Поделиться

22. Виды и причины износа шпинделей тор
Шпиндель — одна из ответственных деталей станка, от точности и жесткости которого зависит качество выполняемых на станке операций. Отклонения от формы и размеров поверхностей шпинделя допускаются в очень узком диапазоне, поэтому к ремонту шпинделей предъявляются повышенные требования. Определена специфика ремонта концов шпинделей, которые имеют коническое отверстие и резьбу, посадочную шейку или конус для базирования технологической оснастки. Если во время ремонта изменить размеры поверхностей конца шпинделя, то нужно будет менять или переделывать прилагаемую к станку технологическую оснастку. Поэтому при ремонте стремятся восстановить его в начальных размерах, особенно это касается поверхностей концов шпинделя.
Выбор способа восстановления основных поверхностей шпинделя производят в зависимости от величины их износа.
При износе поверхностей шпинделя до 0,05 мм на сторону вначале выполняют предварительное шлифование для восстановления геометрической формы поверхностей и хромирование, после чего окончательно шлифуют, снимая слой до 0,03 мм на сторону.
Поверхности шпинделей, имеющие износ более 0,05 мм на сторону, подвергают наращиванию металлом одним из известных способов, затем — механической обработке.
Коническое отверстие на конце шпинделя при восстановлении обычно шлифуют, затем торец шпинделя подрезают по конусному калибру. Торец фланца шпинделя также подрезают после восстановления шлифованием конусной посадочной шейки на конце шпинделя.
Резьбы у шпинделей при ремонте обычно прорезают до полного профиля, а нестандартные гайки к ним изготовляют заново.
При восстановлении шпинделей нужно выбирать такие способы ремонта, которые параллельно с восстановлением начальных размеров обеспечивали бы повышение износостойкости поверхностей.
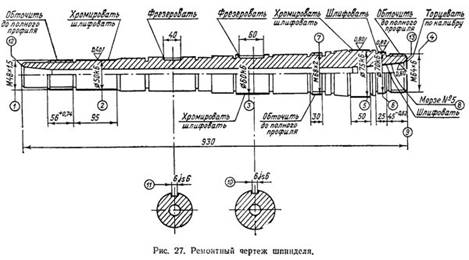
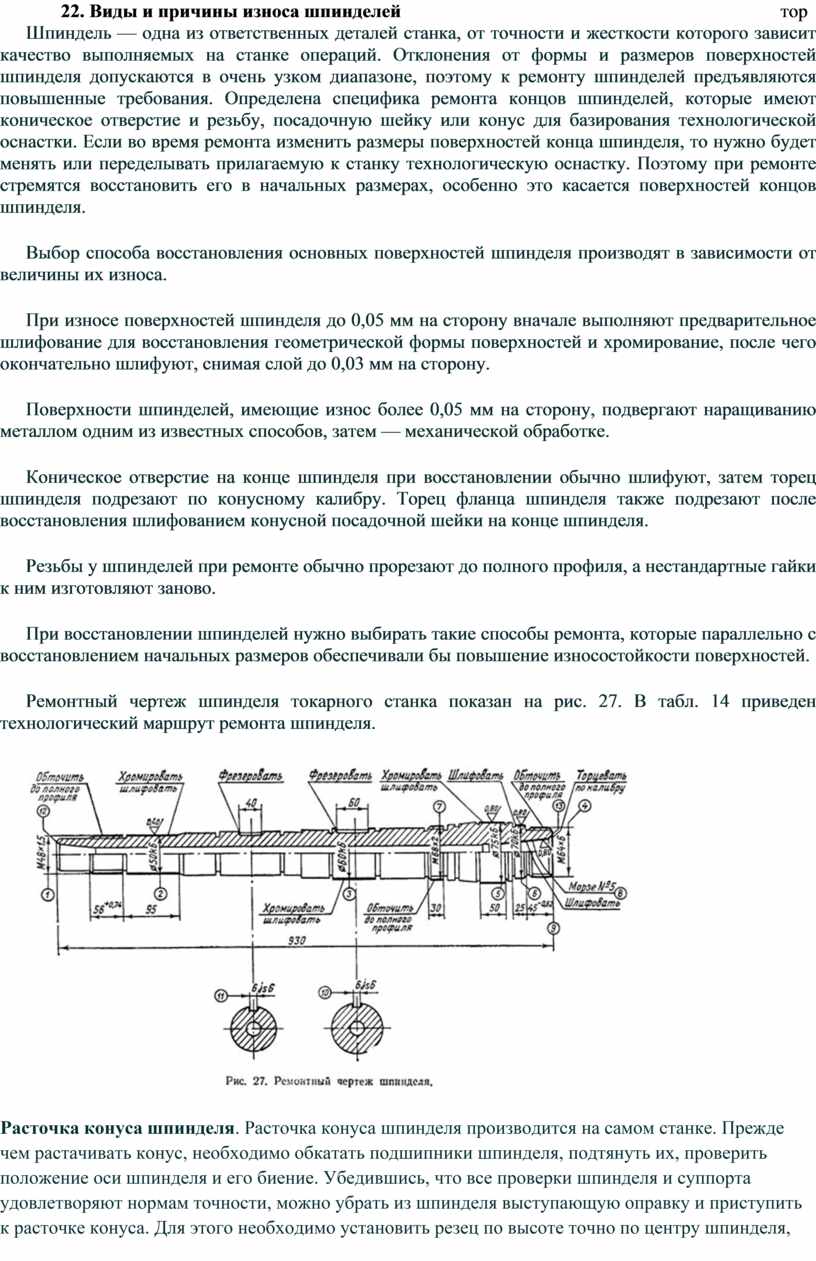
Ремонтный чертеж шпинделя токарного станка показан на рис. 27. В табл. 14 приведен технологический маршрут ремонта шпинделя.
Расточка конуса шпинделя. Расточка конуса шпинделя производится на самом станке. Прежде чем растачивать конус, необходимо обкатать подшипники шпинделя, подтянуть их, проверить положение оси шпинделя и его биение. Убедившись, что все проверки шпинделя и суппорта удовлетворяют нормам точности, можно убрать из шпинделя выступающую оправку и приступить к расточке конуса. Для этого необходимо установить резец по высоте точно по центру шпинделя, настроить резцовые салазки под угол, соответствующий углу конуса шпинделя; смазать поверхность конуса скипидаром и расточить под ближайший нормальный калибр. После расточки поверхность конуса следует отполировать. мелким наждачным полотном и тщательно протереть чистой тряпкой. Если имеется шлифовальное приспособление, то вместо полирования наждачным полотном лучше произвести шлифование конуса. Конус проверяется нормальной калиброванной пробкой по краске или по мелу. Проверку на биение производят при помощи контрольной оправки, вставленной в конусное отверстие шпинделя. При этом способе расточки конуса его биения не должно быть. Если же оправка имеет биение, то нужно прежде всего проверить оправку и лишь потом уже искать причину биения в неточности шпинделя или его подшипников.
Посадочные места шпинделя под шарико- и роликоподшипники часто ослабляются. Лучший способ исправления — хромировать или металлизировать эти места на необходимую толщину. Если позволяет конструкция, можно обточить шейку и в горячем состоянии насаживать стальное кольцо с припуском по наружному диаметру для обточки и шлифования. Кольцо следует делать толщиной не менее 4—6 мм в зависимости от диаметра шейки.
Резьба конца шпинделя обычно забивается или изнашивается. Резьбу для упорных колец и других мало ответственных и легко заменяемых деталей следует прорезать, а сопрягающиеся детали сделать новые с резьбой по месту. Резьбу конца шпинделя для навинчивания патрона также можно прорезать, если она может быть нестандартной. Если же резьба должна быть стандартной, шпиндель нужно заменять. Заварку производить не рекомендуется, так как редко удается получить хорошую поверхность резьбы, вследствие чего она быстро портится и заедает при свинчивании патрона.
Шпоночные пазы на шпинделе обычно разбиваются. Самый простой способ исправления — фрезеровать больший паз и пригнать нестандартную шпонку. В тех случаях, когда шпоночный паз не требует расположения обязательно на старом месте, можно делать новый паз на новом месте.
Шейки шпинделя. Износ шеек во многом зависит от их качества. Если шейки сырые, то износ может быть очень значительным и возможны большие задиры по окружности. Если конструкция шпинделя позволяет, шейку нужно проточить, прошлифовать и отполировать пастой ГОИ или жимками с мелким наждачным полотном, обильно смачивая при этом шейки маслом. Если нет шлифовальных станков, то шейки следует чисто обработать широким пружинящим резцом на токарном станке, снимая очень тонкую стружку, а потом отполировать до зеркального блеска.
Если уменьшить диаметр шейки нельзя, можно проточить ее и надеть на нее с горячей посадкой втулку из соответствующей стали. Если же это невозможно, то шпиндель нужно заменить новым.
При закаленных или азотированных шейках глубоких задиров не бывает. Обычно бывают риски и равномерный или неравномерный износ. В этих случаях шейки нужно шлифовать и полировать до зеркального блеска, но перед полированием необходимо проверить, не снят ли твердый слой весь или частями. Проверку можно произвести пробой мелким напильником. Если шейка мягкая, ее следует нахромировать тонким слоем (до 0,01—0,03 мм хрома). Если сталь шпинделя поддается закалке, шейки можно закалить токами высокой частоты. При невозможности повысить твердость шеек, вопрос о замене шпинделя нужно решать в зависимости от условий работы станка.
Подшипники. Шарико- и роликоподшипники ремонтировать самим не следует, так как хорошего качества ремонта в условиях ремонтного цеха достичь нельзя. При поломке отдельных шариков и при неиспорченных поверхностях колец шарики нужно заменить новыми, но при более или менее продолжительной работе колец нужно менять все шарики, независимо от того, сколько их сломалось.
Для выполнения ремонта шпинделя необходимо иметь следующее оборудование:
· токарно-винторезный станок
· вертикально-фрезерный станок
· круглошлифовальный станок
· отремонтированный станок с установленным на нем шпинделем
· верстак со слесарными тисками
· гальваническая ванна

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.
