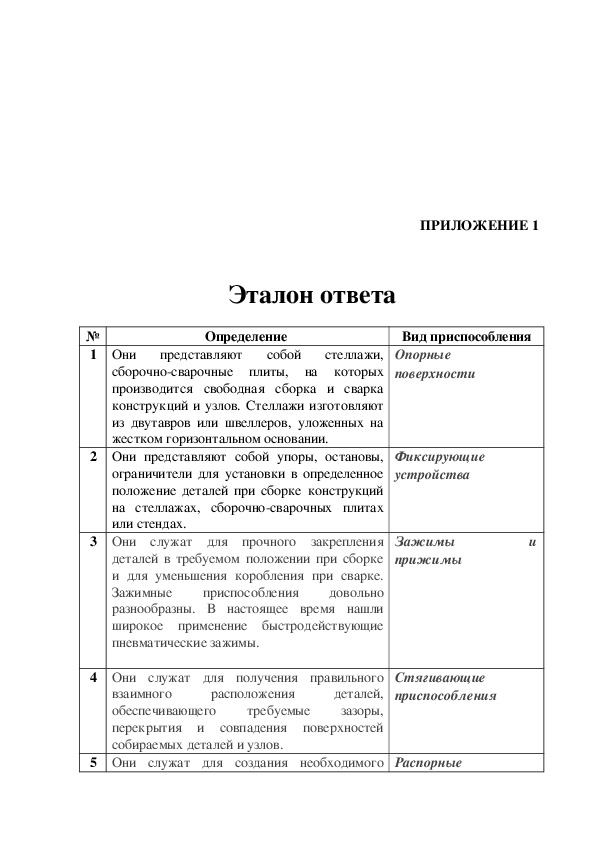
сварочные приспособления обеспечивают:ПРИЛОЖЕНИЕ 1
Эталон ответа
Определение
№
1 Они представляют собой стеллажи,
сборочносварочные плиты, на которых
производится свободная сборка и сварка
конструкций и узлов. Стеллажи изготовляют
из двутавров или швеллеров, уложенных на
жестком горизонтальном основании.
2 Они представляют собой упоры, остановы,
ограничители для установки в определенное
положение деталей при сборке конструкций
на стеллажах, сборочносварочных плитах
или стендах.
3 Они служат для прочного закрепления
деталей в требуемом положении при сборке
и для уменьшения коробления при сварке.
Зажимные
приспособления довольно
разнообразны. В настоящее время нашли
широкое применение быстродействующие
пневматические зажимы.
Вид приспособления
Опорные
поверхности
Фиксирующие
устройства
Зажимы
прижимы
и
4 Они служат для получения правильного
деталей,
взаимного
обеспечивающего
зазоры,
перекрытия и совпадения поверхностей
собираемых деталей и узлов.
расположения
требуемые
Стягивающие
приспособления
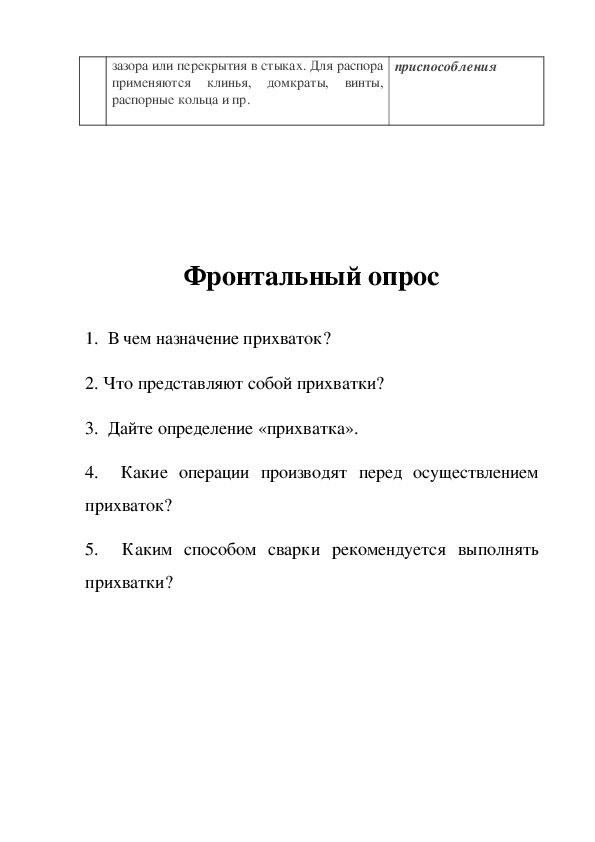
5 Они служат для создания необходимого Распорныезазора или перекрытия в стыках. Для распора
применяются клинья, домкраты, винты,
распорные кольца и пр.
приспособления
Фронтальный опрос
1. В чем назначение прихваток?
2. Что представляют собой прихватки?
3. Дайте определение «прихватка».
4. Какие операции производят перед осуществлением
прихваток?
5. Каким способом сварки рекомендуется выполнять
прихватки?ПРИЛОЖЕНИЕ 4
Эталон ответа
Фронтальный опрос
№
1 В
Вопрос
чем
назначение
прихваток?
2 Что представляют собой
прихватки?
3 Дайте
определение
«прихватка».
4 Какие операции производят
осуществлением
перед
прихваток?
Предполагаемый ответ
Для сборки изделий под
сварку.
Прихватки представляют собой
короткие швы.
Сварочными
прихватками
называются короткие швы с
поперечным сечением до 1/3
поперечного сечения полного
шва.
Свариваемые кромки зачищают
до металлического блеска,
удаляют ржавчину, окалины,
масла, влагу и различные
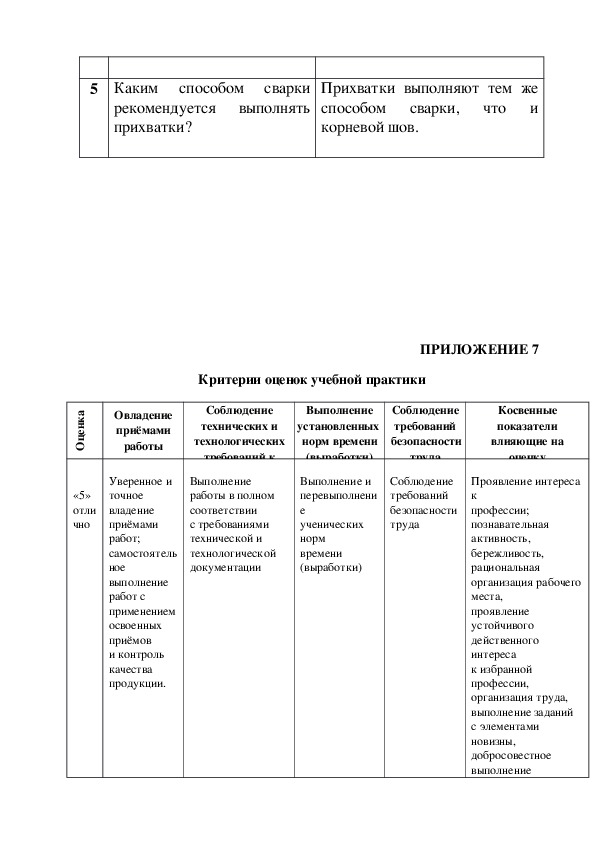
неметаллические включения.5 Каким способом сварки
рекомендуется выполнять
прихватки?
Прихватки выполняют тем же
способом сварки,
что и
корневой шов.
Критерии оценок учебной практики
ПРИЛОЖЕНИЕ 7
а Овладение
приёмами
работы
к
н
е
ц
О
Соблюдение
технических и
технологических
требований к
Выполнение
установленных
норм времени
(выработки)
Соблюдение
требований
безопасности
труда
Косвенные
показатели
влияющие на
оценку
Выполнение
работы в полном
соответствии
с требованиями
технической и
технологической
документации
Выполнение и
перевыполнени
е
ученических
норм
времени
(выработки)
Соблюдение
требований
безопасности
труда
«5»
отли
чно
Уверенное и
точное
владение
приёмами
работ;
самостоятель
ное
выполнение
работ с
применением
освоенных
приёмов
и контроль
качества
продукции.
Проявление интереса
к
профессии;
познавательная
активность,
бережливость,
рациональная
организация рабочего
места,
проявление
устойчивого
действенного
интереса
к избранной
профессии,
организация труда,
выполнение заданий
с элементами
новизны,
добросовестное
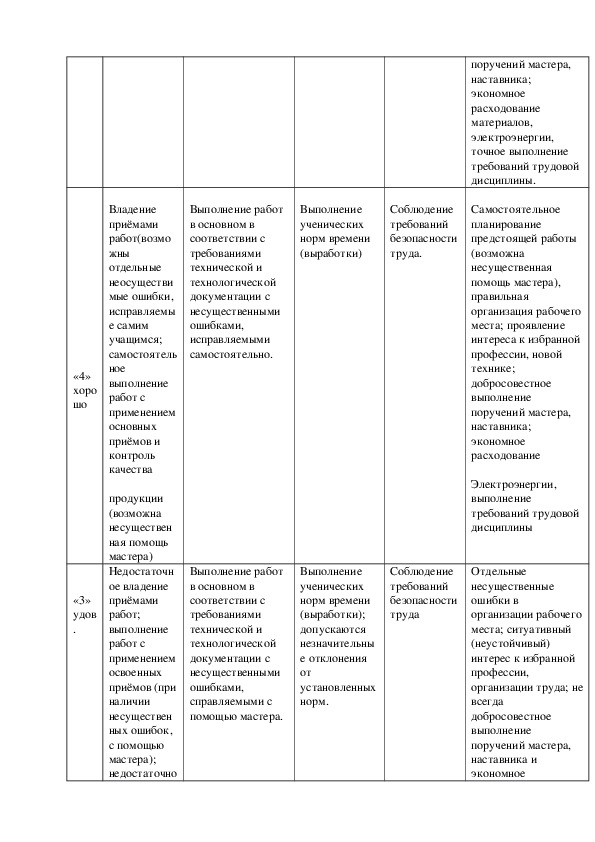
выполнениепоручений мастера,
наставника;
экономное
расходование
материалов,
электроэнергии,
точное выполнение
требований трудовой
дисциплины.
Самостоятельное
планирование
предстоящей работы
(возможна
несущественная
помощь мастера),
правильная
организация рабочего
места; проявление
интереса к избранной
профессии, новой
технике;
добросовестное
выполнение
поручений мастера,
наставника;
экономное
расходование
Электроэнергии,
выполнение
требований трудовой
дисциплины
Отдельные
несущественные
ошибки в
организации рабочего
места; ситуативный
(неустойчивый)
интерес к избранной
профессии,
организации труда; не
всегда
добросовестное
выполнение
поручений мастера,
наставника и
экономное
Выполнение
ученических
норм времени
(выработки)
Соблюдение
требований
безопасности
труда.
Выполнение работ
в основном в
соответствии с
требованиями
технической и
технологической
документации с
несущественными
ошибками,
исправляемыми
самостоятельно.
Соблюдение
требований
безопасности
труда
Выполнение работ
в основном в
соответствии с
требованиями
технической и
технологической
документации с
несущественными
ошибками,
справляемыми с
помощью мастера.
Выполнение
ученических
норм времени
(выработки);
допускаются
незначительны
е отклонения
от
установленных
норм.
Владение
приёмами
работ(возмо
жны
отдельные
неосуществи
мые ошибки,
исправляемы
е самим
учащимся;
самостоятель
ное
выполнение
работ с
применением
основных
приёмов и
контроль
качества
продукции
(возможна
несуществен
ная помощь
мастера)
Недостаточн
ое владение
приёмами
работ;
выполнение
работ с
применением
освоенных
приёмов (при
наличии
несуществен
ных ошибок,
с помощью
мастера);
недостаточно
«4»
хоро
шо
«3»
удов
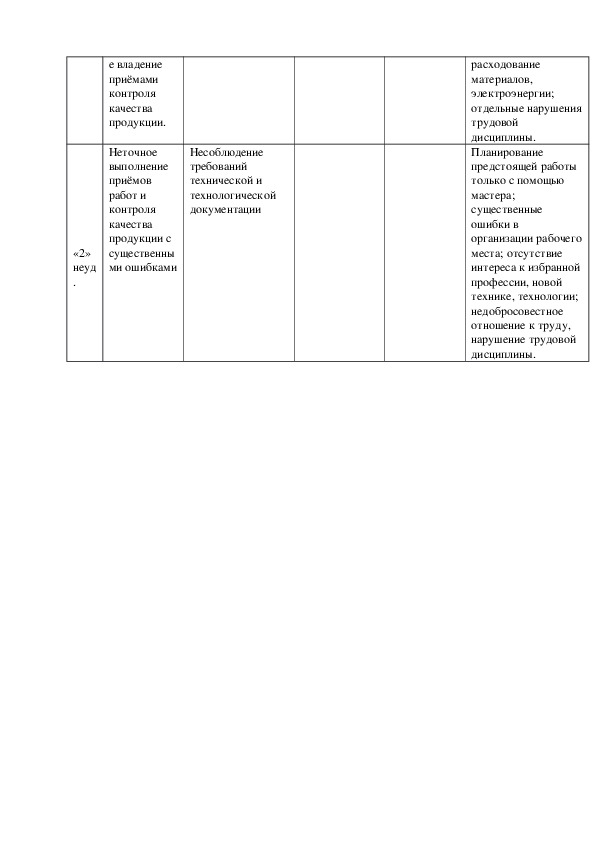
.е владение
приёмами
контроля
качества
продукции.
Неточное
выполнение
приёмов
работ и
контроля
качества
продукции с
существенны
ми ошибками
«2»
неуд
.
Несоблюдение
требований
технической и
технологической
документации
расходование
материалов,
электроэнергии;
отдельные нарушения
трудовой
дисциплины.
Планирование
предстоящей работы
только с помощью
мастера;
существенные
ошибки в
организации рабочего
места; отсутствие
интереса к избранной
профессии, новой
технике, технологии;
недобросовестное
отношение к труду,
нарушение трудовой
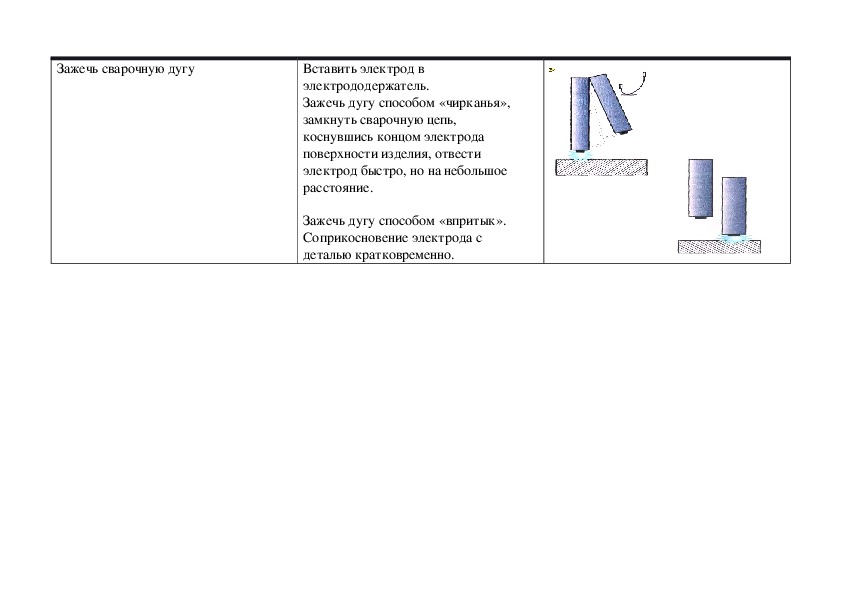
дисциплины.Зажечь сварочную дугу
Вставить электрод в
электрододержатель.
Зажечь дугу способом «чирканья»,
замкнуть сварочную цепь,
коснувшись концом электрода
поверхности изделия, отвести
электрод быстро, но на небольшое
расстояние.
Зажечь дугу способом «впритык».
Соприкосновение электрода с
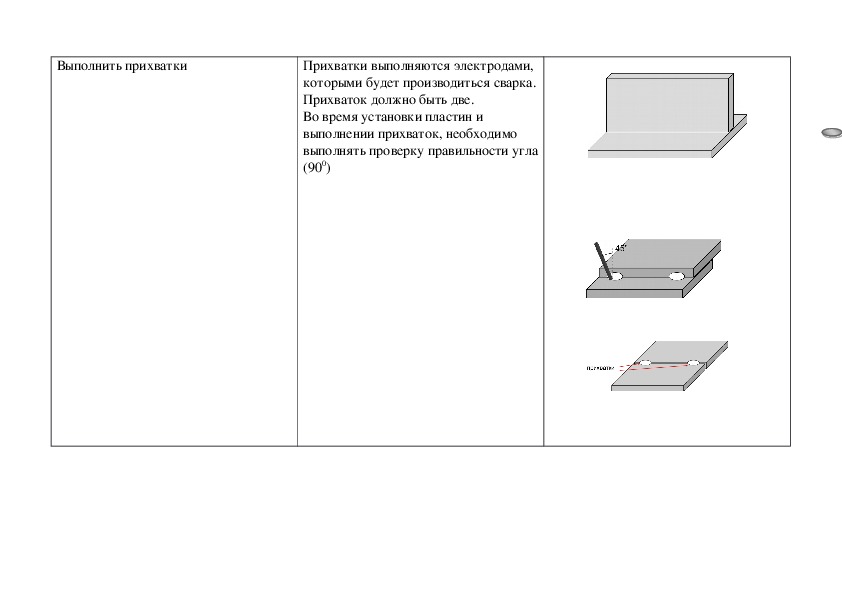
деталью кратковременно.Выполнить прихватки
Прихватки выполняются электродами,
которыми будет производиться сварка.
Прихваток должно быть две.
Во время установки пластин и
выполнении прихваток, необходимо
выполнять проверку правильности угла
(900)Зачистка шва
Выполнить зачистку шва при помощи
молоткашлакоотделителя и щетки по
металлу