Чтобы лучше чувствовать металл, представлять себе, почему он куется, необходимо как бы проникнуть внутрь металла, изучить его строение. Все металлы и сплавы имеют поликристаллическое строение, состоят из кристаллитов, между которыми располагаются в виде тонких прослоек неметаллические включения различных оксидов, карбидов и других соединений.
«ИЗГОТОВЛЕНИЕ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ ИЗ МЕТАЛЛА».
Кузнечное дело, как известно, самое древнее ремесло, связанное с
металлом. Впервые человек начал обрабатывать ударом, т.е. ковать, ещё в
каменном веке самородные и метеоритные металлы. Многие музеи имеют в
своих фондах кузнечные инструменты тех далёких времён: небольшие камни
– молоты и массивные плоские камни наковальни.
И уже тогда, создавая различные предметы быта, человек старался
отковать их красивыми по форме.
Художественная ковка на территории нашей страны широко применялась уже в
VII в. до н.э. в районах Причерноморья, Северного Кавказа, Южного Урала.
Достаточно полно известна нам культура древних скифов, у которых наряду с
художественным литьем было хорошо налажено изготовление золотых и
серебряных украшений и всевозможной утвари методом чеканки, штамповки с
«эластичной средой» и ковки. Многие образцы скифского ювелирного искусства
были так высокохудожественны в исполнении, что пользовались большим спросом
даже в избалованной Греции.
Кузнецы Скифии, кроме изготовления различных художественных
изделий, владели секретами кузнечной сварки для производства вы
сококачественного режущего и рубящего оружия. В дальнейшем кузнечная сварка
легла в основу изготовления холодного оружия из многослойной стали, так
называемого сварочного булата. Особенно больших успехов добились мастера из
Дамаска. Поэтому такая многослойная сварная сталь впоследствии стала
называться дамасской.
Начиная с XVII века в крупных городах страны разворачивается
строительство дворцовопарковых ансамблей, и многие кузнечные мастерские
переходят на изготовление больших и малых оград. Старые русские мастера не
только отлично знали технологию ковки, но и обладали большим
художественным вкусом. Созданные ими ограды и решетки не терялись на
любом фоне, были выразительны в архитектурном окружении и производили
впечатление как вблизи, так и на расстоянии. Красота этих решеток
заключалась в соразмерном сочетании художественных элементов и их
ритмичности.
Чтобы лучше чувствовать металл, представлять себе, почему он куется,
необходимо как бы проникнуть внутрь металла, изучить его строение. Все
металлы и сплавы имеют поликристаллическое строение, состоят из
кристаллитов, между которыми располагаются в виде тонких прослоек
неметаллические включения различных оксидов, карбидов и других
соединений. Зерно, в свою очередь, также имеет кристаллическое строение, а
его размеры составляют 0,01—0,2 мм.
Нагрев является важной и ответственной операцией технологического
процесса, от которой зависят качество изделий, стойкость инструмента.
Кузнечный инструмент должен быть высокого качества, так как онобеспечивает основное формоизменение металла. Основными инструментами
кузнеца всегда были наковальня, клещи, зубила и т.д.
Кованый металл требует лаконичного и законченного рисунка, поэтому,
перед тем как начать чтолибо ковать, необходимо тщательно отработать
эскиз изделия. После этого необходимо изготовить шаблоны всех элементов,
составляющих изделие.
Изделия можно изготавливать цельными или по частям, которые затем
Технология изготовления некоторых частей изделий
свариваются.
представлена ниже.
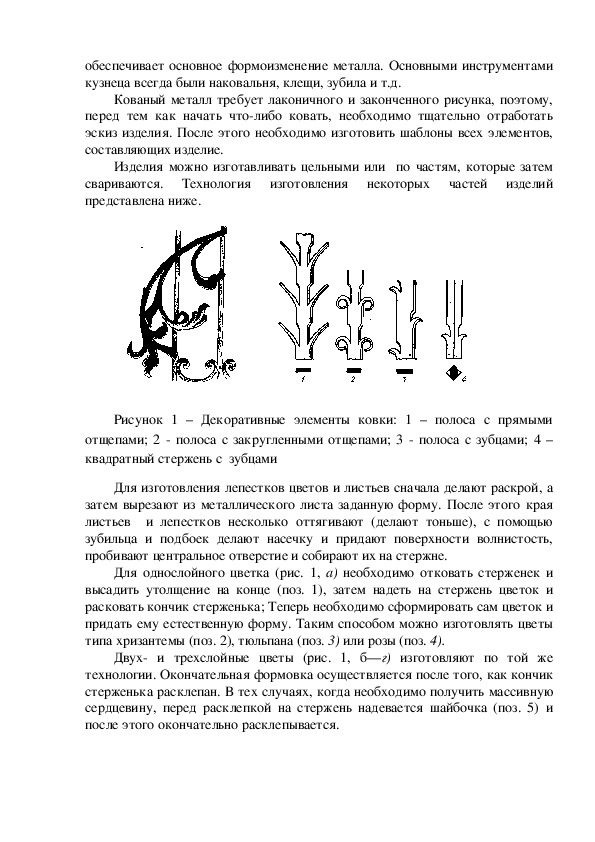
Рисунок 1 – Декоративные элементы ковки: 1 – полоса с прямыми
отщепами; 2 полоса с закругленными отщепами; 3 полоса с зубцами; 4 –
квадратный стержень с зубцами
Для изготовления лепестков цветов и листьев сначала делают раскрой, а
затем вырезают из металлического листа заданную форму. После этого края
листьев и лепестков несколько оттягивают (делают тоньше), с помощью
зубильца и подбоек делают насечку и придают поверхности волнистость,
пробивают центральное отверстие и собирают их на стержне.
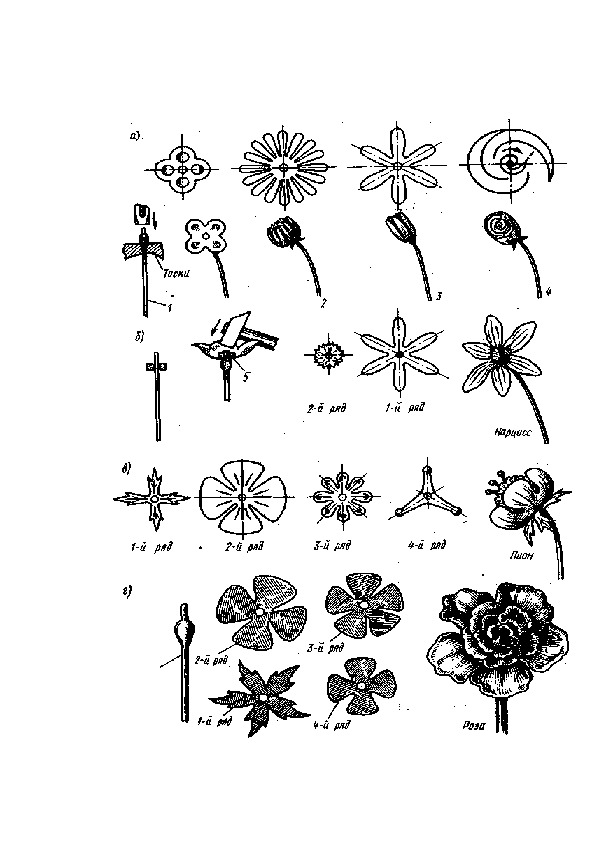
Для однослойного цветка (рис. 1, а) необходимо отковать стерженек и
высадить утолщение на конце (поз. 1), затем надеть на стержень цветок и
расковать кончик стерженька; Теперь необходимо сформировать сам цветок и
придать ему естественную форму. Таким способом можно изготовлять цветы
типа хризантемы (поз. 2), тюльпана (поз. 3) или розы (поз. 4).
Двух и трехслойные цветы (рис. 1, б—г) изготовляют по той же
технологии. Окончательная формовка осуществляется после того, как кончик
стерженька расклепан. В тех случаях, когда необходимо получить массивную
сердцевину, перед расклепкой на стержень надевается шайбочка (поз. 5) и
после этого окончательно расклепывается.Рисунок 2 – Технология изготовления сборных цветов
«ПРОИЗВОДСТВО ЗАГОТОВОК В МАШИНОСТРОЕНИИ»
Необходимость экономии материальных ресурсов предъявляет высокие
требования к рациональному выбору заготовок, к уровню их технологичности,
в значительной степени определяющей затраты на технологическую
подготовку производства, себестоимость, надежность и долговечность
изделий. Правильно выбрать способ получения заготовок — значит
определить рациональный технологический процесс ее получения с учетом
материала детали, требований к точности ее изготовления, технических
условий, эксплуатационных характеристик и серийности выпуска.
Ведущая отрасль современной промышленности — машиностроение —
располагает большим количеством способов получения деталей, необходимых
промышленности. Это многообразие, с одной стороны, дает возможность
существенно повысить эксплуатационные характеристики машин и
механизмов за счет использования, а в некоторых случаях и улучшения свой
ства исходного материала, с другой — создает большие трудности при выборе
рационального, экономичного способа получения той или иной детали.
Принятый вариант должен способствовать повышению эффективности труда,
снижению материалоемкости, повышению производительности и улучшению
качества изделий.
Наиболее широко применяют для получения заготовок в
машиностроении следующие методы: литье, обработка металлов давлением и
сварка, а также комбинации этих методов. Однако каждый из методов
содержит большое число способов получения заготовок. Так, например,
отливки можно получать в песчаноглинистых формах, в кокиль, по
выплавляемым моделям, под давлением, и т.д.; поковки и штамповки —
ковкой на молотах, гидравлических прессах, штамповкой на штамповочных
молотах, на кривошипных горячештамповочных прессах, гидровинтовых
прессмолотах, горизонтальноковочных машинах, радиальноковочных
машинах и т.д. Многообразие способов получения заготовок и их сочетаний
приводит к тому, что выбор способа получения заготовки становится сложной
техникоэкономической задачей.
Прежде всего следует определить, каким способом наиболее
целесообразно получить заготовку для данной детали.
Обработка металлов давлением включает в себя все технологические
процессы, способы, которые основаны на пластическом формоизменении
металла — прокатку, ковку, волочение, прессование, штамповку, листовую
штамповку и т.п. Обычно при выборе метода необходимо ориентироваться в
первую очередь на материал и требования к нему с точки зрения обеспеченияслужебных свойств изделия. Например, если на чертеже детали указан
материал чугун или марка стали с индексом "Л", то эту деталь следует
изготавливать из заготовки, полученной методом литья, так как чугуны в
большинстве своем не могут быть подвержены обработке давлением изза
низких пластических свойств, а индекс "Л" указывает на то, что сталь
обладает повышенными литейными свойствами (в частности, повышенной
жидкотекучестью) и пониженными пластическими свойствами. Особо
ответственные детали, к которым предъявляются высокие требования по
размеру зерна, направлению волокон, а также по уровню механических
свойств, всегда следует изготавливать из заготовки, полученной обработкой
давлением.
Выбранный способ получения заготовки должен быть экономичным,
обеспечивающим высокое качество детали, производительным, нетрудоемким
процессом.
Оценку целесообразности и техникоэкономической
эффективности применения того или иного способа необходимо производить
с учетом всех его недостатков и преимуществ., Для мелкосерийного и
единичного производств характерно использование в качестве заготовок
горячекатаного проката, отливок, полученных литьем в песчаноглинистые
формы, и поковок, полученных ковкой. Это обусловливает большие припуски
и напуски, значительный объем последующей механической обработки,
повышение трудоемкости, в том числе и за счет низкой технологической
оснащенности. В структуре себестоимости в данном случае велика доля
затрат на основные материалы (до 50%) и заработную плату (до 3035%).
В условиях крупносерийного и массового производств рентабельны такие
способы производства заготовок, как горячая объемная штамповка, литье в
кокиль и под давлением, в оболочковые формы и по выплавляемым моделям.
Применение этих способов позволяет значительно сократить припуски на
механическую обработку (в среднем на 25—30% к массе заготовки), снизить
трудоемкость изготовления деталей.
Повышение точности формообразующих процессов, выбор наиболее
точных и прогрессивных способов получения заготовок на базе увеличения
серийности производства является одним из важнейших резервов повы шения
технического уровня производства.
обеспечивающих необходимые конструктивные
Основная тенденция современного машиностроения — применение
материалов,
и
эксплуатационные свойства, имеющих повышенную обрабатываемость на всех
стадиях передела. Иными словами, материалы должны обладать необходимым
запасом определенных технологических свойств — ковкостью,
штампуемостью, жидкотекучестью, свариваемостью, обрабатываемостью
резанием.
Необходимым технологическим свойством для деформируемых
материалов является технологическая пластичность. Чем ниже пластичность
материала, тем сложнее получить качественную заготовку методом обработкиметаллов давлением, тем сложнее технологический процесс, тем выше
себестоимость детали. Особенно жесткие требования по технологической
пластичности предъявляют к тем сплавам, изделия из которых подвергают
холодной обработке металлов давлением — выдавливанию, вытяжке, гибке,
формовке.
При выборе способа получения отливок также необходимо учитывать
технологические свойства сплавов. Например, если материал обладает
пониженными литейными свойствами (низкая жидкотекучесть, высокая
склонность к усадке и т.п.), не рекомендуется применять для получения
отливок из этого материала такие способы, как литье в кокиль или литье под
давлением, так как изза низкой податливости металлических форм могут
возникнуть литейные напряжения, коробление отливки и трещины: В таких
случаях целесообразно применение способов: оболочковое литье и литье в
песчаноглинистые формы.
Сплавы, склонные к повышенному поглощению газов (многие литейные
сплавы на основе алюминия), нежелательно применять для получения
заготовок литьем под давлением; для центробежного литья исключено
применение сплавов, склонных к ликвации.
В технических условиях для ответственных, тяжело нагруженных
деталей, для деталей, работающих в условиях переменных нагрузок, в
специальных средах (детали турбостроения, энергомашиностроения, такие,
как валы, шестерни, зубчатые колеса, роторы, турбинные и компрессорные
диски и т.п.), указывают определенные требования к качеству материала, к
физикомеханическим свойствам. Для подобных деталей в качестве заготовок
целесообразно использовать поковки, т.е. заготовки, полученные ковкой или
поскольку в процессе деформирования создается
штамповкой,
мелкозернистая,
значительно
повышающая физикомеханические свойства материала.
направленная волокнистая структура,
На удельную трудоемкость механической обработки, и тем самым на
себестоимость деталей, существенное влияние оказывает масса детали.
Удельная стоимость отливок и поковок растет с уменьшением их массы,
особенно резко при массе до 20 кг. Указанная закономерность является общей
для всех способов получения заготовок и деталей, в том числе и для
механической обработки, так как трудоемкость формообразования
определяют общей площадью поверхностей, подлежащих обработке.
Необходимо отметить, что обработку резанием не следует применять
самостоятельно для изготовления тех деталей, которые могут быть получены
в заготовительном производстве экономически более выгодными способами.
Механическая обработка экономически оправдана при выполнении
небольшого объема работ и отделочных операций (уменьшение радиусов
сопряжений, образование поднутрений, узких каналов, пазов), а также для
повышения качества поверхности и точности размеров деталей.
Прогрессивные технологические процессы, такие, как обкатка и раскаткароликами, дорнование отверстий, накатка зубьев и резьб не предшествуют
механической обработке, а завершают изготовление деталей. Широкое
распространение этих способов при изготовлении деталей подтверждает
общую тенденцию современного машиностроения: уменьшение объема
обработки резанием и применение таких прогрессивных способов, как точное
литье и обработка давлением.
Использование точных,
прецизионных способов обеспечивает
достаточную чистоту поверхности и высокую точность заготовок. Так,
совершенствование процессов ковки и штамповки позволяет получать
заготовки, параметры шероховатости поверхности и точность размеров
которых соответствуют достигаемым при механической обработке, а в
отдельных случаях и при финишных операциях (например, при полировании).
Специальные виды штамповки (калибровка, холодное выдавливание)
обеспечивают получение готовых деталей (заклепки, гайки, болты и пр.) и
деталей машин, пригодных для сборки без дополнительной обработки
резанием. Большинство специальных видов литья (литье в кокиль, в
оболочковые формы, под давлением, по выплавляемым моделям, жидкая
штамповка и др.) позволяют получить достаточно точные отливки, с точ
ностью,
и параметром
шероховатости Rz = 6,3 3,2 мкм.
соответствующей 12—15му квалитетам,ПОЛУЧЕНИЯ ЗАГОТОВКИ
«Порошковая металлургия»
За последние годы в машиностроении всё шире применяется порошковая
металлургия для получения материалов, обладающих высокими твердостью,
износостойкостью, жаропрочностью и другими исключительными свойствами.
Создать такие материалы можно только методами порошковой
металлургии. Образующиеся сплавы называют металлокерамическими, так
как технология их изготовления аналогична производству изделий из
керамики. Так были получены твердые металлокерамические материалы для
изготовления инструмента при обработке металлов резанием, для бурения
горных пород, Порошковая металлургия позволяет создать сплавы любого
состава из металлических или смеси металлических и неметаллических
порошков, сплавы с заранее заданными свойствами. Порошковой
металлургией можно получать изделия из особо тугоплавких материалов,
пористые материалы и детали из них, детали, состоящие из двух или более
слоев различных металлов и сплавов.
Использование этого метода обеспечивает значительное снижение потерь
металла.
К недостаткам порошковой металлургии следует отнести высокую
стоимость металлических порошков, значительные расходы на изготовление
прессформ и другой оснастки, низкие показатели вязкости и пластичности.
Условно различают два способа изготовления металлических порошков:
физикомеханический;
химикометаллургический.
При физикомеханическом способе изготовления порошков превращение
исходного материала в порошок происходит путём механического измельчения в
твёрдом или жидком состоянии без изменения химического состава исходного
материала. К физикомеханическим способам относят дробление и размол,
распыление, грануляцию измельчаемого материала.
При
химикометаллургическом способе получение порошков
осуществляется в результате химических реакций и физических процессов,
протекающих между твёрдыми, жидкими и газообразными веществами. Это
реакции восстановления, замещения, разложения, процессы конденсации и др.
В случае необходимости исходные компоненты подвергают предварительнойподготовке: отжигу, нанесению защитных и технологических покрытий.
Окислы металлов можно восстанавливать газообразными или твёрдыми
восстановителями. Наибольшее практическое применение нашли газообразные
углеродистые и углеводородистые соединения (природный газ, доменный,
углекислый газ) и водород. Электролизом водных растворов солей получают
тонкие и чистые порошки различных металлов и сплавов. Наиболее дешевые
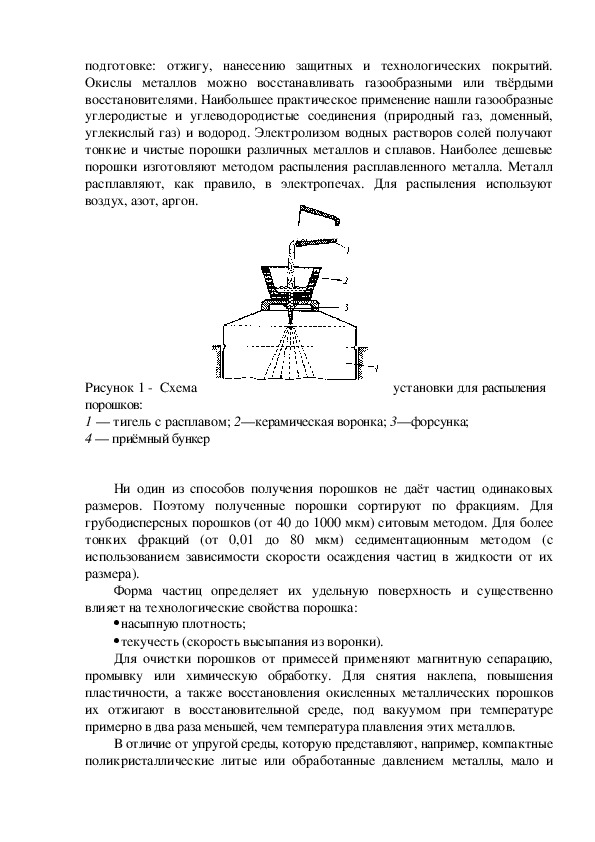
порошки изготовляют методом распыления расплавленного металла. Металл
расплавляют, как правило, в электропечах. Для распыления используют
воздух, азот, аргон.
Рисунок 1 Схема
порошков:
1 — тигель с расплавом; 2—керамическая воронка; 3—форсунка;
4 — приёмный бункер
установки для распыления
Ни один из способов получения порошков не даёт частиц одинаковых
размеров. Поэтому полученные порошки сортируют по фракциям. Для
грубодисперсных порошков (от 40 до 1000 мкм) ситовым методом. Для более
тонких фракций (от 0,01 до 80 мкм) седиментационным методом (с
использованием зависимости скорости осаждения частиц в жидкости от их
размера).
Форма частиц определяет их удельную поверхность и существенно
влияет на технологические свойства порошка:
насыпную плотность;
текучесть (скорость высыпания из воронки).
Для очистки порошков от примесей применяют магнитную сепарацию,
промывку или химическую обработку. Для снятия наклепа, повышения
пластичности, а также восстановления окисленных металлических порошков
их отжигают в восстановительной среде, под вакуумом при температуре
примерно в два раза меньшей, чем температура плавления этих металлов.
В отличие от упругой среды, которую представляют, например, компактные
поликристаллические литые или обработанные давлением металлы, мало иупруго изменяющие объём при повышении давления, порошки оценивают как
дискретную среду, объёмная масса которой изменяется с изменением давления.
Технологический процесс изготовления изделий из металлических
порошков состоит из следующих операций:
подготовка смеси для формования;
формование заготовок или изделий;
спекание заготовок или изделий.
Подготовка смеси для формования заключается в перемешивании
пластификаторов,
порошков металлов,
растворителей. Смешивание происходит во вращающихся барабанах и других
смесителях.
химических соединений,
Формование заготовки или изделий осуществляется путем холодного
прессования в металлических формах, мундштучного или гидростатического
прессования, холодной прокаткой или шликерным литьем.
Спекание
ответственная операция технологического процесса. В
результате спекания отформованные заготовки и изделия приобретают
требуемые физикомеханические свойства. При спекании происходят сложные
физические и физикохимические
процессы (диффузия, самодиффузия,
восстановление поверхностных оксидов и др.). Механическая связь между
частицами, образовавшаяся в процессе формования заменяется межатомной, за
счет чего изделие приобретает необходимую прочность. В процессе спекания
происходит усадка, уменьшается пористость и возрастает плотность материала.
Спекание изделий из однородных металлических порошков происходит при
температуре, составляющей 70...90 % температуры плавления металла. Спекание
изделий из смеси нескольких металлических порошков можно производить в
твердой фазе или при наличии твердой и жидкой фаз. В первом случае
температура спекания несколько ниже температуры наиболее легкоплавкого
металла, во втором — выше температуры наиболее легкоплавкого металла, но ниже
температуры плавления основного компонента.
Во избежание окисления спекание проводят в восстановительной атмосфере
(водород, оксид углерода), в атмосфере нейтральных газов (гелий, аргон) или в
вакууме. С повышением температуры и продолжительности спекания
увеличивается усадка, плотность и улучшаются контакты между зернами. Для
каждого металла или сплава характерна определенная, наиболее
благоприятная температура, при которой происходит резкое увеличение
плотности и прочности изделий, дальнейшее повышение температуры приводит
к ухудшению их свойств.
Для получения необходимых размеров металлокерамические изделия
подвергают калибровке, обработке резанием, химикотермической обработке
(азотирование, хромирование, цианирование и др.), повторному прессованию.
Прессование и прокатку можно производить в горячем состоянии. При этом
операции формования и спекания совмещают. Во избежание окисления этиоперации следует выполнять в защитной атмосфере или в вакууме. Недостатками
горячего прессования и прокатки являются их сложность и малая производи
тельность.
Ниже представлены фотографии изделий очень сложной формы,
полученные лазерным спеканием из порошка нержавеющей стали
07Х18Н12М2 в АО «Центр технологической компетенции аддитивных
технологий» , г. ВоронежРисунок 1 – Фотографии изделий из металлического порошкового
материала
Там же разработана технология селективного лазерного спекания
полимерных порошков (sls) и система прототипирования на основе
термопластичных полимеров (fdm)Рисунок 2 – Фотографии изделий из полимерных порошков
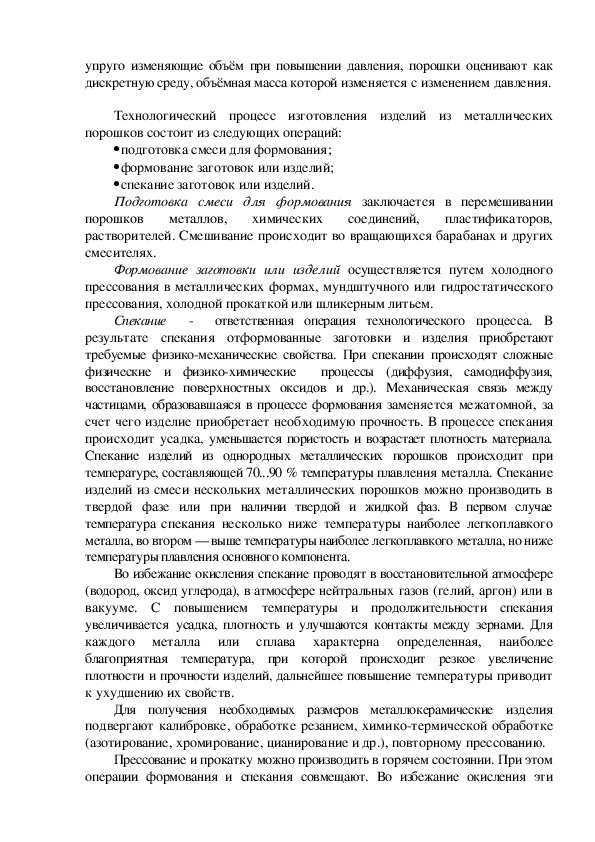
На 3D – принтерах можно изготавливать модели для получения отливокРисунок 3 – Выжигаемая мастер модель
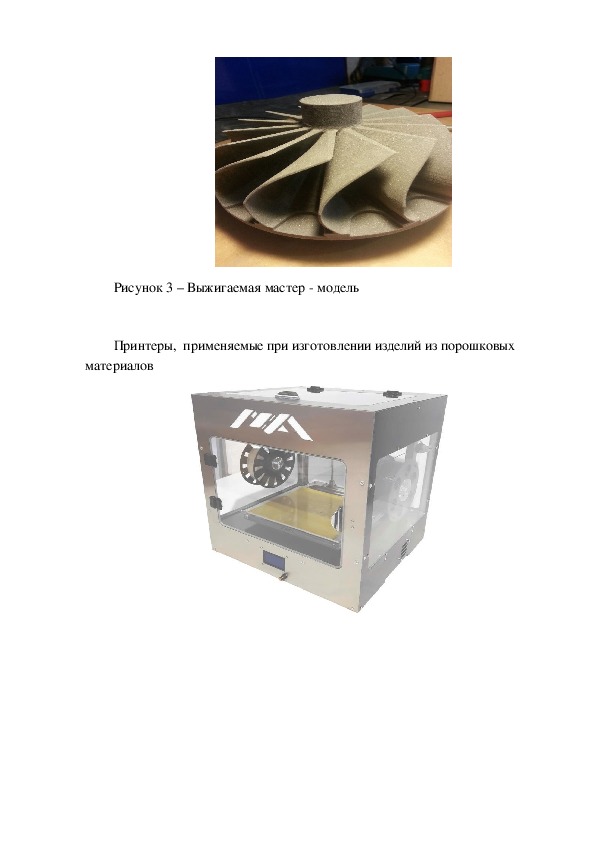
Принтеры, применяемые при изготовлении изделий из порошковых
материаловРисунок 4 – 3D – принтеры (сверху вниз): «Альфа 2» с возможностью
автономной печати и одновременной печати двумя различными материалами;
«Альфа» учебнобытовой