Поделиться


Сварные соединения и швы

Сварной
шов
ОСНОВНЫЕ ТИПЫ СВАРНЫХ СОЕДИНЕНИЙ И ШВОВ
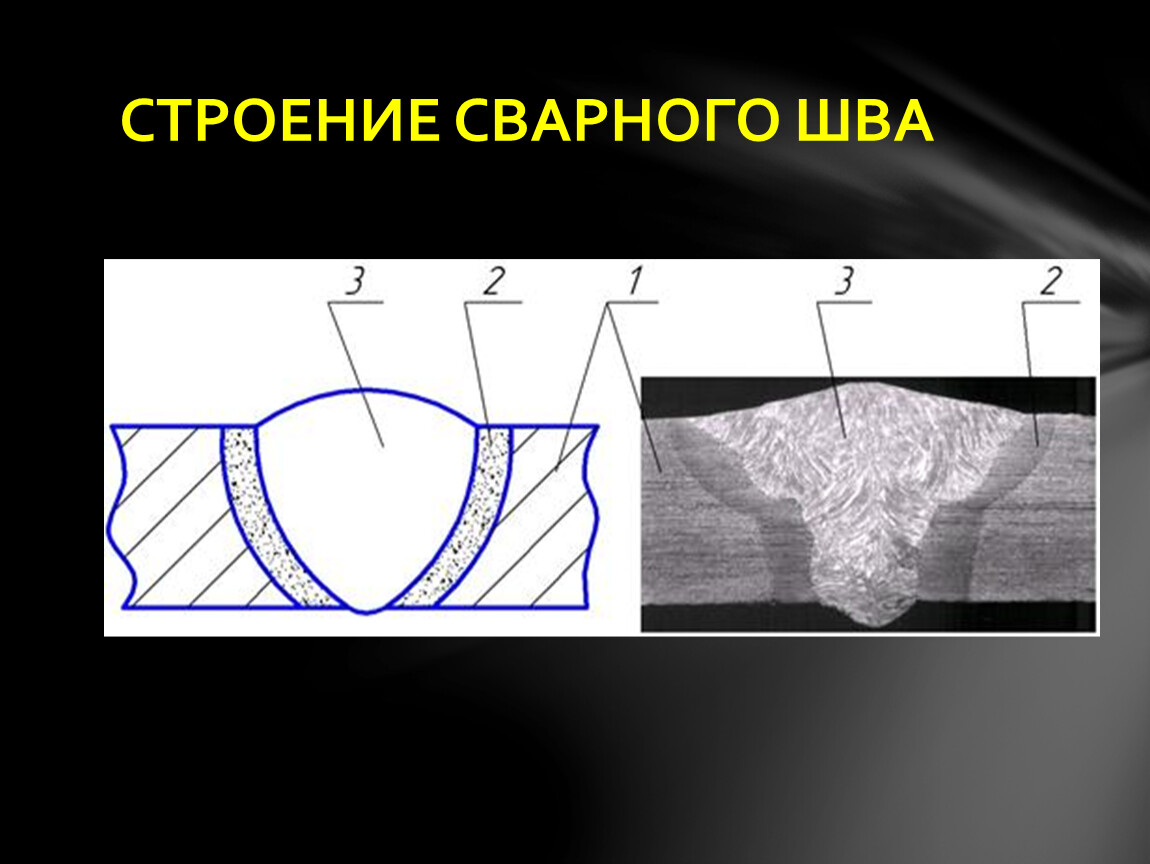
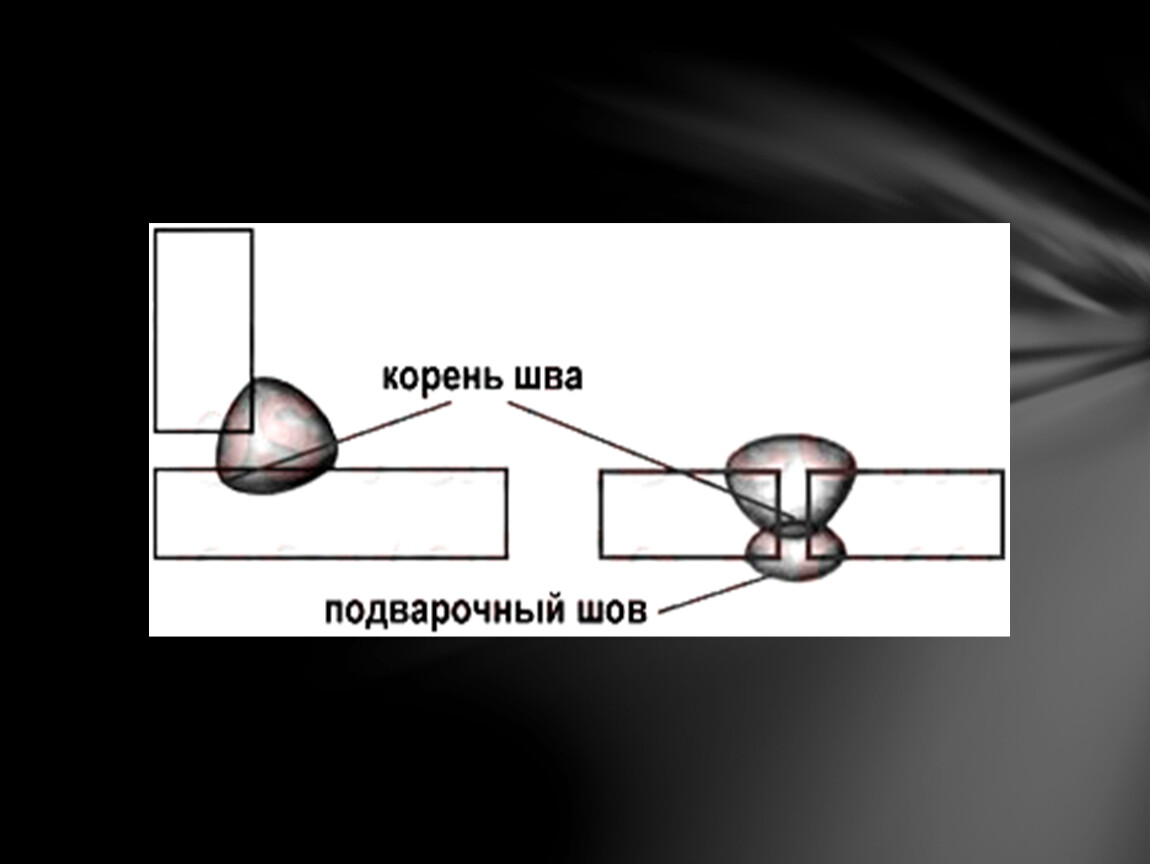
СТРОЕНИЕ СВАРНОГО ШВА
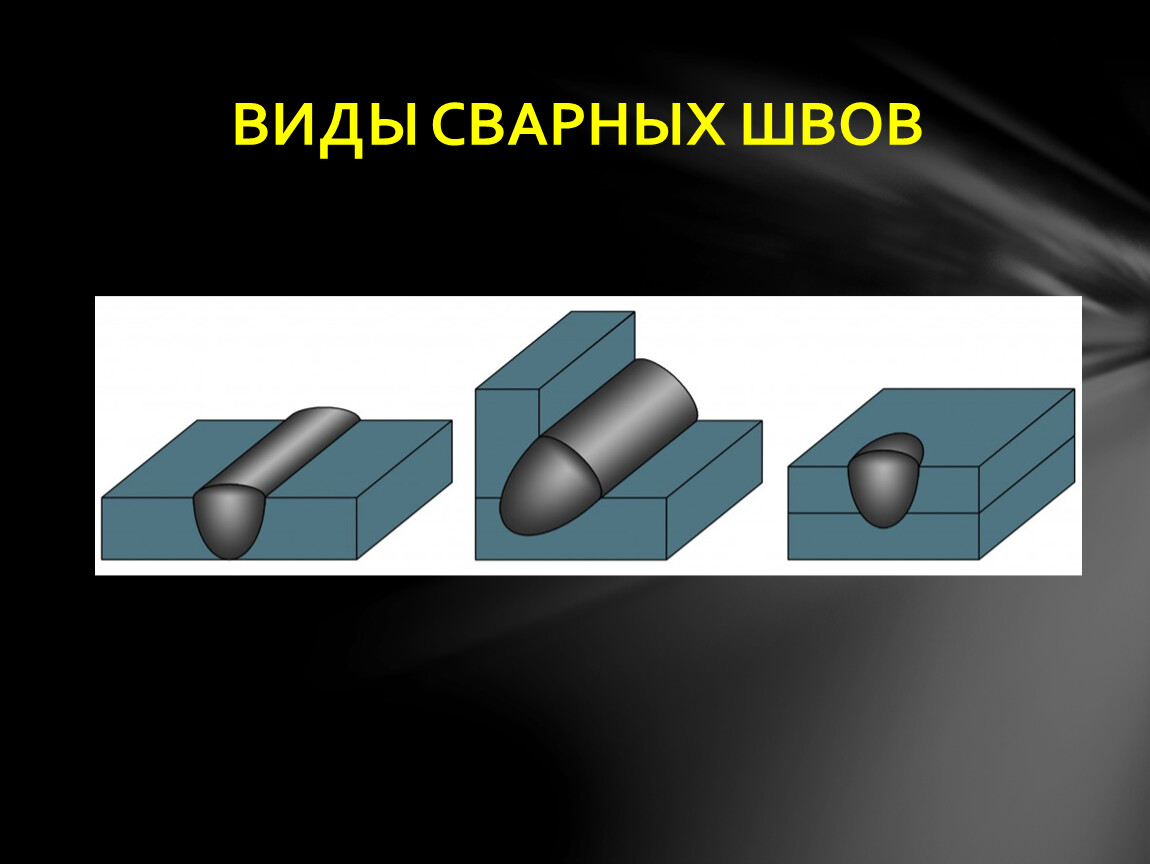
ВИДЫ СВАРНЫХ ШВОВ
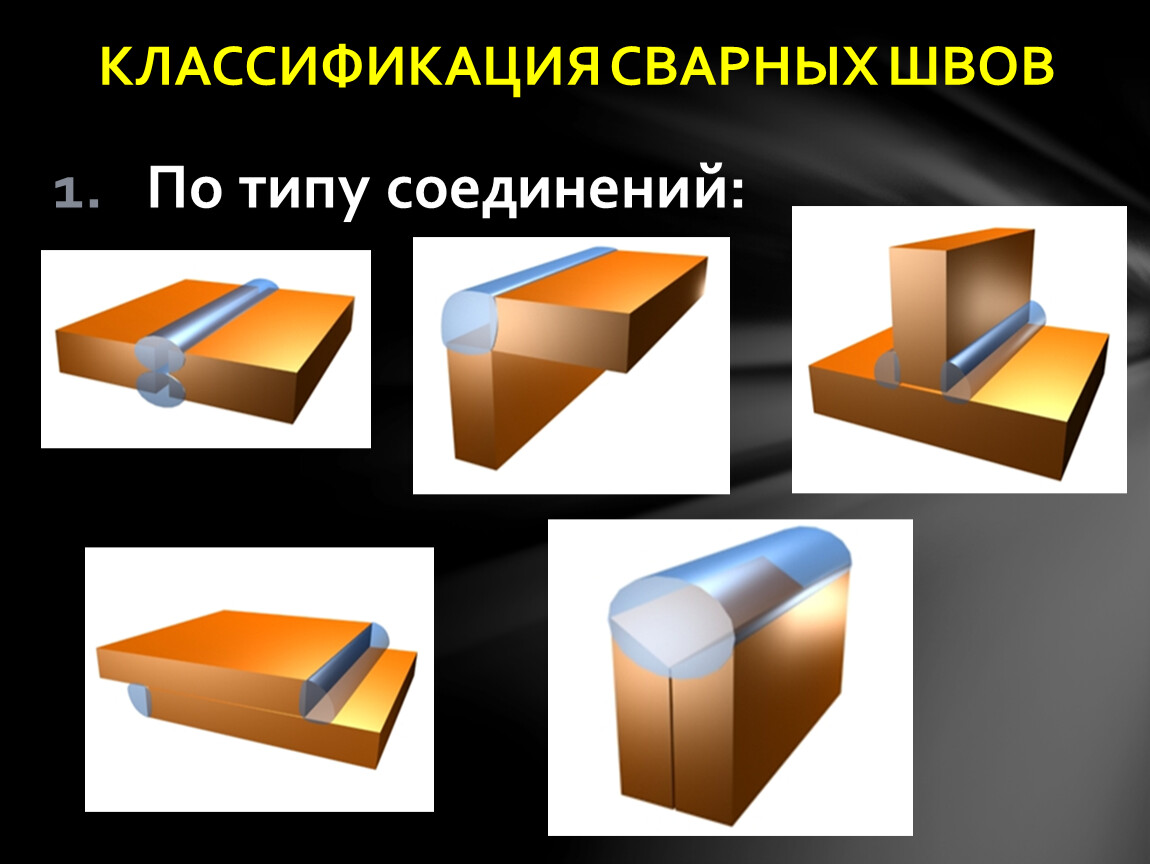
По типу соединений:
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
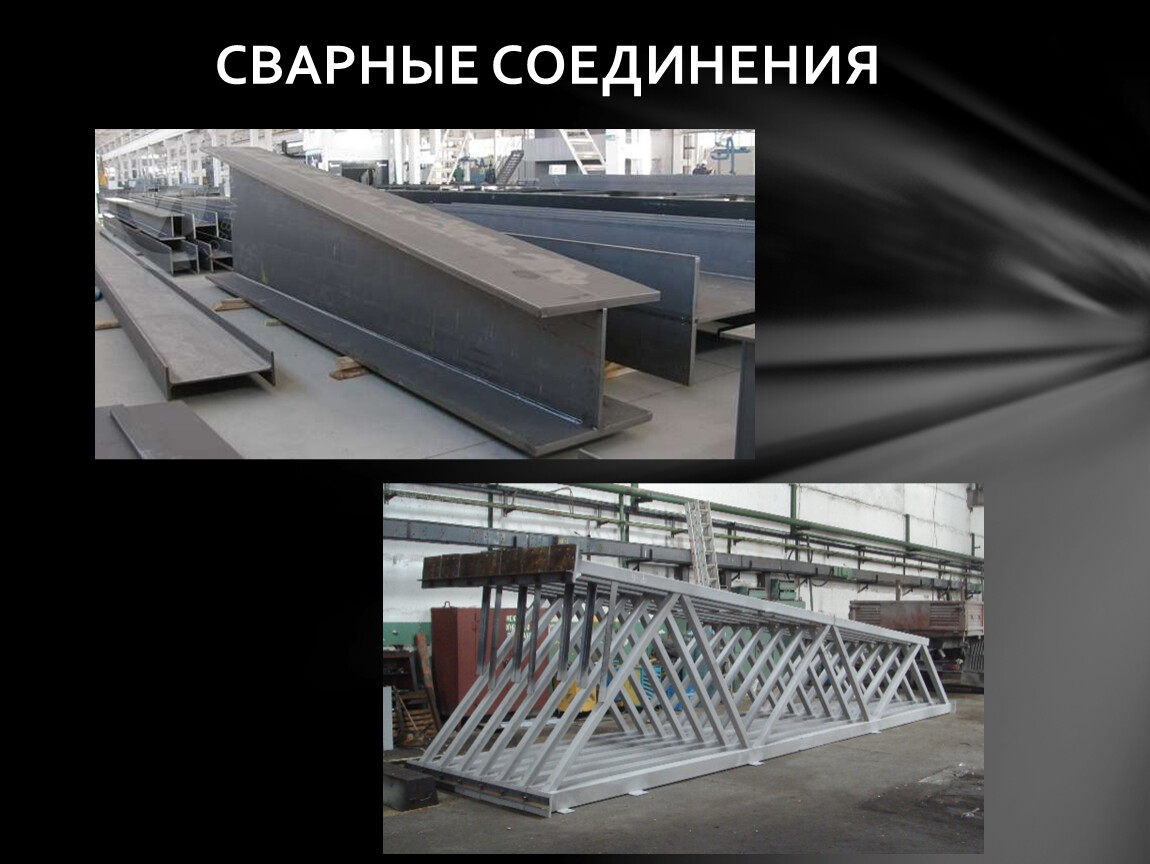
СВАРНЫЕ СОЕДИНЕНИЯ

2. По положению в пространстве
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ


3. По протяженности
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ

4. По форме наружной поверхности
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
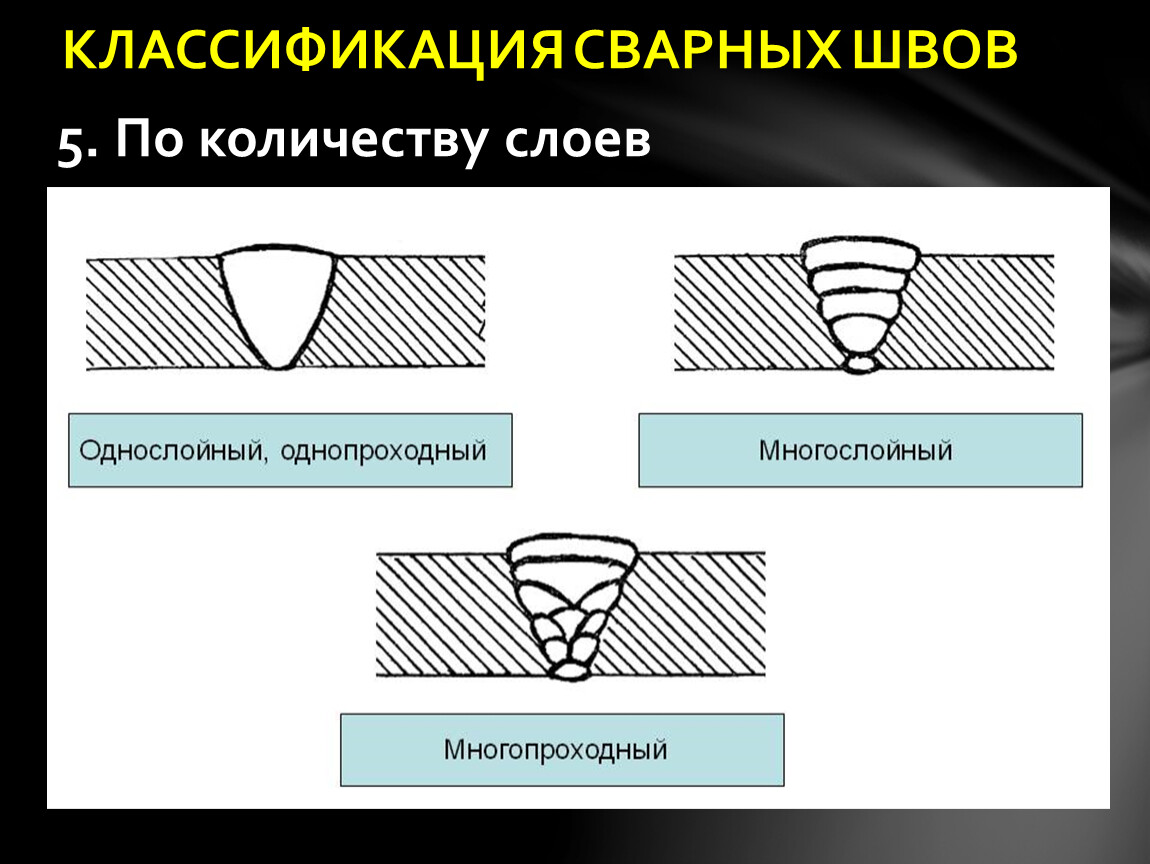
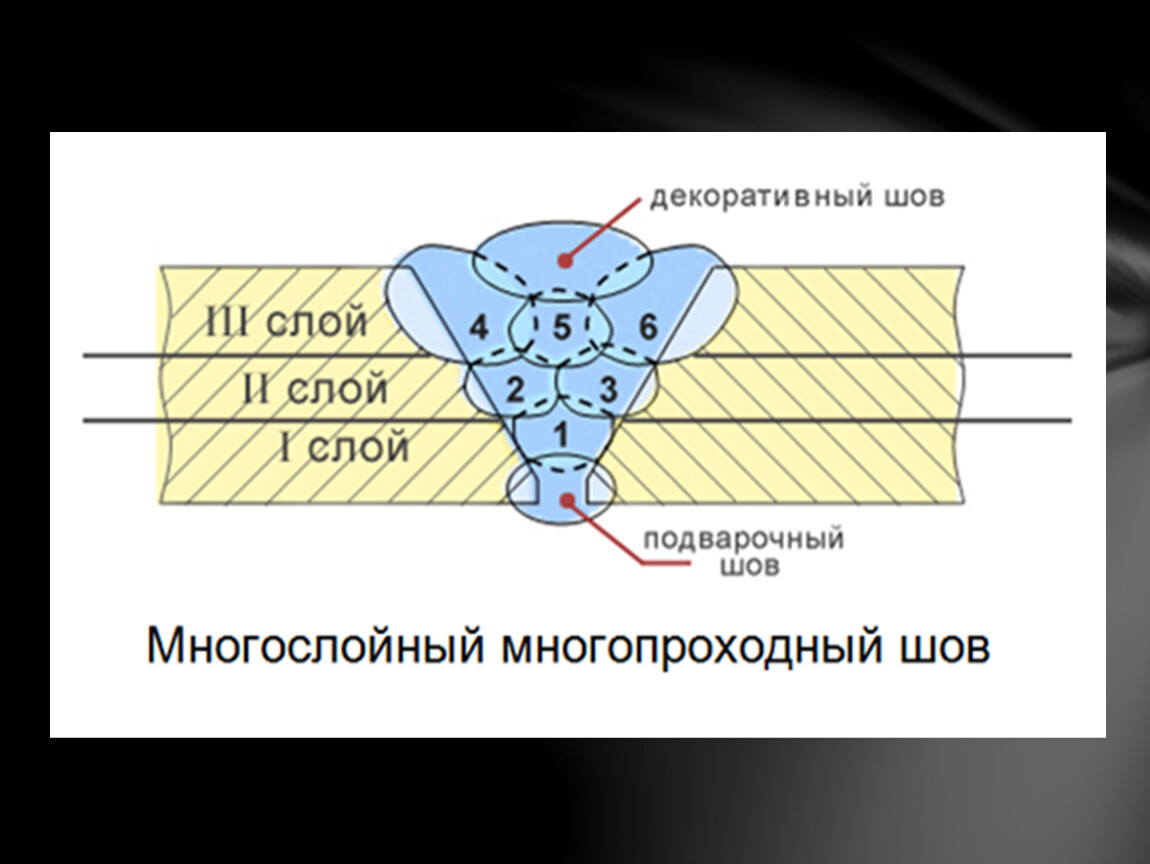
5. По количеству слоев
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
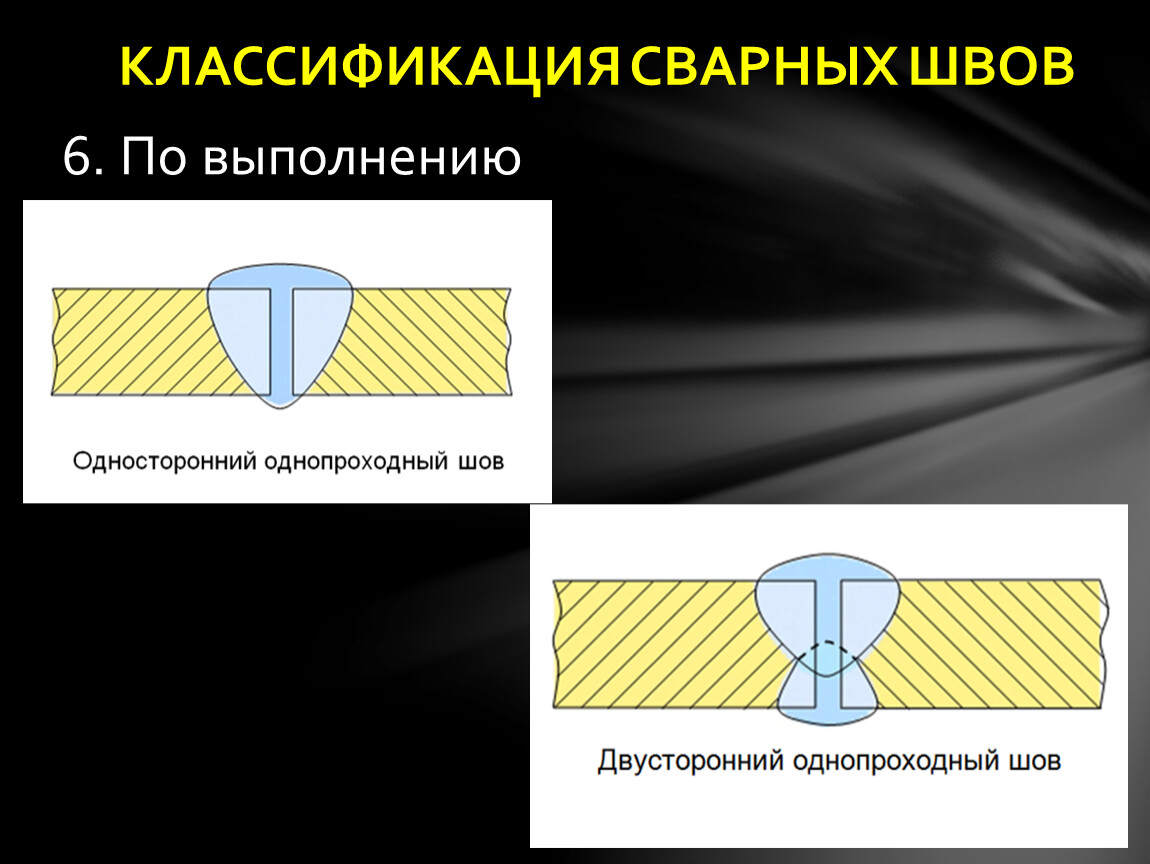
6. По выполнению
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ

7. По направлению действующего усилия
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ

8. По конфигурации сварного шва
9. В зависимости от условий работы сварного изделия
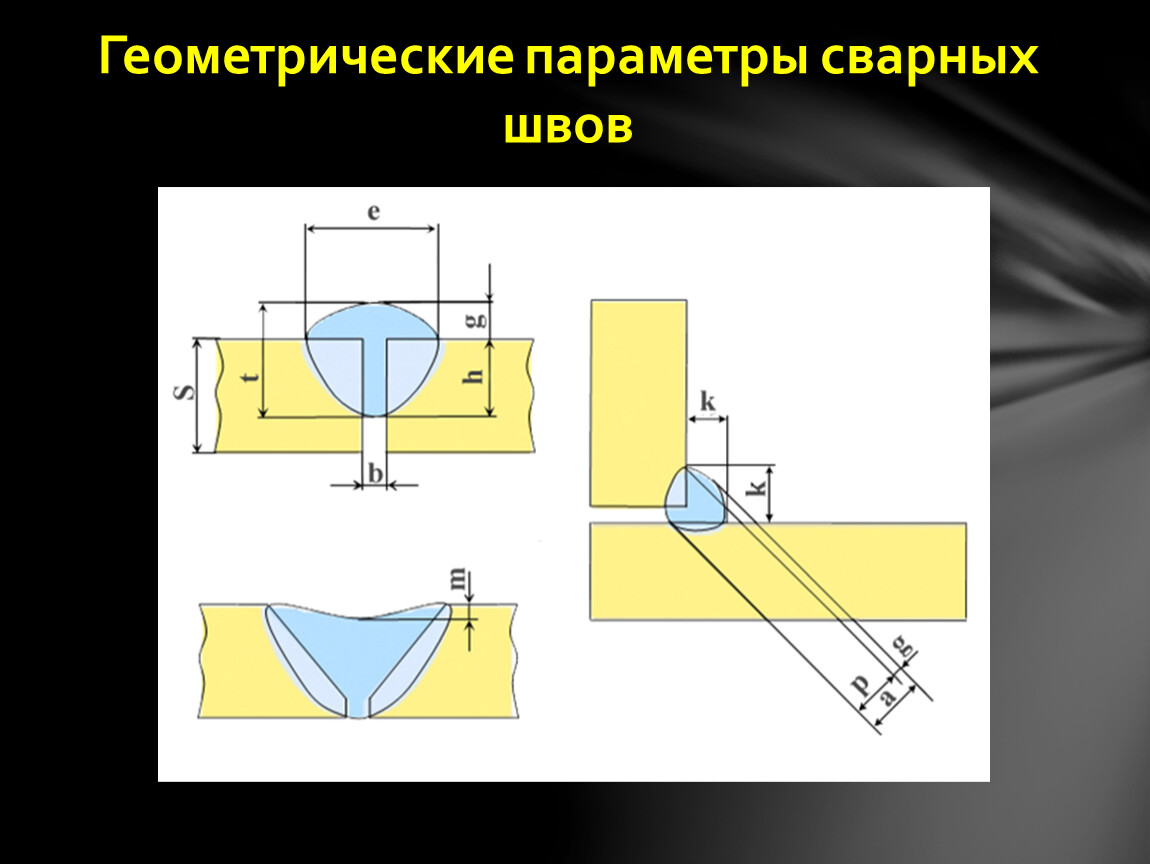
Геометрические параметры сварных швов

ОСНОВНЫЕ ФОРМЫ РАЗДЕЛКИ КРОМОК
Разделка одной кромки
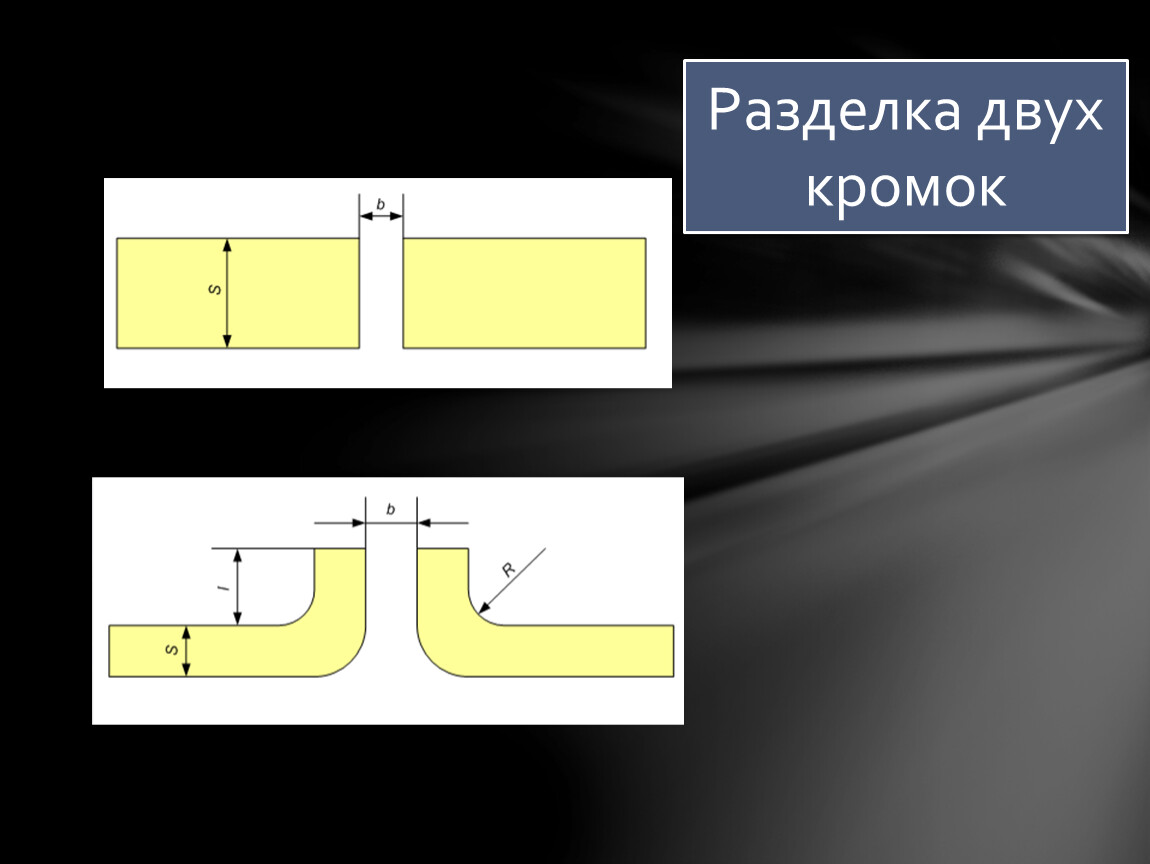
Разделка двух кромок
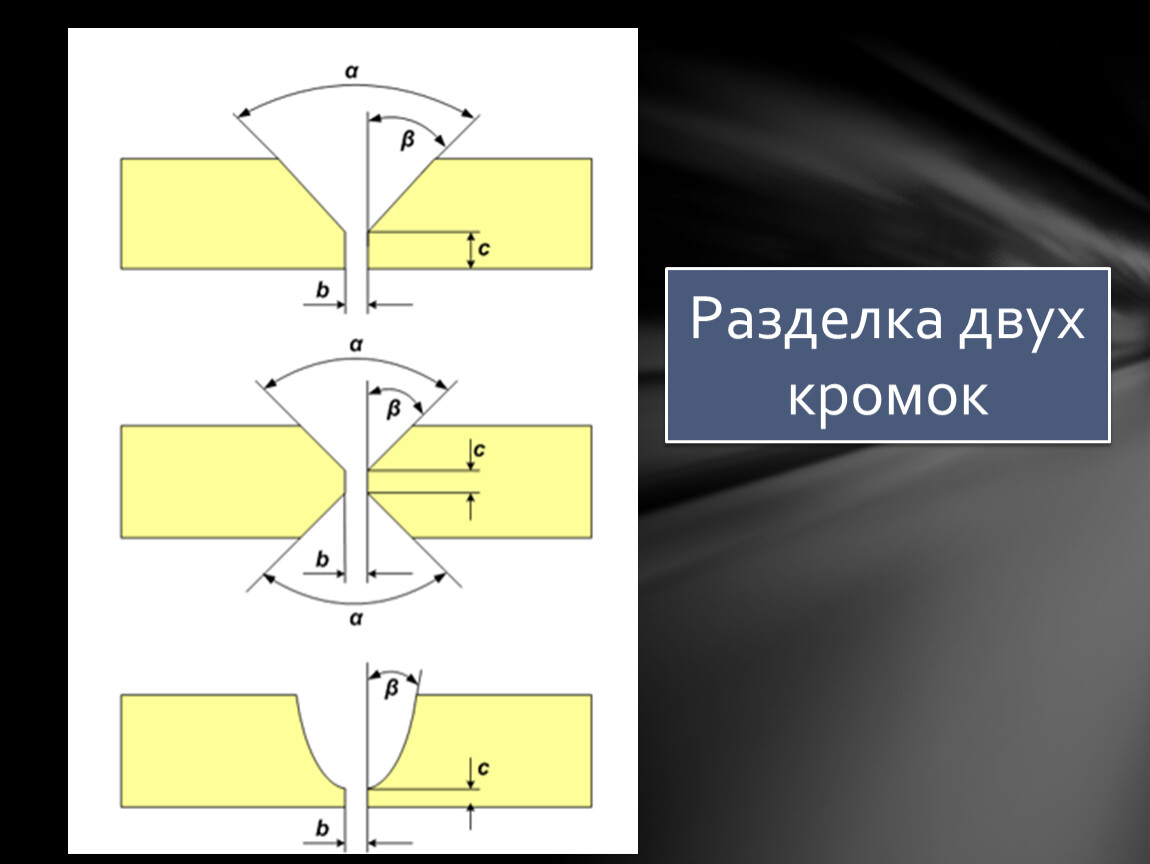
Разделка двух кромок
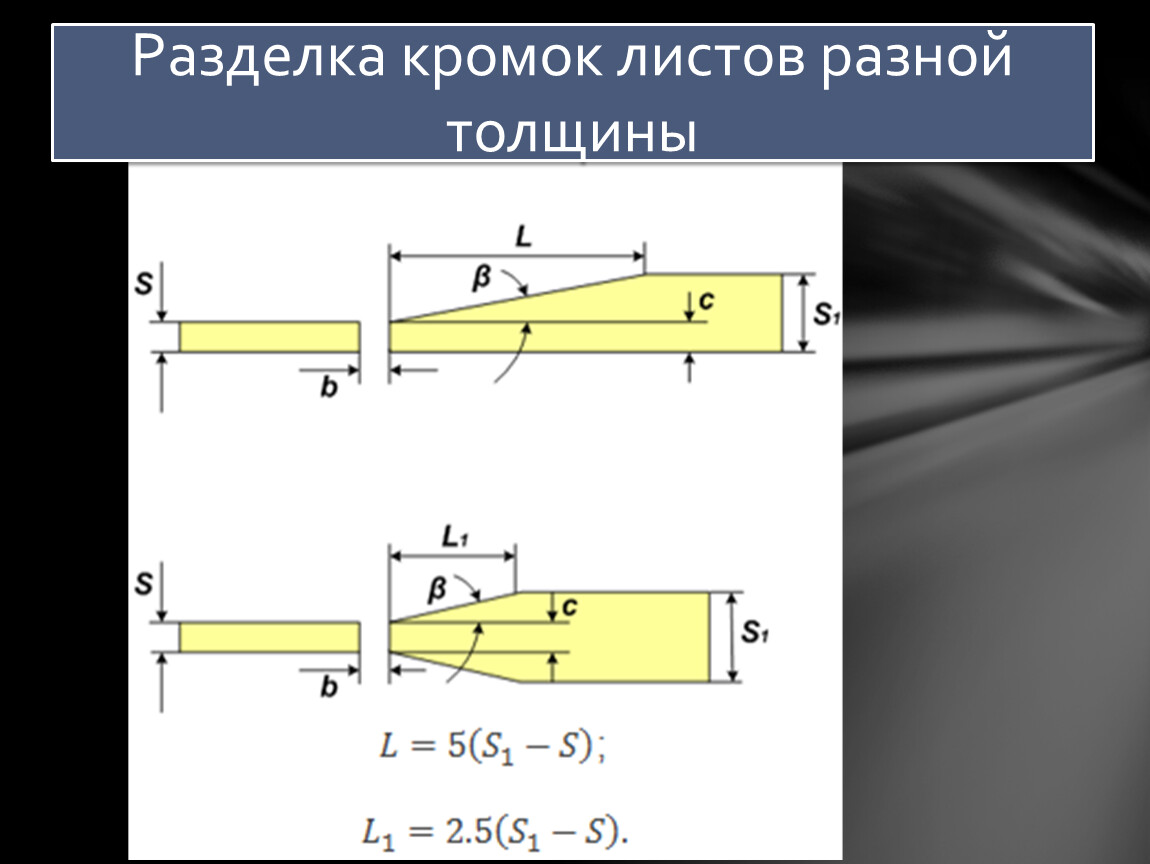
Разделка кромок листов разной толщины
α – угол разделки кромок (60-90°)
β – угол скоса кромки (30-50°)
b – зазор (1-4 мм) в зависимости от S металла
с – притупление кромок (1-3мм) в зависимости от S металла
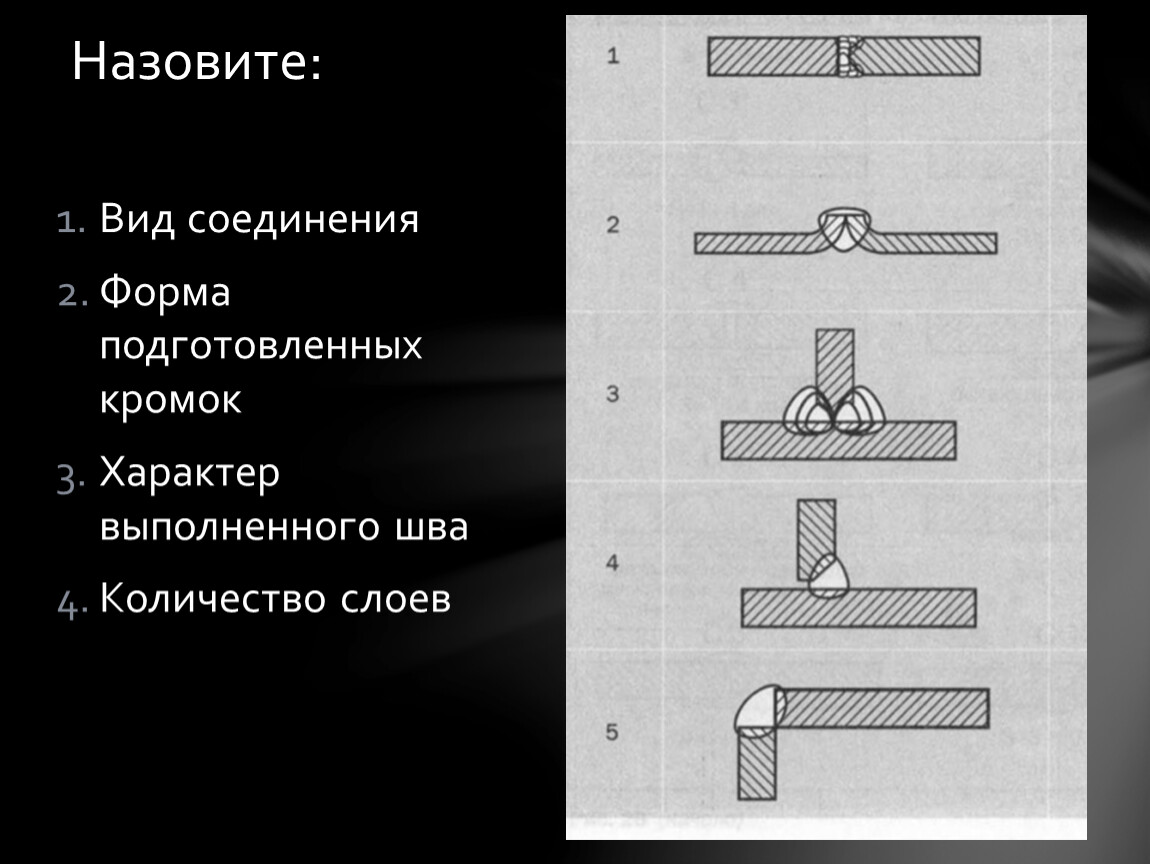
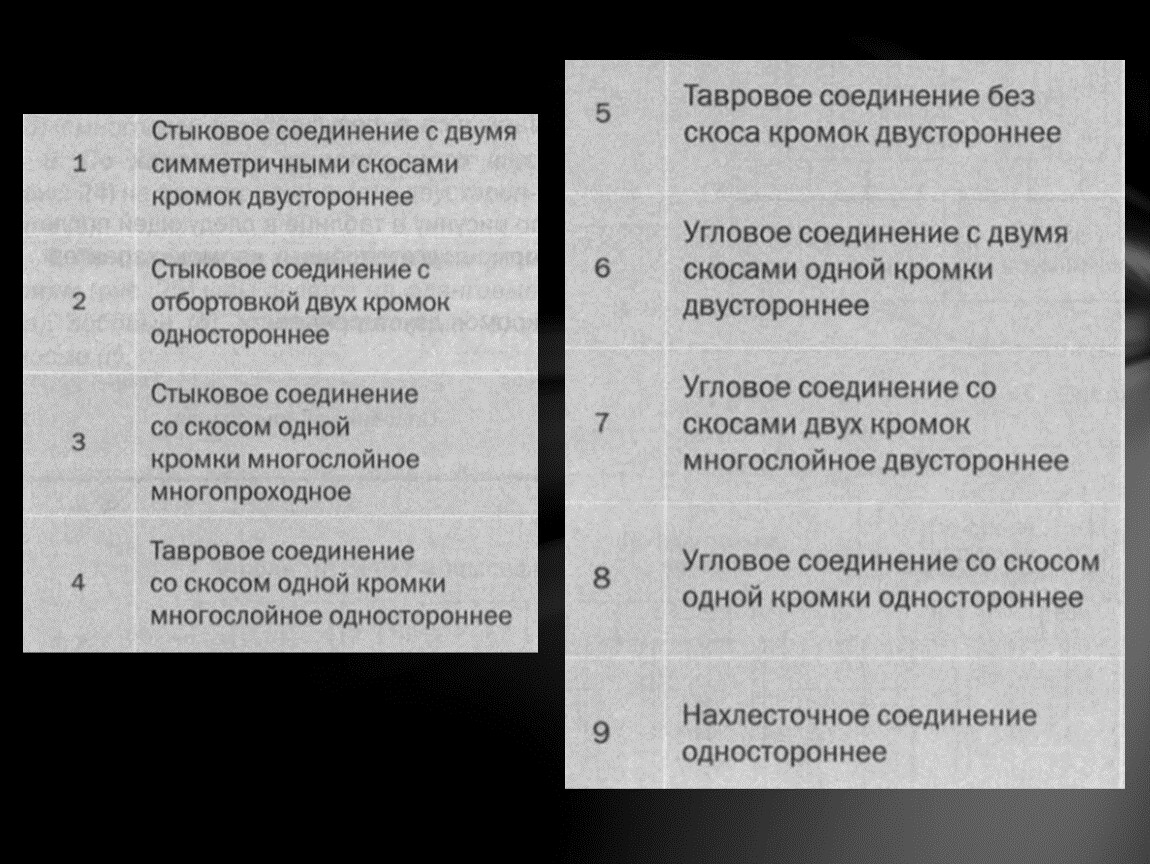
Вид соединения
Форма подготовленных кромок
Характер выполненного шва
Количество слоев
Назовите:

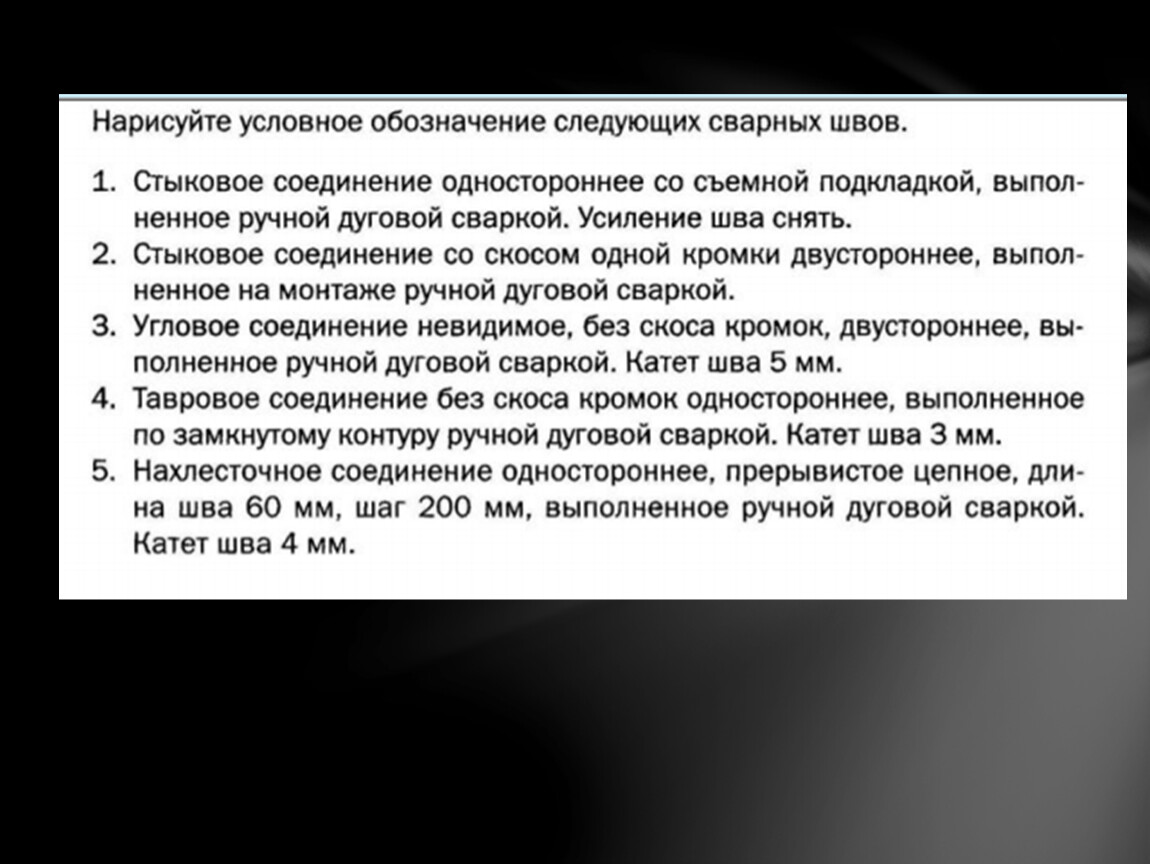
Условные изображения и обозначения швов сварных соединений (ГОСТ2.312-72)

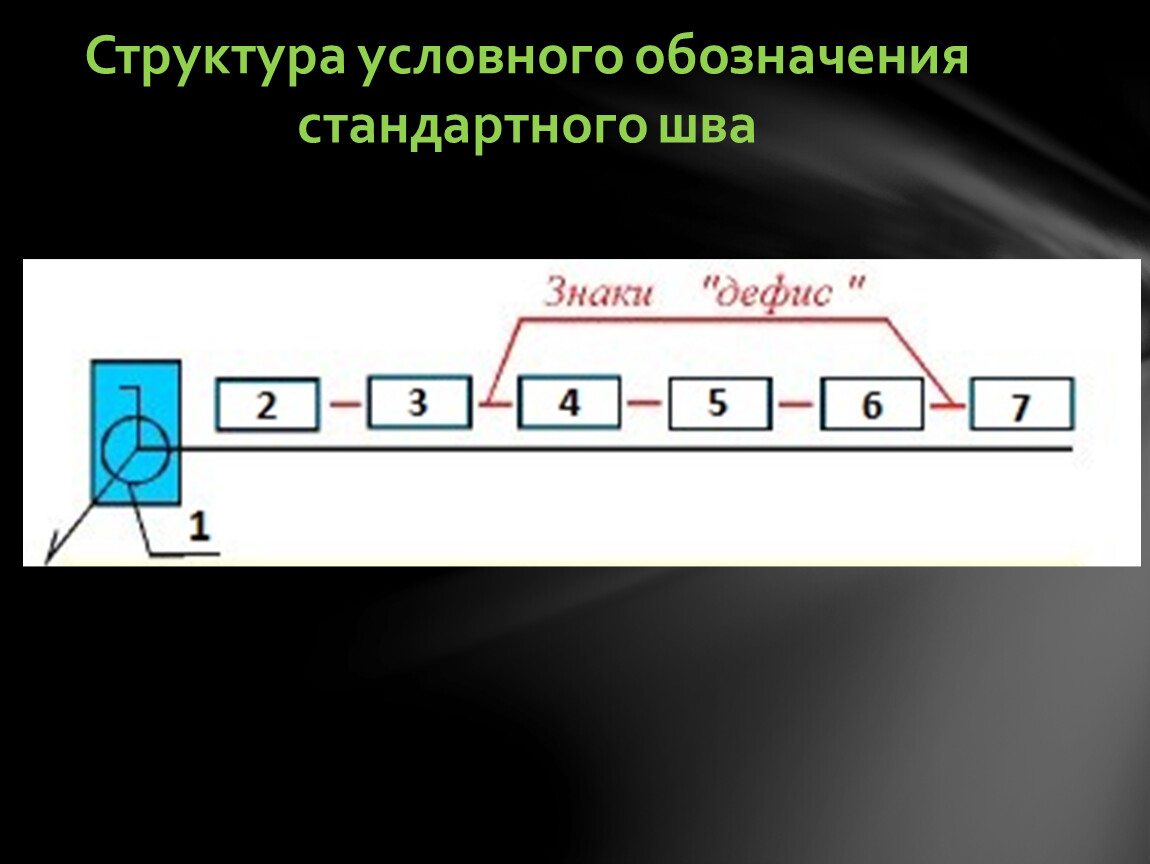
Структура условного обозначения стандартного шва
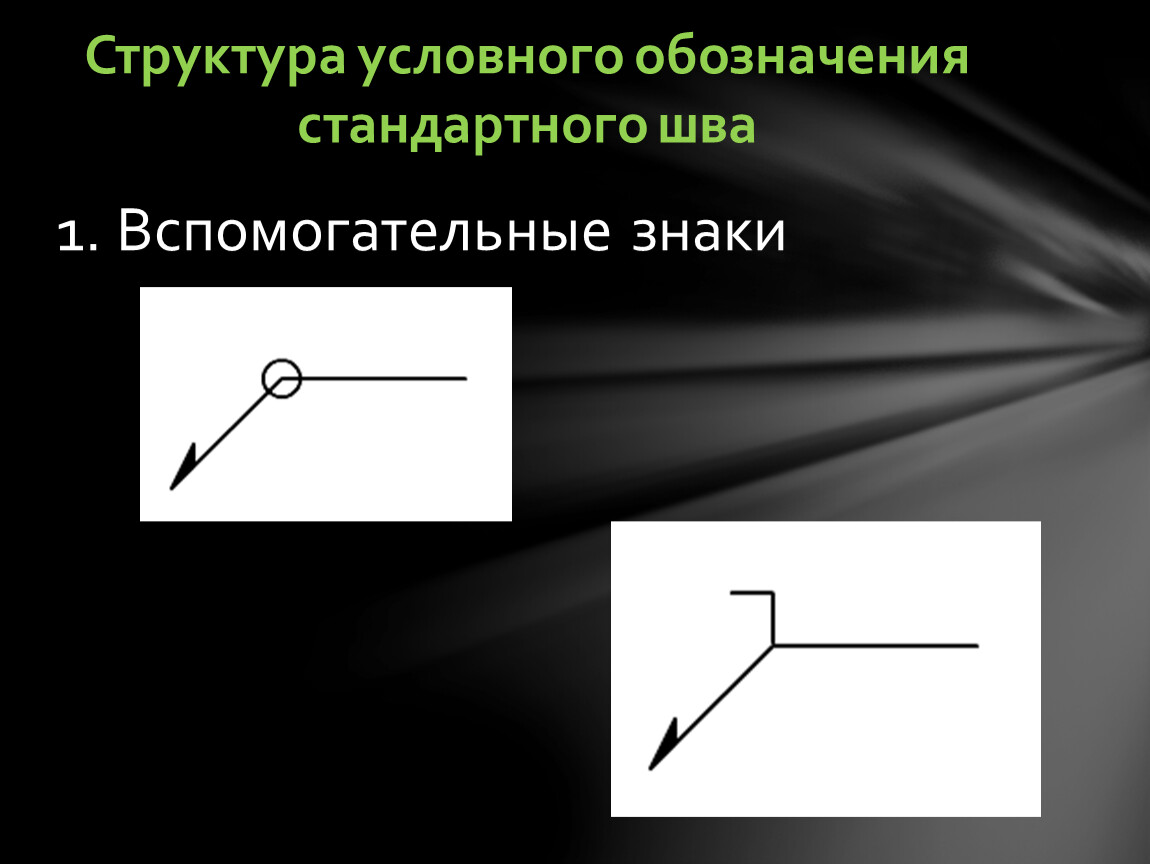
1. Вспомогательные знаки
Структура условного обозначения стандартного шва
2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений:
Структура условного обозначения стандартного шва
ГОСТ 14806-80 «Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов»; ГОСТ 16098-80 «Соединения сварные из двухслойной коррозионно-стойкой стали»; ГОСТ 16038-80 «Швы сварных соединений трубопроводов из меди и медно-никелевого сплава»; ГОСТ 11533-75 «Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные по острыми и тупыми углами»; ГОСТ 27580-88 «Дуговая сварка алюминиевая и алюминиевых сплавов. Соединения сварные по острыми и тупыми углами».

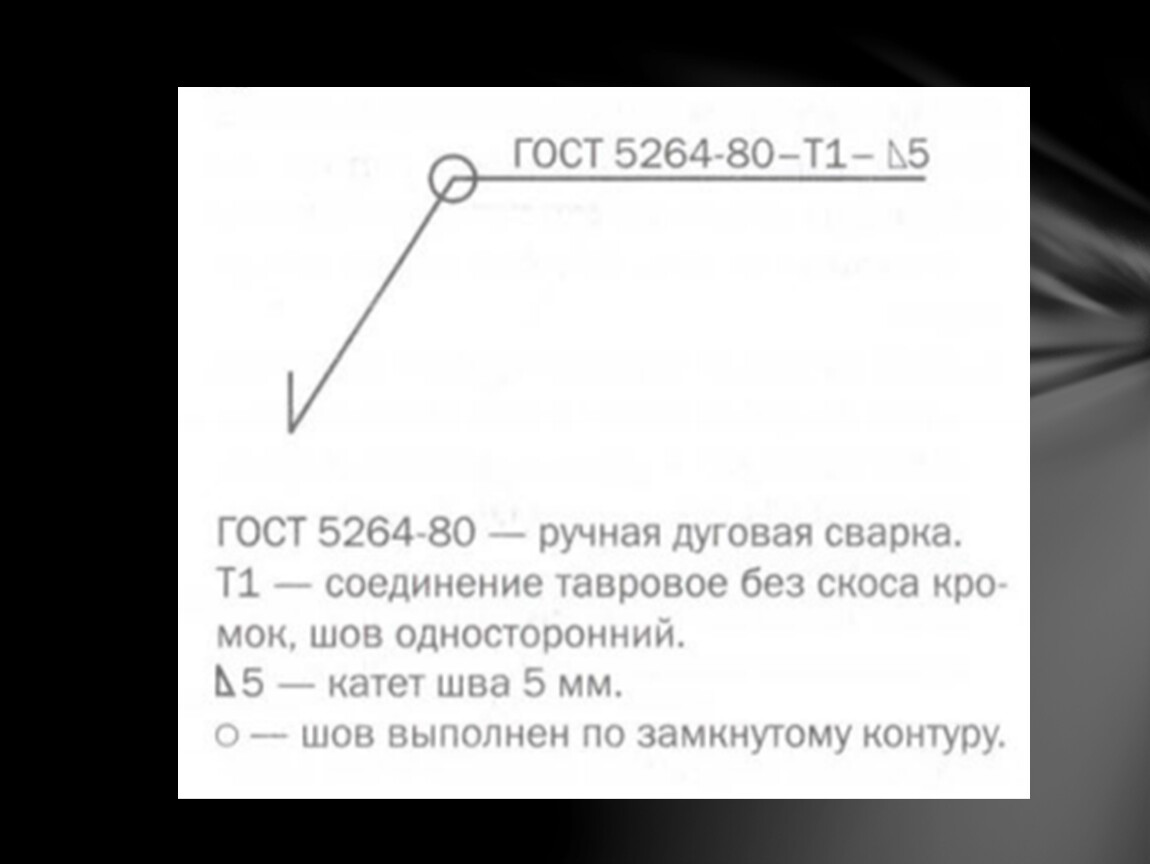
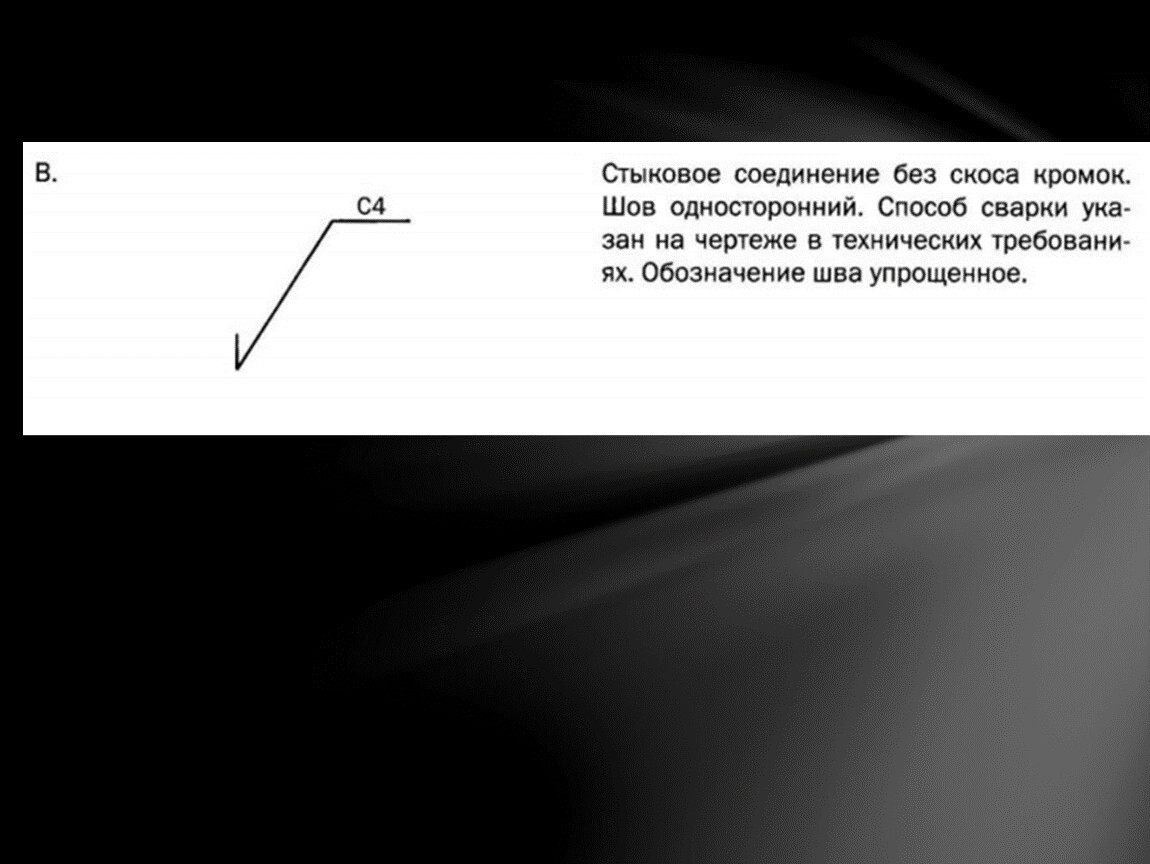
3. Буквенно-цифровое обозначение шва:
Структура условного обозначения стандартного шва
4. Условное обозначение способа сварки:
Структура условного обозначения стандартного шва
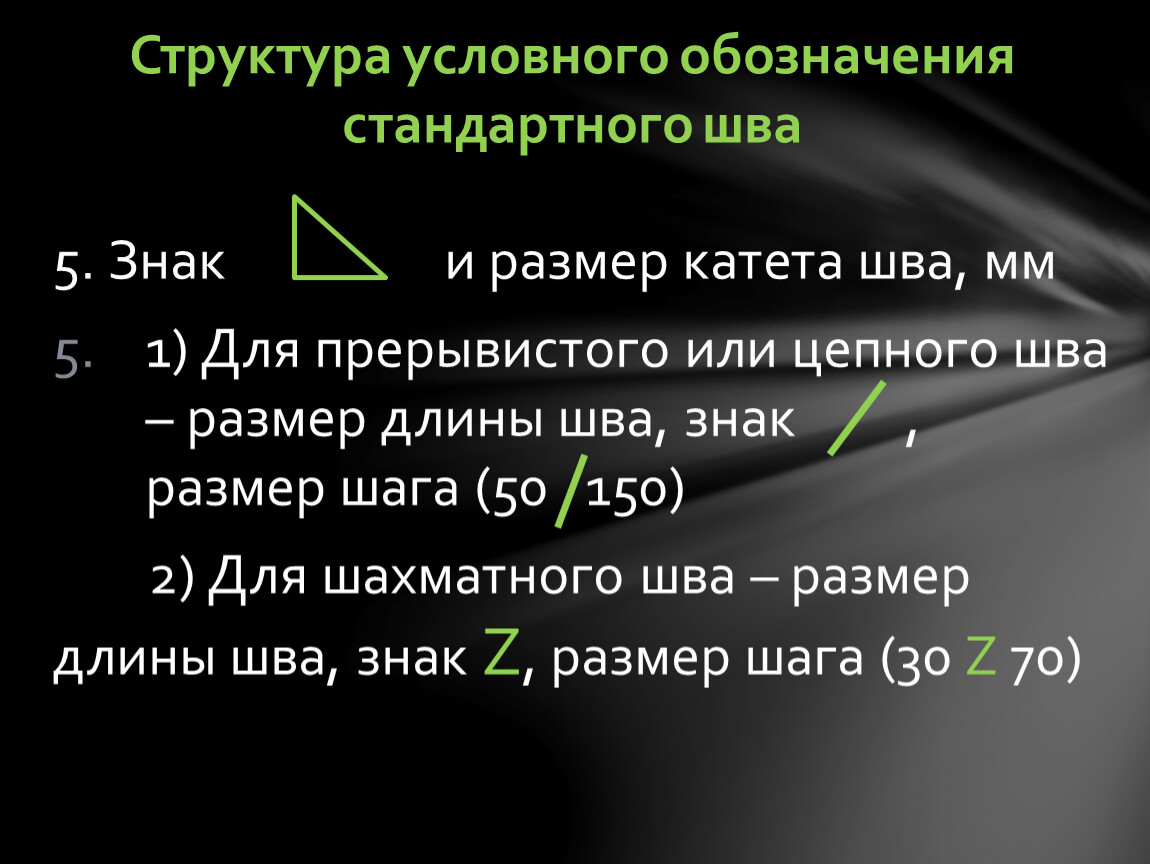
5. Знак и размер катета шва, мм
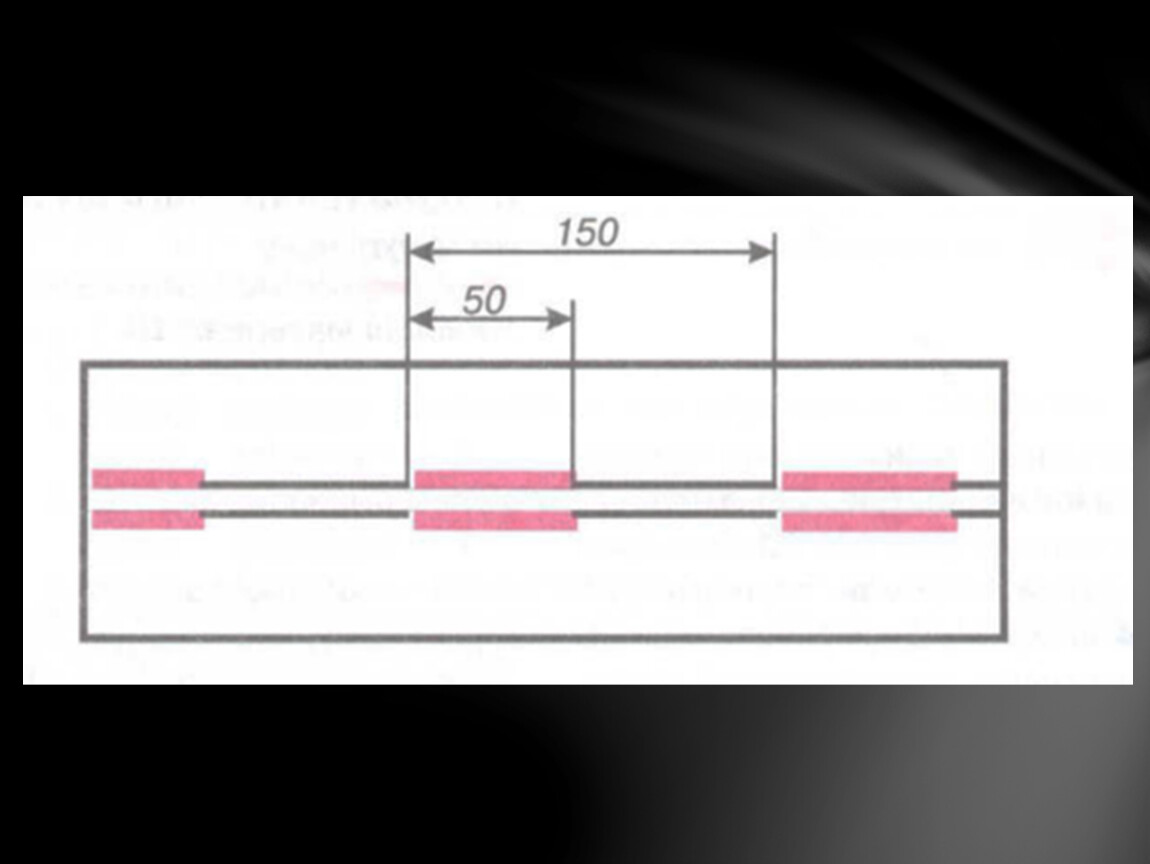
1) Для прерывистого или цепного шва – размер длины шва, знак , размер шага (50 150)
2) Для шахматного шва – размер длины шва, знак Z, размер шага (30 Z 70)
Структура условного обозначения стандартного шва

6. Вспомогательные знаки:
Структура условного обозначения стандартного шва

ОБОЗНАЧЕНИЕ ОДИНАКОВЫХ ШВОВ


ISO 2553:2013: “Сварные и паяные швы. Символьное представление на чертежах”
Европейская версия EN 22553.
УСЛОВНОЕ ИЗОБРАЖЕНИЕ СВАРНЫХ ШВОВ СОГЛАСНО ISO 2553:2013
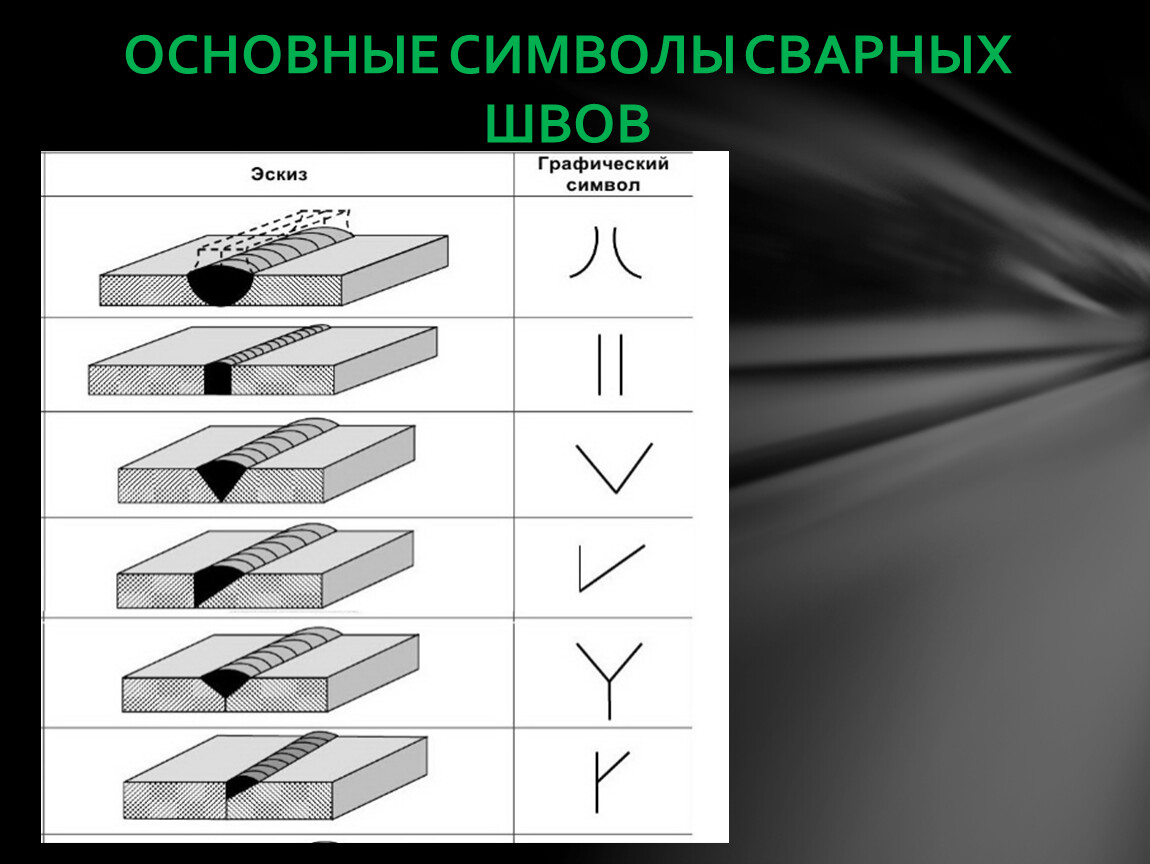
ОСНОВНЫЕ СИМВОЛЫ СВАРНЫХ ШВОВ



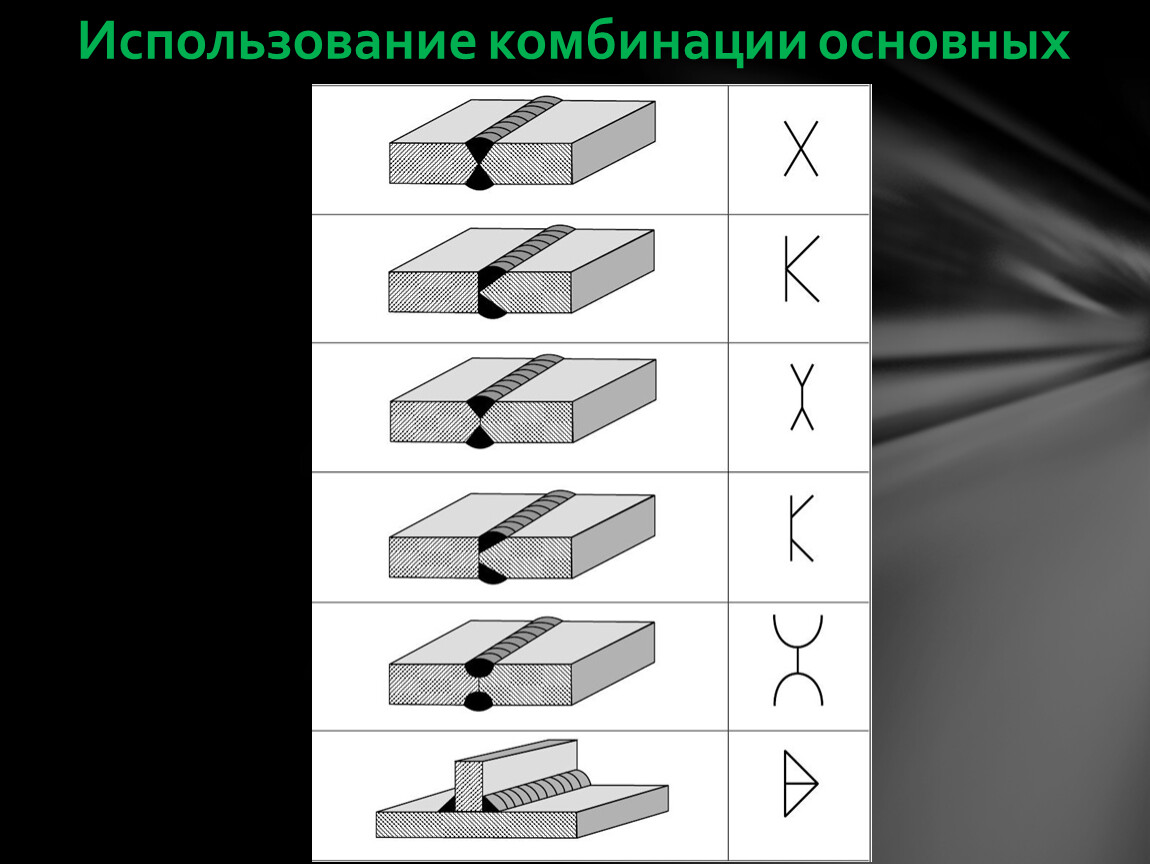
Использование комбинации основных символов
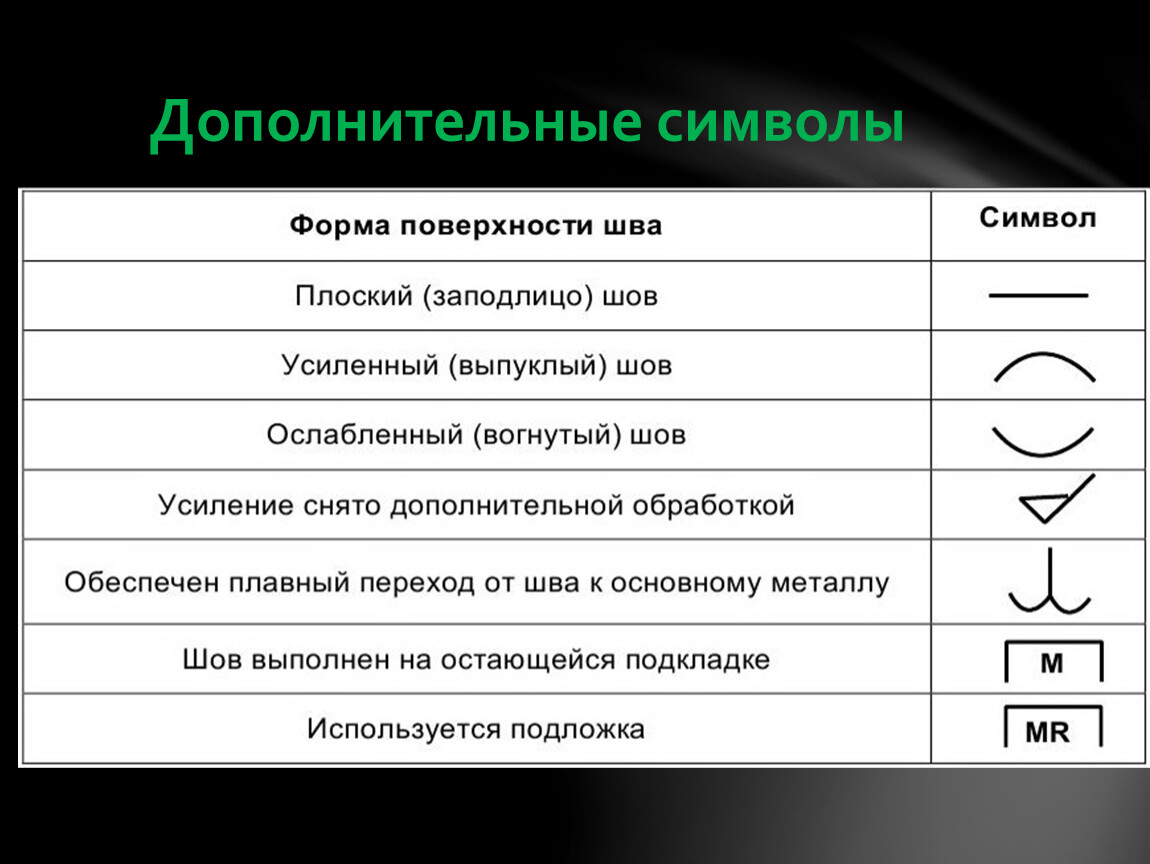
Дополнительные символы

Примеры использования дополнительных символов
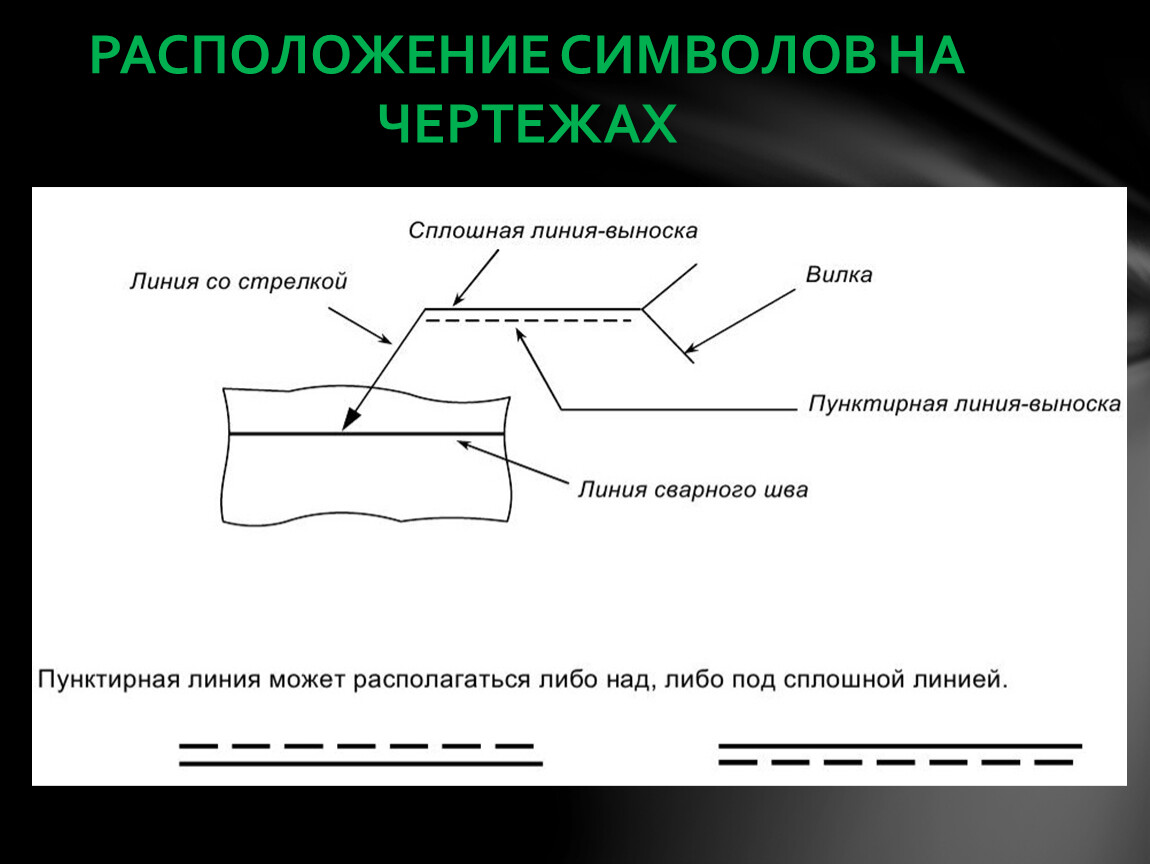
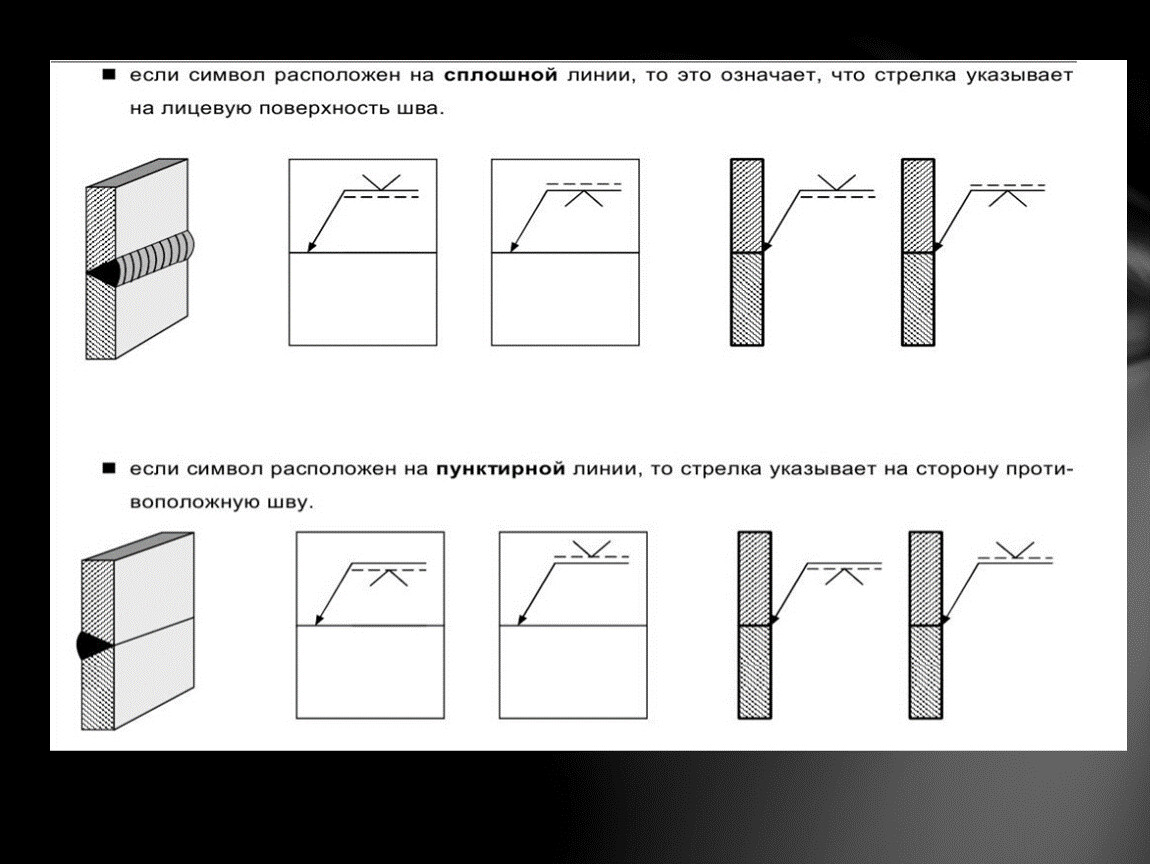
РАСПОЛОЖЕНИЕ СИМВОЛОВ НА ЧЕРТЕЖАХ

ДОПОЛНИТЕЛЬНЫЕ ДАННЫЕ ШВА
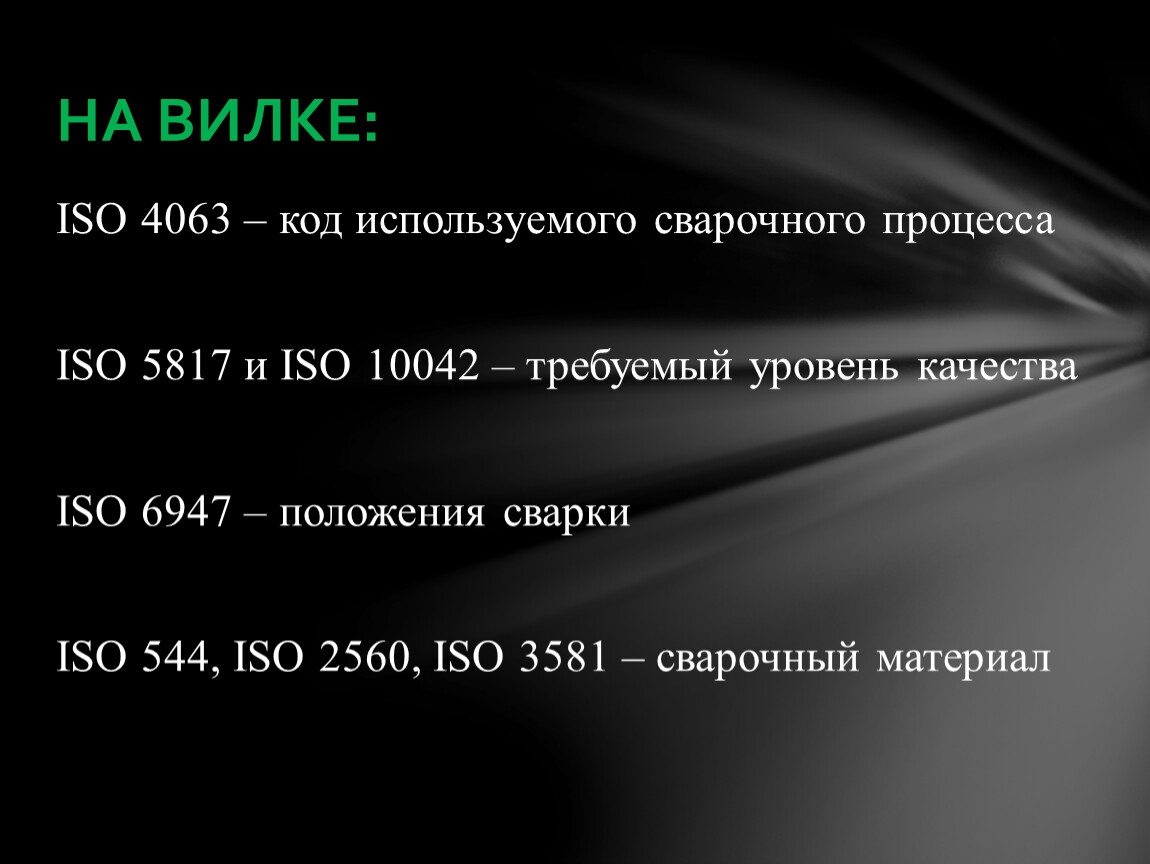
ISO 4063 – код используемого сварочного процесса
ISO 5817 и ISO 10042 – требуемый уровень качества
ISO 6947 – положения сварки
ISO 544, ISO 2560, ISO 3581 – сварочный материал
НА ВИЛКЕ:
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.