Поделиться

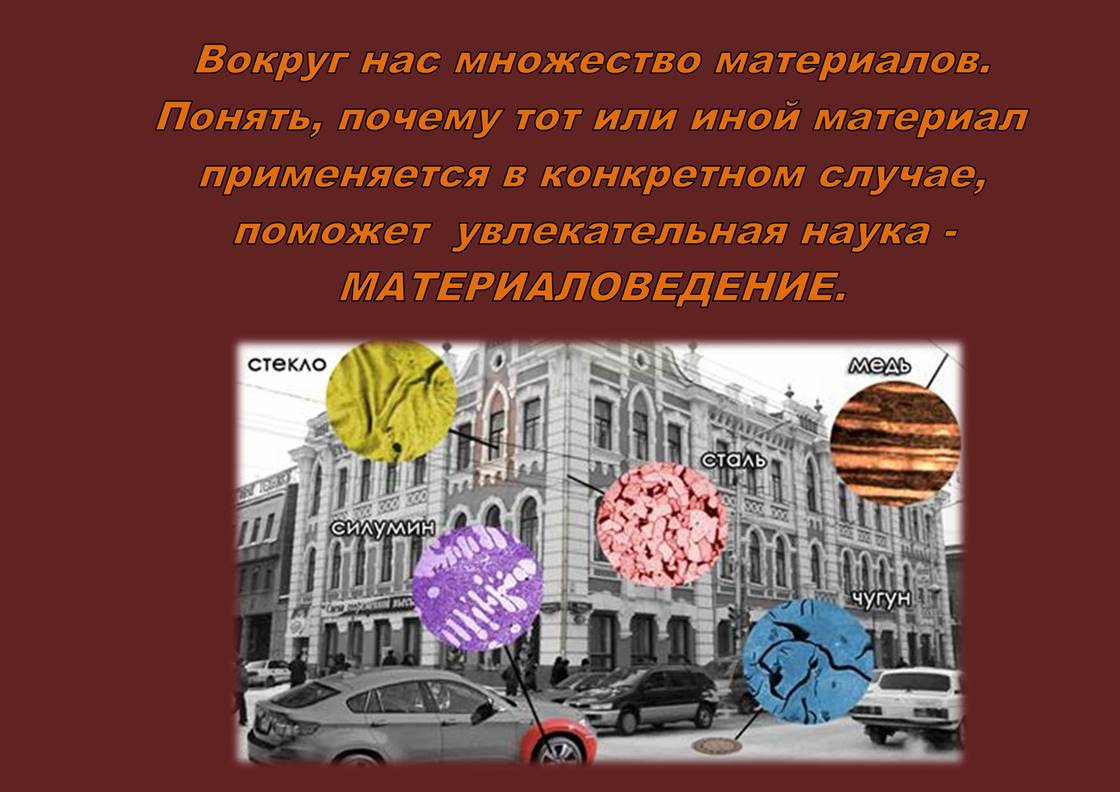

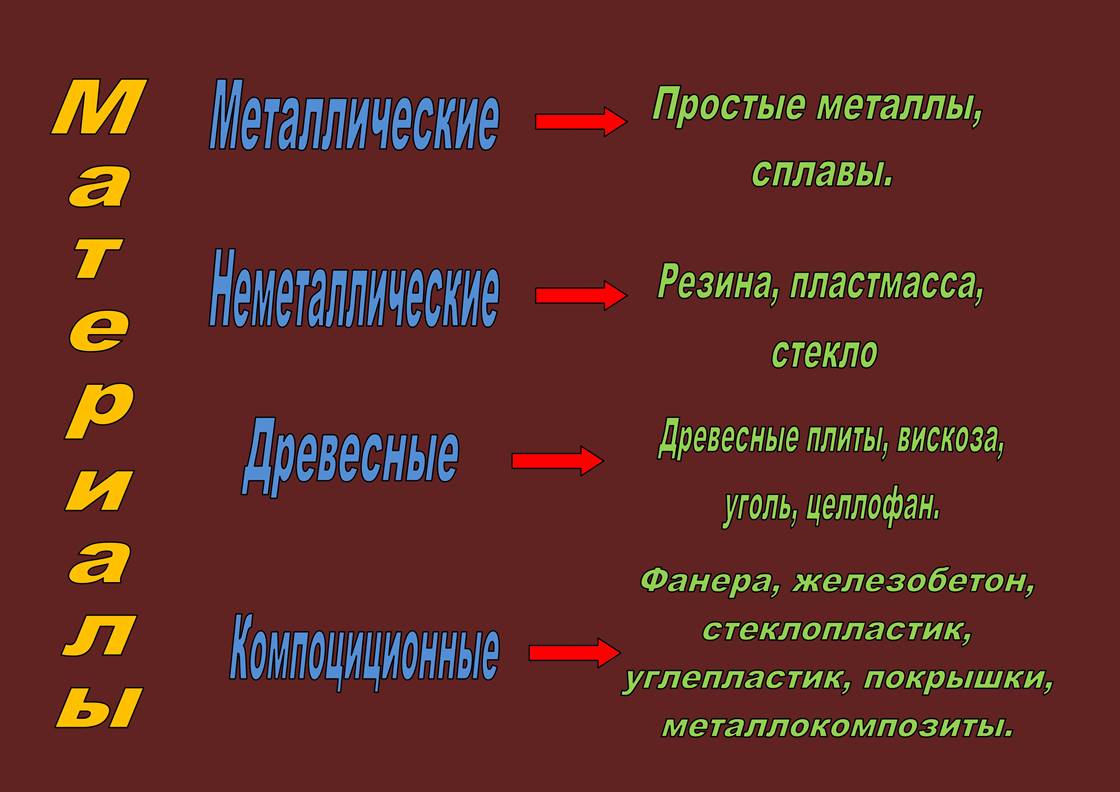

В технике металлами называются все металлические материалы.
Сложные металлы состоят из двух и более элементов и называются СПЛАВАМИ. Сплавы - это сочетание какого-либо простого металла, который называется основой сплава, с другими металлами или неметаллами.
ЛАТУНЬ = МЕДЬ + ЦИНК
Сложных металлов нет в периодической таблице химических элементов Д.И. Менделеева. Для них созданы специальные Марочники, в которых указан состав, маркировка и назначение данного сплава.
 Кроме основного компонента,
который содержится в сплаве в большем количестве, различают еще легирующие
компоненты, необходимые для улучшения свойств сплава. Например, для повышения
коррозионной стойкости в латунь добавляют алюминий, кремний, железо, марганец,
олово, свинец и другие компоненты.
Кроме основного компонента,
который содержится в сплаве в большем количестве, различают еще легирующие
компоненты, необходимые для улучшения свойств сплава. Например, для повышения
коррозионной стойкости в латунь добавляют алюминий, кремний, железо, марганец,
олово, свинец и другие компоненты.
Кроме основных и легирующих компонентов, в сплаве содержатся примеси других химических элементов, попавших в сплав вместе с простыми металлами.
Все применяемые в технике металлы делятся на черные и цветные.
К черным металлам относятся железо и его сплавы (сталь и чугун). Все остальные металлы и сплавы составляют группу цветных металлов.
Наибольшее распространение в технике получили черные металлы. Это обусловлено большими запасами железных руд в земной коре, сравнительной простотой технологии выплавки черных металлов, их высокой прочностью.
Основными металлическими материалами современной техники являются сплавы железа с углеродом. В зависимости от содержания углерода эти сплавы делятся на стали и чугуны.
 Стали присущи свойства,
делающие ее незаменимым материалом в машиностроении. Она обладает высокой
прочностью и твердостью, хорошо сопротивляется ударным нагрузкам. Сталь можно
ковать, прокатывать, легко обрабатывать на металлорежущих станках. Стальные
изделия хорошо свариваются.
Стали присущи свойства,
делающие ее незаменимым материалом в машиностроении. Она обладает высокой
прочностью и твердостью, хорошо сопротивляется ударным нагрузкам. Сталь можно
ковать, прокатывать, легко обрабатывать на металлорежущих станках. Стальные
изделия хорошо свариваются.
Чугун более хрупок, чем сталь, он хуже сваривается, но обладает лучшими литейными свойствами. Поэтому изделия из чугуна получают исключительно литьем. Большая часть чугуна идет на переплавку в сталь.
Все применяемые в технике металлы делятся на черные и цветные.
 Цветные
металлы применяются в технике реже, чем черные. Это объясняется незначительным
содержанием многих цветных металлов в земной коре, сложностью процесса их
выплавки из руд, недостаточной прочностью. Цветные металлы дороже черных. Во
всех случаях, когда это возможно, их заменяют черными металлами, пластмассами и
другими материалами.
Цветные
металлы применяются в технике реже, чем черные. Это объясняется незначительным
содержанием многих цветных металлов в земной коре, сложностью процесса их
выплавки из руд, недостаточной прочностью. Цветные металлы дороже черных. Во
всех случаях, когда это возможно, их заменяют черными металлами, пластмассами и
другими материалами.
Однако цветные металлы имеют ценные свойства, которые делают их применение в технике неизбежным. Например, медь и алюминий обладают высокой электро- и теплопроводностью и применяются в электропромышленности.
Сплавы магния, алюминия и титана благодаря малому удельному весу широко применяются в самолетостроении и т. д.
Из большого числа цветных металлов и сплавов наибольшее распространение получили сплавы меди, алюминия и магния, а также подшипниковые сплавы.
В последние годы бурными темпами развивается производство титана и его сплавов, которые широко применяются в химической промышленности, в самолето- и ракетостроении, в космической технике.
Сплавы на основе цветных металлов также называются цветными.

Атомы металлов образуют кристаллические решетки благодаря наличию особой металлической связи. В узлах кристаллических решеток металлов расположены положительно заряженные ионы, удерживаемые на определенном расстоянии друг от друга свободными электронами.
Такое внутреннее строение обусловливает характерные признаки металлов, такие, как электро- и теплопроводность, пластичность и другие.
 Свойства
металлов зависят не только от типа кристаллической решетки, но и от расстояния
между атомами.
Из-за неодинаковой плотности атомов в различных направлениях кристалла
наблюдаются разные свойства. Различие свойств в кристалле в зависимости от
направления испытания называется анизотропией.
Свойства
металлов зависят не только от типа кристаллической решетки, но и от расстояния
между атомами.
Из-за неодинаковой плотности атомов в различных направлениях кристалла
наблюдаются разные свойства. Различие свойств в кристалле в зависимости от
направления испытания называется анизотропией.
Некоторые металлы при разных температурах могут иметь различную кристаллическую решетку.
Способность металла существовать в различных кристаллических формах носит название полиморфизма.
Температура превращения одной кристаллической модификации в другую называется температурой полиморфного превращения.
При полиморфном превращении меняются форма и тип кристаллической решетки.
Это явление называется перекристаллизацией.
На явлении полиморфизма основана термическая обработка металлов и сплавов, которая широко применяется в промышленности.
 Полиморфизм олова явился
одной из причин гибели полярной экспедиции английского исследователя Р. Скотта.
Оловом были запаяны канистры с керосином. При низкой температуре произошло полиморфное
превращение пластичного белого олова с образованием хрупкого порошка серого
олова. Горючее вылилось и испарилось, и на обратном пути экспедиция осталась
без топлива. Превращение белого олова в серое называют «оловянной чумой».
Полиморфизм олова явился
одной из причин гибели полярной экспедиции английского исследователя Р. Скотта.
Оловом были запаяны канистры с керосином. При низкой температуре произошло полиморфное
превращение пластичного белого олова с образованием хрупкого порошка серого
олова. Горючее вылилось и испарилось, и на обратном пути экспедиция осталась
без топлива. Превращение белого олова в серое называют «оловянной чумой».
Металлы с одним типом решетки:
Ag,Au,Pt, Cu,Al,Pb,Ni - ГЦК
Na, K,V,Nb, Cr, Mo, W - ОЦК
Be,Mg,Zn,Cd - ГПУ
Металлы с полиморфным превращением:
Ca - ГЦК/ГП (температура превращения 450°С)
Ce - ГП/ГЦК (температура превращения 477°С)
Zr - ГП/ОЦК (температура превращения 882°С)
Ti - ГП/ОЦК (температура превращения 882°С)
Fe - ОЦК/ГЦК/ОЦК (температура превращения 911/1392°С)

Удельная теплоемкость. Количество тепла, которое необходимо для повышения температуры 1гвещества на 1°С, называют удельной теплоемкостью. Металлы по сравнению с другими веществами обладают меньшей теплоемкостью, поэтому их нагревают без больших затрат тепла.
 Электропроводность.
Способность металлов проводить электрический ток называют электропроводностью.
Основной величиной, характеризующей электрические свойства металла, является
удельное электросопротивление ρ, т. е. сопротивление, которое оказывает
току проволока из данного металла длиной 1м и сечением 1мм2. Оно
определяется в Омах. Величину, обратную удельному электросопротивлению,
называют электропроводностью. Большинство металлов обладает высокой
электропроводностью, например серебро, медь и алюминий. С повышением
температуры электропроводность уменьшается, а с понижением увеличивается.
Электропроводность.
Способность металлов проводить электрический ток называют электропроводностью.
Основной величиной, характеризующей электрические свойства металла, является
удельное электросопротивление ρ, т. е. сопротивление, которое оказывает
току проволока из данного металла длиной 1м и сечением 1мм2. Оно
определяется в Омах. Величину, обратную удельному электросопротивлению,
называют электропроводностью. Большинство металлов обладает высокой
электропроводностью, например серебро, медь и алюминий. С повышением
температуры электропроводность уменьшается, а с понижением увеличивается.
Виды проводников.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Маркировка металлов и сплавов. Маркировка сталей.
Стали углеродистые обыкновенного качества.
ГОСТ 380-71 Эти наиболее широко распространенные стали поставляют в виде проката в нормализованном состоянии и применяют в машиностроении, строительстве и в других отраслях народного хозяйства.
Углеродистые стали обыкновенного качества обозначают буквами Ст и цифрами от 0 до 6. Цифры - это условный номер марки. Чем больше число, тем больше содержание углерода, выше прочность и ниже пластичность.
В зависимости от назначения и гарантируемых свойств углеродистые стали обыкновенного качества поставляют трех групп: А, Б, В.
![]() Индексы,
стоящие справа от номера марки, означают: кп - кипящая, пс полуспокойная, сп -
спокойная сталь. Между индексом и номером марки может стоять буква Г, что
означает повышенное содержание марганца. В обозначениях марок слева от букв Ст
указаны группы (Б и В) стали.
Индексы,
стоящие справа от номера марки, означают: кп - кипящая, пс полуспокойная, сп -
спокойная сталь. Между индексом и номером марки может стоять буква Г, что
означает повышенное содержание марганца. В обозначениях марок слева от букв Ст
указаны группы (Б и В) стали.
![]()
По требованиям к нормируемым показателям (химического состава и механических свойств) стали обыкновенного качества подразделяют на категории.
Категорию стали обозначают соответствующей цифрой правее индекса степени раскисления, например Ст5ГпсЗ означает: сталь группы А, марки Ст5, с повышенным содержанием марганца, полуспокойная, третьей категории.
В случае заказа стали без указания степени раскисления, но определенной категории, последняя пишется за номером марки через тире, например Ст4-3. Сталь первой категории пишется без указания номера последней, например Ст4пс.
Химический состав сталей группы А не регламентируют, а гарантируют их механические свойства. Стали этой группы применяют обычно для деталей, не подвергаемых в процессе изготовления горячей обработке (сварке, ковке и др.).
![]() Сталь группы Б поставляют по
химическому составу и применяют для деталей, которые проходят в процессе
изготовления термообработку и горячую обработку давлением (штамповку, ковку).
Механические свойства стали группы Б не гарантируют.
Сталь группы Б поставляют по
химическому составу и применяют для деталей, которые проходят в процессе
изготовления термообработку и горячую обработку давлением (штамповку, ковку).
Механические свойства стали группы Б не гарантируют.
![]()
Стали углеродистые качественные конструкционные.
ГОСТ 1050-74. От сталей обыкновенного качества углеродистые качественные конструкционные стали отличаются меньшим содержанием серы, фосфора и других вредных примесей, более узкими пределами содержания углерода в каждой марке и в большинстве случаев более высоким содержанием кремния (Si) и марганца (Мn).
![]() Сталь
маркируют двузначными числами, которые обозначают содержание углерода в сотых
долях процента, и поставляют с гарантированными показателями химического
состава и механических свойств. По степени раскисления сталь подразделяют на
кипящую (кп), полуспокойную (пс), спокойную (без указания индекса). Буква Г в
марках сталей указывает на. повышенное содержание марганца (до 1%).
Сталь
маркируют двузначными числами, которые обозначают содержание углерода в сотых
долях процента, и поставляют с гарантированными показателями химического
состава и механических свойств. По степени раскисления сталь подразделяют на
кипящую (кп), полуспокойную (пс), спокойную (без указания индекса). Буква Г в
марках сталей указывает на. повышенное содержание марганца (до 1%).
Сталь углеродистую качественную поставляют катаной, кованой, калиброванной, круглой с особой отделкой поверхности (серебрянка).
![]()
Стали углеродистые специального назначения.
К этой группе относят стали (ГОСТ 1414—75) с хорошей и повышенной обрабатываемостью резанием (автоматные стали).
![]() Они
предназначены в основном для изготовления деталей массового производства. При
обработке таких сталей на станках-автоматах образуется короткая и мелкая
стружка, снижается расход режущего инструмента и уменьшается шероховатость
обработанных поверхностей.
Они
предназначены в основном для изготовления деталей массового производства. При
обработке таких сталей на станках-автоматах образуется короткая и мелкая
стружка, снижается расход режущего инструмента и уменьшается шероховатость
обработанных поверхностей.
Автоматные стали с повышенным содержанием серы и фосфора имеют хорошую обрабатываемость. Обрабатываемость резанием улучшают также введением в стали технологических добавок селена, свинца, теллура.
Автоматные стали маркируют буквой А и цифрами, показывающими среднее содержание углерода в сотых долях процента. Применяют следующие марки автоматной стали: А12, А20, А30, А40Г.
Из стали А12 изготовляют неответственные детали, из сталей других марок — более ответственные детали, работающие при значительных напряжениях и повышенных давлениях. Эти стали не применяют для изготовления сварных конструкций.
![]()
![]()
![]()
![]()
![]()
![]()
Углеродистые инструментальные стали.
ГОСТ 1435-74 Инструментальные углеродистые стали выпускают следующих марок: У7, У8, У8Г, У9, У10, У11, У12 и У13.
Цифры указывают на содержание углерода в десятых долях процента.
Буква Г после цифры означает, что сталь имеет повышенное содержание марганца.
Марка инструментальной углеродистой стали высокого качества имеет букву А, например У12А: инструментальная углеродистая сталь высокого качества, содержащая 1,2% С.
Инструменты, применение которых связано с ударной нагрузкой, например зубила, бородки, молотки, изготовляют из сталей У7А, У8А.
Инструменты, требующие большой твердости, но не подвергающиеся ударам, например сверла, метчики, развертки, шаберы, напильники, - из сталей У12А, У13А.
Стали У7 - У9 подвергают полной, а стали У10-У13 неполной закалке.
![]() Недостатком
углеродистых инструментальных сталей является их низкая теплостойкость - способность
сохранять большую твердость при высоких температурах нагрева. При нагреве выше
200°С инструмент из углеродистых сталей теряет твердость.
Недостатком
углеродистых инструментальных сталей является их низкая теплостойкость - способность
сохранять большую твердость при высоких температурах нагрева. При нагреве выше
200°С инструмент из углеродистых сталей теряет твердость.
Легированные инструментальные стали.
ГОСТ 5950-73 Легирующие элементы, вводимые в инструментальные стали, увеличивают теплостойкость (вольфрам, молибден, кобальт, хром), закаливаемость (марганец), вязкость (никель), износостойкость (вольфрам).
![]() В сравнении с углеродистыми,
легированные инструментальные стали имеют следующие преимущества: хорошую
прокаливаемость, большую пластичность в отожженном состоянии, значительную
прочность в закаленном состоянии, более высокие режущие свойства.
В сравнении с углеродистыми,
легированные инструментальные стали имеют следующие преимущества: хорошую
прокаливаемость, большую пластичность в отожженном состоянии, значительную
прочность в закаленном состоянии, более высокие режущие свойства.
Низколегированные инструментальные стали содержат до 2,5% легирующих элементов, имеют высокую твердость (НRС 62-69), значительную износостойкость, но малую теплостойкость (200-260°С). В отличие от углеродистых сталей их используют для изготовления инструмента более сложной формы.
В низколегированных сталях X, 9ХС, ХВГ, ХВСГ основной легирующий элемент хром.
Сталь X легирована только хромом. Повышенное содержание хрома значительно увеличивает ее прокаливаемость. Сталь X прокаливается в масле полностью в сечении до 25 мм, а сталь У10 - только в сечении до 5 мм. Применяют сталь X для изготовления токарных, строгальных и долбежных резцов.
Сталь 9ХС кроме хрома легирована кремнием. По сравнению со сталью X она имеет большую прокаливаемость - до 35 мм; повышенную теплостойкость - до 250 - 260°С (сталь X до 200-210°С) и лучшие режущие свойства. Из стали 9ХС изготовляют сверла, развертки, фрезы, метчики, плашки.
Сталь ХВГ легирована хромом, вольфрамом и марганцем; имеет прокаливаемость на глубину до 45 мм. Сталь ХВГ используют для производства крупных и длинных протяжек, длинных метчиков, длинных разверток и т. п.
![]() Сталь
ХВСГ - сложнолегированная сталь и по сравнению со сталями 9ХС и ХВГ лучше
закаливается и прокаливается. При охлаждении в масле она прокаливается
полностью в сечении до 80 мм. Она меньше чувствительна к перегреву.
Теплостойкость ее такая же, как у стали 9ХС. Сталь ХВСГ применяют для
изготовления круглых плашек, разверток, крупных протяжек и другого режущего
инструмента.
Сталь
ХВСГ - сложнолегированная сталь и по сравнению со сталями 9ХС и ХВГ лучше
закаливается и прокаливается. При охлаждении в масле она прокаливается
полностью в сечении до 80 мм. Она меньше чувствительна к перегреву.
Теплостойкость ее такая же, как у стали 9ХС. Сталь ХВСГ применяют для
изготовления круглых плашек, разверток, крупных протяжек и другого режущего
инструмента.
Высоколегированные инструментальные стали.
Высоколегированные инструментальные стали содержат вольфрам, хром и ванадий в большом количестве (до 18% основного легирующего элемента); имеют высокую теплостойкость (600-640°С).
Их используют для изготовления высокопроизводительного режущего инструмента, предназначенного для обработки высокопрочных сталей и других труднообрабатываемых материалов. Такие стали называют инструментальными быстрорежущими (ГОСТ 19265-73).
Быстрорежущие стали обозначают буквой Р, цифра после которой указывает содержание вольфрама.
Содержание хрома (4%) и ванадия (2%) в марках быстрорежущих сталей не указывают.
![]() В
некоторые быстрорежущие стали дополнительно вводят молибден, кобальт и большое
количество ванадия. Марки таких сталей содержат соответственно буквы М, К, Ф и
цифры, указывающие их количество. Наиболее распространены Р18, Р9, Р10К5Ф5 и
другие быстрорежущие стали.
В
некоторые быстрорежущие стали дополнительно вводят молибден, кобальт и большое
количество ванадия. Марки таких сталей содержат соответственно буквы М, К, Ф и
цифры, указывающие их количество. Наиболее распространены Р18, Р9, Р10К5Ф5 и
другие быстрорежущие стали.
Для изготовления измерительных инструментов применяют X, ХВГ и другие стали, химический состав которых приведен в ГОСТ 5950-73.
Для изготовления инструмента с высокой твердостью и повышенной износостойкостью, а также с малой деформируемостью при закалке используют стали с высокой прокаливаемостью и износостойкостью, например высокохромистую сталь Х12Ф1 (11 -12,5% Cr, 0,7-0,9% V)
Для инструмента, подвергающегося в работе большим ударным нагрузкам (пневматические зубила, режущие ножи для ножниц холодной резки металла), применяют стали с меньшим содержанием углерода, повышенной вязкости 4ХС, 6ХС, 4ХВ2С и др.
![]() Молотовые штампы
горячего деформирования изготовляют из сталей 5ХНМ, 5ХГМ, 5ХНВ. Эти стали
содержат одинаковое количество (0,5-0,6%) углерода и легированы хромом. Такое
содержание углерода позволяет получить достаточно высокую ударную вязкость;
хром повышает прочность и увеличивает прокаливаемость сталей. Никель вводят в
эти стали с целью повышения вязкости и улучшения прокаливаемости. Вольфрам и
молибден повышают твердость и теплостойкость, уменьшают хрупкость, измельчают
зерно и уменьшают склонность стали к перегреву. Марганец, как более дешевый
легирующий элемент, является заменителем никеля.
Молотовые штампы
горячего деформирования изготовляют из сталей 5ХНМ, 5ХГМ, 5ХНВ. Эти стали
содержат одинаковое количество (0,5-0,6%) углерода и легированы хромом. Такое
содержание углерода позволяет получить достаточно высокую ударную вязкость;
хром повышает прочность и увеличивает прокаливаемость сталей. Никель вводят в
эти стали с целью повышения вязкости и улучшения прокаливаемости. Вольфрам и
молибден повышают твердость и теплостойкость, уменьшают хрупкость, измельчают
зерно и уменьшают склонность стали к перегреву. Марганец, как более дешевый
легирующий элемент, является заменителем никеля.
Коррозионностойкие стали.
Коррозионностойкой (или нержавеющей) называют сталь, обладающую высокой химической стойкостью в агрессивных средах. Коррозионностойкие стали получают легированием низко- и среднеуглеродистых сталей хромом, никелем, титаном, алюминием, марганцем.
Антикоррозионные свойства сталям придают введением в них большого количества хрома или хрома и никеля. Наибольшее распространение получили хромистые и хромо-никелевые стали.
Хромистые стали более дешевые, однако хромоникелевые обладают большей коррозионной стойкостью. Содержание хрома в нержавеющей стали должно быть не менее 12%. При меньшем количестве хрома сталь не способна сопротивляться коррозии, так как ее электродный потенциал становится отрицательным.
![]() Наибольшая
коррозионная стойкость сталей достигается после соответствующей термической и
механической обработки. Так, для стали 12X13 лучшая коррозионная стойкость
достигается после закалки в масле (1000 — 1100°С), отпуска (700— 750°С) и
полировки. Эта сталь устойчива в слабоагрессивных средах (вода, пар). Сталь
40X13 применяют после закалки в масле с температурой 1000—1050°С и отпуска
(180—200°С) со шлифованной и полированной поверхностью. После термической
обработки эта сталь обладает высокой твердостью (НRС 52—55).
Наибольшая
коррозионная стойкость сталей достигается после соответствующей термической и
механической обработки. Так, для стали 12X13 лучшая коррозионная стойкость
достигается после закалки в масле (1000 — 1100°С), отпуска (700— 750°С) и
полировки. Эта сталь устойчива в слабоагрессивных средах (вода, пар). Сталь
40X13 применяют после закалки в масле с температурой 1000—1050°С и отпуска
(180—200°С) со шлифованной и полированной поверхностью. После термической
обработки эта сталь обладает высокой твердостью (НRС 52—55).
Более коррозионностойка (в кислотных средах) сталь 12X17. Для изготовления сварных конструкций эта сталь не рекомендуется в связи с тем, что при нагреве ее выше 900—950°С и быстрого охлаждения (при сварке) происходит обеднение периферийной зоны зерен хромом (ниже 12%). Это объясняется выделением карбидов хрома по границам зерен, что приводит к межкристаллитной коррозии.
![]() Межкристаллитная коррозия —
особый, очень опасный вид коррозионного разрушения металла по границам
аустенитных зерен, когда электрохимический потенциал пограничных, участков
аустенитных зерен понижается вследствие обеднения хромом и при наличии
коррозионной среды границы зерен становятся анодами.
Межкристаллитная коррозия —
особый, очень опасный вид коррозионного разрушения металла по границам
аустенитных зерен, когда электрохимический потенциал пограничных, участков
аустенитных зерен понижается вследствие обеднения хромом и при наличии
коррозионной среды границы зерен становятся анодами.
Для предотвращения этого вида коррозии применяют сталь, легированную титаном 08X17Т. Сталь 08Х17Т применяют для тех же целей, что и сталь 12X17, а также и для изготовления сварных конструкций.
Жаростойкие стали.
При высоких температурах металлы и сплавы вступают во взаимодействие с окружающей газовой средой, что вызывает газовую коррозию (окисление) и разрушение материала.
Для изготовления конструкций и деталей, работающих в условиях повышенной температуры (400—900°С) и окисления в газовой среде, применяют специальные жаростойкие стали.
Под жаростойкостью (или окалиностойкостью) принято понимать способность материала противостоять коррозионному разрушению под действием воздуха или других газовых сред при высоких температурах.
К жароcтойким относят стали, содержащие алюминий, хром, кремний. Такие стали не образуют окалины при высоких температурах.
Например, хромистая сталь, содержащая 30% Cr, устойчива до 1200°С.
![]() Введение небольших добавок
алюминия резко повышает жаростойкость хромистых сталей. Стойкость таких
материалов при высоких температурах объясняется образованием на их поверхности
плотных защитных пленок, состоящих в основном из оксидов легирующих элементов (хрома,
алюминия, кремния).
Введение небольших добавок
алюминия резко повышает жаростойкость хромистых сталей. Стойкость таких
материалов при высоких температурах объясняется образованием на их поверхности
плотных защитных пленок, состоящих в основном из оксидов легирующих элементов (хрома,
алюминия, кремния).
![]()
Жаропрочные стали.
![]() Некоторые
детали машин (двигателей внутреннего сгорания, паровых и газовых турбин,
металлургического оборудования и т. п.) длительное время работают при
больших нагрузках и высоких температурах (500—1000°С).
Некоторые
детали машин (двигателей внутреннего сгорания, паровых и газовых турбин,
металлургического оборудования и т. п.) длительное время работают при
больших нагрузках и высоких температурах (500—1000°С).
Для изготовления таких деталей применяют специальные жаропрочные стали.
Под жаропрочностью принято понимать способность материала выдерживать механические нагрузки без существенных деформаций при высоких температурах.
К числу жаропрочных относят стали, содержащие хром, кремний, молибден, никель и др. Они сохраняют свои прочностные свойства при нагреве до 650°С и более.
Из таких сталей изготовляют греющие элементы теплообменной аппаратуры, детали котлов, впускные и выпускные клапаны автомобильных и тракторных двигателей.
В зависимости от назначения различают клапанные, котлотурбинные, газотурбинные стали, а также сплавы с высокой жаропрочностью.
![]()
Износостойкие стали.
Для изготовления деталей машин, работающих в условиях трения, применяют специальные износостойкие стали — шарикоподшипниковые, графитизированные и высокомарганцовистые.
![]() Шарикоподшипниковые
стали (ШХ6, ШХ9, ШХ15) применяют для изготовления шариков и роликов
подшипников. По химическому составу (ГОСТ 801—60) и структуре эти стали
относятся к классу инструментальных сталей. Они содержат около 1% С и 0,6—1,5%
Cr. Для деталей размером до 10 ммприменяют сталь ШХ6 (1,05 — 1,15% С и 0,4 —
0,7% Cr), а для деталей размером более 18 мм — сталь ШХ15 (0,95 — 1,05% С и 1,3
— 1,65% Cr). Термическая обработка шарикоподшипниковых сталей с небольшим
содержанием хрома заключается в закалке и низком отпуске (до 200°С), в
результате чего обеспечивается твердость HRC 60-66.
Шарикоподшипниковые
стали (ШХ6, ШХ9, ШХ15) применяют для изготовления шариков и роликов
подшипников. По химическому составу (ГОСТ 801—60) и структуре эти стали
относятся к классу инструментальных сталей. Они содержат около 1% С и 0,6—1,5%
Cr. Для деталей размером до 10 ммприменяют сталь ШХ6 (1,05 — 1,15% С и 0,4 —
0,7% Cr), а для деталей размером более 18 мм — сталь ШХ15 (0,95 — 1,05% С и 1,3
— 1,65% Cr). Термическая обработка шарикоподшипниковых сталей с небольшим
содержанием хрома заключается в закалке и низком отпуске (до 200°С), в
результате чего обеспечивается твердость HRC 60-66.
Графитизированную сталь (высокоуглеродистую, содержащую 1,5 — 2% С и до 2% Cr) используют для изготовления поршневых колец, поршней, коленчатых валов и других фасонных отливок, работающих в условиях трения. Графитизированная сталь содержит в структуре ферритоцементитную смесь и графит. Количество графита может значительно меняться в зависимости от режима термической обработки и содержания углерода. Графитизированная сталь после закалки сочетает свойства закаленной стали и серого чугуна. Графит в такой стали играет роль смазки.
![]()
Магнитные стали и сплавы.
Ферромагнетизмом (способностью в значительной степени сгущать магнитные силовые линии) обладают железо, кобальт и никель. Эта способность характеризуется магнитной проницаемостью.
У ферромагнитных материалов относительная магнитная проницаемость достигает десятков и сотен тысяч единиц, для других материалов она близка к единице.
Магнитные свойства материала характеризуются остаточной индукцией и коэрцитивной силой.
Остаточной индукцией называют магнитную индукцию, остающуюся в образце после его намагничивания и снятия внешнего магнитного поля. Размерность остаточной индукции Тл (тесла). 1 Тл = 1 Н/(А·м).
![]() Коэрцитивной
силой Нс называют значение напряженности внешнего магнитного поля,
необходимое для полного размагничивания ферромагнитного вещества. Размерность
коэрцитивной силы А/м. Она определяет свойство ферромагнетика сохранять
остаточную намагниченность.
Коэрцитивной
силой Нс называют значение напряженности внешнего магнитного поля,
необходимое для полного размагничивания ферромагнитного вещества. Размерность
коэрцитивной силы А/м. Она определяет свойство ферромагнетика сохранять
остаточную намагниченность.
Магнитные стали и сплавы в зависимости от коэрцитивной силы и магнитной проницаемости делят на магнитно-твердые и магнитно-мягкие.
Магнитно-твердые стали и сплавы применяют для изготовления постоянных магнитов; имеют большую коэрцитивную силу.
![]() Это
высокоуглеродистые и легированные стали, специальные сплавы. Углеродистые стали
(У10-У12) после закалки имеют достаточную коэрцитивную силу (Нс = 5175 А/м),
но. так как они прокаливаются на небольшую глубину, их применяют для
изготовления небольших магнитов.
Это
высокоуглеродистые и легированные стали, специальные сплавы. Углеродистые стали
(У10-У12) после закалки имеют достаточную коэрцитивную силу (Нс = 5175 А/м),
но. так как они прокаливаются на небольшую глубину, их применяют для
изготовления небольших магнитов.
Хромистые стали по сравнению с углеродистыми прокаливаются значительно глубже, поэтому из них изготовляют более крупные магниты. Магнитные свойства этих сталей такие же, как и углеродистых.
Хромокобальтовые стали (например, марки ЕХ5К5) имеют более высокую коэрцитивную силу — Нс = 7166 А/м.
Магнитные сплавы, например ЮНДК24 (9% Аl, 13,5% Ni, 3% Сu, 24% Со, остальное железо), имеют очень высокую коэрцитивную силу — Нс = 39810 А/м, поэтому из них изготовляют магниты небольшого размера, но большой мощности.
Магнитно-мягкие стали и сплавы.
Магнитно-мягкие стали и сплавы имеют малую коэрцитивную силу и большую магнитную проницаемость. К ним относят электротехническое железо и сталь, железоникелевые сплавы (пермаллои).
Электротехническое железо (марки Э, ЭА, ЭАА) содержит менее 0,04% С, имеет высокую магнитную проницаемость μ = (2,78…3,58) · 109 ГГн/м и применяется для сердечников, полюсных наконечников электромагнитов и др.
![]() Электротехническая
сталь содержит менее 0,05% С и кремний, сильно увеличивающий магнитную
проницаемость. Электротехническую сталь по содержанию кремния делят на четыре
группы: с 1%Si — марки Э11, Э12, Э13; с 2% Si - Э21, Э22; с 3% Si — Э31, Э32; с
4% Si — Э41—Э48. Вторая цифра (1—8) характеризует уровень электротехнических
свойств.
Электротехническая
сталь содержит менее 0,05% С и кремний, сильно увеличивающий магнитную
проницаемость. Электротехническую сталь по содержанию кремния делят на четыре
группы: с 1%Si — марки Э11, Э12, Э13; с 2% Si - Э21, Э22; с 3% Si — Э31, Э32; с
4% Si — Э41—Э48. Вторая цифра (1—8) характеризует уровень электротехнических
свойств.
Железоникелевые сплавы (пермаллои) содержат 45—80% Ni, их дополнительно легируют Сr, Si, Мо. Магнитная проницаемость этих сплавов очень высокая. Например, у пермаллоя марки 79НМ (79% №; 4% Мо) μ = 175,15 · 109 ГГн/м. Применяют пермаллои в аппаратуре, работающей в слабых электромагнитных полях (телефон, радио).
![]()
Сплавы с высоким электрическим сопротивлением.
Их применяют для изготовления электронагревателей и элементов сопротивлений (резисторов) и реостатов. Сплавы для электронагревателей обладают высокой жаростойкостью, высоким электрическим сопротивлением, удовлетворительной пластичностью в холодном состоянии.
![]() Указанным
требованиям отвечают железо-хромоалюминиевые сплавы, например, марок Х13Ю4
(≤0,15% С; 12—15% Сr; 3,5—5,5% Аl), 0Х23Ю5 (≤0,05% С; 21,5— 23,5%
Сr; 4,6—5,3% Аl), и никелевые сплавы, например марок Х15Н60 — ферронихром,
содержащий 25% Fе, Х20Н80 — нихром.
Указанным
требованиям отвечают железо-хромоалюминиевые сплавы, например, марок Х13Ю4
(≤0,15% С; 12—15% Сr; 3,5—5,5% Аl), 0Х23Ю5 (≤0,05% С; 21,5— 23,5%
Сr; 4,6—5,3% Аl), и никелевые сплавы, например марок Х15Н60 — ферронихром,
содержащий 25% Fе, Х20Н80 — нихром.
Стойкость нагревателей из железохромоалюминиевых сплавов выше, чем у нихромов. Сплавы выпускают в виде проволоки и ленты, применяют для бытовых приборов (сплавы Х13Ю4, Х15Н60, Х20Н80), а также для промышленных и лабораторных печей (0Х23Ю5).
Сплавы с заданным коэффициентом теплового расширения.
Они содержат большое количество никеля.
Сплав 36Н, называемый инваром (≤0,05% С и 35—37% Ni), почти не расширяется при температурах от -60 до +100°С. Его применяют для изготовления деталей приборов, требующих постоянных размеров в интервале климатических изменений температур (детали: геодезических приборов и др.).
![]() Сплав
29НК, называемый коваром (≤0,03% С; 28,5—29,5% Ni; 17—18% Со),
имеет низкий коэффициент теплового расширения в интервале температур от
-70° до +420°С. Его применяют для изготовления деталей, впаиваемых в стекло при
создании вакуумно-плотных спаев.
Сплав
29НК, называемый коваром (≤0,03% С; 28,5—29,5% Ni; 17—18% Со),
имеет низкий коэффициент теплового расширения в интервале температур от
-70° до +420°С. Его применяют для изготовления деталей, впаиваемых в стекло при
создании вакуумно-плотных спаев.
Маркировка чугуна.
Чугун — один из главных конструкционных материалов. Более 40 % массы различных машин, механизмов и оборудования приходится на чугунные детали.
В зависимости от содержания связанного углерода различают белый, половинчатый и серый (перлитный, ферритно-перлитный и ферритный) чугуны.
В белом чугуне весь углерод находится в связанном состоянии. В изломе он имеет светлый металлический блеск, поэтому и называется белым. На его долю приходится свыше 80 % выплавляемых в домнах чугунов. Основное его количество переделывается на сталь.
В половинчатом чугуне большая часть углерода (более 0,8 %) находится в связанном состоянии.
![]() В
сером перлитном чугуне в связанном состоянии находится 0,7—0,8 % углерода, в
сером ферритно-перлитном — 0,1—0,7 %, в сером ферритном весь углерод находится
в виде графита. По форме графитных включений чугун подразделяется на серый,
высокопрочный и ковкий.
В
сером перлитном чугуне в связанном состоянии находится 0,7—0,8 % углерода, в
сером ферритно-перлитном — 0,1—0,7 %, в сером ферритном весь углерод находится
в виде графита. По форме графитных включений чугун подразделяется на серый,
высокопрочный и ковкий.
В сером чугуне графит имеет форму пластин различного размера. Такой чугун хорошо обрабатывается резаньем и среди литейных чугунов является самым распространенным.
Серый чугун.
Серый чугун (ГОСТ 1412—85) маркируется буквами СЧ и цифрами, указывающими среднюю величину временного сопротивления при растяжении (МПа).
Для изготовления малоответственных деталей, испытывающих небольшие нагрузки в работе, с толщиной стенки отливки 10—30 мм (строительных колонн, фундаментных плит, малонагруженных деталей машин и др.) используют чугуны марок СЧ 10 и СЧ 15. Для изготовления ответственных деталей (станин станков и механизмов, поршней, цилиндров, блоков двигателей и т. д.) применяют чугуны марок СЧ 18, СЧ 21, СЧ 24, СЧ 25, СЧ 30, СЧ 35, СЧ 40 и СЧ 45.
Высокопрочный чугун.
Высокопрочный чугун имеет шаровидные графитные включения. Его получают обработкой расплавленного чугуна присадками магния, церия или других щелочных или щелочноземельных металлов.
![]() Такой чугун имеет
механические свойства, не уступающие литой углеродистой стали: высокую
пластичность, вязкость, теплоустойчивость, износостойкость, прочность (в три
раза больше, чем у серого чугуна). Он обладает хорошими литейными свойствами,
обрабатывается резаньем.
Такой чугун имеет
механические свойства, не уступающие литой углеродистой стали: высокую
пластичность, вязкость, теплоустойчивость, износостойкость, прочность (в три
раза больше, чем у серого чугуна). Он обладает хорошими литейными свойствами,
обрабатывается резаньем.
Высокопрочный чугун (ГОСТ 7293—85) маркируется буквами ВЧ и цифрами, где первые две — среднее значение временного сопротивления при растяжении, МПа, вторые — относительное удлинение, %.
Высокопрочные чугуны (ВЧ 42—12, ВЧ 38—17, ВЧ 45—5, ВЧ 50—2, ВЧ 60—2, ВЧ 70—3, ВЧ 80—3, ВЧ 100—4, ВЧ 120—4) применяются для изготовления коленчатых валов, крышек цилиндров и других деталей двигателей, прокатных станов, кузнечно-прессового, химического и нефтяного оборудования.
Ковкий чугун.
В ковком чугуне графит имеет форму хлопьев. Его получают отжигом (длительным нагревом при высоких температурах) отливок из белого чугуна.
По своим свойствам он занимает промежуточное положение между серыми чугунами и сталями. Обладает хорошими литейными свойствами, достаточно высокой прочностью и пластичностью.
Ковкий чугун маркируют буквами КЧ и цифрами, где первые две — временное сопротивление при растяжении, МПа, вторые — относительное удлинение, %.
![]() Ковкие
чугуны используются для изготовления деталей, эксплуатируемых при больших
динамических и статических нагрузках (КЧ 37—12, КЧ 35—10), и других, менее
ответственных изделий (КЧ 30—6; КЧ 33—8), тормозных колодок, звеньев и роликов
цепей конвейеров, вилок карданных валов и др. (КЧ 50—4, КЧ 56—4, КЧ60—3,
КЧ63—2).
Ковкие
чугуны используются для изготовления деталей, эксплуатируемых при больших
динамических и статических нагрузках (КЧ 37—12, КЧ 35—10), и других, менее
ответственных изделий (КЧ 30—6; КЧ 33—8), тормозных колодок, звеньев и роликов
цепей конвейеров, вилок карданных валов и др. (КЧ 50—4, КЧ 56—4, КЧ60—3,
КЧ63—2).
Белый (передельный чугун).
Передельными называются чугуны, используемые для передела на сталь.
Они выпускаются четырех типов:
− передельные коксовые (Ml, M2, М3, Bl, Б2, T);
− передельные коксовые высококачественные (ПВК1, ПВК2, ПВКЗ);
− передельные древесноугольные (МД1, МД2);
− передельные древесноугольные высококачественные (ПВД1, ПВД2, ПВД3).
![]() В
маркировке буквы M, Б и T обозначают способ передела соответственно
мартеновский, бессемеровский и томасовский, а цифры — порядковый номер марки.
Чем она выше, тем меньше содержание кремния.
В
маркировке буквы M, Б и T обозначают способ передела соответственно
мартеновский, бессемеровский и томасовский, а цифры — порядковый номер марки.
Чем она выше, тем меньше содержание кремния.
Деление на группы, классы и категории внутри отдельных марок аналогичны литейному чугуну.
Модифицированные и легированные чугуны.
Модифицированные чугуны (СЧ 30, СЧ 35, СЧ 40) получают добавлением в жидкий чугун перед разливкой специальных добавок — модификаторов (ферросилиция, силикокальция, графита и др.).
Это позволяет получить в чугунных отливках перлитную основу с вкраплениями небольшого количества изолированных пластинок графита средней величины и в конечном счете повысить их механические свойства.
Легированным называют чугун, в состав которого входят специальные легирующие элементы — хром, никель, медь, титан, молибден и другие, заметно улучшающие его механические, физические и технологические свойства.
![]() По
суммарному содержанию легирующих элементов чугуны подразделяются на
низколегированные (до 3%), среднелегированные (3—10 %) и высоколегированные
(более 10 %).
По
суммарному содержанию легирующих элементов чугуны подразделяются на
низколегированные (до 3%), среднелегированные (3—10 %) и высоколегированные
(более 10 %).
Если эти элементы уже содержатся в железной руде, то получаемые из нее чугуны называются природнолегированными.
Легированные чугуны выпускаются:
− конструкционные,
− износостойкие (ИЧХ15МЗ, ИЧХ28НГ, ИЧХ17НГЗ),
− антифрикционные (АСЧ-1, АСЧ-2, АСЧ-3, АЧВ-1, АЧВ-2),
− немагнитные, коррозионностойкие и жаропрочные (ЧС15МЧ, ЧН1ХМД), жаростойкие (ИСЧХ, ИСЧЮХ22, ЖЧЮ30),
− ростоустойчивые (способные сопротивляться необратимому увеличению объема при нагреве до высоких температур).
![]()
Литейный чугун.
Литейными называются чугуны, предназначенные для изготовления изделий методами литья. Они поставляются в виде готовых отливок или в форме чушек массой 18—45 кг.
Чушковые литейные чугуны выпускаются
− коксовые (ЛКОО, ..., ЛК5),
− древесноугольные (ЛД1, ЛД2, ЛД3), − специальные:
• KK — для отливки ковкого чугуна, коксовый,
• КД — древесноугольный,
• ВД — для отливки валков прокатных станов, древесноугольный,
•
![]() ЛКА
— литейный коксовый для авиапромышленности и природнолегированные
хромо-никелевые (ЛХЧ1, ..., ЛХЧ6, ХНК2, ..., ХНК5, ХНД2, .... ХНД5).
ЛКА
— литейный коксовый для авиапромышленности и природнолегированные
хромо-никелевые (ЛХЧ1, ..., ЛХЧ6, ХНК2, ..., ХНК5, ХНД2, .... ХНД5).
Цифры в маркировке обозначают порядковый номер, который зависит от содержания кремния. Чем меньше кремния, тем выше порядковый номер.
Литейные чугуны некоторых марок по содержанию марганца подразделяются на группы, по содержанию фосфора — на классы, а по содержанию серы — на категории.
Маркировка меди и медных сплавов.
Маркировка меди.
В настоящее время медь получают из сульфидных руд, содержащих медный колчедан (CuFeS2). Полученную черновую медь рафинируют для удаления примесей. Содержание меди после рафинирования возрастает до 99,5—99,99% (медь первичная - технически чистая).
Чистая медь имеет 11 марок (М00б, М0б, М1б, М1у, М1, М1р, М1ф, М2р, М3р, М2 и МЗ). Суммарное количество примесей в лучшей марке М00б —0,01%. а в марке МЗ — 0.5%.
![]() Механические
свойства чистой отожженной меди: σв = 220—240 МПа, НВ 40— 50,
δ = 45-50%. Чистую медь применяют для электротехнических целей и
поставляют в виде полуфабрикатов — проволоки, прутков, лент, листов, полос и
труб. Из-за малой механической прочности чистую медь не используют как
конструкционный материал, а применяют ее сплавы с цинком, оловом, алюминием,
кремнием, марганцем, свинцом. Легирование меди обеспечивает повышение ее
механических, технологических и эксплуатационных свойств.
Механические
свойства чистой отожженной меди: σв = 220—240 МПа, НВ 40— 50,
δ = 45-50%. Чистую медь применяют для электротехнических целей и
поставляют в виде полуфабрикатов — проволоки, прутков, лент, листов, полос и
труб. Из-за малой механической прочности чистую медь не используют как
конструкционный материал, а применяют ее сплавы с цинком, оловом, алюминием,
кремнием, марганцем, свинцом. Легирование меди обеспечивает повышение ее
механических, технологических и эксплуатационных свойств.
Маркировка латуни.
Латунями называют двойные или многокомпонентные сплавы на основе меди, в которых основным легирующим элементом является цинк.
При введении других элементов (кроме цинка) латуни называют специальными по наименованию элементов, например железофосфорномарганцевая латунь и т. п.
В сравнении с медью латуни обладают большей прочностью, коррозионной стойкостью и лучшей обрабатываемостью (резанием, литьем, давлением). Латуни содержат до 40—45% цинка. При большем содержании цинка снижается прочность латуни и увеличивается ее хрупкость. Содержание легирующих элементов в специальных латунях не превышает 7—9%.
![]() Сплав
обозначают начальной буквой Л — латунь. Затем следуют первые буквы основных
элементов образующих сплавов: Ц — цинк, О — олово, Мц — марганец, Ж — железо, Ф
— фосфор, Б — бериллий и т. д. Цифры, следующие за буквами, указывают на количество
легирующего элемента в процентах. Например, ЛАЖМц66-6-3-2
алюминевожелезомарганцовистая латунь, содержащая 66% меди, 6% алюминия, 3%
железа, и 2% марганца, остальное цинк.
Сплав
обозначают начальной буквой Л — латунь. Затем следуют первые буквы основных
элементов образующих сплавов: Ц — цинк, О — олово, Мц — марганец, Ж — железо, Ф
— фосфор, Б — бериллий и т. д. Цифры, следующие за буквами, указывают на количество
легирующего элемента в процентах. Например, ЛАЖМц66-6-3-2
алюминевожелезомарганцовистая латунь, содержащая 66% меди, 6% алюминия, 3%
железа, и 2% марганца, остальное цинк.
По технологическому признаку латуни, как и все сплавы цветных металлов, подразделяют на литейные и деформируемые.
Литейные латуни (ГОСТ 17711—72) предназначены для изготовления фасонных отливок, их поставляют в виде чушек. Марки : ЛС59-1Л, ЛМцС58-2-2, ЛМцЖ.55-31, ЛА67-2,5, ЛАЖМц-66-6-3-2.
![]() Деформируемые
латуни выпускают (ГОСТ 15527—70) в виде простых латуней, например Л90
(томпак), Л80 (полутомпак), и сложных латуней, например ЛАЖ60-11, ЛС63-3 и др.
Латуни поставляют в виде полуфабрикатов — проволоки, прутков, лент, полос,
листов, труб и других видов прокатных и прессованных изделий. Латуни широко
применяют в общем, и химическом машиностроении.
Деформируемые
латуни выпускают (ГОСТ 15527—70) в виде простых латуней, например Л90
(томпак), Л80 (полутомпак), и сложных латуней, например ЛАЖ60-11, ЛС63-3 и др.
Латуни поставляют в виде полуфабрикатов — проволоки, прутков, лент, полос,
листов, труб и других видов прокатных и прессованных изделий. Латуни широко
применяют в общем, и химическом машиностроении.
Маркировка бронзы.
Сплавы меди с оловом, алюминием, кремнием, марганцем, свинцом, бериллием называют бронзами. В зависимости от введенного элемента бронзы называют оловянными, алюминиевыми и т. д.
Бронзы обладают высокой стойкостью против коррозии, хорошими литейными и высокими антифрикционными свойствами и обрабатываемостью резанием. Для повышения механических характеристик и придания особых свойств, бронзы легируют железом, никелем, титаном, цинком, фосфором. Введение марганца способствует повышению коррозионной стойкости, никеля — пластичности, железа — прочности, цинка — улучшению литейных свойств, свинца — улучшению обрабатываемости.
Бронзы маркируют буквами Бр, правее ставят элементы, входящие в бронзу: О — олово, Ц — цинк, С — свинец, А — алюминий, Ж — железо, Мц — марганец и др. Затем ставят цифры, обозначающие среднее содержание элементов в процентах (цифру, обозначающую содержание меди в бронзе, не ставят).
Например, марка БрОЦС5-5-5 означает, что бронза содержит олова, свинца и цинка по 5%, остальное — медь (85%).
Марки: БрОЦСН3-7-5-1, БрОЦС5-5-5, БрАЖ9-4, БрАЖ9-4Л, БрАМц9-2Л, БрБ2, БрАМц10-2, БрОФ10-1.
![]() Оловянные
бронзы содержат в среднем 4—6% олова, имеют высокие механические (σв
=150—350 МПа; δ = 3—5%; твердость НВ 60—90), антифрикционные и
антикоррозионные свойства; хорошо отливаются и обрабатываются резанием. Для
улучшения качества в оловянные бронзы вводят свинец, повышающий антифрикционные
свойства и обрабатываемость; цинк, улучшающий литейные свойства; фосфор,
повышающий литейные, механические и антифрикционные свойства. Различают деформируемые
и литейные оловянные бронзы.
Оловянные
бронзы содержат в среднем 4—6% олова, имеют высокие механические (σв
=150—350 МПа; δ = 3—5%; твердость НВ 60—90), антифрикционные и
антикоррозионные свойства; хорошо отливаются и обрабатываются резанием. Для
улучшения качества в оловянные бронзы вводят свинец, повышающий антифрикционные
свойства и обрабатываемость; цинк, улучшающий литейные свойства; фосфор,
повышающий литейные, механические и антифрикционные свойства. Различают деформируемые
и литейные оловянные бронзы.
Деформируемые бронзы (ГОСТ 5017—74) поставляются в виде полуфабрикатов (прутки, проволоки, ленты, полосы) в нагартованном (твердом) и отожженном (мягком) состояниях. Эти бронзы применяют для вкладышей подшипников, втулок деталей приборов и т. п.
Литейные оловянные бронзы содержат большее количество олова (до 15%), цинка
(4— 10%), свинца (3—6%), фосфора (0,4—1,0%). Литейные бронзы (ГОСТ 614— 73) применяют для получения различных фасонных отливок. Высокая стоимость и дефицитность олова — основной недостаток оловянных бронз.
![]() Безоловянные
бронзы содержат алюминий, железо, марганец, бериллий, кремний, свинец или
различное сочетание этих элементов. Алюминиевые бронзы содержат 4—11%
алюминия. Алюминиевые бронзы имеют высокую коррозионную стойкость, хорошие
механические и технологические свойства. Эти бронзы хорошо обрабатываются
давлением в горячем состоянии, а при содержании алюминия до 8% — и в холодном
состоянии. Бронзы, содержащие 9—11% алюминия, а также железо, никель,
марганец, упрочняются термической обработкой (закалка и отпуск). Наиболее
поддающаяся закалке БрАЖН10-4-4 после закалки (980°С) и отпуска (400°)
повышает твердость с НВ 170—200 до НВ 400.
Безоловянные
бронзы содержат алюминий, железо, марганец, бериллий, кремний, свинец или
различное сочетание этих элементов. Алюминиевые бронзы содержат 4—11%
алюминия. Алюминиевые бронзы имеют высокую коррозионную стойкость, хорошие
механические и технологические свойства. Эти бронзы хорошо обрабатываются
давлением в горячем состоянии, а при содержании алюминия до 8% — и в холодном
состоянии. Бронзы, содержащие 9—11% алюминия, а также железо, никель,
марганец, упрочняются термической обработкой (закалка и отпуск). Наиболее
поддающаяся закалке БрАЖН10-4-4 после закалки (980°С) и отпуска (400°)
повышает твердость с НВ 170—200 до НВ 400.
![]()
![]()
Деформируемые алюминиевые сплавы хорошо обрабатываются прокаткой, ковкой, штамповкой. Их марки приведены в ГОСТ4784-74.
К деформируемым алюминиевым сплавам не упрочняемым термообработкой, относятся сплавы системы Al-Mn иAL-Mg:Aмц; АмцС; Амг1; АМг4,5; Амг6.
Аббревиатура включает в себя начальные буквы, входящие в состав сплава компонентов и цифры, указывающие содержание легирующего элемента в процентах.
К деформируемым алюминиевым сплавам, упрочняемым термической обработкой, относятся сплавы системы Al-Cu-Mg с добавками некоторых элементов
(дуралюмины, ковочные сплавы), а также высокопрочные и жаропрочные сплавы сложного химического состава.
Дуралюмины маркируются буквой "Д" и порядковым номером, например: Д1, Д12, Д18, АК4, АК8.
Чистый деформируемый алюминий обозначается буквами "АД" и условным обозначением степени его чистоты: АДоч (>=99,98%Al), АД000(>=99,80% Аl), АД0(99,5% Аl), АД1 (99,30% Al), АД(>=98,80% Аl).
![]() Литейные
алюминиевые сплавы (ГОСТ 2685-75) обладает хорошей жидкотекучестью, имеет
сравнительно не большую усадку и предназначены в основном для фасонного литья.
Эти сплавы маркируются буквами "АЛ" с последующим порядковым номером:
АЛ2, АЛ9, АЛ13, АЛ22, АЛЗО.
Литейные
алюминиевые сплавы (ГОСТ 2685-75) обладает хорошей жидкотекучестью, имеет
сравнительно не большую усадку и предназначены в основном для фасонного литья.
Эти сплавы маркируются буквами "АЛ" с последующим порядковым номером:
АЛ2, АЛ9, АЛ13, АЛ22, АЛЗО.
Иногда маркируют по составу: АК7М2; АК21М2, 5Н2,5; АК4МЦ6. В этом случае "М" обозначает медь. "К" - кремний, "Ц" - цинк, "Н" - никель; цифра - среднее % содержание элемента.
Из алюминиевых антифрикционных сплавов (ГОСТ 14113-78) изготовляют подшипники и вкладыши, как литьем, так и обработкой давлением.
Такие сплавы маркируют буквой "А" и начальными буквами входящих в них элементов: А09-2, А06-1, АН-2,5, АСМТ.
В первые два сплава входят в указанное количество олова и меди (первая цифраолово, вторая-медь в %), в третий 2,7-3,3% Ni и в четвертый медь, сурьма и теллур. Маркировка титана и титановых сплавов.
![]() Титан
— серебристо-белый металл с высокой механической прочностью и высокой
коррозионной и химической стойкостью. Титан - тугоплавкий металл с невысокой
плотностью. Удельная прочность титана выше, чем у многих легированных
конструкционных сталей, поэтому при замене сталей титановыми сплавами можно при
равной прочности уменьшить массу детали на 40%. Титан хорошо обрабатывается
давлением, сваривается, из него можно изготовить сложные отливки, но обработка
резанием затруднительна.
Титан
— серебристо-белый металл с высокой механической прочностью и высокой
коррозионной и химической стойкостью. Титан - тугоплавкий металл с невысокой
плотностью. Удельная прочность титана выше, чем у многих легированных
конструкционных сталей, поэтому при замене сталей титановыми сплавами можно при
равной прочности уменьшить массу детали на 40%. Титан хорошо обрабатывается
давлением, сваривается, из него можно изготовить сложные отливки, но обработка
резанием затруднительна.
Для производства титана используют рутил, ильменит, титанит и другие руды, содержащие 10—40% двуокиси титана ТiO2.
После обогащения концентрат титановых руд содержит до 65% ТiO2. ТiO2 и сопутствующие окислы железа разделяют восстановительной плавкой.
В процессе плавки окислы железа и титана восстанавливаются, в результате чего получают чугун и титановый шлак, в котором содержится до 80—90% ТiO2.
Титановый шлак хлорируют, в результате чего титан соединяется с хлором в четыреххлористый титан TiCl4. Затем четыреххлористый титан нагревают в замкнутой реторте при температуре 950—1000°С в среде инертного газа (аргон) вместе с твердым магнием.
![]() Магний
отнимает хлор, превращаясь в жидкий МgСl2, а твердые частицы
восстановленного титана спекаются в пористую массу, образуя титановую губку.
Путем сложных процессов рафинирования и переплава из титановой губки получают
чистый титан. Технически чистый титан (ГОСТ 19807—74) содержит
Магний
отнимает хлор, превращаясь в жидкий МgСl2, а твердые частицы
восстановленного титана спекаются в пористую массу, образуя титановую губку.
Путем сложных процессов рафинирования и переплава из титановой губки получают
чистый титан. Технически чистый титан (ГОСТ 19807—74) содержит
99.2—99.65% титана.
Для получения сплавов с улучшенными свойствами его легируют алюминием, хромом, молибденом.
![]()
![]() Маркировка магния и
магниевых сплавов. Магний — самый легкий из технических цветных
металлов, его плотность 1,740 кг/м3, температура плавления 650°С.
Технически чистый магний непрочный, малопластичный металл с низкой тепло и
электропроводностью. Для улучшения прочностных свойств в магний добавляют алюминий,
кремний, марганец, торий, церий, цинк, цирконий и подвергают термообработке.
Маркировка магния и
магниевых сплавов. Магний — самый легкий из технических цветных
металлов, его плотность 1,740 кг/м3, температура плавления 650°С.
Технически чистый магний непрочный, малопластичный металл с низкой тепло и
электропроводностью. Для улучшения прочностных свойств в магний добавляют алюминий,
кремний, марганец, торий, церий, цинк, цирконий и подвергают термообработке.
Для производства магния используют преимущественно карналлит (МgСl2·КСl·6Н2O), магнезит (МgС03), доломит (СаС03·МgС03) и отходы ряда производств, например титанового. Карналлит подвергают обогащению, в процессе которого отделяют КСl и нерастворимые примеси путем перевода в водный раствор МgСl2 и КСl.
После получения в вакуум-кристаллизаторах искусственного карналлита, его обезвоживают и электролитическим путем получают из него магний, который затем подвергают рафинированию. Технически чистый магний (первичный) содержит
99,8—99,9% магния (ГОСТ 804—72).
Маркировка и химический состав магниевых сплавов для фасонного литья и слитков, предназначенных для обработки давлением, приведены в ГОСТ 2581—78.
![]()
Твердые сплавы.
![]() Твердые
сплавы изготовляют на основе тугоплавких карбидов, обладающих высокой
твердостью, прочностью, износостойкостью, жаростойкостью. Эти свойства
сохраняются достаточно высокими при нагреве до 800—1000°С. По способу
производства твердые сплавы делят на литые и металлокерамические, получаемые
спеканием порошков карбидов вольфрама, титана и тантала с кобальтом. Последний
вводят для придания сплавам вязкости.
Твердые
сплавы изготовляют на основе тугоплавких карбидов, обладающих высокой
твердостью, прочностью, износостойкостью, жаростойкостью. Эти свойства
сохраняются достаточно высокими при нагреве до 800—1000°С. По способу
производства твердые сплавы делят на литые и металлокерамические, получаемые
спеканием порошков карбидов вольфрама, титана и тантала с кобальтом. Последний
вводят для придания сплавам вязкости.
Литые твердые сплавы изготовляют в виде специальных электродов (ГОСТ 10051— 75), пригодных для наплавки (наварки) на инструмент или детали. Сплавы В2К, ВЗК (стеллиты), сормайт относят к литым сплавам.
Стеллиты представляют собой сплавы на основе вольфрама, хрома и кобальта. Эти сплавы наплавляют на рабочую поверхность новых или изношенных деталей и инструментов: штампов, ножей для резания металла, центров токарных станков и др.
Наплавку осуществляют с помощью ацетиленокислородного пламени или электрической дуги. Наплавленный слой стеллита имеет структуру эвтектики, состоящей из твердого раствора и карбидов хрома. Механические свойства наплавленного слоя будут тем выше, чем больше скорость его охлаждения, так как зерна будут получаться мельче.
Наплавленный слой термической обработке, не подвергают. Детали или инструмент, предназначенные для наплавки, изготовляют из углеродистой стали, этим достигается экономия дорогостоящих легированных сталей. Наплавлять указанные сплавы можно как на стальные, так и на чугунные детали.
![]() К литым твердым сплавам
относят также сормайты — высокоуглеродистые хромистые сплавы на железохромовой
основе. Они представляют собой либо заэвтектический высокохромистый чугун со
структурой первичных карбидов и эвтектикой (сормайт № 1), либо доэвтектический
белый хромистый чугун со структурой перлита и карбидной эвтектики (сормайт №
2).
К литым твердым сплавам
относят также сормайты — высокоуглеродистые хромистые сплавы на железохромовой
основе. Они представляют собой либо заэвтектический высокохромистый чугун со
структурой первичных карбидов и эвтектикой (сормайт № 1), либо доэвтектический
белый хромистый чугун со структурой перлита и карбидной эвтектики (сормайт №
2).
Сормайты изготовляют в виде прутков диаметром 5—7 мм и применяют для наплавки чугунных и стальных деталей и инструментов, работающих при нормальных и высоких температурах в условиях трения скольжения.
Слой, наплавленный сормайтом № 1, имеет твердость НКС 48—50. Термической обработке его не подвергают. Слой, наплавленный сормайтом № 2, подвергают отжигу при температуре 850—900° С с последующей закалкой в масле и высоким отпуском.
Стойкость деталей и инструмента, покрытых литыми твердыми сплавами, повышается в 12 раз и более. Зернистые (или порошкообразные) твердые сплавы изготовляют в виде порошка или крупки с величиной зерна 1—3 мм.
К зернистым сплавам относят сталинит, применяют в качестве заменителя стеллитов для повышения износостойкости деталей сельскохозяйственных машин, буровых долот и т. д.
Сталинит содержит 8% С, 13% Мn, 3% Al, 18'% Сr и др.
Зернистые сплавы используют как наполнитель трубчатого электрода или в виде присадочного порошка для наплавки. Наплавку производят различными способами, чаще всего применяют различные виды электродуговой сварки.
![]() Металлокерамические
твердые сплавы представляют собой твердый раствор карбидов вольфрама (WС),
титана (ТiС), тантала (ТаС) в металлическом кобальте (Со). Изделия из
металлокерамических сплавов выпускают в виде пластинок для, оснащения рабочей
части металлорежущего инструмента (резцов, сверл, фрез, разверток).
Металлокерамические
твердые сплавы представляют собой твердый раствор карбидов вольфрама (WС),
титана (ТiС), тантала (ТаС) в металлическом кобальте (Со). Изделия из
металлокерамических сплавов выпускают в виде пластинок для, оснащения рабочей
части металлорежущего инструмента (резцов, сверл, фрез, разверток).
Металлокерамические твердые сплавы.
Металлокерамические твердые сплавы. (ГОСТ 3882—74) подразделяют на три группы: вольфрамовую, титановольфрамовую, титанотанталовольфрамовую.
Вольфрамовые твердые сплавы (например, ВК3, ВК3М, ВК6, ВК8, ВК8В и др.) применяют при обработке хрупких материалов: чугуна, бронзы, фарфора, стекла.
Сплавом ВК6М оснащают режущий инструмент для чистовой и получистовой обработки отбеленных чугунов, жаропрочных сталей, пластмасс.
Сплавом ВК8В оснащают инструмент для бурения, волочения, чернового точения жаропрочных и нержавеющих сталей.
Буква В в конце марки указывает, что сплав крупнозернистый, буква М — мелкозернистый.
![]() Мелкозернистые
и крупнозернистые вольфрамовые высококобальтовые твердые сплавы ВК20, ВК25,
ВКЗО и новые твердые сплавы ВК15В, ВК20В и ВК25В, обладающие высокой прочностью
и ударной вязкостью, применяют для изготовления твердосплавных штампов,
работающих в условиях больших ударных нагрузок.
Мелкозернистые
и крупнозернистые вольфрамовые высококобальтовые твердые сплавы ВК20, ВК25,
ВКЗО и новые твердые сплавы ВК15В, ВК20В и ВК25В, обладающие высокой прочностью
и ударной вязкостью, применяют для изготовления твердосплавных штампов,
работающих в условиях больших ударных нагрузок.
Стойкость твердосплавных штампов по сравнению со стальными возрастает в 30— 50 раз, чем обеспечивает большой экономический эффект.
Титановольфрамовые твердые сплавы (Т5К10, Т15К6, Т30К4 и др.) предназначены для обработки вязких материалов: стали, латуни.
Сплавом Т5К10, например, оснащают режущий инструмент для чернового точения, а также чернового и чистового строгания сталей по корке и окалине (включая стальные тюковки, штампованные заготовки и отливки).
![]() Титанотанталовольфрамовые
твердые сплавы ТТ7К12 и ТТ10К8Б используют для черновой обработки стальных
поковок. Эти сплавы имеют более высокую вязкость, износостойкость и прочность
(σв — 1550 МПа), чем твердые титановольфрамовые и вольфрамовые
сплавы.
Титанотанталовольфрамовые
твердые сплавы ТТ7К12 и ТТ10К8Б используют для черновой обработки стальных
поковок. Эти сплавы имеют более высокую вязкость, износостойкость и прочность
(σв — 1550 МПа), чем твердые титановольфрамовые и вольфрамовые
сплавы.
Маркировка вольфрамовых твердых сплавов означает, например, для сплава ВК8, что в нем содержится примерно 92% карбидов вольфрама и 8% кобальта.
В титановольфрамовом сплаве Т30К4 содержится примерно 30% карбидов титана, 4% кобальта и остальное — карбиды вольфрама (66%).
В титанотанталовольфрамовом сплаве ТТ7К12 сумма содержания карбидов тантала и карбидов титана составляет примерно 7%, кобальта 12%, остальное — карбиды вольфрама (81%).
Аналогично расшифровываются и остальные марки твердых сплавов.
Пластифицированные твердые сплавы применяют для изготовления сложных по форме инструментов (сверл, зенкеров, разверток и т. п.), а также инструментов небольших размеров, которые трудно оснастить пластинками из твердого сплава.
Пластифицированным твердым сплавом называют спрессованный порошок, погруженный в кипящий парафин при температуре 400° С и составляющий с ним после остывания однородную массу.
![]()
ПРОВЕРЬ СЕБЯ:
Определить название и расшифровать марки конструкционных материалов по вариантам:
![]() 1 БСт3кп, 08Х20Н14С2,
Р9, СЧ25, М006, Амч3, ВТ1-00, МЛЗ 2 11Х11Н2В2МФ, ШХ30, У11, ВЧ45,
БрА9Мц2Л, АЛ19, ВТ1-0, МЛ4
1 БСт3кп, 08Х20Н14С2,
Р9, СЧ25, М006, Амч3, ВТ1-00, МЛЗ 2 11Х11Н2В2МФ, ШХ30, У11, ВЧ45,
БрА9Мц2Л, АЛ19, ВТ1-0, МЛ4
3 25ХГС А, Р6М5Ф2К8, 50, КЧ50, БрА7Мц15ЖЗН2Ц2, А6, ОТ4-0, МА1
4 45ХНЗМФА, ШХ9, 20пс, АЧС-4, Бр04Ц7С5, АД0Е, ОТ4-1, МА2
5 10Х17Н13М2Т, А20, Ст6, АЧК-1, БрОФ4-0, 25; АЛЗЗ, ОТ-4, МЛ19
6 Ст5ГпсЗ, 25Х13Н2, 15кп, АВЧ-1, ЛС63-2, Амц, ВТ5, МЛ15 7 16Х11Н2ВМФ, А40Г, ШХ15, СЧ10, ЛА77-2, Д16, ВТ9, МА18
8 45Х22Н4МЗ, У 13, ВСт2пс2, ВЧ1СО, М2р, АЛ25, ВТ14, МА15 9 31Х19Н9МВБТ, Р9, 45, КЧ45, БрСуЗНЗЦЗС20Ф, А8, ВТ16, МЛ5
10 12Х18Н9Т, ШХ15ГС, А20, АЧС-5, ЛЦ40МцЗА, АЛ21, ВТ20, МА17
11 ВСт3пс, 20Х, Р12, АЧВ-2, ЛЖМц59-1-1, АК4М4, ВТ22, МЛ6
12 15Х60Ю, Р6М5, У13А, АЧК-2, ЛС59-1, Д12, ПТ-7М, МЛ10
13 38Х2МЮА, ВСт4пс2, 50Г, АЧС-3, Л68, А5Е, ПТ-ЗВ, МА-12
14 36Х18Н25С2, А30, ВСт2кбп, КЧ60, БрАЖНЮ-4-4, АЛ2, ВТ9, МА11
15 40ХМФА, РОМЗФ2, АЗ0, ВЧ80,БрА7Мц15ЖЗН2Ц2, АК9, ВТ5, МЛ8
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Железоуглеродистые сплавы.
Чистое железо в технике почти не применяется. Одним из первых видов вырабатывавшегося железа было сварочное железо, практически чистое, но в настоящее время оно не находит заметного применения.
Конструкционные материалы любого назначения с наиболее подходящими свойствами получают, сплавляя железо с другими химическими элементами. Основными сплавами на основе железа являются сталь и чугун.
Сталь – это сплав железа с углеродом. В такой сплав могут входить и другие элементы, но углерод - непременный компонент стали. Содержание углерода в стали может достигать до 2,14%.
Сталь, содержащая ок. 0,2% углерода, называется конструкционной и пригодна для изготовления каркаса, скажем, высотного дома или автомобиля. С увеличением процента углерода сталь становится тверже.
При 0,8% С сталь пригодна для изготовления сверл и молотков, при 1% - бритвенных лезвий и напильников. Такие "высокоуглеродистые" стали называются инструментальными.
![]() Для повышения ударной
вязкости или для сохранения прочностных характеристик при повышенных
температурах к стали могут добавляться и другие легирующие элементы (никель,
хром, молибден, вольфрам, ванадий) общим количеством примерно до 5%.
Для повышения ударной
вязкости или для сохранения прочностных характеристик при повышенных
температурах к стали могут добавляться и другие легирующие элементы (никель,
хром, молибден, вольфрам, ванадий) общим количеством примерно до 5%.
![]()
![]()
![]() Производство
чугуна. Чугун – железоуглеродистый сплав, содержащий более 2,14% углерода.
Кроме углерода, в нем всегда присутствуют кремний (до 4%), марганец (до 2%), а
также фосфор и сера.
Производство
чугуна. Чугун – железоуглеродистый сплав, содержащий более 2,14% углерода.
Кроме углерода, в нем всегда присутствуют кремний (до 4%), марганец (до 2%), а
также фосфор и сера.
Чугун является основным исходным материалом для получения стали, на что расходуется примерно 80-85% всего чугуна.
Чугун получают в доменной печи из железных руд. Железные руды – основной исходный материал для выплавки чугуна. По типу рудного минерала руды бывают нескольких видов.
Красный железняк. Рудный минерал – гематит, безводная окись железа Fe2O3 (70% Fe). Руда обычно содержит 50-60% Fe. Это наиболее распространенный вид руды во всем мире.
Магнитный железняк. Рудный минерал – магнетит, магнитная окись железа Fe3O4 (72,4% Fe), в руде 55-60% Fe.
Бурый железняк. Рудный минерал – водные окислы железа nFe2O3 · mH2O (52-66% Fe). В руде обычно содержится 30-50% Fe.
Шпатовый железняк. Рудный минерал – сидерит, карбонат железа FeCO3 (48,3% Fe), в руде обычно 30-40% Fe.
![]()
![]()
![]()
![]()
![]()
![]() Доменные
флюсы необходимы для удаления из доменной печи тугоплавкой пустой породы руды и
золы топлива. Сплавляясь с флюсом, они образуют легкоплавкий сплав – доменный
шлак; в расплавленном состоянии он удаляется из печи через шлаковую летку.
Кроме того, флюс должен обеспечить получение шлака с необходимым химическим
составом и физическими свойствами, что в значительной мере определяет состав
чугуна.
Доменные
флюсы необходимы для удаления из доменной печи тугоплавкой пустой породы руды и
золы топлива. Сплавляясь с флюсом, они образуют легкоплавкий сплав – доменный
шлак; в расплавленном состоянии он удаляется из печи через шлаковую летку.
Кроме того, флюс должен обеспечить получение шлака с необходимым химическим
составом и физическими свойствами, что в значительной мере определяет состав
чугуна.
Флюсы выбирают в зависимости от пустой породы руды. В отечественных железных рудах пустая порода, как правило, содержит избыток SiO2. Поэтому в качестве флюса используют сильноосновные материалы, главным образом известняк CaCO3.
Доменный процесс.
Доменная печь – вертикальная печь шахтного типа. Ее высота (до 35 м) примерно в 2,5-3 раза больше диаметра. Стенки печи выкладывают из огнеупорных материалов – в основном из шамота. Нижнюю часть горна и его основание (лещадь) выполняют из особо огнеупорных материалов – углеродистых (графитизированных) блоков.
Для повышения стойкости огнеупорной кладки в ней устанавливают (примерно на 3/4 высоты печи) металлические холодильники, по которым циркулирует вода.
![]()
![]()
Химические процессы в доменной печи.
![]() Доменная
печь работает по принципу противотока. Шихтовые материалы – агломерат, кокс и
др. – загружают сверху при помощи засыпного (загрузочного) аппарата. Навстречу
опускающимся материалам снизу вверх движется поток горячих газов, образующихся
при сгорании топлива (кокса), а также природного газа.
Доменная
печь работает по принципу противотока. Шихтовые материалы – агломерат, кокс и
др. – загружают сверху при помощи засыпного (загрузочного) аппарата. Навстречу
опускающимся материалам снизу вверх движется поток горячих газов, образующихся
при сгорании топлива (кокса), а также природного газа.
В доменной печи протекают следующие основные процессы:
Восстановление железа. Этот процесс происходит последовательно от высших оксидов к низшим и далее к чистому металлу :
Fe2O3 – Fe3O4 – FeO – Fe
Главными восстановителями железа в доменной печи являются оксид углерода(I) и твердый углерод кокса. Оксид углерода(I) образуется при взаимодействии углекислого газа с раскалённым коксом:
C + CO2=2CO
Восстановление оксидом углерода называется косвенным (непрямым) восстановлением и происходит по реакциям:
3Fe2O3 + CO = 2Fe3O4 + CO2 + Q; Fe3O4 + CO = 3FeO + CO2 - Q; FeO + CO = Fe + CO2 + Q.
Восстановление Fe2O3 начинается при сравнительно низких температурах (4005000С) в верхней части шахты печи. По мере опускания рудных материалов повышаются температура и содержание СО в доменных газах; при этом создаются условия для окончательного восстановления железа.
Эти процессы заканчиваются в нижней части шахты печи при температурах около 900-9500 С.
![]() Значение
косвенного восстановления очень велико. В зависимости от условий работы печи
оксидом углерода СО восстанавливается 60-80% всего железа. Остальная часть
железа восстанавливается твердым углеродом. Восстановление твердым углеродом
называется прямым восстановлением. Оно происходит при температурах выше
950-10000 С (зона распара печи) по реакции
Значение
косвенного восстановления очень велико. В зависимости от условий работы печи
оксидом углерода СО восстанавливается 60-80% всего железа. Остальная часть
железа восстанавливается твердым углеродом. Восстановление твердым углеродом
называется прямым восстановлением. Оно происходит при температурах выше
950-10000 С (зона распара печи) по реакции
FeO + C = Fe + CO – Q.
Следует отметить, что эта реакция отражает лишь конечный результат процесса прямого восстановления, который протекает в две стадии:
FeO + CO = Fe + CO2 + Q
CO2 + C = 2CO– Q
FeO + C = Fe + CO2 – Q
![]() Таким образом, при прямом
восстановлении расходуется только углерод кокса, хотя реагентом,
взаимодействующим с FeO, является оксид углерода СО. Непосредственное
восстановление оксидов железа при контакте с углеродом кокса практически не
происходит.
Таким образом, при прямом
восстановлении расходуется только углерод кокса, хотя реагентом,
взаимодействующим с FeO, является оксид углерода СО. Непосредственное
восстановление оксидов железа при контакте с углеродом кокса практически не
происходит.
Уже в шахте доменной печи при температурах выше 400-5000 С наряду с восстановлением железа происходит и его науглероживание за счет оксида углерода СО по реакции:
3Fe + 2CO = Fe3 C + CO2 + Q.
Карбид железа Fe3С хорошо растворяется в твердом железе и постепенно образуется сплав железа с углеродом. С увеличением содержания углерода температура плавления сплава значительно понижается и достигает минимального значения
11470С при 4,3%.
В зонах печи с высокими температурами – обычно в нижней части шахты – начинается плавление сплава. Жидкий сплав – чугун, стекая вниз, омывает куски раскаленного кокса и дополнительно интенсивно науглероживается.
В нем также растворяются восстановленный марганец, кремний, сера и другие примеси. Конечный состав чугуна устанавливается в горне.
При этом большое значение имеют состав, свойства и количество шлака.
Восстановление других элементов. В доменную печь с шихтовыми материалами попадают марганец, кремний, сера и другие элементы в виде различных химических соединений. Эти элементы частично или полностью восстанавливаются и входят в состав чугуна, улучшая или ухудшая его свойства.
Постоянными полезными примесями чугуна являются марганец и кремний, вредными – сера и фосфор.
Марганец – постоянная примесь железных руд. При выплавке чугунов с повышенным содержанием марганца в доменную печь загружается марганцовая руда.
Высшие оксиды марганца восстанавливаются до оксида марганца MnO окисью углерода, аналогично окислам железа: MnO2 - Mn2O3 - Mn3O4- MnO. Закись марганца восстанавливается твердым углеродом по реакции:
MnO + C = Mn + CO – Q.
![]() Эта
реакция протекает при температурах выше 11000 С с поглощением тепла.
Поэтому для восстановления марганца требуется увеличить расход кокса и
температуру дутья. Например, при выплавке зеркального чугуна с 10-25% Mn расход
кокса увеличивается в 2-2,5 раза.
Эта
реакция протекает при температурах выше 11000 С с поглощением тепла.
Поэтому для восстановления марганца требуется увеличить расход кокса и
температуру дутья. Например, при выплавке зеркального чугуна с 10-25% Mn расход
кокса увеличивается в 2-2,5 раза.
Значительная часть MnO находится в виде силикатов, из которых может быть выделена известью.
Таким образом, дополнительным условием для увеличения степени восстановления марганца является достаточное количество извести CaO в шлаке, т.е. его повышенная основность.
Кремний находится в пустой породе руды и в золе кокса в виде свободного кремнезема SiO2 или в виде силикатов (SiO2·2СaO и др.). Восстановление кремния происходит из кремнезема SiO2 по реакции:
SiO2 + 2С = Si + 2СО – Q.
Кремний восстанавливается из SiO2 и карбидом железа Fe3C.
![]() Эта
реакция протекает с поглощением тепла при температурах не ниже 14500
С. Поэтому для выплавки чугуна с повышенным содержанием кремния необходимо
значительно увеличивать расход кокса и применять высокотемпературное дутье,
обогащенное кислородом.
Эта
реакция протекает с поглощением тепла при температурах не ниже 14500
С. Поэтому для выплавки чугуна с повышенным содержанием кремния необходимо
значительно увеличивать расход кокса и применять высокотемпературное дутье,
обогащенное кислородом.
Для увеличения количества свободного кремнезема в шлаке необходимо уменьшать в нем содержание извести CaО, т.е. понижать его основность.
Другие полезные примеси – никель, ванадий, титан и т.д. – попадают в доменную печь в виде примесей железной руды. При доменной плавке никель восстанавливается и переходит в чугун полностью, хром – на 85-95%, ванадий – на 70-80%.
Фосфор – вредная примесь железных руд находится в них главным образом в виде P2O5· 3СaO. Восстановление фосфора происходит окисью углерода СО, водородом, а также твердым углеродом. Весь фосфор, внесенный шихтой, восстанавливается и переходит в чугун практически полностью.
![]() Сера
– особенно вредная примесь в чугуне (а также в стали). Основное количество серы
вносит кокс, часть – железная руда. В доменной печи 10-20% серы удаляется в
виде соединений. Остальная часть серы переходит в чугун и в шлак в виде
сульфидов FeS, CaS и др. Сульфид железа FeS хорошо растворяется в чугуне.
Сера
– особенно вредная примесь в чугуне (а также в стали). Основное количество серы
вносит кокс, часть – железная руда. В доменной печи 10-20% серы удаляется в
виде соединений. Остальная часть серы переходит в чугун и в шлак в виде
сульфидов FeS, CaS и др. Сульфид железа FeS хорошо растворяется в чугуне.
В условиях доменной плавки основным способом десульфурации, т.е. удаления серы из металла, является образование сульфида кальция CaS по реакции
FeS + CaO = FeO + CaO + Q.
Сульфид кальция CaS нерастворим в чугуне и находится в шлаке. Наиболее интенсивно эта реакция протекает при прохождении капель чугуна через слой шлака.
Из этой реакции следует, что одним из основных условий удаления серы из металла является достаточное количество извести CaO в шлаке. Удалению серы способствует высокая температура в горне; с нагревом уменьшается вязкость шлака, что улучшает диффузию сульфидов и способствует восстановлению FeO.
![]()
Производство стали. Сталями называют сплавы железа с углеродом, содержание которого не превышает
2,14 %. Сталь – важнейший конструкционный материал для машиностроения, транспорта и т. д.
Сталеплавильное производство – это получение стали из чугуна и стального лома в сталеплавильных агрегатах металлургических заводов.
![]() Сталеплавильное
производство является вторым звеном в общем производственном цикле черной
металлургии. В современной металлургии основными способами выплавки стали
являются кислородно-конвертерный, мартеновский и электросталеплавильный
процессы. Соотношение между этими видами сталеплавильного производства
меняется.
Сталеплавильное
производство является вторым звеном в общем производственном цикле черной
металлургии. В современной металлургии основными способами выплавки стали
являются кислородно-конвертерный, мартеновский и электросталеплавильный
процессы. Соотношение между этими видами сталеплавильного производства
меняется.
Сталеплавильный процесс является окислительным процессом, так как сталь получается в результате окисления и удаления большей части примеси чугуна – углерода, кремния, марганца и фосфора. Отличительной особенностью сталеплавильных процессов является наличие окислительной атмосферы.
Окисление примесей чугуна и других шихтовых материалов осуществляется кислородом, содержащимся в газах, оксидах железа и марганца. После окисления примесей, из металлического сплава удаляют растворенный в нем кислород, вводят легирующие элементы и получают сталь заданного химического состава.
Производство стали в конвертерах.
![]() Кислородно-конвертерный
процесс представляет собой один из видов передела жидкого чугуна в сталь без
затраты топлива путем продувки чугуна в конвертере технически чистым
кислородом, подаваемым через фурму, которая вводится в металл сверху.
Количество воздуха необходимого для переработки 1 т чугуна, составляет 350
кубометров.
Кислородно-конвертерный
процесс представляет собой один из видов передела жидкого чугуна в сталь без
затраты топлива путем продувки чугуна в конвертере технически чистым
кислородом, подаваемым через фурму, которая вводится в металл сверху.
Количество воздуха необходимого для переработки 1 т чугуна, составляет 350
кубометров.
Впервые кислородно-конвертерный процесс в промышленном масштабе был осуществлен в Австрии в 1952 - 1953 гг. на заводах в городах Линце и Донавице (за рубежом этот процесс получил название ЛД по первым буквам городов, в нашей стране - кислородно-конвертерного).
В настоящее время работают конвертеры емкостью от 20 до 450 т, продолжительность плавки в которых составляет 30 - 50 мин.
Процесс занимает главенствующую роль среди существующих способов массового производства стали. Такой успех кислородно-конвертерного способа заключается в возможности переработки чугуна практически любого состава, использованием металлолома от 10 до 30 %, возможность выплавки широкого сортамента сталей, включая легированные, высокой производительностью, малыми затратами на строительство, большой гибкостью и качеством продукции.
![]() Конвертер
имеет грушевидную форму с концентрической горловиной. Это обеспечивает лучшие
условия для ввода в полость конвертера кислородной фурмы, отвода газов, заливки
чугуна и завалки лома и шлакообразующих материалов. Кожух конвертера выполняют
сварным из стальных листов толщиной от 20 до 100 мм. В центральной части
конвертера крепят цапфы, соединяющиеся с устройством для наклона. Механизм
поворота конвертера состоит из системы передач, связывающих цапфы с приводом.
Конвертер
имеет грушевидную форму с концентрической горловиной. Это обеспечивает лучшие
условия для ввода в полость конвертера кислородной фурмы, отвода газов, заливки
чугуна и завалки лома и шлакообразующих материалов. Кожух конвертера выполняют
сварным из стальных листов толщиной от 20 до 100 мм. В центральной части
конвертера крепят цапфы, соединяющиеся с устройством для наклона. Механизм
поворота конвертера состоит из системы передач, связывающих цапфы с приводом.
Конвертер может поворачиваться вокруг горизонтальной оси на 360о со скоростью от 0,01 до 2 об/мин. Для большегрузных конвертеров емкостью от 200 т применяют двухсторонний привод, например, четыре двигателя по два на каждую цапфу.
В шлемной части конвертера имеется летка для выпуска стали. Выпуск стали через летку исключает возможность попадания шлака в металл. Летка закрывается огнеупорной глиной, замешанной на воде.
Процесс производства стали в кислородном конвертере состоит из следующих основных периодов: загрузки металлолома, заливки чугуна, продувки кислородом, загрузки шлакообразующих, слива стали и шлака.
Загрузка конвертера начинается с завалки стального лома. Лом загружают в наклоненный конвертер через горловину при помощи завалочных машин лоткового типа.
Затем с помощью заливочных кранов заливают жидкий чугун, конвертер устанавливают в вертикальное положение, вводят фурму и включают подачу кислорода с чистотой не менее 99,5 % О2.
Одновременно с началом продувки загружают первую порцию шлакообразующих и железной руды (40 - 60 % от общего количества). Остальную часть сыпучих материалов подают в конвертер в процессе продувки одной или несколькими порциями, чаще всего 5 - 7 минут после начала продувки.
Правильно организованный режим продувки обеспечивает хорошую циркуляцию металла и его перемешивание со шлаком. Последнее, в свою очередь, способствует повышению скорости окисления содержащихся в чугуне C, Si, Mn, P.
![]() Полученный
металл содержит повышенное содержание кислорода, поэтому заключительной операцией
плавки является раскисление металла, которое проводят в сталеразливном ковше.
Для этой цели одновременно со сливом стали по специальному поворотному желобу в
ковш попадают раскислители и легирующие добавки.
Полученный
металл содержит повышенное содержание кислорода, поэтому заключительной операцией
плавки является раскисление металла, которое проводят в сталеразливном ковше.
Для этой цели одновременно со сливом стали по специальному поворотному желобу в
ковш попадают раскислители и легирующие добавки.
![]()
![]() Шлак
из конвертера сливают через горловину в шлаковый ковш, установленный на
шлаковозе под конвертером. Течение кислородно-конвертерного процесса
обусловливается температурным режимом и регулируется изменением количества
дутья и введением в конвертер охладителей - металлолома, железной руды,
известняка. Температура металла при выпуске из конвертера около 1600о
С.
Шлак
из конвертера сливают через горловину в шлаковый ковш, установленный на
шлаковозе под конвертером. Течение кислородно-конвертерного процесса
обусловливается температурным режимом и регулируется изменением количества
дутья и введением в конвертер охладителей - металлолома, железной руды,
известняка. Температура металла при выпуске из конвертера около 1600о
С.
Во время продувки чугуна в конвертере образуется значительное количество отходящих газов. Для использования тепла отходящих газов и отчистки их от пыли за каждым конвертером оборудованы котел-утилизатор и установка для очистки газов.
Управление конвертерным процессом осуществляется с помощью современных мощных компьютеров, в которые вводится информации об исходных материалах (состав и количество чугуна, лома, извести), а также о показателях процесса (количество и состав кислорода, отходящих газов, температура и т. п.).
Существуют способы кислородно-конвертерной плавки с донной продувкой и комбинированной продувкой.
![]()
Мартеновская выплавка стали постепенно заменяется кислородно-конвертерным процессом.
Мартеновская печь обычно вмещает 500 т стали.
Она имеет широкий неглубокий под и низкий арочный свод, отражающий тепло в сторону пода. Газ и воздух вводятся с одного конца и сгорают над подом. Чем ниже содержание углерода, тем выше температура плавления.
![]() Для достижения температуры,
при которой плавится сталь с минимальным содержанием углерода, применяют
принцип регенерации тепла. На обоих концах печи имеются регенерационные камеры
с такой же кирпичной насадкой, как и в кауперах доменной печи. Продукты
сгорания пропускаются через одну из этих камер.
Для достижения температуры,
при которой плавится сталь с минимальным содержанием углерода, применяют
принцип регенерации тепла. На обоих концах печи имеются регенерационные камеры
с такой же кирпичной насадкой, как и в кауперах доменной печи. Продукты
сгорания пропускаются через одну из этих камер.
Когда футеровка достаточно нагрета, направление потоков через печь меняется на обратное. Поступающие воздух и газ воспринимают тепло от кирпичей насадки, а отходящие газы нагревают вторую камеру. Таким образом достигается экономия топлива и повышается рабочая температура.
![]()
![]() Электропечи сначала
применялись только для выплавки качественных инструментальных и нержавеющих
сталей, выплавлявшихся до этого в тиглях. Но постепенно электропечи стали
играть важную роль в производстве малоуглеродистой стали из металлолома в тех
случаях, когда не требуется передела чугуна из доменной печи.
Электропечи сначала
применялись только для выплавки качественных инструментальных и нержавеющих
сталей, выплавлявшихся до этого в тиглях. Но постепенно электропечи стали
играть важную роль в производстве малоуглеродистой стали из металлолома в тех
случаях, когда не требуется передела чугуна из доменной печи.
В настоящее время около 30% нерафинированной стали выплавляется в электропечах.
Наиболее распространены дуговые электропечи. Под дуговой сталеплавильной печи облицован огнеупорной кирпичной кладкой, свод охлаждается водой и может сдвигаться в сторону для загрузки печи. Через три отверстия в своде вводятся угольные электроды. Между электродами и металлоломом на поду печи зажигается дуговой разряд. В большой печи ток дуги может достигать 100 000 А.
Плавка стали обычно производится следующим образом. Свод печи отводят в сторону, и на под печи осторожно загружают металлолом. После этого свод возвращают на место, а электроды опускают так, чтобы они на 2-3 см не доходили до верха загруженного металлолома. Зажигают дугу и по мере расплавления завалки постепенно увеличивают мощность.
В печь вводят кислород для окисления углерода и кремния в завалке и известь для образования шлака. На этом этапе химия плавки такая же, как и в кислородноконвертерном процессе. По окончании периода окисления отбирают пробу, анализируют ее и при необходимости корректируют состав.
Затем выключают дугу, поднимают электроды, наклоняют печь и выпускают сталь в ковш.
![]() Электросталеплавильный
процесс находит также важное применение в вакуумной плавке стали. Для этого
обычно пользуются индукционными электропечами. Сталь помещают в графитовый
тигель, окруженный медным змеевиком индуктора. На индуктор подается переменное
напряжение высокой частоты. Вихревые токи, наводимые индуктором в графитовом
тигле, нагревают его, поскольку удельное сопротивление графита довольно велико.
Если тигель с индуктором помещен в вакуумную камеру, то сталь, плавясь в
вакууме, освобождается от кислорода и других растворенных газов. В результате
получается очень чистая сталь, не содержащая оксидов. Вакуумная плавка
дорогостояща и применяется лишь в тех случаях, когда требуется особо прочная и
надежная сталь, например для шасси самолетов. Улучшение механических свойств
стали в результате вакуумной плавки связано с отсутствием частиц оксидов, на
которых в обычной стали часто зарождаются трещины
Электросталеплавильный
процесс находит также важное применение в вакуумной плавке стали. Для этого
обычно пользуются индукционными электропечами. Сталь помещают в графитовый
тигель, окруженный медным змеевиком индуктора. На индуктор подается переменное
напряжение высокой частоты. Вихревые токи, наводимые индуктором в графитовом
тигле, нагревают его, поскольку удельное сопротивление графита довольно велико.
Если тигель с индуктором помещен в вакуумную камеру, то сталь, плавясь в
вакууме, освобождается от кислорода и других растворенных газов. В результате
получается очень чистая сталь, не содержащая оксидов. Вакуумная плавка
дорогостояща и применяется лишь в тех случаях, когда требуется особо прочная и
надежная сталь, например для шасси самолетов. Улучшение механических свойств
стали в результате вакуумной плавки связано с отсутствием частиц оксидов, на
которых в обычной стали часто зарождаются трещины
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
На этой диаграмме точка А (1539 °С) соответствует температуре плавления (затвердевания) железа, а точка D (≈1600 °С) – температуре плавления (затвердевания) цементита.
Линия AВCD – это линия ликвидуса, показывающая температуры начала затвердевания (конца плавления) сталей и белых чугунов. При температурах выше линии AВCD – сплав жидкий.
Линия AНJECF – это линия солидуса, показывающая температуры конца затвердевания (начала плавления).
По линии ликвидуса АВС (при температурах, соответствующих линии АВС) из жидкого сплава кристаллизуется аустенит, а по линии ликвидуса CD – цементит, называемый первичным цементитом.
В точке С при температуре 1147 °С и содержании 4,3 % углерода из жидкого сплава одновременно кристаллизуется аустенит и цементит первичный, образуя эвтектику, называемую ледебуритом.
![]() При
температурах, соответствующих линии солидуса АHJЕ, сплавы с содержанием
углерода до 2,14 % окончательно затвердевают с образованием структуры
аустенита. На линии солидуса ЕС (1147 °С) сплавы с содержанием углерода
от 2,14 до 4,3 % окончательно затвердевают с образованием эвтектики ледебурита.
Так как при более высоких температурах из жидкого сплава выделяется аустенит,
следовательно, такие сплавы после затвердевания имеют структуру аустенит +
ледебурит.
При
температурах, соответствующих линии солидуса АHJЕ, сплавы с содержанием
углерода до 2,14 % окончательно затвердевают с образованием структуры
аустенита. На линии солидуса ЕС (1147 °С) сплавы с содержанием углерода
от 2,14 до 4,3 % окончательно затвердевают с образованием эвтектики ледебурита.
Так как при более высоких температурах из жидкого сплава выделяется аустенит,
следовательно, такие сплавы после затвердевания имеют структуру аустенит +
ледебурит.
На линии солидуса CF (1147 °С) сплавы с содержанием углерода от 4,3 до 6,67 % окончательно затвердевают также с образованием эвтектики ледебурита. Так как при более высоких температурах из жидкого сплава выделяется цементит (первичный), следовательно, такие сплавы после затвердевания имеют структуру – первичный цементит + ледебурит.
В области АВСЕJHА, между линией ликвидуса АС и солидуса АHJЕС, имеется жидкий сплав + кристаллы аустенита; в области CDF, между линией ликвидуса CD и солидуса CF, – жидкий сплав + кристаллы цементита (первичного).
В результате первичной кристаллизации во всех сплавах с содержанием углерода до 2,14 % образуется однофазная структура – аустенит.
Сплавы железа с углеродом, в которых в результате первичной кристаллизации в равновесных условиях получается аустенитная структура, называют сталями. Следовательно, сталь – это железоуглеродистые сплавы с содержанием углерода до 2,14 %.
![]() Сплавы
с содержанием углерода более 2,14 %, в которых при кристаллизации образуется
эвтектика ледебурит, называют чугунами. Следовательно, чугун – это
железоуглеродистые сплавы с содержанием углерода более 2,14 %. В рассматриваемой
системе практически весь углерод находится в связанном состоянии, в виде
цементита. Излом таких чугунов светлый, блестящий (белый излом), поэтому такие
чугуны называют белыми.
Сплавы
с содержанием углерода более 2,14 %, в которых при кристаллизации образуется
эвтектика ледебурит, называют чугунами. Следовательно, чугун – это
железоуглеродистые сплавы с содержанием углерода более 2,14 %. В рассматриваемой
системе практически весь углерод находится в связанном состоянии, в виде
цементита. Излом таких чугунов светлый, блестящий (белый излом), поэтому такие
чугуны называют белыми.
![]()
С понижением температуры в сталях с содержанием углерода от 0,8 до 2,14 % из аустенита выделяется избыточный углерод в виде цементита, называемого вторичным. Следовательно, ниже линии SE (до температуры 727 °С) сталь имеет структуру: аустенит + цементит вторичный.
![]() Критические
точки, лежащие на линии SE, обозначаются Аст. В
чугунах с содержанием углерода от 2,14 до 4,3 % при 1147 °С, кроме ледебурита,
есть аустенит, из которого при понижении температуры тоже выделяется вторичный
цементит. Следовательно, ниже линии ЕС(до температуры 727 °С) белый
чугун имеет структуру: ледебурит + аустенит + цементит вторичный.
Критические
точки, лежащие на линии SE, обозначаются Аст. В
чугунах с содержанием углерода от 2,14 до 4,3 % при 1147 °С, кроме ледебурита,
есть аустенит, из которого при понижении температуры тоже выделяется вторичный
цементит. Следовательно, ниже линии ЕС(до температуры 727 °С) белый
чугун имеет структуру: ледебурит + аустенит + цементит вторичный.
Линия PSK (727 °С) – это линия эвтектоидного превращения. На этой линии во всех железоуглеродистых сплавах аустенит распадается, образуя структуру, представляющую собой механическую смесь феррита и цементита и называемую перлитом.
Критические точки, лежащие на линии PSK, обозначаются А1, при нагреве их обозначают Аc1 а при охлаждении – Аr1.
Ниже 727 °С железоуглеродистые сплавы имеют следующие структуры. Стали, содержащие углерода менее 0,8 %, имеют структуру феррит + перлит и называются доэвтектоидными сталями.
![]()
Сталь с содержанием углерода 0,8 % имеет структуру перлита и называется эвтектоидной сталью.
Стали с содержанием углерода от 0,8 до 2,14 % имеют структуру перлит + цементит
(вторичный) и называются заэвтектоидными сталями.
Белые чугуны с содержанием углерода от 2,14 до 4,3 % имеют структуру перлит + вторичный цементит + ледебурит и называются доэвтектическими чугунами
Белый чугун с содержанием углерода 4,3 % имеет структуру ледебурита и называется эвтектическим чугуном.
Белые чугуны с содержанием углерода от 4,3 до 6,67 % имеют структуру цементит первичный + ледебурит и называются заэвтектическими чугунами.
![]() Линия
PQ показывает, что с понижением температуры растворимость углерода в
феррите уменьшается от 0,02 % при 727 °С до 0,006 % при комнатной температуре.
Линия
PQ показывает, что с понижением температуры растворимость углерода в
феррите уменьшается от 0,02 % при 727 °С до 0,006 % при комнатной температуре.
При охлаждении ниже температуры 727 °С из феррита выделяется избыточный углерод в виде цементита, называемого третичным.
![]()
![]()
![]()
![]()
Структурное состояние аустенита (А) в железоуглеродистых сплавах аналогично ферриту: он может быть единственной структурной составляющей в сплаве; составлять основу сплава; входить в него, как остаточный аустенит; содержаться в виде фазовой составляющей в составе более сложной структурной составляющей – эвтектической аустенито-цементитной смеси (ледебурита), существующей при температурах выше эвтектоидной линии на диаграмме железо-углерод.
Аустенит в структуре выявляется так же, как и феррит в виде сравнительно равноосных полиэдров, но отличается от него значительным количеством двойников в теле зерна. Аустенит – парамагнитная составляющая во всем температурном интервале его существования. Аустенит мягок, хотя тверже феррита (HB = 200-250). Он пластичен (относительное удлинение 40-50% и выше).
Превращение феррита и феррито-цементитной смеси в аустенит сопровождается уменьшением объема.
![]() Цементит
– метастабильное соединение железа с углеродом, соответствующее формуле Fe3C.
Цементит имеет сложную орторомбическую решетку, основа которой представляет
собой трехгранную, слегка искаженную призму, образованную шестью атомами
железа. Часть атомов железа имеет 11 соседних атомов железа, а часть – 12.
Пустоты заполняются атомами углерода. В этом структура цементита близка по
своему строению к структуре аустенита, а также к плотнейшей гексагональной
модификации ε – железа.
Цементит
– метастабильное соединение железа с углеродом, соответствующее формуле Fe3C.
Цементит имеет сложную орторомбическую решетку, основа которой представляет
собой трехгранную, слегка искаженную призму, образованную шестью атомами
железа. Часть атомов железа имеет 11 соседних атомов железа, а часть – 12.
Пустоты заполняются атомами углерода. В этом структура цементита близка по
своему строению к структуре аустенита, а также к плотнейшей гексагональной
модификации ε – железа.
![]()
Структурное состояние цементита определяется, в основном, типом превращения, при котором он образуется. Различают первичный цементит (ЦI), который представляет собой крупные игольчатые кристаллы, образующиеся при кристаллизации непосредственно из жидкости в заэвтектическом белом чугуне. Вторичный цементит (ЦII) выделяется в заэвтектоидных сталях и доэвтектических чугунах, в основном, в виде сетки по границам зерен аустенита, а также в ряде случаев в виде равномерно распределенных по объему аустенитного зерна скоагулированных частиц или игл.
Вторичный цементит – это избыточная фаза в железоуглеродистых сплавах, выделяющаяся из аустенита при охлаждении в результате уменьшения растворимости углерода в аустените при понижении температуры.
![]() Выделение третичного
цементита (ЦIII) характерно для технического железа и
малоуглеродистой стали. Выделяется третичный цементит из феррита в результате
уменьшения растворимости углерода в феррите с понижением температуры от
727˚С до комнатной температуры. Третичный цементит в структуре железа и
малоуглеродистой стали в микроструктуре наблюдается в виде тонких прожилок по
границам зерен феррита. Такие выделения третичного цементита охрупчивают железо
и малоуглеродистые стали. Поэтому такие сплавы подвергают термической обработке
с целью изменения структурного состояния третичного цементита. Желательное его
положение в структуре сплава – равномерно рассредоточенные выделения в объеме
ферритных зерен. Этого добиваются путем закалки и старения.
Выделение третичного
цементита (ЦIII) характерно для технического железа и
малоуглеродистой стали. Выделяется третичный цементит из феррита в результате
уменьшения растворимости углерода в феррите с понижением температуры от
727˚С до комнатной температуры. Третичный цементит в структуре железа и
малоуглеродистой стали в микроструктуре наблюдается в виде тонких прожилок по
границам зерен феррита. Такие выделения третичного цементита охрупчивают железо
и малоуглеродистые стали. Поэтому такие сплавы подвергают термической обработке
с целью изменения структурного состояния третичного цементита. Желательное его
положение в структуре сплава – равномерно рассредоточенные выделения в объеме
ферритных зерен. Этого добиваются путем закалки и старения.
Кроме того, цементит в качестве фазовой составляющей входит в состав сложных двухфазных структурных составляющих в железо-углеродистых сплавах – перлита и ледебурита. В этом случае такой цементит называют эвтектоидным и эвтектическим (Цэ), соответственно.
Графит – важнейшая фазовая и структурная составляющая (Г) серых, ковких и высокопрочных чугунов, обусловливающая их малую усадку при кристаллизации, высокие антифрикционные свойства, малую изнашиваемость, большое внутренние трение, обеспечивающее уменьшение вибраций, и ряд других полезных свойств. Графит – гексагональная модификация углерода. При нормальном давлении графит является стабильной составляющей до температур около 4000˚С.
![]() В
решетке графита атомы расположены слоями с гексагональной симметрией. В первом и
третьем слоях атомы расположены друг над другом. Во втором (среднем) слое атомы
сдвинуты вдоль наибольшей диагонали шестигранника на величину параметра решетки
(длину стороны шестигранника). Расстояние между слоями (3,35 кХ) значительно
больше, чем расстояния между соседними атомами в гексагональном слое. Из-за
легкой подвижности слабо связанных гексагональных слоев графит – наименее
прочная фаза железоуглеродистых сплавов.
В
решетке графита атомы расположены слоями с гексагональной симметрией. В первом и
третьем слоях атомы расположены друг над другом. Во втором (среднем) слое атомы
сдвинуты вдоль наибольшей диагонали шестигранника на величину параметра решетки
(длину стороны шестигранника). Расстояние между слоями (3,35 кХ) значительно
больше, чем расстояния между соседними атомами в гексагональном слое. Из-за
легкой подвижности слабо связанных гексагональных слоев графит – наименее
прочная фаза железоуглеродистых сплавов.
Графит в структуре железоуглеродистых сплавов находится либо в виде избыточной фазы (в заэвтектическом сером чугуне), либо в качестве фазовой составляющей,
![]()
![]()
После модифицирования жидкого чугуна магнием и некоторыми другими элементами, а также после отжига белого чугуна на ковкий, в структуре можно наблюдать глобулярный (хлопьевидный или шаровидный) графит. Эта форма графита обеспечивает получение повышенной прочности и пластичности чугуна.
Все описанные фазовые составляющие могут одновременно быть и структурными составляющими, если они в структуре сплава находятся в виде избыточных фаз или составляют основу структуры сплава.
Кроме однофазных структурных составляющих в железоуглеродистых сплавах имеют место и сложные двухфазные: перлит, ледебурит, графито-аустенитная эвтектика и феррито-графитный эвтектоид.
![]() Перлит – это
эвтектоидная физико-химическая смесь двух фаз: феррита и цементита,
образовавшаяся в метастабильной системе железо-углерод за счет диффузионного
расслоения аустенита по эвтектоидной реакции. Перлит образуется при
переохлаждении аустенита ниже линии PSK диаграммы железо-углерод. Строение перлита
определяется величиной переохлаждения, при котором
происходит распад.
Перлит – это
эвтектоидная физико-химическая смесь двух фаз: феррита и цементита,
образовавшаяся в метастабильной системе железо-углерод за счет диффузионного
расслоения аустенита по эвтектоидной реакции. Перлит образуется при
переохлаждении аустенита ниже линии PSK диаграммы железо-углерод. Строение перлита
определяется величиной переохлаждения, при котором
происходит распад.
При малом переохлаждении (на 20-30 ˚С ниже линии эвтектоидного превращения) образуется зернистый перлит. Зернистый перлит представляет собой ферритоцементитную структуру, в которой основой является феррит, а по его объему статистически равномерно распределены зернистые, близкие к сферическим, включения цементита.
![]()
Чем больше степень переохлаждения, тем выше дисперсность феррито-цементитной эвтектоидной смеси. Высокодисперсные феррито-цементитные смеси носят названия сорбит и троостит. Троостит наиболее дисперсная феррито-цементитная смесь.
Перлит присутствует в структуре сталей и чугунов. Количество перлита растет в доэвтектоидных сталях с увеличением содержания углерода от 0,02 до 0,8%. Эвтектоидная сталь имеет чисто перлитную структуру (100% перлита).
Ледебурит – эвтектическая физико-химическая смесь аустенита и цементита, образующаяся в результате эвтектической кристаллизации из жидкости, содержащей 4,3% углерода.
![]() Ледебурит
представляет собой колонийную структуру, основу которой составляют пластины
цементита, проросшие разветвленными кристаллами аустенита. Ветви аустенита в
составе ледебурита располагаются регулярно по всему объему эвтектической
цементитной пластины и имеет форму стержней примерно цилиндрической
конфигурации.
Ледебурит
представляет собой колонийную структуру, основу которой составляют пластины
цементита, проросшие разветвленными кристаллами аустенита. Ветви аустенита в
составе ледебурита располагаются регулярно по всему объему эвтектической
цементитной пластины и имеет форму стержней примерно цилиндрической
конфигурации.
На шлифе колония ледебурита в зависимости от направления поверхности шлифа относительно аустенитных ветвей может выглядеть либо в виде «зернистой» смеси при поперечном сечении колонии, либо «пластинчатой» - при продольном сечении. При сечении колонии под углом к плоскости базиса цементита, сечения аустенитных ветвей в составе ледебурита эллиптической конфигурации.
![]()
При этом увеличивается доля пластинчатого ледебурита в структуре белого чугуна. Чаще всего пакет пластинчатого ледебурита составляет основу, на которой зарождается и растет колония сотового ледебурита.
При очень больших скоростях охлаждения весь ледебурит может оказаться пластинчатым. В этом случае цементит разветвляется, приобретая вид веерообразных колоний. При еще больших скоростях охлаждения появляются сферолитные колонии.
![]() Ледебурит,
состоящий из эвтектической смеси аустенита и цементита, устойчив в
температурном интервале от эвтектической до эвтектоидной линии на диаграмме
железо-углерод. При понижении температуры ниже 727 ˚С аустенит в составе
ледебурита претерпевает эвтектоидное превращение, в результате чего при
комнатной температуре ледебурит представляет собой эвтектическую смесь перлита
с цементитом. Строение перлита в ледебурите такое же, как и в сплавах с меньшим
содержанием углерода (сталях).
Ледебурит,
состоящий из эвтектической смеси аустенита и цементита, устойчив в
температурном интервале от эвтектической до эвтектоидной линии на диаграмме
железо-углерод. При понижении температуры ниже 727 ˚С аустенит в составе
ледебурита претерпевает эвтектоидное превращение, в результате чего при
комнатной температуре ледебурит представляет собой эвтектическую смесь перлита
с цементитом. Строение перлита в ледебурите такое же, как и в сплавах с меньшим
содержанием углерода (сталях).
Ледебурит, как и цементит, образующий его основу, тверд, износостоек и обладает практически нулевой пластичностью. Эти свойства ледебурита лежат в основе использования такой структуры в белых чугунах, используемых в качестве одних из наиболее износостойких материалов.
Аустенито-графитная эвтектика образуется в стабильной системе железо-углерод и представляет собой смесь кристаллов графита, сформировавшуюся при одновременном выделении из жидкости состава 4,25% углерода обеих фазовых
![]()
![]()
![]()
Характерной особенностью пластмасс является их способность при нагревании переходить в пластическое состояние и под давлением хорошо формоваться в изделия, сохраняя полученную форму.
Сырьем для производства пластмасс служат продукты переработки дешевого естественного сырья: каменного угля, нефти, природных газов и др.
Достоинства пластмасс:
Пластмассы обладают малой плотностью (1000—1800 кг/м3). В среднем они в 1,2 раза легче самых легких металлических материалов— сплавов на основе магния, почти в 2 раза легче алюминиевых сплавов, в 5—6 раз легче черных металлов.
![]() Пластмассам
характерна высокая коррозионная стойкость в различных агрессивных средах.
Некоторые из пластмасс, например фторопласты, по химической стойкости
превосходят золото и платину. Коррозионностойкие пластмассы находят применение
в химической промышленности.
Пластмассам
характерна высокая коррозионная стойкость в различных агрессивных средах.
Некоторые из пластмасс, например фторопласты, по химической стойкости
превосходят золото и платину. Коррозионностойкие пластмассы находят применение
в химической промышленности.
Пластмассы обладают также очень высокими электроизоляционными свойствами, что дает возможность широко использовать их в электропромышленности, радиотехнике, телевидении и т. д.
Пластмассы отличаются высокими механическими свойствами. Многие из них по удельной прочности не уступают металлам и даже превосходят их.
![]()
![]()
Поликонденсация — сложный химический процесс, в котором при образовании смолы (полимера) взаимодействуют два или несколько исходных веществ. Поликонденсация происходит с выделением побочных низкомолекулярных продуктов (воды, аммиака, спирта и др.), поэтому химический состав образовавшейся смолы уже не соответствует составу исходных веществ.
Методом поликонденсации получают фенолоформальдегидные смолы
(фенопласты), мочевинно- и меламиноформальдегидиые смолы (аминопласты) и др.
Смолы и изготовленные на их основе пластмассы в зависимости от поведения при нагревании подразделяются на две основные группы: термопластичные и термореактивные.
Термопластичные смолы при нагревании размягчаются, а при охлаждении вновь затвердевают. Готовые изделия, изготовленные на основе этих смол, можно подвергать повторному формованию.
![]() Термореактивные
смолы при нагревании вначале размягчаются, но при дальнейшем повышении
температуры переходят в неплавкое и нерастворимое состояние. Готовые изделия,
изготовленные на основе этих смол, не поддаются повторной переработке. Термореактивные
пластмассы получают на основе поликонденсационных смол.
Термореактивные
смолы при нагревании вначале размягчаются, но при дальнейшем повышении
температуры переходят в неплавкое и нерастворимое состояние. Готовые изделия,
изготовленные на основе этих смол, не поддаются повторной переработке. Термореактивные
пластмассы получают на основе поликонденсационных смол.
Основные компоненты пластических масс.
По своему составу все пластические массы делятся на простые и сложные (композиционные).
Простые пластмассы состоят из одного связующего вещества (смолы). К ним относятся полиэтилен, полистирол и др.
Сложные пластмассы, кроме смолы, содержат еще наполнители, пластификаторы, смазывающие вещества, красители и другие добавки. К сложным пластмассам относятся фенопласты, аминопласты.
Основными компонентами сложных пластмасс являются связующие вещества, наполнители и пластификаторы.
Связующие вещества цементируют составные части пластмассы и определяют ее основные свойства.
![]() Наполнители
придают пластмассам повышенную прочность, удешевляют их стоимость, а также
уменьшают усадку пластмасс при прессовании из них изделий. В качестве
наполнителей применяются вещества органического (древесная мука, хлопковые
очесы, бумага и др.) и минерального (слюда, кварц, асбест и др.)
Наполнители
придают пластмассам повышенную прочность, удешевляют их стоимость, а также
уменьшают усадку пластмасс при прессовании из них изделий. В качестве
наполнителей применяются вещества органического (древесная мука, хлопковые
очесы, бумага и др.) и минерального (слюда, кварц, асбест и др.)
![]()
Способы переработки пластмасс в изделия.
Компрессионное прессование — один из самых распространенных способов переработки пластмасс в изделия. Основным оборудованием, применяемым при этом способе переработки пластмасс в изделия, являются гидравлические или механические прессы. Процесс прессования осуществляется в металлических прессформах, которые изготавливают из инструментальных легированных или инструментальных углеродистых высококачественных сталей.
![]() При
компрессионном прессовании пресс-материал в виде таблеток, зерен или порошка
загружается в рабочую полость раскрытой пресс-формы. Под действием тепла и
давления пресс-материал переходит в пластическое состояние и заполняет рельефы
полости пресс-формы. В момент окончания формования пресс выключают и
выдерживают прессуемую массу при определенном давлении и температуре. Во время
выдержки происходит отвердевание пресс-материала и окончательное оформление из
него изделия. Готовые изделия из термореактивных материалов извлекаются
(автоматически или вручную) из горячей пресс-формы, а изделия из
термопластичных масс — после охлаждения пресс-формы. Способ компрессионного
прессования применяется главным образом для переработки термореактивных
пластмасс.
При
компрессионном прессовании пресс-материал в виде таблеток, зерен или порошка
загружается в рабочую полость раскрытой пресс-формы. Под действием тепла и
давления пресс-материал переходит в пластическое состояние и заполняет рельефы
полости пресс-формы. В момент окончания формования пресс выключают и
выдерживают прессуемую массу при определенном давлении и температуре. Во время
выдержки происходит отвердевание пресс-материала и окончательное оформление из
него изделия. Готовые изделия из термореактивных материалов извлекаются
(автоматически или вручную) из горячей пресс-формы, а изделия из
термопластичных масс — после охлаждения пресс-формы. Способ компрессионного
прессования применяется главным образом для переработки термореактивных
пластмасс.
Литьевое прессование отличается от компрессионного тем, что пресс-материал размягчается не в оформляющей полости пресс-формы, а в специальной загрузочной камере, соединенной с полостью пресс-формы литниковым каналом. Затем размягченный материал под действием давления нагнетается через литники в оформляющую полость пресс-формы, где и происходит формование изделия.
Литье под давлением применяется главным образом для получения изделий из термопластичных масс. Оно осуществляется на специальных автоматических или полуавтоматических литьевых машинах.
![]() Исходный
пресс-материал в виде порошка или мелких зерен загружается в бункер, откуда
автоматически в строго определенных дозах подается в специальный цилиндр. В
цилиндре пресс-материал нагревается до требуемой температуры, переходит в
полужидкое состояние и под давлением поршня впрыскивается через сопло и литники
машины в пресс-форму. В пресс-форме материал охлаждается, отвердевает и в виде
готового изделия автоматически извлекается.
Исходный
пресс-материал в виде порошка или мелких зерен загружается в бункер, откуда
автоматически в строго определенных дозах подается в специальный цилиндр. В
цилиндре пресс-материал нагревается до требуемой температуры, переходит в
полужидкое состояние и под давлением поршня впрыскивается через сопло и литники
машины в пресс-форму. В пресс-форме материал охлаждается, отвердевает и в виде
готового изделия автоматически извлекается.
Литье под давлением — высокопроизводительный способ изготовления изделий из пластмасс. Современные литьевые машины производят 15—20 тыс. изделий за смену.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Свойства абразивного материала.
![]() Абразивная способность -
возможность одного материала обрабатывать другой или группу различных
материалов. Абразивная способность характеризуется массой снимаемого при
шлифовании материала до затупления зерен, либо определяется количеством
сошлифованного за определенное время материала. Для определения абразивной
способности исследуемый материал помещают между двумя металлическими или
стеклянными дисками, которые вращаются в противоположных направлениях. По
количеству съема металла или стекол с поверхности дисков за определенный
промежуток времени судят об абразивной способности исследуемого материала.
Абразивная способность -
возможность одного материала обрабатывать другой или группу различных
материалов. Абразивная способность характеризуется массой снимаемого при
шлифовании материала до затупления зерен, либо определяется количеством
сошлифованного за определенное время материала. Для определения абразивной
способности исследуемый материал помещают между двумя металлическими или
стеклянными дисками, которые вращаются в противоположных направлениях. По
количеству съема металла или стекол с поверхности дисков за определенный
промежуток времени судят об абразивной способности исследуемого материала.
Механическая стойкость - способность абразивного материала выдерживать механические нагрузки и не разрушаться при резке, шлифовке и полировке. Механическая стойкость абразивных материалов характеризуется пределом прочности при сжатии, который определяют, раздавливая зерно абразивного материала и фиксируя нагрузку в момент его разрушения. При повышении температуры предел прочности абразивных материалов снижается, поэтому в процессе шлифования необходимо контролировать температуру.
Химическая стойкость - способность абразивных материалов не изменять своих механических свойств в растворах щелочей, кислот, а также в воде и органических растворителях. Абразивные материалы часто используют в виде суспензий микропорошков определенной зернистости в различных растворах.
Размер зерен абразивных материалов оказывает существенное влияние на глубину залегания механически нарушенного слоя на поверхности материала при резке, шлифовке и полировке.
![]() Абразивное
зерно — кристаллический осколок (кристаллит), реже монокристалл или агрегат,
состоящий из множества мелких кристаллов (поликристалл). Режущая кромка зерна —
ребро, образованное любой парой пересекающихся кристаллографических плоскостей.
Зерно может иметь приблизительно равные размеры по высоте, ширине и толщине
(изометрическая форма) или обладать мечевидной и пластинчатой формой, что
определяется родом абразивного материала и степенью измельчения исходного
зерна.
Абразивное
зерно — кристаллический осколок (кристаллит), реже монокристалл или агрегат,
состоящий из множества мелких кристаллов (поликристалл). Режущая кромка зерна —
ребро, образованное любой парой пересекающихся кристаллографических плоскостей.
Зерно может иметь приблизительно равные размеры по высоте, ширине и толщине
(изометрическая форма) или обладать мечевидной и пластинчатой формой, что
определяется родом абразивного материала и степенью измельчения исходного
зерна.
![]() Зернистость абразивного
материала регламентируется стандартом. Номер зернистости устанавливается в
соответствии с линейными размерами зерна основной фракции. Чем однороднее по
форме и размеру зерен абразивный материал, тем выше его эксплуатационные
качества. Абразивные материалы отличаются между собой размером зерен и
подразделяются на четыре группы: шлифзерно, шлифпорошки, микропорошки и тонкие
микропорошки. Каждый номер зернистости абразивных материалов этих групп
характеризуется пятью фракциями: предельной, крупной, основной, комплексной, и
мелкой.
Зернистость абразивного
материала регламентируется стандартом. Номер зернистости устанавливается в
соответствии с линейными размерами зерна основной фракции. Чем однороднее по
форме и размеру зерен абразивный материал, тем выше его эксплуатационные
качества. Абразивные материалы отличаются между собой размером зерен и
подразделяются на четыре группы: шлифзерно, шлифпорошки, микропорошки и тонкие
микропорошки. Каждый номер зернистости абразивных материалов этих групп
характеризуется пятью фракциями: предельной, крупной, основной, комплексной, и
мелкой.
Абразивные материалы широко применяются при механической обработке. Абразивные материалы используются в виде зерен, скрепленных связкой в различные по форме и назначению абразивные инструменты, или нанесенными на гибкую основу (ткань, бумагу и др.) в виде шлифовальной шкурки, а также в несвязанном состоянии в виде порошков, паст и суспензий.
Связки делятся на органические и неорганические. К органическим связкам относятся бакелитовая и вулканитовая. К неорганическим относятся связки керамическая, магнезиальная и силикатная.
Абразивный инструмент в отличие от металлического лезвийного не имеет сплошной режущей кромки, а состоит из огромного числа разобщенных режущих элементов (абразивных зерен), скрепленных между собой связкой.
Работоспособность абразивного инструмента характеризуется не только материалом и размером режущего абразивного зерна, но также составом и количеством связки, структурой (расположением абразивных зерен и пор в инструменте). Все эти параметры, маркируемые на каждом абразивном инструменте, составляют его характеристику.
Маркировка абразивного инструмента:
![]() КАЗ
— марка завода-изготовителя, 14А— вид шлифовального материала, 40
— номер зернистости, П — индекс зернистости, С2 — степень
твердости, 6 — номер структуры, К5 — вид связки, А — класс
точности инструмента, 2 — класс неуравновешенности, ПП — форма
круга, 500 — наружный диаметр круга (мм), 50 — высота круга (мм),
305— диаметр посадочного отверстия (мм), 35 м/с— допустимая
окружная скорость.
КАЗ
— марка завода-изготовителя, 14А— вид шлифовального материала, 40
— номер зернистости, П — индекс зернистости, С2 — степень
твердости, 6 — номер структуры, К5 — вид связки, А — класс
точности инструмента, 2 — класс неуравновешенности, ПП — форма
круга, 500 — наружный диаметр круга (мм), 50 — высота круга (мм),
305— диаметр посадочного отверстия (мм), 35 м/с— допустимая
окружная скорость.
![]()
![]()
Паста ГОИ - это смесь из оксида хрома (придает зеленый цвет, оттенок которого зависит от процентного содержания — 65-80 %), а также растворителей и химических реагентов — керосина, стеарина, силикагеля и других.
Согласно ТУ 6-18-36-85 различают четыре номера пасты ГОИ в зависимости от размера абразивных частиц:
• № 4 (светло-зелёный), предназначенная для грубой шлифовки, даёт матовую поверхность. Применяется для удаления мельчайших царапин, оставшихся на поверхности после шлифования. Состав: 81 часть оксида хрома, 10 — стеарина,
5 — жира, 2 — силикагеля, 2 — керосина;
• № 3 (зелёный), предназначенная для средней шлифовки, даёт чистую поверхность без штрихов. Применяется для достижения ровного блеска полируемой поверхности. Состав: 76 частей оксида хрома, 10 — стеарина, 10 — жира, 2 — силикагеля, 2 — керосина;
• № 2 (темно-зеленый)
•
![]() №
1 (чёрный с зелёным отливом), предназначенные для чистовой полировки,
придают обработанной поверхности зеркальный блеск. Состав: 74 части оксида
хрома, 10 — стеарина, 10 — жира, 1,8 — силикагеля, 2 — керосина, 0,2 — питьевой соды.
№
1 (чёрный с зелёным отливом), предназначенные для чистовой полировки,
придают обработанной поверхности зеркальный блеск. Состав: 74 части оксида
хрома, 10 — стеарина, 10 — жира, 1,8 — силикагеля, 2 — керосина, 0,2 — питьевой соды.
Абразивная способность пасты ГОИ определяется толщиной металла, снятого со стальной пластинки 9×35 мм при прохождении ею пути в 40 м по чугунной плите 400×400 мм
![]()
![]()
![]()
![]() Пенополиэтилены применяются
в строительстве для тепло-, шумо-, гидроизоляции скатных крыш, перекрытий между
этажами, внутренних и наружных стен зданий, а также для теплоизоляции
инженерных коммуникаций (труб горячего и холодного водоснабжения, отопления и
т. д.) и трубопроводов большого диаметра, для уплотнения межпанельных швов и
монтажных зазоров при установке окон, дверей. Эта изоляция отличается
технологичностью монтажа и долговечностью. А высокий показатель сопротивления
диффузии водяного пара является главным аргументом для ее использования в
холодильных установках, кондиционерах и трубопроводах.
Пенополиэтилены применяются
в строительстве для тепло-, шумо-, гидроизоляции скатных крыш, перекрытий между
этажами, внутренних и наружных стен зданий, а также для теплоизоляции
инженерных коммуникаций (труб горячего и холодного водоснабжения, отопления и
т. д.) и трубопроводов большого диаметра, для уплотнения межпанельных швов и
монтажных зазоров при установке окон, дверей. Эта изоляция отличается
технологичностью монтажа и долговечностью. А высокий показатель сопротивления
диффузии водяного пара является главным аргументом для ее использования в
холодильных установках, кондиционерах и трубопроводах.
Вспененный полистирол применяется при теплоизоляции фундаментов, полов, кровель, стен, для заполнения сэндвич-панелей и отличается высокой прочностью на сжатие, долговечностью, стойкостью к горению, низкими показателями паропроницаемости и теплопроводности.
![]() Вспененный синтетический
каучук - это термоизоляционный, экологически чистый материал, не поддерживающий
процесса горения. Предназначен для использования на любых типах оборудования и
инженерных коммуникаций, а также на строительных объектах. Материал отличается
низкой теплопроводностью, высоким сопротивлением диффузии водяного пара,
широким температурным диапазоном изолируемых объектов. Также характеризуется
простотой монтажа и безвредностью для здоровья. Это почти идеальная
термоизоляция для холодильного оборудования, систем вентиляции, кондиционирования
и отопления.
Вспененный синтетический
каучук - это термоизоляционный, экологически чистый материал, не поддерживающий
процесса горения. Предназначен для использования на любых типах оборудования и
инженерных коммуникаций, а также на строительных объектах. Материал отличается
низкой теплопроводностью, высоким сопротивлением диффузии водяного пара,
широким температурным диапазоном изолируемых объектов. Также характеризуется
простотой монтажа и безвредностью для здоровья. Это почти идеальная
термоизоляция для холодильного оборудования, систем вентиляции, кондиционирования
и отопления.
Ламинирование полотна из вспененного полиэтилена (полипропилена) с одной или двух сторон полированной алюминиевой фольгой позволяет получить отражающую изоляцию и дает возможность комплексно подойти к решению задач энергоэффективности. Отражающая изоляция позволяет достигать отражающего эффекта тепловой энергии до 95%.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Наибольшее распространение в машиностроении имеют жидкие и консистентные смазки на минеральной основе.
Смазка должна обладать следующими свойствами: малым коэффициентом трения, большой вязкостью, адгезией, сопротивляемостью воздействию тепла и кислорода воздуха, низкой температурой затвердевания, высокой температурой воспламенения, большой теплоемкостью, малым корродирующим действием.
Смазки не должны содержать механических и химических примесей, вредно влияющих на трущиеся поверхности.
![]() Вязкость - это сопротивление
жидкости движению вследствие ее внутренних молекулярных связей. Вязкость смазки
определяет ее способность образовать защитную пленку между движущимися частями.
Такое гидродинамическое уплотнение разделяет части, предотвращая износ
поверхности. Для адекватного смазывания компрессора вязкость масла должна быть
в желаемых пределах при изменении температуры компонентов от низкой до высокой.
Масла с высокой вязкостью гуще и хуже текут. Если вязкость масла слишком
высокая, у него не будет достаточной текучести для проникновения между
поверхностями подшипника и шейки вала. Следовательно, образуется частичное
гидродинамическое уплотнение, увеличивается износ, выделяется теплота и растет
потребление мощности. Если вязкость масла слишком низкая, оно не сможет
разделить движущиеся части.
Вязкость - это сопротивление
жидкости движению вследствие ее внутренних молекулярных связей. Вязкость смазки
определяет ее способность образовать защитную пленку между движущимися частями.
Такое гидродинамическое уплотнение разделяет части, предотвращая износ
поверхности. Для адекватного смазывания компрессора вязкость масла должна быть
в желаемых пределах при изменении температуры компонентов от низкой до высокой.
Масла с высокой вязкостью гуще и хуже текут. Если вязкость масла слишком
высокая, у него не будет достаточной текучести для проникновения между
поверхностями подшипника и шейки вала. Следовательно, образуется частичное
гидродинамическое уплотнение, увеличивается износ, выделяется теплота и растет
потребление мощности. Если вязкость масла слишком низкая, оно не сможет
разделить движущиеся части.
![]()
Вязкость смазочных материалов обычно измеряют в единицах по шкале вязкости Сэйболта. Данные единицы — это время (секунды), требуемое для прохода данного количества масла при температуре 37,8 °С через капиллярную трубу определенного внутреннего диаметра и длины.
![]() У масла при температуре 37,8
°С, которое за 300 секунд проходит по трубе, вязкость составляет 300 единиц при
37,8 °С. Высокое значение указывает, что маслу требуется больше времени для
прохода через устройство. Следовательно, у него более высокая вязкость, большая
густота и больше сопротивление течению, чем у масла с низким значением по шкале
Сэйболта.
У масла при температуре 37,8
°С, которое за 300 секунд проходит по трубе, вязкость составляет 300 единиц при
37,8 °С. Высокое значение указывает, что маслу требуется больше времени для
прохода через устройство. Следовательно, у него более высокая вязкость, большая
густота и больше сопротивление течению, чем у масла с низким значением по шкале
Сэйболта.
Способы определения вязкости масла описаны Американским обществом специалистов по испытаниям и материалам (ASTM) в документе D445. Другие единицы измерения вязкости - это сантипуаэ (абсолютная вязкость) и сантистокс (кинематическая вязкость).
Охлаждающе-смазочные материалы.
В процессе резания выделяется большое количество тепла, что приводит к нагреву режущего инструмента и обрабатываемой поверхности, снижает производительность.
Для улучшения условий резания необходимо в зону стружкообразования подавать непрерывно и в достаточном количестве охлаждающие жидкости.
Они покрывают тонкой пленкой поверхности отходящей стружки и режущего инструмента, инструмента и обрабатываемой детали и охлаждают их.
![]()
Вода является хорошим охладителем, но имеет незначительную смазывающую способность и вызывает коррозию стали и чугуна.
Для улучшения смазывающей способности воды, смачиваемости охлаждаемой поверхности, устранения коррозирующего действия в воду добавляют соду, мыло, масло, буру (одно из этих веществ или несколько в различных сочетаниях).
![]() Дешевой и широко
распространенной охлаждающей жидкостью являются эмульсии минерального масла
(5, 10, 15 и 20%-ные) и поды с различными примесями (сода, мыло, скипидар). В
эмульсии масло находится в воде в виде мельчайших капель во взвешенном
состоянии. Эмульсии являются хорошими охлаждающими и удовлетворительно
смазывающими жидкостями.
Дешевой и широко
распространенной охлаждающей жидкостью являются эмульсии минерального масла
(5, 10, 15 и 20%-ные) и поды с различными примесями (сода, мыло, скипидар). В
эмульсии масло находится в воде в виде мельчайших капель во взвешенном
состоянии. Эмульсии являются хорошими охлаждающими и удовлетворительно
смазывающими жидкостями.
Минеральные масла обладают высокой смазывающей способностью, но из-за дороговизны их применяют только при тяжелых работах и особых требованиях к чистоте обработки (например, при нарезании резьбы). Применяются смеси минеральных и жирных масел.
При обработке на автоматах, нарезании зубчатых колес, резьб применяется сульфофрезол — осерненное масло (содержание серы 1,7%).
При сверлении, обточке, фрезеровании стали в качестве охлаждающе-смазочных жидкостей применяются эмульсии и водные растворы, при развертывании,
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Например, алюминий – очень активный металл и теоретически с водой должен был бы взаимодействовать в соответствии с уравнением:
2Al + 3H2О = Al2O3 + 3H2
Однако его поверхность покрывается плотной пленкой оксида Al2O3, которая защищает металл от воздействия воды и кислорода. По этой причине вода в алюминиевом чайнике при нагревании кипит, но не действует на металл и потому чайник служит довольно долгое время. Однако в воздухе часто содержатся оксиды серы, азота, углерода и другие, а в воде – растворенные газы и соли. Поэтому процесс коррозии и его продукты часто не столь простые. Например, бронзовые статуи, коррелируя, покрываются слоем зеленой патины, состав которой отвечает основному сульфату меди (II) (CuOH)2SO4.
![]() Коррозия металлов бывает
сплошной и местной. Сплошная коррозия не представляет особой опасности для
конструкций и аппаратов особенно в тех случаях, когда потери металлов не
превышают технически обоснованных норм. Ее последствия могут быть сравнительно
легко учтены. Значительно опаснее местная коррозия, хотя потери металла здесь
могут быть и небольшими. Один из наиболее опасных видов местной коррозии – это
точечная. Она заключается в образовании сквозных поражений, т.е. в образовании
точечных полостей – так называемых питтингов. Местной коррозии благоприятствуют
морская вода, растворы солей, в частности галогенидных (хлорид натрия, магния и
др.). Опасность местной коррозии состоит в том, что, снижая прочность отдельных
участков, она резко уменьшает надежность конструкций, сооружений, аппаратов.
Коррозия металлов бывает
сплошной и местной. Сплошная коррозия не представляет особой опасности для
конструкций и аппаратов особенно в тех случаях, когда потери металлов не
превышают технически обоснованных норм. Ее последствия могут быть сравнительно
легко учтены. Значительно опаснее местная коррозия, хотя потери металла здесь
могут быть и небольшими. Один из наиболее опасных видов местной коррозии – это
точечная. Она заключается в образовании сквозных поражений, т.е. в образовании
точечных полостей – так называемых питтингов. Местной коррозии благоприятствуют
морская вода, растворы солей, в частности галогенидных (хлорид натрия, магния и
др.). Опасность местной коррозии состоит в том, что, снижая прочность отдельных
участков, она резко уменьшает надежность конструкций, сооружений, аппаратов.
![]()
![]()
Объяснение: все металлы обладают разной способностью отдавать электроны. Сравнить их в этой способности можно, ознакомившись с рядом напряжений металлов:
![]() Те металлы, которые в ряду
напряжений находятся левее (например Zn - цинк находится левее Fe - железа),
легче отдают свои электроны, чем металл справа (например Cu - медь правее Fe -
железа). А значит, как только оба металла попадают в электролит (проводник
тока- раствор соли), то сразу образуют гальваническую пару. Более активный
металл (стоящий левее) заряжается положительно, а менее активный -
отрицательно.
Те металлы, которые в ряду
напряжений находятся левее (например Zn - цинк находится левее Fe - железа),
легче отдают свои электроны, чем металл справа (например Cu - медь правее Fe -
железа). А значит, как только оба металла попадают в электролит (проводник
тока- раствор соли), то сразу образуют гальваническую пару. Более активный
металл (стоящий левее) заряжается положительно, а менее активный -
отрицательно.
Тоже самое произошло и в стаканах с растворами. Железо (Fe) стоит левее, чем медь (Cu), поэтому оно заряжается положительно, при этом быстро окисляясь. В стакане с цинком - цинк (Zn) - более активный, чем железо. Поэтому, пока весь цинк не заржавеет, железо не разрушится (чем часто пользуются в технических целях).
Подвиды коррозии.
Атмосферная коррозия протекает во влажном воздухе при обычной температуре. Поверхность металла покрывается плѐнкой влаги, содержащей растворѐнный кислород. Интенсивность разрушения металла возрастает с ростом влажности воздуха, а также содержанием в нѐм газообразных оксидов углерода, серы, при наличии в металле шероховатостей, трещин облегчающих конденсацию влаги.
Почвенная коррозия - ей подвержены трубопроводы, кабели, подземные сооружения. В этом случае металлы соприкасаются с влагой почвы, содержащей растворѐнный кислород. Во влажной почве, с повышенной кислотностью трубопроводы разрушаются в течение полугода после их укладки (конечно, если не принять меры по их защите).
![]() Электрическая коррозия -
происходит под действием блуждающих токов, возникающих от посторонних источников
(линии электропередач, электрические железные дороги, различные
электроустановки, работающие на постоянном электрическом токе). Блуждающие токи
вызывают разрушение газопроводов, нефтепроводов, электрокабелей, различных
сооружений. Под действием электрического тока на находящихся на земле
металлических предметах появляются участки входа и выхода электронов - катоды и
аноды. На анодных участках наблюдается наиболее интенсивное разрушение.
Электрическая коррозия -
происходит под действием блуждающих токов, возникающих от посторонних источников
(линии электропередач, электрические железные дороги, различные
электроустановки, работающие на постоянном электрическом токе). Блуждающие токи
вызывают разрушение газопроводов, нефтепроводов, электрокабелей, различных
сооружений. Под действием электрического тока на находящихся на земле
металлических предметах появляются участки входа и выхода электронов - катоды и
аноды. На анодных участках наблюдается наиболее интенсивное разрушение.
Защита от коррозии.
![]() Коррозии подвергается почти
1/3 вводимого в эксплуатацию металла. Часть его переплавляется и снова
возвращается в промышленность. Но всѐ-таки 10% от общей массы - теряется
безвозвратно. Разрушение отдельных металлических деталей из металла может повлечь
за собой разрушение целых машин и механизмов, создать аварийные ситуации.
Радикальным методом защиты от коррозии является поиск коррозионно-стойких
материалов для агрессивной среды. Полностью заменить металлы на неметаллические
предметы - невозможно.
Коррозии подвергается почти
1/3 вводимого в эксплуатацию металла. Часть его переплавляется и снова
возвращается в промышленность. Но всѐ-таки 10% от общей массы - теряется
безвозвратно. Разрушение отдельных металлических деталей из металла может повлечь
за собой разрушение целых машин и механизмов, создать аварийные ситуации.
Радикальным методом защиты от коррозии является поиск коррозионно-стойких
материалов для агрессивной среды. Полностью заменить металлы на неметаллические
предметы - невозможно.
Для защиты от коррозии применяются различные методы:
Изготовление специальных антикоррозионных сплавов и подбор металлических материалов, устойчивых в данной среде. Антикоррозионные сплавы получают путем легирования их элементами, повышающими коррозионную стойкость.
Электрохимическая (протекторная защита). Этот метод основан на том, что коррозия металлов прекращается под действием постоянного электрического тока. Поверхность любого металла, гальванически неоднородна, что и является основной причиной его коррозии в растворах электролитов, к которым
![]()
При своей работе протекторы постепенно изнашиваются (анодно растворяются), защищая при этом основной металл, поэтому за рубежом протекторы называют «жертвенными анодами». Электрохимическая защита является единственно эффективным средством против наиболее локальных видов коррозии металлов (питтинговой, язвенной, щелевой, контактной, межкристаллитной, коррозионного растрескивания) и при этом предотвращает дальнейшее развитие уже имеющихся коррозионных разрушений, т. е она одинаково эффективна как для строящихся, так и для находящихся в эксплуатации судов, резервуаров и другого оборудования.
![]() Протекторная
защита обычно применяется совместно с лакокрасочными покрытиями. Такое
сочетание позволяет уменьшить расход протекторов и тем самым увеличить срок их
службы, обеспечить более равномерное распределение защитного тока по
поверхности защищаемых конструкций и, компенсировать дефекты покрытия,
возникающие в процессе его эксплуатации. Защитный ток идет именно на те участки
поверхности металла, где нарушена плотность покрытия, предотвращая коррозию
оголившегося металла. При этом на оголенной поверхности металла при его
катодной поляризации в воде выпадает катодный солевой осадок, состоящий из
нерастворимых солей кальция и магния.
Протекторная
защита обычно применяется совместно с лакокрасочными покрытиями. Такое
сочетание позволяет уменьшить расход протекторов и тем самым увеличить срок их
службы, обеспечить более равномерное распределение защитного тока по
поверхности защищаемых конструкций и, компенсировать дефекты покрытия,
возникающие в процессе его эксплуатации. Защитный ток идет именно на те участки
поверхности металла, где нарушена плотность покрытия, предотвращая коррозию
оголившегося металла. При этом на оголенной поверхности металла при его
катодной поляризации в воде выпадает катодный солевой осадок, состоящий из
нерастворимых солей кальция и магния.
![]() Защита обработкой коррозионной среды путем
удаления из нее веществ, опасных в коррозионном отношении, или введением в
состав внешней среды специальных веществ, являющихся замедлителями
(ингибиторами) коррозии. Ø Ингибитор (от латинского inhibeo
– сдерживаю, торможу) – вещество, снижающее скорость коррозии. Один и тот же
ингибитор по-разному действует на разные металлы. Поэтому их необходимо
применять с учетом как металла, так и агрессивной среды.
Защита обработкой коррозионной среды путем
удаления из нее веществ, опасных в коррозионном отношении, или введением в
состав внешней среды специальных веществ, являющихся замедлителями
(ингибиторами) коррозии. Ø Ингибитор (от латинского inhibeo
– сдерживаю, торможу) – вещество, снижающее скорость коррозии. Один и тот же
ингибитор по-разному действует на разные металлы. Поэтому их необходимо
применять с учетом как металла, так и агрессивной среды.
Первые ингибиторы были найдены случайно, опытным путем, и часто становились клановым секретом. Известно, что дамасские мастера для снятия окалины и ржавчины пользовались растворами серной кислоты с добавками пивных дрожжей, муки, крахмала. Эти примеси были одними из первых ингибиторов. Они не позволяли кислоте действовать на оружейный металл, в результате чего растворялись лишь окалина и ржавчина.
Ингибиторами, не зная того, давно пользовались и на Руси. Уральские оружейники для борьбы с ржавчиной готовили «травильные супы» – растворы серной кислоты, в которые добавлялись мучные отруби. Одним из наиболее простых ингибиторов атмосферной коррозии металлов является нитрит натрия NaNO2.
![]() Его используют в
виде концентрированных водных растворов, а также растворов, загущенных
глицерином, оксиэтилцеллюлозой или карбоксиметилцеллюлозой. Нитрит натрия
используют для консервирования изделий из стали и чугуна. Для первой применяют.
25%-ные водные растворы, а для второго – 40%-ные. После обработки (обычно
окунанием в растворы) изделия заворачивают в парафиновую бумагу. Лучшим
действием обладают загущенные растворы. Срок хранения изделий, обработанных
загущенными растворами, увеличивается в 3...4 раза по сравнению с водными
растворами.
Его используют в
виде концентрированных водных растворов, а также растворов, загущенных
глицерином, оксиэтилцеллюлозой или карбоксиметилцеллюлозой. Нитрит натрия
используют для консервирования изделий из стали и чугуна. Для первой применяют.
25%-ные водные растворы, а для второго – 40%-ные. После обработки (обычно
окунанием в растворы) изделия заворачивают в парафиновую бумагу. Лучшим
действием обладают загущенные растворы. Срок хранения изделий, обработанных
загущенными растворами, увеличивается в 3...4 раза по сравнению с водными
растворами.
Число известных науке ингибиторов коррозии превышает 5 тыс. Считают, что 1 т ингибитора дает в народном хозяйстве экономию около 5000 руб.
Защитные покрытия: металлические и неметаллические. Роль покрытий основана на изолировании металла от воздействия на него внешней среды.
Металлические покрытия.
Металлическое покрытие - это процесс нанесения тонкого слоя металла, обладающего достаточной коррозионной стойкостью. Металлические покрытия производятся следующими способами: горячим, гальваническим, диффузионным, термомеханическим, металлизацией.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
7. Эвтектоидной сталью называют:
1. сплавы железа с углеродом, содержащие до 0,02 % углерода
2. сплавы железа с углеродом, содержащие от 0,02 % до 2.14 % углерода
3. сплавы железа с углеродом, содержащие от 2,14 до 6,67 % углерода
4. сплавы железа с углеродом, содержащие 0,8 % углерода
8. Завтектоидной сталью называют:
1. сплавы железа с углеродом, содержащие до 0,02 % углерода
2. сплавы железа с углеродом, содержащие от 0,02 % до 0.8 % углерода
3. сплавы железа с углеродом, содержащие от 0,8 до 2.14 % углерода
4. сплавы железа с углеродом, содержащие 0,8 % углерода
9. Доэвтектоидной сталью называют:
1. сплавы железа с углеродом, содержащие до 0,02 % углерода
2. ![]() сплавы железа с углеродом, содержащие
от 0,02 % до 0.8 % углерода 3. сплавы железа с углеродом, содержащие от 0,8 до
2.14 % углерода.
сплавы железа с углеродом, содержащие
от 0,02 % до 0.8 % углерода 3. сплавы железа с углеродом, содержащие от 0,8 до
2.14 % углерода.
4. сплавы железа с углеродом, содержащие 0,8 % углерода
10. Доэвтектическим чугуном называют:
1. сплав железа с углеродом, содержащие до 2,14 % углерода
2. сплав железа с углеродом, содержащие от 2,14 % до 4,3 % углерода
3. сплав железа с углеродом, содержащие от 4,3 до 6.67 % углерода
4. сплав железа с углеродом, содержащие 4.3 % углерода
11. Эвтектическим чугуном называют:
1. сплав железа с углеродом, содержащие до 2,14 % углерода
2. сплав железа с углеродом, содержащие от 2,14 % до 4,3 % углерода
3. сплав железа с углеродом, содержащие от 4,3 до 6.67 % углерода
4. сплав железа с углеродом, содержащие 4.3 % углерода
12. Заэвтектическим чугуном называют:
1. сплав железа с углеродом, содержащие до 2,14 % углерода
2. сплав железа с углеродом, содержащие от 2,14 % до 4,3 % углерода
3. сплав железа с углеродом, содержащие от 4,3 до 6.67 % углерода 4. сплав железа с углеродом, содержащие 4.3 % углерода
13. Какие примеси в железоуглеродистых сталях относятся к вредным:
1. кремний 2 марганец
3. сера
4. фосфор
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Итоговая контрольная работа.
1. Характерными свойствами металлов являются: ________
2. Простые металлы – это ____________________________ 3. Сплавы – это _____________________________________ 4. Цветные металлы подразделяются на 7 групп:
1.__________________
2. _______________3._________________
4. _______________5._________________
6.________________7.________________
5. Аморфность – это _______________________________________________ Приведите примеры аморфных тел: __________________________________
6. Кристаллические решетки бывают:_________________________________
7. Чугун – это _____________________________________________________
8. Для производства чугуна необходимы:______________________________
9. Как влияет сера на железоуглеродистые сплавы?_____________________ 10. Как влияет фосфор на железоуглеродистые сплавы?__________________
11. Распишите марку: СЧ 24-44 ______________________________________
12. Распишите марку: ВЧ 60-2________________________________________
13. Сталь это: _____________________________________________________
14. Стали бывают: а) ______________ б) ________________________
15. Распишите марку: У8ГА___________________________________
16. Распишите марку: 15Г2СФ3ДАА___________________________
17. Закалка – это: ________ ____________________________________
18. Цементация – это: __________________ 19. Назовите медные сплавы: ____________
20. Распишите марки:
М00бк_______________________________
БрОЦСН3-7-5-1 _______________________ ЛЖМц59-1-1 __________________________
21. Опишите свойства алюминия _________
22. Назовите виды алюминиевых сплавов: ________________
23. Опишите свойства магния и его сплавов.
24.Опишите титан и его сплавы: ___________
25. Коррозия – это: _______________________ 26. Приведите виды коррозии: _____________ ________________________________________
27. Что такое электродный потенциал? ______
![]() Расположите металлы в порядке убывания их степени
растворимости: алюминий, литий, золото, медь: ____________________________
Расположите металлы в порядке убывания их степени
растворимости: алюминий, литий, золото, медь: ____________________________
28. Опишите методы защиты металлов от коррозии: _______________________
29. Приведите пример абразивных инструментов: _______________________
30. От чего происходит засаливание инструмента? _________________________
31. Чем характеризуются смазочные материалы? ___________________________
32. Можно ли применять воду в качестве смазки? Ответ объясните. ___________
33. Какими основными свойствами обладают пластические массы? __________
34. Какими основными свойствами обладают резиновые материалы? _________
![]()
![]()
![]()
![]()
![]()



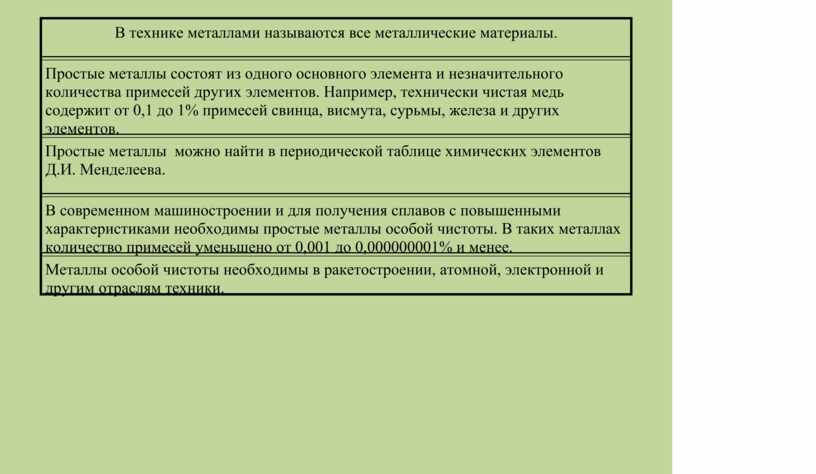
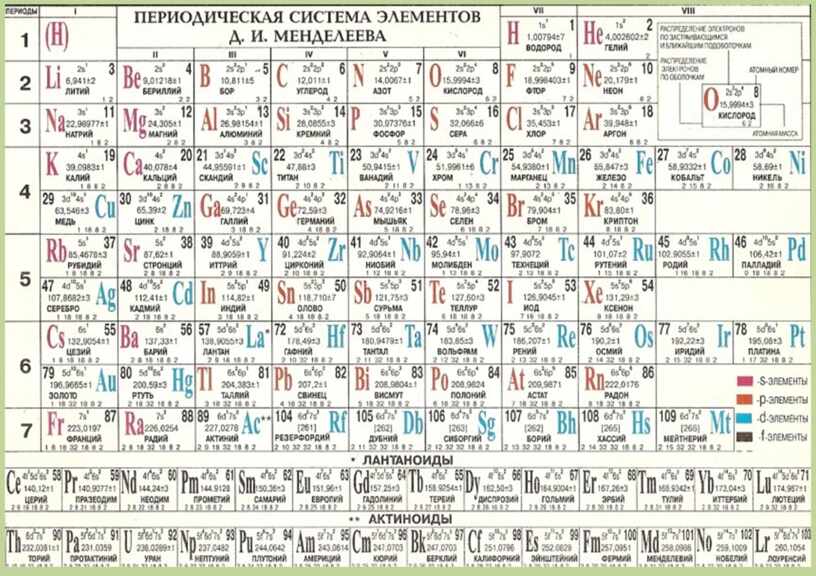
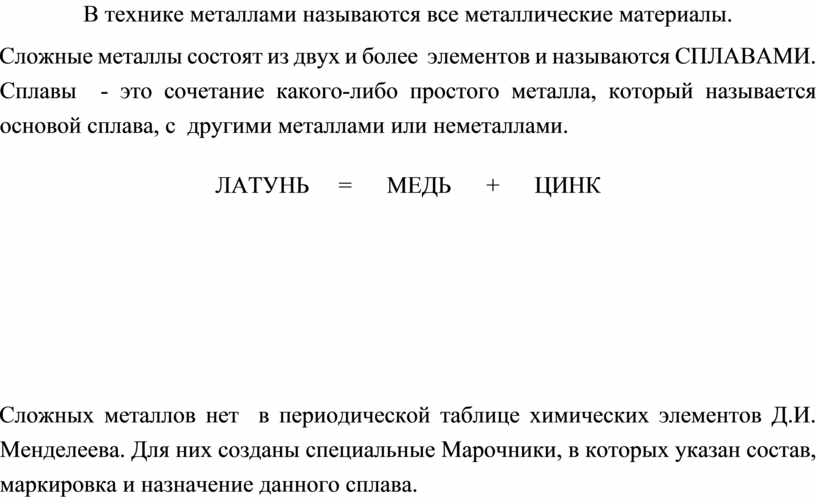

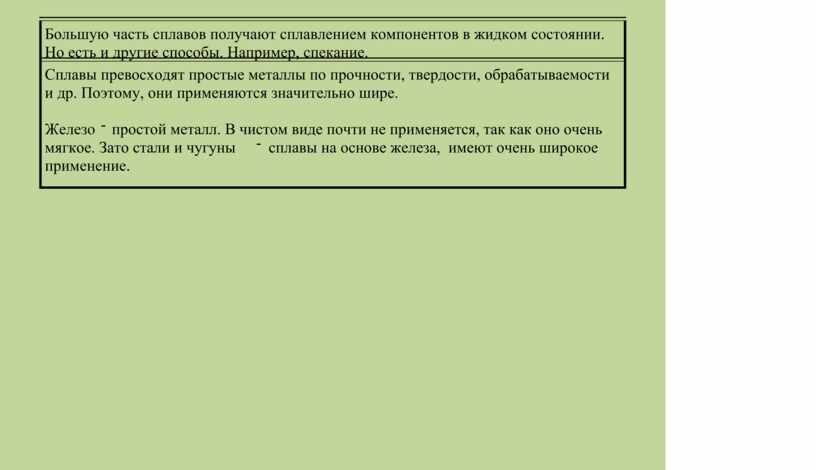

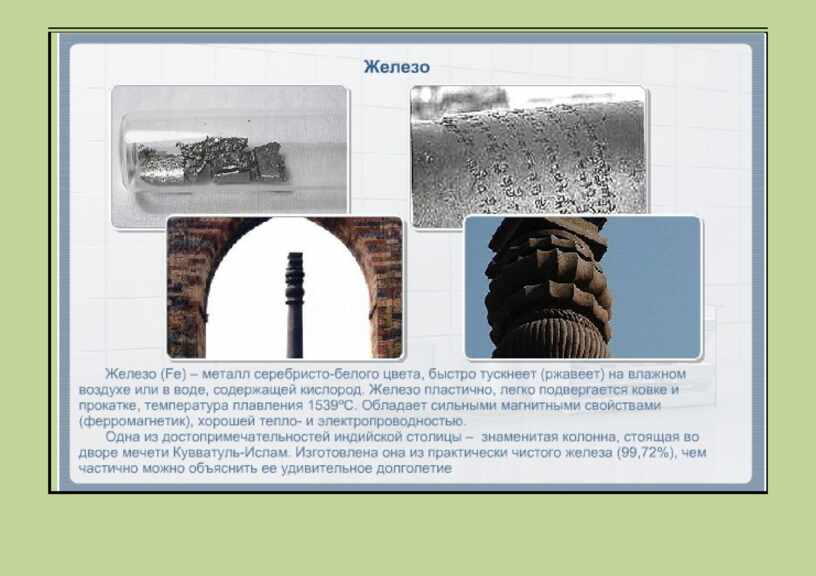

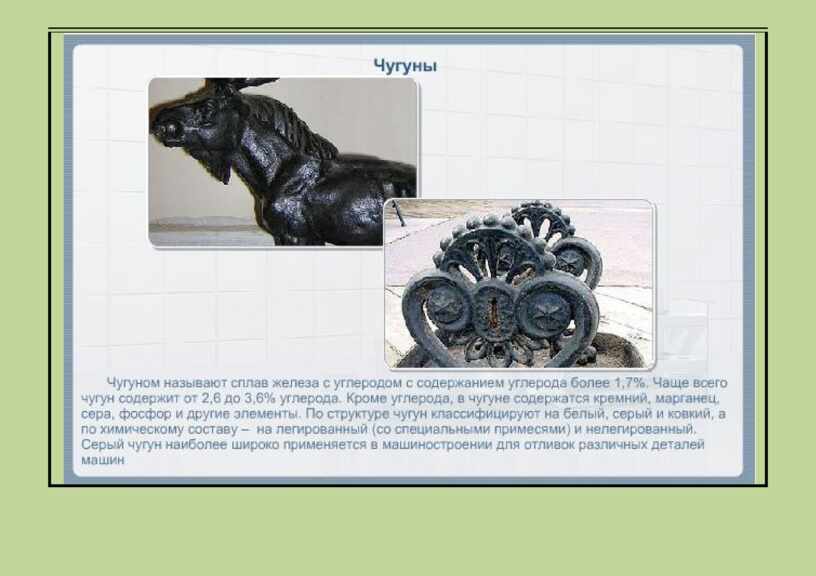
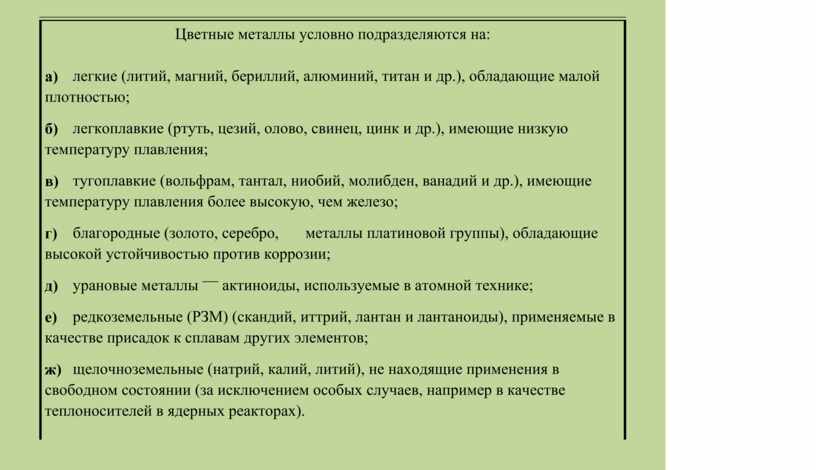
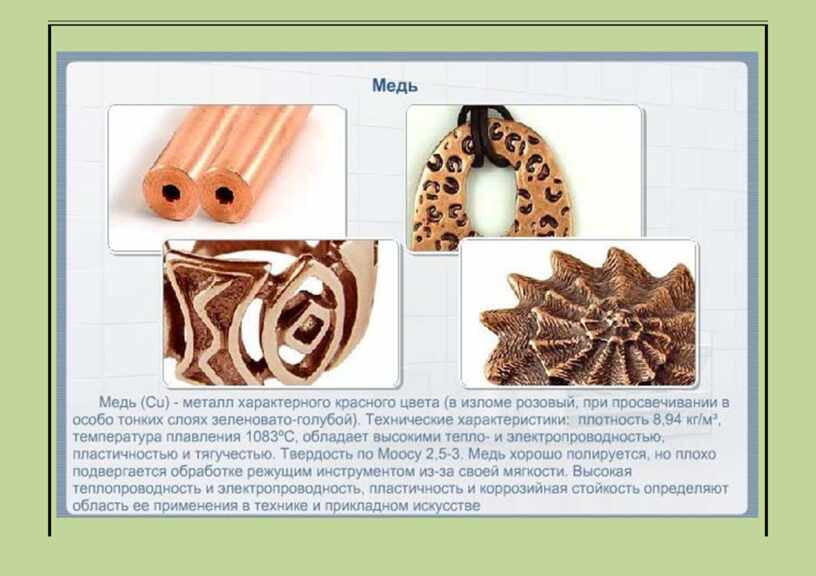
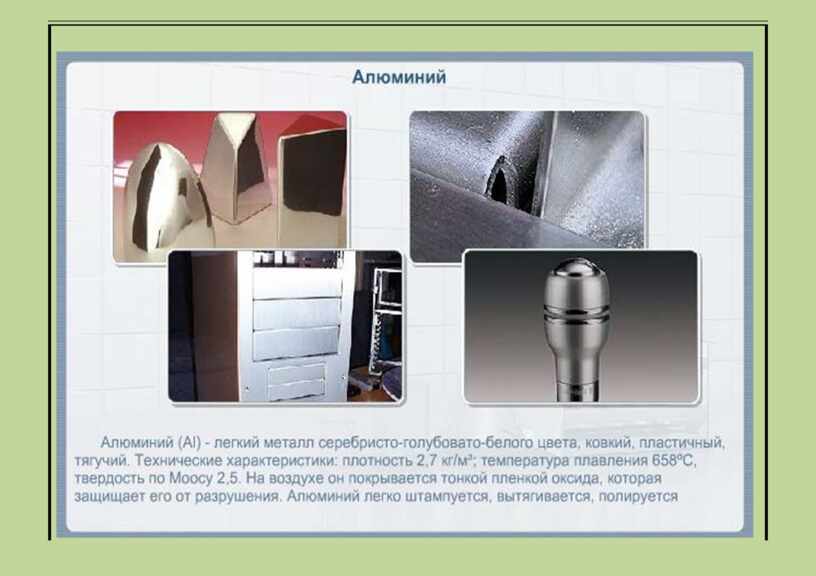



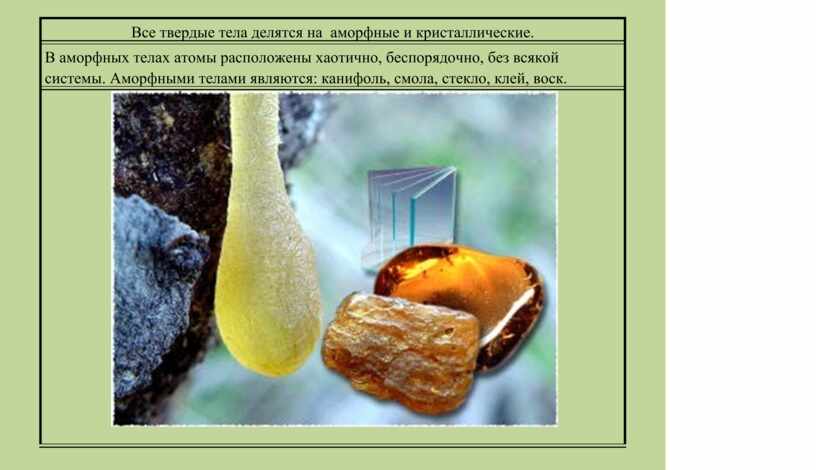

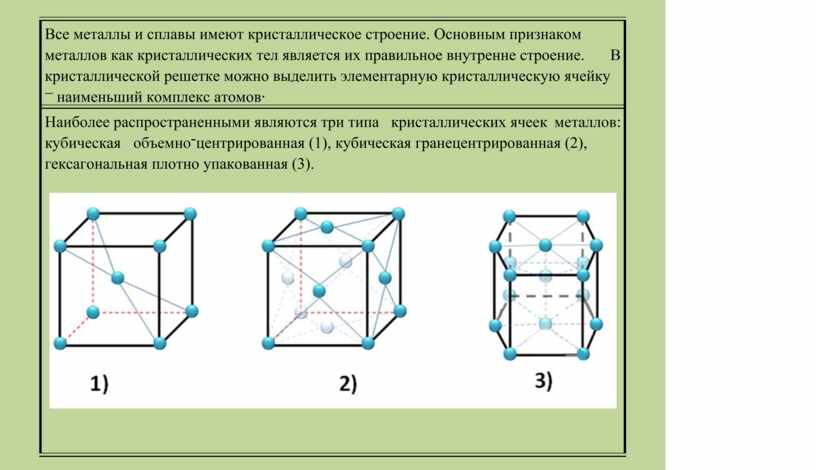
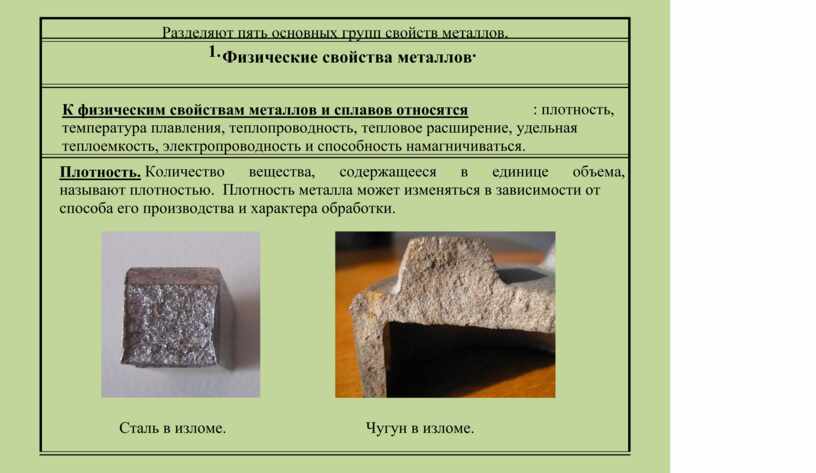





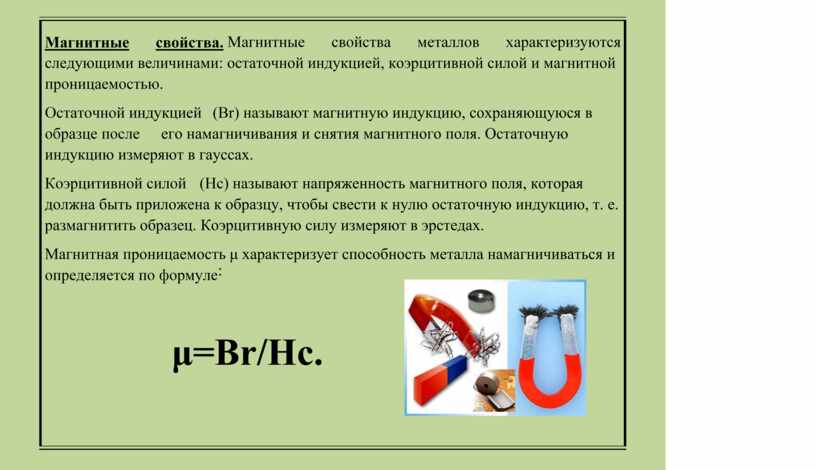
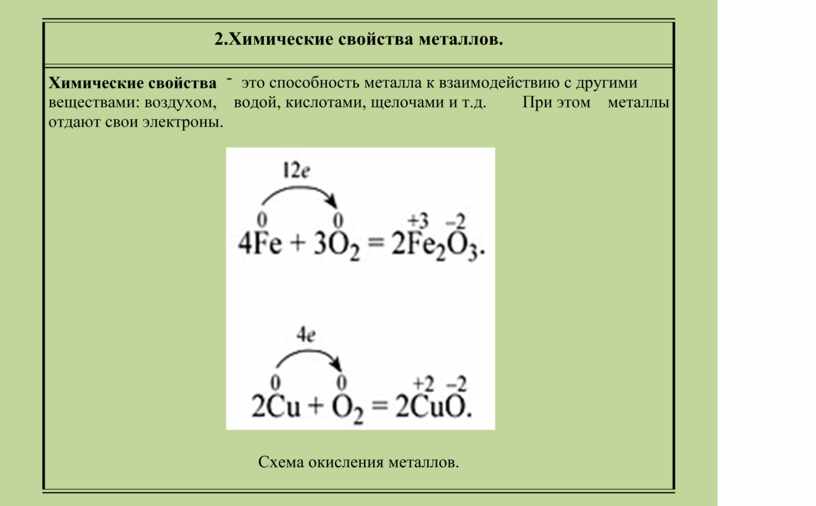
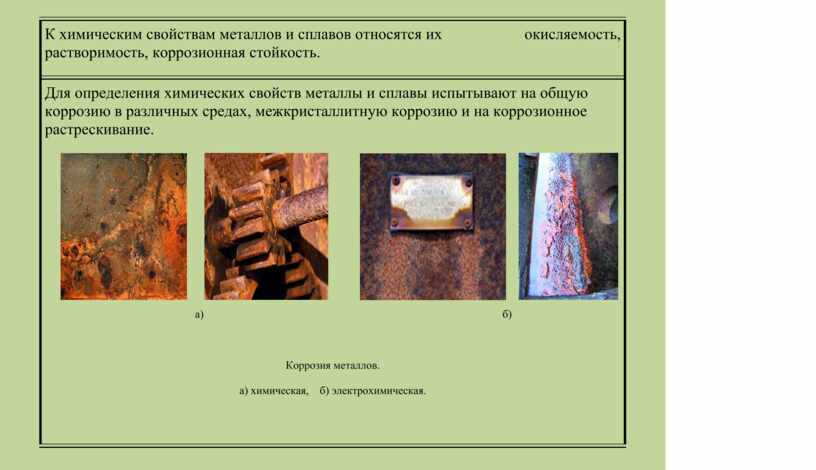
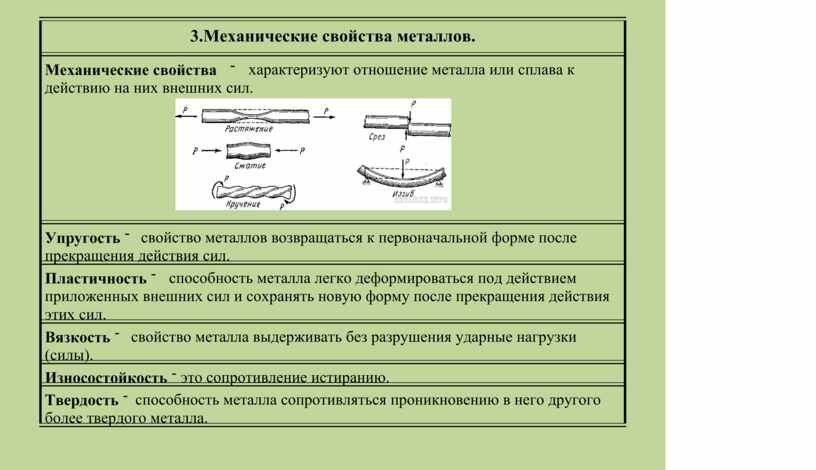



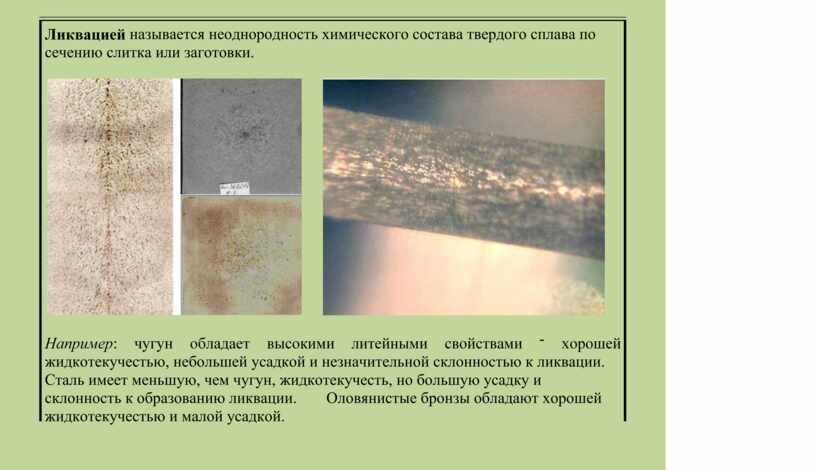
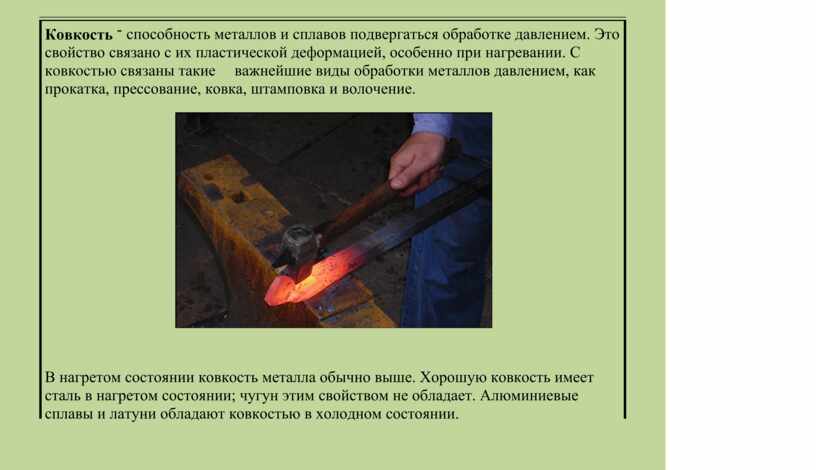


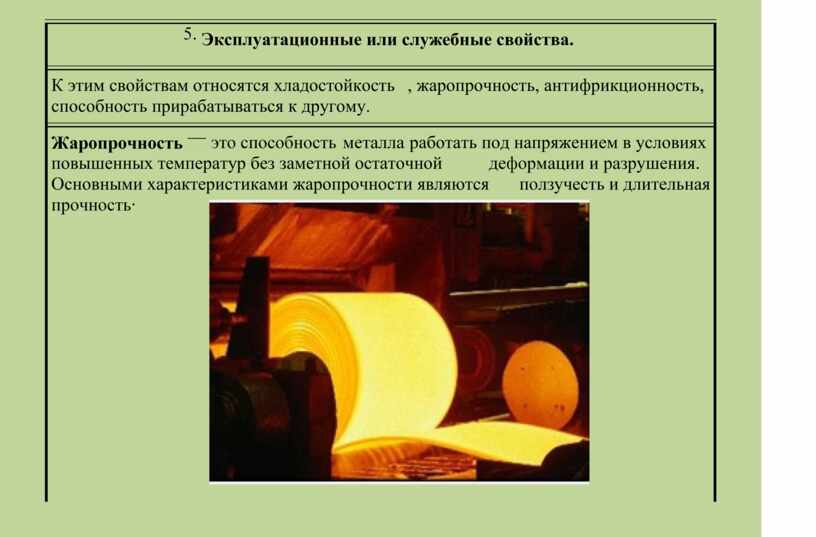
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.