Поделиться

Министерство образования Красноярского края
краевое государственное бюджетное профессиональное образовательное учреждение
«Зеленогорский техникум промышленных технологий и сервиса»
Дифференцированный зачет
по ОПОП СПО по профессии 15.01.05 Сварщик ( электросварочные и газосварочные работы)
Дата проведения «______»_____________________201_г.
Курс __, группа ___
Профессиональный модуль: ПМ.02 Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях.
Учебная практика
Форма проведения: практическая работа
Формируемые компетенции:
ПК 2.1. Выполнять газовую сварку средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и конструкционных сталей и простых деталей из цветных металлов и сплавов.
ПК 2.2. Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов.
ПК 2.3. Выполнять автоматическую и механизированную сварку с использованием плазмотрона средней сложности и сложных аппаратов, узлов, деталей, конструкций и трубопроводов из углеродистых и конструкционных сталей.
ПК 2.4. Выполнять кислородную, воздушно-плазменную резку металлов прямолинейной и сложной конфигурации.
ПК 2.5. Читать чертежи средней сложности и сложных сварных металлоконструкций.
ПК 2.6. Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда.
Практический опыт, умения, знания:
иметь практический опыт
выполнение газовой сварки средней сложности и сложных узлов, деталей и трубопроводов из углеродистых и конструкционных и простых деталей из цветных металлов и сплавов;
выполнение ручной дуговой и плазменной сварки средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов;
выполнение автоматической и механизированной сварки с использованием плазмотрона средней сложности и сложных аппаратов, узлов, деталей, конструкций и трубопроводов из углеродистых и конструкционных сталей;
выполнение кислородной, воздушно-плазменной резки металлов прямолинейной и сложной конфигурации;
чтение чертежей средней сложности и сложных сварных металлоконструкций;
организация безопасного выполнения сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда;
уметь
выполнять технологические приёмы ручной дуговой, плазменной и газовой сварки, автоматической и полуавтоматической сварки с использованием плазмотрона деталей, узлов, конструкций и трубопроводов различной сложности из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов во всех пространственных положениях шва;
выполнять автоматическую сварку ответственных сложных строительных и технологических конструкций, работающих в сложных условиях;
выполнять автоматическую сварку в среде защитных газов неплавящимся электродом горячетканных полос из цветных металлов и сплавов под руководством электросварщика более высокой квалификации;
выполнять автоматическую микроплазменную сварку;
выполнять ручную кислородную, плазменную и газовую прямолинейную и фигурную резку и резку бензорезательными и керосинорезательными аппаратами на переносных, стационарных и плазморезательных машинах деталей разной сложности из различных сталей, цветных металлов и сплавов по разметке;
производить кислородно-флюсовую резку деталей из высокохромистых и хромистоникелевых сталей и чугуна;
выполнять кислородную резку судовых объектов на плаву;
выполнять ручное электродуговое воздушное строгание разной сложности деталей из различных сталей, чугуна, цветных металлов и сплавов в различных положениях;
производить предварительный и сопутствующий подогрев при сварке деталей с соблюдением заданного режима;
устанавливать режимы сварки по заданным параметрам;
экономично расходовать материалы и электроэнергию, бережно обращаться с инструментами, аппаратурой и оборудованием;
соблюдать требования безопасности труда и пожарной безопасности;
читать рабочие чертежи сварных металлоконструкций различной сложности;
знать
устройство обслуживаемых электросварочных и плазморезательных машин, газосварочной аппаратуры, автоматов, полуавтоматов, плазмотронов и источников питания;
свойства и назначение сварочных материалов, правила их выбора;
марки и типы электродов;
правила установки режимов сварки по заданным параметрам;
особенности сварки и электродугового строгания на переменном и постоянном токе;
технологию сварки изделий в камерах с контролируемой атмосферой;
основы электротехники в пределах выполняемой работы;
методы получения и хранения наиболее распространённых газов, используемых при газовой сварке;
процесс газовой резки легированной стали;
режим резки и расхода газов при кислородной и газоэлектрической резке;
правила чтения чертежей сварных пространственных конструкций, свариваемых сборочных единиц и механизмов;
технологию изготовления сварных типовых машиностроительных деталей и конструкций;
материалы и нормативные документы на изготовление, и монтаж сварных конструкций;
сущность технологичности сварных деталей и конструкций;
требования к организации рабочего места и безопасности выполнения сварочных работ
Практическая работа
(Дифференцированный зачет)
Задание 1
Проверяемые результаты: ПК 3.1- ПК 3.6,ОК 2, ОК 3, ОК 7, ПО1- ПО6, У1- У6. ПК 4.1- ПК 4.4, ОК 2, ОК 3, ОК 4, ОК 7, ПО1.1 — ПО 4.1, У1.1- У 5.1
Текст задания:
Выполнить дуговую наплавку на поверхность труб. Выявить и устранить дефекты в наплавленном слое.


Этапы выполнения задания:
1. Зачистить всю поверхность. 2. Настройка ориентировочных режимов наплавки, выбор техники наплавки 3. Произвести наплавку валика №1, снизу в верх. 4. Зачистить от шлака кратер и валик 5. Произвести промежуточный контроль внешним осмотром. 6. Повернуть трубу на 900. 7. Заплавить кратер предыдущего валика. Произвести наплавку валика №2, снизу в верх. 8. Зачистить от шлака кратер и валик. Произвести промежуточный контроль внешним осмотром. Повернуть трубу на 900. 9. Заплавить кратер предыдущего валика. Произвести наплавку валика №3, снизу в верх. 10. Зачистить от шлака кратер и валик. Произвести промежуточный контроль внешним осмотром. Повернуть трубу на 900. 11. Заплавить кратер предыдущего валика. Произвести наплавку валика №4, снизу в верх. 12. Установить замок на длину 5-7 мм., наплавив валик №4 на валик №1. 13. Заварку кратера произвести на основном металле (вывести в сторону от валика). 14. Зачистить от шлака кратер и валик. Произвести промежуточный контроль внешним осмотром. 15. Произвести контроль всего наплавленного слоя по кругу. 16. Определить при наличии дефектные участки, название дефекта, причины его образования. 17. Определить способы устранения дефекта. 18. Удалить дефект – зачистить, вырубить. Произвести повторную заварку. 19. Произвести контроль
Практическая работа
(Дифференцированный зачет)
Задание 3
Проверяемые результаты: ПК 3.1- ПК 3.6,ОК 2, ОК 3, ОК 7, ПО1- ПО6, У1- У6. ПК 4.1- ПК4.4, ОК 2, ОК 3, ОК 4, ОК 7, ПО1.1 — ПО 4.1, У1.1- У 5.1
Текст задания:
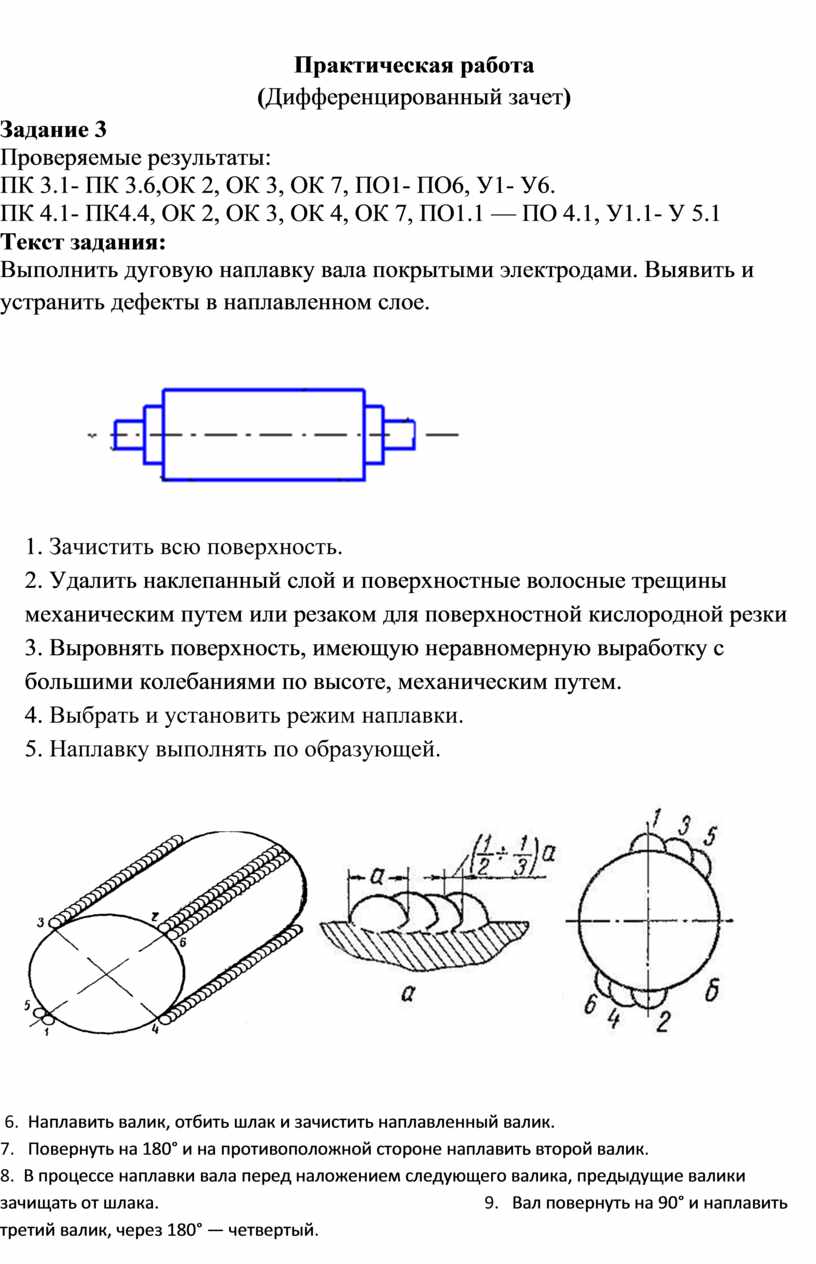
Выполнить дуговую наплавку вала покрытыми электродами. Выявить и устранить дефекты в наплавленном слое.

1. Зачистить всю поверхность. 2. Удалить наклепанный слой и поверхностные волосные трещины механическим путем или резаком для поверхностной кислородной резки 3. Выровнять поверхность, имеющую неравномерную выработку с большими колебаниями по высоте, механическим путем. 4. Выбрать и установить режим наплавки. 5. Наплавку выполнять по образующей.


6. Наплавить валик, отбить шлак и зачистить наплавленный валик. 7. Повернуть на 180° и на противоположной стороне наплавить второй валик. 8. В процессе наплавки вала перед наложением следующего валика, предыдущие валики зачищать от шлака. 9. Вал повернуть на 90° и наплавить третий валик, через 180° — четвертый. 10. Наплавку валиков производить до той поры пока не будет перекрыт первый валик. 11. В процессе работы производить пооперационный контроль. 12. Наплавку вести короткой дугой постоянным током обратной полярности. 13. Не допускать перегрев наплавленного слоя, наплавку вести отдельными валиками с полным последовательным охлаждением каждого валика. 14. Произвести контроль всего наплавленного слоя по кругу. 15. Определить при наличии дефектные участки, название дефекта, причины его образования. 16. Определить способы устранения дефекта. 17. Удалить дефект – зачистить, вырубить. Произвести повторную заварку. 19. Произвести контроль
Практическая работа
(Дифференцированный зачет)
Задание 2
Проверяемые результаты: ПК 3.1- ПК 3.6,ОК 2, ОК 3, ОК 7, ПО1- ПО6, У1- У6. ПК 4.1- ПК4.4, ОК 2, ОК 3, ОК 4, ОК 7, ПО1.1 — ПО 4.1, У1.1- У 5.1
Текст задания:
Выполнить дуговую наплавку плоских поверхностей. Выявить и устранить дефекты в наплавленном слое.


Этапы выполнения задания:
1. Очистить металлической щеткой пластину от ржавчины
2. Мелом начертить расположение первого валика 3. Выполняем наплавку первого валика по технологии наплавки одиночных валиков помелу 4.Наплавленный слой наносим ниточными валиками с перекрытием один другого на 0,3-0,4 их ширины 5. Дать остыть металлу, затем отбить шлак 6. Зачистить металлической щеткой от нагара 7. Выполнить наплавку второго валика с перекрытием первого 8. Электрод не отходит от края наплавленного валика (не оттягивать дугу) 9. Верхний край сварочной ванночки должен доходить до вершины направленного валика 10. Наплавку производить до края пластины 11. В процессе наплавки перед наложением следующего валика, предыдущие валики зачищать от шлака. 12. В процессе работы производить пооперационный контроль. 13.По окончанию работы проверить геометрические параметры наплавленного слоя 14. Определить при наличии дефектные участки 15.При выявлении изгиба валика, наплавить дополнительные (провести выравнивание начала или конца). 16. Удалив дефекты, произвести контроль
Практическая работа
(Дифференцированный зачет)
Задание 4
Проверяемые результаты: ПК 3.1- ПК 3.6,ОК 2, ОК 3, ОК 7, ПО1- ПО6, У1- У6. ПК 4.1- ПК4.4, ОК 2, ОК 3, ОК 4, ОК 7, ПО1.1 — ПО 4.1, У1.1- У 5.1
Текст задания:
Выполнить полуавтоматическую наплавку изношенных поверхностей инструментов. Выявить горячую правку наплавленного инструмента.

Наплавка изношенной поверхности инструмента выполняется зигзагообразным движением электрода

Этапы выполнения задания:
1. Выполнить подготовку поверхности
2. Выбрать и установить режимы наплавки 3. Установить и закрепить инструмент 4. Установить положение сварочной горелки относительно наплавляемой детали, смещение и необходимый вылет электрода 5. Установить скорость подачи проволоки 6. Выполнить подогрев рабочей зоны 7. Выполнить наплавку валиков с перекрытием предыдущего 8. Наплавка выполняется открытой дугой 9. Наплавленный слой наносится узкими валиками с перекрытием один другого на 0,3-0,4 их ширины 10.По окончанию работы проверить геометрические параметры наплавленного слоя 11. Определить при наличии дефектные участки 12.При выявлении изгиба детали провести термическую обработку 13. Выполнить правку
14. Произвести контроль выполненной работы







Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.