Поделиться

O‘ZBEKISTON RESPUBLIKASI
OLIY VA O‘RTA MAXSUS TA’LIM VAZIRLIGI
M.M. AZLAROVA
YENGIL SANOAT TEXNOLOGIYASI
О„zbekiston Respublikasi Oliy va о„rta maxsus ta‟lim vazirligi huzuridagi
Muvofiqlashtiruvchi kengash tomonidan 5230200-Menejment( tarmoqlar va sohalar bo„yicha)bakalavriat ta‟lim yo„nalishida tahsil olayotgan talabalar uchuno„quv qo„llanma sifatida tavsiya etilgan
UDK: 338.45 : 67/68
KBK: 65.05.221
Azlarova M.M. Yengil sanoat texnologiyasi.o‘quv qo‘llanma. - Т.: «IQTISODIYOT», 2019. - 198 bet.
Mazkuro‗quv qo‗llanmada yengil sanoat texnologiyalari to‗g‗risida ma‘lumot va tushuncha berish, fanning nazariy asoslarinio‗rgatish, to‗qimachilik ishlab chiqarish va yengil sanoatning rivojlanish tarixi, to‗qimachilik sanoatida ishlatiladigan Xomashyolar tasnifi, birlamchi ishlov berish va yigirish tizimlari, mato ishlab chiqarish texnologiyasi, tayyorlov, bichish, tikish texnologiyasi, poyabzal konstruksiyasining rivojlanish tarixi, poyabzalning gigiyenik va fizik xususiyatlari, charm va mo‗yna korxonalarida qo‗llaniladigan texnologiya, texnologik jarayondagi asosiy omillar ochib berilgan.o‗quv qo‗llanmada yengil sanoat texnologik jarayonlari asoslari yoritilgan bo‗lib, u 5230200 ―Menejment (tarmoqlar va sohalar bo‗yicha)‖ bakalavriat ta‘lim yo‗nalishining ―Yengil sanoat texnologiyasi‖ fanidano‗quv qo‗llanma sifatida tavsiya etiladi.
Данное учебное пособие содержит информацию и понимание технологий легкой промышленности, обучение теоретическим основам науки, истории развития текстильного производства и легкой промышленности, классификации сырья, используемого в текстильной промышленности, систем первичной обработки и прядения, технологии производства тканей, технологии изготовления, пошива, истории развития конструкций обуви, гигиенических и физических свойств обуви, технологии, применяемой на кожаных и меховых предприятиях., были раскрыты основные факторы технологического процесса.
Учебное пособие освещает основы технологических процессов легкой промышленности, рекомендовано в качестве учебного пособия по дисциплине― технология легкой промышленности‖ направления бакалавриата 5230200- ―Менеджмент (по отраслям и сферам)‖.
This training manual contains information and understanding of light industry technologies, teaching the theoretical foundations of science, the history of the development of textile production and light industry, the classification of raw materials used in the textile industry, primary processing and spinning systems, fabric manufacturing technology, manufacturing technology, tailoring, the history of the development of designs shoes, hygienic and physical properties of shoes, technology used in leather and fur enterprises., were revealed the main factors of those technological process.
The study guide covers the basics of technological processes in light industry, recommended as a study guide in the discipline ―light industry technology‖ undergraduate study 5230200 - ―Management (by industry and field)‖.
ISBN 978-9943-6059-1-6
UDK: 338.45 : 67/68 KBK: 65.05.221
© «IQTISODIYOT», 2019. © Azlarova M.M., 2019.
1.1. Yengil sanoat texnologiyasi fanining predmeti va mazmuni............................................................................................................. 14
1.2. Ishlab chiqarish va uning jarayonlari................................................ 15
1.3. Texnologik jarayon elementlari........................................................ 18
1.4. Texnologik jarayonni tashkil etish va uning tuzilmasi 20
2.1.To‗qimachilik ishlab chiqarish tarixi................................................. 25
2.2. Yengil sanoat mahsulotlariga qo‗yiladigan talablar......................... 28 2.3. To‗qimachilik va yengil sanoatda yangi texnologiya va yangi
materiallar.......................................................................................................... 33
3.1.Gazlama ishlab chiqarishdagi tabiiy Xomashyo manbalari.............. 36
3.2. Ipak mato tayyorlashning texnologik jarayoni................................. 38
3.3. Gazlama ishlab chiqarish.................................................................. 41
3.4. Qo‗llaniladigan uskunalar va bezak berish turlari............................ 42
4.2. Tolaning fizik-mexanik xossalari................................................. 47
4.3. Paxta xom ashyosiga birlamchi ishlov berish............................. 50
4.4. Paxta va kimyoviy tolalarni (kard, apparat, qayta tarash) yigirish sistemalari.......................................................................................................... 54 4.5. Ipni to‗qishga tayyorlash.................................................................. 58 4.6. Gazlamalarni pardozlash jarayonlari................................................ 62 4.7. Noto‗qima materiallarni ishlab chiqarish......................................... 65
5.1.To‗qimachilik jarayonining asosiy tushunchalari.............................. 68
5.2. To‗qimachilik dastgohida matoning tayyorlanishi........................... 70
5.3. To‗qimachilik va tikuvchilik-trikotaj mahsulotlarini saqlash tartibi.................................................................................................................. 73
5.4. To‗qimachilik mahsulotlarini sertifikatsiyasi................................... 76
6.1. Tayyorlov tsexi vazifalari................................................................ 79
6.2. Tayyorlov tsexining asosiy bo‗limlari va ularni loyihalash............ 82
6.3. Bichuv tsexi vazifalari..................................................................... 83
6.4. Gazlamalarni to‗shash usullari......................................................... 85
6.5. Gazlamalarni bichish va bichuv tsexining yakuniy ishlarini
bajarish…………………………………………………………………........... 88
7-bob. KIYIM TIKISH TEXNOLOGIYASI ASOSLARI......................... 90
7.1. Detal qirqimlariga ishlov berish....................................................... 90
7.2. Vitochkalarni tikish........................................................................... 93
7.3. Cho‗ntak tikish texnologiyasi........................................................... 94
7.4. Bortga ishlov berish.......................................................................... 96
7.5. Yoqalarga ishlov berish.................................................................... 99
7.6. Yenglarga ishlov berish.................................................................... 102
8-bob. BUYUMLARGA NAMLAB ISITIB ISHLOV BERISH............... 110
8.1. Namlab isitib ishlov berish bosqichlari............................................ 110
8.2. Namlab isitib ishlov berish parametrlari........................................... 111
8.3. Namlab isitib ishlov berish asbob uskunalari................................... 115
9-bob. ISHLAB CHIQARISH OQIM TURINI TANLASH VA ISH
O’RINLARINI JOYLASHTIRISH.............................................................. 123
9.1. Model va material tanlash. Asbob-uskuna va tikish usullarini
tanlash………………………………………………………………………… 123
9.2. Ishlab chiqarish oqim turini tanlash va asosiy parametrlarini
hisoblash............................................................................................................ 125
9.3. Ishchi o‗rinlarini joylashtirish usulini aniqlash.............................. 128
10-bob. POYABZAL KONSTRUKSIYASINING RIVOJLANISH
TARIXI............................................................................................................. 133
10.1. Turli mamlakatlarda poyabzal konstruksiyasining rivojlanish
tarixi................................................................................................................. 133
10.2. Markaziy Osiyo xalqlari poyabzallari konstruksiyasining
rivojlanish tarixi............................................................................................... 141
10.3. Charm-attorlik buyumlar konstruksiyasining rivojlanish
tarixi................................................................................................................. 143
11-bob. POYABZALLARNING KONSTRUKTIV TAVSIFI VA
POYABZAL ISHLAB CHIQARISHDA ISHLATILADIGAN
MATERIALLAR............................................................................................. 148
11.1. Poyabzallarning konstruktiv tavsifi................................................ 148
11.2. Poyabzal ishlab chiqarishda ishlatiladgan materiallar................... 149
11.3. Poyabzalning ustki detallari, ularning tuzilishi vao‗lchamlar...... 149
11.4. Poyabzalning tag detallari, ularning tuzilishi va
konstruksiyasi.................................................................................................... 152
11.5. Detallarni biriktirishda ishlatiladigan choklar............................. 156
11.6. Poyabzalning ichkio‗lchami (razmeri) va shakli.......................... 160
11.7. Charm-attorlik buyumlarini konstruktiv tavsifi.............................. 163
12-bob. POYABZALNING GIGIYENIK VA FIZIK
XUSUSIYATLARI………………………………………………………… 168
12.1. Poyabzalning nam almashtirish va namdan himoya qilish
xususiyatlari..................................................................................................... 168
12.2. Poyabzalni issiqdan himoya qilish xususiyatlari.......................... 170
12.3. Poyabzalning bikirligi.................................................................. 170
13-bob. POYABZAL ICHKI SHAKLI (QOLIP)NI LOYIHALASH..... 173
13.1. Poyabzal qoliplarining konstruktiv tavsifi...................................... 173
13.2. Qoliplarning konstruksiyasi............................................................ 174
13.3. Qoliplarni ishlab chiqarishda ishlatiladigan materiallar................. 177
13.4. Qolip loyihalashning umumiy asoslari......................................... 180
14-bob. CHARM VA MO‘YNA KORXONALARIDA
QO‘LLANILADIGAN TEXNOLOGIYA, MASHINA VA
APPARATLAR. TEXNOLOGIK JARAYONDAGI ASOSIY
OMILLAR…………………………………………………………………… 183
14.1. Charm va mo‗yna korxonalari tarixi haqida umumiy
ma‘lumot............................................................................................................ 183
14.2. Charm va mo‗yna ishlab chiqarishda qo‗llaniladigan mashina va
apparatlar............................................................................................................ 186
14.3. Texnologik jarayonlarga ta‘sir qiluvchi asosiy omillar................. 197
GLOSSARIY..................................................................................................... 191
FOYDALANILGAN ADABIYOTLAR RO‘YXATI.................................... 196
|
ВВЕДЕНИЕ................................................................................................... |
12 |
|
ГЛАВА 1. ВВЕДЕНИЕ В НАУКУ ПО ТЕХНОЛОГИИ ЛЕГКОЙ ПРОМЫШЛЕННОСТИ............................................................................ |
14 |
|
1.1. Предмет и содержание науки по технологии легкой промышленности........................................................................................... |
14 |
|
1.2. Производство и его процессы…….............................................. |
15 |
|
1.3. Элементы технологического процесса....................................... |
18 |
|
1.4. Организация технологического процесса и его структура…. |
20 |
|
ГЛАВА 2. ИСТОРИЯ РАЗВИТИЯ ТЕКСТИЛЬНОГО ПРОИЗВОДСТВА И ЛЕГКОЙ ПРОМЫШЛЕННОСТИ................... |
25 |
|
2.1. История текстильного производства......................................... |
25 |
|
2.2. Требования к продукции легкой промышленности................. |
28 |
|
2.3. Новые технологии и новые материалы в текстильной и легкой промышленности............................................................................... |
33 |
|
ГЛАВА 3. СЫРЬЕВАЯ ОСНОВА ЛЕГКОЙ ПРОМЫШЛЕННОСТИ…………………………………………………. |
36 |
|
3.1. Источники природного сырья в производстве тканей.............. |
36 |
|
3.2. Технологический процесс изготовления шелковой ткани....... |
38 |
|
3.3. Производство тканей.................................................................... |
41 |
|
3.4. Применяемое оборудование и виды отделки............................ |
42 |
|
ГЛАВА 4. КЛАССИФИКАЦИЯ СЫРЬЯ, ПЕРВИЧНАЯ ОБРАБОТКА И ПРЯДИЛЬНЫЕ СИСТЕМЫ, ИСПОЛЬЗУЕМЫЕ В ТЕКСТИЛЬНОЙ ПРОМЫШЛЕННОСТИ........................................ |
46 |
|
4.1. Сырье, используемое в текстильной промышленности........... |
46 |
|
4.2. Физико-механические свойства волокна................................... |
47 |
|
4.3. Первичная обработка хлопкового сырья................................... |
50 |
|
4.4. Системы прядения хлопка и химических волокон (кард, аппаратура, повторное расчесывание)........................................................ |
54 |
|
4.5. Подготовка пряжи к плетению.................................................... |
58 |
|
4.6. Процессы отделки тканей........................................................... |
62 |
|
4.7. Производство нетканых материалов.......................................... |
65 |
|
ГЛАВА 5. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ТКАНИ...................... |
68 |
|
5.1. Основные понятия текстильного процесса............................... |
68 |
|
5.2. Изготовление ткани на текстильном станке.............................. |
70 |
|
5.3. Порядок хранения текстильной и швейно-трикотажной продукции...................................................................................................... |
73 |
|
5.4. Развитие сертификации текстильных изделий......................... |
76 |
|
ГЛАВА 6. ПОДГОТОВКА К КРОЙКЕ И КРОЙКА ТКАНИ............. |
79 |
|
6.1. Задачи заготовительного цеха.................................................... |
79 |
|
6.2. Основные отделения заготовительного цеха и их проектирование............................................................................................. |
82 |
|
6.3. Функции цеха кройки.................................................................. |
83 |
|
6.4. Способы укладки тканевых полотен.......................................... |
85 |
|
6.5. Кройка ткани и выполнение итоговых работ цеха кройки....... |
88 |
|
ГЛАВА 7. ОСНОВЫ ТЕХНОЛОГИИ ПОШИВА ОДЕЖДЫ............. |
90 |
|
7.1. Обработка кромок деталей.......................................................... |
90 |
|
7.2. Пошив виточек............................................................................. |
93 |
|
7.3. Технология шитья карманов........................................................ |
94 |
|
7.4. Бортовая обработка...................................................................... |
96 |
|
7.5. Обработка воротников................................................................ |
99 |
|
7.6. Обработка рукава........................................................................ |
102 |
|
ГЛАВА 8. ВЛАЖНАЯ ТЕПЛОВАЯ ОБРАБОТКА ИЗДЕЛИЙ.......... |
110 |
|
8.1. Этапы влажной тепловой обработки.......................................... |
110 |
|
8.2. Параметры влажной тепловой обработки................................. |
111 |
|
8.3 Оборудование для влажной термообработки............................. |
115 |
|
ГЛАВА 9. ВЫБОР ТИПА ПРОИЗВОДСТВЕННОГО ПОТОКА И РАЗМЕЩЕНИЕ РАБОЧИХ МЕСТ......................................................... |
123 |
|
9.1. Выбор модели и материала. Выбор инструментов и способов шитья.............................................................................................................. |
123 |
|
9.2. Выбор типа производственного потока и расчет основных параметров...................................................................................................... |
125 |
|
9.3. Определение способа размещения рабочих мест...................... |
128 |
|
ГЛАВА 10. ИСТОРИЯ РАЗВИТИЯ КОНСТРУКЦИИ ОБУВИ......... |
133 |
|
10.1. История развития конструкции обуви в разных странах........ |
133 |
|
10.2. История развития конструкции обуви народов Центральной Азии................................................................................................................. |
141 |
|
10.3. История развития конструкции кожгалантерейных изделий. |
143 |
|
ГЛАВА 11. КОНСТРУКТИВНОЕ ОПИСАНИЕ ОБУВИ И МАТЕРИАЛЫ, ИСПОЛЬЗУЕМЫЕ ПРИ ИЗГОТОВЛЕНИИ ОБУВИ........................................................................................................... |
148 |
|
11.1. Конструктивное описание обуви.............................................. |
148 |
|
11.2. Материалы, используемые при изготовлении обуви.............. |
149 |
|
11.3. Верхние детали обуви, их структура и размеры...................... |
149 |
|
11.4. Детали подошвы обуви, их структура и конструкция............ |
152 |
|
11.5. Швы, используемые при скреплении деталей......................... |
156 |
|
11.6. Внутренний размер и форма обуви........................................... |
160 |
|
11.7. Конструктивное описание изделий из кожи............................ |
163 |
|
ГЛАВА 12. ГИГИЕНИЧЕСКИЕ И ФИЗИЧЕСКИЕ СВОЙСТВА ОБУВИ.......................................................................................................... |
168 |
|
12.1. Особенности влажной замены обуви и защиты от влаги....... |
168 |
|
12.2. Особенности защиты обуви от тепла....................................... |
170 |
|
12.3. Жесткость обуви........................................................................ |
170 |
|
ГЛАВА 13. ДИЗАЙН ВНУТРЕННЕЙ ФОРМЫ ОБУВИ (ПРЕСС- ФОРМЫ)...................................................................................................... |
173 |
|
13.1. Конструктивное описание пресс-форм для обуви.................. |
173 |
|
13.2. Конструкция пресс-форм........................................................... |
174 |
|
13.3. Материалы, используемые при производстве пресс-форм.... |
177 |
|
13.4. Общие основы проектирования пресс-форм........................... |
180 |
|
ГЛАВА 14. ТЕХНОЛОГИЯ, МАШИНЫ И АППАРАТЫ, ПРИМЕНЯЕМЫЕ В КОЖАНЫХ И МЕХОВЫХ ПРЕДПРИЯТИЯХ. ОСНОВНЫЕ ФАКТОРЫ В ТЕХНОЛОГИЧЕСКОМ ПРОЦЕССЕ..................................................... |
183 |
|
14.1. Общий обзор истории кожевенно - меховых предприятий.... |
183 |
|
14.2. Машины и оборудование, используемые в производстве кожи и меха................................................................................................. |
186 |
|
14.3. Основные факторы, влияющие на технологические процессы........................................................................................................ |
197 |
|
ГЛОССАРИЙ................................................................................................ |
191 |
|
СПИСОК ИСПОЛЬЗОВАННОЙ ЛИТЕРАТУРЫ................................ |
196 |
|
INTRODUCTION............................................................................................ |
12 |
|
CHAPTER 1. INTRODUCTION TO SCIENCE ON TECHNOLOGIES OF LIGHT INDUSTRY.................................................................................. |
14 |
|
1.1. Subject and content of science on light industry technology.......................................................................................................... |
14 |
|
1.2. Production and its processes............................................................. |
15 |
|
1.3. Elements of the technological process.............................................. |
18 |
|
1.4. Organization of the technological process and its structure............. |
20 |
|
CHAPTER 2. HISTORY OF DEVELOPMENT OF TEXTILE PRODUCTION AND LIGHT INDUSTRY................................................... |
25 |
|
2.1. History of Textile Production........................................................... |
25 |
|
2.2. Light industry product requirements................................................. |
28 |
|
2.3. New technologies and new materials in the textile and light industry.............................................................................................................. |
33 |
|
CHAPTER 3. RAW MATERIALS BASIS OF LIGHT INDUSTRY......... |
36 |
|
3.1. Sources of natural raw materials in the manufacture of fabrics....... |
36 |
|
3.2. The technological process of making silk fabric.............................. |
38 |
|
3.3. Fabric production.............................................................................. |
41 |
|
3.4. Used equipment and types of finishings........................................... |
42 |
|
CHAPTER 4. CLASSIFICATION OF RAW MATERIALS, PRIMARY PROCESSING AND SPINNING SYSTEMS USED IN THE TEXTILE INDUSTRY ...................................................................................................... |
46 |
|
4.1. Raw materials used in the textile industry........................................ |
46 |
|
4.2. Physico-mechanical properties of the fiber...................................... |
47 |
|
4.3. Primary processing of cotton.......................................................... |
50 |
|
4.4. Spinning systems for cotton and chemical fibers (card, apparatus, re-combing)........................................................................................................ |
54 |
|
4.5. Preparation of yarn for weaving....................................................... |
58 |
|
4.6. Fabric finishing processes................................................................. |
62 |
|
4.7. Nonwovens production..................................................................... |
65 |
|
CHAPTER 5. FABRIC TECHNOLOGY...................................................... |
68 |
|
5.1. Basic concepts of the textile process................................................ |
68 |
|
5.2. Fabric manufacturing on a textile machine....................................... |
70 |
|
5.3. The procedure for storage of textile and sewing-knitted products.............................................................................................................. |
73 |
|
5.4. Development textile certification...................................................... |
76 |
|
CHAPTER 6. PREPARATION FOR LEADING AND FABRIC LACE................................................................................................................ |
79 |
|
6.1. Tasks of the procurement workshop................................................. |
79 |
|
6.2. The main departments of the procurement workshop and their design................................................................................................................. |
82 |
|
6.3. Cut shop functions............................................................................ |
83 |
|
6.4. Methods for laying fabric cloths....................................................... |
85 |
|
6.5. Fabric cutting and final work of the cutting shop............................. |
88 |
|
CHAPTER 7. BASES OF CLOTHING SEWING TECHNOLOGIES...... |
90 |
|
7.1. Edge processing................................................................................ |
90 |
|
7.2. Sewing a thread................................................................................. |
93 |
|
7.3. Pocket sewing technology................................................................ |
94 |
|
7.4. Side processing................................................................................. |
96 |
|
7.5. Collar processing.............................................................................. |
99 |
|
7.6. Sleeve processing.............................................................................. |
102 |
|
CHAPTER 8. WET HEAT PROCESSING OF PRODUCTS..................... |
110 |
|
8.1. Wet heat treatment steps................................................................... |
110 |
|
8.2. Wet heat treatment options............................................................... |
111 |
|
8.3. Wet heat treatment equipment.......................................................... |
115 |
|
CHAPTER 9. SELECTION OF TYPE OF PRODUCTION FLOW AND PLACEMENT OF WORKPLACES........................................................................ |
123 |
|
9.1. The choice of model and material. The choice of tools and sewing methods .……………………………………………………………………. |
123 |
|
9.2. The choice of the type of production flow and the calculation of the main parameters........................................................................................... |
125 |
|
9.3. Determining how jobs are posted..................................................... |
128 |
|
CHAPTER 10. HISTORY OF DEVELOPMENT OF SHOES CONSTRUCTION........................................................................................... |
133 |
|
10.1. The history of the design of shoes in different countries........................................................................................................... |
133 |
|
10.2. The history of the design of shoes of the peoples of Central Asia................................................................................................................... |
141 |
|
10.3. The history of the design of leather goods..................................... |
143 |
|
CHAPTER 11. DESIGN DESCRIPTION OF SHOES AND MATERIALS USED IN THE PRODUCTION OF SHOES....................... |
148 |
|
11.1. Constructive description of shoes................................................... |
148 |
|
11.2. Materials used in the manufacture of shoes.................................... |
149 |
|
11.3. Upper shoe details, their structure and sizes................................... |
149 |
|
11.4. Details of the sole of the shoe, their structure and design.............. |
152 |
|
11.5 Seams used to fasten parts............................................................... |
156 |
|
11.6. Inner size and shape of shoes.......................................................... |
160 |
|
11.7. Constructive description of leather products.................................. |
163 |
|
CHAPTER 12. HYGIENIC AND PHYSICAL PROPERTIES OF SHOES.............................................................................................................. |
168 |
|
12.1. Features wet shoe replacement and moisture protection................ |
168 |
|
12.2. Features of protecting shoes from heat........................................... |
170 |
|
12.3. Shoe stiffness................................................................................. |
170 |
|
CHAPTER 13. DESIGN OF THE INTERNAL FORM OF FOOTWEAR (PRESS FORM)...................................................................... |
173 |
|
13.1. Constructive description of molds for shoes................................... |
173 |
|
13.2. Mold design.................................................................................... |
174 |
|
13.3. Materials used in the manufacture of molds................................... |
177 |
|
13.4. General Fundamentals of mold design........................................... |
180 |
|
CHAPTER 14. TECHNOLOGY, MACHINES AND APPARATUS APPLIED TO LEATHER AND FUR ENTERPRISES. MAIN FACTORS IN THE TECHNOLOGICAL PROCESS................................. |
183 |
|
14.1. General overview of the history of leather and fur enterprises....... |
183 |
|
14.2. Machines and equipment used in the manufacture of leather and fur....................................................................................................................... |
186 |
|
14.3. The main factors affecting technological processes....................... |
197 |
|
GLOSSARY...................................................................................................... |
191 |
|
LIST OF USED LITERATURE..................................................................... |
196 |
Bugungi kunda to‗qimachilik va yengil sanoati O‗zbekiston Respublikasi iqtisodiyotida muhim mavqeni egallaydi hamda sanoat mahsulotlari ishlab chiqarishda markaziy o‗rinda turadi. Mazkur tarmoq aholi iste‘moli uchun mahsulotlar ishlab chiqaradi, bu esa, o‗z navbatida, bozorning katta bir qismining to‗yinishini ta‘minlaydi. Bundan tashqari tarmoq mamlakat aholisini katta miqdordagi ish o‗rinlari bilan ta‘minlaydi, jumladan, bu tarmoqda asosan ayollarning band bo‗lishi sanoat hududlarida demografik balansni ushlab turish imkoniyatini beradi.
Mamlakatimizni rivojlantirish, yangilash va modernizatsiya qilish bo‗yicha tanlagan strategiyamizni amalga oshirish natijasida yurtimiz dunyodagi sanoqli davlatlar qatorida iqtisodiy va ijtimoiy rivojlanishning barqaror sur‘atlarini ta‘minlash, aholimizning moddiy farovonligini yuksaltirishga erishgani barchamizga katta mamnuniyat va iftixor bag‗ishlaydi, albatta.
O‗zbekistonda bozor iqtisodiyotini shakllantirishdan asosiy maqsad – ijtimoiy yo‗naltirilgan iqtisodiyotni samarali boshqarish tizimlarini shakllantirish asosida ishlab chiqarishni iste‘molchi hohish – irodasiga tomon burish, fuqarolarning iqtisodiy erkinligini ta‘minlagan holda mehnatsevarlikni, ijodkorlikni, tashabbuskorlikni, yuqori unumdorlikni rag‗batlantirish uchun obyektiv sharoit yaratishdan iboratdir. Bozor mexanizmi bir tomondan – mehnat, moddiy va moliyaviy resurslardan oqilona foydalanishga imkon yaratsa, boshqa tomondan – ishlab chiqarish texnologiyalarining moslashuvchanligini, iqtisodiy faoliyatga ilmiy – texnika taraqqiyoti yutuqlarini doimo qo‗llab borishni talab etadi.
Davlatimiz rahbari Shavkat Miromonovich Mirziyoyev o‗zining ―O‗zbekiston
Respublikasini yanada rivojlantirish bo‗yicha harakatlar strategiyasi to‗g‗risida‖ gi №PF-4947 sonli Farmonidagi 3-qism - iqtisodiyotni rivojlantirish va liberallashtirishning ustuvor yo‗nalishlarida ta‘kidlaganidek, ―milliy iqtisodiyotning yetakchi tarmoqlarini modernizatsiya va diversifikatsiya qilish hisobiga uning raqobatbardoshligini oshirish, prinsipial jihatdan yangi mahsulot va texnologiya turlarini o‗zlashtirish kerak‖.[1]
Shuning uchun, agar Siz raqobatbardosh mutaxassis bo‗lishni istasangiz, Siz zamonaviy texnologiyalaridan foydlalanish ko‗nikmalariga ega bo‗lishingiz kerak. Shunday qilib, zamonaviy mutaxassis iqtisodiyotning barcha sohalari va yo‗nalishlarida zamonaviy texnolgiyalardan foydalanish bo‗yicha nazariy bilimlariga va amaliy ko‗nikmalarga, yengil sanoat mahsulotlari va ishlab chiqarish vositalarining sifatiga ta‘sir etuvchi omillarni; Xomashyo turlari va sifati, qo‗llanilayotgan texnologiyalarning samaradorligini; ishlab chiqarish texnologiyalariga oid iqtisodiy, statistik va hisobot ma‘lumotlarni yig‗ish, qayta ishlash va tahlil qilishni; yangi ilg‗or texnologiyalar, ishlab chiqarishni tashkil etish va boshqarishning zamonaviy usullarini bilishi va ulardan foydalanish tajribalariga va ko‗nikmalariga ega bo‗lishi kerak. Ko‗rsatilgan muammolarni hal etish uchun
―Yengil sanoat texnologiyasi‖ faninio‗qish vao‗rganish maqsadga muvofiqdir.
Fannio‗rganish kelajak mutaxassisning ijodiy va texnik faoliyatida zarur bo‗lgan aniq soha bo‗yicha chuqur bilimlarga ega bo‗lishga yo‗naltirilgan.
Ushbuo‗quv qo‗llanmaning maqsadi talabalarga yengil sanoat texnologiyalari to‗g‗risida ma‘lumot va tushuncha berish, fanning nazariy asoslarinio‗rgatish va ommaviy ishlab chiqarishda tikuv buyumlarini texnologik jarayonlarini loyihalash va ularni tayyorlash bo‗yicha amaliy ko‗nikmalariga ega bo‗lish borasida ma‘lum bilimlar berishdan iboratdir.o‗quv qo‗llanmani tayyorlashdao‗qitishning yangi pedagogik va informatsion texnologiyalar talablari va xususiyatlari hisobga olinib, har bir bobdan keyin xulosalar, asosiy tayanch tushunchalar va atamalar, shuningdek, takrorlash va munozara uchun savollar ham berilgan.
Mualliflaro‗quv qo‗llanmaning tuzilishi, mazmuni, muammolarning bayon qilinish tartibi va uslubi bo‗yicha bildirilgan har qanday taklif-mulohazalarni minnatdorchilik bilan qabul qiladilar va keyingio‗quv adabiyotlari tayyorlashda hisobga oladilar.
―Texnologiya‖ termini fanga birinchi marta 1872- yili kiritilgan bo‗lib, u grekcha ―texnos‖ - san‘at yoki hunar va ―logos‖ - fan s o‗zlaridan tarkib topgan. Shunday qilib, bu s o‗zning to‗liq ma‘nosi ―hunar fani‖ demakdir. Bu fan
Xomashyolardan keng miqyosda xalq iste‘mol buyumlari va mahsulotlariga hamda ishlab chiqarish vositalariga aylantirish jarayonlarinio‗rgatadi. Masalan, rudalardan metallar olish, paxta tolasidan gazlamalar ishlab chiqarish, donlardan ozuqa mahsulotlari olish, metallarga ishlov berish hamda turli ximiyaviy mahsulotlar ishlab chiqarishda sodir bo‗ladigan barcha jarayonlar shular jumlasidandir. Shu bilan birga, ana shu mahsulotlarni olishda iqtisodiy jihatdan qulay yo‗llarni izlab topadi. Qayta ishlash vaqtida yuz beradigan jarayonlar fizik–mexanik va ximiyaviy bo‗lishi mumkin. Shuning uchun ishlab chiqarishning barcha turlari ikki katta texnologiyaga:
mexanik texnologiya hamda kimyoviy texnologiyaga bo‗libo‗rganiladi.
Mexanik texnologiya Xomashyoni qayta ishlash vaqtida materiallarda (chuqur ichki kimyoviy o‗zgarishlarsiz) sodir bo‗ladigan, tashqi shakli va o‗lchamlarining hamda ba‘zan fizik xossalarining o‗zgarishi bilan bog‗liq jarayon va usullarni o‗rganadi. Masalan, metalldan tishli g‗ildirakcha ishlash yoki paxta tolasidan gazlama ishlab chiqarish shular jumlasidandir. Bunday ishlab chiqarishlarda asosan fizik o‗zgarishlargina sodir bo‗ladi.
Kimyoviy texnologiya boshlang‗ich moddalarning ximiyaviy tarkibi va ichki tuzilishining o‗zgarishi bilan bog‗liq jarayonlarni o‗rganadi. Masalan, tabiiy gazni ximiyaviy qayta ishlash natijasida hosil bo‗ladigan metandan vodorod, etilen, atsetilen, metil spirti va boshqa mahsulotlar olish mumkin.
Sanoat tarmoqlari texnologiyasining asosiy vazifalardan biri bu jarayonlarning optimal variantlarini ishlab chiqishdan, ya‘ni kam mablag‗ sarflab, mahsulot miqdori va sifatini oshiradigan asbob–uskunalar, agregatlar yaratish, shu mahsulotlarni tayyorlash uchun kerakli materiallar tanlash, jarayonlarning ratsional sxemalarini tuzish hamda bu jarayonlarga mos texnologik parametrlar, harorat, bosim, siklning uzluksizligi va boshqalarni tanlashdan iborat. Har qanday ishlab chiqarishning texnologik darajasi uning iqtisodiy ko‗rsatkichlariga ta‘sir etadi, shuning uchun iqtisodchilar hozirgi zamon texnologiyasidan yetarli darajada ma‘lumotga ega bo‗lishlari kerak. Sanoat tarmoqlari texnologiyasi va ishlab chiqarishni tashkil qilishni yaxshi bilgan holdagina xo‗jalik faoliyatini sifatli analiz qilish, ishlab chiqarish xarajatlarini aniqlash hamda uning rezervlarini ochib berish, rejalashtirish, normallashtirish, moliyaviy ishlarni amalga oshirish va demak, muhim xo‗jalik masalalarini to‗g‗ri hal qilish–kam mehnat va mablag‗ sarflab yuqori ishlab chiqarish natijalariga erishish mumkin.
Sanoat moddiy ishlab chiqarishning yetakchi tarmog‗i bo‗lib, u butun iqtisodiyotning rivojlanishi darajasini belgilab beradi. Sanoatda ishlab chiqarish qurollari va vositalari hamda xalq iste‘moli mollarining asosiy qismi bunyod etiladi. Mehnat predmeti (kishi mehnati yo‗naltirilgan buyum)ga bo‗lgan ta‘sir xarakteriga qarab sanoat konchilik sanoati va ishlov berish tarmoqlariga bo‗linadi.
Birinchi tarmoq, ruda, ko‗mir, neft, gaz va boshqa tabiiy xomashyo qazib olish, gidroelektrostansiyalar va boshqa korxonalarni o‗z ichiga oladi.
Ikkinchi tarmoqqa esa qora va rangli metallar, prokatlar, ximiyaviy va neft– kimyo mahsulotlari, qurilish materiallari,o‗rmonchilik, oziq-ovqat va boshqa xalq iste‘moli mollari mahsulotlari ishlab chiqarish korxonalari, atom, issiqlik elektrostansiyalari kiradi.
O‗zbekistonda sanoatning quyidagi tarmoqlari muvofiq ravishda rivojlanib bormoqda.
A) metallurgiya kompleksi;
B) mashinasozlik kompleksi;
V) neft-ximiya kompleksi;
G) agrosanoat kompleksi.
Sanoatning rivojlanishi dinamik xarakterga ega bo‗lib, unda doimo o‗zgarishlar sodir bo‗lib turadi.
Sanoat ishlab chiqarish o‗zaro bog‗liq bo‗lgan mehnat jarayonlari va tabiiy jarayonlar yig‗indisidan iborat. Bu jarayonlar yordamida korxonaga keltirilgan Xomashyoga ishlov berishda ularni tashishga, ko‗chirishga, nazorat qilishga, ishlab chiqarish uchun zarur bo‗lgan jihozlar va turli xil energiya bilan ta‘minlash uchun juda ko‗p mehnat sarf qilinadi. Shunday qilib, ishlab chiqarish jarayoni texnologik, transport, energetik va shu kabi bir qancha jarayonlardan iborat bo‗ladi. Lekin ishlab chiqarish asosini texnologik jarayonlar tashkil etadi. Texnologik jarayonlar yordamida Xomashyo ishlab chiqarish mahsulotiga aylantiriladi.
Texnologik jarayonlar turli prinsip asosida, masalan, ishlatilayotgan Xomashyo turiga ko‗ra (neft,o‗simlik va hayvonot Xomashyolari texnologiyasi), olish usullariga ko‗ra (oksidlash, qaytarish, elektrlash, suyultirish va hokazo), ishlatilishiga ko‗ra (qog‗oz, plastmassa va qurilish materiallari texnologiyasi) tasniflanadi.
Texnologik jarayonlar quyidagi turlarga bo‗linadi:
1) davriy jarayon;
2) uzluksiz jarayon;
3) kombinatsiyalashgan (davriy–uzluksiz) jarayon.
Davriy jarayonda kerakli miqdordagi Xomashyo apparatga tushiriladi, texnologik jarayonlar o‗tkaziladi va tayyor mahsulot chiqarib olinadi. So‗ngra apparatni yuvib, tozalab, yana yangi Xomashyo tushiriladi va yuqoridagi jarayonlar takrorlanadi. Bu ish ko‗p marta qaytariladi. Davriy jarayonga davriy ishlaydigan pechlarda g‗isht pishirish va po‗latga termik ishlov berish jarayonlarini misol qilib olish mumkin.
Uzluksiz jarayonlarda apparatning hamma qismlarida kerakli parametrlar
(harorat, bosim va hokazo) o‗zgarishsiz saqlanadi. Apparatga bir tomondan to‗xtovsiz suratda Xomashyo tushirib turiladi va qayta ishlanayotgan material ketma-ket bir qancha bosqichlardano‗tib, tayyor mahsulot sifatida ikkinchi tomondan to‗xtovsiz ravishda chiqarib turiladi. Bunday apparatlarda uzluksiz jarayonlar ma‘lum vaqt davomida to‗xtovsiz ravishda olib boriladi. Ba‘zan uzluksiz jarayonlarda apparatga Xomashyo bo‗lib–bo‗lib tushiriladi, tayyor mahsulot ham alohida–alohida chiqarib olinadi, lekin umumiy jarayon to‗xtatilmaydi, ya‘ni uzluksizligicha qoladi. Bunday jarayonlar kombinatsiyalashgan yoki uzluksiz davriy jarayonlar deb yuritiladi.
(domna pechida cho‗yan, marten pechlarida po‗lat suyuqlantirib olish va hokazo jarayonlar).
Yuqorida qayd etilgan jarayonlardan uzluksiz jarayon iqtisodiy jihatdan bir muncha samarali hisoblanib, u quyidagi afzalliklarga ega:
1) Apparatga Xomashyo tushirish va tayyor mahsulotni chiqarib olish davomida apparat sovimaydi va uni kerakli darajagacha qizdirish uchun qo‗shimcha yoqilg‗i hamda energiya sarflanmaydi;
2) Jarayonlarni maksimal darajada mexanizatsiyalashtirish va avtomatlashtirish mumkin;
3) Jarayonlardan ajralib chiqayotgan gazlar issiqligidan takror foydalanish mumkin;
4) Texnologiya rejimining doimiyligi natijasida apparatning ishi yengillashadi, uni foydalanishga topshirish bilan bog‗liq bo‗lgan xarajatlar kam, ishlab chiqarilayotgan mahsulot sifati yaxshi bo‗ladi.
Texnologik jarayonlarda reaksiyaga kirishayotgan birikmalar oqimining yoki bu birikmalar oqimi bilan issiqlik oqimining turli xil yo‗nalishlari uchraydi. Shu oqimlarning yo‗nalishiga ko‗ra jarayonlar to‗g‗ri yoki parallel oqimli, qarama-qarshi oqimli va kesishma oqimli bo‗ladi.
To‗g‗ri yoki parallel oqimli jarayonlar reaksiyaga kirishayotgan birikmalar yoki bu birikmalar bilan issiqlik oqimi bir tomonga yo‗nalishi bilan xarakterlanadi. Qiya o‗rnatilgan trubali quritish pechi bu jarayonga misol bo‗la oladi. Bunda quritilishi kerak bo‗lgan sochiluvchan material-tuproq yoki mayda tosh, qum bilan issiq havo oqimi harakati bir tomonga yo‗nalgan bo‗ladi.
Qarama-qarshi oqimli jarayonlarda birikmalar yoki birikmalar bilan issiqlik oqimi bir-biriga qarama-qarshi yo‗nalishda harakat qiladi. Misol uchun bunga ham qiya o‗rnatilgan trubali quritish pechini olamiz, lekin bunda sochiluvchan material yuqoridan pastga, issiq havo oqimi esa unga qarshi, ya‘ni pastdan yuqoriga qarab harakatlantiriladi.
Kesishma oqimli jarayonda materiallar yoki material bilan issiqlik oqimi harakatlari bir-biri bilan burchak hosil qilib kesishadi. Bu jarayonda issiqlik almashtiruvchi apparatlarda gazlarni (suyuqliqlarni) sovutish (isitish)ni misol qilib keltirishimiz mumkin. Bunda issiq havo gorizontal truba orqali o‗tkazilib, unga sovuq suv oqimi yog‗dirib turiladi.
Materiallarni qayta ishlash soniga ko‗ra jarayonlar orasi ochiq yoki to‗g‗ri va aylanma, sirkulyatsion yoki siklik bo‗lishi mumkin. Orasi ochiq yoki to‗g‗ri jarayonlarda materiallar apparatga faqat bir marta tushadi, aylanma, sirkulyatsion yoki siklik jarayonlarda esa materiallar apparatga bir necha marta tushiriladi, yangi qism materiallar bilan birgalikda yana apparatga qaytariladi.
Sanoatda ishlab chiqarishdan chiqqan materiallar ko‗p hollarda ikkinchi marta ishlab chiqarishga kiritiladi – regeneratsiya prinsipi (―regeneratsiya‖ termini lotincha s o‗zdan olingan bo‗lib, ―qayta tiklash, qayta hosil qilish‖ demakdir). Masalan, eski rezina-texnika mahsulotlari kislota va ishqorlar yordamida ishlanganda uning tarkibidagi to‗qima materiallar ajralib, eritmaga o‗tgan rezina (regenerat) esa boshqa rezina mahsulotlari olishda Xomashyoga qo‗shib yuboriladi.
Texnologik jarayonni uch elementdan iborat deyish mumkin: mehnat predmetlari, mehnat qurollari va vositalari hamda mehnatning o‗zi.
Mehnat predmeti–kishi mehnati yo‗naltirilgan buyum. Mehnat predmetlariga qayta ishlash natijasida tayyor mahsulotlarga aylanadigan Xomashyolar, asosiy va qo‗shimcha materiallar hamda yarim mahsulotlar kiradi. Masalan, metallurgiyada – ruda, koksoximiyada – toshko‗mir, mebelsozlikda – yog‗och Xomashyodir.
Mehnat qurollari, texnologik jarayonlarning rivojlanishi, avvalo, texnikaning o‗zgarishiga bog‗liq. Odatda, texnika deyilganda, tabiiy birikmalarga kishi tomonidan ongli ravishda ta‘sir ko‗rsatish vaqtida qo‗llaniladigan qurollar va mehnat vositalarining yig‗indisi tushuniladi.
Mehnat qurollari va vositalari vazifasiga hamda tabiiy-moddiy belgilariga ko‗ra (bular sanoatning asosiy fondlari hisoblanadi) bir necha guruhga – mehnat qurollari ishlab chiqaradigan va ishlab chiqarmaydigan turlarga bo‗linadi. Ishlab chiqaradigan mehnat qurollariga barcha vositalar – tsex va korxonaning ma‘muriy binolari, inshootlar, mashina va jihozlar hamda ishlab chiqarish jarayonida xizmat qiluvchi mehnat vositalari kiradi. Ishlab chiqarmaydiganlariga aholi yashaydigan kommunal binolar, inshoot va ularning jihozlari kiradi.
Hozirgi zamon texnologiya jihozlari yuqori parametrliligi (yuqori quvvatli, yuqori unumli, yuqori tezlik, yuqori bosim va haroratga ega bo‗lishi) bilan xarakterlanib, jarayonlarning jadal va yuqori unumli o‗tishiga imkon beradi. Jihozlarning unumdorligi mashina, apparat va agregatlardan vaqt birligi ichida amalda ishlab chiqarilgan mahsulot miqdori bilano‗lchanadi.
Ishlab chiqarishda asbob-uskunalarning ish unumdorligini oshirish uchun quyidagi choralarni ko‗rish lozim: texnologik jarayonlarni jadallashtirish, yangi va takomillashgan texnologik jarayonlarni qo‗llash, boshlang‗ich Xomashyo sifatini yaxshilash, ish joyini maxsus moslamalar bilan jihozlash, asbob-uskunalarni zamon talabiga javob beradigan darajada qayta jihozlash va boshqalar.
Har qanday texnologiya jarayoni yoki uning biror qismini bajarishda ishchi ozmi-ko‗pmi mehnat qiladi. Mehnat–bu ishchining jismoniy kuchi, miya hamda nervlarning faoliyati hisoblanib, har qanday ishlab chiqarishning asosini tashkil etadi. Sarflangan mehnat uni yuzaga keltirish uchun sarflangan vaqt bilano‗lchanadi.
1) asosiy yoki mashina vaqti (To) – bu vaqt ichida ishchi mehnat predmetiga to‗g‗ridan-to‗g‗ri ta‘sir ko‗rsatib turadi. (detallarni stanokda ishlash, materiallarni qizdirish);
2) yordamchi vaqt (Tyo) – bu asosiy ishchi bajarish uchun sarflagan harakatlar vaqti bilano‗lchanadi, (detallarni joylashtirish va olish, stanokni ishga tushirish va to‗xtatish va h.k.).
3) xizmat ko‗rsatish vaqti (T hiz) – ish joyini tashkil etish va texnika bilan jihozlash uchun sarflagan vaqt (jihozlarni sozlash va tuzatish, ish joyini yig‗ishtirish va h.k.).
4) dam olish va tabiiy zaruriyatlar uchun kerakli vaqt (Td)[2]
Mehnatni normalash va ishlab chiqarishning ko‗p ehtiyoji uchun soat, min., sek.
bilano‗lchanadigan vaqt normasi
Tdet. ish.b.vaq. = Ta + Tyo + Txiz + Td
Vaqt normasi deyilganda, tegishli malaka talab qilinadigan, normal ishlab chiqarish sharoitida biror-bir operatsiyani yoki butun bir texnolog jarayonni bajarish uchun belgilangan (normallashtirilgan) mehnat miqdori tushuniladi.
Ishlab chiqarishda texnologik rejimga hamda mehnat xavfsizligi qoidalariga amal qilinganda mahsulot sifati yaxshilanadi, jarayonlar to‗g‗ri boradi, jihozlar yaxshi saqlanadi.
Ishni intensiv ravishda olib borish mehnat unumdorligini oshirishga olib keladigan muhim omillardan biri. Texnologik jaryonlarni takomillashtirishda ham texnik, ham iqtisodiy tomonlarni hisobga olib, optimal rejimni k o‗zda tutish kerak. Bir birlikdagi tayyor mahsulot ishlab chiqarish uchun sarflanadigan kishi mehnatining yig‗indisi mehnat sarfini tashkil etib, u kishi soat birligidao‗lchanadi.
Texnologik jaryonni tashkil etish ishchi kuchi bilan ishlab chiqarish vositalarini ratsional ravishda birga qo‗shishdan iborat bo‗lib, bu ishlab chiqarish rejasining samarali bajarilishini ta‘minlaydi.
Texnologik jarayonlarni tashkil etish mehnat taqsimotiga va uni alohida ishlarga ixtisoslashtirishga asoslangan. Bunday ixtisoslashtirish natijasida mahsulot va uning qismlarini tayyorlash korxonaning alohida bo‗limlarida (ish joyi, tsexlarda) bajariladi va bunda mehnat predmeti bir ish joyidan ikkinchisiga ko‗chiriladi. Shunday qilib, bir butun texnologik jarayon o‗zaro uzviy bog‗langan bir qancha alohida qismlardan iborat.
Texnologik jarayon qator bosqichlardan iborat bo‗lib, bu bosqichlarning har biri ishlab chiqarish operatsiyalaridan iborat. Opreatsiya–ishchining ma‘lum ish joyida ishlab chiqarish elementiga ishlov berishda bajariladigan oddiy ishlari yig‗indisidan iborat bo‗lib, jarayonlarning shu bosqichda tugallangan qismini tashkil etadi (masalan, ishlab chiqarilgan detalni pardozlash maqsadida uni silliqlash operatsiyasi).
Operatsiya texnologik jarayonlarning asosini tashkil etib, ishlab chiqarishni rejalashtirish va hisobga olishning asosiy elementi hisoblanadi.
Operatsiya bir qator usullardan iborat bo‗lib, ularning har biri tugallangan oddiy mehnatdir. Usullar alohida harakatlarga bo‗linadi.
Texnologik jarayonning oxirgi mahsuloti qo‗shimcha mehnat talab qilmaydigan, butlab va joylab qo‗yilgan, texnika nazorati bo‗limi tomonidan qabul qilib olingan va iste‘molchiga yuborish mumkin bo‗lgan tayyor mahsulot hisoblanadi.
Mahsulotlar asosiy va qo‗shimcha mahsulotlarga bo‗linadi. Asosiy mahsulot hosil qilish korxonaning asosiy maqsadidir. Qo‗shimcha mahsulotlar esa yo‗lyo‗lakay hosil bo‗ladi. Masalan, jarayonning asosiy mahsuloti cho‗yan, qo‗shimcha mahsuloti esa shlak va koloshnik gazlaridir. Hozirgi vaqtda qo‗shimcha mahsulotlarning deyarli hammasi iqtisodiyotda keng qo‗llaniladi.
Ishlab chiqarish jarayonida asosiy va qo‗shimcha mahsulotlar bilan bir qatorda chiqindi mahsulotlar ham hosil bo‗ladi. Bunday chiqindilar mahsulotlar ishlatilishi yoki ishlatilmasligiga ko‗ra qaytar va qaytmas chiqindilarga bo‗linadi. Mehnat predmetlaridan qanchalik unumli foydalanilsa, chiqindi miqdori shuncha kam va texnologik jarayonlar shuncha samarali bo‗ladi.
Hozirgi zamon texnologiyasining asosiy vazifalaridan biri tashlandiq chiqindilarni iloji boricha kamaytirish va asosiy tayyor mahsulot miqdorini oshirishdan iborat. Odatda, mahsulot miqdori quyidagi formula bilan aniqlanadi: tayyor mahsulot og‗irligi
V = ---------------------------------- * 100
Xomashyo og‗irligi
Bunda: V – tayyor mahsulot miqdori, foiz hisobida.
Texnologik jarayonning ikkinchi muhim vazifasi – olinayotgan tayyor mahsulot sifatining yuqori bo‗lishini ta‘minlashdir.
Sanoatning muhim texnik – iqtisodiy ko‗rsatkichlari quyidagi omillar orqali xarakterlanadi:
1) xarajat koeffitsentlari va olingan mahsulot miqdori;
2) mahsulot sifati;
3) asbob – uskunalarning unumdorligi va quvvati;
4) asbob – uskunalar yoki jarayonlarning tezligi;
5) mehnat unumdorligi;
6) mahsulot tannarxi;
Bu ko‗rsatkichlar boshqa maxsus fanlarda kengaytirilgan holdao‗tiladi. Shuning uchun biz bu yerda mazkur ko‗rsatkichlar haqida asosiy tushunchalar berib o‗tamiz.
Xarajat koeffitsiyenti va olingan mahsulotlarning miqdori, ishlab chiqarish jarayonida bir birlikdagi tayyor mahsulot olish uchun sarflangan hamma Xomashyo turlari miqdori energiya xarajat koeffitsiyenti deb ataladi. (1 kg, 1 t, va h.k). Olingan mahsulot miqdori esa (ŋ) amalda olingan tayyor mahsulot. Damal miqdorining nazariy
olinishi mumkin bo‗lgan Dnaz miqdoriga bo‗lgan nisbatning foizlardagi ifodasidir[3]:
![]() D амал 100 %
D амал 100 %
D наз
Tayyor mahsulot sifati. Har qanday korxona ishlab chiqarayotgan mahsulot sifatiga jiddiy e‘tibor berishi kerak, chunki yuqori sifatli mahsulot bozorda tez va oson o‗z is‘temolchisini topa oladi va korxonaga katta iqtisodiy foyda keltiradi. Boshlang‗ich xomashyo qancha toza bo‗lsa hamda reaksiya natijasida sodir bo‗lgan qo‗shimcha birikmalardan qancha to‗la ajratilsa, tayyor mahsulot sifati shuncha yuqori bo‗ladi. Har bir ishlab chiqarilgan mahsulot sifati, ya‘ni tarkibi va xossalari GOST da ko‗rsatilgan talablarga javob berishi kerak.
Apparatlar unumdorligi va quvvati. Sanoatda ishlatiladigan har bir apparat ma‘lum unumdorlikka va quvvatga ega bo‗lishi kerak. Apparatning unumdorligi (U) ishlab chiqarish jarayonining ma‘lum sharoitda vaqt birligi (t) ichida shu apparatda amalda ishlab chiqarilgan mahsulot (Damal) bilan belgilanadi. Ishlab chiqarish jarayonining optimal sharoitidagi eng yuqori unumdorligi shu apparatning quvvati (W)ni belgilaydi.
Shunday qilib, apparatning quvvati uning eng yuqori darajadagi unumdorligidir:
Damal
U = --------- kg/soat (yoki t/sutka va h.k.)[4]
T Wq Umax
Apparat yoki jarayonning jadalligi. Apparat yoki jarayonning foydali hajmi (V) birligiga to‗g‗ri keladigan unumdorligi shu apparat yoki jarayonning jadalligini ko‗rsatadi[5]:
D amal
U = ------------------ kg/m3 soat (yoki sutka )
V*t
Mehnat unumdorligi. Mehnat unumdorligi – bu sarflangan mehnatning samarasi hisoblanib, u vaqt birligi ichida tayyorlanadigan mahsulot miqdori bilano‗lchanadi. Vaqt birligi (soat, kun, yil) ichida qancha ko‗p mahsulot ishlab chiqarilsa, mehnat unumdorligi shuncha yuqori bo‗ladi va aksincha.
Mehnat unumdorligini oshirishning asosi texnika taraqqiyoti, ishchi va xizmatchilarning malakasi, ishlab chiqarish va mehnatni tashkil etish, mehnat sharoitlarini yaxshilash, ilg‗or tajribalarni keng tarqatishdan iborat.
Mahsulotning tannarxi – ishlab chiqarish jarayoni davomida bir birlik mahsulot ishlab chiqarish uchun sarf bo‗ladigan pul hisobidagi hamma xarajat shu mahsulotning tannarxini belgilaydi.
Hozirgi zamon texnologiyasi Xomashyolarni keng miqyosda xalq iste‘mol buyumlari va mahsulotlariga hamda ishlab chiqarish vositalariga aylantirish usullarini va yo‗llarinio‗rgatadi. Texnologik jarayonlar natijasida mahsulotning shakli, tarkibi va xossalari o‗zgaradi.
Texnologiyaning asosiy vazifalaridan biri bu jarayonlarning optimal variantlarini ishlab chiqishdan, ya‘ni kam kapital mablag‗ sarflab, mahsulot miqdori va sifatini oshiradigan apparat hamda agregatlar yaratish, shu jihozlarni tayyorlash uchun kerakli materiallar, jarayonlarning ratsional loyihalarini tuzish, bu jarayonlarga mos texnologik parametrlar, harorat, bosim, siklning uzuluksizligi va boshqalarni tanlashdan iborat. Xullas, har qanday texnologik jarayon samarali va rentabelli bo‗lishi kerak.
1. Texnologiya nima?
2. ―Texnologiya‖ s o‗zi qanday s o‗zlardan tarkib topgan?
3. Yengil sanoat texnologiyasi fani nimanio‗rgatadi?
4. Texnologiya va texnologik jarayon deganda nimani tushunasiz?
5. Texnologik jarayon elementlariga nimalar kiradi?
6. Ishlab chiqarish va uning jarayonlari deganda nimani tushunasiz?
7. Sizning fikringizcha barcha korxonalarda texnologik jarayonni tashkil etish bir xilda amalga oshiriladimi? Bu to‗g‗risida nimalar deya olasiz?
Arxeologik qazilmalarga ko‗ra insonlar o‗z rivojlanishining juda erta bosqichlaridayoq to‗qimachilik tolalarini yetishtirish va ulardan mahsulotlar ishlab chiqarishni uddasidan chiqishgan. Shu bilan ular o‗z hayoti uchun tabiat bilan kurashib uni o‗z ehtiyojlari bilan moslashtirishga harakat qilganlar. Tarixan qadimiy odam tomonidano‗sha davrlardayoq to‗rt xil tabiiy tolalar o‗zlashtirilib yetishtirish, yigirish va to‗qish texnologik sxemasida mato ishlab chiqarishda foydalanilar edi.
Har bir to‗qimachilik buyumi (mahsuloti), to‗qimachilik mahsulotining har bir metri va har bir grammi insonlar to‗qimachilik mahsulotlarini olish texnologiyalari bilan shug‗ullanish davri mobaynida yig‗ilgan va mujassamlangan xotira hamda bilimlarning nishonasidir. To‗rtta o‗ta muhim tabiiy tolalar: zig‗ir, paxta, jun va ipakni inson olti ming yil avvaldan bilgan va foydalanib kelgan.
Kishilik madaniyati rivojlanishi, ilmiy texnik taraqqiyot rivojlanishi bilan birga insoniyatning to‗qimachilik haqidagi nazariy bilimlari va shuningdek yarim tayyor mahsulotlarga ishlov berish va to‗qimachilik mahsulotlari olishning amaliy texnologik mexanizmlari takomillashib bordi.
Qadimiy Misrda va Xitoyda to‘qima ishlab chiqarish tarixi. Kamida olti ming yil avval eng birinchi kimyo tolalari olingunga qadar (19 asr oxirlarida) inson to‗rt tabiiy o‗ta muhim tolalar: zig‗ir, paxta, jun va ipakni bilgan va undan foydalangan.[6]
Inson tomonidan birinchi o‘zlashtirilgan va madaniylashtirilgan tola zig‘ir tolasidir. Hozirgi Misr hududidagi Nil daryosi vodiysida zig‗ir tolasidan matolar tayyorlangan.
1.Inson tomonidan birinchi o‗zlashtirilgan va madaniylashtirilgan tola zig‘ir tolasidir. Hozirgi Misr hududidagi Nil daryosi vodiysida
zig‗ir tolasidan matolar tayyorlangan.
2.Inson o‗zlashtirib olgan ikkinchi muhim tola bu jundir. Neolit davrida (tosh asri oxiri) inson zig‗ir bilan bir qatorda jundan foydalangan.
 3.Inson tomonidan
o‗zlashtirilgan uchinchi eng muhim tola paxtadir. Paxta ishlab chiqarilishining moddiy
tasdig‗i Hindistondagi
turar joyning arxeologik qazishmalarida ko‗rinadi va miloddan avvalgi 1000 yillarga to‗g‗ri
keladi.
3.Inson tomonidan
o‗zlashtirilgan uchinchi eng muhim tola paxtadir. Paxta ishlab chiqarilishining moddiy
tasdig‗i Hindistondagi
turar joyning arxeologik qazishmalarida ko‗rinadi va miloddan avvalgi 1000 yillarga to‗g‗ri
keladi.
4.To‗rtinchi muhim tabiiy tola bu ipakdir. Ehtimol ipakning ishlab chiqarilish Vatani Xitoydir. Rivoyat qilinishicha, birinchi bo‗lib bu ajoyib tolani Xitoy imperatritsasi Xen-Ling-chi (taxm. mil. avv. 2600 y.) kashf etgan.
Undan ham avvalroq ajdodlarimiz kanop ekinlari poyalaridan tola olish, matolargao‗xshash yopinchiqlartayyorlab ulardan o‗z tanalarini yopib turish uchun foydalanishni bilishgan.
Arxeologlar tomonidan shveysariya ko‗li qirg‗og‗ida topilgan, tosh asri oxiri (miloddan avvalgi 3-8 ming yillar neolit davri) da gullab yashnagan turar joy aholisi zig‗irdan tola olish, yigirish va to‗qishni bilishgan.
Shveysariyadagi bu turar joyni qazishmalari davrida zig‗ir tolalari tutamlari, mato bo‗laklai va ular yordamida tola va mato ishlab chiqarishda foydalanilgan sodda moslamalar topilgan. Ming yillar davomida bu materiallar ko‗l suvidagi qalin balchiq ostida yotganligi sababli saqlanib qolgan.
Inson o‘zlashtirib olgan ikkinchi muhim tola bu jundir. Neolit davrida (tosh asri oxiri) inson zig‗ir bilan bir qatorda jundan foydalangan. Hozirgi Shveysariya hududidagi qadimgi turar joy aholisi qo‗y boqish bilan shug‗ullangan. Qo‗y boqish va jun yetishtirish bilan bog‗liq bo‗lgan hamda qazishmalarda o‗z isbotini topgan eng avvalgi sana miloddan avvalgi 4 ming yillikka to‗g‗ri keladi. Yevfrat vodiysida (Qadimgi Mesopotamiya) qo‗y boqishgan, jun yigirishgan va juda oddiy matolar to‗qishgan.
Inson tomonidan o‘zlashtirilgan uchinchi eng muhim tola paxtadir. Paxta ishlab chiqarilishining moddiy tasdig‗i Hindistondagi turar joyning arxeologik qazishmalarida ko‗rinadi va miloddan avvalgi 1000 yillarga to‗g‗ri keladi.
Tadqiqotlarda ko‗rinishicha paxtadan miloddan avvalgi bir necha ming yil oldin Misrda foydalana boshlaganlar.
Savdogarlar paxtaning Hindistondan yaqin Sharqqa, Markaziy Osiyoga va so‗ngra Xitoyga olib borishgan. Paxta (cotton) s o‗zining o‗zi arabcha ―quoton― s o‗zidan kelib chiqqan. Inson sivilizatsiyasi rivojlanish jumboqlaridan biri bo‗lib qanday qilib inson bir vaqtning o‗zida turli kontinentlarda (Osiyo va janubiy Amerikada, qadimiy Inklar mamlakati – Peruda) paxta yetishtirish, undan kalava olish va mato to‗qishnio‗rganganligi turadi.
Hali Yevropaliklar tomonidan kashf etib ulgurilmagan Janubiy Amerikada qadimgi Inklar zamonaviyo‗lchamlarda rang, shakli va sifati yuqori bo‗lgan paxta matosini yaratar edilar. Shunday qilib, bu texnologiyalar bir-biridan minglab kilometrda bo‗lgan kontinetlarda qadimgi davrlardayoq o‗zlashtirilgan edi.
Ba‘zi olimlar fikri bo‗yicha bu xodisa kontinentlar siljishining geologik nazariyasi foydasiga va qadimgi tarixiy davrlarda Tinch okeanida yana bir kontinet
(Atlantida) mavjud bo‗lganligi baxolariga qo‗shimcha argument deb hisoblashadi.
Bu albatta tarixiy da‘vo, biroq Misrda miloddan 2500 yil avval hozirgi zamondagidan qolishmaydigan yuqori sifatdagi mato yaratishni bilganliklari haqiqatdir. O‘sha davrdagi Misr mumiyolari zichligi 1dyuymga 540 ta ip bo‗lgan matogao‗rab qo‗yilgan. Sh turdagi eng yaxshi zamonaviy ingliz matolari 1 dyuymga 350 ta ip zichligidadir.
To‗rtinchi muhim tabiiy tola bu ipakdir. Ehtimol ipakning ishlab chiqarilish Vatani Xitoydir. Rivoyat qilinishicha, birinchi bo‗lib bu ajoyib tolani Xitoy imperatritsasi Xen-Ling-chi (taxm. mil. avv. 2600 y.) kashf etgan. U tasodifan pillani issiq suvga tushirib yuboradi va yumshab qolgan pilladan ipak tolalari ajralib chiqqanligini ko‗radi. Imperatritsa bu iplprdpn foydalanish mumkinligini tushunadi.
Shunday qilib, tut barglarini iste‘mol qiladigan ipak qurti hayot faoliyatiga asoslangan qadimiy ipakchilik madaniyati paydo bo‗ladi.
Bu rivoyat rostmi yoki yuq bu muhim emas. Lekin ipak matolar yaratish texnologiyasi yo xitoy yoki Uzoq Sharqning boshqa davlatlarida paydo bo‗lganligi va taxminan miloddan avvalgi 3000 yillarda paydo bo‗lganligi rost.[8]
Xitoyliklar ipak va ipak matolari ishlab chiqarishi va madaniyatini maksimal darajaga yetkazdilar va taxminan miloddan avvalgi 1400 yillardaturli xildagi ipak matolar va ipak kiyimlar bu mamlakatlarda oddiy iste‘morl buyumlariga aylandilar.
O‘sha davrlarda Xitoyda ipak buyumlardan foydalanish uchun soliq mavjud edi.
Shunday qilib, to‗rt xil tabiiy tola tarixan qadimiy inson tomonidan o‗zlashtirilgan va yetishtirish – yigirish – to‗qish texnologik sxemasi bo‗yicha mato ishlab chiqarish uchun foydalanilgan. Bu olti ming yildan ortiqroq davrdan avval ixtiro qilingan sxema qo‗l mehnatidan boshlab yuqori avtomatlashtirilgan tezkor texnologiyagacha bo‗lgan yo‗lni bosibo‗tsada hozirgacha prinsipial o‗zgarishlarga uchramadi. Qadimiy turar joylar qazilmalarida topilayotgan o‗ta oddiy yigiruv va to‗quv stanoklari zamonaviy avtomatlashtirilgan to‗qimachilik yigiruv va to‗quv uskunalari ishlaydigan xuddio‗sha prinsiplarga asoslangan.
Mana ancha kunlar, yillar va asrlardan beri insoniyatning aksariyati boshlanayotgan kunini tanasiga nima kiyish bilan boshlaydi. Bu ―nimadir‖ vaqt o‗tishi bilan ko‗rinishi o‗zgarib boradi. Uning shakli, rangi, materiali, ishlovi, bichimi ammo bir narsa o‗zgarmay ko‗rinishi asosan bir xil bo‗ladi. Bu narsa bizning,
insonning tanasidir. Aynan u, ya‘ni aniqroq aytsak uning ―yig‗indisi‖; bitta bosh, ikkita qo‗l, ikkita oyoq, bitta gavdasi barcha davrlar, mamlakatlar, xalqlar modelerlarining turli izlanishlari uchun mezondir. Kim, qayerda va qachon birinchi bo‗lib inson tanasini berkitib ilib yurgan barglarni buyumga, aniqroq aytsak ―kiyim‖ga o‗zgartirgani muhim ham emas.
Biz uchun muhimi shuki, deyarli barcha xalqlarda kiyimni, uni kiyishni va tayyorlanishini belgilovchi qoidalar mavjuddir. Bizning ajdodlarimiz ham qaysidir qoidalardan foydalanishgan. Ularning bir qismi miflar, ertaklar, urf-odatlar yoki oddiyo‗rganishlar shaklida bizgacha yetib kelgan.
Qizig‗i shuki, shu barcha holatilarda buyum, narsa yoki kiyimlar qandaydir kuch, quvvatiga ega deb bilinadi. Va bu kuch insonga tug‗ish jarayonidayoq ta‘sir etsa boshlaydi. Shunday sharqiy slavyanlar an‘analarpida, ba‘zi rejalarda tug‗ruqdagi ayolning holatini yengillatish tug‗ish yo‗llarini ochish uchun uning eriga ayolining homiladolik davrida bog‗lagan barcha tugunlarni yechish tavsiya etiladi. Bu uning ishtoni, shimini ushlab turgan tasma, ishton bog‗ga kam tegishlidir. Muvaffaqiyat bilan tug‗ish jarayonidan so‗ng, yangi tug‗ilgan chaqaloqni ota yoki onaning kiyimlari, ko‗ylaklarigao‗rab olinadi. Aynan ular chaqaloqning birinchi ―tagligi‖ bo‗lib xizmat qiladi.
An‘anaviy madaniyat odami hayotida uning jinsi, yoshining va ijtimoiy holati kiyim bilan aks ettirilgan va mustahkamlangan. Masalan, Farg‗ona o‗zbeklarining an‘anaviy kiyimlarida mato va uning rangi bilan ular yoshlarining belgisi mavjud bo‗lgan. Shunday bir yashar bolaning kiyimlari aksariyatida och rang paxta matolardan – oq yoki oq ranglari ko‗proq matolardan tayyorlangan.
Gigiyenik talablarga issiq saqlashligi, havo o‗tkazishi, gigroskopikligi (namlanishi), suv qaytarishligi va boshqalar kiradi (2-rasm).
Kiyimning issiq saqlashlik xususiyatlari inson tanasi yuzasidagi issiqlik balansini ushlab turish uchun zarurdir va kiyim paketi (tuzilmasi)ning issiqlikka qarshiligi va uning konstruksiyasiga bog‗liqdir.
Yengil sanoat mahsulotlariga qo‘yiladigan talablar
 Gigiyenik talablarga Foydalanish
talablari Estetik talablar issiq saqlashligi, havo uzilishga bo‗lgan
mahsulotning badiiy o‗tkazishi, mustahkamlik, ishqala- shakl berilishini,
gigroskopikligi nishga bo‗lgan barqaror-lik, rangi va tuzilishi
(namlanishi), suv ko‗p marotaa buklanishga, bo‗yicha material
qaytarishligi va bo‗yalish-ga, shaklini tanlashni o‗z ichiga
boshqalar kiradi. saqlashni va boshqalarni
olgan.
Gigiyenik talablarga Foydalanish
talablari Estetik talablar issiq saqlashligi, havo uzilishga bo‗lgan
mahsulotning badiiy o‗tkazishi, mustahkamlik, ishqala- shakl berilishini,
gigroskopikligi nishga bo‗lgan barqaror-lik, rangi va tuzilishi
(namlanishi), suv ko‗p marotaa buklanishga, bo‗yicha material
qaytarishligi va bo‗yalish-ga, shaklini tanlashni o‗z ichiga
boshqalar kiradi. saqlashni va boshqalarni
olgan.
hisobga oladi.
9
Havo o‗tkazuvchanlik kiyim ostidagi havo qatlamining ventilyatsiyasiga va CO2 (karbonat angidrid gazi)ni chiqarib yuborilishiga xizmat qiladi. Havo almashinish kiyim paketining havo o‗tkazuvchanligi va shuningdek ochiq qismlar (bo‗yin o‗rni, etaklar, yenglar, shamollatish to‗rlari, qo‗ltiq, yeng o‗rni, tagi teshiklari va b.) tufayli amalga oshirilishi mumkin.
Namlanish inson tanasi orqali ajratadigan suv bug‗lari so‗rilishigiga va tashqi muhitga chiqarilishiga xizmat qiladi. U mato tolalarining namni shimib olishi va uni tashqi muhitga o‗tkazish qoiliyatiga bog‗liqdir. Suv o‗tkazmaslik namdan saqlanish maqsadida plash ko‗rinishidagi kiyimlarning ba‘zi xillari uchun zarurdir.
Foydalanish talablari uzilishga bo‗lgan mustahkamlik, ishqalanishga bo‗lgan barqarorlik, ko‗p marotaa buklanishga, bo‗yalishga, shaklini saqlashni va boshqalarni hisobga oladi. Foydalanishdagi qulaylik kiyilganda qulay bo‗lishdan, odam harakatlariga xalaqit qilmasligidan, turli xizldagi mexanik, kimyoviy, biologik ta‘srlarga va shuningdek ob-havo ta‘sirlariga chidiamli bo‗lishidan iboratdir.
9 Azlarova M., Shanazarova G. ―Yengil sanoat texnologiyasi‖ fanidan ma`ruza darslari uchun o`quv-uslubiy majmua. – T.: Iqtisodiyot, 2017.
Estetik talablar mahsulotning badiiy shakl berilishini, rangi va tuzilishi bo‗yicha material tanlashni o‗z ichiga olgan.
To‗qimachilik ishlab chiqarish mahsulotining ko‗plab turlari va assortimentlari mavjuddir va ularning asosiy qismini inson tanasini yopib turishga mo‗ljallangan ko‗plab turdagi kiyimlar tashkil etadi.
Kiyim klassifikatsiyasi. Kiyimning ko‗plab xillar va assortimentlari mavjuddir, qoidaga muvofiq kiyim assortimenti bu ma‘lum bir belgilari bilan guruhlarga birlashtirilgan kiyimdir. Birlashtirilishi uchun belgi uning nimaga mo‗ljallanganligi va xk. bo‗lishi mumkin. Umumiy vazifasi bo‗yicha kiyimning barcha assortimenti uch sinfga bo‗linadi:
- Maishiy – turli maishiy va ijtimoiy sharoitlarda kiyish uchun;
- Ishlab chiqarish – iqtisodiyot turli tarmoqlarining ishlab chiqarish sharoitlarida kiyish uchun;
- Formali – harbiy xizmatchilar, turli idoralar xizmatchilari va forma kiyishi belgilab qo‗yilgano‗quvchilar kiyimi;
Maishiy kiyimning ishlatilish sharoitlari bo‗yicha bo‗linishi 3-rasmda keltirilgan.
|
Maishiy kiyimning ishlatilish sharoitlari bo‘yicha bo‘linishi: |
|
Ustki kiyim – korset buyumlari, ich kiyim va kastyum-ko‗ylak guruhi buyumlari ustidan kiyiladigan |
|
Ich kiyim buyumlari – tanaga zarur bo‗lgan gigiyenik sharoitlarni yaratish uchun ich kiyimlar; |
|
Korset buyumlari – tananing ba‘zi qismlarini shakllantirish va ushlab turish uchun bevosita tanaga kiyiladigan buyumlar; |
|
Bosh kiyimlar – boshni yopib turuvchi buyumlar; |
|
Qo‗lqop buyumlari – bevosita tanaga kiyiladigan bilak va qo‗lning pastki qismini berkitadi; |
|
ro‗mol-sharf buyumlari – bosh va (yoki) bo‗yinni berkitib turadi |
Ishlab chiqarish kiyimlari bajaradigan vazifasiga ko‗ra kichik sinflarga bo‗linadi:
• maxsus – ishlayotgan odamni xavfli va zararli ishlab chiqarish omillari (yuqori harorat, zaxarli bo‗lmagan changdan, mexanik ta‘sirlardan, suv, ishqor, kislotalar, neft va neft mahsulotlari, toksik moddalar)dan himoya qilish uchun;
• sanitar (texnologik) – mehnat predmetlarini ishlayotgan odamdan va ishlayotgan odamni umumiy ishlab chiqarishdagi kirlanish va ifloslanishdan saqlash uchun; uning bir ko‗rinishi texnologik (mehnat predmetlarini himoyalash uchun) deb hisoblanadi.
Yoshi va jinsiy belgilari bo‗yicha kiyimlar quyidagi guruhlarga bo‗linadi:
• erkaklar kiyimi;
• ayollar kiyimi; bolalar kiyimi.
Bundan tashqari bolalar kiyimlari yoshlari bo‗yicha ham bo‗linadi:
• yangi tug‗ulganlar (9 oygacha);
• yasli guruhi bolalariniki (9 oydan 3 yoshgacha);
• maktabgacha guruhlar (3 dan 6 yarim yoshgacha);
• kichik yoshdagi maktab guruhi (o‗g‗il bolalar 6 yarimdan 12 yoshgacha va qizlar 6 yarimdan 11 yarim yoshgacha);
• yuqori yoshdagi maktabo‗quvchilari guruhi (o‗g‗il bolalar 12 dan 15 yarim yoshgacha va qizlar 11 yarimdan 15 yarim yoshgacha);
• o‗smirlar guruhi (o‗g‗il bolalar va qizlar 15 yarimdan 18 yoshgacha).
Kichik guruh kiyimning faslga (kiyish davri) qarashligini belgilaydi:
• qishki – qishda kiyish uchun;
• yozgi – yozda kiyish uchun;
• demisezon – bahor-kuz faslida kiyiladi;
• har fasllik – yilning har qanday faslida kiyish uchun.
Tasniflash maishiy kiyimdan foydalanishning muayyan sharoitlariga qarab sinfning bo‗limi bilan to‗ldirilishi mumkin:
• har kungi – har kuni kiyish uchun;
• tantanali – tantanalar vaqtida kiyish uchun;
• sport kiyim – sport bilan shug‗ullanishda kiyiladigan;
• uy kiyimi – maishiy sharoitlarda ishlash va dam olishda kiyiladigan kiyim; uning boshqa bir ko‗rinishi - ish kiyimi (maishiy sharoitlarda ish qilish uchun kiyiladi);
• milliy – xalqning milliy madaniyati va turush turmushi o‗ziga xosligini aks ettiruvchi kiyim.
Texnologik nuqtai nazardan, mahsulotdan foydalanish uchun uning barcha qism va detallari mutanosib ravishda birlashtirilgan bo‗lishi kerak va shundan tikuvchilik buyumlarini tayorlashda qo‗llaniladigan choklarni birlashtirishning ko‗plab usul va yo‗sinlari mavjuddir.
2.3. To‘qimachilik va yengil sanoatda yangi texnologiya va yangi
Kyolnda har 3 yilda bo‗lib o‗tadigan IMB yarmarkasi tikuvchilik va u bilan bog‗liq bo‗lgan sanoat tarmoqlari mutaxassislari uchun asosiy uchrashuv joyi ahamiyatini yana bir bor tasdiqladi. Birinchi yarmarka 1973 yilda o‗tkazilgan.
To‗qimachilik materiallarini qayta ishlashdagi barcha qo‗llanilish sohalari uchun yagona bo‗lgan takliflar 40 ta mamlakatdan 600 dan ortiq firmalarning, 400 dan ortiq xorijiy ishtirokchilarning Kyolnga kelishlariga sabab bo‗ldi. Barcha ishtrokchilarning
¼ qismidan ortiqrog‗i ilk bor texnik to‗qimachilik materiallarini qayta ishlash uchun ishlanmalarini taklif etdilar.
Barcha to‗qimachilik materiallari uchun modellashtirish va texnologiyalarning ko‗plab sohalarida yetakchi o‗rinlarda turgan Yevropada, so‗nggi yillarda, texnik to‗qimachilik materiallarga bo‗lgan munosabatda jiddiy o‗zgarishlar ro‗y berdi.
Eng yuqori talablar qo‗yilgan mahsulotlarni funksionallashtirish bo‗yicha zamonaviy ishlanmalar va yangi qo‗llanilish sohalarining ochilishi tikuvchilik sanoatidagi egiluvchan (elastik) materiallarni qayta ishlash to‗g‗risidagi klassik bilimlarini shu yangi mahsulotlarga qaratilishiga olib keldi.
Ular sotilishining yetakchi bozori bo‗lgan Yevropada bu mahsulotlar ulushi 25 foizdan ortiq bo‗ldi. To‗rt kun davom etgan yarmarka yangi ko‗rgazma xonalarining jozibadorligi va 115 mamlakatdan kelgan 25 mingga yaqin tashrif buyurganlar ishtiroki tufayli ijobiy baholanishga muvaffaq bo‗ldi. Albatta ishtirokchilarning aksariyati uchun texnik yangiliklar va takomillashtirishlarni izlash birinchi o‗rinda turdi. Yarmarka tikuvchilik ishlab chiqarishning barcha soha (tarmoq)lari uchun mutaxassislarni xursand qiladigan yechimlarni taklif etdi va bu yechimlarning muhim mezonlari xarajatlar samaradorligi va sifatning yuqori darajasi bo‗ldi.
Inqilobiy texnologiyalar namoyish etilmadi, ammo ko‗plab texnik mukammal mashinalarni va muammolar yechimlarini, detallarga va innovatsion yondoshuvlarga bo‗lgan katta e‘tiborni ko‗rsa bo‗lar edi. Mijozlarga qaratilgan va yaxshilangan servis bilan birlashtirilgan innovatsiyalar umumiy manzarani ifoda etadilar va tashrif buyurganlar so‗rovi 90 foizga yaqin ishtirokchilar yangilik-topilmalardan katta qoniqish hosil qilganligini ko‗rsatdi. Mahsulotlar, mashinalar va qurilmalarga daxldor ishlanmalarning qo‗llanilish sohalarining klassik tikuvchilik sanoatidan texnik to‗qimachilik materiallarini qayta ishlash sohasiga ko‗chib o‗tishi, takliflar spektri tufayli aniq ko‗rinib turibdi. Bichiqlarni yaratishda va vizualizatsiyada uch kordinatalik innovatsiyalar. Birlamchi namuna va moslashtirilgan shaklni tashqi ko‗rinishi va matoning o‗zini tutishini hisobga olgan holda bichish texnologiyasini takomillashtirishga va real voqe‘likka yuqori darajada yaqinlik bilan erishish, inson tanasining yoki avtomobil o‗rindig‗ining virtual tasavvur etilishi sodir bo‗ladi. Bunda ikki kordinatalik bichilgan detallar komplekti uch kordinatalik eskizga aylanib qoladi, masalan Gerber Technology (AIGU) firmasining Direct dasturida yoki TPC KH Ltd. (Gollandiya) kompaniyasining PPG dasturidagidek. Yoki Assist/bullmer Specialmashinin GmbH&CO, KG (Germaniya) firmasining Vidya dasturi, Bronzwear international Ltd (Isroil), Lectra (Fransiya) va Grafis-Software (Germaniya) kompaniyalarining V-Stitcher dasturidagidek ikki kordinatalik bichilgan detallar komplektidan virtual vizuallashtirilgan kiyim tanasining hajmli (uch kordinatalik) tasviri ishlab chiqiladi.
Mahsulotning hayoti sikli menejmenti mahsulot ishlab chiqilishini amalga oshirilishining muvaffaqiyatli menejmenti vositasidir. U nafaqat dizaynerlar bo‗limi, mahsulot ishlab chiqish, xarid, ishlab chiqarish kabi tashqi tijorat tarkibiy qismlarini tarmoq tuzulmasiga birlashtirilishini ta‘minlaydi, ta‘minotchilar bilan birgalikda samarali ishlash imkoniyatni ham yaratadi, shu jumladan xorijiy agentliklar bilan ham.
Bichishda innоvatsiyalar. Takliflarning bu segmentida mashina ishlab chiqaruvchilar klassik tikuvchilik va oyoq kiyimlar uskunalariga mo‗ljallangan yechimlarni texnik to‗qimachilik materiallarni qayta ishlashga moslashtirib qo‗yganligi aniq ko‗rinib turibdi – masalan Assist/bullmer firmasi tikuvchilik sanoati uchun modulli E100-E400 yoyib chiqish mashinalarini taklif etadi. Sodda va arzon qurilma ko‗rinishidagi shtangalar bilan yo‗naltiriladigan mato rulonlarini qabul qilinishi asosida avtomatik ―havo yostig‗i‖ qurilmasi va juftlab yoyish rulonini aylantirish uchun aylanadigan tirgakli modellar taklif qilinmoqda. Universal qo‗llanadigan tezkor (120 m/s) mato rulonlarini yoyish uchun novsimon lenta bilan jihozlangan Compact E600 mato yoyib taxlovchi avtomat yordamida 100 kg og‗irlikka va 500 mm diametrga moslashtirilgan mato rulonlarini yonidan yo‗naltiruvchi moslamalarni xizmat qiluvchilar tomonidan qulay tarzda boshqarilishi mumkin. Matoni yoyishning butun jarayoni, mato chetini tartibga keltirish va matoni taxlash bilan birga avtomatik ravishda nazorat qilinadi.
1. To‗qimachilik ishlab chiqarish qanday davrlarga borib taqaladi?
2. To‗qimachilik ishlab chiqarish qachon boshlangan?
3. Yigirishni rivojlantirish texnologiyasi tendensiyasi qanday?
4. Umumiy vazifasi bo‗yicha kiyimning barcha assortimenti qanday sinflarga bo‗linadi?
 To‗qimachilik
sanoati asosan, paxta, jun va zig‗ir tolalarini o‗z ichiga oluvchi
Xomashyo bazasi asosida ish olib boradi. O‗zbekiston to‗qimachilik
va yengil sanoatida tabiiy tolalardan tashqari sun`iy kimyoviy tolalar ham qo‗llaniladi.
Turli xil tolalardan tayyorlangan gazlamalar muvofiq ravishda, turli
fizik-mexanik xususiyatlarga va iste`molga oid o‗z bahosiga egadir. Shuningdek, bunday
gazlamalarga bezak berish, tashish va saqlash uning tolaviy tarkibiga
ko‗ra farq qiladi.
To‗qimachilik
sanoati asosan, paxta, jun va zig‗ir tolalarini o‗z ichiga oluvchi
Xomashyo bazasi asosida ish olib boradi. O‗zbekiston to‗qimachilik
va yengil sanoatida tabiiy tolalardan tashqari sun`iy kimyoviy tolalar ham qo‗llaniladi.
Turli xil tolalardan tayyorlangan gazlamalar muvofiq ravishda, turli
fizik-mexanik xususiyatlarga va iste`molga oid o‗z bahosiga egadir. Shuningdek, bunday
gazlamalarga bezak berish, tashish va saqlash uning tolaviy tarkibiga
ko‗ra farq qiladi.
To‗qimachilik sanoati asosan paxta, jun va zig‗ir tolalarini o‗z ichiga olgan Xomashyo bazasi asosida ish olib boradi.
Paxta. o‘zbekistonda iqlim sharoitidan kelib chiqib faqat paxta,
zig‗ir yetishtirilmoqda. Paxta - tarqalishi jihatdan chegaralangan hududga ega bo‗lgan ekindir. U faqat o‗rta Osiyo respublikalarida, janubda Qozog‗iston va Ozarbayjonda, ya‘ni havo harorati 140-160 kun mobaynida selsiy shkalasi bo‗yicha 10 darajadan yuqori bo‗lgan, harorat yig‗indisi esa, bu davr mobaynida 3500-4000 darajani tashkil etadigan hududlarda yetishtiriladi.[10]
G o‘za – yetarlicha issiqlik, yorug‗lik, suv va yuqori darajada qo‗l mehnati talab qiladigan quruq subtropik ekindir.
Paxta yetishtirishni rivojlantirish tendensiyalari. Sobiq SSSRda paxta yetishtirishga haddan ziyod qiziqish natijasida o‗rta Osiyo respublikalarida, xususan, o‗zbekistonda yakka ekin dehqonchiligi tashkil etildi. Boshqa kerakli ekinlarni ekishni qisqartirilishi va tugatilishi bu respublikalarni juda o‗gir ahvolga solib qo‗ydi. Hozirda qishloq xo‗jaligi ekinlarini ekish strukturasi almashtirilmoqda, bu esa ishlab chiqarishni qisqartirishga olib kelmoqda.
Zig‘ir. Ikkinchi ommaviy qimmatbaho ekin bu – uzun tolali zig‗irpoya bo‗lib, undan o‗ta pishiqligi va qayishqoqligi, tovlanib turishi va namlik sig‗imlari bilan farqlanib turuvchi tola olinadi. Zigir – yuqori havo namligiga ega bo‗lgan o‗rtacha iqlim mintaqaga xos bo‗lgan ekindir.
Jun. Chorvachilik (Qo‗ychilik) quruq yarim cho‗l va cho‗llardagi tabiiy yemish asosida rivoj topgan. Iqlim qanchalik quruq bo‗lsa qo‗y junlari shuncha yaxshi va sifatli bo‗ladi.
Bizning davrimizda tabiiy o‗simlik va hayvonlarga xos tolalardan tashqari kimyoviy tolalar ham qo‗llanilmoqda.
Tabiiy to‘qimachilik tolalari. Tolalar – polimerlar deb ataluvchi yuqori molekulyar birikmalarga kiruvchi moddalardan tuzilgan. Tabiatda uchraydigan moddalardan polimerlarga, masalan, selluloza – o‗simlik tolasining asosiy qismi, keratin va fibroin – asosiy oqsil moddalar kiradi, jun va ipak shulardan tashkil topgan.
Paxta - muhim tabiiy to‗qimachilik tolasidir. U paxta urug‗laridagi tukchalardir. Paxta tozalash zavodlarida paxta tolalari bilan qoplangan katta miqdordagi paxta urug‗idan iborat paxta xomashyosi terimda unga tushgan o‗simlik aralashmalaridan (barglar, cho‗plar) tozalanadi, so‗ngra tolani ajratib oluvchi maxsus mashinalarda tola urug‗dan ajratiladi. Shundan so‗ng tolalar dasta qilib presslanadi.
Paxta tolasining uzunligi har xil – 10.3 mm dan 60 mm gacha bo‗ladi. Paxta tolasi ingichka, ammo juda mustahkam. U arzon va yaxshi bo‗yaladi. Paxtadan – ingichka bir tekis va mustahkam ipak olinadi va undan turli xildagi matolar – yupqa batis va markizetdan tortib, yo‗g‗on matolargacha tayyorlanadi.
To‗qimachilik tolalari, shuningdek o‗simlikning bargidan va poya qismidan ham olinadi. Bunday tolalar bargli va poyali deb ataladi. Ular ingichka (zig‗ir) va dag‗al bo‗ladi. Ingichka tolalardan turli xildagi matolar, dagal tolalardan - arqon va kanoplar tayyorlanadi.
Jun insonlarga qadimdan ma‘lum. Junni asosan (95 % gacha) qo‗ylardan olinadi. o‗zining ahamiyatiga ko‗ra iqtisodiyot uchun jun paxtadan keyin ikkinchi o‗rinda turadi. Uni nihoyatda qimmatli xususiyatlari ko‗p: u yengil, issiqlikni yaxshi o‗tkazmaydi va namlikni o‗ziga yaxshi tortadi.
Qo‗ylarni yungini yiliga bir marta – bahorda (bunda yung sidirg‗a qilib olinadi), yoki ikki marta – bahorda va kuzda olinadi. Kuzgi yung qirqishda yung tutamalar ko‗rinishida olinadi.
Tabiiy ipak quyidagicha olinadi: kapalak qurtini keyinchalik kapalak bo‗lishi uchun g‗umbakka aylanish vaqti kelganda u o‗zidan ingichka tola chiqara boshlaydi, uni quruq shoxga yopishtiradi va bu toladan o‗ziga qobiq – uya – pilla to‗qiydi.
Pillaning bunday ingichka tolasidan ipak olinadi.
Ipak va ipakli gazlamalar. Ipak, aniqroq qilib aytganda ipak tolasi – ipak qurti pillasidan olinadigan mahsulotdir. Pilla tolasi tarkibi oqsil modda – fibroin (og‗irligi bo‗yicha 70 – 80%) hamda yopishqoq oqsil modda – siretin (20 – 30%) lardan tashkil topgan ikkita elementar toladan iborat.
Ipak – o‗zining ingichkaligi (20 -20 mkm, elementar tolasi esa 10-20 mkm); yuqori gigroskopikligi (normal sharoitda 11 %), yoqimli tovlanishi, uzulishiga ko‗ra yuqori darajada mustahkamligi (pilla tolasining nisbiy mustahkamligi 26- 28 ch/teks; uzulish cho‗ziluvchanligi 14-18 %) bo‗yicha ajralib turadigan qimmatbaho to‗qimachilik ipidir.
Ipak ishqorlar ta‘siriga chidamsiz bo‗lib, moddiy organik eritmalarda erimaydi, yorug‗lik ta‘siriga chidamsiz: 200 soatga yorug‗lik ta‘sirida qoldirilganda mustahkamligini yarim barobarga yo‗qotadi. Ipak tolasining uzunligi pilladan yigirganda 1200 metrni tashkil etadi.
Gazlamalarning surpini hosil qilish ikki xil tartibda, ya‘ni uzunasiga (asos) va ko‘ndalang (utka) joylashgan iplarni to‗qish yo‗li bilan amalga oshiriladi. Gazlama ishlab chiqarishdagi texlonlogik jarayon operatsiyalarining ketma–ketligi – to‘qimachilik deb ataladi. To‗qimachilik gazlama strukturasini yaratilishida asosiy ahamiyatga egadir.
To‗qimachilik jarayoni to‗quv stanoklarida bajariladigan dastlabki operatsiyalar va xususan to‗qishdan iborat. Tarqatish va bedro yordamida asos va utka iplari ma‘lum tartibda o‗riladi. Har bir gazlama uchun remizkalar soni asos va o‗tka iplarini to‗qilish murakkabligiga ko‗ra aniqlanadi, ular 2 tadan 24 tagacha bo‗lishi mumkin.
To‘qimachilik. Matoning strukturasi to‗quv stanogida asos va utka iplari asosida shakllanadi. To‗quv stanogining ishlash prinsipi: asos iplari ikki va undan ko‗p qismlarga bo‗linadi, har bir ip remizka tekisligiga o‗tkaziladi, asosning bir qismi ko‗tariladi boshqasi tushuriladi. Bo‗g‗izda asos iplaridan hosil bo‗lgan massaga utka ipi qo‗yiladi, qaysiki shu zahotiyoq bedro tishlari bilan ilgari qurilgan utkaga parchinlanadi. Bu paytda remizkalar holati almashinadi va jarayon takrorlanadi. Tayyor mato tovar valiga kelib tushadi.
To‗quv jarayonida muayyan to‗lqinsimon tarkib va tuzilishga ega bo‗lgan mato yaratiladi. Murakkab to‗qimaga ega bo‗lgan matolar g‗ildirakli va jakkard stanoklarida (remizkasiz) ishlab chiqariladi.
Matoning tuzilishi va iste‘molga oid xususiyatlarini muhim faktorlari bo‗lib quyidagilar hisoblanadi: ipak matolar uchun ishlatiladigan to‗qimachilik iplarining xususiyatlari, iplar joylashuv zichligi va matoda ular o‗rimining ko‗rinishi hamda matoga kiritiladigan iplarning nisbati. Bu iplarning nisbati tolaning har bir turining ijobiy xususiyatlarini maksimal aniqlab berish maqsadida va har birini salbiy xususiyatlarini yuzaga chiqishini minimallashtirish maqsadida tanlanadi. Bu kimyoviy tolali (sun‘iy va sintetik) ipak matolarning iste‘molga oid xususiyatlarini shakllantirishda alohida ahamiyatga ega. Turlarini sonini matoga qo‗shiladigan tolalar nisbatini kombinatsiyalab, kerakli xususiyatlarga ega bo‗lgan matolarni yaratish mumkin.
Matoning strukturasiga kengligi, yo‗nalishi, iplarni o‗ralish harakteri, bichimini samaraliligi to‗g‗ridan to‗g‗ri ta‘sir ko‗rsatadi. Iplarning bo‗ylama va ko‗ndalang yo‗nalishlarini tashkil qilish katta ahamiyatga ega. Agar iplar to‗g‗ri tashkil qilinsa, matolar silliq, tekis chiqadi. Iplar diametrining nisbati asos va utkani o‗zaro ta‘sir darajasiga ta‘sir ko‗rsatadi: ingichka iplar ko‗proq bukiladi, yo‗g‗onlari kamroq. Bunday matolarda chandiqlar hosil bo‗ladi (iplarning uzunasi bo‗ylab yo‗g‗onlashishi, kichikroq qalinlikda). Iplarni to‗qilishi ko‗p holatlarda matoning xususiyatini aniqlaydi.
Kimyoviy tola. Tabiiy xomashyolar o‗ziga yarasha kamchiliklarga ega. Masalan, tabiiy tola juda kalta, unchalik pishiq emas, murakkab texnologik ishlov talab qiladi. Insonlar shunday Xomashyo izlay boshlashdiki, undan jun kabi issiq, ipakdek yengil va chiroyli, paxtadek arzon va odatiy bo‗lgan matoni arzon usulda olinishi mumkin bo‗lsin. Zamonaviy kimyo sohasida erishilayotgan yutuqlar natijasida tabiiy polimerlardan – daraxtdan olinayotgan sellulozadan shunday kimyoviy tola yaratish imkoniyatiga erishildi. Bunday tola sun’iy tola deyiladi, sintetik polimerlardan olingan tola esa, sintetik tola deyiladi.
Kimyoviy tolalarni ishlab chiqarishda xomashyo eritiladi yoki suyultiriladi va yopishqoq massa hosil bo‗ladi, bosim ostida uni mayda tirqishlardan – filyerlarda o‗tkaziladi.
Kimyoviy tolalardan turli xildagi matolar tayyorlanmoqda va kimyoviy tolalar oilasi yildan yilga ko‗paymoqda.
Kalava ip tayyorlash. Kerakli uzunlik va yo‗g‗onlikda chiqarilayotgan ko‗pchilik kimyoviy tolalar uchun yana ishlov berish shart bo‗lmaydi. Uncha uzunlikka ega bo‗lmagan tabiiy tolalarga esa (ipakdan tashqari) ishlov berish talab etiladi, natijada alohida tolalar – ingichka qayishqoq iplarga aylantiriladi.
Bundan yuz yillar avval insonlar ipni qo‗lda yigirishgan – barmoqlar yordamida tolalar to‗dasidan ingichka tasmachani tortib olib va uni aylantirib pishitishgan.
Keyinchalik buni qo‗l urchuqlari yordamida bajarishgan. Undan keyin esa birinchi to‗qimachilk uskunasi charx paydo bo‗ldi. Undan so‗ng ―samopriyalka‖ yaratilgan bo‗lib, u bir vaqtning o‗zida ipakni eshib uni urchiqda yegiradi. Bu uskunalarning barchasi inson mushak kuchi yordamida ishga tushurilgan.
Zamonaviy ip yigirish – to‗qimachilik sanoatining asosiy ishlab chiqarish
sohalaridan bo‗lib, yuqori darajada mexanizatsiyalashtirilgan va
avtomatlashtirilgandir. To‗qimachilik tolalari xususiyatlariga ko‗ra har xil bo‗lganligi sababli ularni ip holatiga keltirish uchun, turli xildagi ip yigirish texnologiyalari va turli konstruksiyali uskunalar qo‗llaniladi.
Hozirgi kunda tola yigirishda turli konstruksiyali cho‗zish uskunalari qo‗llanilmoqda. Ularning barchasini asosini turli tomonlarga aylanuvchi juft valiklar tashkil qiladi. Tasma, keyin esa rovnitsa bir juft valikdan boshqasi tomon harakatlanib, asta sekin cho‗ziladi. o‗ta yuqori ch o‗zuvchi uskunalar ularni 200-300 martagacha cho‗zib, ipakni to‗g‗ridan – to‗g‗ri tasmadan olishga imkoniyat beradi.
Bizning konstruktorlarimiz yana shunday mashinalar yaratishdiki, ular bir vaqtning o‗zida ham yigirish, ham burash, ham ipni o‗rash amaliyotini bajaradi. Bular yigiruvchi – burovchi mashinalar deb ataladi. Bunday mashinalarda paxta, jun, viskozli yoki sintetik shtapel tola va shuningdek bu tolalar aralashmasidan ipak ishlab chiqarish mumkin. Undan mulina ipagi va boshqa bichimdagi ipak ham olish mumkin. Yigiruvchi – burovchi mashinalarda barcha t o‗rtala operatsiya, jarayonlarning birgalikdagi yangi prinsipi bo‗yicha bajariladi.
Mato ishlab chiqarish. Agar mato yuzasini o‗ngidan lupada qaralsa, mato bo‗lagi uzunasi bo‗ylab ketgan alohida iplar – asoslar, ko‗ndalang yo‗nalishdagi iplar – utkalar bilan qanday o‗rilganini ko‗rish mumkin. Asos iplari barcha mato bo‗lagi uzunasi bo‗ylab bir – biriga parallel ketgan. Shuning uchun asosiy ipak to‗quv dastgohiga tushushidan oldin uni uzun iplarini qator qilib joylashtirish lozim. Buning uchun ularni parallel ravishda umumiy valik – navaga o‗raladi. Bu vaqtda asos iplari to‗qish jarayonida ko‗ndalang iplar bilan zich o‗rilishi uchun qattiq tortilgan bo‗lishi kerak. Shu bilan bir vaqtda ko‗ndalang ip o‗ralgan moki har safar ularni orasiga tushganida erkin harakatlanishi kerak. To‗qish jarayonida uzulib ketmasligi uchun ularni maxsus yopishqoq birikma – shlixtaga bo‗ktiriladi.
Asosiy iplar bilan bajariladigan barcha operatsiyalar, ular to‗quv stanogiga tushgunga qadar bir qator mashinalarda (motalniy, snovalniy, shlextovalniy) amalga oshiriladi. Shuningdek, utka iplarini ham o‗raladi va yanayam qayishqoq va silliq bo‗lishi uchun namlantiriladi yoki emulsiya bilan ishlov beriladi.
Tayyorlangan asos va utka iplari to‗quv uskunasiga kelib tushadi. Gazlamani o‗ngidan qaralganda, asosiy iplar ma‘lum tartibda – utkani goh yuqorisida goh pastida turganini payqash mumkin. Bu holat matoda iplar o‗rimini u yoki bu xildagi tasvirini yaratadi va unga turli xil xususiyatlarni beradi. To‗qimachilik o‗rimining tasvirlar soni juda katta ahamiyatga ega. Murakkabligi jihatidan ular: silliq (yoki oddiy), mayda naqsh, murakkab va yiriknaqsh bo‗ladi.
Silliq o‗rimlilarga surpli, sarjli va satinli o‗rimlar kiradi. Ulardan eng oddiy va keng tarqalgani surplisidir. Tasvirda asosning har bir ipi unda utka ipining har biri bilan o‗rilishini ko‗rishimiz mumkin. Surp o‗rimli mato juda pishiq bo‗ladi. Uning yuzasi silliq, xira, o‗ng va chap tarafi bir xilda bo‗ladi. Chit, xom surp, b o‗z va boshqa ko‗pgina ip gazlamalar deyarli barcha junli (kanop va boshqa) hamda barcha ipakdan tayyorlangan matolar surpli o‗rimdan iborat.
Sarjli o‗rimdagi matolarning yuzasidan iplarning odatda chapdan o‗ngga, pastdan tepaga ketgan yo‗l – yo‗l qiya yo‗nalganini oson ajratish mumkin. Iplarning bunday o‗rimini asosan yungdan tayyorlangan matolar: boston, sheviot, koverkot va boshqalar hamda ipakli astarliklar va ba‘zi ip gazlamalarda ko‗rishimiz mumkin.
Matoga bezak berish. Uskunadan olingan mato ―surovoy‖ deyiladi. Sotuvga chiqarishdan oldin u bezak berish operatsiyalaridan o‗tadi. Mato buyurtmasining turiga ko‗ra bezak turlicha bo‗ladi. Ayrimlari oqartiriladi, boshqalari bo‗yaladi, uchinchilariga turli suratlar muhrlanadi. Matolar yaltiroq yoki xira, silliq yoki tukli qilib tayyorlanadi. Yakuniy bezashda ularga yumshoqlik yoki qattiqlik, mustahkamlik va boshqa yanada chiroyliroq ko‗rinish berish maqsadida ularni maxsus tarkibga bo‗ktiriladi.
Yangi turli tipdagi maxsus bezaklrni qo‗llash natijasida matolar assortimenti sezilarli darajada kengaydi, matoni sifati esa yaxshilandi. Masalan: bezak berish orqali kapron tipidagi poliamit tolalardan gafrilangan matolar yaratiladi. Bunda matoga naqshga mos keladigan fenol preparati qo‗llaniladi, unga ko‗ra ayrim joylari o‗tirib qoladi, ayrim joylarda esa bo‗rtma hosil bo‗ladi. Ikki qavatli matolar odatda ustki qismi yupqa kaprondan, ikkinchi qavati esa viskozadan iborat bo‗ladi. Agar bunday matoga ishqor sovug‗ida ishlov berilsa, viskoza o‗tirib qoladi, kapron esa shishadi. Matoda bo‗rttirib ishlangan naqshlar shunday yaratiladi.
Agar kapron va viskoza tolali matoga maxsus shablonlar yordamida ishqorning quyuq eritmasini berilsa, qizdirilgandan so‗ng viskoz tolalar ishqordan parchalanadi va unda faqat tiniq kapron tolalari qoladi. Natijada matoda ajurli naqsh hosil bo‗ladi.
Qisqa (2mm gacha) vorsdan matoga naqsh hosil qilishni oddiy va arzon usuli ishlab chiqilgan bo‗lib, bunday usul ―flokirlash‖ deb ataladi. Berilgan tasvir bo‗yicha yopishqoq moddan surilgan mato elektrostatik maydonga joylashtiriladi hamda kalta vors tolalari qo‗shiladi. Vorslar zaryadlanib vertikal holatga keladi va tasvir bo‗yicha matoga yopishadi. Yopishqoq modda surilmagan sohada vorslar silkinib turadi.
Avvalgi davrda rangli tasvirlarni matoga tushurish qo‗lda bajarilgan. Bunday usul ―Nabivka‖ deb ataladi, shuning uchun ba‘zi naqshli matolar shu nom bilan yuritiladi. Buning uchun relyef naqshli maxsus kesilgan formalar (gullar, monerlar) yoki mis plastinkalardan va mis simlardan yig‗ilgan naborli formalar tayyorlashgan. Bu vaqtda rang bilan qoplangan formani mato ustuga qo‗yib va uni bolg‗a bilan urishgan. Tasvir tiniqroq bo‗lishi uchun uni qo‗l barmoqlari bilan bo‗yashgan.
Ammo bunday usul bilan matoni bo‗yash sekin bajarialdi va qimmatga tushadi. Shuning uchun hozir u deyarli ishlatilamydi. Zamonaviy muhrlovchi mashinalar bir daqiqada 125 metr matoga tasvir tushurish mumkin. Muhrlovchi mashinada mato tasvir muhrlovchi val va aylanib turuvchi katta silinder orasidan o‗tadi. Muhrlovchi valda chuqur o‗yilgan tasvir bo‗lib unga shotkali valikda rang suruladi. Muhrlash vaqtida val matoni katta silindrga siqadi va unda tasvir hosil bo‗ladi. Har bir muhrlovchi val tasvirning faqat bitta rangini matoga tushuradi. Shuning uchun zamonaviy tasvir muhrlovchi mashinalarda 16 tagacha val bo‗ladi. Ammo ba‘zi mashinalarda 1 ta val barcha tasvirni berishi mumkin.
Bezak berish turlari. Ipak matoalr to‗qimachilik stanokida ishlab chiqilganidan so‗ng, haridorgirlik xususiyatlarini oshirish maqsadida bezak berish ishlari amalga oshiriladi. Bezaklash jarayonida ip va tolalarni ba‘zi salbiy xususiyatlarining ta‘siri kamayadi, ularning ijobiy xususiyatlari yuzaga chiqadi, matoning tuzilishi o‗zgaradi, yangi xususiyatlari paydo bo‗ladi. Bezak berish ta‘sirida xaridorgirlik xususiyatlarining butun kompleksi jumladan, gigiyenik, ishonchlilik, qulaylik xususiyatlari yuzaga chiqadi.
Tabiiy ipakdan tayyorlangan qattiq ipakli mato undagi seritsitni yo‗qotish, tabiiy tovlanishni, yumshoqlilikni va ipaksimonlikni yuzaga chiqarish uchun uni sovunli eritmada qaynatiladi. Kimyoviy tolalardan tayyorlangan ipakli matolar kuchsiz ishqor yoki sovunli eritmada qaynatiladi. Tabiiy ipakdan tayyorlangan matolarni ―jonlantirishga‖ yuboriladi. Bu jarayonni agar matoni bo‗yashdan avval bajarilsa, unda o‗zuga xos g‗ijirlash yoki qisirlash hosil bo‗ladi, agar bo‗yashdan keyin bajarilsa, unda rangi tiniqroq boladi. Buning uchun organik kislotalar (uksus kislotasi, chumoli kislotasi) ishlatiladi. Ipakli matoalrni kamdan kam holatlarda oqartiriladi: tabiiy ipakni vodorod perekisida, sun‗iylarini esa – pereks bilan, gipoxlorid bilan, sintetik matolarni – optik oqartirgichlar yordamida bajariladi.
Ipakdan tayyorlangan matolarni bo‗yash asosan muhrlash (nabivka) yordamida va setkasimon shablonlar yordamida muhrlash hamda aerograt muhrlar yordamida amalga oshirialdi. Bunda organik va mineral bo‗yoqalr ishlatialdi.
Yakuniy bezak berish ipak matolarga tovar ko‗rinishini berish uchun zarurdir. Tabiiy ipakdan tayyorlangan matolar tekislanadi, issiq kalanderda zichlashtiriladi, appertatsiyalanadi va utka-tekislovchi mashinadan o‗tkaziladu. Krepli matolar appertatsiya qilinmaydi, kreplilik samarasini kuchaytirish maqsadida uksus kislotasining 1 %li eritmasida (tabiiy ipakdan tayyorlangan matolrni) yoki bug‗ yordamida (sun‗iy ipakdan tayyorlangan matolarni) ishlov beriladi. Nazorat va mulohaza uchun savollar
1. Nima debo‗ylaysiz, o‗zbekistonda gazlama ishlab chiqarish uchun qanday tabiiy xomashyo manbalari mavjud? Javobingizni misollar orqali asoslang.
2. Ipakdan gazlama tayyorlashning texnologik jarayonini tavsiflang?
3. Gazlama ishlab chiqarish texnologiyasini tavsiflab bering?
4. Matoni bezashni qanday turlari va jihozlari mavjud?
5. Tabiiy to‗qimachilik tolalarining qanday xususiyatlarini bilasiz?
4-bob. TO‘QIMACHILIK SANOATIDA ISHLATILADIGAN XOMASHYOLAR TASNIFI, BIRLAMCHI ISHLOV BERISH VA YIGIRISH
To‗qimachilik tolalaridan iborat bo‗lgan materiallar to‘qimachilik materiallari deb ataladi. Tolalarning o‗zi, iplar, shuningdek ulardan ishlangan buyumlar shunday materiallar jumlasiga kiradi.
To‗qimachilik tolalari ko‗ndalango‗lchamlari juda kichik, uzunligi cheklangan, qayishqoq hamda pishiq jismlar bo‗lib, kalava ip va to‗qimachilik buyumlari tayyorlash uchun ishalatiladi.
Tolalar elementar va texnik tolalarga bo‗linadi. Yanada maydaroq tolalarga bo‗linmaydigan yakka tolalar elementar tolalar deb, bir necha elementar tolani birbiriga yopishtirib olingan kompleks tolalar texnik tolalar deb ataladi. Bu ikkala tolaning uzunligi cheklangan bo‗lib, bir necha o‗n-yuz mm ga yetadigan, elementar ip uzunligi bir nechao‗n va yuz metrga yetadigan elementar toladir.[11]
To‗qimachilik iplari elementar tolalar yoki iplarinng birikishidan hosil bo‗lgan hamda to‗qimachilik buyumlari tayyorlash uchun yaraydigan har xil uzunlikdagi ingichka, qayishqoq va pishiq jismlardir.
Tabiatda turli-tuman tolalarning soni ko‗p, lekin to‗qimachilik sanoatida ishlatish uchun ular ma‘lum xossalarga ega bo‗lishi: avvalo pishiq, qayishqoq, sirti g‗adurbudur, yeyilishga chidamli bo‗lishi lozim. Shunga monand ushbu mavzuda shu talablarni qanoatlantiradigan to‗qimachilik tolalari haqida gap ketadi. Lekin hamma yerda ular qisqa va oddiy qilib tolalar deb yuritiladi.
Umumiy xossalari – elastiklik, pishiqlik, yeyilishga chidamlilik, bo‗yaluvchanlik va hokazolardan tashqari, har xil tolalar o‗ziga xos maxsus xossalarga ham ega bo‗ladi va shu xossalarga qarab tegishli joylarda ishlatiladi.13
Kelib chiqishi hamda kimyoviy tarkibiga ko‗ra to‗qimachilik tolalari tabiiy va kimyoviy tolalarga bo‗linadi.
Insonning bevosita ishtirokisiz tabiatda shakllanadigan va asosan organik geterotsep tabiiy yuqori molekulyar birikmalardan tashkil topgan tolalar tabiiy tolalar hisoblanadi.
Tabiiy tolalar uch guruhga:o‗simlik tolalari (paxta, zig‗ir, nashao‗simligi, kanop, sizal va hokazo), hayvonot tolalari yoki oqsil tolalar (jun, ipak) hamda anorganik, mineral tolalarga (asbest) bo‗linadi.
Paxta tolasining fizik-mexanik xossalariga chiziqli zichligi (yo‗g‗onligi), uzunligi, pishiqligi, uzayishi va qayishqoqligi, yeyilishga, egilishga, qisilishga, buralishga hamda tolaning tola ustida sirpanishga qarshiligi, gigroskopikligi, rangi, elektr va issiqlik o‗tkazuvchanligi kiradi.
Chiziqli zichlik — tolaning eng muhim xossalaridan biri. Bu kattalik ma‘lum uzunlikdagi tola qanday massaga ega ekanligini ko‗rsatadi. Chiziqli zichlik teks deb ataladigan birliklardao‗lchanadi.
Teks-1 km tolaga (kalava ipga) keltirilgan, grammda yoki 1 m tolaga keltirilgan, milligrammda ifodalanadigan massa (g/km; mg/m).
T=g/l,
Bu yerda: T - tolaning, kalava ipning chiziqli zichligi, teks, g — tola massasi, g yoki mg; l — tola uzunligi, km yoki m.[12]
Juda ingichka tolanio‗lchash uchun ba‘zan milliteks kattaligi ishlatiladi. U 1 km tolaning milligrammdagi massasini ko‗rsatadi. Demak, milliteks (mteks) birliklari teks birliklaridan ming marta kichik. Shuning uchun tolaning mteksda ifodalangan ko‗rsatkichi teksda ifodalanganidan 1000 marta katta bo‗ladi.
Tolaning chiziqli zichligi oqibat natijada uning ko‗ndalango‗lchamlarini belgilaydi. Shuning uchun, bir karashda, tolaning ko‗ndalang kesimi diametri yoki yuzini aniqlash kerak. Biroq buni amalga oshirish qiyin. Birinchidan, shunday ingichka jism - tolaning diametrini amaldao‗lchash qiyin; ikkinchidan, uning diametri butun uzunligi bo‗yicha bir xil emas; uchinchidan, tolaning ko‗ndalang kesimi butun uzunligi bo‗yicha har xil shakl vao‗lchamda bo‗ladi. Shuning uchun to‗qimachilik tolalarining ko‗ndalango‗lchamlari nisbiy kattaliklar bilano„lchanadi. Ilgarilari shunday kattaliklardan biri tola (kalava ip)ning raqami hisoblanar, u bilan tolaning ingichkaligi baholanar edi. Raqam (M) — tola uzunligining massasiga nisbati kattaligi. Hozirgi vaqtda mamlakatimizning to‗qimachilik sanoatida nomer o‗rniga chiziqli zichlik (teks) ishlatiladi. Ular orasida quyidagi bog‗liqlik mavjud.
N = 1000/T,
Nomerdan teksga o‗tilishiga sabab shuki, teks to‗g‗ri kattalik hisoblanadi, ya‘ni tolaning ko‗ndalang o‗lchamlari qancha katta bo‗lsa, uning chiziqli zichligi yoki teks kattaligi ham shuncha katta bo‗ladi. Aksincha, raqam ko‗ndalang o‗lchamlarga teskari kattalik: tolaning ko‗ndalang o‗lchamlari qancha katta bo‗lsa, nomer shuncha past bo‗ladi.
Mamlakatimizda yetishtiriladigan o‗rtacha tolali paxta tolalarining chiziqli zichligi 0,16...0,22 teks, ingichka tolalalarniki 0,12...0,16. Shuning uchun o‗rtacha tolali paxtadan chiziqli zichligi o‗rtacha kalava ip, ingichka tolali paxtadan chiziqli zichligi kichik kalava ip ishlab chiqariladi. Chiziqli znchligi kichik kalava ipdan yupqa yoki juda pishiq gazlamalar, trikotaj va iplar tayyorlanadi.
Tolaning uzunligi ham paxtaning sifatini belgilaydigan juda muhim xarakteristikadir. Tola qancha uzun bo‗lsa, u kalava ipdagi boshqa tolalar bilan shuncha ko‗proq tutashadi va ularni ajratib olish shuncha qiyinlashadi. Demak, uzun tolalardan chiziqli zichligi bir xil bo‗lgan pishiq kalava ip olish mumkin, boshqa tomondan, ancha uzun tolalardan normal pishiqlikdagi ingichka kalava ip olish mumkin. Bu holda gap ixtiyoriy uzunlikdagi tola haqida ketyapti.
Tolaning pishiqligi deb, uning ch o‗zuvchi kuchlarga qarshilik qilish xususiyatiga aytiladi. Pishiqlikni baholash uchun uzilish nagruzkasn kattaligidan, ya‘ni tola uzilguncha chidaydigan eng katta kuchdan foydalaniladi.
Cho‗zilish va qayishqoqlik ham tolalarning muhim xossalaridir. Tolaga ch o‗zuvchi kuch qo‗yilganda u uzayadi, ya‘ni deformatsiyalanadi.
Deformatsiyalar ikki xil: qaytar va qaytmas yoki plastik bo‗ladi. Qaytar deformatsiya o‗z navbatida, qayishqoq va elastik deformatsiyalarga bo‗linadi.
Qayishqoq uzayish (qayishqoqlik) tolani tashkil qilgan polimerlarning zarralari orasidagi masofaning bir oz o‗zgarishi bilan bog‗liq bo‗lib, nagruzka olingandan keyin darhol yo‗qoladi. Elastik uzayish shunday uzayishki, bunda deformatsiya nagruzka olingandan so‗ng darhol emas, balki ma‘lum vaqt o‗tgandan keyin yo‗qoladi.
Plastik (qoldiq) uzayish nagruzka olingandan keyin ham yo‗qolmaydi. Elastik uzayish tolalar polimerlari makromolekulalarining qayta gruppalanishi va konfiguratsiyasining o‗zgarishi bilan bog‗liq. Plastik uzayishga sabab shuki, makromolekulalar zvenolari orasida ancha katta masofalarga qaytmas siljishlar ro‗y beradi.
Tolalarning uzayishi va ayniqsa, qayishqoq uzayishi juda qimmatli xossasi hisoblanadi. Ma‘lum nagruzkada tola qancha ko‗p uzaysa, u tasodifiy zarbli ta‘sirlarga shuncha yaxshi chidaydi. Tolaning qayishqoq uzayishi qancha katta bo‗lsa, ko‗p marta tushadigan nagruzkalarga tola shuncha yaxshi chidaydi va o‗z ko‗rinishini hamda undan tayyorlangan buyumlarning xossalarini shuncha uzoq saqlaydi.
Paxta tolasining uzilishdagi umumiy uzayishi sortiga qarab 4...8% ga yetadi.
Shundan yarmi qayishqoq va elastik uzayishlar ulushiga to‗g‗ri keladi. Qayishqoq uzilish uzayishi kattaligiga ko‗ra paxta lub tolalaridan ustun turadi, lekin jun va ipakdan keyin turadi.
Tolalarning sirpanishga qarshiligi ularning sirti va shakli bilan belgilanadi. Boshqacha qilib aytganda, sirpanishga qarshiligi tolalarning ishqalanish koeffitsiyentiga va ilashuvchanligiga bog‗liq bo‗ladi. Bu kattaliklar qancha katta bo‗lsa, kalava ipdagi tolalarni sug‗urish shuncha qiyinlashadi. Demak, tolalar uzilgandan keyingina kalava ip uziladi. Agar tolalar juda silliq bo‗lganda edi, ya‘ni ular orasida ishqalanish kuchi paydo bo‗lmaganda edi, ulardan kalava ip tayyorlab bo‗lmas edi.
Tolalarning fizik xossalari ichida eng muhimi gigroskopikligi, rangi, issiqlik va elektr o‗tkazuvchanligidir.
Gigroskopiklik — atrof-muhitning namligi va temperaturasiga qarab materialning namlik miqdorini o‗zgartirish xossasi. Tolada ma‘lum miqdorda nam bo‗ladi. Havoning namligi oshganda yoki temperaturasi ko‗tarilganda tolalarning namligi oshadi yoki aksincha. Agar tola shunday xossaga ega bo‗lsa, u gigroskopik hisoblanadi. Tolalarning bu ajoyib xossasi ko‗p jihatdan gazlamalarning gigiyenik va ekspluatatsion xossalarini belgilaydi.
Tolalardagi namlik miqdori, bir tomondan, uning kalava ipga qayta ishlanish xususiyatini belgilaydi. Ikkinchi tomondan, u tolalarning massasiga ta‘sir qiladi. Shu sababli paxtani qabul qilib olish uchun konditsion namlik tushunchasidan foydalaniladi.
Amaldagi namlik — materialning sinash paytidagi namligi. Bu namlik materialdan ketgan suv massasining materialning mutlaq quruq massasiga nisbati sifatida aniqlanadi. Konditsion namlik normalangan shartli namlik bo‗lib, normasi standartda belgilab qo‗yiladi.
Terib olingan chigitli paxta tayyorlov punktlariga yuboriladi. Bu yerda u dastlabki tozalanadi va quritiladi. Paxta yopiq omborlar yoki bostirmalarda saqlanadi. Bunday joylar yetishmagan taqdirda paxta g‗aramlarga to‗kilib, ustiga brezent yopib qo‗yiladi. Juda iflos paxta UPX-1.5-A tipidagi paxta tozalagichlarda tozalanadi.
Tayyorlov punktlari chigitli paxtani o‗zlari biriktirilgan paxtani dastlabki ishlash zavodlariga jo‗natadi. Bu zavodlarda quyidagi operatsiyalar bajariladi: dastlabki tozalash, tolalarni ajratish, tolalarni tozalash, tolalarni joylash, shuningdek momiqni (lintni) ajratish va chigitlarni tozalash[13].
Agar paxtani dastlabki ishlash zavodiga keltirilgan chigitli paxtaning ma‘lum massasini 100 % deb olsak, undan 30 ... 40 % paxta tolasi, 3 ... 5 % paxta momig‗i, 55 ... 65 % tozalangan chigit va 2 % tola chiqindilari olinadi.
Katta aralashmalar (toshlar, shoxlar, tayoqchalar) va mayda aralashmalar (barg hamda ko‗sak bo‗laklari va hokazo) dan tozalash uchun chigitli paxtani dastlabki tozalanadi.
Yirik va mayda begona (iflos) aralashmalarni ajratib olish uchun turli tipdagi tozalagichlardan foydalaniladi.
Yirik aralashmalarni tozalash uchun qoziq-arrali ChX-ZM-2 tozalagichlari, mayda aralashmalardan tozalash uchun qoziq-barabanli XChYe tozalagichlari va shnekli 6A-12M tozalagichlari ishlatiladi. 4-rasmda besh barabanli, qoziqli XChYe tozalagichining sxemasi ko‗rsatilgan. Yuklash bunkeri 1 ga tushgan chigitli paxtaga shpagat tutgich 2 ning ish organlari ta‘sir etadi. So‗ngra qoziqli titish barabanlari 3 ta‘sirida paxta bo‗shatish bunkeri 4 ga o‗tadi, iflos aralashmalari esa kolosnikli panjara 5 orqali iflosliklar kamerasiga tushadi.
5-rasmda shnekli 6A-12M tozalagichining sxemasi ko‗rsatilgan. Mashinaga tushgan chigitli paxta ikki mustaqil oqimga ajraladi va unga ustki qoziqli shneklar 1 ta‘sir etadi.
Chngitli paxta dastlabki quritish va tozalash operatsiyalaridan o‗tgandan so‗ng tola ajratish operatsiyasi boshlanadi. Bu operatsiya chigit sirtidagi tolani mexannk usulda ajratib olishdan iborat. Tolalarni chigitga yopishtirib turuvchi kuch tolalarning pishiqligidan 2 ... 3 marta kichik bo‗lgani uchun bu operatsiya oson ko‗chadi.
Tola ajratish operatsiyasiga quyidagi talablar qo‗yiladi: tolalar chigitdan to‗liq ajratib olinishi, tola va chigitlar shikastlanmasligi, tola, chigit hamda chiqindilar aralashib ketmasligi lozim.
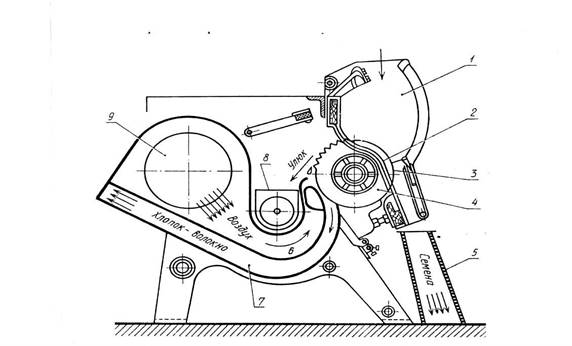
Tola ajratish operatsiyasi valikli yoki arrali mashinalar (jinlar)da amalga oshiriladi.
Zavod paxtani bir xil sifatli tolalardan iborat bo‗lgan kichik partiyalar - markalar tarzida chiqaradi. Bitta temir yo‗l vagoniga bir xil markali paxta ortilishi kerak. Har bir toyga zavod nomeri, partiya (marka) ning tartib raqami, toyning markadagi raqami, press quvvati va paxtani jo‗natgan temir yo‗l stansiyasi ko‗rsatilgan karton yorliqlar mahkamlab qo‗yiladi.
Har bir markaga qo‗shib beriladigan hujjatda tolalar toyining massasi, toydagi paxtaning sifati va tolaning zavod laboratoriyasida aniqlangan xossalari ko‗rsatiladi.
Tolalari ajratib olingan chigit sirtida kalta momiq (lint) bo‗ladi. Ana shu momiqni chigitdan ajratib olish uchun linterlashdan foydalanilad.
Linter mashinalarining ish organlari arrali jinlarnikigao‗xshaydi. Ularda ham momiqli chigitlar ta‘minlagichlarga uzatiladi. Ta‘minlagichlar ularni ish (chigit) kamerasiga bir tekis yunaltirib turadi.
4.4. Paxta va kimyoviy tolalarni (kard, apparat, qayta tarash) yigirish
Paxtani yigirish. Paxta tozalash zavodlarida dastlabki ishlov berilgandan so‗ng paxta to‗qimachilik korxonalariga yuboriladi. Bu yerda oldin yigiruv fabrikasiga yuborilib, u yerda tartibsiz tolalardan kalava ip tayyorlanadi. Kalava ipdan ko‗pgina to‗qimachilik buyumlari: gazlamalar, trikotaj, noto‗qima buyumlar, iplar olinadi.
Yigirish sistemalari. Tolalar massasidan kalava ip olish uchun paxta bir necha ishlov operatsiyalaridan o‗tishi lozim. Yigiruv fabrikalariga paxta presslangan holda keltiriladi.
Dastlabki ishlash zavodlarida dastlabki ishlov berilgandan so‗ng paxta yirik, iflos aralashmalar va chigitlardan tozalanadi. Biroq unda anchagina mayda aralashmalar, shuningdek shikastlangan (kalta) tolalar qoladi. Bu massadagi ayrim tolalar chigallashgan, bir-biriga yopishib qolgan yoki ularga iflos aralashmalar ilashgan bo‗ladi. Shuning uchun paxtani yigirishdagi barcha operatsiyalardan maqsad tolalarni tozalash, tolalarni titish va aralashtirishdan, so‗ngra ularni parallellash maqsadida tarashdan, so‗ng tarash mashinasida o‗tadigan navbatdagi operatsiya tarash deb ataladi.
Mashinaga paxta xolst yoki titilgan massa tarzida beriladi (xolstsiz ta‘minlash). Tarash mashinasida tolalar massasiga oldin arrali lenta va valiklar tishlari, so‗ngra mashina ish organlar garniturasining ingichka ignalari ta‘sir etadi. Buning natijasida paxta bo‗laklari ayrim tolalarga taraladi va ayni vaqtda yopishqoq aralashmalar hamda kalta tolalardan tozalanadi taralgandan so‗ng, qisman parallellashgan ingichka tolalardan diametri 1-3 sm li uzun bo‗sh yumaloq yarim fabrikat — pilta hosil bo‗ladi. Piltadagi tolalar taralgan, deyarli bir-biri bilan bog‗lanmagan, lekin to‗g‗rilanmagan bo‗ladi. Piltaning o‗zi yo‗gonligi bo‗yicha bir tekis bo‗lmaydi.
Tolalarni to‗g‗rilash va piltani tekislash uchun bir necha pilta qo‗shiladi, so‗ngra dastlabki piltalar yo‗g‗onligiga kelguncha ingichkalashtiriladi. Qo‗shish natijasida piltalar tekislanadi, chunki bir piltaning yo‗g‗on joylari ikkinchi piltaning ingichka joylarini to‗ldiradi. Pilta yanada ingichkalashtirilganda tolalar tekislanadi va piltao‗qiga nisbatan yo‗naladi. Piltani ingichkalashtirish uchun bir-biriga qisilgan silindrlar jufti (cho‗zish juftlari) orasidan o‗tkaziladi va old juftning tezligi ketingisinikidan pasaytirilads.
Navbatdagi operatsiya ( o‗tish) piltani kalava ip tayyorlash uchun yaroqlio‗lchamgacha ingichkalashtirishdan iborat. Bu operatsiya pilik mashinasida bajariladi. Uning cho‗zish pribori piltani ingichkalashtiradi. Bu o‗tishda olingan mahsulot pilik deb ataladi. U ingichka pilta bo‗lib, minimal pishiqlik berish uchun u bir oz pishitiladi.
Kalava ip tayorlashdagi oxirgi yakunlovchi operatsiya yigiruv mashinalarida bajariladi. Bu yerda pilik kalava ip yo‗g‗onligiga kelguncha cho‗ziladi, pishitiladi va ingichka hamda pishiq kalava ia hosil bo‗ladi. Yigirish jarayoni urchuq va begunokli halkali yigiruv mashinalarida yoki urchuqsiz pnevmomexanik mashinalarda bajariladi.
Yigiruv fabrikasida paxtani qayta ishlashning bayon qilingan izchilligi karda (oddiy) izchilligi deb ataladi. Paxtani karda sistemasida qayta ishlash tartibi 1jadvalda ko‗rsatilgan.
1-jadval
Jihozlar va ishlab chiqariladigan mahsulot
Qayta ishlash bosqichi
Halqali usul Pnevmo mexanik usul Titish, savash, tozalash Titish-savash agregati, Titish-savash agregati, xolst xolst
Tarash Tarash mashinasi, pilta Tarash mashinasi, pilta Bir tekis pilta tayyorlash Pilta mashinasi (2 Pilta mashinasi (2
o‗tish), pilta o‗tish), pilta
Pilik tayyorlash Pilik mashinasi, pilik -------
(ingichkalashtirish) hosil bo‗ladi
![]() Kalava ip tayyorlash Xalqali
yigiruv Pnevmomexanik yigiruv mashinasi, kalava ip mashinasi, kalava ip Paxta
kalava ipning ko‗p qismi shu sistemada ishlab chiqariladi. Bundan
tashqari, qayta tarash, apparat va melanj sistemalari ham mavjud. Karda va
qayta
Kalava ip tayyorlash Xalqali
yigiruv Pnevmomexanik yigiruv mashinasi, kalava ip mashinasi, kalava ip Paxta
kalava ipning ko‗p qismi shu sistemada ishlab chiqariladi. Bundan
tashqari, qayta tarash, apparat va melanj sistemalari ham mavjud. Karda va
qayta
tarash sistemalarida yigirishning ikki usuli: halkali va pnevmomexanik usullari bo‗ladi.
Hozirgi vaqtda apparat sistemasi o‗rniga karda sistemasi qo‗llanilmoqda. Unda rotorli pnevmomexanik yoki aerodinamik yigiruv mashinalaridan foydalaniladi.
Melanj sistemasi umuman karda sistemasini takrorlaydi, lekin unda paxtani bo‗yash bilan bog‗liq bo‗lgan qo‗shimcha o‗tishlar bo‗ladi.
Yaqin vaqtlargacha mavjud bo‗lgan karda sistemasidagi mashinalar zanjirida 12 ta o‗tish bor edi. Hozirgi vaqtda o‗tishlar soni 6 tagacha qisqartirilgan. Kelgusida o‗tishlar soni 3 tagacha qisqartirilishi mumkin (sxemaga qarang).
Qayta tarash sistemasining qayta ishlash izchilligi 2-jadvalda ko‗rsatilgan.
|
Qayta ishlash bosqichi |
Mashina |
Olinadigan mahsulot |
|
Titish va savash Tarash Qayta tarashga tayyorlash
Qayta tarash
Bir tekis pilta tayyorlash Pilik tayyorlash
Kalava ip tayyorlash |
Titish-savash agregati Tarash mashinasi Pilta ulash va xolst cho‗zish mashinasi
Qayta tarash mashinasi
Pilta mashinalari (2-3 o‘tish)
Pilik mashinalari (1 yoki bir necha o‗tish) Yigiruv mashinalari |
Xolst Taralgan pilta Xolstcha
Qayta taralgan pilta
Pilta
Pilik
Kalava ip |
|
|
||
Qayta tarash sistemasida chiziqli zichligi kichik yoki o‗rtacha, lekin ancha pishiq kalava ip ishlab chiqariladi. Bunday kalava ip ingichka tolali paxtadan ishlab chiqariladi. Karda sistemasidagiga qaraganda qayta tarash sistemasida olingan kalava ip ancha pishiq, tekis, silliq va toza bo‗ladi. Bunday kalava ip olish uchun jarayonga taroq bilan tarash operatsiyasi ham kiritiladi. Bu operatsiyada tolalar taroq bilan taraladi, natijada pilta qisqa tolalar (tarandilar)dan tozalanadi. Qayta tarash mashinalaridan chiqayotgan pilta uzun, tekis, yaxshi to‗g‗rilangan tolalardan iborat bo‗ladi, shuning uchun yuqori sifatli kalava ip oliiadi.
Qayta tarash jarayonida uzun tolalar isrof bo‗lmasligi va shikastlanmasligi uchun tolalar yetarlicha to‗g‗rilangan, mashinaga tushayotgan mahsulot esa bir tekis bo‗lishi lozim. Shuning uchun karda sistemasidagi qayta tarash mashinalaridan chiqayotgan pilta qo‗shimcha ikkita tayyorlash operatsiyasidan o‗tkaziladi: 16—20 ta pilta xolst qilib biriktiriladi va xolstlar cho‗ziladi (ingichkalashtiriladi).
Apparat sistemasida tolalarni qayta ishlash tartibi 3-jadvalda keltirilgan.
|
Qayta ishlash bosqichi |
Mashina |
Olinadigan mahsulot |
|
Ayrim Xomashyo turlarini titish va savash Aralashtiish
Tarash va pilik olish Kalava ip tayyorlash |
Xomashyo xiliga qarab titish va savash jihozlari Qo‗lda yoki mexanik usulda aralashmalardan to‗shamalar tayyorlash Tarash apparati Yigiruv mashinasi |
Titilgan tolalar massasi
Tolalar aralashmasi
Pilik Kalava ip |
Apparat sistemasida uncha pishiq bo‗lmagan g‗ovak mayin kalava ip ishlab chiqariladi. Bunday kalava ipning sifatiga yuqori talablar qo‗yilmaydi. Xomashyo sifatida har xil uzunlikdagi tolalar, ko‗p miqdorda chiqindilar (kuyindilar), shuningdek har xil tolalar aralashmalari ishlatiladi. Har xil tolalar aralashmalarini titish va savash operatsiyalari alohida bajariladi, keyin tolalar aralashtirilib, ayni vaqtda moylanadi. Apparat sistemasining o‗ziga xos xususiyati shundaki, tarashdan keyin mahsulotni ingichkalashtirish cho‗zish jarayonida emas, balki paxtani tarab ayrim piltalarga ajratish va piltalarni bo‗shginao‗rib ulardan piliklar hosil qilish yo‗li bilan bajariladi. Bu sistemada tarash operatsiyasi 2—3 karda tarash o‗tishini va pilik karetkasini o‗z ichiga oladigan tarash apparatlarida bajariladi. Olingan pilik yigiruv mashinasiga uzatiladi. Tarash apparatida olingan pilikda tolalar uncha
to‗g‗rilanmagan bo‗ladi, shuning uchun kalava ipning strukturasi g‗ovak chiqadi.
Yigirish fabrikasida tayyorlangan kalava ip to‗quvchilik fabrikasiga keltiriladi.
Bu yerda xom gazlamalar to‗qiladi. Gazlama to‗qish uchun asosan iplarning 2 sistemasi – tanda va arqoq sistemalari kerak bo‗ladi. Ularning xossalari va to‗quvchilikka tayyorlash usullari bir-biridan ancha farq qiladi.
To‗quvchilik stanogida xom gazlama to‗qishdan oldin kalava ipni to‗qishga tayyorlash lozim. Tanda kalava ipni tayyorlash jarayoni eng muhim va uzoq davom etadigan jarayon hisoblanadi. Arqoq kalava ipni tayyorlash osonroq bo‗lib, ba‘zan uni ma‘lum iqlim sharoitlarida tutib turish kifoya qilinadi. Tanda kalava ipni tayyorlash jarayoni 4 ta asosiy ketma-ket o‗tish:
• qaytao‗rash;
• tandalash;
• ohorlash;
• o‗tkazishdan iborat.[19]
Qaytao‘rash. Tanda kalava ipni qaytao‗rashdan maqsado‗ramdagi ip uzunligini oshirib, tandalash jarayonining samaradorligini va kalava ip sifatini tekshirishni ta‘minlashdir. To‗quvchilik fabrikalariga keltiriladigan kalava ipning ko‗p qismi massasi taxminan 100 g dan keladigan kichik g‗altaklargao‗ralgan bo‗ladi. Tandalash jarayonida bunday g‗altakdagi kalava ipdan foydalanilganda jarayonning uzluksizligini va mahsulotning sifatli chiqishini taminlash qiyinlashadi, shuning uchun kalava ip qaytao‗raladi.
Bundan tashqari, kalava ipda har xil nuqsonlar bo‗lib, ularni shu bosqichda yo‗qotish qulay.
Kalava ipni qaytao‗rash jarayoniga quyidagi talablar qo‗yiladi: kalava ipning fizik-mexanik xossalari yomonlashmasligi, iplarning tarangligi doim birdek va hamma bobinalarda bir xil bo‗lishi, bobinalardagi ipning uzunligi maksimal hamda partiyalardagi barcha bobinalarda bir xil bo‗lishi, iplarning uchlari pishiq va qulay tugunlar bilan ulab qo‗yilishi kerak va hokazo.
Kalava ipo‗rash mashinalarida qayta o‗raladi, keyingi vaqtlarda ularning o‗rniga o‗rash avtomatlaridan foydalanilmoqda.
Tandalash. Kalava ipni tandalashning mohiyati ma‘lum uzunlikdagi va ma‘lum miqdordagi iplarni tandalash valigi yoki to‗quvchilik navoyiga o‗zaro parallel qilib o‗rashdan iborat. Kalava ip yuqori sifatli qilib tayyorlanishi uchun tandalash jarayoniga quyidagi talablar qo‗yiladi:
• kalava ipning fizik-mexanik xossalari yomonlashmasligi lozim;
• kalava ipning butun partiyasi uchun iplarning tarangligi bir xil va doimiy bo‗lishi lozim;
• o‗ramlar silindr shaklida bo‗lishi va iplar bir xil zichlikdao‗ralishi kerak; ip uzilganda, uzilgan uchi yo‗qolmasligi uchun mashina tez to‗xtashi lozim;
• partiyadagi barchao‗ramlar iplarining uzunligi bir xil bo‗lishi kerak.
Amalda paxtadan olingan kalava ipni tandalashning 2 usuli: partiyalab va piltani tandalash usullari qo‗llaniladi. Partiyalab tandalash usulida kalava ip tandalash valiklariga o‗raladi (tandalanadi). Bu valiklar keyin partiyalar tarzida (2 dan 10 tagacha) ohorlash mashinasiga yuboriladi. Ancha unumli bo‗lgan va kalava ip sifatliroq tandalangani uchun bu usul keng tarqalgan. Piltali tandalashda tandalash mashinasi barabaniga birin-ketin bir nechta piltao‗raladi, keyin barcha piltalardagi iplar to‗quvchilik navoyiga qaytao‗raladi. Bu usul guldor va ba‘zan pishitilgan kalava ip olish uchun bo‗yalgan kalava ipni qayta ishlashda qo‗llaniladi.
Ohorlash. Kalava ipni to‗qimachilikka tayyorlash jarayonlari ichida eng muhimi ohorlashdir, chunki ohorlashda kalava ipga to‗qish jarayonining normal o‗tishiga yordam beradigan yangi xossa beriladi. Ko‗p olsalarda kalava ipni ohorlamay turib undan gazlama to‗qish mumkin emas.
Ayrim kalta tolalardan tashkil topgan yakka paxta ipining sirti tukdor bo‗ladi, chunki tolalarning uchlari kalava ipdan chiqib turadi. Tanda kalava ipini to‗quvchilik stanogida qayta ishlashda u ko‗pgina har xil ta‘sirlarga uchraydi, ya‘ni navbatdagi arqoq ipni urishda va bo‗shliq hosil qilishda taranglanadi, skaloga, lamelga, remizalar va berdoga ishqalanadi, egiladi. Bu ta‘sirlar natijasida iplar chuvaladi, ulardan ayrim tolalar tushib qoladi, kalava ipning tuzilishi buziladi.
Oqibatda kalava ipning yeyilishiga chidamliligi pasayadi va tez-tez uziladigan bo‗lib qoladi.
Ohorlashdan maqsad kalava ipning ko‗plab mexanik ta‘sirlarga (to‗qimachilik stanogida) chidamliligini oshirishdir. Buning uchun kalava ipga maxsus tayyorlangan yelimlovchi tarkib – ohor shimdiriladi. Ohor tarkibiga yopishtiruvchi komponentlar – kraxmal, un ishlatiladi. Parchalovchilar sifatida esao‗yuvchi natriy eritmasi va xloromin ishlatiladi. Yumshatgichlar ohorlangan kalava ipni egiluvchan qiladi. Yumshatgichlar sifatida paxta moyi, gilitsirin gigroskopik materiallar ko‗pincha gilitsirin ishlatiladi.
To‗qimachilik. To‗quvchilikka moslab tayyorlangan tanda va arqoq kalava iplardan to‗qish stanogida gazlama to‗qiladai. ―Navoy-1‖ (7-rasm) stanokdagi maxsus uyaga o‗rnatiladi.
Tanda iplari ikki navoydan chuvalanib skalka deb ataladigan valik 3 ni aylanib o‗tadi, tanda kuzatkich lamellari 4 va remizalar gulalari 5 dan o‗tadi va ular yordamida ikki qismga ajralib, bo‗shliq hosil qiladi. Keyin iplar berdo 6 panjaralari tishlariga o‗tadi. Berdo iplarni stanok eni bo‗yicha bir tekis tarqatadi. Hosil bo‗lgan bo‗shliqqa arqoq ipi 7 tashlanadi va berdo uni gazlama cheti 8 ga uradi.
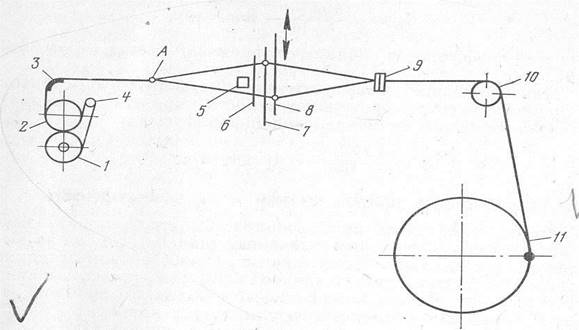
Shu tariqa hosil bo‗ladigan gazlamani valyan 10 to‗qish zonasidan tortib o‗tadi. Gazlama bunda maxsus tayanch-grudnitsa 9 ni aylanib o‗tadi. Valyandan keyin gazlama tovar valigiga rulon 11 tarzidao‗raladi. Hozirga vaqtda ip gazlama ishlab chiqarish sanoatida har xil gazlamalar to‗qish uchun turli-tuman to‗qish stanoklaridan foydalaniladi.
To‗qimachilik sanoatining asosiy texnik-iqtisodiy ko‗rsatkichlariga to‗quv stanoklarining unumdorligi kirib, to‗quv stanogining unumdorligi to‗quv stanogida ma‘lum vaqt davomida ya‘ni bir soatda stanokda ishlab chiqarilagan gazlamaning hajmi m dao‗lchanadi.
Stanokning nazariy unumdorligi:
п *60
Ум ![]() пог.м / ч
пог.м / ч
Ру *10
Bu yerda:
n – ctanok asosiy valining aylanishlar soni (minut);
Ру - arqoq ip bo‗ylab har 10 sm ga to‗g‗ri keladigan gazlamaning qalinligi.
Stanokning amaldagi unumdorligi:
п*60*
Уа ![]() пог.м/ч
пог.м/ч
Ру *10 Bu yerda:
n – ctanok asosiy valining aylanishlar soni (minut);
Ру - arqoq ip bo‗ylab har 10 sm ga to‗g‗ri keladigan gazlamaning qalinligi.[21]
-stanokning foydali vaqt koeffitsiyenti (=0,85...0,92).
To‗qimachilik ishlab chiqarishda ishlab chiqarishni mexanizatsiyalashtirish va avtomatlashtirish, ishlab chiqarish uchun sarflanadigan mehnat sarifini kamaytirish, ishchilarning jismoniy mehnatini yengillashtirish va uni yoqimliroq qilishdan iborat.
Ip-gazlama ishlab chiqarishni mexanizatsiyalashtirish va avtomatlashtirish bir necha yo‗nalishlar bo‗yicha amalga oshirilmoqda. Ularga ishlab chiqarishni kompleks mexanizatsiyalashtirish va avtomatlashtirish, bu tadbirlarni samarali
amalga oshirish uchun birin-ketin bir necha operatsiyalarni bajaradigan bir necha mashinalardantuzilgan potok liniyalarni yaratish kerak bo‗ladi.
Bu liniyalarda mehnat sarfini kamaytirishga oid bir necha vazifa, ya‘ni yarim fabrikatlarni liniyadagi bir mashinadan ikkinchisiga tashishni avtomatlashtirish, mahsulotni oldingi o‗tishdagi mashinadan olib, keyingi o‗tishdagi mashinaga o‗rnatishni yo‗qotish, texnologik jarayonlarning borishi hamda mahsulot parametrlarini nazorat qilishni avtomatlashtirish va shu kabi vazifalar bir yo‗la hal etiladi.
To‗qish stanoklarida to‗qilgan gazlama xom gazlama deb ataladi. Bunday holda u kam ishlatiladi. To‗qish fabrikalarida ishlab chiqarilgan gazlamalarning asosiy qismi pardozlanadi.
Pardozlashdan maqsad gazlamalarning tashqi ko‗rinishi va sifatini yaxshilashdir. Ko‗pgina gazlamalar pardozlangandan so‗ng yangi xossalarga ega bo‗ladi, ya‘ni g‗ijimlanmaydi,o‗tga, suvga chidamli bo‗ladi.
Pardozlash ishab chiqarishida ip-gazlama sanoatining oxirgi texnologik bosqichidir. Uning boshqa ishlab chiqarishlardan farqi shundaki, pardozlashda gazlama kimyoviy ishlovdan o‗tkaziladi.
Pardozlash ishlab chiqarishining texnologik jarayoni bir necha o‗tishni o‗z ichiga oladi va har bir gazlama uchun uning harakteristikasi va vazifasiga bog‗liq bo‗ladi. Pardozlash ishlabchiqarishining tarkibiga kirgan asosiy ishlab chiqarish texnologik jarayoni quyidagi o‗tishlarni o‗z ichiga oladi:
Xom gazlamalarni bo‗yashga va gul bosishga tayyorlash, buvutish, tolalarni tabiiy aralashmalardan hamda ulardan gazlamalar tayyorlashda tolalarga surkalgan qo‗shimcha moddalar (ohor, moy va h.k.)dan tozalash va gazlamalarni oqartirish uchun zarur. Tayyorlashdagi asosiy operatsiyalar:
Partiyani tanlash, tukni kuydirish, ohorni ketkazish, qaynatish, oqartirish, yaltiratish, tarashlash, eniga cho‗zish va tukchiqarish.
Bo‘yash – gazlamaga har xil rang berish uchun zarur;
Gul bosish - gazlamaga har xil naqshli gul bosish uchun zarur;
Oxirgi pardozlash – gazlamaning sifati va tashqi ko‗rinishini yaxshilash, shuningdek unga yangi xossalar berish uchun zarur.
Pardozlash ishlab chiqarishida oqartirilgan (oq), sidirg‗a bo‗yalgan yoki gul bosilgan holdagi tayyor gazlamalar ishlab chiqariladi. Xom gazlamalarning xiliga, shuningdek tayyor gazlamalarning xili va vazifasiga qarab, ularning har biri uchun tegishli jarayon tanlanadi (8-rasm).
Gazlamani oqartirish. Oqartirishdan maqsad gazlamani bo‗yash yoki gul bosishga tayyorlash, ya‘ni uning sirtini tolalar, tabiiy aralashmalar va ishlov berish jarayonida surkalgan qo‗shimcha moddalardan tozalash hamda gazlamaga oq rang berishdan iborat.
Tuk kuydirish jarayoni gazlama sirtidan ip tolalari uchlarini, tugunlarni ketkazish maqsadida bajariladi.
Ohorini ketkizishdan maqsad to‗quvchilikda kalava ipning yeyilishga chidamliligini oshirish uchun ohorlash paytida tanda iplariga surkalgan ohorni yo‗qotishdir.
Qaynatish. Gazlamani qaynatishdan maqsad kraxmal qoldiqlarini, sellyuloza yo‗ldoshlari – mumsimon va yog‗li peltin moddalar hamda azotli moddalarini ketkizishdir.
Gazlamani oqartirish jarayonidan maqsad undan tabiiy aralashmalar, sellyuloza, ayniqsa mumsimon aralashmalarni ketkizish, gazlamaga kulrang tus beradigan moddalarni rangsizlantirish va ketkizishdir.
Yaltiratish. Ip gazlamalarga kuyuvchi natriyning konsentrlangan eritmasida qisqa muddat ishlov berish jarayoni. Yaltiratishdan maqsad tolalarning fizikkimyoviy xossalarini o‗zgartirish hisobiga ularning pishiqligi va bo‗yaluvchanligini oshirishdir.
Tuk chiqarish. Qishki kiyimlar uchun mo‗ljallangan tukli gazlamalar guruhini tashkil qiladigan gazlamalardan (bayka, bumaziya, flaneyl) tuk chiqariladi. Ya‘ni gazlamaning bir yoki ikkala tomonida tuk - yumshoq momiq qatlami hosil bo‗ladi.
Noto‘qima materiallar deb bir yoki bir nechta qalinlikdagi to‗qimachilik materiallarini (tolali paxta, ip, kam pishiqlikdagi gazlamalarni) turli yo‗llar bilan biriktirilib tayyorlangan materiallarga aytiladi. Ular kichik qalinlikka, eni katta bo‗lgan va cheklanmagan uzunlikka ega bo‗lgan materiallar hisoblanadi. Agar tarash mashinasi va apparatidan chiqqan yupqa paxtadan ikki yoki undan ortiq qalinlikda xolst hosil qilinib, ular uzaro biriktirilsa (masalan, yelimlansa) noto‗qima
material hosil bo‗ladi. Umumiy holatda noto‗qima materiallar ikki elementdan iborat bo‗lib, ulardan biri asos, ikkinchisi esa bog‗lovchi element hisoblanadi. Asos material sifatida tolali xolst ishlatiladi. Bog‗lovchi materiallar sifatida esa iplar ishlatilib, ular tolali xolstlardan yoki polimer moddalardan (polietilen, kauchuk) moddalaridan tayyorlangan bo‗lishi mumkin. Noto‗qima materiallarni ishlab chiqarishda mexanik, kimyoviy texnologiyalardan foydalanish mumkin. Hozirda korxonalarda AChV-1, AChV-V, AChV-Sh-250 tipidagi mexanik texnologiyada ishlovchi agregatlardan foydalaniladi. Ulardan tashqari hozirda korxolarda Chexiya va Germaniyaning ―Araxiye‖, ―Malivatt‖, ―Mammo-1600‖, ―Malipol-1600‖ agregatlaridan ham foydalanib noto‗qima materiallar ishlab chiqarilmoqda. Bu agregatlarda keng diapozonli xossalarga ega bo‗lgan noto‗qima materiallarni ishlab chiqarish mumkin. Shuningdek bu sohada texnologiyalarni takomillashtirish, noto‗qima materiallarning fizik-mexanik xossalarini yaxshilash, avtomatlashtirilgan ishlab chiqarishni tashkil etish bo‗yicha bir qator ishlar amalga oshirilmoqda.
Noto‗qima materiallarini ishlab chiqarish texnologiyasi o‗z ichiga quyidagi jarayonlarni oladi:
Tolani tayyorlash, xolstni hosil qilish, tolalarni bir-biriga biriktirish, ya‘ni tolalar orasida bog‗larni hosil qilish va olingan materialni pardozlash, ya‘ni unga maxsus xossa berish jarayonlari kiradi.
Noto‗qima materiallarni olinishi. Noto‗qima materiallarning asosi tkurli tolalardan tayyorlanadi. Ular tabiiy yoki kimyoviy tolalar bo‗lishi mumkin.
Noto‗qima materiallarni ishlab chiqarishining o‗ziga xos bo‗lgan xususiyati shundaki, bu usulda past sifatli Xomashyolar, ishlab chiqarish chiqindilari, kalta tolalar (3 mm gacha bo‗lgan) Xomashyo sifatida ishlatiladi. Tolali Xomashyoni tayyorlashdan maqsad bir tarkibli tola aralashmasini hosil qilishdan iborat. Tolani tayyorlash jarayonida tola titiladi va natijada u o‗simlik va mineral qo‗shimchalardan tozalanadi. Komponentlar tanlanib, ulardan zarur bo‗lgan sifatdagi bir xil aralashma hosil qilinadi. Noto‗qima materiallarni olish uchun tolali xolstni tayyorlab olish kerak, ularda tola bog‗lovchi kuchlar orqali ushlanib turiladi. Xolstni shakllantirishning quyidagi usullari mavjud: mexanik, aerodinamik, elektrostatistik va gidravlik usullari mavjud.
Mexanik usulda xolstni shakllantirish uchun tarash mashinasidan chiqqan paxta chiqindisini bir necha yo‗l bilan joylashtirilib, yoyilib chiqiladi. Bunda shlyapali, valikli tarash mashinalari ishlatiladi.
Aerodinamik usulda esa pnevmatik usullar qo‗llanilib, ularda Xomashyo avval titiladi. Titilgan Xomashyodan havo yordamida xolst shakllantiriladi.
Elektrostatistik usulda xolstni shakllantirish tolalarni statistik elektr zaryadlarini olishiga asoslanadi.
Gidravlik usulda xolst tayyorlash jarayoni tolalarga suvli suspenziya usuli bilan ta‘sir etishga asoslanadi. Suvli suspenziyaning miqdori 2-8 %ni tashkil etishi lozim.
Noto‗qima materiallarni olishda eng ko‗p qo‗llaniladigan usul teshish-to‗qish, igna-sanchish va yelimlash usullaridir.
Yelimlash usulida noto‗qima materiallarni olishning ikki varianti mavjud, ya‘ni tolani quruq va ho‗l usul yordamida amalga oshiriladi. Birinchi usulda quruq bog‗lovchi materiallardan, ya‘ni termoplastik shtapel tolalari va iplaridan (atsetat, polimvinel xlorid) kukunlar, plenkalar ishlatiladi. Ularning erish temperaturasi asosiy tolaning erish temperaturasidan ancha past bo‗ladi.
Ho‗l usulda yelimlashda suyuq bog‗lovchi moddalar ishlatilib, ular polimerlarning suyuq dispersiyasi sifatida bo‗ladi. Ularga polivinel spirti ksantogenat sellyulozasi va boshqalar ishlatiladi. Bog‗lovchi moddalarning qotishi natijasida tolalar orasida bog‗lanish hosil bo‗ladi.
Noto‗qima materiallarni ishlab chiqarish texnologiyasi yangi texnologiyalarga asoslangan bo‗lib, ko‗p mehnat sarf qilinadigan jarayonlarni kamaytirishga olib keladi. Bu yo‗l bilan yigirish, to‗qish jarayoniga sarflanadigan xarajatlarini anchaga qisqartirish mumkin. Mehnat unumdorligini oshirish, jarayonlarni avtomatlashtirish va arzon Xomashyolardan foydalanish imkoniyatini beradi. Ya‘ni bu usulda to‗qimachilik sanoati chiqindilari va ikkilamchi Xomashyolardan mahsulotlar ishlab chiqarishga erishish mumkin. Hozirda sanoat miqyosida turli xildagi maishiy va texnik maqsadlar uchun ishlatiladigan noto‗qima materiallar ishlab chiqarilmoqda.
1. o‗zbekiston yengil sanoatining asosiy tarmoqlari va rivojlanish omillari to‗g‗risida ma‘lumot bering. Sizning fikringizcha eng yetakchi tarmoqlar qaysi?
2. To‗qimachilik sanoatida ishlatiladigan xom ashyolar, to‗qimachilik tolalari, tasnifi, tuzilishi va texnologik xossalari haqida nimalarni bilasiz?
3. Chigitli paxtaga dastlabki ishlov berish (quritish, tozalash, tola ajratish operatsiyalari) qanday bosqichlardan iborat?
4. Paxta va kimyoviy tolalarni yigirish sistemalari (kard, apparat, qayta tarash) ni Venn diagrammasi asosida tushuntirib bering?
5. Kalava ipni to‗qishga tayyorlash, to‗qimachilik, gazlamalarni pardozlash jarayonlarini va ularning gazlama sifatiga bog‗liqligini misollar orqali yoritib bering?
6. Yigirish va to‗qish tsexlarida fan-texnika taraqqiyotining ahamiyati?
7. Pardozlash va noto‗qima materiallar ishlab chiqarish sanoatida fan-texnika taraqqiyoti?
To‗qimachilik eramizdan oldingi 2500- yil oldin paydo bo‗lgan. Boshida qo‗l bilan to‗qish, keyinchalik qo‗lda to‗qish dastgohi paydo bo‗ldi(9-rasm). XIV asr ohiriga kelib batanli va majburiy k o‗tarish mexanizmli dastgoxlar paydo bo‗ldi. 1733- yil mokkilik dastgoxlari(mokki- samolyot) ixtiro qilindi, qo‗l to‗qima matolarini ishlab chiqarish unumdorligini sezilarli darajada ko‗tarildi. XVIII asr s o‗ngida Rossiyada mexanik to‗quv dastgoxlari paydo bo‗ldi. 1798- yilda Peterburgda
Aleksandrovskiy fabrika – Rossiyada birinchi mexanizatsiyalashgan to‗qimachilik dastgohlarida mato ishlab chiqaruvchi fabrikaga asos solindi. 1894- yil mokki ichini avtomatik tarzda almashtiruvchi uskuna bilan jihozlangan avtomatik dastgoh ishlab chiqarildi.

Hozirgi kunga kelib mokkilik dastgohlar unumdorligi qoniqtirmagani uchun chet el davlatlari va Rossiyada yangi turdagi to‗quvchilik dastgohlari ishlab chiqarilgan. Bu turdagi dastgohlar:
-Mikro-kuyuvchi dastgohlar;
-Pnevmatik dastgohlar (ip qattiq xavo yordamida qo‗yiladi);
-Pnevmougli dastgohlar;
-Uchli dastgohlar;
-Gidravlik dastgohlar (ip suv bilan og‗izdan otib o‗tkaziladi);
-To‗lqin og‗izli dastgohlar; -Mokkili dastgohlar.
Mato bu to‗qimachilik dastgohlarida, ikki yo‗nalishdagi iplarni bir-biriga perpendikulyar ravishda to‗qish va bir tekislikda bir biriga to‗qish. Matoning bo‗yiga kelayotgan iplar asosiy, qolgan kelayotgan iplar asos deyiladi. Ham eniga ham bo‗yiga kelayotgan iplar jamlanmasi urdak deyiladi.
To‘qimachilik iplarga (pryaja) qo‘yilgan talablar. To‗qimachilikda qo‗llaniladigan iplar quyidagi asosiy talablarni qoniqtirishi kerak:
• aniqlangan(belgilangan) chiziqli zichlik (teks) va bir me ‗yorli chiziqli zichlikga ega bo‗lishi;
• uzunlikga yetarli darajadagi kuchga va bir me‗yordagi kuchga ega bo‗lishi;
• belgilangano‗ram va bir me‗yordao‗ralgan bo‗lishi kerak;
• toza va tashqi nuqsonsiz (tugun, begona iplar) bo‗lishi kerak;
• to‗qima ishlab chiqarishga kelgan taxlamalar to‗g‗rio‗ralgan bo‗lishi kerak.
Yigiruv fabrikasidan, to‗qima ishlab chiqarishga kelgan (to‗qimachilik iplari) kalavalar to‗qimachilik mahsulotlari bo‗lishidan oldin belgilangan tehnologik o‗tishdan o‗tadi.
Ipnio‘rash - katta uzunlikdagi kalavani taxlashga qulay bo‗lishi uchun amalga oshiriladi. Ipnio‗rash,o‗rash mashinalarida yokio‗rash aftomatlarida amalga oshiriladi.o‗rash jarayonida kalava konussimon babinada tahlashga tayyor holda chiqadi.
Ipni tayyorlash- bobina qo‗yish quyi joyidan tayyor valiklar partiyasi olinadi.
Ipni tayyorlash, partiyaviy (konussimon bobinalar qo‗yish joyidan tayyor valiklar partiyasi olinadi), lentali(konussimon bobinalar qo‗yish joyidan to‗qimachiliko‗rami) bo‗g‗inli.
O‗lchamliklar tayyor ip partiyalaridan to‗qimachiliko‗ramlari olinadi.
Ipni ajratish - asos iplari to‗qimachilik dastgohini egiluvchi ishchi anjomlarida ajratiladi.
Ipni bog‘lash - ishlanib bo‗lgan to‗qimachilik kalavasini almashtirish, xarakatlanuvchi tugun bog‗lovchi mashina yordamida amalga oshiriladi. Bu jarayonda eski kalava uchi yangi kalava uchi bilan bog‗lanadi va to ‗qish jarayoni davom ettiriladi.
Urdaksimon kalava. Kalavanio‘rash - konussimon babina taxlashga qulay bo‗lishi uchun mokkisiz dastgohlarda ishlatiladi.
Kalavani namlantirish - kalava ichidagi bosimni tushirish uchun qilinadi. Bu uchun parlash honalaridan foydalaniladi.
To‗qimachilik - to‗qimachilik dastgohlarida mato ishlab chiqarish. Buning uchun o`rdaksimon kalavalar tayyorlov sexidan to‗qish sexiga olib kelinadi. To‗qimachilikni asosi bir-biriga parallel ketuvchi matoga nisbatan to‗g‗ri keluvchi iplardan tashkil topgan. Mato to‗qimachilik dastgohida ikki xil yo‗nalishdagi iplarni birin ketin to‗qish natijasida paydo bo‗ladi.
Mato turiga qarab mato ishlab chiqarish uchun to‗qimachilik dastgohlari har xil turlaridan foydalaniladi. Lekin mato ishlab chiqarishning umumiy ko‗rinishi o‗zgarmaydi.
To‘qimachilik dastgohida mato to‘qish. To‗qimachilik dastgohining (10rasm) asosiy ishchi a‗zolari – remizka 14, mokki 7 va taroq 6. Kalavadan ochiluvchi asos iplari 1, yegirib aylantiruvchi kaltakdan 3o‗tib gorizontal holatga keladi. So‗ngra lamel 4 teshiklaridano‗tib va galevo k o‗zidan -15, remizka 14 dan o‗tadi. Mokkidan o ‗tib harakatlangan ip taroq 6 va batan 16 oralig‗ida borib-qaytish harakatini amalga oshiradi. Mato hoshiyasiga kelgan asos iplari, urdaksimon iplar bilan to‗qilib mato hosil qiladi.
To‗qimachilik dastgohi vazifasi iplarni to‗qish asosida mato olish. Bunga har xil mehanizm va asosiy ish a‘zolarining kelishilgan holdagi harakati natijasida erishiladi.
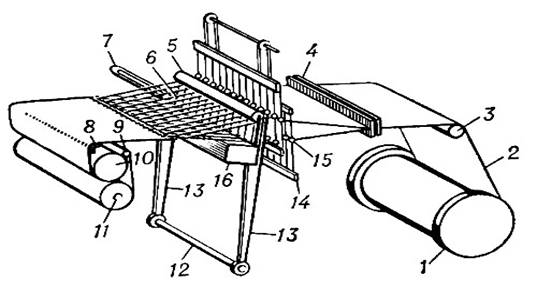
10-rasm. To‘qimachilik dastgohida mato to‘qish:
1---to‗qimachilik kalavasi; 2---asos iplari; 3---aylantiruvchi kaltak(o‗qlov); 4--lamel; 5---ustki qism; 6---taroq; 7---mokki; 8---to‗plagich; 9---yo‗naltiruvchi valik;
10---bosgich; 11---yuk valiki; 12---batan osti valiki; 13---batan parragi; 14---remizka; 15---galevo ko ‗zi; 16---batan.[24]
To‗qimachilik dastgohi vazifasi iplarni to‗qish asosida mato olish. Bunga har xil mehanizm va asosiy ish a‘zolarining kelishilgan holdagi harakati natijasida erishiladi.
To‗qimachilik dastgohining asosiy ish a ‗zolari:
Remizka—urdaksimon ip yetqizilishiga olib keladi.
Mokki—urdaksimon iplar urdak hosil bo ‗lishini nazorat qiladi. Taroq—mato hoshiyasiga urdaksimon ipni olib borib uradi.
Bostgich—tayyor matoni olib o‗tadigan val.
To‘qimachilik dastgohining asosiy ish a’zolari.
Ish a‗zolari maxsus mexanizmlar yordamida ishga tushiriladi. Yo‗nalishiga qarab hamma mehanizmlar uch guruhga bo‗linadi:
Asosiy ish mehanizmlari. Mato ishlab chiqarish tehnologik jarayonni hosil qiladi. Unga:
Dastgohni ishga tushirish mehanizmi—to ‗qimachilik dastgohini elektrodvigatelni o‗z ichiga oladi.
Jangovar mehanizm — urdaksimon ipni yetqizib beradi.
Batan mehanizmi — mato hoshiyasiga urdaksimon ipni taroq bilan olib boribo‗radi.
Asosni tushirish va tortish mehanizmi — to‗qimachilik kalavasidan asosni tushirib va tortishni nazorat qiladi. Bu mehanizmlar ikki guruhga bo‗linadi:
- asosiy to‗xtash (tormoz) — ipni tortilishi to‗xtashning ishqalanish kuchi hisobiga ushlab turiladi, kalavani aylanib ketishiga qarshilik ko‗rsatadi, asosni qo‗yib yuborilishi asosni tortilish kuchi to‗xtash kuchidan oshganda amalga oshadi.
- asosiy sozlagich — kalavani o‗zi aylantiradi. Bu mehanizmlar tortish datchigi sifatida ishlatiladi.
Matonio‘rash va chekinishi mexanizmi —o‘ralgan matoni olib o‗tadi va asosni bo‗ylama yo‗nalishga olib o‗tadi. Tezlikni o‗zgartirish bilan chiqayotgan mato zichligini nazorat qiladi.
Qo‘shimcha ishchi mehanizmlar — bu mexanizmlar mato ishlab chiqarishning tehnologik jarayonida to‗g‗ridan-to‗g‗ri ishtirok etmaydi, lekin dastgohni ishlab chiqarish unumdorligini k o‗tarishga yordam beradi.
Xavfsizlik mexanizmlari — bular to‗qimachilik dastgohining ishlashini nazorat qiladi, agar ishlashda o‗zgarish(xatolik) yuzaga kelganda dastgohni to‗htatib ogohlantiradi. Bular:
Asosiy kuzatgich — asosiy ip uzilganda dastgohni to‗xtatadi.
Urdaksimon kuzatgich — urdaksimon ip uzilganda dastgohni to‗htatadi.
Qulflovchi mexanizm — mokki o‗z qutisiga kirmaganda dastgohni to‗xtatadi.
Ehtiyotkorona munosabat va to‗g‗ri qarash mato va to‗qimachilik maxsulotlarini ishlatish ishlash muddatini oshiradi. Quyida matolarga qarash va qanday tudagi matoni yuvish va quritish uchun qilinadigan vazifalarni keltiramiz.
Paxtadan qilingan matolarga qarash. Paxtadan qilingan maxsulotlar juda mustahkam va yuqori issiqlikni yahshi k o‗taradi. Paxtaning hususiyati namlikni o‗ziga tez olishi, kamchiligi esa tez buklanishi va yuvganda qattiq siqilishini aytishadi. Paxta yuvilganda juda sekin quriydi.
Paxtadan to‗qilgan matolarni kir yuvish mashinasida 30-40 gradusda yuvish mumkin. Oq rangli kiyimlarni umumiy yuvish vositalarida, rangli kiyimlar esa— yumshoq yuvish vositalari bilan va sayqallash (otbelivatel) vositalarisiz yuviladi. Tez ranggi chiqadigan kiyimlar faqat sovuq suvda yuviladi.Chayqash uchun suvga tuz qo‗shing (1osh qoshiq 10 l suvga). Kiyimni rangi chiqishini bilish uchun bir uchini suvga solib oq mato ustida qattiq siqing. Agar matoda rangli dog‗ qolsa u holda rangli kiyimlarni alohida yuving. Bezak berilgan narsalarni ho‗l holatda iling. Paxta matolardan tikilgan kiyimlarni namlab dazmol qilish tavsiya etiladi.
Zig‘ir poya tolasidan tikilgan mahsulotlarga qarash. Zig‗irpoya tolasidan qilingan matolar yaltiramaydigan nursiz va tekis yuzaga ega. Bu matolar kam chang oladi, titilmaydi, namni yahshi oladi va tez quriydi. Bu matolar juda pishiqligi bilan ajralib turadi.
Zig‗irpoya tolasidan qilingan matolarni qaynatish mumkin. Bu matolarni kir yuvish mashinasida 30-40 gradusda yuvish mumkin. Rangli matolarni 60 gradusda yuviladi. Yuqori qizigan dazmolda namlantirgich bilan dazmollash kerak.
Jundan to‘qilgan matolar. Jundan to‗qilgan matolar issiqlikni juda yahshi saqlaydi, nisbatan kam kir bo‗ladi va juda g‗ijimlanadi. Ba‗zida g‗ijimlarni to‗g‗irlash uchun kiyimni yuvinish honasiga ilib qo‗yish yoki suv sepish bilan yo‗qotish mumkin.
Jundan to‗qilgan matolar faqat qo‗lda jun uchun yumshoq yuvish vositalari bilan yuviladi. Bu matolarni qattiq ishqalash va siqish mumkin emas. Jun uzoq ivitishni yoqtirmaydi. Yuvilgan kiyimlar siqilmaydi, ehtiyotkorlik bilan paxmoq sochiqgao‗raladi. Quritish jarayonida ilib qo‗yish mumkin emas. Nam mato ustidan dazmollash kerak.
Ipak mahsulotlariga qarash. Hamma ipak mahsulotlar namni tortadi, o‗z vaznining teng yarmi miqdorida tez quriydi. Ipak matolarda terlash natijasidagi namlik tez ko‗tariladi, lekin dog‗ qolishi mumkin. Spirt bilan artilganda dog‗lar qolmaydi.
Ipak mato mahsulotlarini faqat qo‗lda va sal iliq suvda yuvish kerak. Siqish va qo‗l bilan ishqalash mumkin emas.
Yuvilgandan keyin sovuq suvga sirka qo‗shib chayqalsa jilosi qaytadi. Ipak mahsulotlarini nam holatda ichki tomonida dazmollanadi. Xo‗llash mumkin emas, dog‗ bo‗lib qolishi mumkin.
Trikotaj mahsulotlariga qarash. Trikotaj mahsulotlarini qo‗lda yoki kir yuvish mashinasida 30 gradusda yuvish vositalari bilan yuvish mumkin. Yuvib bo‗lingan mahsulotlar yengil siqib quruq matoga yoyiladi. 150 gradusda va ichki tomondan dazmol qilinishi kerak.
Viskoza mahsulotlariga qarash. Viskoza tolasi har xil ishlov berishda o‗zining yarqirashi va zichligiga qarab ipakni, paxtani, hattoki junni eslatishi mumkin. Viskoza mahsulotlari namni yaxshi tortadi, lekin ho‗l holatda o‗z zichligini yo ‗qotadi. Shuning uchun ehtiyotlik bilan yuvish talab etiladi. Qo‗lda va kir yuvish mashinasida 30 gradusda yuviladi. Qattiq siqish mumkin emas. Ipak matogao‗xshab dazmollanadi.
Atsetat mahsulotlariga qarash. Atsetat mahsulotlari qo ‗lda yoki 30-40 gradusda kir yuvish mashinasida yumshoq yuvish vositalari bilan yuviladi. Siqish mumkin emas. Ipak matogao‗xshab dazmollanadi.
Poliester mahsulotlariga qarash. Poliester mahsulotlarini 40 gradusda kir yuvish mashinasida yuvish mumkin. Ipak matogao‗xshab dazmollanish tavsiya etiladi.
Atlas mahsulotlariga qarash. Atlas mahsulotlarini 30 gradusda yumshoq kir yuvish kukuni bilan yuvish mumkin. Atlasni ishqalash, siqish mumkin emas.Yuvilgandan so‗ng sirka qo‗shilgan sovuq suvda chayqalsa o‗z jozibasi qaytadi. 150 darajali dazmol bilan ichki tomonidan dazmollash kerak.
Shifon mahsulotlariga qarash. Shifon maxsulotlari 30 gradus darajada qo‗lda kir yuvish kukuni bilan yuviladi.150 darajadagi issiq dazmol bilan ichki tomonidan dazmollash tavsiya etiladi.
Laykra (mayin mato) maxsulotlariga qarash. Layka maxsulotlarini qo‗lda yoki 40 gradusda kir yuvish mashinasida yuvish vositalari bilan yuvish kerak. 150 darajada nam mato orqali dazmollash kerak.
Baxmal (duxoba) maxsulotlariga qarash. Baxmal va velyur maxsulotlarini dazmol og‗irligida dazmollash kerak. Ichki tomonidan suv sepib dazmol yengil yurg‗izilib dazmollaniladi. Baxmal matolar cho‗zilib ketmasligi uchun dazmollash paytida eniga emas faqat bo‗yiga dazmollash kerak.
Tafta matosidan qilingan maxsulotlarga qarash. Tafta tolasidan qilingan matolar va suniy ipak mahsulotlarini bir oz nam holatda ichki tomonidan dazmol qilinadi. Tafta va sun‗iy ipak maxsulotlarini aylantirib siqish va siqib yuvish ta‗qiqlanadi. Yuvilgan narsalar quruq matoga yoyilib ustidan yana mato yopilib biroz bosilsa ortiqcha suvlar chiqadi.
Krujeva (to‘r) mato mahsulotlariga qarash. Krujeva kraxmal bilan ishlov berilib (3-5 litr suvga 3 osh qoshiqda kraxmal) keyin old tomonidan dazmollash kerak.
To‗qimachilik va yengil sanoat mahsulotlarini sertifikatsiya qilish qoidalari o‗zbekiston Respublikasi standartlashtirish, metrologiya va sertifikatsiyalash qo‗mitasi tomonidan belgilangan. o‗zbekiston Respublikasi ichki bozori va eksport qilinayotgan to‗qimachilik va yengil sanoat mahsulotlari sertifikatsiya qilinadi.
To‗qimachilik va yengil sanoat mahsulotlarini majburiy sertifikatsiyasi qonun bilan belgilangan davlat standartlari, sanitar qoidalari va normalari, xavfsiz xayotni ta‗minlash, foydalanuvchi sog‗ligi va atrof muhit ximoyasi talablaridan kelib chiqib qilinadi.
Sertifikatsiya qilinayotgan mahsulotlarning talabi sertifikatsiya ko‗rsatgich talablariga mos kelishi kerak. Sertifikat berishning asosiy talabi to‗qimachilik va yengil sanoat mahsulotlarining ijobiy gigienik xulosasining mavjudligi bilag belgilanadi.
Ixtiyoriy sertifikatsiyani belgilangan talablar asosida ariza bergandan keyin sertifikatsiya qilish idoralari tomonidan o‗tkaziladi. To‗qimachilik va yengil sanoat mahsulotlarini sertifikatsiya qilish tashkilotlari quyidagilar:
-Tashkilotning markaziy idorasi (TMI);
-TMI qoshidagi maslahat berish idorasi ittifoqi;
-TMI qoshidagi appelyatsiya bo ‗yicha komissiya;
-Sertifikatsiya idorasi (SI);
-Tayinlangan (belgilangan) sinov labaratoriyalari (TSL);
Sertifikatsiya qilish tartibi o‗z ichiga quyidagilarni oladi:
-Sertifikatsiya idorasiga a‗riza berish;
-Arizachi tomonidan berilgan hujjatlar asosida to‗qimachilik va yengil sanoat mahsulotlarini birlamchi identifikatsiya qilish;
-Ariza bo‗yicha qaror qabul qilish;
-Bir turdagi mahsulotlarni yig‗ish;
-Tayinlangan sinov labaratoriyasini tanlash;
-Bir turdagi mahsulotlardan namuna olish va ularni solishtirish;
-Sinov o‗tkazish;
-Ishlab chiqarish holatini tekshirish;
-Ishlab chiqarish sertifikati yoxud muvofiqlik sifati;
-Olingan sinov natijalarinio‗rganish asosida sertifikatsiya berish talablarini ko‗rib chiqish;
-Sertifikatsiya qilingan mahsulotni inspeksion nazorat qilish;
-Muvofiqlik talablariga javob bermagan yoki noto‗g‗ri qilingan mahsulotlarni to‗g‗irlash jarayonini ishlab chiqish va nazorat qilish.
Sertifikatsiya o‗tkazish uchun arizachi belgilangan sertifikatsiya idorasiga to‗qimachilik va yengil sanoat mahsulotlari sertifikatsiya qilish uchun ariza yuboradi.
Arizaga qo‗shimcha (ilova) qilib hujjatlar nusxasi, masulotlarni kelib chiqishini tasdiqlovchi hujjat, soni va sifati va gigienik xulosani taqdim qiladi.
Sertifikatsiya qilish idoralari yetti kundan oshmagan muddatda arizani ko‗rib chiqadi.
Salbiy natijalari bor arizalar sertifikatsiya o‗tkazishga rad javobini beradi. Rad javobi berishining sababini asoslab kamchiliklarni bartaraf qilib takroran ariza yuborilishini tavsiya qiladi.
Sertifikatsiya idoralari to‗qimachilik va yengil sanoat mahsulotlarini identifikatsiyasini o‗tkazish quyidagi talablar asosida o‗tkaziladi:
-arizada belgilangan nomi bo‗yicha;
-chiqayotgan mahsulotlarni sifati, sonini tasdiqlovchi hujjatlar;
-ishlab chiqaruvchiga tegishli ekanligi;
-mahsulotlar o‗z yo‗nalishi bo‗yicha ishlatishi qoidalari bo‗yicha.
Kamchiligi bor hujjatlar asosida sertifikatsiya idoralari arizachiga belgilangan sinov o‗tkazish uchun o‗zining vakilini sinov o‗tkazish uchun yuborishni talab qiladi. Sertifikatsiya idorasi bir xil mahsulotlar guruhini tashkil qiladi, namunalar oladi va akt tuzadi. Namuna olingan mahsulotlar aktini namuna olgan idora vakili va arizachi tasdiqlaydi. Shundan so‗ng sertifikatsiya idorasi namunalarni qaysi ko‗rsatgich asosida sinovdan o‗tkazib berishini so‗rab xat orqali sinov labaratoriyasiga yuboradi. Ishlab chiqaruvchi to‗g‗risida ma‗lumot bermaydi. Sinov labaratoriyalari sertifikatsiya sinovini belgilangan hujjatlar asosida o‗tkazadi. Sinov natijalarini sinov bayonnomasiga kiritadi.
Sinov bayonnomasini sinov labaratoriyasi rahbari, bajaruvchi va sertifikatsiya idorasi vakili tasdiqlaydi. Bayonnoma nusxalari labaratoriyada 3 yildan kam bo‗lmagan muddatda saqlanadi.Arizada ko‗rsatilgan hujjatlar va bayonnomaga asoslanib to‗qimachilik va yengil sanoat mahsulotlarini yakuniy identifikatsiyasini o‗tkazadi. Idora to‗qimachilik va yengil sanoat mahsulotlarini sinov natijalarinio‗rganib chiqib sertifikat berish yoki bermaslik qarorini qabul qiladi.
1. To‗quvchilik jarayonini ta ‗riflab bering ?
2. To‗qimachilik dastgohida mato qanday paydo bo‗ladi ?
3. To‗qimachilik ishlab chiqarishning texnologik chizmasi qanday ?
4. To‗qimachilik va tikuv-trikotaj mahsulotlari qanday sharoitda saqlanadi?
5. To‗qimachilik mahsulotlarini ishlab chiqarish qanday texnik-normativ hujjatlar asosida belgilanadi?
6.1.Tayyorlov tsexi vazifalari
Tayyorlov tsexini asosiy vazifasi tikuv korxonaning bichuv tsexini gazlama va boshqa qo‗shimcha materiallar bilan bir tekisda ta‘minlashdir. Korxonani beto‗xtov ishlashini ta‘minlash uchun tayyorlov tsexining texnologik jarayonlarini har bir bo‗limida ma‘lum xajmida materiallarni zahirasi bo‗lishini tashkil qilish kerak. Bu maqsadga erishish uchun tsexda quyidagi ishlar bajariladi:
1. Korxonaga keltirilgan gazlamalarni tushirish va qabul qilib olish.
2. Qabul qilib olingan gazlamalarni omborga joylashtirish va vaqtincha saqlash, gazlamalarnio‗rovidan ochish.
3. Gazlamalarni sifatini tekshirish, gazlama to‗plarining uzunligini va eninio‗lchash.
4. Gazlama to‗plarini to‗shama uchun xillash va hisoblash.
5. Har bir model uchun konfeksion karta tuzish.
6. Gazlama to‗plarini hisob kartaga asosan to‗shama qavatlarga qirqish.
7. Bo‗rlama tayyorlash.
8. Avra, astar va qotirma gazlamalarini to‗shamaga mo‗ljallab xillash va saqlash.
9. Gazlamani bichish tsexiga uzatish.[25]
Bajariladigan ishlarga ko‗ra tayyorlov tsex quyidagi bo‗limlarga ajratiladi:
• gazlamanio‗rovini ochish;
• gazlamani sifatini tekshirish;
• sifati tekshirilgan gazlamalarni saqlash;
• sifati tekshirilgan gazlamalarni saralash, hisoblash va bichish tsexiga uzatish;
• bo‗rlama tayyorlash;
• nuqsonli gazlamalar va qoldiqlarni saqlash.
Tikuv korxonalar gazlamalar, noto‗qima material, bezak material, furnitura, ip va buyum tikishda kerak bo‗ladigan boshqa mollarga ushbu materiallarni ishlab chiqaradigan korxonalar bilan shartnoma tuzadi. Ta‘minlovchi (mol yuboruvchi) tomondan mollar shartnoma asosida belgilangan muddatda yuboriladi. Tikuv korxonalarga gazlamalar ko‗pincha konteynerlarda yoki mashinalarda to‗p yoki toytoy bo‗lib keladi. Korxonaga kelgan materiallarning assortiment miqdori va sifati mol bilan birga kelgan hujjatlarga solishtirib tekshiriladi. Avval mol umumiy holati bo‗yicha, ya‘ni molning umumiy og‗irligi, tamg‗asi buzilmaganligi,
nechao‗ramligi,o‗ramlarning nomeri, molning sifati tekshiriladi. Gazlama to‗pining uzunligi va eninio‗lchash vaqtidao‗lchov qaydnomasi va to‗pning pasporti 2 ta nusxada to‗ldiriladi. To‗pning pasportida quyidagilar ko‗rsatiladi:
1. Gazlamaning artikuli;
2. Haqiqiy uzunligi;
3. To‗pdagi bo‗laklarning uzunligi;
4. Nuqsonlar orasidagi nuqsonlar;
5. Nuqsonlarnio‗lchami va nomi;
6. Gazlamaning har 3 metrdagi eni;
7. Milksiz va milki bilano‗lchangan eni;
8. Gazlamaning rangi, tuki bor-yo‗kligi, gulining harakati ko‗rsatiladi;
9. To‗pning saqlash joyi (javon qatorining tartib raqami, qator uyasining tartib raqami) ko‗rsatiladi;
10. O‗lchangan sana.
To‗p pasportining bittasi gazlama to‗piga yopishtiriladi, ikkinchisi esao‗lchov qaydnomasiga qo‗yiladi, undan gazlama to‗pini hisoblash vaqtida foydalaniladi.
Sifati tekshirilgan gazlamalar rulon qilibo‗raladi va sifati tekshirilgan gazlamani saqlash zonasiga o‗tkaziladi. Tikuvchilik korxonalarning tayyorlov tsexida bajarildigan ishlarning yana biri tikuv tsexlarida tikiladigan har bir modelga konfeksion karta tuzishdir. Konfeksion karta konfeksioner tomondan tuziladi va bosh muxandis tasdiqlaydi. Unda avra, astar, qo‗shimcha materiallarning artikuli va namunali, bezak materiallar, tugma nomeri va ularning namunalari ko‗rsatiladi, undan tashqari modelni tashqi ko‗rinishi (rasmi) chiziladi. Konfeksion karta modelga ajratilgan texnik hujjat asosida tuziladi.
Tayyorlov tsexda gazlamalardan ratsional foydalanish, ya‘ni qoldiqsiz bichish maqsadiga gazlama to‗plari to‗shamalarga mo‗ljallab hisoblanadi. Gazlamaning enidan va uzunligidan ratsional foydalanish uchun gazlama bo‗laklarining ko‗p to‗shamali hisobi qo‗llaniladi. Tikuv korxonalarida gazlama to‗plarini avtomatlashgan hisoblash usullari mavjud.
Tayyorlash tsexida bajariladigan ishni ikkita qismga bo‗lish mumkin:
1. Gazlamalarni qabul qilish va omborlarga joylashtirish.
2. Gazlamalarni tekshirish va ularni bichuv tsexiga uzatish.
Birinchi qism bo‗yicha ishlarni asosan gazlama saqlaydigan ombor xodimlari bajaradi. Ular keltirilgan mollarni hujjatlar bo‗yicha tekshirib qabul qilishadi, mollarni omborlarga joylashtiradilar. Agar mollarni qabul qilish vaqtida biron bir noaniqliklar bo‗lsa, albatta ta‘minlovchilardan vakillardan chaqirtirib bu noaniqliklar hal qilinadi. Gazlamalarni bichishga tayyorlash bilan bog‗liq bo‗lgan ishlar tayyorlash tsexining o‗zida bevosita amalga oshiriladi. Bunda quyidagi ishlar bajariladi:
• har bir gazlama bo‗lagi alohida tekshiriladi.
• har bir bo‗lak gazlama hisoblanadi.
• tekshirilgan gazlama bo‗laklari bichish tsexiga uzatiladi.
Gazlama bo‗laklari qiya yoki gorizontal stollarda tekshiriladi. Bunda har bir bo‗lakning uzunligi, har uch metrda gazlama eni, to‗qimachilik nuqsonlari aniqlanadi va bu aniqlangan raqamlar ―bo‗lakning pasporti‖ degan hujjatda qayd qilinadi.
Gazlama bo‗laklari ham belgilangan muddat ichida tekshirilib ko‗rilishi kerak.
Bu vaqtda ham noaniqliklar bo‗lsa, ta‘minlovchiga xabar beriladi va kerakli ma‘lumotlar, aktlar tuziladi. Bu tsexda yana bir bajariladigan ishlardan bo‗lib har bir bo‗lakni hisoblash kiradi.
Gazlama bo‗lagini to‗shamaga tashlash uchun uni aniq qat‘iy tartibda saqlash kerak. Tekshirilgan gazlamalar artikuli, eni, rangiga qarab hamda ishlanishiga qarab joylashtiriladi.
Gazlamani saqlash qishki payt 16-20 gradus, namligi 75 %, yozgi payt tashqaridagi haroratdan 3 %ga oshmasligi kerak.
6.2. Tayyorlov tsexining asosiy bo‘limlari va ularni loyihalash Yengil sanoat korxonalari iste‘mol tovarlarining xilma-xil turlarini ishlab chiqarar ekan, bunda assortimentlarning tez-tez o‗zgarib turishi, eski turdagi mahsulotlarni yangilari bilan almashinib turishi bilan farq qiladi.
Yangi mahsulotlarni ishlab chiqarishga tayyorlash, bu ishlab chiqarishni boshqarishdagi asosiy vazifalardan bo‗lib, ishlab chiqarishni tashkil qilishni asosiy bo‗limini tashkil etadi.
Ishlab chiqarishni texnik tayyorlash bu yangi modellarni yaratishdan tortib, to tayyor mahsulot xoliga kelguncha kadar bajariladigan ishlarni beto‗xtov amalga oshirish bilan bir qatorda ularga bajarishga sarflangan vaqtni kamaytirishni ham hisobga olish kerak bo‗ladi.
Yangi mahsulotlarni ishlab chiqarishga tayyorlash va uni ishlab chiqarishga joriy qilish bir qancha ishlarning yig‗indisidan iboratdir. Ilmiy tadqiqot ishlari, yangi modelni konstruksiyasini yaratish bo‗yicha ishlar, texnologik jarayonni ishlab chiqish va boshqalar.
Demak, ishlab chiqarishni texnik tayyorlashni tashkil qilish bu ishlab chiqarishni tashkiliy texnik darajasini oshirish, yangi buyumlarni loyihalashtirish yoki ishlab chiqarilayotgan mahsulotlarni modernizatsiya bilan bog‗liq bo‗lgan ishlarni yig‗indisidan iborat.
Ishlab chiqarishni texnik tashkil qilishning mazmuni va vazifasi shu korxonaning tashkiliy, texnik rivojlanish dasturi asosida belgilanadi va aholining talab, ehtiyojlari hisobga olinadi.
Yengil sanoat korxonalari o‗zida ishlab chiqarilayotgan mahsulotlarning xilmaxilligi, mehnat sarfining har xilligi, texnik ishlov berishning xilma-xilligi bilan farq qiladi. Bu esa ishlab chiqarishni texnik tayyorlashni tashkil qilish masalalarini ancha murakkablashtiradi. Shuning uchun ishlab chiqarishni texnik tayyorlashni tashkil qilish ishlarini samaradorligini oshirish maqsadida detallarini unifikatsiya qilish, standartlashtirish masalalariga katta ahamiyat beradi.
Unifikatsiya deganda ishlab chiqarishning texnologik jarayonini, mahsulot detallarini, ishlab chiqarishda ishlatiladigan texnik hujjatlarni soddalashtirish yoki bir-biriga yakinlashtirish tushuniladi.
Ishlab chiqarishni standartlashtirish deganda bu hamma uchun umumiy bo‗lgan va bajarilishi majbur bo‗lgan shart-sharoitlar va koidalarni yaratishdan iboratdir.
Ishlab chiqarishni texnik tayyorlashni o‗zi, quyidagi qismlardan tashkil topadi[26]:
1. Ishlab chiqarishni konstruktorlik tayyorlashni tashkil qilish;
2. Ishlab chiqarishni texnik tayyorlashni tashkil qilish;
3. Ishlab chiqarishni iqtisodiy tayyorlashni tashkil qilish.
Ishlab chiqarishni texnik tayyorlash quyidagi bosqichlarda amalga oshiriladi:
• dastlabki ma‘lumotlarni to‗plash;
• yangi mahsulotni ishlab chiqish bilan bog‗lik bo‗lgan ishlab chiqarish jarayonini loyihalash;
• iqtisodiy samaradorligini hisoblash, yangi mahsulotlarni ishlab chiqariladigan potoklarning iqtisodiy samaradorligini hisoblash.
Bichish tsexining asosiy vazifasi – tikuv tsexlarini bichiq bilan bir tekis beto‗xtov ta‘minlashdir. Bichish tsexi tajriba, tayyorlov va tikuv tsexlari, furnitura ombori, bosh mexanik bo‗limi bilan bog‗langan holda ish olib boradi. Tayyorlov tsexidan gazlama to‗plarini va bichish uchun hujjatlarni oladi, tajriba tsexdan andozalarni, texnik hujjatlarni, gazlama sarfini va joylama nusxasini tayyorlab beradi, furnitura omboridan har bir buyum turi uchun furniturani, bosh mexanik bo‗limidan texnik jihozlarni va ehtiyot qismlarni oladi, tikuv tsexiga komplektlangan bichiqlarni tayyorlab beradi.
Bichish tsexida quyidagi texnologik operatsiyalar bajariladi:
• gazlama qavatlarini to‗shash.
• to‗shama sifatini tekshirish.
• to‗shama yuqori qavatida bo‗rlama bajarish yoki tayyor bo‗rlamani yozib,o‗chgan bo‗r chiziqlarini tiklash.
• to‗shamani tamg‗alash.
• to‗shamani rasmiy hujjatlantirish.
• to‗shamani bo‗laklarga bo‗lish va asosiy katta buyum detallarini qirqib olish.
• buyum o‗rtacha va mayda detallarini tasma pichoqli bichish mashinasida qirqib olish.
• bichiqlar sifatini tekshirish.
• bichiqlarni komplektlash.
• buyum detallarini nomerlash.
• preyskurant yorliq va kalkulyatsion talonlarni chop etish.
• buyumni yo‗l varaqasini yozish.
• bichiq detallarini komplektlash va preyskurant yorlig‗i, kalkulyatsion taloni va yo‗l varaqasi bilan bog‗lash.
• bichiqlarni saqlash va tikuv tsexiga uzatish.
Bichish tsexini tizimi tajriba va tayyorlov tsexlarining tizimlari bilan bog‗liq. Shuning uchun yuqorida qayd etilgan texnologik operatsilar tarkibi bichish tsexida tanlangan tashkiliy-texnologik yechimiga bog‗liq.
Bichish texnologik jarayonini ratsional variantini tanlashda bichish tsexining ko‗p variantli hisoblari olib boriladi va ularning asosiy texnika-iqtisodiy ko‗rsatkichlari taqoslanadi: mehnat unumdorligi, bitta bichiqni tayyorlashga sarflanadigan vaqt va uning tannarxi, ishlab chiqarish maydonidan foydalanish koeffitsiyenti va boshqalar. Bichish texnologik jarayonini loyihalash uchun dastlabki ma‘lumot sifatida korxonaning ishlab chiqarish dasturi olinadi.
Gazlamalarni to‘shash - bichish tsexining asosiy operatsiyalaridan biri hisoblanadi. Gazlama hisob kartasiga asosan qo‗lda yoki mashinada to‗shaladi.
To‗shama qavatlari avval to‗shamaga mo‗ljallab qirqib olingan bo‗lishi mumkin yoki gazlama to‗pidan to‗shaladi. To‗shamaning balandligi, ya‘ni qavatlar soni gazlama turiga bog‗liq va quyidagicha tavsiya etiladi:
• Kostyumbop gazlamalar - 28-30 qavat;
• Drap gazlamasi - 18-24 qavat;
• Ipak va astarlik gazlamalar - 50-60 qavat; Ip gazlamalar - 100-120 qavat.
Gazlamalarni to‗shash jarayonida quyidagi texnik shartlarga rioya qilish kerak:
1. Gazlama qavatlari milklari to‗shamaning bir tomoniga to‗g‗ri kelishi kerak.
2. To‗shama qavatlarni bir tekisda, tortmay to‗shalishi kerak.
3. To‗shama oxirida va gazlama uchlari tutashgan joylarda gazlama uning uzunasiga aniq perpendikulyar qirqilishi kerak.
4. Tukli gazlamalarni to‗shalganda barcha qavatdagi tuklar bir tomonga yo‗nalgan bo‗lishi kerak.
5. Gazlama gullari ma‘lum tomonga qaragan, katak va yo‗l-yo‗l gazlamalar to‗shalayotganda barcha qavatlarda gazlama gulini bir tomonga yo‗naltirib to‗shash kerak.
6. Artikullari bir xil gazlamalar birga to‗shalganda oldin bitta artikuldagi gazlama, keyin boshka artikuldagi gazlama to‗shaladi.
Gazlamalar asosan ikkita usulda to‗shaladi:
• o‗ngini- o‗ngiga qaratib yalang qavat;
• o‗ngini pastga qaratib yalang qavat (nuqsonli gazlamalarni bukib to‗shash mumkin).
o‗ngini o‗ngiga qaratib yalang qavat to‗shash usuli simmetrik juft detallardan iborat kiyimlarni bichishda ishlatiladi. Simmetrik detallari yo‗q kiyimlarni bichishda gazlamani o‗ngini pastga qatatib to‗shash maqul. Bu usulda to‗shamaning bir qavatidan kiyim barcha detallari bichib olinadi, bo‗rlamada to‗liq komplekt andaza joylashtiriladi. o‗ngini pastga qaratib to‗shalganda juft detallarni joylashtirishda bittasi chap tomon uchun, ikkinchisio‗ng tomon uchun bichiladigan bo‗lishi kerak. o‗ngini o‗ngiga qaratib to‗shalganda to‗shama ustki qavatiga yarim komplekt andoza joylashtiriladi, chunki to‗shamaning ikki ko‗shni qavatidan bitta buyum chiqadi. Shuning uchun to‗shama qavatlari juft bo‗lishi zarur. Gazlama o‗ngini pastga qaratib to‗shalganda to‗shama qavatlari juft yoki toq bo‗lishi mumkin. o‗ngini o‗ngiga qaratib to‗shalganda andozalar zichroq joylashtiriladi, andozalar orasidagi chiqindi miqdori kamayadi, bo‗rlama bajarilishi uchun vaqt ham tejaladi. o‗ngini o‗ngiga qaratib to‗shalganda juft detallar aniqroq chiqadi,chunki ular birga bichiladi. o‗ngini o‗ngiga qaratib to‗shash usuli afzalroq bo‗lgani uchun korxonalarda gazlamalar to‗shashni shu usuli keng qo‗lanadi.
Gazlamani qo‗lda yoki mashina yordamida to‗shash mumkin. Enli gazlamalar qo‗lda to‗shaladigan bo‗lsa, ularni ikki kishi to‗shaydi. Buning uchun avval gazlama to‗pi maxsus moslamalarga o‗rnatiladi. Gazlama uchining ikki burchagida ushlab, stol ustidan tortib, cheklovchi chiziqlargacha yetkaziladi. Gazlama uchini cheklovchi chizg‗ich bilan bostirib qo‗yiladi.
To‗shama qavati tekislanadi, gazlama milki to‗g‗rilanadi, qavat oxiri maxsus keskich yordamida qirqiladi. Ensiz gazlamalarni bitta ishchi to‗shash mumkin. Gazlamalarni to‗shash ko‗p kuch talab qiladi. Bundan tashqari ishchilar gazlamani qavatlarini xar xil kuch bilan tortishadi, bu esa to‗shama qavatlarini notekis cho‗zilishiga sabab bo‗ladi va bichiqlar sifatiga ta‘sir etadi.
To‗shamalarni to‗shashda to‗shovchilar ishini osonlashtirish uchun to‗shash mashinalari ishlatiladi.
Mexanzatsiyalashtirilgan to‗shash kompleksi MNK seksiyali to‗shamlarni xam bajaradi. Seksiyali to‗shash usulini afzalligi shunda-ki, bitta to‗pdagi gazlama to‗liq to‗shaladi, bunda to‗pdagi gazlama bo‗laklarga qirqilmaydi, bu esa gazlamani tejashga imkon beradi. Hozirgi vaqtda seksiyali to‗shash asosan ich kiyim va qo‗shimcha gazlamalarni to‗shashda qo‗llaniladi.
Yarim avtomatik va avtomatik ishlaydigan mashnalardan foydalanib, mexanizatsiyalashtirilgan to‗shash eng unumli va ishlov berish uchun qulay hisoblanadi. Avtomatlashtirilgan to‗shash mashinalari Germaniya, SShA, Yaponiya, Fransiya va boshqa davlatlarda ishlab chiqilmoqda. Ularning to‗shash tezligi gazlamaning cho‗zilishi va to‗shamaning uzunligiga qarab moslanadi. Ular quyidagilar bilan ta‘minlangan:
• gazlama to‗plarini k o‗tarish va yuklash qurilmalari;
• to‗shash karetkasini avtomatik k o‗tarish mexanizmi;
• gazlama milkini tekislash va ch o‗zmasdan bir tekisda to‗shash qurilmasi;
• to‗shama oxirida gazlama qavatini avtomatik qirqish qurilmasi;
• to‗shash jarayonida gazlama enini va qavatlar sonini hisoblash qurilmasi;
• to‗shamaning kerak joyida mashinani to‗xtatish qurilmasi.[27]
Keyin to‗shama tamg‗alanadi. Bunda to‗shamaning ustki qavatidagi har bir detalning ichiga to‗shama tartib raqami, buyumo‗lchami va bo‗yi, buyum modeli yozilgan belgi qo‗yiladi. Tamg‗ani qo‗yidagicha bajarish mumkin:
1. Bo‗r bilan;
2. Oson yuviladigan bo‗yoq bilan tamg‗a yordamida;
3. Qog‗oz yoki gazlama laxtagini yopishtirish bilan yoki ip bilan biriktirish.
Tikuvchilik korxonalarida turli xil gazlamalardan turli assortimentda buyumlar tikiladi. Ularni bichish uchun xilma-xil asboblar ishlatiladi. Hozirgi kunda uch xil bichiq usullari mavjud: mexanik, termofizik, termomexanik.
Ulardan mexanik usuli eng tarqalgan bo‗lib, tikuv korxonalarida keng qo‗llanalmoqda.
To‗shamani bo‗laklarga bo‗lish xamda ulardan yirik detallarni qirqib olish vertikal va disk pichoqli ko‗chma bichish mashinalarida bajariladi. Bichiq detallar komplektlangandan so‗ng nomerlanadi. Detallarni nomerlash uchun 68-A kl mashinasi ishlatiladi. Talonlar bitta ipli zanjir chok bilan tikiladi.
Bulardan asosiysi gazlama bo‗laklarini to‗shaganda faqat bir tomonini tekislash kerak. Gazlamalar to‗shalganda ostidagi to‗shalgan gazlamalarni surilib ketmasligiga ahamiyat berishi kerak. To‗shamalar mashinada bajarilganda bu ishni bitta ishchi amalga oshiradi, chunki to‗shama tayyorlaydigan mashinalar ma‘lum belgilangan programma asosida ishlaydi.
Bo‗rlamalar fabrikaning eksperimental tsexida yoki ko‗pincha bichish tsexlarida tayyorlanadi. Bo‗rlamani yuqori malakaga ega bo‗lgan ishchilar bajaradi. Bo‗rlama deganda to‗shamaning ustki bo‗lagi tushunilib, bunda shu bo‗lakning ustida ma‘lum razmer va rostdagi buyumning detallari joylashtiriladi.
Qirqish ikki bosqichda amalga oshiriladi.
1. Q o‗zg‗aluvchan elektr bichish mashinalarida to‗shama alohida-alohida bo‗laklarda ajratiladi.
2. Lentali bichish mashinalarida buyum detallari alohida kirqiladi.
Bichilgan detallar tsexning keyingi uchaskasiga uzatiladi. Bunda, detallarga tartib raqamlari qo‗yiladi. Astar va qotirmaga raqamlar ko‗pincha qo‗lda bor yoki qalamda yoziladi. Raqam qo‗yilgan detallar yig‗ishtiruv uchastkasiga yuborilib bu yerda bir buyum uchun kerakli bo‗lgan hamma detallar yig‗iladi, marshrut varag‗i to‗ldiriladi va ushbu hujjat bilan buyum detallari omborga yoki tikish tsexiga uzatiladi.
Bichish tsexida ham ishlab chiqarish potoksiz usulda amalga oshiriladi. Har bitta ishchi o‗ziga berilgan ishlab chiqarish vazifasi asosida ishini davom ettiradi.
1. Tayyorlov tsexini asosiy vazifasi nimadan iborat?
2. Bajariladigan ishlarga ko‗ra tayyorlov tsexi qanday bo‗limlarga ajratiladi?
3. Gazlama to‗pning pasportida nimalar ko‗rsatiladi?
4. Gazlamalarni bichishga tayyorlash bilan bogliq bo‗lgan ishlarga nimalar kiradi?
5. Gazlama sifatini tekshirish qanday amalga oshiriladi?
6. To‗shama nima, u qanday bajariladi?
7. Bo‗rlamani qanday tushunasiz?
8. Gazlamalar bichishga qanday tayyorlanadi?
9. Tikuvchilik tsexlarining asosiy vazifasi nimada?
10. Ishlab chiqarishni texnik tayyorlashni o‗zi qanday qismlardan tashkil topadi?
Old va ort bo‗laklarni dastlabki ishlov berishga detallar qirqimlariga ishlov berish qirqma, vitochka, burma choklar, valan, ryush, burma, koketkalar tikish kiradi. Ularga gazlama turiga va modelga muvofiq turli usulda ishlov berish mumkin.
Detal qirqimlarini titilishdan saqlash uchun ularga universal yoki kimyoviy usullarda ishlov beriladi. Universal usulda ishlov berishda detal qirqimlarini zanjir chokli yoki siniq baxyali maxsus mashinalarda yo‗rmalanadi yoki univresal mashinada bukib tikiladi. Gazlama turiga qarab baxya qatorning kengligi va zichligio‗lchamlari bir xil bo‗lmaydi. Yo‗rmash mashinasida chokning kengligi 3-6 mm, zichligi 2-5/ 10mm , siniq baxyali mashinada chokning kengligi 2-4 mm, zichligi 2,5-3,5 /10 mm bo‗ladi.
Detal qirqimlarni mag‗iz qo‗yib tikish xam mumkin. Mag‗iz tasmadan yoki qiya bichilgan gazlama parchasidan bo‗lishi mumkin. Mag‗izni choklash mashinasida moslama qo‗yib tikiladi.
Mag‗iz ikki qavat bo‗lsa, uni o‗ngini ustiga qilib uzunasiga bukib dazmollanadi. Detal qirqimiga 0,3-0,5 sm kenglikdagi chok bilan ulanadi. Mag‗iz chok atrofida aylantirib teskarisiga o‗tkaziladi va mag‗iz ulangan chokdan 0,1 sm oraliqda bostirib tikiladi.
Ipaq, yupka jun va boshqa titiluvchan gazlamalardan tikiladagan detallarning ichki qirqimlari oldin yo‗rmalanadi, keyin choklash mashinasida, bukib tikiladi.
Qiz bolalar va ayollar ko‗ylagining yeng uchlari va etak qirqimlari maxsus siniq baxya qatorli mashinada yo‗rmab bezaladi. Detal qirqimlari yopiq yoki ochiq qirqimli bo‗ladi. Titiluvchan gazlamalardan tikiladigan ko‗ylaklarni qirqimi ikki marta 0,5-0,7 sm bukib siniq baxyali mashinada tikiladi. Ochiq qirqimli chok xosil qilish uchun detal qirqimi 0,5-0,7 sm bukiladi va bukish ziyidan siniq baxya qator yuritiladi.
Baxya qatorgacha 0,1 sm qoldirib, ortiqchasi qirqib tashlanadi.

a b v

g d ye

j z i

k l m
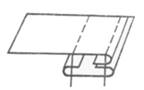

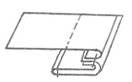
n o r
a, b- detal qirqimlarini yo‗rmash; b - bukib tikish; v,g- mag‗iz qo‗yib tikish; ye-arra tishli qaychida qirqish; j-yo‗rmab bukib tikish; z- mag‗iz qo‗yib bukib tikish; i,k – siniq baxyali mashinada yo‗rmab bukish; m - qo‗sh baxyali bukma chok; l – ochiq qirqimli bukma chok; n, o, r- beyka qo‗yib tikish.
Ko‗ylak etagini tikishda ochiq qirqimli buklama chok ham ishlatish mumkin.
Buning uchun avval qirqimni o‗ziga ishlov beriladi: yo‗rmalanadi yoki mag‗iz qo‗yib tikiladi yoki arra tishli qilib qirqiladi. Undan keyin etak qirqimi maxsus yashirin chokli mashinada yoki choklash mashinasida bukib tikiladi.
Asosiy detal qirqimlariga bezak beyka qo‗yib tikish ham mumkin. Beykani ikkita ignali mashinada moslama yordamida bir yo‗la ikkala qirqimini bukib bostirib tikish mumkin yoki avval detal teskari tomoniga beykaning o‗ngi tomonini qo‗yib 0,5-0,7 sm kenglikdagi chok bilan tikiladi. Chok o‗ngiga ag‗dariladi va beykadan 0,10,15 sm kenglikda kant xosil qilib dazmollanadi. Beykani ikkinchi qirqimi buklama chok balan bostirib tikiladi.
Beyka ikki qavat bo‗lishi mumkin. Bunda beyka o‗ngini ustiga qilib ikki bukib dazmollanadi. Asosiy detalni teskari tomoniga beyka qo‗yiladi va biriktib tikiladi. Beyka asosiy detal tomonga bukiladi va undan kant xosil qilib dazmollanadi. Beykaning ziylaridan 0,1-0,2 sm masofada bostirib tikiladi.
Detal qirqimlarini mexanik usulda xam ishlov berish mumkin. Bu usul kam kirishadigan, kam g‗ijimlanadigan, titilmaydigan gazlamalarda va detal qirqimlari ko‗p ishqalanmaydigan joylarida qo‗llaniladi. Buning uchun maxsus qaychilar ishlatiladi yoki detal qirqimlari siniq chiziq hosil qilibo‗yib olinadi.
Detal qirqimlarini termofizik usulda ishlov berish mumkin. Bu usul lazer nuri bilan bichish, mikroplazma oqimi yordamida va termokeskich bilan qirqishda amalga oshiriladi. Bunda issiqlik ta‘sirida detal qirqimlari erib, titilishdan saqlaydigan milk xosil qiladi. Bu usulni yopishqoq-cho‗ziluvchan holatga o‗tadigan materiallarda qo‗llash mumkin, ya‘ni materialning tola tarkibini 60% kam bo‗lmagan qismini termaplastik tolalar tashkil kilishi kerak.
Buyumlarni yuvish, kimyoviy tozalash, ishqalanish natijasida detal qirqimlarini titiluvchanlikka chidamliligi ancha kamayadi. Shuning uchun bunday ishlov berilgandan so‗ng detal qirqimlari yo‗rmash mashinasida qo‗shimcha ishlov berilishi kerak, ammo chok zichligi 2-2,5/10 va chok kengligi 1-2 mm bo‗lgani yetarli. Bunday chok parametri ip xarajatini kamaytiradi. Qirqimlarga ishlov berish bichish vaqtida bajarilgani uchun ular cho‗zilishdan saqlanadi.
Detal qirqimlariga elektrofizik usulda ishlov berish mumkin. Bunda termoplastik materiallardan bichilgan detallarni ultrotovush va yuqori chastotali tok bilan payvandlash yo‗li bilan erishiladi. Bu usulni qo‗llash texnologik jarayonlarni avtomatlashtirishga imkoniyat beradi, buyumlarga ishlov berish texnologik sikli qisqaradi. Gazlama sarfi kamayadi, chunki chok haqi ikki barobar kam olinadi, shuningdek ip xarajati bo‗lmaydi. Ammo payvandlash joylarida gazlamani strukturasi buziladi, choklarni dag‗alligi oshadi, termoplastik tolalari kam bo‗lgan materiallardan bichilsa, detallarni biriktirish uchun qo‗shimcha ishlov berish kerak bo‗ladi. Bu usulda qo‗llaniladigan asbob-uskuna ekspluatatsiyasi qiyin va alohida xona talab etadi.
Detal qirqimlariga kimyoviy usulda ishlov berishda ular polimer kompozitsiya bilan qoplanadi. Polimer kompozitsiyalarni shyotka yoki purkagich yordamida ishlov berish mumkin, ammo bu usul sermehnat bo‗lib ko‗p vaqt talab etadi. Chet el firmalarida detal qirqimlariga kimyoviy usulda pachkalarda ishlov berish texnologiyasi ishlab chiqilgan.
Vitochkalarni tikish. Vitochkalar kiyimga shakl berish va bezash uchun ishlatiladi. Ular old bo‗lak, ort bo‗lak, yeng, yubka va shim old va ort bo‗laklarida bo‗ladi. Vitochkalarning kengligi va soni modaga muvofiq bo‗ladi. Vitochkalar yaxlit, qirqma, bir-biriga qaragan bir tomonlama taxlamalarga o‗ta boradigan yoki o‗zi taxlamadan xosil bo‗lishi mumkin. Yengil kiyimlarda ko‗pincha yaxlit vitochkalar tikiladi. Vitochkalar detal o‗rtasida bo‗lishi yoki qirqimlardan boshlanishi mumkin. Yaxlit vitochkalar detal teskari tomonida yordamchi andoza bo‗yicha belgilanadi.
Detal o‗rtasidagi vitochkalar to‗rtta, detal qirqimidan boshlanganlari esa uchta chiziq balan belgilanadi: birinchi chizik-detalni bukish chizig‗i, ikkinchi chizikvitochkani yon chizigi, uchinchi va to‗rtinchi chizik-vitochkaning uzunligini belgilovchi chiziq. Detal o‗rta chizig‗i bo‗yicha o‗ngini ichkariga bukib vitochkaning yon chizig‗i bo‗ylab tikiladi. Detal o‗rtasiga joylashtirilgan vitochkalar bir uchidan boshlab ikkinchi uchida tugatiladi. Detal qirqimdan boshlangan vitochkalar qirqimdan boshlab tikiladi. Vitochkalarni yarim avtomotda ham tikish mumkin.
Taxlamalardan xosil bo‗lgan yoki o‗zi taxlama xosil qiladigan avval vitochka uchini detal ko‗ndalangiga biriktirib tikiladi so‗ng belgilangan chiziq bo‗ylab vitochka tikiladi. Vitochka uchlarida qaytma chok solinadi. Vitochka yorib yoki bir tomongao‗tqazib dazmollanadi. Vitochka uchlaridagi solqi esa kirishtirib dazmollanadi.

a
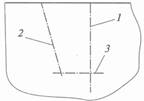
b 12-rasm. Vitochka tikish.
a – yaxlit, b – bir tomonlama taxlamalarga o‗ta boradigan.[29]
Qirqmalar vitochkalarni bir turi hisoblanadi. Ular buyumni bezak uchun ishlatiladi.
Qirqma cho‗ntak tikish jarayoni 3 bosqichda bo‗linadi: cho‗ntak qopqoq tayyorlash, cho‗ntak xalta tayyorlash va cho‗ntakni tikib yig‗ish. Cho‗ntak qopqoqni yarimavtomatda yoki choklash mashinasida tikish mumkin. Cho‗ntak qopqoqda tayyor cho‗ntak qopqoqning enini ko‗rsatadigan chiziq belgilanadi. Old bo‗lako‗ng tomoniga yordamchi andaza qo‗yib cho‗ntak o‗rni uchta chiziq uzunasiga bitta, ko‗ndalangiga ikkita chiziq bilan belgilanadi. Cho‗ntak qopqoq old bo‗lakka undagi belgilangan chiziq bo‗ylab ulanadi. Yengil kiyimlarda cho‗ntak xalta asosiy gazlamadan bichilishi mumkin. Bunda cho‗ntak og‗zining past tomoniga 1,0-1,5 sm kenglikda bukib dazmollangan cho‗ntak xalta ulanadi. Bukilgan ziy cho‗ntak og‗zi chizg‗idan past pomonga qaratilib, 0,5-0,7 sm kengligida baxyaqator yuritiladi.
a b v
Cho‗ntak qopqoq va cho‗ntak xalta bilan yaxlit bichilgan mag‗iz ulangan chok parallel bo‗lishi lozim. Mag‗iz vazifasini o‗taydigan cho‗ntak xalta va cho‗ntak qopqoq ulangan choklarning boshi va oxiri qaytma baxyaqator yuritib puxtalanadi.
Asosiy detal teskari tomonidan ikkala baxyaqator uchlariga 1,0 sm, so‗ng baxyaqatorlar uchlariga 0,1 sm yetqazmay cho‗ntak og‗zi qirqiladi.
Cho‗ntak xalta teskariga ag‗dariladi. Cho‗ntak xaltani ochiq qirqimi cho‗ntak qopqoq qirqimi bilan tekislab qo‗yiladi va cho‗ntak qopqoq ulangan chokning ustiga baxyaqator yuritib biriktiriladi. Cho‗ntak uchlari 2-3 qaytma chok yuritib puxtalanadi. Cho‗ntak xalta qirqimlari biriktirib yo‗rmalanadi. Tayyor cho‗ntak dazmollanadi. Mag‗iz cho‗ntak xaltadan aloxida bichilgan bo‗lsa, uning qirqimi cho‗ntak xaltaga 0,7-1,0 sm chok bilan ulanadi
Oson cho‗ziladigan gazlamalardan tikiladigan ko‗ylaklarda mag‗iz tikish vaqtida bir yo‗la bixyaqator tagiga cho‗ntak xalta qo‗yib tikiladi
Kiyim bo‗laklarini turg‗unlashtirish, ularning tashqi ko‗rinishini va sifatini yaxshilash uchun ularga yelimli qotirmalar yopishtiriladi. 14-rasmda erkaklar pidjagining bo‗laklariga yelimli qotirma yopishtirilishi tasvirlangan. Yelimli qotirmalarni pressda yopishtirish parametrlari 4-jadvalda keltirilgan.
|
Yelim |
Press kuchi Mpa |
Pressning harorati S |
Presslash davomligi, s. |
|
PA-548, PA-54 yengil gazlamalar. |
0,1-0,2 |
150-160 |
20-40 |
|
0,3-0,5 |
150-160 |
20-40 |
|
|
PA-12 AKR yengil gazlamalar |
0,1-0,2 |
130-140 |
15-30 |
|
O‘rta va qalin gazlamalar |
0,3-0,5 |
130-140 |
15-30 |
Ustki kiyim bo‗laklarini turg‗unlashtirish va ba‘zi foydalanish xususiyatlarini yaxshilash uchun, keyingi yillarda kiyimning ayrim bo‗laklari yoki uchastkalariga to‗qima yoki noto‗qima materiallarga yelim qoplangan qotirmalar yopishtiriladigan bo‗ladi.
Tikuvchilik korxonalarida qotirmalar yassi yostiqli maxsus presslarda yopishtiriladi. Hozirgi paytda erkaklar pidjagining bort qoplamasi ikki qavat: asosiy qotirma va qo‗shimcha qotirmadan iborat bo‗lib, uning qo‗shimcha qotirma qavatinio‗rish iplari asosiy qotirmaning iplariga nisbatan 30 yoki 75 burchak ostida
bichilgan bo‗ladi. Bunday qotirmani pidjakka yopishtirish va shakl berish iplari bir vaqtning o‗zida bajariladi. Pressning ostki yostig‗i ustiga navbati bilan pidjakning old bo‗lak avrasini, qotirma 1 ni (15-rasm), bort qotirmasining asosiy qismini 2 ni, yelim qotirma 3 ni qo‗yib, pressning yostig‗ini yopib, old bo‗lakka shakl berib, bir yo‗la hamma bo‗laklari bir-biri bilan yopishtiriladi.
![]()
Bort qotirmani old bo‗lakka yopishtirishni boshqa II usulda (15-rasm)
pidjakning old bo‗lagi 1 ga etakni bukish chizig‗iga yetqazib yelim
qotirma 2 pressda yopishtiriladi. Bukish haqqiga maxsus tasma 3 yopishtiriladi.
Yarim jun aralashmali bort qotirma 5 ning adip qaytarma qirqim tomoniga 20 mm
kenglikdagi yelimli parcha bostirib tikiladi. Yelka qismidagi qotirma 6 viskoz,
nitron va kapron tolalaridan tayyorlangan noto‗qima materialdan
bo‗lib, uning bir tomoniga yelim kukun qoplangan bo‗ladi.
![]()
![]()
 II-усул
II-усул
Qo‗shimcha qotirma 5 va 6 old bo‗lakning yelka, yoqao‗miz va yengo‗mizlari bo‗ylab universal mashinada qirqimlarini 3-5 mm oraliqda baxyaqator yuritib biriktirib olinadi. Keyin presslash paytida bu bo‗laklar bir-biriga yopishadi.
Ikkinchi usulda esa qo‗shimcha qotirma 1 qo‗shimcha qotirma ya‘ni (yarim jun gazlamadan yoki kleysis noto‗qima gazlamadan bichilgan qotirma) 2 ustiga qo‗yib yopishtiriladi. Qo‗shimcha qotirma yoqa o‗mizi, yeng o‗mizi, yelka qirqimlaridan 0,5 sm oraliqda baxyaqator yuritilib olinadi. Taxminan eni 2,0-2,5 sm ga teng bo‗lgan yelimli tasma 3 ni qo‗shimcha qotirma ustidan bostirma chok bilan tikib olamiz. Shu yopishtirilgan tasmaga parallel qilib bort qotirmasining (latskan) 0,5-1,0 sm yetkazmay qo‗shimcha qotirma (bo‗lak 4) yopishtiriladi.
Adip tayyorlash. Adip — bu avra gazlamadan bichilgan bo‗lak bo‗lib, u yordamida adip qaytarmasiga, bortlarga ishlov beriladi, ular kiyimning ichki tomonlariga qo‗yiladi. Konstruksiyasiga muvofiq adiplar alohida bichilgan va old bo‗lak bilan yaxlit bichilgan bo‗lishi mumkin. Alohida bichiladigan adipning bir qismi ustki yoqaning yarmiga qo‗shib bichilgan bo‗lishi mumkin. Yaxlit bichilgan adip taqilmasi tepagacha yotgan kiyimlarda, bortning butun uzunasiga qo‗yiladi.
Adiplar alohida bichilayotganda taqilma turini hisobga olib, adip qaytarmalari, bortlar, old bo‗laklar. shakliga qarab mo‗ljal qilinadi. Adiplarning har birida uloq bo‗lishi mumkin, lekin ikkitadan oshmasligi lozim. Uloqlarning choki ko‗ndalang yoki qiya (qiya joyi 50 mm dan oshmaydigan qilib) yo‗nalishda izmalardan kamida 30 mm oraliqda bo‗ladi. Birinchi uloq bortdagi birinchi izmadan 30 mm pastroqdan solinadi. Pastki uloq kamida 50 mm uzunlikda bichiladi.
Taqilmasi adip qaytarmasigacha bo‗lgan plash adiplarini bichayotganda, adipdan kant chiqarish uchun, bort chetiga qayirib o‗rash va modelga binoan adip qaytarmasi atrofida adip bemalol turishi uchun, adip qaytarmasi qirqimlari bo‗ylab tikish haqqi qoldiriladi. Tikish haqqining katta-kichikligi gazlama qalinligiga va kantning kengligiga bog‗liq. Tikish haqqi o‗rta hisobda 10 dan 15 gacha bo‗ladi.
Yoqa o‗mizi atrofida adiplar to‗g‗ri chiziq bo‗ylab adip qaytarma uchi oxiridan yoqa o‗mizi va yelka qirqimigacha bichiladi. Yelka qirqimi bo‗ylab burchakdagi nuqtadan boshlab yeng o‗mizi tomonga 20 mm gacha siljish bo‗lishi mumkin.
Taqilmasi tepagacha yetgan kiyimlarning adipi bort shaklida bichiladi. Yo‗l-yo‗l yoki katak gulli gazlamalardan tikiladigan kiyimlarda adiplar yo‗li adipning tashqi qirqimiga parallel o‗tadigan qilib bichiladi. Adip qaytarmasi bo‗ylab tashqi qirqimdagi qabariq adipning ko‗krak qabarig‗ining markazi darajasidagi ichki qirqimini kirishtirib dazmollash yo‗li bilan hosil qilinadi (kirishtirib dazmollash kattaligi adip qaytarmasining shakliga bog‗liq).
Adiplarga uloqlar 7—10 mm kenglikda chok hosil qilib tikib ulanadi, bunda qirqimlar bir-biriga to‗g‗rilanib boriladi. Agar gazlama gulli bo‗lsa, unda uning yo‗llari to‗g‗ri keltiriladi, keyin choklari yopishib turadigan bo‗lguncha yorib dazmollanadi va shu bilan bir vaqtda adipning hammasi dazmollanadi. Namlab-isitib ishlov berilgandan keyin adiplar yordamchi andoza yordamida aniqlab chiqiladi.
Alohida bichilgan adiplar old bo‗laklarga bort qirqimi bo‗ylab ag‗darma chok bilan biriktiriladi, keyin bezak baxyaqator yuritib yoki yolg‗on qaviq solib, yoki ― sof ziy ‖ usulida puxtalanadi . Bortning pastki cheti qaytarma va puxtalangan adipli qilib tikilishi mumkin. Adiplarni old bo‗laklarga oldindan ko‗klab olmasdan maxsus mashinada biriktiriladi. O‘quv jarayonida va yakka tartibdagi buyurtma tarzida kiyim tikayotganda adiplar bostirib ko‗klanadi
Yalang qavat yoqalar qaytarma yoqa, terma burma, taxlama burma va x.k. ko‗rinishida bo‗ladi. Bunday yoqalarni qaytarma qirqimi va yoka uchlari asosiy yoki bezak materialdan qo‗yib mag‗iz chok bilan, moslama yordamida yoqa qirqimlarini teskari tomonga bukib siniq baxyali maxsus mashinada yoki universal mashinada bukib tikish mumkin.
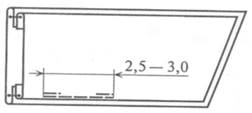
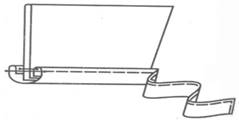
a b
Yalang qavat yoqalar qaytarma yoqa, terma burma, taxlama burma va x.k. ko‗rinishida bo‗ladi. Bunday yoqalarni qaytarma qirqimi va yoka uchlari asosiy yoki bezak materialdan qo‗yib mag‗iz chok bilan, moslama yordamida yoqa qirqimlarini teskari tomonga bukib siniq baxyali maxsus mashinada yoki universal mashinada bukib tikish mumkin. Yoqani bezash maqsadida uning qirqimlariga to‗r ko‗yib siniq baxyali mashinada qo‗yma chok bilan tikiladi.
a b v
Adip qaytarmali buyumlarda yoqani o‗tqazishdan avval bort qirqimini ag‗darma chok bilan tikib olish mumkin yoki kiyim bortini ag‗darma chok bilan tikilayotganda bir yo‗la yoqani xam o‗tqazish mumkin. Tayyor yoqa adip va old bo‗lak orasiga kertiklarni to‗g‗ri keltirib, ostki yoqani old bo‗lak o‗ngi tomoniga qaratib, qirqimlarini tekislab qo‗yiladi va adip qaytarmasining chap tomonidan tikib boshlanadi. Yelka chok ustida adip qirqimi 0,7-1,0 sm kenglikda teskariga bukiladi.
Shu joyda yoqa o‗tqazish chok haqiga kertik qo‗yiladi, ustki yoqani ostki yoqadan ajratib turib old bo‗lak bo‗yin o‗miziga faqat ostki yoqa tikiladi.
Qalin gazlamalardan tikiladigan kiyimlarda adip old bo‗lakka adip qaytarmasining kertigigacha tikiladi va bortga to‗liq ishlov beriladi, so‗ng yoqa o‗tkaziladi. Yoqani o‗tkazishda yoqaning ag‗darma choki bort ag‗darma chokiga to‗g‗rilab, ostki yoqa o‗rta chizig‗ini ort bo‗lak o‗rtasiga to‗g‗rilab, ostki yoqa o‗ngini old bo‗lak o‗ngiga qaratib, ustki yoqaning o‗ngini adip o‗ngiga qaratib qo‗yiladi. Ustki yoqa adipga ulanadi, ipni uzmay turib ostki yoqa yoqa o‗miziga o‗tkaziladi. Chok kengligi 1,0 sm bo‗ladi.
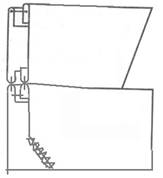
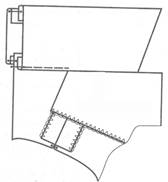
a b
Ustki yoqa adipga ulangan chok va ostki yoqani yelka chokdan bort uchigacha bo‗lgan chok haqi yorib dazmollanadi va biriktirma chokdan 0,1-0,2 sm oraliqda mashinada baxyaqator yuritib yoki qo‗l qaviqlar bilan makamlanadi. Yelka chok oldida yoqaning chok haqi kertib qo‗yiladi. Yelka choklar orasidagi chok haqi ostki yoqa tomonga yotqizib dazmollanadi. Ustki yoqaning k o‗tarma qirqimi teskari tomonga 0,5-0,7 sm bukiladi va ostki yoqa tikilgan chokdan 0,1 sm oraliqda, bukilgan ziyidan 0,1 sm masofada bostirib tikiladi. Tayyor yoqa dazmollanadi.
Yeng tikish. Yengil kiyimlarda yeng konstruksiyasi jihatidan turli bo‗lishi mumkin. Ular o‗tkazma, reglan, old va ort bo‗laklar bilan yaxlit bichilishi mumkin.
Uzunasi bo‗yicha – uzun, kalta va tirsakgacha bo‗ladi. Yeng uchlari ishlov berilishi bo‗yicha manjetli, manjetsiz, elastik tasma qo‗yilgan, beyka qo‗yib tikilgan, mag‗iz chok bilan tikilgan va x.k. bo‗ladi.
Tuzilishi jihatidan – bir chokli, ikki chokli, burmali, burmasiz, vitochkali, taxlamali va x.k. bo‗lishi mumkin.
Yengil kiyimlarda ko‗proq o‗tkazma bir chokli yenglar uchraydi. Gazlamani tejash maqsadida yenglar uloq qo‗yib bichilishi mumkin. Yengning uloqlari 1,0-1,2 sm kenglikda biriktirib tikiladi. Yeng qirqimlari maxsus mashinada yo‗rmalanadi.
Yenglarni choklarini bir tomonga yotqizib dazmollash mo‗ljallangan bo‗lsa, ikkala qirqim birgalikda yo‗rmalanadi yoki maxsus mashinada bir yo‗la tikib yo‗rmalanadi. Yeng choklari yorib dazmollansa, yeng qirqimlari aloxida-aloxida yo‗rmalanadi, so‗ng biriktirib tikiladi. Yeng uloqlari ulangandan keyin yengning asosiy qismi tikiladi.
Yeng ikki chokli bo‗lsa, yengning old qirqimi ustki yeng tomondan 1,0-1,2sm kenglikdagi biriktirma chok bilan, tirsak atrofida ostki yengdan 0,5-0.7 sm solqi xosil qilib tikiladi. Tirsak qirqimi esa ostki yeng tomondan tirsak joyida ustki yengdan solqi xosil qilib tikiladi.
Bu chok ham yeng old chokidek yo‗rmalanadi va yorib dazmollanadi yoki bir tomonga yotqizib dazmollanadi.
Manjetsiz yenglarning uchini tikish. Gazlama turiga va modelga muvofiq yeng uchlari universal va maxsus mashinalarda tikiladi.
Ip gazlamalardan tikiladigan kiyimning yeng uchi ko‗pincha bukib tikiladi.
Bunday yenglarni uchlari andaza yordamida bo‗rlanadi. Belgilangan chiziq bo‗yicha yeng uchi yengning teskari tomoniga bukiladi va yeng uchi qirqimi 0,7-1,0 sm bukib 0,1-0,2 sm kenglikda universal mashinada bostirib tikiladi (19-rasm, a).
a b v g
Ipak va jun gazlamadan tikilgan kiyimlarning yeng uchi yopiq qirqimli yashirin chok bilan maxsus mashinalarida yoki qo‗lda yashirin qaviqlar bilan tikiladi (19- rasm, b).
Qalin gazlamadan tikiladigan kiyimlarning yeng uchlari avval maxsus mashinada yo‗rmab, so‗ng yashirin baxyali mashinada oldindan belgilab olmay bukib tikiladi, yoki mashinada oldindan belgilab olib yashirin baxyaqator yuritib bukib tikiladi, yoki yashirin qaviqlar bilan qo‗lda tikiladi(19- rasm, v).
Yeng bukish haqi qoldirilmay bichilsa, unda yeng uchiga mag‗iz ag‗darma chok bilan ulanadi. Chok haqi mag‗iz tomonga yotqiziladi va mag‗iz ulangan chokdan 0,10,2sm oraliqda bostirib tikiladi. Mag‗izning ochiq qirqimi teskariga 0,5-0,7sm bukiladi va yashirin baxyali mashinada tikiladi. Gazlama qalin bo‗lsa, mag‗iz qirqimi yo‗rmab yashirin chok bilan tikiladi (19-rasm, g).
Yupqa galamalardan tikilgan ko‗ylaklarning yeng uchlarini elastik tasma qo‗yib tikish mumkin. Bunday yeng uchlari kengaytirib bichiladi.
Elastik tasmani yeng uchining ziyiga yoki yeng uchida burma xosil qilish uchun burma kengligiga bog‗liq oraliqda qo‗yiladi.
Elastik tasma kerakli uzunlikda qirqib olinada va uning uchi bir-biri ustiga 1 sm kenglikda o‗tkaziladi va 2-3 qaytma chok bilan puxtalanadi. Yeng uchi belgilangan chiziq bo‗ylab teskari tomonga buklagich bilan qirqimi yopiq qilib bukiladi, orasiga tasma qo‗yib bukib tikiladi (20-rasm,a). Yeng uchi modelga binoan burmali
tikiladigan bo‗lsa, belgilangan chiziq bo‗yicha yeng teskari tomonga bukiladi va burma kenglikda baxyaqator yuritiladi, so‗ng elastik tasma ko‗yilib, yeng uchining qirqimi 0,5-0,7 sm bukiladi va bostirib tikiladi. (20-rasm,b)
Yeng uchida bukish haqi o‗rniga mag‗iz qo‗yilishi mumkin. Mag‗iz yengning uchiga ag‗darma chok solib tikiladi, chok o‗ngiga ag‗dariladi va yengdan kant xosil qilib dazmollanadi. Qolgan operatsiyalar avvalgi usuldagidek tikiladi (20-rasm, v).
Yeng uchi bir qavat burmali bo‗lsa, yeng uchining qirqimi siniq baxyali mashinada bikib tikiladi va belgilangan chiziq bo‗ylab bitta yoki ikkita tasma qo‗yilib siniq baxyali mashinada bostirib tikiladi yoki belgilangan chiziq bo‗ylab tagiga elastik-tasma qo‗yib mag‗iz universal mashinada bostirib tikiladi (20-rasm, g).
a b v g
Yeng uchlari qaytarmali bo‗lsa, andaza yordamida bukish chizig‗i belgilanadi.
Yeng qirqimi belgi chiziq bo‗ylab teskari tomonga bukiladi. Bukish haqining ochiq qirqimi 0,5-0,7 sm bukiladi va bukilgan ziydan 0,1-0,2 sm kenglikda yengga bostirib tikiladi
Qaytarma manjetli yengni tikish. Yeng manjeti bitta bo‗lakdan yoki ustki va ostki bo‗lakdan iborat bo‗ladi. Manjet bitta bo‗lakdan iborat bo‗lsa uni o‗ngini ichkariga qaratib yon tomonlari biriktirib tikiladi. Choklar yorib dazmollanadi. Manjet o‗ngiga ag‗dariladi va ikki bukib dazmollanadi. Manjet ustki va ostki bo‗lakdan iborat bo‗lsa, ular biriktiriladi.
Qaytarma manjetlar yengga beyka ko‗yib, mag‗iz qo‗yib yoki tikib-yo‗rmash mashinasida ulanadi. Buning uchun avval yeng qirqimlari tikib-yo‗rmalanadi. Mag‗iz yeng uchi shaklida bichiladi, uchlari biriktirib tikiladi va yorib dazmollanadi, ichki qirqimlari yo‗rmalanadi yoki bukib tikiladi. Beyka qiya bichiladi. Uchlari biriktirib tikiladi, chok yorib dazmollanadi. Beyka teskari tomoni ichkariga qaratib o‗rtasidan uzunasiga bukib dazmollanadi.
Yengning o‗ngi tomoniga ostki manjetning o‗ngi tomoni qaratib kiydiriladi, uning ustiga beyka yoki mag‗iz o‗ngini manjet tomonga qaratib kiydiriladi va 0,7 sm chok bilan mag‗iz (beyka) tomondan ulanadi (21-rasm. a,b).
a b v
Manjet ulangan chok mag‗iz (beyka) tomonga yotkiziladi va shu chokdan 0,20,3 sm kenglikda bostirib tikiladi. Mag‗iz (beyka) yengning teskari tomoniga bukiladi va manjetdan 0,1-0,2 sm kant chiqarib dazmollanadi.
Mag‗izni ichki qirqimlari yengga yashirin baxyali maxsus mashinada yoki universal mashinada tikiladi. Beyka yengga 0,1-0,2 sm chok kengligida bostirib tikiladi.
Manjetni yengga tikib-yo‗rmab mashinasida ulash xam mumkin. Buning uchun manjet qirqimlarini yeng uchi qirqimlariga to‗g‗ri keltirib, manjetni yengning teskarisiga qo‗yib 0,7 sm chok bilan biriktirib tikiladi. Qirqimlari yo‗rmalanadi.
Manjet ulangan chokni yeng tomonga bukib, biriktirma chokdan 0,1-0,2 sm oraliqda bostirib tikiladi (21-rasm. v). Manjet yeng tomonga qaytariladi va manjetdan 0,1-0,2 sm kenglikda kant chiqarib dazmollanadi.
Ulama manjetli yeng tikish. Tugmalanadigan ulama manjetli yeng tikishda avval yeng taqilmasiga ishlov beriladi. Taqilma yengning chokida, yaxlit yengning belgilangan joyida yoki kesimsiz yengda bo‗lishi mumkin.
Kesimsiz yengda taqilmaga ishlov berishdan oldin yeng choklari tikib yo‗rmalanadi. Yeng uchida taqilma joyi belgilanadi va belgilanadi joy 0,5-0,6 sm li yopiq qiqimli bukma chok bilan tikiladi. Baxyaqator bukilgan ziydan 0,1-0,2 sm da yuritiladi (22- rasm,a).

a b v
g d e
Taqilma yeng chokida joylashgan bo‗lsa, yo‗rmalanadigan yeng qirqimlari taqilma joygacha tikiladi. Chok yorib dazmollanadi. Taqilma joyidagi yeng chok haqi ochiq yoki yopiq qirqimli bukma chok bilan tikiladi (22-rasm b, v).
Agar taqilma yaxlit yengda joylashgan bo‗lsa, yordamchi andaza bo‗yicha taqilma chizig‗i begilanadi va qirqiladi. Yeng taqilma qirqimiga mag‗iz qo‗yib maxsus buklagich moslamali mashinada tikiladi. Kesim oxiri teskarisidan yoki o‗ngi tomonidan puxtalanadi (22-rasm g, d, e).
Ulama manjetlar yengga choklash mashinasida yoki tikish-yo‗rmash mashinasida ulanadi. Choklash mashinasida ulanganda avval manjetning ostki qismi yengga ulanadi, chok manjet tomonga yotkiziladi. Ustki manjet qirqimi ostki manjet ulangan chokni 0,1-0,2 sm yopib buklama chok bilan bostirib tikiladi
Manjetni tikib-yo‗rmash mashinasida ulanganda manjet bilan yengni o‗ngi ichkariga qaratib qo‗yiladi va bir vaqtda tikib-yo‗rmalanadi. Chok yeng tomonga yotqiziladi.
Qo‘yma burmali yeng tikish. Tayyor qo‗yma burmani mag‗izga yoki yeng uchiga maxsus tepki yordamida burma xosil qilib tikiladi.
Mag‗izning o‗ngi tomoniga qo‗yma burma teskari tomonini qirqimlarini tekislab qo‗yiladi va biriktirib ulanadi. Yengning o‗ngi tomoniga qo‗yma burma ulangan mag‗iz o‗ngi tomonini qaratib qo‗yiladi va qo‗yma burma ulangan chokdan 0,1 sm oraliqda biriktirib tikiladi. Mag‗iz va yeng bir tomonga qo‗yma burma esa qaramaqarshi tomonga yotqizib dazmollanadi. Mag‗izning ochiq qirqimi buklama chok bilan universal mashina yoki yashirin baxyali mashinada tikiladi.
Yengsiz ko‘ylaklarni yeng o‘mizini tikish. Yengsiz ko‗ylaklarda yeng o‗mizini mag‗iz chok bilan, ag‗darma chok bilan, mag‗iz qo‗yib tikiladi. Yeng o‗miziga ishlov berishdan oldin kiyimlarning yelka va yon choklari tikib olinadi. Mag‗iz yeng o‗mizi shaklida bichib olinadi. Mag‗iz bo‗laklari biriktirma chok bilan ulanadi, chok yorib dazmollanadi. Mag‗izning ichki qirqimi yo‗rmalanadi yoki bukib tikiladi. Mag‗izni yeng o‗miziga kiydiriladi va mag‗iz tomondan 0,5-0,7 sm kenglikda
ag‗darma chok bilan ulanadi. Chok haqiga kertiklar ko‗yiladi. Chok haqi mag‗iz tomonga yotqiziladi va mag‗iz ulangan chokdan 0,1-0,2 sm oraliqda bostirib tikiladi. Mag‗iz kiyimning teskari tomonigao‗giriladi va asosiy detaldan 0,1-0,2 sm kenglikda kant xosil qilib dazmollanadi. Mag‗iz yelka va yon choklarda asosiy detalga maxkamlanadi (24-rasm, a).
Yeng o‗mizini mag‗iz chok bilan tikish mumkin. Yubqa gazlamalardan tikiladigan kiyimlarning yeng o‗mizi yopiq qirqimli mag‗iz chok bilan moslama yordamida tikiladi. Qalin gazlamalardan tikiladigan kiyimlarda esa ochiq qirqimli mag‗iz chok ko‗llanadi
Yeng o‗mizini bir yoki ikki qavat qiya beyka qo‗yib tikish mumkin. Yengsiz kiyimlarning yeng o‗mizi kiyimning yoka o‗mizidek tikiladi. (24-rasm,g).
a b v g
Yengni yeng o‗miziga universal mashina yoki maxsus yeng o‗tkazish mashinasida o‗tkazish mumkin. Universal mashinada o‗tkazilsa, yeng qiyama qismiga solqi xosil qilinadi. Buning uchun qiyama qismiga ikkita baxyaqator yuritiladi, birinchisi yeng qirqimidan 0,2-0,3 sm oraliqda, ikkinchisi esa birinchisidan 0,5 sm oraliqda yuritiladi. Baxya qator ipini tortib solqi xosil qilinadi. Solqi kertiklar orasida bir tekis taqsimlanadi. Asosiy detal yeng o‗mizi ichiga yeng o‗ngini ichkariga qaratib kiritiladi, kertimlarni to‗g‗ri keltirib, qirqimlarini tekislab yeng tomonidan avval sirma qaviq balan ko‗klab yoki ko‗klamay ulanadi. Hosil qilingan solqilari dazmolda yoki pressda kirishtirib dazmollanadi. Bir chokli yenglarni o‗tkazishda yeng choki kiyim yon chokiga to‗g‗ri keltiriladi. Yeng o‗tkazilgan chok qirqimlari yo‗rmalanadi. Ommaviy ishlab chiqarishda yeng o‗tqazish uchun maxsus mashina ishlatiladi. Bu mashinalarda yeng o‗tkazish vaqtida bir yo‗la yengga solqi beriladi.
Nazorat va mulohaza uchun savollar 1. Detal qirqimlariga ishlov berish deganda nima tushuniladi?
2. Vitochka tikish turlari?
3. Cho‗ntak turlari va uni tikish texnologiyasi?
4. Bortga ishlov berish texnologiyasini tushuntiring?
5. Yoqa tikish texnologiyasi?
6. Yeng tikish texnologiyasi?
7. Mo‗yna yoqalarni yoqa o‗miziga o‗tqazish texnologiyasi?
8. Yelimli qotirmalar nima maqsadda yopishtiriladi?
9. Kiyim tikish texnologiyasi deganda nimani tushunasiz?
Kiyim tikish texnologik jarayonda namlab-isitib ishlov berishga katta ahamiyat beriladi. Buyumni sifati, tashqi ko‗rinishi, shakli ko‗p jihatdan namlab-isitib ishlov berish operatsiyalarini to‗g‗ri bajarilishiga bog‗liq. Namlab-isitib ishlov berish jarayonida gazlamalarga namlik, issiqlik va bosim bilan ta‘sir qilinadi. Bu jarayon uch bosqichdan iborat:
1. Tolalarni namlik va issiqlik ta‘sirida namlatish.
2. Bosim yordamida ma‘lum shakl berish
3. Issiqlik va bosim yordamida namlikni ketkazib kerakli shaklni puxtalash.
Namlab isitib ishlov berish vaqtida issiqlik ta‘sirida tolalar orasidagi malekulalar bog‗lanishi pasayadi va gazlamaga shakl berish imkoniyati oshadi. Turli xil gazlamalarda kerakli shaklni berish va puxtalash harorati gazlamani tola tarkibiga bog‗liq. Gazlamalar tola tarkibiga qarab ta‘biiy, sun‘iy va sintetik bo‗ladi. Amorf (shaklsiz) polimer tolalar uch xil fizik holatda bo‗ladi: Shishasimon, yuksak elastik va yopishqoq-cho‗ziluvchan. Ta‘biiy tolalar faqat shishasimon va yuksak elastik fizik holatlarda bo‗ladi. Yopishqoq-cho‗ziluvchan holatga ularo‗tmaydi, bu holatda ular kuyadi. Shishasimon holatda deformatsiya kam va yo‗qoluvchan bo‗ladi. Ma‘lum holatdan boshlab (Tm dan) polimer materiallar yuksak elastik holatga o‗tadi. Bu holatda kerakli deformatsiyaga erishish mumkin. T1 dan T2 xaroratda deformatsiya o‗zgarmaydi. Shuning uchun T1 dan ortiq qizdirish befoyda, chunki deformatsiya o‗zgarmaydi vaqt va energiya sarflanadi. Namlab-isitib ishlov beriladigan gazlamalar ma‘lum darajada namlanadi. Namlik tolalar orasiga singib, issiqlik ta‘sirida bug‗ga aylanadi. Issiq bug‗ yordamida malekulalar orasidagi bog‗lanish kamayadi va gazlamaga kerakli shaklni berish osonlashadi. Hosil qilingan shaklni puxtalash uchun gazlamadan namlik yo‗qotilish kerak. Buning uchun gazlamalar ma‘lum vaqt qizdiriladi, so‗ng sovitiladi. Sovitilgan gazlama shishasimon holatga qaytadi. Namlab-isitib ishlov berish vaqtida gazlamaga mexanikaviy ta‘sir ko‗rsatiladi.
Shunday kilib, gazlamaga namlab isitib ishlov berish issiqlik, namlik, bosim ma‘lum vaqtda ta‘sir etiladi. Bu ko‗rsatkichlar namlab-isitib ishlov berishni asosiy parametirlari hisoblanadi. Ular bir–biri bilan bog‗liq. Masalan, namlik va harorat ortsa, namlab isitib ishlov berish vaqti kamayadi, agar dazmollash vaqti ortsa, issiqlik va bosim kamayadi. Namlab isitib ishlov berish haddan tashqari yuqori haroratda bajarilsa gazlamani pishiqligi, chidamligi va rangi o‗zgaradi. Gazlamani yuqori xarorat ta‘siriga chidamliligi gazlamani issiqbardoshligi deb ataladi. Bu harorat turli gazlamalar uchun har xil buladi. Yukorida aytilganlarni e‘tiborga olib turli xil gazlamalar uchun namlab–isitib ishlov berish ishlarining tartibi belgilangan.
Kiyim tikish texnologik jarayonida namlab-isitib ishlash anchagina o‗rin oladi.
U tikuvchilik buyumlarining sifatiga katta ta‘sir ko‗rsatadi. Bunday ishlash yordamida kiyimga ma‘lum shakl beriladi va uning ko‗rinishi yaxshilanadi.
Namlab-isitib ishlash yordamida tikuvchilik buyumlarini ma‘lum shaklga kiritish va bezash kiyim tikishga ketadigan vaqtning anchagina qismini oladi. Masalan, ust kiyim tikishga ketadigan umumiy vaqtning 20 – 25 foizini namlab-isitib ishlash operatsiyalariga sarflanadi.
Ma‘lumki, gazlamadagi iplar unda bo‗yiga va ko‗ndalangiga joylashgan, o‗zaro har xil chalishgan bo‗lib, gazlamaning turli qatlamlarida bo‗lishi mumkin. Gazlamaning tuzilishi shunday bo‗lganidan tolalar uning yuzida yoki ichkarisida bo‗lib, ularda chiyralish, cho‗zilish va qisilish kuchlanishlari bo‗ladi (bu kuchlanishlarga tolalarning chiyratilganligi va iplarning bir-biriga chalishganligi sabab bo‗ladi).
Gazlama biror shaklga kiritilayotganda ipdagi tolalaro‗simliklardan yoki hayvonlardan olingan, sun‘iy yoki sintetik ekanligini, hisobga olish lozim. Namlabisitib ishlashda gazlamadagi tolalarning molekulyar bog‗lanishlarini bo‗shashtirib yuboradigan sharoit sun‘iy yo‗l bilan yaratiladi. Shunda yetarli darajada turg‗un deformatsiya bo‗lishiga erishish ehtimoli va imkoniyati keskin ortib ketadi. Ishlab chiqarishda bu maqsadga erishish uchun issiqlik va namlikdan foydalanadilar. Har qanday jism qizdirilsa, undagi molekulalarning kinetik energiyasi kuchayib, natijada molekulyar bog‗lanish bo‗shashadi. To‗quvchilikdagi amorf (shaklsiz) polimer tolalar uch xil fizikaviy holatda bo‗ladi. Bular shishasimon, yuqori elastik va yopishqoq-cho‗ziluvchan holatlardir. Bu holatlarning har biriga muayyan fizik xossalar kompleksi mos keladi.
Polimerlarning holatini, ko‗pincha, ularning deformatsiyalanishinio‗rganish yo‗li bilan baholaydilar.
Past haroratdagi (tikuvchilik materiallari uchun harorat odam badanining va atrofdagi havoning haroratidir) shishasimon holatda deformatsiya kam va yo‗qoladigan bo‗ladi. Yuqori haroratdagi yopishqoq-cho‗ziluvchan holatda deformatsiya katta, yo‗qolmaydigan bo‗ladi. Buning sababi polimerning yumshab oqishidir. Polimerlarga xos yuqori elastiklik holati shishasimon va yopishqoqcho‗ziluvchan holatlar orasidagi birorta harorat oralig‗iga to‗g‗ri keladi.
Qizdirilganda polimer shishasimon holatdan yuqori elastiklik holatiga o‗tayotganda deformatsiya asta-sekin orta borsa ham, lekin u bari bir yo‗qoladi. Yuqori molekulyar polimer materiallar deformatsiyasi yuqori elastiklik holatida (Tsh va Tch orasida) harorat yopishqoq-cho‗ziluvchan holat paydo bo‗ladigan darajaga yetguncha, harorat ko‗tarilishi natijasida deformatsiya kam o‗zgaradi. Demak, namlab-isitib ishlash jarayonida materialni qizdirish Tsh dan T1 gacha bo‗lgan haroratlar oralig‗ida bo‗lishi kerak. T1 dan ortiq qizdirish esa tamomila foydasiz,
chunki bunda deformatsiya ortmay turib, vaqt va energiya sarf bo‗ladi. Haroratlarning bunday oralig‗i jun uchun 35 dan 110 °S gacha. Namlab-isitib ishlashda turg‗un deformatsiyaga erishish uchun ip gazlamalarni 50 dan 100 ° S gacha, lavsan aralash gazlamalarni 60 dan 100°S gacha qizdirsa bo‗ladi. Biroq namlab-isitib ishlash natijasini faqat gazlama ortiqcha namlikdan xalos bo‗lgandagina saqlab qolish mumkin.
Yuqorida ko‗rsatilgan uch xil fizik holat barcha amorf polimerlar uchun bir xil bo‗lmaydi. To‗qimachilikdagi tabiiy tolalar faqat ikki xil fizikaviy (shishasimon va yuqori elastik) holatda bo‗lishi mumkin, chunki ularning yumshab-oqish haroratlari kuyish haroratlaridan yuqoridir. Sof sellyuloza faqat shishasimon holatda bo‗lib, harorat quyish darajasiga yetguncha ham yuqori elastik holatgao‗tmaydi.
Sellyulozada hammavaqt havodan shimilgan suv bo‗ladi, shuning uchun uni sof polimer hisoblab bo‗lmaydi.
Tikuvchilik buyumlarini namlab-isitib ishlash vaqtida ularga mexanikaviy ta‘sir ko‗rsatib, kerakli deformatsiyaga erishish mumkin. Bunda relaksatsion hodisa yuz beradi. Harorat yuqori bo‗lsa, relaksatsiya shu qadar tez yuz beradiki, deformatsiya o‗zining eng katta darajasiga bir onda yetib qoladi. Harorat pasaygan sari relaksion jarayon sekinlasha borib, butunlay yo‗qoladi. Bu namlab-isitib ishlash jarayonida hosil qilingan shakllar, taxlamalar, kiyim chetlari yupqaligi va boshqalarning uzoq vaqt saqlanib turishiga yordam beradi.
Gazlamalarning yuqori harorat ta‘siriga chidamliligi gazlamaning issiqbardoshligi deb ataladi. Gazlamaning issiqbardoshligiga namlab-isitib ishlash vaqtida turli omillar ta‘sir etadi. Polimerning kimyoviy tuzilishi, molekulalar orasidagi o‗zaro ta‘sir intensivligi, gazlama qizdirilayotgan muhit gazlamaning issiqbardoshligiga ta‘sir etadigan asosiy omillardir.
Namlab-isitib ishlash jarayoni uchun tolalarning issiqbardoshligi ayniqsa katta ahamiyatga ega, chunki namlab-isitib ishlashda xudi shu tolalarning issiq bardoshligi asosida optimal rejim tanlanadi. Biroq namlab-isitib ishlash sifatiga tikuvchilik buyumlarining qanchalik namligi ham juda katta ta‘sir ko‗rsatadi. Masalan, junning xususiyatlari suv va bug‗ muhitda keskin o‗zgaradi. Suv harorati 80°S gacha bo‗lganda jun tolalarning mexanikaviy xossalari juda kam o‗zgaradi. Suv harorati 80—110°S yoki bug‗ harorati 100 — 115°S bo‗lganda bunday o‗zgarishlar sezilarli darajada ortadi va parchalanish boshlanadi. Bunday parchalanish belgilari tolaning pishiqligi va cho‗ziluvchanligi 50—80 % gacha kamayib ketishida ko‗rinadi. Bunda tolalar qisqaradi va turg‗un yo‗g‗onlashib qoladi, ularning g‗adir-budirlik ko‗rinishi o‗zgaradi. Bug‗ muhitda jun tolalarning xossalari unchalik keskin o‗zgarmaydi, lekin bug‗ harorati 115°S dan oshib ketsa, bu o‗zgarishlar jun uchun parchalanish darajasiga yetib qoladi.
Kimyoviy tolalar ko‗pchiligining issiqbardoshligi katta bo‗lmaydi. Viskoza tolalaridan tikilgan buyumlar 100°S gacha bo‗lgan haroratlarga qisqa vaqt chiday oladi. Bunday haroratlarda namlikning bir qismi chiqib ketishi sababli viskoza tolalarining pishiqligi bir qadar ortadi.
Lavsan ko‗proq qo‗shilgan gazlamalar o‗z xossalari jihatidan tikuvchilik sanoatida ma‘lum bo‗lgan boshqa materiallardan farq qiladi. Lavsan — termoplastik tola. U 235—245°S da yumshaydi. 260 – 65°S da esa eriydi (suyuqlanadi). Shuning uchun lavsan aralashgan gazlamalarning namlab-isitib ishlashda hosil qilingan yangi shakllarini saqlab qolish (termofiksatsion yoki stabillash) uchun optimal harorat bug‗ bilan stabillashda 126°S va quruq stabillashda havo harorati 200—235°S hisoblanadi.
Ma‘lumki, gazlamalarni stabillash juda murakkab va hali yetarli darajadao‗rganilmagan jarayon. Biroq tolalar qizdirish jarayonida emas, balki qizigandan keyin sovitayotganda stabillashuvi hozirdayoq ma‘lum. Sovish qanchalik tez va temperatura qanchalik past bo‗lsa, stabillashish shunchalik yaxshi bo‗ladi.
Demak, namlab-isitib ishlash jarayonida lavsanli gazlamalar tolaning yoki gazlamaning stabillashish haroratidan ortiq qizdirib yuborilsa, gazlama kirishib ketadi, chunki tikuvchilik buyumlariga, odatda, ularni ch o‗zmasdan va tez sovitmasdan ishlov beriladi. Agar lavsan tolalarining bo‗yog‗i yuqori haroratga chidamli bo‗lmasa, namlab-isitib ishlash vaqtida gazlama rangi o‗zgarishi va unda har xil dog‗lar paydo bo‗lishi mumkin.
Shunday qilib, gazlamalarning yuqorida aytilgan xususiyatlarini hisobga olib, mana bunday xulosa chiqarish mumkin: namlab-isitib ishlash jarayonida kimyoviy tola gazlamalarni qizdirish haroratining oxirgi chegarasi gazlama tolalarining yuqori elastik holatga o‗tish haroratiga, issiqbardoshlik haroratiga,termofiksatsiya haroratiga, bo‗yoqlarning chidash haroratiga, suv va bug‗ muhitining haroratiga bog‗liq bo‗ladi.
Namlab-isitib ishlash vaqtida gazlamaning hamma turlarida texnologik natija (bukish burchagi, yupqalashtirish) turg‗unlashuvi shimilgan namlik gazlamadan chiqib ketganda va gazlama harorati, tolalar tarkibi qandayligiga qarab, 100—105°S orasida bo‗lganda boshlanadi.
Gazlama harorati shu oraliqda bo‗lganda relaksatsion hodisalar juda tez bo‗lib o‗tadi va ular presslash yoki dazmollash uskunalarining mexanik ta‘siri ostida keraklicha deformatsiyalanadi.
Tikuvchilik buyumlarini namlab-isitib ishlash yordamida biror shaklga kiritayotganda gazlamaga T issiqlik, W % namlik va R MPa bosim tS davomida ta‘sir etadi. T yoki R ortsa, tS kamayadi, tS ortganda esa T yoki R kamayadi. Demak, bu omillar bir-birining o‗rnini bosishi mumkin.
Namlab-isitib ishlashda tolalarning har qanday deformatsiyasiga shu tolalarni yuqori elastik holatga o‗tkazish yo‗li bilangina erishish mumkin. Yuqori elastiklik holati issiqlik ta‘sirida molekulalar harakatlanishi yoki ular muayyan qismlarining boshqa joyga o‗tishi natijasidir. Harorat ko‗tarilganda molekulalar orasidagi bog‗lanish bo‗shashib, polimer shishasimon holatdan yuqori elastik holatga utadi.
Yuqori elastiklik deformatsiyasining qiymati (kuchlanish o‗zgarmas bo‗lganda) haroratga bog‗liq emas, lekin yuqori elastiklik deformatsiyasining rivojlanish tezligi haroratga bog‗liq: harorat qancha yuqori bo‗lsa, yuqori elastiklik deformatsiyasi shuncha tez taraqqiy etadi.
Namlab-isitib ishlash qancha davom etishiga press-ustki va ostki yostiqlarining harorati katta ta‘sir qiladi. Yostiqlar harorati yuqori bo‗lgan sari gazlamaga issiq o‗tish vaqti kamayadi. Quritishning doimiy tezlik davri, masalan, uch qatlamli paketda (dazmol mato tagidagi zonada) 130 °S haroratda 24 s bo‗lsa, 200°S da 6—7 s ga tushadi. Ustki yostiqning harorati 200 °S ga yetkazilsa, bu jarayon bir necha marta tezlashishi mumkin. Xullas, dazmollaydigan asboblar haroratini oshirib, ta‘sir vaqtini shunga yarasha kamaytirish yo‗li bilan, lekin ishlov sifatiga zarar yetkazmaydigan qilib, namlab-isitib ishlash jarayonini tezlashtirish mumkin.
Qizitadigan yuza 1 ta bo‗lganda ishlanayotgan materialga issiq ta‘sir ettirish bir yoqlama bo‗ladi, qizitadigan yuza 2 ta bo‗lganda esa (dazmollash jarayonlarining ustki va ostki yostiqlari singari) ikki yoqlama bo‗ladi. Qalin materiallardan tikiladigan kiyimlarni ikki yoqlama qizitadigan uskunalarda ishlash kerak. Bunda pastki yuzaning harorati 100 — 110 °S chegaralarda bo‗lishi kerak.
Gazlamaga dazmol bosish buyumga zarur shakl berish imkonini yaratadi. Lekin bosimning ratsional chegaralarini bilish va undan mohirlik bilan foydalanish lozim, chunki haddan tashqari kam bosim gazlamani kerakligicha deformatsiyalay olmaydi, haddan ortiq bosim esa uni ezib yuboradi, yiltillatib qo‗yadi. Tadqiqotlar natijasida bosim 0,3 dan 1,5 MPa gacha oshirilganda gazlama paketining bug‗lash tezligi ortib, quritish doimiy tezlik davri qisqarishi isbotlangan. Shuning bilan birga bosim, 1,2
MPa — I, 5MPa bo‗lganda gazlamaning turli qatlamlarida qurish xarakteri va tezligi aytarli o‗zgarmaydi. Bosimni bundan ortiq ko‗paytirish esa yaxshi natija bermaydi. Drap palto bortini 35—40 % deformatsiyalash uchun 0,8—1,0 MPa bosim bilan 25 s davomida presslash talab qilinadi. Kostyum bortini 1,2 MPa bosim bilan 10 s davomida presslab, kerakli darajada deformatsiya hosil qilish mumkin.
Qo‗lda dazmollayotganda gazlamaga tushadigan solishtirma bosim hammavaqt 0,15 MPadan oshmaydi. Dazmolning gazlamaga ta‘sir etish vaqti esa har xil bo‗ladi, chunki gazlamadagi iplarning chalishishiga, gazlamaning zichligiga, iplarning chiyratmalik darajasi va hokazolarga qarab, dazmolning qancha vaqt ta‘sir etishi o‗zgartiraveriladi. Shuning uchun dazmolning gazlamaga ta‘sir etish vaqtini, ko‗pincha, 30 s deb hisoblash lozim.
Namlab-isitib ishlash jarayonida gazlamaga berilgan namlik miqdori ham, bu namlik ishlanayotgan buyum sathi bo‗ylab qanchalik tekis taqsimlangani ham katta ta‘sir ko‗rsatadi. Namlik ko‗proq bo‗lsa, paketga bo‗r o‗tish tezligi ortishi bilan bir vaqtda namlikni yo‗qotish davri ham ortadi. Namlanish darajasini oshirish bilan birga qizdiruvchi yuzalar harorati ham anchagina oshirilsa, paketga issiq o‗tish vaqtini kamaytirish, tolalarning juda ko‗p qismini shishasimon holatdan yuqori elastik holatga o‗tkazish, ya‘ni gazlamaga bir tekisda ishlov berish mumkin bo‗ladi, namlabisitib ishlash vaqti esa anchagina qisqaradi.
Namlab-isitib ishlash jarayonida suv issiqlik tashuvchi va ishlanayotgan gazlama plastifikatori (yumshatuvchi modda) vazifasini o‗taydi. U bug‗ga aylanayotganda pressning qizigan yostig‗idan issiqlikni jadal o‗ziga olib, bosim kuchayib ketishi natijasida, ishlanayotgan material qalinligi orasidan tez o‗tadi va o‗z issiqligini unga beradi. Shu bilan bir vaqtda gazlamadagi bug‗ holidagi namlik konsentratsiyasi keskin ortib ketadi.
Dazmolmatoga purkalgan namlikning miqdori elektr presslarda namlab-isitib ishlash sifati va davomiyligiga muhim ta‘sir etadi. Bu namlikning miqdori qancha bo‗lishi kerakligi gazlamaning strukturasiga, tola tarkibi va qalinligiga, shuningdek, gazlama tolalarining fizika-mexanikaviy xususiyatlariga qarab aniqlanadi.
Namlab-isitib ishlashda dazmolmatoning ahamiyati juda katta. Pressning yopilish paytida dazmolmatodagi namlik juda tez bug‗lanib ketib, materialning butun qalinligini juda qisqa vaqt (1—1,5 s) da taxminan 95—100 °S qizdirib yuboradi. Bunda materialning butun qatlamlari shishasimon holatdan yuqori elastik holatgao‗tib, press yostiqlari ta‘sirida deformatsiya bo‗ladi. Shundan keyin nam gazlamaning qurishi boshlanadi.
Nam gazlamaning qurishi uch davrga bo‗linadi. Gazlamaga issiqlik o‗tgandan keyin qurishning biriichi davri boshlanadi. Bunda gazlamaning harorati va qurish tezligi amalda o‗zgarmay qolaveradi. Namlik yo‗qola borgan sari qurish tezligi kamayib, gazlama harorati asta-sekin ko‗tarila boradi. Gazlama yuzasidagi namlik bug‗lanayotganda qurish tezligining kamaya borishi 2-davr, bug‗lash zonasi chuqurlashayotganda qurish tezligining kamaya borishi esa 3-davr hisoblanadi.
Namsiz (quruq) ishlov berilsa, presslash jarayonida gazlama faqat ustki qatlamlar hisobiga deformatsiyalanadi, chunki bunda ayni ustki qatlamdagi tolalargina yuqori elastik holatga o‗tadi.
Gazlamaga dazmolmatosiz va namlamay turib isitib ishlov berilsa, gazlamaning ustki qatlamlaridagi fizik-mexanik xususiyatlari buzilishi (yashirin yoki ochiq kuyishi) mumkin.
Gazlamalarning hamma turlarini va ayniqsa, ko‗proq lavsan aralashgan gazlamalarni namlab — isitib ishlash jarayoniga dazmolmato qanday materialdan ekani ham katta ta‘sir ko‗rsatadi. Dazmolmatodagi to‗qilgan gullar ochiqdan-ochiq seziladigan bo‗lmasligi, uning yuzasidagi tolalarning elastiklik xususiyatlari ishlanayotgan gazlama tolalarining elastiklik xususiyatlaridan kam bo‗lishi kerak. Bu gazlamalar yuzasining strukturasi (tuzilishi) ni buzilishdan saqlaydi, shuningdek, yaltirab qolish ehtimolini kamaytiradi.
Tikuvchilik buyumlari elektr presslarda, bug‗ presslarda, elektr-bug‗ presslarda, dazmollarda, bug‗li-havo manekenlar kabi uskunalarda namlab-isitib ishlanadi. Dazmollarda, elektr-bug‗ dazmollarda, bug‗ presslarda, elektr-bug‗ presslarda, shuningdek, bug‗li-havo manekenlarda namlab-isitib ishlash vaqtida bug‗ generatorida hosil qilingan va turg‗un, parametrlarini o‗zgartirish oson bo‗lgan bug‗ ishlov berilayotgan buyumning orasidan o‗tadi. Elektr presslarda, dazmollarda ishlanganda esa buyum orasidan namlangan dazmolmatoda bevosita hosil qilingan bug‗ o‗tadi. Bunda bug‗ning parametrlari vaqt o‗tishi bilan anchagina o‗zgara boradi.
Elektr presslardagi va elektr-bug‗ presslardagi namlab-isitib ishlash jarayonining asosiy qonuniyatlari laboratoriyalarida topilgan. Elektr-bug‗ presslarda ishlanayotgan buyumlarning ichida haroratning o‗zgarish xarakteri elektr presslarda ishlanayotgan buyumlarning ichida haroratning o‗zgarish xarakteridan birmuncha farq qiladi. Gazlama strukturasi va tola tarkibining ishlanayotgan paketning qatlamlari orasida harorat taqsimlanishiga ta‘siri bu ikkala pressda bir xil.
Elektr-bug‗ presslarda ishlanayotgan paketning qalinligi butun paketga issiq o‗tish qancha davom etishiga ta‘sir etadi — paket qalinligi orta borgan sari paketning hamma qatlamlariga issiq o‗tish vaqti uzayadi. Elektr presslarda ham qizdirish davomida harorat ishlanayotgan buyumning qatlamlariga xuddi shunday taqsimlanadi. Biroq elektr-bug‗ presslarda qizdirishning 1-davrini bug‗ generatoridan chiqadigan bug‗ miqdorini ko‗paytirish yo‗li bilan anchagina qisqartirish mumkin.
Elektr presslarda namlab-isitib ishlanayotganda qalinligi 3 mm bo‗lgan buyum asosan ustki qatlamlar hisobiga deformatsiyalanadi. Pastki qatlamlarda ortiqcha namlik qolib, ularning deformatsiya bo‗lishiga yo‗l qo‗ymaydi. Shuning uchun elektr presslarda texnologik jihatdan kerakli deformatsiyaga erishish uchun, ba‘zan (masalan, bortlar chetini ishlayotganda) buyumning ustki qatlamini kuchliroq isitib ikki marta presslash kerak bo‗ladi. Bunda oldin buyumningo‗ng tomoni, keyin teskari tomoni pressning ostki yostig‗iga qaratib qo‗yiladi.
Elektr-bug‗ va bug‗ presslarda ishlov berishda ikki martalab presslashga hojat qolmaydi, chunki namlab-isitib ta‘sir etishning oxiriga borib gazlamaning butun qalinligida qoldiq deformatsiya hosil bo‗ladi, bunda ortiqcha namlik qolmaydi.
Elektr presslarda buyumning ustki yoki ostki qatlamlarini ortiqcha isitish zarurligi natijasida bo‗yoqlar yoki tolalar tuzilishi buziladi. Elektr-bug‗ va bug‗ presslarda bunga o‗rin qolmaydi, buyumlar turg‗un shaklli va turg‗un razmeryay bo‗lib chiqadi.
Presslarning dazmollash sathida harorat notekis taqsimlangan bo‗ladi. Namlabisitib ishlash jarayoni to‗g‗ri o‗tishi uchun bunday notekislikni yo‗qotish, hech bo‗lmasa, minimum darajagacha kamaytirish kerak. Buning uchun, masalan, elektrbug‗ va bug‗ presslarda dazmollash sathlari ustiga flanel qoplanadi. Agar bunday notekislik yo20°S gacha bo‗lsa, ikki qavat flanel qoplash kerak bo‗ladi.
Namlab-isitib ishlashning nihoyatda muhim bosqichi: uning yakunlovchi — buyumga berilgan yangi shaklni saqlab qolish bosqichidir. Namlab-isitib ishlash jarayonida kerakli shakl hosil qilish uchun, gazlamani yuqori elastik holatga o‗tkazish kerak bo‗lsa, hosil qilingan shaklni saqlab qolish uchun, gazlamani sovitish yo‗li bilan yana shishasimon holatga qaytarish kerak bo‗ladi.
Namlab-isitib ishlashning yakunlovchi bosqichida gazlamani sovitishning uch xil usuli bor: a) ostki yostiq ustida tabiiy sharoitda sovitish; b) namini so‗rib chiqarish yordamida sovitish; v) ostki yostiq ustida shamol bilan sovitish.
Yakunlovchi bosqich boshlangan zahoti hali namlik chiqarilmay turib birdan keskin sovitilsa, gazlamada qisman saqlanib qolgan bug‗ suvga aylanib, tolalar yana namiqib qoladi. Bu esa hosil qilingan shaklni sal buzib qo‗yishi mumkin. Shuning uchun sovita boshlashdan oldin namlik tez chiqarib yuborilgani ma‘qul. Demak, namlab-isitib ishlashning yakunlovchi bosqichida namni so‗rib chiqarish yordamida sovitish yo‗lidan foydalanib, bunda press ochilishi oldidan, ya‘ni yostiqlar hali yopiq vaqtida nami so‗rilib tashlangani samaraliroq ekan. Bundan tashqari nami so‗rib tashlangan detallarning sovishi uch-besh marta tezlashadi.
Namlab-isitib ishlashda gazlamaning xususiyatlari o‗zgaradi. Bu jarayon to‗g‗ri bajarilsa, gazlamaning xususiyati yaxshilanadi. Lavsan aralashgan gazlamalarni namlab-isitib ishlash to‗g‗ri bajarilsa, hosil qilingan gofre yoki plisse taxlamalari yuvilganda ham buzilmaydi. Aksincha, namlab-isitib ishlash noto‗g‗ri bajarilsa, issiqlik ta‘sirida gazlama kirishishi yoki uning rangi aynashi natijasida kiyim buzilib qolishi mumkin.
Taxlamalari turg‗un kiyimlarga (erkaklar, ayollar va bolalar kiyimlariga) tola tarkibi turli xil bo‗lgan gazlamalar ishlatiladi. Bular orasida jun gazlamalar asosiy o‗rin tutadi. Jun gazlamalarda taxlamalar har xil usulda hosil qilinadi.
Jun gazlamalarning elastiklik xususiyatlari juda kuchli bo‗ladi. Elastiklik xususiyati taxlama hosil qilish jarayonini qiyinlashtiradi. Jun gazlamada taxlama hosil qilishning o‗zi murakkab emas. Bunda gazlama tolalari yuqori elastik holatga o‗tkazilib, ishlanayotgan buyumga kerakli shakl beriladi, keyin quritish paytida shu shaklni stabillashtiriladi. Lekin bu stabillik uzoq davom etmaydi.
Stabillik yuqoriroq darajada va doimiyroq bo‗lishi uchun turli kimyoviy reagentlar bilan dastlabki kimyoviy ishlov beriladi. Jun gazlama kiyimlarda bunday usul bilan hosil qilingan taxlamalar uzoq vaqt kiyilganda ham buzilib ketmaydi. Bunday ishlov berish ham ikki xil bo‗ladi. Birinchi ishlov berish — kimyoviy ishlov bevosita termik ishlash oldidan beriladi. Ikkinchi ishlov berishda esa gazlamaga to‗qimachilik korxonasining o‗zida kimyoviy ishlov berilib, tikuvchilik korxonasida termik ishlov berish oldidan gazlama faqat namlanadi. Dastlabki kimyoviy ishlov berishning birinchi xilida taxlamalar aniq, tez buzilmaydigan bo‗ladi. Lekin ikkinchi xil ishlov berish ommaviy ishlab chiqarish uchun qulayroq, chunki tikuvchilik korxonalarida maxsus uskunalar o‗rnatish, kimyoviy reagentlar bilan ishlash talab qilinmaydi.
Kimyoviy ishlov berilgan gazlamalar amalda nuqsonsiz bo‗lib qoladi, suv ta‘siriga yaxshi chidaydi, yuvilgandan keyin, quruq va namlab tozalangandan keyin dazmollashga ehtiyoj tug‗ilmaydi. Biroq bunday ishlashdan keyin gazlamalar elastik xususiyatga ega bo‗lib qoladi. Bu esa tikuvchilik korxonasida qo‗shimcha qiyinchiliklar tug‗diradi: bichish vaqtida gazlama surilib ketadi, tikayotganda esa detallarning ostki qavatidagi solqilik ko‗payib ketadi.
Termik ishlash maxsus termokameralarda, yuqori haroratda o‗tkaziladi.
Dastlabki kimyoviy ishlashda shimdirilgan kimyoviy reagent termokameradagi yuqori temperatura ta‘sirida gazlama bilan aloqa bog‗lay boshlaydi, ya‘ni polimerizatsiya jarayoni yuz beradi.
Dastlabki kimyoviy ishlov bergandan keyin termik ishlash usuli bilan turg‗un taxlamalar olishni forniz deb ataladigan bo‗ldi. Bu usul erkaklar ko‗ylagi, bolalar kiyimlari, shim, pidjak, yubka, kostyum, sportchilar kiyimi, maxsus ishga mo‗ljallangan kiyim va suv o‗tkazmaydigan plash kabi kiyimlar tikishda ishlatiladi.
Forniz usuli har qanday tolali gazlamalardan turli xil kiyimlar tikishda qo‗llaniladi.
Yangi usulda buyumlarga ishlov berish mehnat unumini oshirish, kiyimni saqlash bilan bog‗liq bo‗lgan chiqimlarni kamaytirish, kiyim tikishning turli jarayonida mehnat sharoitini yaxshilash, tayyor kiyimning ko‗rinishini ko‗rkamroq qilish, taxlamalari turg‗un kiyimlar turini ko‗paytirish imkonini beradi.
1. Kiyimlarga nima uchun namlab isitib ishlov beriladi?
2. Namlab isitib ishlov berish asboblari nimalardan iborat?
3. Barcha gazlamalarga bir xil issiqlikda ishlov beriladimi? Nima uchun?
4. Gazlamani issiqbardoshligi deganda nimani tushunasiz?
5. Gazlamalarning qanday turlarini bilasiz?
Tikuv buyumlarni ishlab chiqaradigan texnologik jarayonni loyihalash quyidagi bosqichlar bo‗yicha olib boriladi:
1-bosqich. Dastlabki ma‘lumotlarni yig‗ish, tahlil qilish va texnik topshiriqlarni ishlab chiqish.
- model tanlash va asoslash;
- tanlangan buyum modeliga gazlama tanlash va asoslash;
- tanlangan buyumni tikish uchun asbob-uskuna va tikish usullarini tanlash;
- tikish usuli asosida buyum tikish texnologik tartibini tuzish;
- tanlangan buyum modelini ishlab chiqarish uchun ishlab chiqarish oqimini tanlash.
2-bosqich. Tikuv tsexini loyihalash uchun texnologik hisoblash ishlarini bajarish:
- ishlab chiqarish oqimining parametrlarini hisoblash;
- ishlab chiqarish oqimini texnologik sxemasini tuzish;
- texnologik sxemani taxlil qilish;
- ishlab chiqarish oqimini texnik iqtisodiy ko‗rsatkichlarini hisoblash;
- ishlab chiqarish oqimida ish o‗rinlarini joylashtirish va tsex planini tuzish;
- tikuv tsexida qo‗shimcha assortimentni ishlab chiqarishni hisoblash.
Texnologik oqimni ishlab chiqish uchun dastlabki ma‘lumotlarni yig‗ish va tahlil qilish bosqichida quyidagi ishlar bajariladi:
- ishlab chiqarilayotgan obyektni tasnifi va oqimning ko‗rsatkichlari bilan tanishish;
- ishlab chiqarish sharoitlari bilan tanishish va ularni baxolash;
- texnologik oqimni ishlab chiqish uchun kerakli qo‗shimcha ma‘lumotlarni yig‗ish.
Tikuv sexini loyihalash uchun topshiriq o‗z ichiga quyidagilarni oladi:
- oqimda ishlab chiqariladigan buyumning nomi;
- ishlab chiqarish oqimining quvvati yoki oqimdagi ishchilar soni;
- qo‗p modelli oqim uchun modellarni ishlab chiqarish nisbati;
- oqim egalaydigan satx;
- tikiladigan buyum uchun texnologik operatsiyalar tartibi;
- texnologik jarayon grafi.[43]
Buyum modelini va gazlamani tanlash, asoslash. Bu ishning eng ma‘sul bosqichi bo‗lib, keng assortimengda maxsulot tayyorlab berish, oqimni bir ma‘romda ishlashi va maxsulotning samaradorligi bilan bog‗liqdir. Tanlangan buyum modellari ikki guruhga bo‗linuvchi talablarga javob berishi kerak:
1. Kiyimning sifati va aholi talabi xususiyatlarini shakllanishini ta‘minlovchi iste‘molchi talablar;
2. Kam mehnat va kam material sarflab yuqori sifatli kiyim tayyorlashga yo‗naltirilgan ishlab chiqarish talablari.
Kiyimning talab xususiyatlari quyidagilar bilan aniqlanadi: a) gigiyenik;
b) ekspluatatsion;
v) estetik.
Bitta ishlab chiqarish oqimida tikishga mo‗ljallangan modellar belgilangan assortiment talabiga javob berishi kerak. Model konstruksiyasi moddiy jihatdan va mehnatni sarflanishi tomonidan tejamli va qulay konstruksiyali bo‗lishi talab qilinadi.
Modellar mahsulot sifatini darajasini ta‘minlab beruvchi, o‗rtachadan yuqori murakkab ishlov beradigan ko‗rsatkichlarga javob berishi kerak.
Kiyimning sifati va uning narxi qo‗p jixatdan ishlov berish usuliga va qo‗llaniladigan asbob-uskunaga bog‗lik. Shuning uchun yuqori sifatli buyumni ishlab chiqarishni ta‘minlaydigan tikish usullari tanlanadi.
Kiyimga ishlov berish usullari va qo‗llaniladigan asbob-uskunalar kiyimning mo‗ljallanishiga, gazlamalarni tikish xususiyatiga bevosita bog‗liq. Ishlov berish usullarini va asbob-uskunalarni tanlashda buyum sifatini yaxshilash, buyumga ishlov berish vaqtini qisqartirish, mexnat unumdorligini oshirish, kiyim tikish qiymatini kamaytirish, asbob-uskunalardan va tsex maydonidan, shuningdek ishchilarning ish vaqtidan unumli foydalanish, xamda mehnat sharoitini yengillashtirishning turli variantlari solishtiriladi.
Mavjud texnologiyani takomillashtirish quyidagi yo‗nalishlar bo‗yicha olib boriladi:
- mashina operatsiyalarini solishtirma ulushini q o‗tarish;
- elimli materiallarni qo‗llash jarayonini kengaytirish;
- operatsiyalararo namlab isitib ishlov berish operatsiyalarini qisqartirish va konsentratsiyalash;
- detallarga ishlov berish texnologiyasini takomillashtirish;
- kichik mexanizatsiya vositalarini qo‗llash.
Ayrim detal va kiyim bo‗laklarini tayyorlashda kompleks
mexanizatsiyalashtirishni, shuningdek avtomat va yarimavtomat uskunalar komplektidan foydalanish maqsadga muvofiqdir.
Ishlab chiqarish oqimlari dastlabki ma‘lumotlarini tahlil qilgan holda ularning tashkiliy strukturasi tanlanadi. Ishlab chiqarish oqimlarni tashkil qilishning shakllari asosan to‗rtta belgisi bilan farqlanadi:
- bir ma‘romda ishlash darajasi bo‗yicha;
- tikuv buyumlarni ishlab chiqarish oqimiga tushirish bo‗yicha;
- mahsulotni tashish usullari bo‗yicha;
- tashkiliy operatsiyani vaqtini moslash usuli bo‗yicha.
Ishlab chiqarish oqim shakli unda ishlab chiqariladigan maxsulot turiga va tikuv tsexini imkoniyatiga qarab tanlanadi.
Ishlab chiqarishda oqimlar ko‗pincha seksiyalardan iborat bo‗ladi. Ularda ishlab chiqiladigan maxsulot turiga qarab quyidagi oqimlarni qo‗llash tavsiya etiladi.
Pidjak, shim, erkaklar, ayollar va bolalar paltosini ishlab chiqarishda tayyorlash seksiyasida-guruhli agregat oqimlar, bunda kiyimning har bir detali yoki ma‘lum detallarni tayyorlash alohida guruhlarga ajratiladi, ishlab chiqarish oqimiga detallarni tushirish bog‗lamli ketma-ket yoki siklli, ish joydan keyingi ish joyiga detallar aravachalar yoki mexanizatsiyalashtirilmagan vositalar yordamida uzatiladi.
Yig‗ish seksiyasida - konveyerli yoki agregat oqimlar, konveyerlar bitta yoki bir nechta chiziqli bo‗lishi mumkin, ishlab chiqarishga mehnat predmetlari ketma-ket donalab tushiriladi.
Pardozlash seksiyasida – konveyerli yoki agregat oqimlar qo‗llanilishi mumkin. Buyumlarni ish joydan keyingi ish joyga uzatish uchun osma konveyerlardan foydalanish maqsadga muvofiq bo‗ladi. Bunda buyumni tashqi q o‗rinishi, sifati, unda hosil qilingan shakllar o‗z q o‗rinishini yo‗qotmaydi. Buyumlar ketma-ket donalab uzatiladi.
Oqimning barcha seksiyalari bo‗yicha ishlab chiqariladigan mahsulot soni, ya‘ni quvvati bir xil bo‗lish kerak.
Erkaklar va ayollar ko‗ylagi, bluzkalarni ishlab chiqarishda oqimning tayyorlash seksiyasida - aylana, agregat yoki guruhli agregat oqimlar qo‗llaniladi. Ishlab chiqarish oqimiga detal va yarimfabrikatlar pachkalab ketma-ket yoki siklli tushiriladi.
Yig‗ish va pardozlash seksiyalarida aylana va agregat oqimlar qo‗llaniladi. Ishlab chiqarish oqimiga mehnat predmetlari donalab ketma-ket tushiriladi.
Erkaklar ko‗ylagini tikishda oqimning tayyorlash seksiyasida guruhli agregat oqimlar qo‗llaniladi. Ishlab chiqarish oqimiga detallar ketma-ket pachkalab tushiriladi. Yig‗ish seksiyasida - agregat oqimlar, detal va yarimfabrikatlar donalab yoki pachkalab ketma-ket tushiriladi. Pardozlash seksiyasida - agregat yoki osma konveyerlar qo‗llaniladi. Oqimga buyumlar donalab yoki pachkalab tushiriladi.
Yuqorida qayd etilgandek, ishlab chiqarish oqimini asosiy parametrlari yoki quvvat ko‗rsatkichlari kuyidagilaridan iborat:
- ishlab chiqarish oqimining quvvati, ya‘ni bir smenada ishlab chiqariladigan maxsulot soni- M ( dona);
- ishlab chiqarish oqimidagi ishchilar soni- N ( ishchi); - tikuv tsexini satxi - S ts ( m2).
Ishlab
chiqarish oqimini quvvat ko‗rsatkichlaridan biri ma‘lum bo‗lgan
xolda oqimni ma‘romi hisoblanadi.
![]() R
yoki
R
yoki ![]() Тб
Тб
M N
bunda: R-smena davomiyligi, s.
N-ishlab chiqarish oqimining ishchilar soni, ishchi Tb-buyum sermexnatliligi, s. Buyum sermehnatligi Tb =∑ t b..o. bunda: ∑ t b..o.- texnologik jixatdan bo‗linmas operatsiyalarning sarf vaqti,s.
Ko‗p modelli ishlab chiqarish oqimida bitta buyumni sermehnatligi, ya‘ni bitta buyumni tikib bitqazishga o‗rtacha hisobda sarflanadigan vaqt quyidagi formuladan aniqlanadi:
Т
Тб.ур б
С
bunda: ∑ Tb- bitta tushirish siklidagi xar bir jarayondagi xamma modellarni
tikib bitkazishga sarflanadigan vaqtning yig‗indisi.
Ishlab chiqarish oqimidagi ishchilar soni ma‘lum bo‗lsa uning quvvati quyidagicha aniqlanadi:
N R
М ![]()
Тб
Shunday qilib, oqimning parametrlaridan biri ma‘lum bo‗lsa, qolganlari hisoblab aniqlanadi.[44]
Ish o‗rinlarining o‗rtacha soni ishlab chiqarish oqimidagi rezerv ish o‗rinlarining soniga, bitta ishchi ikkita ish o‗rnida (masalan press va dazmol, ikkita press) bajariladigan operatsiyalar nechtaligiga va bitta ish o‗rnidan ortiq joy oladigan uskunalar borligiga bog‗liq. Tajriba ma‘lumotlariga asolanib ishlab chiqarish oqimidagi bitta ishchiga to‗g‗ri keladigan ish o‗rinlarining o‗rtacha soni quyidagicha qabul qilingan:
- ich kiyimlar va ayollar ko‗ylagini tikishda- 1,1-1,15;
- kostyum tikishda- 1,15-1,2; - palto tikishda-1,2-1,25.
Ishlab chiqarish jarayonlarining navbatdagi bosqichi bu texnologik operatsiyalarni tashkiliy operatsiyalarga o‗tish tartibini o‗rnatish va loyihalashtirilayotgan tikuv tsexida ishlab chiqarish oqimi uchun tashkiliy-texnologik sxemasini tuzish, ishchi o‗rinlarini joylashtirish usulini aniqlashdir. Ishlab chiqarish oqimini texnologik sxemasi tashkiliy operatsiyalaridan iborat. Tashkiliy operatsiyalar buyum tikish texnologik tartibi va texnologik jarayon graf modeli ―daraxti‖ asosida tuziladi. Tashkiliy operatsiyalarni tuzish uchun ma‘lum shartlarga rioya qilish zarur.
Bu shartlar ikki turga bo‗linadi: - tashkiliy shartlar; - hisob shartlari.
Konveyerli oqimlarda tashkiliy operatsiyalarni tuzish uchun quyidagi tashkiliy shartlarga rioya qilish zarur.
1. Kiyim tikish texnologik tartibi buzilmaslik kerak. Ishlab chiqarish jarayonida mehnat predmetlarini ish o‗rinlariga qayta-qayta kelishiga yo‗l qo‗yilmaslik.
2. Tashkiliy operatsiyalarni bajarish vaqti ishlab chiqarish oqimini ma‘romiga mos yoki karrali bo‗lib, ma‘romga nisbatan farq:
- qat‘iy ma‘romli oqimlar uchun yo5’10 % ;
- erkin ma‘romli oqimlar uchun -5 ’ + 15% ortiq ketishiga yo‗l qo‗yilmaslik.
3. Ishchilarni malakasidan to‗g‗ri foydalanish zarur, ya‘ni bitta tashkiliy operatsiyaga razryadlari bir xil yoki yonma-yon turgan razryadli operatsiyalarni birlashtirish mumkin.( Masalan: 3 bilan 4, 2 bilan 3, 4 bilan 5). Ba‘zan razryadlari har xil bo‗lgan operatsiyalarni birlashtirish.
4. Asbob-uskunalardan to‗liq foydalanish zarur. Bitta tashkiliy operatsiyaga ixtisos jihatdan (asbob uskuna) bir xil operatsiyalarni birlashtirish mumkin. Ba‘zan:
- operatsiyani davom etish vaqti ma‘romdan kam bo‗lgan operatsiyalardan turli maxsus mashinalarda (izma yo‗rmaydigan va tugma qadaydigan va puxta yo‗rmaydigan mashinalarda tikiladiganlarini) birlashtirishga yo‗l qo‗yiladi;
- tikish mashinaliridagi turli xil ishlarni o‗tirib bajariladigan qo‗l ishlari bilan birlashtirish;
- presslash bilan dazmollash operatsiyalarini birlashtirish;
- presslash yoki dazmollash ishlari bilan tik turib bajariladigan qo‗l ishlarini birlashtirish.
5. Mashinada bajariladigan operatsiyalarni tuzishda tashkiliy operatsiyaga kiritilgan, texnologik jixatdan xamma operatsiyalarni bitta moslamadan foydalanib bajarish mumkinligi hisobga olinadi.
6. Juft detallarni tikishda bo‗linmas operatsiyalarni bitta tashkiliy operatsiyaga kiritish lozim.
7. Mashinada bajariladigan operatsiyalarni birlashtirishda shu tashkiliy operatsiyani bajarishda bir xil turdagi ipdan foydalanishi va tikilayotgan gazlamaning qalinligi taxminan bir xil bo‗lishi k o‗zda tutiladi.
Oqimning tashkiliy-texnologik sxemasi jaryonning asosiy texnik hujjati hisoblanadi. Uni mexnatni taqsimlash sxemasi deb xam yuritiladi.
Texnologik operatsiyalarni tashkiliy operatsiyalarga komplektlash jarayoni natijalari bo‗yicha oqim operatsiyalari vaqtini moslashtirish jadvali tuziladi.
Oqimning tashkiliy-texnologik sxemasi tuzish uchun operatsiyalar vaqtini moslash jadvalidan va mahsulotni tayyorlash uchun texnologik operatsiyalar ma‘lumotnomasidan foydalaniladi. Tashkiliy-texnologik sxema oqimning asosiy texnik hujjati bo‗lib, uni asosida:
- ish o‗rinlari, uskunalar joylashtiriladi;
- asbob-uskuna, moslama va yordamchi materiallar bilan ta‘minlanadi;
- texnologik jarayon nazorat qilib boriladi;
- bajariladigan ish hisobga olinadi;
- ishchilarning ish haqi hisoblanadi.
Bir modelni oqimlar uchun tashkiliy-texnologik sxema 5-jadval ko‗rinishida tuziladi.
|
Tashkiliy operatsiyalar t.r. |
Texnologik operatsiyalar t.r. |
Texnologik operatsiya- lar nomi |
|
|
Umu- miy vaqt, sek |
Ishchilar soni |
Ishlab chiqarish normasi, dona |
Ish haqi, so‗m |
Asbob- uskuna, moslama lar |
|
|
Nx |
Na |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
Buyum nomi….
1 smenada ishlab chiqariladigan buyum soni…..,
Jarayon ma‘romi, s:…..
Oqimda ishchilar soni, ishchi…
Tashkiliy-texnologik sxemaning 1-ustunida oqim operatsiyalarini 1 dan boshlab tartib sonlar bilan belgilab chiqiladi. Bir vaqtning o‗zida oqimning bita yoki bir necha texnologik operatsiyalardan tuzilgan oqimning texnologik operatsiyasining tartibi 2-ustunda raqamlar bilan belgilanadi. Bu biror bir ishchi ishga kelmay qolsa ayrim operatsiyalarni boshqa operatsiyalarni bajaradigan ishchilaro‗rasida taqsimlash imkoni bo‗lishi uchun qilinadi.
3-ustunda texnologik operatsiyalardan iborat tashkiliy operatsiyalar tarkibi ko‗rsatiladi.
Tashkiliy operatsiyaning 4-ustuni bo‗yicha yakuniy qismida ixtisoslik asosiy uskuna bo‗yicha ko‗rsatilib, razryad (5-ustun) eng yuqori razryadli texnologik operatsiyalar bo‗yicha aniqlaniladi. Bir vaqtning o‗zida ixtisoslik va razryad har bir texnologik operatsiyalar bo‗yicha ko‗rsatiladi.
Operatsiyaning umumiy sarf vaqti (6-ustunda) moslashtirish jadvali asosida o‗rnatiladi va 0.1sek aniqlikkacha hisoblanadi.
Ishchilarning soni (7-ustun) texnologik operatsiyaning vaqtini jarayon ma‘romiga nisbati bilan aniqlanadi va 0.01 aniqlikkacha ko‗rsatiladi. Ishchilarning aniq soni (8-ustun) ishchilarning hisobdagi soni yig‗indisini yaxlitlash orqali o‗rnatiladi:
Nx .=t t.o./τ
Ish normasi (9-ustun) smena davomiyligini (R) tashkiliy operatsiyaga ketgan umumiy vaqtga bo‗lish orqali aniqlanadi:
Ni.ch.=R/tt.o.
Ish haqi (10-ustun) tashkiliy operatsiyalarning razryadi bo‗yicha kunlik ishbay maoshini ishlab chiqarish normasiga bo‗lish bilan aniqlanadi. Ish haqi har bir texnologik operatsiya bo‗yicha hisoblanadi. Yakuniy qismda umumiy ish haqi ko‗rsatiladi.
Ρ= T.o. KIM / Ni.ch
1. Model tanlash qanday amalga oshiriladi?
2. Tikuv buyumlarni ishlab chiqaradigan texnologik jarayonni loyihalash qanday amalga oshiriladi?
3. Tikuv tsexini loyihalash uchun topshiriq o‗z ichiga nimalarni oladi?
4. Buyum modelini va gazlamani tanlash va asoslash
5. Asbob-uskunalarni tanlash qanday amalga oshiriladi?
6. Ishlab chiqarish oqimlarni tashkil qilishning shakllari nimalardan iborat?
7. Ishlab chiqarish oqimlari qanday seksiyalardan iborat?
8. Tajriba tsexida qanday ishlar amalga oshiriladi?
9. Yig‗ish seksiyasida qanday ishlar amalga oshiriladi?
10. Kiyim tikish texnologik tartibi buzilmasligi uchun qanday chora-tadbirlarni amalga oshirish kerak?
Insoniyat paydo bo‗lgan vaqtdan beri poyabzal bor. Poyabzal odamning oyoq panjasi va shu bilan birga butun inson tanasini tashqi muhit ta‘siridan himoya qilish vazifasini bajaradi.
Odam paydo bo‗lgan birinchi davrlarda, ular hayvon terisini yoki daraxt po‗stlog‗ini oyoq panjalariga ildiz, ichak yoki teri tasmasi bilan bog‗lab yurishgan.
Bu davrdagi poyabzallar juda oddiy ko‗rinish (konstruksiya)da bo‗lgan. Har xil sharoit va geografik kenglikda yashayotgan xalq ob-havo sharoitiga qarab turli xil poyabzallarni kiygan.
![]() Issiq mamlakatlarda havo harorati nol gradusdan past
bo‗lmagan joylarda, asosan, oyoq panjasining tag qismini himoya qiladigan
ya‘ni taglikni birorta tasma yoki ildiz bilan bog‗lab olinadigan
poyabzallarni kiyishgan. Hozirgi davrda ham shunday poyabzallarning
takomillashgan turi tasmali sandallar ko‗p tarqalgan.
Issiq mamlakatlarda havo harorati nol gradusdan past
bo‗lmagan joylarda, asosan, oyoq panjasining tag qismini himoya qiladigan
ya‘ni taglikni birorta tasma yoki ildiz bilan bog‗lab olinadigan
poyabzallarni kiyishgan. Hozirgi davrda ham shunday poyabzallarning
takomillashgan turi tasmali sandallar ko‗p tarqalgan.
O‘rta iqlimdagi hududlarda issiq yozo‗niga sovuq qish keladigan yerlarda, oyoq panjasining faqat tagini emas,
balki butun oyoq panjasini himoya qilish kerak bo‗lgan. Bu hududlarda, hozirgi davrda kiyilayotgan tufli, qo‗njsiz botinka va botinkalargao‗xshash bo‗lgan eng oddiy tuzilishdagi choriqlarni, asosan Rossiya va Yevropa mamlakatlarida, bizning eramizdan 4 ming yil ilgari odamlar kiyishgan.
Yoz juda qisqa, qish esa uzoq davom etadigan yerlarda, qor butun mavsum davomida yerni qoplab yotadigan joylarda, asosan, etikkao‗xshatib, oddiy hayvon mo‗ynasini oyoqqao‗rab, boylab yurishgan. Bunday poyabzallarni Uzoq Shimol xalqlari kiyishgan.
Poyabzalning konstruksiyasi, ularni ishlab chiqarish usullari har doim rivojlanib boradi. Poyabzalning konstruksiyasini rivojlanishi ishlab chiqarish qurollari va poyabzalda qo‗llaniladigan materiallarni rivojlanishiga o‗ta bog‗liq.
Har bir yangi konstruksiya ma‘lum bir davr odamlarining talabini qondirsa, ma‘lum vaqt o‗tgandan keyin unga talab yo‗qolib, yangi konstruksiyadagi poyabzal ishlab chiqarish kerak bo‗lib qolgan.
Poyabzal konstruksiyasining rivojianish tarixi arxeologik qazilmalar asosida davrlar bo‗yicha quyidagicha bo‗lgan: tosh davri; bronza yoki suyak davri; temir davrining boshi; temir davrining o‗rtalari; o‗rta asrlar; XIX asr; XX asr kabi davrlar.
Ibtidoiy jamoa asrlarida poyabzalni, asosan, yaxlit bitta detaldan yasashgan, poyabzalga oyoq panjasining shaklini berish uchun yaxlit tekis teri parchasini qayirib, shu teridan qilingan qo‗pol tasmalar yordamida chetlari biriktirilgan. Shunday usulda butun dunyoda poyabzal qilinganligi to‗g‗risida to‗la ma‘lumotlar bor (choriq, mokasin va boshqalar).
Qozog‗iston va Tog‗li Oltoyda kigizdan qilingan etiklardan ko‗p foydalanilgan.
Bu etiklar hozirgi etiklarning eng oddiy konstruksiyasi bo‗lib, uning orqasini ochiq paypoqqao‗xshatib tayyorlashgan. Bunday etiklar kiyilgandan keyin oyoq shaklini olgan, panja va boldir qismi esa to‗g‗ri burchakli bo‗lgan.
Qadim davrlarda poyabzallar qo‗pol ishlangan, yungi olingan teridan qilingan. Bunday poyabzallarning ustki qismi g‗ijimlanib qolgan va ular yurgan hamda chopganda oyoq panjasiga botmasligi uchun oyoq panjasini har xilo‗tlar bilano‗rab olingan. Keyinchalik bu g‗ijimlarni qirqib, hosil bo‗lgan yirtiqlarni tikadigan bo‗lishgan. Bu esa poyabzalni qo‗nj va betlik detallariga ajralishiga olib keldi.
Yaxlit bo‗lak teridan yasalgan poyabzal kiyilganda yer bilan ishqalanib, sirtqi qismi esa ko‗p egiladigan joyidan teshilib qolgan. Poyabzalning xizmat muddatini uzaytirish uchun teshilgan joylariga yamoq solishgan. Shunday qilib, akademik B.A.
Ribakovning taxmini bo‗yicha, tag va ustki detallarga ajratila boshlagan. Bunday ajralish poyabzalning konstruksiyasida katta inqilobiy sakrash bo‗lib, tag va ustki detallarga har xil materiallarni ishlatish imkonini berdi. Keyinchalik poyabzalning konstruksiyasini mukammallashtirish, asosan, poyabzal shaklining oyoq panjasining shakliga yaqinlashtirish, materiallarni tejamli ishlatish va tashqi qiyofasini yaxshilash yo‗nalishida bo‗ldi. Detallarni teridan qilingan tasmalar bilan biriktirilganda qo‗pol choklar hosil bo‗lgan, chunki tasmani o‗tkazish uchun teshiklar tosh parchalari yordamida teshilgan. Quruq ichaklar va paylar ishlatila boshlagandan keyin bigiz hamda ignalar kerak bo‗la boshladi, oldiniga ularni suyaklardan, keyinchalik bronza va temirdan yasashgan. Pay, quruq ichaklarni ishlatish keyinchalik iplarni qo‗llash, har xil choklar paydo bo‗lishga olib keldi. Shunday qilib, qo‗yma, ag‗darma va biriktirma choklar paydo bo‗ldiki, bu choklar hozir ham qo‗llanilmoqda.
Tikilgan poyabzalga shakl berish maqsadida oyoq panjasining shaklidagi bir bo‗lak yog‗och (shon) namlangan poyabzalga kiygizilar edi.
Poyabzallarni kuzatishlar shuni ko‗rsatadiki, birinchi navbatda tovon va tumshuq qismida joylashgan detallar, biktiruvchi choklar yirtilar ekan, chunki yurganda eng ko‗p kuch oyoq panjasining shu qismiga tushadi. Chokni yirtilishdan himoya qilish maqsadida, ular poyabzalning yuqori qismiga tikiladigan bo‗ldi. Buni amalga oshirish uchun taglikning tovon va tumshuq qismini uzunroq qilinadigan bo‗ldi. Poyabzalning ustki qismida qiytim qilib, unga pona shaklidagi taglikning ziyi tikilar edi. Sekin-asta taglikning ishlatish vaqtini uzaytirish maqsadida tagliklar ikki qavat qilinadigan bo‗ldi.
Shunday qilib, XII asrdan hozirgacha saqlanib qolgan, ustki detallarning konstruksiyasi paydo bo‗ldi. Bular, asosan, boshliq va orqa detal (dastak)lar yoki qo‗njlar. Rossiyada X-XII asrlargacha katta qoramollar bo‗lmagani sababli taglikka ishlatiladigan charmlar ham bo‗lmagan. Ular har xil mayda hayvonlarning terisini cheprak (eng qalin, zichligi katta) qismini taglik uchun, qolgan qismini ustki detallar uchun ishlatishgan.
Rossiyada katta qoramollar va qalin tag charmlar paydo bo‗lgandan keyin, tagliklar shu materiallardan, yengil (echki, qo‗y, buzoq) terilardan esa ustki detallar tayyorlana boshlagan. Ular faqat qora rangdagina emas, balki Osiyo va Sharq mamlakatlaridan keltirilgan rangli (qizil, yashil, jigar rang) charmlarni ishlatish yo‗lga qo‗yildi. Bunday charmlar, ayrim hollarda detallarga har xil rangdagi iplar yordamida bezatilar ham edi.
Ustki detallarning tovon qismi tezda yedirilar va shaklini yo‗qotar edi. Poyabzalning tovon qismi o‗z shaklini yo‗qotmasligi uchun XIII asrdan boshlab, qalin charmdan bikir dastak qo‗yiladigan bo‗ldi, bu esa o‗z navbatida poyabzalning tovon qismida qo‗yma chok paydo bo‗lishga olib keldi.
XII asrdan boshlab taglikning tovon qismi tez yedirilmasligi uchun taglikning tovon qismiga bir parcha charm biriktirilib ikki qavat qilinadigan bo‗ldi. Shunday qilib, XII asrda yangi detal —poshna paydo bo‗ldi. Bir nechta charm qavatdan tashkil topgan detalni Rossiyada ko‗p vaqtgacha tovon osti deb yuritildi, keyinchatik poshna deb nomlandi. Patakning yo‗qligi (XII—XVII asr) poshnani mixlar bilan biriktirishni qiyinlashtirdi, shuning uchun poshna ip yordamida tashqi chok bilan tikilar edi. Poshna tez yedirilmasligi uchun poshnaga katta qalpoqli mixlar qoqilar edi. Keyinchalik XVI—XVII asrlaida poshna ostiga taqa qoqiladigan bo‗ldi. Shu davrga kelib sof rus poyabzalining konstruksiyasini rivojianish davri tugadi.
Eski Polsha, Vengriya, Bolgariya va Bolqon davlatlarining poyabzalini konstruksiyasi qadimiy Rossiya poyabzaligao‗xshash bo‗lgan. Keyinchalik, o‗rta asrlar davrida G‗arbiy Yevropa mamlakatlarining poyabzal konstruksiyasi bu davlatga kirib kelgan.
Ma‘lumki, XVI — XVII asrlarda rus madaniyatida, Pyotr I reformasiga asosan, katta o‗zgarishlar bo‗ldi, ya‘ni chet el urf-odatlari, kiyim va poyabzallari Rossiyaga kirib keldi. Pyotr I ning farmoniga binoan (qamchi bilan savalash yoki surgunga yuborish jazosi bifan) rus poyabzallarini kiyish, ishlab chiqarish va sotish man etildi. Hamma chet el poyabzallarini kiyishi shart edi, faqat ruhoniylar va Sibir xalqlari bundan mustasno edilar. Chet el (G‗arbiy Yevropa) poyabzali o‗zgacha konstruksiyaga ega (patakli, bikir dastakli, ayrim hollarda ustki materiallardan qoplangan yog‗och poshnali) bo‗lgan. Ustki detallari murakkab shaklda bo‗lib, detallarga bo‗linishi eskicha edi. Poyabzalni oyoq panjasiga mahkamlash uchun tugmalar, pistonlar, tasmalar paydo bo‗la boshladi. Keyinchalik poyabzalning ustki detalini old qismi tumshuq va betlikka bo‗lindi.
Sekin-asta poyabzal ishlab chiqarish o‗zgara boshladi: shonlar o‗rniga qoliplar ishlatila boshladi; poyabzalning ustki detallari qolipga tortilib, qolipning shakli berildi; ustki detallarni tortish baxyasi ipli chok yordamida patakka biriktiriladigan bo‗ldi. Shu paytga kelib, taglikni ustki detallar bilan biriktirishni mix va mix-cho‗p usuli, ish qurollaridan etikd o‗zning bolg‗asi hamda tortish uchun ombur paydo bo‗ldi. Ular hozirgi paytgacha ishlatib kelinmoqda.
Yig‗ma poshnalarni patakka va taglikka mix-cho‗p yordamida biriktira boshlandi. Yog‗och poshnalar ustini qoplama bilan qoplab tikib, patakka yo‗g‗on mix bilan ( o‗rtasidan) biriktirilar edi. Yog‗och poshnaning ostiga charmdan poshna osti qoqilar edi.
XVIII asrga kelib, baland poshnali poyabzallarning moda bo‗lishi natijasida, poyabzalning axmi qismini mustahkamlash kerakligi ma‘lum bo‗ldi, Chunki oyoq panjasining tashqi gumbazi tag detallarini egib, yurganda poshna old va orqa tomoniga harakat qilib, oyoqni shikastlantirar hamda o‗z qiyofasini yo‗qotar edi. Poyabzalning axmi qismining mustahkamligini oshirish maqsadida, poshnalarning old konturi (frontal tomoni) uzunroq (25 a-rasm) tayyorlana boshlandi, keyinchalik tashqi temir qo‗ygich paydo bo‗ldi, u poshna osti bilan taglikning axmi qismini tutashtirib turdi (25 b-rasm).
Shuni ta‘kidlash kerakki, Rossiyaga baland poshna Osiyodan kirib keldi. O‘zbek va Qirg‗iz otliqlari etiklarning baland poshnasini qirrasi bilan otlarni boshqarar edilar. Bunday etiklarning metall plastinkasi, poyabzal ichidan patak orqalio‗tib, taglikning tovon qismini o‗rtasidan, charm poshna orqali tashqariga chiqib turar edi (25 drasm).
Baland poshnali poyabzallarning axmi qismini mustahkamlash uchun charmdan yarim pataklar qo‗llana boshlandi. Oldingi asrlarda uni lubdan, keyinchalik faner va shakllantirilgan po‗lat tasma bilan almashtirildi (25 e-rasm). Poyabzalning konstruksiyasi boshqa mamlakatlarda ham xuddi shunday rivojlandi.

a b d e
Nil daryo vodiysi, Tigr va evfrat daryolarining orasida joylashgan qadimgi shaharlarda o‗tkazilgan arxeologik izlanishlar natijasida, eramizdan oldingi V va IV asrlarda yaratilgan poyabzallar topilgan.
Bu poyabzallarni, ya‘ni qo‗pol qirqilgan teri parchasini (taglik) tasma yokio‗simlik ildizlaridan to‗qilgan arqon yordamida oyoq panjasiga bog‗lab yurishganligi ma‘lum bo‗ldi.
Ular teri-tasmani yoki arqonni taglikning old qismini teshib o‗tkazib olgan yoki bo‗lmasa tovon qismini qirqib teshiklar(quloqcha)ga tasmani boylab yurganlare Bunday poyabzallar yirtilganda oldin yamoq solinib, keyinchalik ikki qavat, ya‘ni taglik va patak paydo bo‗lgan.
G‗arbiy Yevropada Sharqiy Yevropaga nisbatan oldinroq tanavor qolipga tortilar va patakka biriktirilar, so‗ngra taglik hamda poshnani biriktirishar edi. Ustki detalining patakka biriktiradigan qismini keyinchalik tanavorning tortish baxyasi deb ataladigan bo‗ldi.
Shunday qilib, patak va tortish baxyasini paydo bo‗lishi natijasida, hozirgi paytgacha saqlanib qolgan, o‗ziga xos tikish texnologiyasi vujudga keldi.
O‘rta asrlar davrida Yevropada tumshuq qismi uzaytirilgan poyabzallar ko‗p tarqalgan. Bu poyabzallarning tagiga qo‗shimcha yog‗ochdan taglik qo‗yilgan bo‗lib, ular loy va boshqa iflosliklardan saqlar edi. Bunday uzun tumshuqli poyabzallarning, asosan, boy zodagonlar kiyar va ular qancha boy bo‗lishsa, shuncha tumshuq qismi uzun tayyorlangan (26-rasm).

XVIII asrga kelib hamma Yevropa mamlakatlarida poyabzal konstruksiyasining rivojlantirilishi bir yo‗lda bordi.
XIX asr o‗rtalariga kelib poyabzal ishlab chiqarishni mexanizatsiyalashtirish boshlandi. Birinchi bo‗lib taglik va patakni qirqish uchun sodda vint (burama)li presslar paydo bo‗ldi.
XVII asrning oxirida tikuv mashinasining ixtiro qilinishi poyabzal ishlab chiqarish texnologiyasini mukammallashtirdi va rivojlantirdi.
![]() Sun‘iy materiallarni paydo
bo‗lishi esa poyabzal konstruksiyasini
rivojlantirishga katta ta‘sir qildi. Rezina ishlab chiqarish texnologiyasini
rivojlantirish natijasida yangi quyma yaxlit taglik paydo bo‗ldi, ya‘ni
taglik, poshna, qo‗ygich va to‗ldirgichlar bitta qilib maxsus
qoliplarda quyiladigan bo‗ldi.
Sun‘iy materiallarni paydo
bo‗lishi esa poyabzal konstruksiyasini
rivojlantirishga katta ta‘sir qildi. Rezina ishlab chiqarish texnologiyasini
rivojlantirish natijasida yangi quyma yaxlit taglik paydo bo‗ldi, ya‘ni
taglik, poshna, qo‗ygich va to‗ldirgichlar bitta qilib maxsus
qoliplarda quyiladigan bo‗ldi.
1932–1934-yillarga kelib ―Skoroxod‖ poyabzal fabrikasida (Peterburg) taglikni biriktirishda yangi issiq vulkanizatsiya usuli ixtiro qilindi. Bu usulda bir vaqtning o‗zida taglik va poshna rezina qorishmasidan vulkanizatsiya qilinib, tanavorga biriktiriladi. Poyabzal sanoatida bu usul inqilobiy ahamiyatga ega bo‗ldi.
Ikkinchi jahon urushidan keyin shu usulga asoslangan holda butun dunyoda turli xil tag delallarini quyadigan mashinalar paydo bo‗ldi.
Oxirgi yillarda sun‘iy va sintetik materiallardan tayyorlangan ustki detallarni, yuqori chastotali tok (yu.ch.t) maydoni yordamida biriktirish usuli ixtiro qilindi.
Tanavor xuddi ip bilan alohida detallardan tikilganday ko‗rinardi.
Poyabzal inson libosining bir qismi bo‗lib, u faqat oyoq panjasi va butun tanani tashqi muhitdan himoya qilib qolmay, balki estetik talablarga ham javob berishi kerak.
Bizning davrimizga yetib kelgan eng qadimiy juda go‗zal tilla va qimmatbaho toshlar bilan bezatilgan poyabzallardan biri (28-rasm) Fir‘avn Tutanxomonning oyoq kiyimidir (eramizdan oldingi XII asr). Oltoy xalqi boshliqlarining qabrini arxeologiko‗rganish natijasida ayollar etigining qo‗nji o‗ta go‗zal milliy naqshlar bilan bezatilganligi aniqlangan.
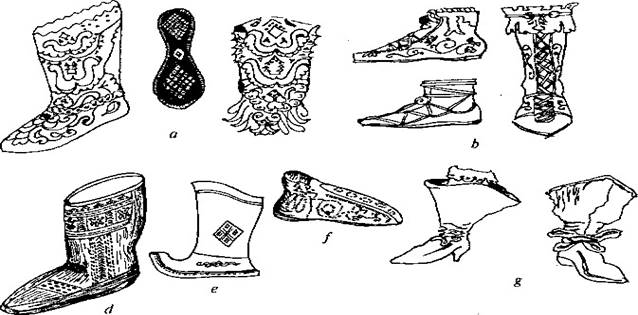
Hozir ular ermitaj ko‗rgazmasi sifatida saqlanmoqda. Qo‗nji quritilgan ichak yordamida tilla suvi va qalay yuritilib tikilgan (28 a-rasm).
Qadimgi Gretsiyada boy zodagonlar va harbiy boshliqlar uchun (28 b-rasm) alohida poyabzallar tikilgan. Ularning poyabzali omma (xalq) poyabzalidan ajralib turishi uchun ustki detallarini turli (oq, qizil, yashil va boshqa) rangdagi charmlardan tayyorlashgan.
Nenetslar hozir ham piymalarni har xil rangdagi tabiiy mo‗ynadan tayyorlashadi. Evenklar esa etiklarni turli rangdagi naqshlar va bezak toshlari bilan bezashadi (28 d, e-rasm). Ular mo‗yna va matodan qilingan bar xil aplikatsiyalar, turli bezaklar yordamida o‗ta go‗zal ustki kiyimga mos keladigan etiklar yaratishadi.
Yuqorida aytilganlardan shunday xulosa qilish mumkinki, bunday poyabzallarni asosan tantanali kechalarda, bayram kunlari boy-badavlat odamlar kiyishgan ( 28f, grasm). Kundalik uchun esa sodda, milliy an‘analar asosida tikilgan poyabzallar kiyishgan.
o‗rta Osiyo xalqlari poyabzallarining tuzilishi (konstruksiyasi) bir xil, qadim zamonlardan beri saqlab qolgan mahsi, kovush, etiklar (29-rasm) bo‗lib, ular hozirgi davrda ham o‗z ahamiyatini yo‗qotgani yo‗q.

Yeng qadimiy va sodda qiyofadagi poyabzal choriq — cho‗ponlar hamda kambag‗al xalqning oyoq kiyimi bo‗lib, bir parcha xom terini bir tomonidan tikib, teshikchalar qilib undan tasma o‗tkazib yoki jun arqon yordamida bog‗lab yurishgan.
Boylar esa o‗zlariga alohida, yaxshi oshlangan teridan, to‗q qizil va boshqa ranglarda, bezak choklarga boy, naqshli choriqlarni eng malakali etikd o‗zlarga tiktirib kiyishar edi. Keyinchalik paydo bo‗lgan kavushlarni erkaklar ham, ayollar ham yozda yalangoyoqqa, qishda esa paypoq bilan kiyishar edi. Kavushlarni kavushchilar to‗q jigarrang qalin charmdan tikishgan. Kavushning betligi oyoq panjasining kaft va barmoq qismini to‗la berkitib kalla dastakli yoki dastaksiz bo‗lib, oyoq panjasining tovon qismini berkitmas edi. Kavushning poshnasi tagligi bilan bitta bo‗lib, poshna qismiga bir nechta charm bo‗lak-larini qo‗yib, mix-cho‗p yoki mix yordamida biriktirib qo‗yilar edi.
Qishda, boy-badavlat odamlar Xiva bulg‗ori charmidan qilingan uzun etiklarni kiyishar edi. Bu etiklarni Xiva etikd o‗zlari tikishib, bular Xiva etigi deb atalardi. Bu etiklarning qo‗nji ikki bo‗lakdan iborat bo‗lib, old tomoni tizzadan yuqorida, orqa tomoni kaltaroq bo‗lgan (29-rasmga qarang). Boshlig‗i esa yaxlit, tag charmi yassi, past yig‗ma poshnali, tumshuq qismi yuqoriga ko‗tarilgan bo‗lgan. Bunday etiklarni o‗zbeklar va qoraqalpoqlar kiyishgan.
Barcha Markaziy Osiyo xalqlari, turkmanlar, o‗zbeklar, tojiklar, qoraqalpoqlar va tog‗lik xalqlar mahsi kiyishgan. Mahsi ag‗darma etiklarning bir turi bo‗lib, tagligi yumshoq charmdan qilingan. Mahsilarningo‗sha davrdagi konstruksiyasi hozir ham saqlanib qolgan. Mahsini qadim-qadimdan qishda kalish bilan, yozda kavush bilan kiyishgan.
Ayollarning mahsilari kundalik (bachkana) va ko‗chalik mahsilarga bo‗linib, kelinlar kiyadigan mahsi qizil, gul solingan bo‗lgan. Oddiy kundalik mahsilar sariq rangda, tekis qo‗y terisidan, ayrim hollarda jigar rangda ishlab chiqarilgan.
Qo‗njining orqa tomonidan, ayrim hollarda, oldidan ham tikishgan. Qo‗njni ko‗pincha gulchin bilan birga bir bo‗lak charmdan bichishgan. Tag charmini ham xuddi shu yumshoq qizil yoki jigarrang charmdan chok yordamida tikishgan.
Qo‗nj bilan betlikni tikayotganda bir parcha yashil rangdagi charm, sag‗ri qo‗yishar edi. Sag‗ri bu ot terisining sag‗ri qismidan, oshlangan yashil rangdagi charm bo‗lib, mahsining ko‗p yediriladigan tovon qismiga rangli iplar yordamida tikilar, buning natijasidao‗sha yer mustahkamligi ortar edi.
XX asrning boshlaridayoq boy-badavlat shahar va qishloqlar aholisi kelinlar uchun maxsus gulli mahsilar tikishar va bu mahsilarga turli rangdagi charmlarni tilla suvi yuritilgan iplar bilan tikib, bezashar va maxsus kavushlar bilan kiyishga mo‗ljallashar edi.
Kambag‗al ayollarning kavushi erkaklarning kavushigao‗xshash bo‗lardi.
Ko‗pincha qo‗pol qo‗y terisidan, qora rangda tayyorlanar edi. Tagligi qalin charmdan bo‗lib, kavushning tumshuq qismi uchli, dastagi past, poshnasi to‗g‗ri yog‗ochdan yoki bir necha charm bo‗laklaridan iborat bo‗lgan.
Charm-attorlik buyumlariga kiradigan xurjun juda qadim zamonlarda paydo bo‗lgan, bunga afsonalar, arxeologik qazilmalar guvohlik beradi.
Yeng sodda xalta vazifasini bir parcha teridan, mo‗ynadan yoki matodan qilingan tugun bajargan. Xalta, xurjunlarning asosiy vazifasi r o‗zg‗or buyumlarini, oziq-ovqatlarni saqlash va k o‗tarib ot-ulovga ortib yurish bo‗lgan. Ularning tuzilishi texnika rivojlanishiga bog‗liq.
Texnika rivojlangan sari, charm-attorlik buyumlarini ishlab chiqarish mukammallashib, turli xil konstruksiyadagi buyumlar hosil bo‗la boshlagan.
Tog‗li Oltoyda o‗tkazilgan qazilmalarda eramizdan oldingi V asrda ishlangan ikki bo‗lak suvsar mo‗ynasidan tikilgan qop va juda murakkab konstruksiyadagi xaltalar topilgan. Masalan, bittasi yaxlit teri bo‗lagidan tashkil topgan bo‗lib, chetlari qayirib, ziyi bo‗yicha tikiladi va ikkita cho‗ntak hosil qiladi. Cho‗ntaklarning hajmi pona shaklidagi qistirma paylar yordamida tikilib kengaytirilgan. Xaltaning o‗rtasi ingichka tasmalar bilan yog‗och kaltakka biriktirilgan. Xaltaning ushlagichi charm tasmadan qilingan bo‗lib, bir tomonining cheti uch bo‗lakka bo‗lingan, ikkinchi bo‗lagi yog‗och kaltakning ikki chetiga, o‗rta bo‗lagi yog‗och kaltakning o‗rtasidagi quloqchaga biriktirilgan. Xaltada kumush ko‗zgu, kichik ko‗zacha, yassi to‗rtburchakli xaltacha va boshqa narsalar bo‗lgan. To‗rtburchakli xaltacha zamsha bo‗lagidan tayyorlangan bo‗lib, ziylariga juda go‗zal shaklda charmdan yasalgan mag‗iz, o‗rtasida esa o‗ta murakkab konstruksiyada bezalgan cho‗ntak tikilgan edi.
O‘sha qazilmada qalin charmdan yasalgan, e‘tiborga loyiq konstruksiyadagi, ichki cho‗ntak va cho‗ntakni yopuvchi tashqi yopqich (klapin) li yumshoq yupqa charm xalta topilgan.
Cho‗ntak xaltaga nisbatan katta bo‗lib, uning yuqori ozod qismi taxlanib, xaltaga solib qo‗yilgan. Cho‗ntakdan foydalanish uchun yopqichni k o‗tarib turib taxlangan cho‗ntakni chiqarib olish kerak. Xalta qoplonning mo‗ynasi va har xil ko‗rinishdagio‗rdak hamda g‗ozlarning rasmi (shakli) tushirilgan, oltin suvi yuritilgan mis bo‗laklari bilan pardozlangan edi. Bulardan tashqari har xil shakldagi hamyonlar ham topilgan.
Qadimiy Novgorod shahri qazilmalarida (XI—XV asrlar) ham turli charm buyumlar topilgan. Ko‗proq turli ko‗rinishdagi hamyonlar bo‗lib, ularning konstruksiyasi sodda, ya‘ni ikki bo‗lak charmdan, past qismi yarim doira shaklida, yuqori qismida teshikchalar bo‗lib, unda charm tasma o‗tkazib tortganda yopiladigan qilib ishlangan.
Hamyonlar, asosan, biriktirma va ag‗darma choklar yordamida tikilgan.
Hamyonlarning ichki detallari to‗qima materiallardan bo‗lgan. Shuningdek, Novgorod shahri qazilmalarida turli shakldagi kattao‗lchamdagi xaltalar va yaxlit bir bo‗lak yoki ikki bo‗lak charmdan biriktirma hamda ag‗darma chok bilan tikilgan qo‗lqoplar topilgan.
![]() Uzoq Shimol va Uzoq Sharq xalqlari charm-attorlik
buyumlarini, asosan, bug‗u, it va nerpa terilaridan qilishgan, Ayrim
hollarda baliq terisini butun holda, tayyor buyum sifatida shilib olishgan.
Uzoq Shimol va Uzoq Sharq xalqlari charm-attorlik
buyumlarini, asosan, bug‗u, it va nerpa terilaridan qilishgan, Ayrim
hollarda baliq terisini butun holda, tayyor buyum sifatida shilib olishgan.
Charm, gilam va to‗qima materiallar bilan dong taratgan O‘rta Osiyo mamlakatlarida xaltalarni gilam va boshqa matolardan, hamyonlarni charmdan tayyorlashgan.
Hamma O‘rta Osiyo xalqlari bir xil konstruksiyadagi
xurjunlardan foydalanishgan. Bu xurjunlar ochiq, ayrim hollarda arqon yoki tasma bilan berkitiladigan bo‗lgan. Mayda tangalar uchun maxsus ko‗zacha shaklidagi hamyonlarni ishlatishgan. Bu hamyonlarning bo‗g‗izi tor bo‗lib, tangalarni qo‗l bilan olib bo‗lmasdi, ularni faqat silkitib qo‗l kaftiga tushirib olish mumkin edi.
Tojikistonda hamma buyumlar, hattoki xurjunlar ham charmdan bo‗lgan. Narsalarni k o‗tarib yurish va saqlab turish uchun qo‗zichoqlarning terisini butun holda shilib olib, tagini tikib qop va xaltalar tayyorlashgan.
Kavkaz va Kavkaz orti xalqlaridan ham teridan tayyorlangan, usti ochiq yoki yopiq xurjunlar va musallas, yog‗, pishloq solishga mo‗ljaljangan meshlar ko‗p tarqalgan edi.
Qadimiy davrlardan beri juda ko‗p xalqlarda kamarga bog‗langan hamyonlar ishlatilib kelingan. Hozirgi davrda uning turli xil takomillashgan konstruksiyalari qo‗llanilmoqda,
Xaltalar oldiniga yaxlit bir bo‗lak materialdan bo‗lib, og‗zini ip yoki tasma bilan tortib, yopib qo‗yilgan. Keyinchalik qor, suv, chang kirmasligi uchun xaltalarning yuqori qismiga yopqich(klapan) tikiladigan bo‗lgan. Xaltalarning hajmini kattalashtirish maqsadida yon tomoniga pona (past tomoni keng) shaklidagi qistirma tikib qo‗yilgan.
Yumshoq materiallardan tayyorlangan xaltalarning mustahkamligini oshirish uchun matodan qilingan astar tikilar edi, keyinchalik bar xil narsalarni saqlash hamda foydalanish oson bo‗lishi uchun xaltaning ichini devor bilan bo‗lib, ichiga cho‗ntak qo‗yiladigan bo‗ldi.
XIII asrga kelib osib yuriladigan va qo‗lda k o‗tarib yuradigan xaltalar paydo bo‗ldi. Ularning shakli kvadrat va to‗g‗ri to‗rtburchakli bo‗lib, ushlagichlari (tutqichlari) tikilgan tasmalardan iborat bo‗lgan. Qimmatbaho xaltalarni shoyi, oltin va kumush iplar bilan tikib, tag qismini har xil qo‗ng‗iroqchalar bilan bezashgan.
XV asrgacha xaltalarni, asosan, savdogarlar va mahsulot almashuvchilar ishlatishgan. Kamar, hamyon ularning libosini ajralmas qismi bo‗lgan. Xuddi shunday xaltalarni va hamyonlarni o‗rta asr davrida rus savdogarlari ham tutishgan. XV asrga kelib xaltalarning libosdagi o‗rni o‗zgardi. Bu davrga kelib xalta jamiyatning barcha tabaqalari ishlatadigan buyumga aylandi.
Erkak va ayollar uchun alohida xaltalar ishlab chiqarila boshlandi. Ayollar yupqa charm yoki matodan, shoyi va metall iplar bilan tikilgan, uzun tasma yoki zanjir bilan kamarga osilgan, erkaklar esa qo‗pol charmdan, tekis devorli, chetlari qirqilgan kalta charm ilmoq bilan kamarga biriktirilgan xaltalarni tutganlar.
XVII asrga kelib erkaklar va ayollarning kiyimlarida cho‗ntaklar paydo bo‗ldi hamda shuning natijasida erkaklar kamarga bog‗lab yuradigan xalta va hamyonlarni ishlatmaydigan bo‗lishdi.
Bu bilan xaltalar butunlay yo‗qolib ketgani yo‗q. Ayollarning xaltalari XVIII asrga kelib haqiqiy san‘at asariga aylandi.
Xaltalarning konstruksiyasi hozirgi qiyofada XIX asrning oxiri va XX asrning boshida paydo bo‗lgan.
Kimyo fani, texnikani rivojlanishi va keng assortimentdagi tabiiy, sun‘iy va sintetik materiallar charm-attorlik buyumlarining konstruksiyasiga katta ta‘sir qildi.
1. Yashash sharoiti va iqlimiga qarab qanday poyabzallar ishlatilgan?
2. Turli mamlakatlarda poyabzal konstruksiyasini rivojlanish tarixini izohlang.
3. Poyabzal detallarini paydo bo‗lish tarixi haqida gapirib bering.
4. Markaziy Osiyo poyabzallarning rivojlanish tarixini izohlab bering.
5. Charm-attorlik buyumlari konstruksiyasining rivojlanish tarixini izohlab bering.
Zamonaviy poyabzallar konstruksiya jihatidan qiyofasi (ko‗rinishi), ishlatiladigan materiallar, detallarning tuzilishi, soni, shakli vao‗lchamlari, shuningdek detallarning o‗zaro tikilishi kabi belgilar bilan ta‘riflanadi.
Bu belgilardan tashqari poyabzal o‗zining ichki shakli, tuzilishi, kimlar uchun mo‗ljallangani va yosh-jinsiy guruhlarga qarab bo‗linadi. Har bir yosh-jinsiy guruh o‗z navbatida har xilo‗lcham va to‗laliklarga ajratiladi.
Poyabzal qachon va qayerda ishlatilishiga qarab, maishiy hamda maxsus guruhlarga bo‗linadi.
Maishiy guruh o‗z navbatida — kundalik, modelli (bashang) va uy (xona)da kiyiladigan turlardan tashkil topgan.
Maxsus guruh poyabzalni tayyorlashda oyoqni har xil xavf ta‘siridan saqlash maqsadida himoyalovchi materiallar qo‗llangan poyabzal bo‗lib, o‗z navbatida, ishlab chiqarish korxonalarida, sport turlari bo‗yicha va tibbiy maqsadlarda ishlatiladigan poyabzallar hisoblanadi.
Poyabzal qiyofasi jihatidan quyidagi 5 turi mavjud: tasmali sandallar, tuflilar, qo‗njsiz botinkalar, botinkalar va etiklar .
Tasmali sandallar — ustki detallari tasmalardan iborat yoki old va orqa tomonlari juda ochiq bo‗lgan poyabzallar.
Tufli — dastagi to‗piqdan past bo‗lgan, usti esa panjaning sirtini to‗la qoplamaydigan poyabzal.
Qo‗njsiz botinka — dastagi to‗piqdan past bo‗lgan, ustki detallari oyoq panjasining sirtini to‗la qoplaydigan va oyoq panjasiga birorta yordamchi moslama (bog‗ich, rezinka) bilan mahkamlanadigan poyabzal.
Botinka — dastagi to‗piqni berkituvchi va oyoqqa birorta yordamchi moslama bilan mahkamlanadigan poyabzal.
Etik — uzun qo‗njli, oyoq panjasini, boldirini, ayrim maxsus hollarda hattoki sonni qoplaydigan poyabzal.
Poyabzallarning detallari qayerda, qaysi maqsadlarda va bajaradigan ishiga qarab ularda ishlatiladigan materiallar ham turlichadir. Asosan, charm, to‗qima material (gazmol)lari, sun‘iy va sintetik charmlar. yog‗ochlar hamda metallar ishlatiladi.
Hamma ishlatiladigan materiallar o‗z fizik-mexanik xususiyatlariga qarab tanavor, ya‘ni ustki detallar poyabzalning bikirligini oshirishda ishlatiladigan karkas materiallar va tag detallar uchun ishlatiladigan materiallar kabi uch guruhga bo‗linadi.
1. Ustki detallarida ishlatiladigan, qalinligi 1—2,5 mm, bikirligi kam, ko‗p martali egilish, bukilish deformatsiyalariga yaxshi ishlaydigan, egilish radiusi esa
0,5—1 mm bo‗lgan materiallar.
2. Oraliq detallarida ishlatiladigan karkas materiallar kam egiladigan, birinchi guruhga nisbatan bikirligi katta, asosan, charm buyumlarining shaklini ushlab turadigan materiallar.
3. Tag detallarida ishlatiladigan: ishqalanish, ko‗p marotabali egilish, bukilish (egilish radiusi 50 mm), siqilish va cho‗zilish deformatsiyalariga yaxshi ishlaydigan qalin materiallar.
Poyabzal, asosan, tanavorning sirtqi va taglikning materiallariga qarab turlarga bo‗linadi.
Poyabzal, asosan, ma‘lum ketma-ketlikda biriktirilgan ustki va tag detallaridan tashkil topgan.
Ustki detallar, asosan, oyoq panjasining ustki va yon qismini, boldirini va ayrim hollarda sonini berkitadi. Tag detallari esa oyoq panjasining tagida yotadi.
Hamma detallar joylashishiga qarab sirtqi, ichki va oraliq detallarga bo‗linadi.
Sirtqi detallar quyidagilar: dastak, qo‗nj, gulchin, orqa tashqi tasma, tumshuq, boshliq, hoshiya, mag‗iz, tilcha, oval qistirmali, uzun qanotli yaxlit, yig‗ma yoki tilchali betlik va boshqalar.
Ichki detallar orqa tasma, charm astar, to‗qima astar (gazrnol) qo‗njining astari, jiyak, qo‗njining kalta astari, boshliq astari, blochka osti ilmoq osti, yostiqcha, quloqcha va boshqalar. Oraliq detallar oraliq astar (dastakniki, betlikniki), yondor, bikir dastak, tumshuq osti, blochka osti oraliq astari va boshqalar. Tanavorning sirtqi detallarining soni,o‗lchamlari, shakli, konstruksiyasi, poyabzalning qiyofasiga, qaysi maqsadda va qachon kiyilishiga hamda zamonaviy modaning yo‗nalishiga bog‗liq.
Shunday bo‗lganda ham, detallarning ichida eng ko‗p uchraydigan va poyabzalning qiyofasini belgilaydigan detallar bor.
Yetiklardagi shunday detallardan qo‗nj 1 (30 a-rasm), asosan, oyoqning boldir qismini, ayrim hollarda sonini berkitadi, gulchin 2 oyoq panjasining tovon qismini va boshliq 3 oyoq panjasining kaft sirtini, barmoqlarini berkitadi. Gulchin boshqa qiyofadagi poyabzallarda ham uchraydi.
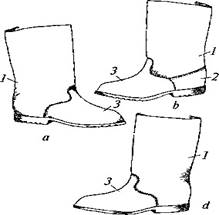
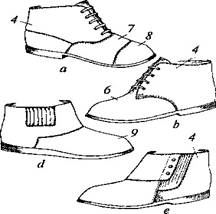
Yuqorida keltirilgan detallardan tashqari yana, orqa tashqi tasma va mag‗iz uchraydi. Ular biriktirma choklarning mustahkamligini oshirib, chok orqali nam va suv o‗tishga to‗sqinlik qiladi. Etikning quloqchalari esa qo‗nj ichiga tikilib, etikni kiyishni osonlashtiradi.
Botinkalar, qo‗njsiz botinkalar, tuflilar va ularning turlarida eng ko‗p uchraydigan detallar: betlik, dastak, tumshuq, tashqi orqa tasma, tilcha va oval qistirmadir.
![]() Betliklar tuzilishi, shakli, olchamlariga ko‗ra
quyidagicha bo‗ladi: qirqilgan 7 (31-a rasm) oyoq panjasining kaft
qismini berkitib turadi; aylanma, oyoq panjasini berkitib, konstruktiv
elementlarga bo‗linmaydi; yaxlit 6 (31-b rasm), oyoq panjasining kaft va
barmoq qismini berkitib, konstruktiv elementlarga bo‗linmaydi; qanotlari
uzaytirilgan 9 (31-d rasm), poshnaning old konturigacha yetadi; tilchali 2
konstruksiya tilcha bilan yaxlit bo‗lgan betlik; dastak 4 (31-rasm), oyoq
panjasining tovon qismini to‗piqqacha yoki to‗piq tepasigacha
berkitib turadi. Dastakning yuqori old konturi tagida tilcha joylashgan
bo‗ladi. U oyoq panjasini blochka va bog‗ich ipning ta‘siridan
saqlaydi. Tumshuq 8 (31-a rasm), oyoq panjasining barmoq qismini berkitib
turadi. Orqa tashqi tasma, orqa chokni mustahkamligini oshirishda ishlatiladi.
Betliklar tuzilishi, shakli, olchamlariga ko‗ra
quyidagicha bo‗ladi: qirqilgan 7 (31-a rasm) oyoq panjasining kaft
qismini berkitib turadi; aylanma, oyoq panjasini berkitib, konstruktiv
elementlarga bo‗linmaydi; yaxlit 6 (31-b rasm), oyoq panjasining kaft va
barmoq qismini berkitib, konstruktiv elementlarga bo‗linmaydi; qanotlari
uzaytirilgan 9 (31-d rasm), poshnaning old konturigacha yetadi; tilchali 2
konstruksiya tilcha bilan yaxlit bo‗lgan betlik; dastak 4 (31-rasm), oyoq
panjasining tovon qismini to‗piqqacha yoki to‗piq tepasigacha
berkitib turadi. Dastakning yuqori old konturi tagida tilcha joylashgan
bo‗ladi. U oyoq panjasini blochka va bog‗ich ipning ta‘siridan
saqlaydi. Tumshuq 8 (31-a rasm), oyoq panjasining barmoq qismini berkitib
turadi. Orqa tashqi tasma, orqa chokni mustahkamligini oshirishda ishlatiladi.
Yuqorida keltirilgan detallar ko‗p uchraydigan detallar bo‗lib, ulardan tashqari kam uchraydigan detallar hoshiya, mahkamlagich, kuchaytirgich, tasmalar, ayrim bezak detallari va boshqalar. Bu detallar, asosan, poyabzalni bezashda, biror qismini mustahkamlashda yoki ko‗rinadigan joyiga ishlov berishda ishlatiladi.
Ichki detallar komplekti, poyabzalning gigiyenik va issiqlikdan himoya qilish xususiyatlarini, poyabzalning shaklini hamda oyoqqa, sirtqi detallar chokini ta‘siridan himoya qilishda ishlatiladigan detallarga astarlar deyiladi.
Etiklarning ichki detallariga qo‗nj astari yoki kalta astari, betlik (boshliq) ning astari kiradi. Etiklarning ichki detallarini shakli hamdao‗lchamlari xuddi sirtqi detallarning shakli vao‗lchamlarigao‗xshash va teng bo‗ladi. Qo‗njsiz botinka va tuflilarning asosiy ichki detallariga dastakning charm astari (dastak ostida) va betlikning to‗qima astari (betlik astari) kiradi.
Ayrim hollarda dastak va betlik ostiga yaxlit charm astar ham ishlatilishi mumkin. Bir qator ichki detallar borki, ular choklarning mustahkamligini va to‗qima astarlarining har xil deformatsiyalardan himoya qilish uchun tumshuq osti, bikir dastak qo‗yiladi. Tumshuq osti va bikir dastaklar shunday materiallardan tayyorlangan bo‗lishi kerakki, u poyabzalni qolipdan chiqargandan keyin va kiyish davomida o‗z shaklini yo‗qotmasligi kerak.
Shuning uchun ular tabiiy charmdan, maxsus kartondan, yuqori molekulali qoplama bilan qoplangan matodan tayyorlanadi.
Yuqorida keltirilgan detallarning bir-birlarini o‗zaro tikish usuli,tanavorning konstruksiyasini belgilaydi. Etiklar quyidagi konstruksiyada bo‗ladi: quyma boshliqli
(betlikli), ya‘ni boshliq qo‗njga qo‗yib tikiladi (30-a rasmga qarang), teskari bo‗lsa qo‗yma qo‗njli deb ataladi.
Agar boshliq (betlik) qo‗nj bilan biriktirma chok yordamida tikilsa, biriktirma boshliqli etiklar deb ataladi (30-d rasm).
Tuflilar konstruksiyasi jihatidan juda xilma-xil, eng ko‗p uchraydigan
―qayiqsimon‖ , tasmali tuflilar,bitta yoki ikkita tasmali, ochiq axmili yozgi tuflilar, ochiq tovonli, ochiq tumshuqli, ochiq tovon va tumshuqli bo‗lishi mumkin.
Tasmali sandallar, asosan, har xil shakl vao‗lchamdagi tasmalardan iborat bo‗ladi. Ayrim hollarda tovon qismi yaxlit dastakdan iborat bo‗lishi mumkin.
Tag detallari ham xuddi ustki detallargao‗xshab, joylashishiga qarab sirtqi, ichki va oraliq detallarga bo‗linadi.
Sirtqi detallarga quyidagilar kiradi: taglik, oyoq panjasining ostida yotadi; tashqi kapak, shakli vao‗lchamlari bilan taglikni tutam hamda tutam qismigao‗xshash, taglikning ishlash muddatini uzaytiruvchi detal; poshna (32-rasm), poyabzalning tovon qismini ma‘lum balandlikka k o‗tarib turadi; poshna osti, poshna yoki taglikka biriktiriladi; rant, eni 12—14 mm li tabiiy yoki sun‘iy charmdan tayyorlanadi.
Tagliklar tabiiy charmdan, sun‘iy va sintetik materiallardan tayyorlanishi mumkin. Charmdan tayyorlangan tagliklar yassi, yaxlit va yig‗ma, ya‘ni tovon qismi
(poshna ost) sun‘iy materiallardan bo‗lishi mumkin.
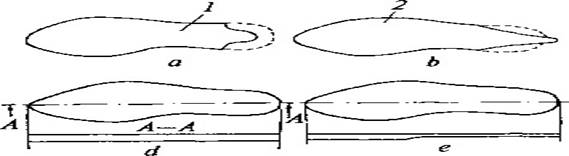
Konstruksiyasi jihatidan charmdan va sun‘iy materiallardan tayyorlangan tilchali taglik 1 (32-a rasm) taglikning tovon qismi qisqartirilgan bo‗lib, poshna ostiga kiradi; krokulli taglik 2 (32-b rasm) taglikni krokul qismi, poshnaning frontal tekisligi shaklida bo‗lib, tayyor poyabzallarda unga biriktiriladi. Sun‘iy va sintetik materiallardan tayyorlangan tagliklar: yassi-butun, yuzasi bo‗yicha bir xil qalinlikka ega (32 d-rasm); shakllantirilgan-yassi bo‗lib, har xil qalinlikka ega; quyma poshnasi bilan maxsus qolipda yaxlit quyilgan, ular to‗ldirgich va qo‗ygichlik, yuradigan tomoni rasmli yoki rasmsiz; yarim quyma poshnasiz maxsus qolipda quyilgan bo‗lib. yuradigan tomonning kaft va tumshuq qismi rasmli hamda rasmsiz konstruksiyada bo‗lishi mumkin.
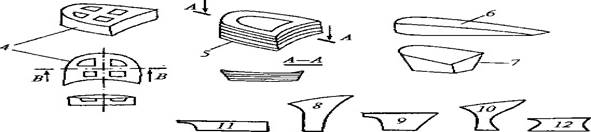
Poshnalar (33-rasm) quyma 4, yig‗ma 5, ponasimon 6, ustunsimon 7, fransuzcha 8, inglizcha 9, xipchalashtirilgan 10, uzaytirilgan 11, tag tomoni kengaytirilgan 12 konstruksiyalarda bo‗ladi.
Rantlar ishlatilish maqsadiga qarab uch turga bo‗linadi. Asosiy rantlar — taglik ustki detallar bilan shu rant orqali biriktiriladi (rant; parko 1, parko 2); quyma rantlar —taglikni ustki detallari bilan chokning mustahkamligini oshiradi (sandal va doppel usullarida); bezak rantlar —poyabzallarni bezashda ishlatiladi.
Sirtqi detallarga poshna, yumshoq taglik poshna va pataklarning qoplamalari ham kiradi. Qoplamalar ko‗pincha ustki detallarning materialidan tayyorlanadi. Ular poshnani yon va frontal tomonlarini, yumshoq taglikni va patakning ziyini qoplab (berkitib) turadi.
Poshna osti, taglikning tovon qismiga yoki poshna tagiga oson almashtiriladigan qilib biriktirilishi kerak, chunki u tez yediriladi, shuning uchun poshna osti tez-tez almashtirilib turiladi.
Ichki tag detallari bevosita oyoq panjasiga tegib turadi, ularga: patak, ich patak, yarim ich patak va yumshoq tovon osti kiradi.
Patak oyoq panjasining ostida joylastigan bo‗lib, unga tanavorning tortish baxyasi va tag detallari biriktiriladi.
Pataklar konstruksiyasi jihatidan quyidagi turlarga bo‗linadi: yassi patak (34 a-rasm) qolipning tag qismini shakliga mos; shakllantirilgan patak (34 b-rasm); rant patagi (34 d-rasm) maxsus do‗nglikka ega bo‗lib, bu do‗nglik patakning labi deb ataladi. Rant patagi labiga tanavorning tortish baxyasi va asosiy rant tikiladi.
Rant patagi sun‘iy, tabiiy bir yoki ikki labli bo‗lishi mumkin.
Ich patak, yarim ich patak, yumshoq tovon osti asosiy patakka yopishtirilib, poyabzalning gigiyenik xususiyatini yaxshilashga, poyabzalning ichki qiyofasini bezashga xizmat qiladi.
Ichki va sirtqi detallar orasiga qo‗yiladigan oraliq detallar qo‗ygich to‗ldirgich, yupqa taglik, yumshoq taglik, poshna jiyagi (kranets), poshna qatlam (flik)laridir. To‗ldirgich qolipga tortilgan tanavorni tortish baxyasi orasining tumshuq va tutam qismini to‗ldiradi. Qo‗ygich esa tovon axmi qismining bikirligini oshirib, shaklini saqlab turadi (34 f-rasm).
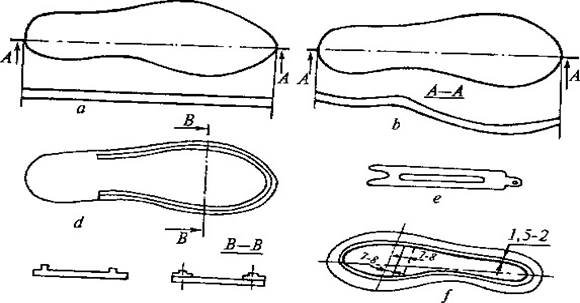
Bulardan tashqari poyabzallarning hamma konstruksiyasida metall yoki qo‗ygich (gelenok) (34 e-rasm) bo‗lishi shart, sandal va ag‗darma usul bundan mustasno. Yupqa va yumshoq tagliklar shakli, tuzilishi jihatidan yassi taglikning xuddi o‗zi bo‗lib, poyabzallarning gigiyenik va issiqdan saqlash xususiyatlarini saqlaydi.
Yupqa taglik tabiiy charmdan, yumshoq taglik kartondan, kigizdan va boshqa materiallardan bo‗lishi mumkin.
Yig‗ma poshnalar ftiklar(poshna qatlami)dan tashkil topgan, poshnaning balandligi va materiallarning qalinligiga qarab, fliklarning soni ham har xil bo‗ladi. Eng yuqorida joylashgan flikka jiyak (kranets) qo‗yiladi. Jiyak-taglik bilan poshna jipslashishi uchun ular oralariga taqasimon charm tasma qo‗yiladi.
Jiyaklar yassi tagliklarga ham xuddi yuqorida aytilgan maqsadda biriktirilishi mumkin.
Oyoq panjasining tovon qismini bukilishi poshnaning balandiigiga bog‗liq.
Poshna qancha baland bo‗lsa, oyoq panjasi yuqoridan shuncha kalta ko‗rinadi (past poshnali poyabzalga nisbatan).
Bundan tashqari poshna qancha baland bo‗lsa, oyoq panjasining yuzasi shuncha kam yerga tegib turadi va oyoq panjasining kaft qismi esa yurayotganda kam bukiladi.
Biriktiriladigan materiallarning xususiyatiga va ishlash sharoitiga qarab choklar uch guruhga bo‗linadi:
1. Qalinligi 2 mm gacha, bikirligi kam (D= 200:1200H) bo‗lgan materiallarda ishlatiladigan choklar, mustahkamligi 12 dan 80 N gacha ip va yelim yordamida hosil qilinadi. Bunday choklar poyabzalda egilish deformatsiyasiga ko‗proq ishlaydi.
2. Qalinligi 2:6 mm, bikirligi o‗rtacha (D= 1300:1500H) bo‗lgan materiallarda ishlatiladigan choklar, mustahkamligi 120 dan 200 N gacha bo‗lgan iplar va yelimlar hamda mix, mix-cho‗p yordamida hosil qilinadi. Bunday choklar egilish deformatsiyasiga kamroq uchraydi.
3. Qalinligi va bikirligi katta materiallarda ishlatiladigan choklar asosan: mix, vint, mix-cho‗p yordamida hosil qilinadi.
Birinchi guruhdagi choklar, asosan, ustki detallarni (tanavor) biriktirishda, ikkinchi guruhdagilar —taglikni ustki detallar bilan biriktirishda, uchinchisi — poshnalarni biriktirishda ishlatiladi.
Ustki detallarni biriktirishda ishlatiladigan choklar. Poyabzal ishlab chiqarishda baxyalarni hosil bo‗lishiga qarab uch xil baxya ishlatiladi. Mashina ignasi yordamida materiallarda hosil qilingan qo‗shni teshiklar orasidagi iplar chalishuvining bitta tugallangan zikli baxya deyiladi. Ketma-ket qator takrorlangan baxyalardan baxyaqator hosil bo‗ladi. Igna o‗tgan ikki qo‗shni teshiklar orasidagi masofa baxya qadami (yirikligi)ni ifodalaydi. Baxyaqatorlar konstruksiya va qayerda qo‗llanilishiga qarab turli tikuv mashinalarda bajariladi. Tikuv mashinalarda moki baxya va zanjirsimon baxya hosil bo‗ladi. Moki bahya ikki ipdan: ustki(igna) va ostki (moki) iplaridan hosil qilinadi. Ustki va ostki ip materiallar orasida chalishib, ustida uzluksiz joylashgan ip qatorini hosil qiladi. Bu iplar to‗g‗ri chiziq, siniq chiziq yoki boshqacha joylashishi mumkin. Moki baxya mashinalarda uch xil baxyaqator: choklash baxyaqator, siniq baxyaqator va yashirin baxyaqatorni bajarish mumkin.
Choklash baxya qatori eng ko‗p tarqalgan bo‗lib, ommaviy ishlab chiqarishda turli tezliklarda tikiladigan, baxyani hosil qilish jarayoni turlicha va mexanizmlar konstruksiyasi har xil bo‗lgan mashinalarda bajariladi. Choklash mashinalari bir ignali va ko‗p ignali bo‗lib, ulardan bitta yoki bir yo‗la bir nechta parallel moki baxyaqator hosil qilishi mumkin.
Siniq baxyalarning choklash baxyaqatordan farqi shundaki, unda material ustiga joylashgan iplar siniq shaklida bo‗ladi. Bu baxya qator hosil bo‗layotganda mashinaning ignasi yuqori va pastga oddiy harakat qilishdan tashqari baxyaqatorga nisbatan ko‗ndalangiga og‗adi. Siniq baxya qatorining choki oddiy choklash baxyaqatorga qaraganda ancha elastikroq bo‗lib, detal qirqimlarini titilishidan saqlash imkonini beradi. Bunday baxyaqator yuritib, bostirma chok bilan ulash, detallarning ziyini yo‗rmash mumkin.
Zanjirsimon baxyaqatorning ko‗rinishi ustki tomondan oddiy choklash moki baxyaqatorigao‗xshash, ostki tomonidan esa zanjirsimon ko‗rinishda bo‗ladi.
Zanjirsimon baxya hosil qilishda moki bo‗lmaganligi tufayli mashinaga to‗la g‗altak ip taqilsa, butun ish vaqti davomida boshqa ip taqmay tikish mumkin. Ikki ipli zanjirsimon baxya hosil qilishga, moki baxyaqatorga nisbatan ikki barobar ortiq ip sarf bo‗ladi.
Zanjirsimon baxyaqatorining asosiy xususiyatlaridan biri baxyaqatorning oxirgi uchidan oson so‗kilishidir. Shuning uchun zanjirsimon baxyalar tanavorni tikishda kam ishlatiladi.
Tanavorni tikishda ishlatiladigan choklar, asosan, detallarni tikayotganda o‗zaro joylashishiga, vazifasiga, konstruksiyasiga ko‗ra uch turga bo‗linadi: birlashtiruvchi choklar, ziy choklar va bezak choklar.
Birlashtiruvchi choklar; qo‗yma, biriktirma, yorma, tutashtirma choklardan iborat.
Qo‗yma chok (35-a, b, d rasm) — ustki detallarni birlashtirishda eng ko‗p uchraydigan (50—60 foiz) bo‗lib, u sirtqi va ichki detallarni tikishda ishlatiladi. Qo‗yma chok juda ko‗p va to‗lao‗rganilgan. Detallarning birinio‗ng tomoniga, ikkinchi detalni teskari tomoni qo‗yilib bir, ikki yoki uch baxyaqator bilan bir yoki ikki ignali tikuv mashinalarida tikiladi.
Biriktirma chok poyabzalning dastak, gulchin, etik qo‗njining tovon chizig‗i bo‗ylab tikishda qo‗llaniladi. Buning uchun detallar bir-birigao‗ng (yuz) tomonlar bilan qo‗yib baxyaqator yuritiladi, (35-e rasm) keyin 180° ag‗darib dazmollaniladi (35-f rasm).
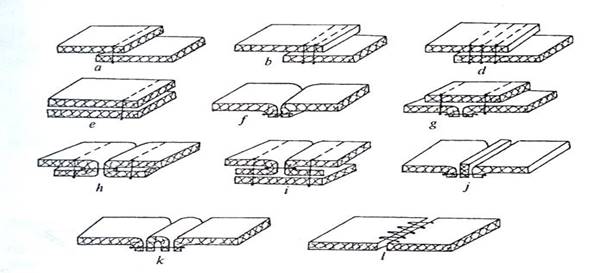
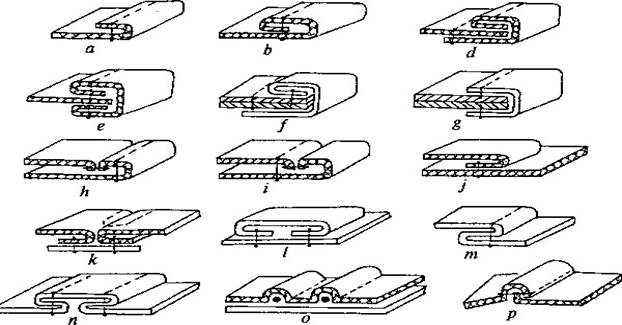
Astarsiz poyabzallar va charm-attorlik buyumlar, sun‘iy va sintetik charmdan, to‗qima materiallardan tayyorlangan poyabzal hamda charm-attorlik buyumlarini ko‗rinadigan ziy(kant)lari mag‗iz chok bilan tikiladi.
Ustki detallar(tanavor)ni taglik bilan biriktirish usullari va ulardagi choklarning turlari. Ustki detallarni taglik bilan biriktirish usullari mexanik, kimyoviy va murakkab guruhga bo‗linadi.
Mexanik usuli o‗z navbatida mixli, vintli va ipli usullardan iborat. Har bir usul detallarni biriktirishda ishlatiladigan biriktiruvchi (mix, vint, mix-cho‗p, ip) nomi bilan aytiladi.
Kimyoviy usul yelimli, quyma va issiq vulkanizatsiya guruhlari hisoblanadi. Hozirgi paytda yelimli va quyma usullar poyabzal ishlab chiqarishning 70—80 foizini tashkil qiladi.
Murakkab usullar, asosan, yuqorida aytilgan usullarning ikkita yoki uchtasini birga kelishi natijasida hosil qilinadi, ya‘ni qadolatli yelimlash, sandalli yelimlash, mixli yelimlash va hokazolar.
Ommaviy poyabzalning ichkio‗lchami (razmeri) va shakli oyoqqa loyiq hamda har xil sharoitda kiyishga mos bo‗lishi kerak. Poyabzallar ichkio‗lchamlari hamda shakli bo‗yicha bir nechta razmerlarga va to‗laliklarga bo‗linadi.
Hozirgi paytda poyabzal sanoatida bir nechta: fransuzcha — shtixmasli, inglizcha — dyuymli va 1964-yildan millimetrli sistema qo‗llanib kelinmoqda.
Shtixmasli sistemada poyabzalning razmeri deb, patakning uzunligi qabul qilingan. Shtix (st) Fransuzcha uzunlik birligi bo‗lib, 1 st = 2/3 sm ga teng. Shtixmasli sistemada bir razmer ikkinchi razmerdan 1st ga farq qiladi:
Nst = 0,15 (Lo.p + p-s),
bu yerda: Lo.p — oyoq panjasining uzunligi; p — tumshuq qismidagi qo‗shimcha; s— tovon qismining siljishi.
![]() Poyabzalning
razmerini aniqlashda tumshuq qismidagi qo‗shimcha (p) (37rasm) katta
ahamiyatga ega, chunki u modaning yo‗nalishiga qarab o‗zgarib
turadi, (s) tovon qismining siljishi esa poshnaning baland
va pastligiga bog‗liq. Shuning uchun bu sistemada har bir
oyoq panjasining uzunligiga bir nechta razmerdagi poyabzallar
to‗g‗ri kelishi mumkin.
Poyabzalning
razmerini aniqlashda tumshuq qismidagi qo‗shimcha (p) (37rasm) katta
ahamiyatga ega, chunki u modaning yo‗nalishiga qarab o‗zgarib
turadi, (s) tovon qismining siljishi esa poshnaning baland
va pastligiga bog‗liq. Shuning uchun bu sistemada har bir
oyoq panjasining uzunligiga bir nechta razmerdagi poyabzallar
to‗g‗ri kelishi mumkin.
Inglizcha sistemada ham, poyabzalning razmeriga patakning uzunligi,o‗lchov birligi qilib esa 1/3,
(dyuym), ya‘ni 8,46 mm, yoki 1/6 (dyuym), 4,23 mm qabul qilingan.
37-rasm. Poyabzal razmerini
Angliya va Amerikadao‗lchov birligi sifatida dyuym qabul qilingan bo‗lsa ham, poyabzalning razmeri Na, shartli ravishda butun sonlar bilan belgilangan, ya‘ni 1-13.
Masalan: eng kichik bolalar poyabzali 4(1/3) dyuym = 1,8 (1/3) esa=13 gacha, kattalar uchun ham 1:13 bo‗lgan razmerlar mavjud.
Faqat kattalar uchun 8(2/3)dyuym uzunlikdagi pataklar uchun shartli ravishda 1 raqam qo‗yiladi va hokazo 13 raqamgacha.
Poyabzalning razmerini belgilashda bunday farqlar, davlatlararo savdo qilishda chalkashliklarni vujudga keltiradi. Shuning uchun 1964-yilda Y.P. Zibin tomonidan poyabzal razmerini belgilashda yangi sistema yaratildi.
Bu sistemaga asosan, poyabzalning razmeri deb, oyoq panjasining uzunligi L0.p. millimetrda qabul qilingan. Razmerlar orasidagi farq (oyoq panjasini ―sezish, befarqlik chegarasini‖ hisobga olgan holda) 5 mm ga teng, ya‘ni (260, 265), bulg‗ori charmdan qilingan poyabzallar uchun esa 7,5 mm ga teng.
Poyabzallarni ormmaviy ishlab chiqarishda faqat uzunligi hisobga olinibgina qolmay, ularning to‗laliklarini ham hisobga olish kerak.
Bir razrmerdan ikkinchi razmerga o‗tganda, poyabzal va qolipning har bir ko‗ndalang kesimi ham ma‘lum qiymatda o‗zgaradi. Bitta razmerdagi oyoq panjalarining eni va balandligi har xil bo‗ladi.
Shuning uchun bir razmerdagi poyabzal va qolipni bir nechta to‗lalikda ishlab chiqarilishi k o‗zda tutilgan.
Erkaklar va ayollarning poyabzallari uchta to‗lalikda chiqarilishi shart. Kundalik poyabzallaraing ko‗ndalang kesmasi (to‗laliklari) orasidagi farq 8 mm. Bashang poyabzallarda esa 4 ta to‗lalikda — 6 mm interval bitan ishlab chiqariladi.
Qolip va poyabzallarning to‗laliklari son yoki harflar bilan shartli ravishda belgilanadi. Sonlar qancha katta bo‗lsa, to‗lalik ham shuncha katta bo‗ladi.
Hozirgi paytda O‘zbekistonda poyabzallar 10 yosh-jinsiy guruhlarga bo‗linadi va ularningo‗lchamlari 6-jadvalda berilgan.
Ommaviy poyabzal va qoliplarni yosh-jinsiy guruhlarga va razmerlarga
|
Poyabza l |
Nomi
|
To‗laliklar |
Qolip va poyabzal |
Guruhning o‗rtacha razmeri, mm da |
|
0 1 |
Chaqaloqlar 1 -guruhi 2-guruhi |
1-7 1-7 |
95-125 105-140 |
100 135 |
|
2 3 |
Maktab yoshigacha bolalar 1 -guruhi 2-guruhi |
1- 9 1-9 |
145+160 165-200 |
155 185 |
|
4 |
Maktab yoshidagi qiz |
1-9 |
205- 225 |
215 |
|
5 |
Qiz bolalar 1 bolalar-guru hi 2guruhi |
1-9 1-9 |
230 - 240 245+260 |
235
|
|
6 |
Maktab yoshidagi o‗g‗il |
1-9 |
205- 225 |
215 |
|
1 |
O‘g‗il bolalar 1 bolalar- guruhi 2guruhi |
1-9 1-9 |
230- 240 245-280 |
240
|
|
S |
Ayollar |
1-9 |
210-275 |
240 |
|
9 |
Erkaklar |
1-9 |
245- 305 |
270 |
Poyabzalning vazifasi bo‘yicha turlari. Poyabzallar ko‗rinishi, razmerlari, materiali, detallar soni va shakli, ularning o‗zaro biriktirilishiga qarab, ma‘lurm maqsadlarda va sharoitda kiyishga mo‗ljallangan poyabzallar quyidagi turlarga bo‗linadi.
Maishiy poyabzallar. Eng ko‗p uchraydigan poyabzallar turlariga maishiy poyabzallar kiradi. Bular kundalik, ko‗chalik (bashang) va xonada kiyiladigan poyabzallarga bo‗linadi. Ular o‗z navbatida yil fasliga qarab yozgi, qishki, bahorgikuzgi; xonada kiyiladigan poyabzallar esa faqat qishki va yozgi bo‗ladi.
Qishda kiyiladigan poyabzallarning razmeri kattaroq bo‗ladi, chunki issiq paypoq yoki paytava bilan kiyish uchun mo‗ljallangan. Qishki poyabzallar, asosan, oyoq panjasini ko‗proq berkitib turadigan, ustki va tag detallari esa issiqlikni kam o‗tkazadigan qalin, g‗ovak materiallardan tayyorlangan bo‗lishi kerak. Bunday poyabzallarning astari mo‗yna va boshqa shungao‗xshash tukli materiallardan bo‗ladi. Bu talablarga javob beradigan poyabzallar botinka va etiklardir.
61 Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 29-
Yozgi poyabzallarning ichkio‗lchamlari (razmeri) qishki poyabzallardan kichikroq bo‗ladi, chunki yozda yupqa paypoq bilan yoki paypoqsiz kiyiladi.
Charm-attorlik buyumlari vazifasiga qarab, asosan, uch turga bo‗linadi:
narsalarni k o‗tarib yurish va saqlashga mo‗ljallangan buyumlar, qo‗lqoplar hamda kamarlar.
Ishlash sharoitiga qarab charm-attorlik buyumlari maishiy va maxsus turlarga bo‗linadi. Narsalarni k o‗tarib yurishga va saqlashga mo‗ljallangan buyumlar o‗z navbatida kundalik, ko‗chalik, safarlik, xo‗jalik (bozorlik) bo‗lib, maxsus turlari esa sport va ishlab chiqarish korxonalarida ishlatiladigan buyumlarga bo‗linadi. Kamarlarning maishiy turlari, asosan, soatlar va bel (shim) kamarlari hisoblanadi.
Narsalarni k o‗tarib yurish va saqlashga mo‗ljallangan buyumlar o‗z navbatida ixtiyoriyo‗lcham hamda shakldagi va shakli,o‗lchami unga solinadigan narsalarningo‗lchami va shakliga bog‗liq buyumlarga bo‗linadi. Narsalarni k o‗tarib yurish va saqlashga mo‗ljallangan buyumlar o‗z navbatida qiyofasi jihatidan: xaltalar, jamadonlar, portfel va papkalar, hamyonlar (qog‗oz pul va tangalar uchun) ga bo‗linadi. Shakli vao‗lchami, unga solinadigan narsaning shakli vao‗lchamiga bog‗liq buyumlarga, turli (k o‗zoynak, tanbur, g‗ijjak) g‗iloflar, jild (daftar, avtomobil)lar va hokazolar kiradi.
Detallarning soni,o‗lchami va shakli bo‗yicha nav (assortiment)lari behisob bo‗lib, faqat ayrim, eng ko‗p uchraydigan turlarini ko‗rib chiqish kifoya.
Shu guruhdagi buyumlarni detallari joylashishiga qarab sirtqi, ichki va oraliq detallarga bo‗linadi.
Sirtqi detallar o‗z navbatida asosiy va qo‗shimcha detallarga bo‗linadi. Asosiy detallar (38-rasm) buyumning korpusini tashkil qilib, uning shaklini vao‗lchamini belgilaydi. Bu devorchadan iborat bo‗lib, o‗z navbatida old va orqa 3 devorchalar deb ataladi. Devorchalar to‗rtburchak, trapetsiyasimon, ovalsimon, figurali bo‗iishi mumkin. Ularning shakli,o‗lchami, buyumning shakli vao‗lchamini belgilaydi.
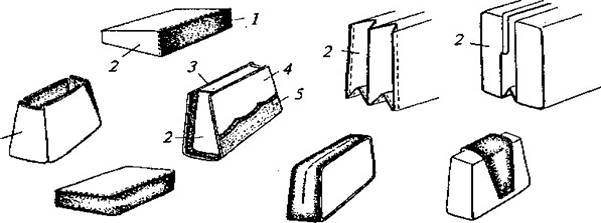
Devorchalarning bir qismi bo‗lgan faldalar 4 chaqmoq zanjirli buyumlarning yuqori qism hajmini kattalashtirish uchun, koketkalar 5 esa turli shaklda bo‗lib, devorchani yuqori yoki quyi qismini tashkil qilib, buyumlarni bezashda ishlatiladi.
Tubi 1 devorchalarini orasida joylashgan bo‗lib, korpusning quyi yuzasini tashkil qiladi.
Korpusning old, orqa va tag yuzasi yaxlit materialdan tashkil topgan va uningo‗lchamlari shakli devorcha singari turlicha bo‗lishi mumkin.
Buyumlarning yon qismini oddiygina qilib, buyumning yoni yoki bo‗lmasa qiyiq 2 deb atashadi. Buyumning yon qismining shakli va konstruksiyasi har xil bo‗lib, ko‗p hollarda tekis shaklda yoki bo‗lmasa bir burmali va ko‗p burmali bo‗lishi mumkin.
Tag — botan — buyumning tubini va ikki yon yuzasini, yuqori botan ikki yon va yuqori yuzasi, aylanma botan — tubini, yon va yuqori yuzalarini tashkil qiladi.
Botan, xuddi qiyiqgao‗xshash bir yoki ko‗p burmali bo‗lishi mumkin.
Yopqich (klapan) 3 buyumlarning yuqori qismini berkitish uchun xizmat qiladi, u istalgan shaklda vao‗lchamda bo‗lishi mumkin.
Yuqorida keltirilgan hamma asosiy sirtqi detallar yaxlit yoki yig‗ma (masalan, botan, ikki qismdan iborat bo‗lib, tag qismining o‗rtasida tikiladigan) bo‗lishi mumkin.
Qo‗shimcha detallarga, buyumlarning yuqori qismini yopishda ishlatiladigan:
kichik yopqich, tasma hamda ushlagich, cho‗ntaklar va bezak detallari kiradi.
Ichki detallar buyumning ichida joylashgan bo‗lib, ular buyumlarning ich yuzasini bezaydi va bo‗laklarga bo‗ladi (devor 1, devorcha cho‗ntak 2, chaqmoq zanjirli cho‗ntak 3 va hokazolar).
Oraliq detallar sirtqi va ichki detallarning orasida joylashgan bo‗lib, buyumlarning turli shakllarini hosil qilish hamda saqlashga xizmat qiladi. Bundan tashqari ayrim oraliq detallar sirtqi detallarning choklarini mustahkamligini oshiradi. Oraliq detallari uchun maxsus attorlik kartonlar, paxta va yog‗och, tolalar, viniplast va boshqa materiallar, shuningdek, maxsus tasmalar, shnurlar, yopishqoq tasma (velkro)lar ishlatiladi.
Oraliq detallar qattiq materiallardan bo‗lsa, qattiq korpus xaltalar deyiladi.
Qattiq korpusli xaltalarning hamma detallariga yoki ko‗p detallariga, yarim qattiq konstruksiyadagi xaltalarga, korpusning qisman detallariga qattiq oraliq detallari qo‗yiladi. Yumshoq konstruksiyadagi buyumlarda qattiq materiallardan qilingan oraliq detallar bo‗lmaydi.
Bularningo‗lchamlarini uning old devorining gorizomal yo‗nalishdagi maksimal uzunligi U va maksimal balandligi B hamda yon yuzasining maksimal eni e bilan belgilanadi (39-rasm).
Xaltalarning ustini yopqich (klapan), chaqmoq zanjir, ramkali qulflar yordamida berkitish mumkin. Korpusning materiali ramkali qulfining tagidan, yonidan yoki ustidan qistirib biriktirish usullari mavjud. Charm-attorlik buyumlarida juda ko‗p material turlari ishlatilishi mumkin.
Sirtqi detallarga charm, sun‘iy va sintetik charmlar, plyonkalar, gazmollar, ichki detallar uchun esa to‗qima hamda turli sun‘iy va sintetik materiallar ishlatiladi.
Ixtiyoriyo‗lcham va shakldagi buyumlarning tikish (yig‗ish) hamda ko‗rinadigan ziylariga ishlov berish usullari mavjud.
Charm-attorlik buyumlarini yig‗ishda, asosan, ag‗darma va noag‗darma usul qo‗llaniladi.
Ag‗darma usulda korpusning hamma asosiy detallari biriktirma chok va uning turlari yordamida biriktiriladi.
Ag‗darma usul eng qulay va oson, ish unumdorligi yuqori bo‗lgan usul bo‗lib, detallarning ziyiga qo‗shimcha ishlov berish talab etilmaydi. Sirtqi detallarni biriktiriladigan bunday choklar, buyumlarning ichida joylashgan bo‗lib, ularni astar berkitib turadi. Shuning uchun iplar yedirilmaydi.
Astarsiz buyumlarda mag‗iz choklar qo‗llaniladi. Ag‗darma usul, asosan, sirtqi detallarga yumshoq materiallar ishlatilganda qo‗llaniladi.
Noag‗darma usul murakkab usul hisoblanadi, chunki ziylarga maxsus ishlov berish kerak bo‗ladi. Noag‗darma usulda buyumlarning ko‗rinadigan ziylari bukiladi, qirqiladi va mag‗iz yoki qaviq choklar yordamida tikiladi.
Ko‗rinadigan ziylarni biriktirishning uch xil ko‗rinishi bor: birinchi detallarning ziyini, ikkinchi detalning ziyi bo‗yicha qayriladi va tikiladi, birinchi detalning ziyini qayirib, ikkinchi detalning ziyi qirqiladi va ikkala detal qayirib tikiladi.
Qirqilgan detallarning ziyi materialning rangida bo‗yaladi. Xaltalarning detallarini, yopqich, cho‗ntak, koketka va qo‗shimcha detallarni biriktirish uchun qo‗yma choklar ishlatiladi.
Biriktirma choklar — tashqi va ichki detallarda ishlatiladi. Biriktirma chokning mustahkamligini oshirish va bezash uchun poyabzaldagi mag‗iz o‗rniga keder ishlatiladi.
Qo‘lqoplarning konstruksiyasi bo‘yicha tavsifi. Qo‗lqoplar ishlatish maqsadiga va sharoitiga qarab maishiy hamda maxsus turlarga bo‗linadi. Maxsus qo‗lqoplar o‗z navbatida sport va ishlab chiqarish korxonalarida ishlatiladigan turlarga bo‗linadi. Har bir turini hisobga olgan holda (bokschilar, velosipedchilar, darvozabonlar va hokazolar uchun), shuningdek ishlab chiqarish korxonalarida ishlash jarayoniga mos keladigan qo‗lqoplar ishlab chiqarilishi kerak. Bu esa qo‗lqoplar konstruksiyasini ko‗payishiga olib keladi.
Nazorat va mulohaza uchun savollar 1. Poyabzalning konstruktiv tavsifi nimalar bilan ifodalanadi?
2. Poyabzal qiyofasi bo‗yicha qanday turlarga bo‗linadi?
3. Poyabzal ishlab chiqarishda ishlatiladigan materiallari bo‗yicha qanday turlarga bo‗linadi?
4. Poyabzalning ustki detallari, ularning tuzilishi vao‗lchamlarini izohlab bering.
5. Poyabzalning tag detallar, ularning tuzilishi, konstruksiyasini vao‗lchamlarini izohlang?
6. Ustki detallarni biriktirishda ishlatiladigan chok turlarini aytib bering.
7. Ustki detallarni taglik bilan biriktirish usullari va ulardagi choklarning turlarini aytib bering.
8. Poyabzalning razmeri to‗g‗risida tushuncha bering.
9. Poyabzallar vazifasi bo‗yicha qanday turlarga bo‗linadi?
10. Charm-attorlik buyumlarining konstruktiv tavsifini izohlang?.
Har qanday poyabzal estetik, gigiyenik, texnik talablarga javob berishi, odamni dam olishda, mehnat qilishda, sport bilan shug‗ullanishda qulay bo‗lishi kerak. Oyoq panjasi va umuman odam organizmi normal faoliyat ko‗rsatishi uchun poyabzal ichida maxsus (mayin) iqlim paydo qilishi shart. Bunga poyabzalning kerakli konstruksiyasini yaratish hamda materiallarni to‗g‗ri tanlash bilan erishiladi.
Poyabzal uchun eng yaxshi material, bu yaxshi oshlangan tabiiy charm hisoblanadi, hozirgi paytda charm mahsulotlarining tanqisligi tufayli turli sun‘iy va sintetik materiallar ko‗p ishlatilmoqda. Bu esa poyabzal va unga ishlatiladigan materiallarning xususiyatlarini mukammalo‗rganishni taqozo qiladi. Shuning uchun bu xususiyatlarinio‗rganish va ularni aniqlay bilish katta ahamiyatga ega. Shuni qayd qilib o‗tish kerakki, sun‘iy va sintetik materiallarni tag detallarga ishlatish poyabzallarning gigiyenik xususiyati va qulayligiga katta ta‘sir qilmaydi.
Gigiyenik xususiyatlariga, asosan, ustki detallarning materiali va konstruksiyasi ta‘sir qiladi. Poyabzalning konstruksiyasi, unda hosil bo‗lgan statik elektr tokini o‗tkaza oladigan va o‗z vaqtida oyoq panjasidan chiqadigan suv, gaz, issiqlik va terlarni poyabzalning ichidan tashqariga chiqara oladigan bo‗lishi va o‗z navbatida tashqaridan suv, sovuq havo va issiqlikni ichiga o‗tkazmasligi kerak. Poyabzal ichidagi mayin iqlim nisbiy ko‗rsatkichlarga ega, ya‘ni temperaturasi 21—33°C, namligi 60 dan 73 foizgacha bo‗lsa, qulay hisoblanadi. Gigiyenik xususiyatlarning eng asosiy omillari nam almashinish, nam va issiqdan himoya qilish, poyabzalning bikirligi va massasi hisoblanadi.
Poyabzalning nam almashtirish xususiyati oyoq panjasi chiqaradigan namni o‗ziga yutib, so‗ngra uni tashqariga chiqara olish bilan belgilanadi. Normal meteorologik sharoitda odam terisi o‗zidan suv bug‗i ko‗rinishida nam chiqarib turadi. Agar tashqi muhit harorati 30°C va havoning nisbiy namligi katta bo‗lsa hamda qattiq jismoniy mehnat qilinganda suv bug‗i bilan birga ter ham chiqadi.
Tadqiqotlar shuni ko‗rsatdiki, ko‗p hollarda poyabzal ichidagi havoning nisbiy namligi 60—75 foizdan ortmaydi, faqat qattiq jismoniy mehnat qilganda va tashqi muhitning temperaturasi 30° C dan yuqori bo‗lganda nisbiy namlik 90—95 foizga ko‗tarilishi mumkin.
Agar poyabzalning ichki detallarining materiali(astari)ni nam o‗tkazish xususiyati yaxshi bo‗lsa, material bug‗ va namlarni o‗ziga shimib olib, poyabzalni yechgandan keyin tashqi muhitga chiqarish imkoniyatiga ega bo‗ladi.
Zamonaviy poyabzallarning ustki detallarining yuzasini 42 % nam va terlarni tashqariga chiqarishda ishtirok etmaydi. Nam va terlar, asosan, betlik orqali tashqariga chiqadi, bu ustki detallarning 30 foizini tashkil qiladi. Buning natijasida poyabzalning gigiyenik xususiyati yomonlashib, betliklarni eskirishi tezlashadi. Poyabzallar o‗zidagi namni chiqarishi bilan birga namdan himoya qilish xususiyatiga ham ega bo‗lishi kerak. Namdan himoya qilish xususiyati, asosan, poyabzallarning tag detallari va tanavorning sirtqi detallarini materialiga bog‗liq.
Bahorgi-kuzgi va qishki mavsumlarga mo‗ljallangan poyabzallarning tagliklari ko‗pincha suvga tegib turadi. Shuning uchun ular sintetik va sun‘iy materiallardan qilinadi, chunki ular suvni o‗tkazmaydi. Ustki detallarga tag detallariga nisbatan suv kamroq tegadi va sirtqi detallarning shakli tufayli, unga tushgan suvning ko‗p qismi dumalab tushib ketadi, suvning ozgina qismini material shimadi. Poyabzallarning ichiga suv detallarning materiali va detallar biriktiruvchi choklarning teshiklari orqali o‗tishi mumkin. Material orqali suv o‗tish tezligi materiallarning ho‗llanish va suv o‗tkazish xususiyatiga bog‗liq. Charm detallari uchun, charmning qalinligiga, kapillarlarning soni vao‗lchamlariga, tolalarni suv ta‘sirida bo‗kishi va ho‗llanishiga bog‗liq. Poyabzalning ichiga suv o‗tish har doim ham uning detallarini to‗la ho‗l bo‗lishiga bog‗liq bo‗lmaydi. Ko‗p hollarda suv ustki detallar bilan tag detallarini biriktirishda ishlatiladigan choklar orqali ham o‗tadi. Bu ko‗proq mixash, vintli, mixcho‗p va ipli biriktirish usullarida uchraydi, kimyoviy usullarning nam o‗tkazmaslik xususiyatlari juda yuqori bo‗ladi.
Tashqi havo temperaturasi past bo‗lganda poyabzal, asosan, muhofaza vazifasini bajaradi va badandan chiqqan issiqlikni tashqi muhitga kam o‗tkazadi. Poyabzalning issiqdan himoya qilish xususiyati deb, oyoq panjasidan chiqqan issiqlikni tashqi muhitga chiqishga to‗sqinlik qilishiga aytiladi.
Poyabzallarni issiqdan himoya qilish xususiyatiga astar va ich patak materiallarning issiqlik xususiyati katta ta‘sir qiladi. Detallari g‗ovakli materiallardan qilingan poyabzallarning konstruksiyasi yuqori issiqlik qarshiligiga ega bo‗ladi. Shunday ekan poyabzalning ustki va tag detallariga materiallar tanlash bilan istalgan issiqdan himoya qilish xususiyatiga ega bo‗lgan poyabzallarni loyihalash mumkin. Poyabzallarni issiqdan himoya qilish xususiyatiga poyabzalning namligi katta ta‘sir qiladi. Tajribalar (L.V.Kedrov) shuni ko‗rsatadiki, agar material havodan 50—60 g namni shimgan bo‗lsa, poyabzalning issiqlik o‗tkazishga qarshiligi 33—43 foizga katnayadi. Shunday qilib, poyabzalni loyihalayotganda ob-havo sharoitiga va yil fasliga to‗g‗ri keladigan; qishda o‗ta sovib ketishdan, yozda o‗ta qizdb ketishdan saqlaydigan konstruksiyalar va materiallar tanlash kerak.
Poyabzalni kiyib yurganda hosil bo‗ladigan, oyoq panjasining turli deformatsiyalariga qarshilik ko‗rsatish qobiliyati poyabzalning bikirligi deyiladi.
Maishiy poyabzallar oyoq panjasining shaklini yaxshi olish va oson egilishi, ya‘ni egiluvchan (bukuluvchi) bo‗lishi, ayrim maxsus poyabzallar esa oyoq panjasini turli jarohatlardan himoya qilish uchun o‗rta bikirlikda bo‗lishi kerak. Egiluvchan poyabzalni kiyish qulay bo‗ladi, chunki yurganda poyabzalni egish uchun oyoq panjasi ko‗p energiya sarf qilmaydi.
Poyabzalning bikirligi 3 xil bo‗ladi:
1. Egilish bikirligi — poyabzalni ko‗p marta egilishiga qarshiligi. Ko‗proq yurganda va chopganda, ustki detallarga oyoq panjasi sirtining bosim kuchlari ta‘siri sifatida egilish bikirligi namoyon bo‗ladi.
2. Yirtish bikirligi — poyabzalning shaklini o‗zgarishiga, uning ko‗ndalang kesimlarini oyoq panjasiga (taxminan kaft-barmoq bo‗g‗imida) ko‗rsatadigan qarshiligiga aytiladi. Bu turdagi bikirlik turganda va yurganda oyoq panjasining sirtini hamda yon yuzalarini poyabzalga ta‘siri natijasida hosil bo‗ladi.
3. Tayanch bikirlik — tag detallarini, oyoq panjasining shaklini olishga ko‗rsatadigan qarshiligi hisoblanadi.
Egilish bikirligi. Poyabzalning egiluvchanligi (bukiluvchanligi) 25° ga bukish uchun ketgan kuchni (uchinchi marta bukkanda) taglikning egilgan joyini eniga bo‗lib topiladi. Egiluvchanlik juda ko‗p omillarga bog‗liq. Ulardan eng asosiylari tag detallarining biriktirish usullari va materiallarini xususiyatlari hisoblanadi. Poyabzal egilganda tagliklar cho‗ziladi, pataktar esa qisiladi. Qattiq tag charmlarni qisilishga qarshiligi, uni cho‗zilishga qarshiligiga nisbatan 10 marta kattaroq. Shuning uchun poyabzalning egiluvchanligi ko‗proq patakning bor yoki yo‗qligiga va uning materialini xususiyatiga bog‗liq. Taglikning materialini xususiyati patakning materialini xususiyatiga qaraganda egiluvchanlikka kamroq ta‘sir qiladi. Shuning uchun pataklarning qalinligi va bikirligini kamaytirish maqsadida tanavorlarni qolipga yelim yordamida tonishni qo‗llashga harakat qilinmoqda, chunki tanavorni yelim yordamida qolipga tortganda patakning qalinligi va bikirligi katta ahamiyatga ega emas.
Pataklarning egiluvchanligini orttirish maqsadida, uni qalinligini kamaytirish yoki tutam qismining (55—60 mm kenglikda) qalinligini 1/3 qismi ko‗ndalangiga kesib qo‗yilishi yoki perforatsiya qilish k o‗zda tutiladi. Poyabzalning egiluvchanligi to‗ldirgichlami, yupqa va yumshoq tagliklarni bor yoki yo‗qligiga hamda ularning materiallariga bog‗liq.
Yirtish bikirligi. Poyabzallarning yirtish bikirligi juda kamo‗rganilgan.
Ma‘lumki, odam yurganda oyoq panjasining ko‗ndalango‗lchamlari kattalashadi, buning natijasida poyabzalning ustki detallari o‗zo‗lchamlari va shaklini o‗zgartirib, oyoq panjasining shaklini olishiga yirtish bikirligi deyiladi. Agar poyabzalning ustki detallari qalin materialdan qilinsa, oyoq panjasining shaklini olish qiyin bo‗ladi, buning natijasida oyoq shikastlanadi, teskarisi bo‗lsa, poyabzal tezda o‗z shaklini yo‗qotadi.
Tayanch bikirligi. Tayanch bikirlik tag detallarining siqilish deformatsiyasiga qarshilik ko‗rsatish xususiyati bo‗lib, odam tanasining og‗irligini poyabzalning tayanch tekisligiga bo‗lgan bosimini tekis tarqatish qobiliyatidir. Bu bikirlik poyabzalning tag detallarining materiallari xususiyatiga bog‗liq.
Ilmiy izlanishlar natijasida shu narsa ma‘lum bo‗ldiki, siqilish deformatsiyasiga, asosan, to‗ldirgichning materiali katta ta‘sir qilar ekan. Bu xil kuch ta‘sir qilganda, to‗qima va noto‗qima materiallaridan qilingan to‗ldirgich materiallar sistemasining siqilish deformatsiyasi, maxsus kartondan qilingan to‗ldirgich materiallar sistemasining qisilish deformatsiyasidan ikki marta katta va shunga muvofiq tayanch bikirlik esa ikki marta kichik bo‗ladi. Qulay poyabzal loyihalash uchun oyoq panjasini kaft suyaklarining boshchalari va bosh barmoq suyaklarining bosimini tag detallariga tekis taqsimlanishi kerak. Bunga tag detallarining materiallari, asosan, to‗ldirgich va pataklarai to‗g‗ri tanlash bilan erishiladi.
Poyabzalning sifat ko‗rsatkichli bo‗lgan tayanch bikirlik hammadan hamo‗sayotgan va shakllanayotgan bolalar oyoq panjasi uchun katta ahamiyatga ega. Tayanch bikirlikni kamaytirish oyoq panjasini to‗g‗ri shakllanishi va ish qobiliyatini bir me‘yorda saqlashga yordam beradi.
1. Poyabzalning gigiyenik xususiyatlariga ta‘rif bering.
2. Poyabzalning nam almashtirish va namdan himoya qilish xususiyatlari qanday amalga oshiriladi?
3. Poyabzalni issiqdan himoya qilish xususiyatlari qanday amalga oshiriladi?
4. Poyabzalning fizik xususiyatlariga ta‘rif bering.
5. Poyabzalning bikirligini aniqlash turlariga ta‘rif bering
Poyabzalning eng asosiy sifat ko‗rsatkichlaridan biri, uning qulayligi, asosan oyoq panjasiningo‗lchamlari va shakliga muvofiq keladigan qoliplarning konstruksiyasiga bog‗liq. Qoliplarning konstruksiyasi, poyabzal ichki shaklini belgilash bilan birga, eng asosiy ish quroli ham hisoblanadi. Chunki poyabzalni shakllantirish, yig‗ish va pardozlash kabi texnologik jarayonlar qolip yordamida bajariladi. Qolipningo‗lcham va tuzilishlarini asos qilib olib, ayrim poyabzal mashinalarining ishchi organlari ham loyihalanadi. Shuning uchun qoliplarni to‗g‗ri loyihalash va aniq ishlab chiqarish, qulay hamda loyiq poyabzallar ishlab chiqarishda va texnologik jarayonini aniq bajarishda katta ahamiyatga ega.
Poyabzalning ichki shaklini, ya‘ni qoliplarni loyihalash bilan ko‗pgina olimlar shug‗illanishgan. Yu.P.Zibin, B.P.Xoxlov, X.X.Liokumovich, K.I.Chensova,
A.A.Rindich, O.V.Farniyeva, T.S.Kochetkova, V.A.Fukin, A.D.Bopeyev, V.K.Makaricheva, A.A.Haydarov va boshqalarning ilmiy izlanishlari poyabzalning qulay ichki shaklini, ya‘ni qolipni loyihalashga bag‗ishlangan. Qoliplarning asosiyo‗lchamlari Davlat andozasi (standarti)da berilgan.
Qoliplar yosh-jinsiy guruhi, maqsadi va texnologik vazifa, konstruksiyasi, materiali, tovon qismining tayanch tekisligidan ko‗tarilish balandligi bo‗yicha bir qancha turlarga bo‗linadi.
Qoliplar yosh-jinsiy guruhi bo‗yicha xuddi poyabzaldagidek guruh va razmerlarga bo‗linadi.
Texnologik vazifasi bo‗yicha qoliplar ikki turga bo‗linadi:
1. Asosiy (tortish) qoliplar, asosan, tanavorni shakllantirishda ishlatiladi.
2. Yordamchi qoliplar texnologik jarayonni bajarishda qo‗llaniladi. Shuning uchun qoliplarning nomi, texnologik jarayonning nomi bilan pardozlash va dazmollash qoliplari deb ataladi. Yordamchi qoliplarga issiq vulkanizatsiya va quyish usullarining puansonlari va tayyor poyabzallarning shaklini saqlash (shon) va ta‘mirlash uchun ishlatiladigan qoliplar ham kiradi,
Asosiy qoliplarning tag yuzasi, tanavorlarni qolipga tortish usullariga qarab metall plastinkali, tovon qismi, tovon va axmi qismlari metall pastinkali va metall plastinkasiz bo‗lishi mumkin.
Mixli, vintli va mix-cho‗pli biriktirish usullari va tanavorni qolipga mix yordamida tortganda mixning uchi plastinkaga tekkandan keyin orqasiga qayrilib, patakka kirishi uchun tortish qoliplariga metall plastinka qo‗yiladi,
Ustki detallarni tag detallari bilan biriktirishda ipli usullar qo‗llanilsa, qoliplar metall plastinkasiz ishlab chiqariladi. Poyabzalning doppel va rantli biriktirish usullarida tanavorning tovon qismi mix yordamida qolipga toitiladi. Shuning uchun tortish qoliplarining tovon qismi metall plastinkali bo‗ladi.
Konstruksiyasi jihatidan asosiy (tortish) qoliplar quyidagi turlarga bo‗linadi: yaxlit, arralangan ponali, tutash va siljiydigan.
Yaxlit qoliplari asosan yengil va yozgi poyabzallarni ishlab chiqarishda ishlatiladi, chunki bu poyabzallarni yaxlit qolipdan yechish juda oson. Yaxlit qoliplarni ishlab chiqarish ham oson va sodda.
Arralangan ponali qoliplar (40-a rasm) poyabzallarni tashqi usul bilan shakllantirishda ishlatiladi.
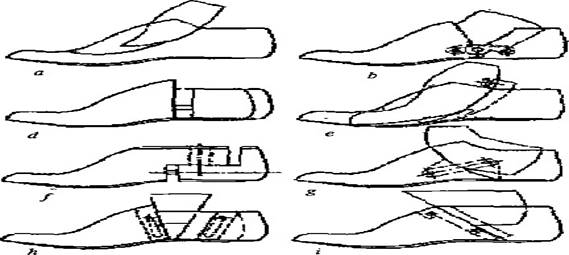
Arralangan ponali qolipning tanasida bir-biriga nisbatan 75° burchak bo‗ylab yo‗nalgan ikkita shtiftlar yordamida ustki ponani ushlab turadi. Shtiftlarning bittasi (yuqori qirrasidagi) prujina bilan ta‘minlangan bo‗lib, ponani kiygizayotganda va yechayotganda shtiftni bosib, qolipning tanasiga berkitiladi.
Bunday konstruksiyadagi qoliplarning eng asosiy kamchiligi, poyabzalni qolipdan yechayotganda ustki va tag detallari katta deformatsiyaga uchraydi. Poyabzalni qolipdan yechish uchun uning old qismi qolipda turganda, orqa qismini qolipdan siljitish kerak. Bunday siljish natijasida poyabzalning yuqori ziyi 17 % cho‗ziladi, chunki qolipning quyi qismi yuqori qismidan 17 % katta.
Tutash qoliplar (40-b rasm) — poyabzallarni qolipdan yechayotganda hosil bo‗ladigan deformatsiyalardan saqlaydi. Bunday qoliplarning tovon qismi old qismi bilan sharnir orqali birlashtirilgan. Bu bo‗laklar orasi 35° yoki 55° burchak ostida qirqib qo‗yiladi.
Poyabzaini qolipdan yechayotganda oldin tovon qismi chiqariladi, so‗ngra osongina hech qanday deformatsiyasiz poyabzal sug‗urib olinadi.
Tutash qoliplar o‗zo‗lchamlarini o‗zgartirmasligi uchun, asosan, plastmassadan tayyorlanadi. Sharnirlarni tez ishdan chiqishi va bo‗laklar tutashgan qismining bikirligining kamligi, ularning eng asosiy kamchiliklari hisoblanadi.
Siljiydigan qoliplar—ichki usul bilan tanavorni qolipga tortishda ishlatiladi. Bu usulda hajmli tanavorlar ishlatilib, qolip tanavorga kiygiziladi, so‗ngra maxsus mexanizm yordamida qolipning uzunliko‗lchamlari bo‗yiga 9’0,5 mm ga siljitiladi.
Buning natijasida tanavor qolipning shaklini oladi.
Siljiydigan qoliplarning uch xil konstruksiyasi bor:
1. To‗g‗ri qirqilgan — qolipning old va orqa qismi bo‗yiga harakat qiladi (40-d rasm);
2. Yoysimon qirqilgan — qolipning old qismini yoysimon sirpanib harakat qilishi natijasida orqa qismi bo‗yiga siljiydi (40-e, h rasm);
3. Yoysimon qirqilgan — qolipning orqa qismini yoysimon sirpanib harakat qilishi natijasida old qismi bo‗yiga siljiydi (40-f, k rasm).
Yordamchi qoliplar konstruksiyasi jihatidan asosiy qoliplardan shakli vao‗lchamlari bilan farq qiladi.
Pardozlash qoliplarningo‗lchamlari (41-a rasm) shu razmerga mos keladigan tortish qoliplariningo‗lchamlaridan: tag yuzasining uzunligi 5-10 mm, yon sirtining uzunligi 3 mm, tag yuzasi tovon qismining eni — 5 mm, qolgan qismida 1 mm, quchoqo‗lchamlari 5—8 mm kichik bo‗ladi.
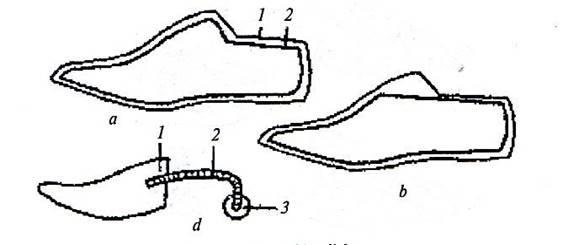
Dazmollash qoliplari — tayyor poyabzalning tag yuzini mexanik usulda dazmollashda ishlatiladi (41-b rasm). Ular metall plastinkalar bilan mustahkamlangan bo‗ladi. Dazmollash qoliplariningo‗lchamlari ham asosiy qoliplarningo‗lchamlaridan; uzunligi bo‗yicha 13—14 mm, tag yuzasi tovon qismining eni 8—10 mm, tutam qismi 1 mm, tutam qismining quchoqo‗lchami 10 mm ga kichik bo‗ladi. Dazmollash qoliplarining ko‗tarilish qismi qisqartirilib, yuqori maydonchasi uzaytirilgan bo‗ladi.
Ta‘mirlash qoliplari yoki shonlar (41-rasm). Tayyor poyabzalning shaklini saqlash va ta‘mirlash uchun maxsus konstruksiyadagi qoliplar ishlatiladi. Ular ichi bo‗sh old qismi (1), metall prujina (2) dan va tovon tayanchi (3) dan iborat. Bunday qoliplarning turli konstruksiyalari bor. Fransiyada sintetik materialdan ichi bo‗sh qoliplar ishlab chiqilgan bo‗lib, ularning ichi havo bilan to‗ldirilganda poyabzalning shaklini oladi.
13.3. Qoliplarni ishlab chiqarishda ishlatiladigan materiallar Asosiy qoliplar ko‗pincha yog‗ochdan tayyorlanib, asosan, eman, buk va grab kabi qattiq daraxtlar ishlatiladi. Tanqis bo‗lgan yog‗ochlarni iqtisod qilish maqsadida hozir ko‗proq turli rusumdagi, katta mustahkamlikka ega bo‗lgan poliyetilen (plastmassa) qoliplar ishlab chiqarilmoqda. Poliyetilen qoliplarning afzalligi shundaki, eskirgan (modadan qolgan, yorilgan) qoliplarni qayta quyib, ishlatsa bo‗ladi. Ma‘lumki, poliyetilen qoliplarning massasi katta bo‗lib, bu esa ularning asosiy kamchiligi hisoblanadi. Shuning uchun, qoliplarni ishlab chiqarishda poliyetilenlarga maxsus (g‗ovak hosil qiluvchi) moddalarni qo‗shib, ularning fizikmexanik xususiyatlarini, mustahkamligini, texnologik xususiyatlarini o‗zgartirmagan holda massasi yengillashtiriladi.
Plastmassa qoliplar (42-rasm) yaxlit quyilgan, armirlangan, ichi bo‗sh bo‗lishi mumkin. Yaxlit quyilgan, armirlangan (orasiga yog‗och va boshqa engil material qo‗yilgan) qoliplar quyish usuli bilan ishlab chiqariladi, ichi bo‗shlari esa havo yordamida shakllantiriladi.
Siljiydigan qoliplar yog‗ochdan, old yoki orqa qismi sirpanib siljiydigan aliplar yengil qorishmali po‗latlardan ishlab chiqariladi.
Qoliplarning tovon qismini ko‗tarilish balandligi. Qoliplar tovon qismining tayanch tekisligidan ko‗tarilish balandligi bo‗yicha hp bir necha guruhga bo‗linadi: Poshna balandligi hp (mm)
|
Poshnasiz poyabzallar uchun .............................. |
0 |
|
Past poshnali........................................................ |
5, 10, 15, 20, 25 |
|
O‘rta poshnali...................................................... |
30 - 40 |
|
Baland poshnali................................................... |
50 — 60 |
O‘ta baland poshnali........................................... 60 dan yuqori
Qolipning indeksi. Har bir qolipda fasonni belgilovchi 5—6 raqamdan iborat indekslar bo‗ladi. Birinchi raqam — qoliplarning yosh-jinsiy guruhini; ikkinchi raqam— qiyofasini; uchinchi raqam — tovon qismini ko‗tarilish balandligini; to‗rtinchi raqam — tumshuq qismining fasonini; beshinchi va oltinchilari — qoliplarning indeksidagi tartib raqamlar bilan belgilanadi. Agar qolip bashang poyabzal uchun mo‗ljallangan bo‗lsa M harfi bilan, keksa odamlar uchun bo‗lsa P harfi bilan to‗ldiriladi. Indeksni qanday tuzish kerakligi 7-jadvalda keltirilgan.
Masalan, qolipning indeksi 91223 bo‗lsa, u holda:
9 — erkaklar poyabzali;
1 —yopiq poyabzallar (tufli, qo‗njsiz botinka);
2 —past poshnali 15—20 mm;
2 — qolipning o‗rta shaklidagi tumshuq qismi;
3 — tasdiqlangan modelning tartib nomeri deb ta‘riflanadi.
|
Indeks shifri
|
indeks raqamlari
|
|
||
|
birinchi birinchi |
ikkinchi
|
uchinchi
|
to‗rtinchi
|
|
|
Yosh-jinsiy guruhi va qolipning razmerlari
|
Poyabzallarning turi
|
Tovon qismining ko‗tarilish balandligi
|
Tumshuq qismining shakli
|
|
|
0
|
Chaqaloqlar 1 guruhi 95-125 |
— |
Poshnasiz
|
|
|
1
|
Chaqaloqlar 2 guruhi 105-135
|
Yopiq poyabzallar (botinka, qo‗njsiz botinka, sandalet)
|
Past 5- 10
|
Keng
|
|
2
|
Yosh bolalar 140-170
|
Yengil poyabzallar (sandallar, xonada, dam olishda kiyiladigan)
|
Past 15-20
|
O‘rta
|
|
3
|
Bolalar 175-195
|
Yozgi ochiq poyabzallar (ochiq tumshuqli, tovon qismli tufli)
|
O‘rta 30-35
|
Tor
|
|
4
|
Maktab yoshidagi qiz bolalar |
Issiq, kalta qo‗njli etik
|
O‘rta 40-45
|
|
|
5
|
Qiz bolalar
|
Etiklar, qayiqsimon tufli
|
baland 50-55
|
|
|
6
|
Maktab yoshidagi o‗g‗il bolalar
|
Bulg‗ori charmli etik va kalta qo‗njli etik
|
Baland 60-65
|
|
|
7
|
O‘g‗il bolalar 230-280 |
Xrom tuzlari bilan oshlangan charm etik |
O‘ta baland 70-75 |
|
|
8
|
Ayollar 215-275
|
Sport turlari uc hun poyabzal
|
O‘la baland 80-85
|
|
|
9
|
Erkaklar 245-305 |
Maxsus poyabzal
|
O‘ta baland 90-95 |
|
Eslatma. Indeksdagi 5-6 raqamlar shu turdagi qoliplarni tasdiqlangan modelining tartib nomerini bildiradi.
Indeks tuzishda to‗rtinchi raqam to‗g‗risida shuni ta‘kidlab o‗tish kerakki, qolip tumshuq qismining shakli, K koeffitsiyenti bilan ifodalanib, ∑P qo‗shimcha, qolipning izini Lop qismidagi B kengligining nisbatiga teng, ya‘ni K =∑P/B. Agar hosil bo‗lgan K = 0,25 bo‗lsa, qolipning tumshuq qismi keng; K = 0,251 — 0,549
bo‗lsa, o‗rta; K > 0,550 bo‗lsa, tor hisoblanadi.
![]() Qolipning geometrik qiyofasi juda murakkab, noqonuniy
egri chiziq va tekisliklardan iborat shaklga ega. Uni loyihalash va chizmada
tasvirlash uchun muhandis grafika hamda amaliy geometriya usullaridan
foydalanadi. Shuning uchun qolipni grafik ravishda uch tekislikda hosil
bo‗lgan to‗g‗ri burchakli koordinatalar sistemasida
(43-rasm), ya‘ni: I-gorizontal; II-bo‗ylama vertikal, tag yuzasining
shartlio‗qi bo‗yicha, III ko‗ndalang-vertikal, I va II
tekisliklarga perpendikular holda tasvirlanadi. Qolipni loyihalashda I
tekislik negiz
Qolipning geometrik qiyofasi juda murakkab, noqonuniy
egri chiziq va tekisliklardan iborat shaklga ega. Uni loyihalash va chizmada
tasvirlash uchun muhandis grafika hamda amaliy geometriya usullaridan
foydalanadi. Shuning uchun qolipni grafik ravishda uch tekislikda hosil
bo‗lgan to‗g‗ri burchakli koordinatalar sistemasida
(43-rasm), ya‘ni: I-gorizontal; II-bo‗ylama vertikal, tag yuzasining
shartlio‗qi bo‗yicha, III ko‗ndalang-vertikal, I va II
tekisliklarga perpendikular holda tasvirlanadi. Qolipni loyihalashda I
tekislik negiz
(bazis) tekisligi bo‗lib, u 0 va O‘ nuqtalari orqali o‗tadi. 0 nuqta qolipning tovon qismining izo‗qida, O‘ esa uni tumshuq qismining davlat standartida belgilangan qo‗shimcha Pmin nuqtasida joylashgan. Bu tekislik poyabzal qolipini P mod, ya‘ni bezak qo‗shimchasini hisobga olmaydi va qolipning tovon qismini har xil balandligini loyihalashda. uning ko‗ndalang kesimlarini solishtirish imkonini beradi. 43-rasm. Qolipni grafik
Qolipning proyeksiya va yuza kesimlarini radius- tasvirlash[65] grafik usul bilan loyihalash qolipni grafik ravishda tasvirlashni osonlashtiradi.
Qolipni eHM ishlatish, ya‘ni uning shaklini, yuzasini murakkab chiziqlarini eHM xotirasida shakilantirish va loyihalash ishlarini avtomatlashtirish imkonini beradi. Qolipning chizmalarini chizishda o‗rta tipik oyoqo‗lchamlari asos qilib olinadi. Oyoq panjasining fazoviy shaklidan qolipga o‗tishda, oyoq panjasi yurish mobaynida o‗lchamlarini o‗zgarishi, estetik va texnologik talablar hisobga olinadi.
Ommaviy ishlab chiqarish uchun poyabzal qoliplarini loyihalash, asosan, qolipning tag yuzasini (patakni), uning gabarito‗lchamlarini, bo‗ylama-vertikal va
.gorizontal proyeksiyalarini grafik ravishda tasvirlashdan iborat bo‗lib, shu chizmalar vao‗lchamlarga asoslanib yog‗ochdan etalon qolip modellashtiriladi.
Qolipning asosiyo‘lchamlarini o‘zgarishi. Poyabzal turiga va poshna balandligiga qarab qolipning asosiyo‗lchamlarini o‗zgarishi Davlat standartida keltirilib, u quyidagilardan iborat; patakning kengligi yozgi ochiq poyabzallar uchun 0,68 Lo.p kesimida 1 mm ga va 0,18 Lo.p kesimida 2 mm ga kengaytiriladi; issiq botinka va etiklar uchun 0,55 Lo.p kesimidagi quchoqo‗lchamlari tegishli ravishda 10 va 15 mm ga oshiriladi; sandaletlar uchun shu kesimdagi quchoqo‗lchami 5 mm ga oshiriladi. Poshna balandligi 30—40 mm poyabzallar uchun mo‗ljallangan qoliplarning patak kengligini 0,68 Lo.p va 0,18 Lo.p kesimlarida 2 mm ga; 50—60 mm balandligi uchun 0,68 Lo.p da 4 mm ga va 0,18 Lo.p da esa 3 mm ga; 70-80 mm balandligi uchun 0,68 Lo.p, da 5 mm va 0,18 Lo.p da 4 mm ga qisqartiriladi. Tumshuq qismining balandligi hn yozgi ochiq poyabzal uchun mo‗ljallangan qoliplarda 2 mm ga orttiriladi, erkaklar yozgi poyabzali uchun esa 2 mm ga kamaytiriladi.
Qolipning bo‗ylama-vertikal kesimini tovon konturi erkaklar issiq poyabzal, yopiq poyabzallar qolipiga nisbatan 5 mm qo‗yma bilan quriladi, ya‘ni gulchin balandligi nuqtasidan boshlab tashqariga silliq ravishda qayriladi; qolgan guruhlar uchun bu qayrilish 2,5 mm ni tashkil qiladi. Shu bilan birgalikda qolipning tovon qismining balandligi ham oshiriladi.
Qoliplarni (unifikatsiyalash) bir shaklga keltirish. Unifikatsiyalash asosida poyabzallarni yosh-jinsiy guruhi, qiyofasi va qoliplarning tovon qismini ko‗tarilish balandligi jihatdan qolipning aniq tasnifi yotadi.
Poyabzal keng assortimentini quyma detallar (bikir dastak, qo‗ygich, yarim patak, taglik va poshnalar) bilan ta‘minlash uchun qolipning tanasi 0.5 Lo.p kesimigacha izi va bo‗ylama-vertikal profili esa — 0,62 Lo.p kesimigacha unifikatsiyalashtiriladi. Shu maqsadda qolipni uchta yonma-yon to‗laliklari ham unifikatsiyalashgan o‗rta to‗lalikda tayyorlanadi. Qoliplarni unifikatsiyalash qolip xo‗jaligini va korxonalardagi press formalar sonini sezilarli qisqartirishda va poyabzal korxonalarini avtomatlashtirish imkonini beradi.
1. Poyabzalning ichki shakli (qolip) to‗g‗risida umumiy tushuncha bering?
2. Poyabzal qolipining texnologik vazifalarini ta‘riflang.
3. Poyabzal qolipining konstruksiyasi bo‗yicha bo‗linishini izohlang.
4. Poyabzal qoliplari uchun ishlatiladigan materiallar haqida aytib bering.
5. Poyabzal qolipining indeksi nimalarni ifodalaydi?
6. Poyabzal qoliplarini loyihalashda, u koordinata o‗qlariga qanday joylashtiriladi?
7. Qolipning asosiy o‗lchamlari oyoq panjasiningo‗lchamlaridan qanday farqlanadi?
14-bob. CHARM VA MO’YNA KORXONALARIDA QO’LLANILADIGAN
Charm ishlab chiqarish bu insoniyat tomonidan o‗zlashtirilgan ishlab chiqarishlardan birinchilari qatoriga kiritish mumkin. Inson uchun eng zarur bo‗lgan ―Kiyim va poyabzal‖ tayyorlashda ovchilik jarayonida otib olingan hayvonlarning terilari birinchi natural materiallar hisoblangan. Terilarni kuyosh nurlari ostida tabiiy quritish yoki shimoliy kenglikdagi sharoitlarda yaxlatib kuyish insonga konservalashnio‗rgatdi, tabiiy ko‗zatuvchanligi esa tuzlangan terilarni uzoq muddatlarga yumshoqlik va egiluvchanlik xossalarini, egilish va taranglik, chidamlikka bardosh bera olishini aniqladi. Ibtidoiy davrda, odam olovda tutun ta‘sirida quritilgan terilar (tutunga to‗yg‗azish bu – ―oshlash‖) uzoq muddatga saqlangan va chirimagan, ya‘ni terilarga surilgan yog‗li kullar ularni yumshoq va suv o‗tkazmaydigan bo‗lishiga olib kelgan.
Terilarni achitqilar bilan oshlash kadimgi Yegipetlar davrida ma‘lum bo‗lib, ular kullardan olinadigan osh tuzlari va achitqilari va konservalash qobiliyatini bilganlar.
Mumiyo yordamida bal‘zamlasho‗sha davrni o‗ziga xos zamonaviy mineralo‗simliklarda ―oshlash‖ hisoblangan. Chunkio‗lgan odam tanasiga osh tuzi va achitqi aralashmasida ishlov berilgandan sung, oshqozon usti yuzaligi o‗z tarkibida oshlash moddalariga ega bo‗lgan har xilo‗simlik (evkalipt, turvad va b.) lar bilan to‗ydirilgan.
Charm bo‗yash ham o‗zining ming yillik davriga egadir, bu – qizil, sariq, qora, jigarrang bilan bo‗yalgan va ichki qismlari mumiyolangan echki terilaridan eramizdan avvalgi IX asrda tayyorlangan poyabzal topilmalari guvohdir. Shu davrlarda charm ishlab chiqarishda oddiy asboblar, moslamalar qo‗llanib kelinib, hech qanday mashina va jihozlarsiz o‗z taraqqiyotini boshdan kechirib keldi. Teriga maxsus ishlov berish mashinalari keng qo‗llanilishi 1730-1800 yillar mobaynida boshlandi. Terini q o‗zgalmas pichoqli ajratish mashinasi (teri-elka qismini ikki bo‗lakka ajratish) 1768- yilda Angliyada birinchi bor ro‗yxatdan o‗tgan va patent berilgan.
XIX asr oxirlariga kelib, bir qancha maxsus yangi mashinalar yaratildi: terini xromli oshlash uchun rezinali, taranglash mashinasi (Fransiya, 1875 y.), shu turdagi terilarnio‗lchash mashinasi (1977 y.), bir stolli taranglash-ajratish mashinasi (AQSh, 1882- y.), kalandrli–silliqlash va o‗tkazish mashinasi (AQSh, 1897 y.) XX asr boshlarida yumshoq ostli ―jun haydovchi‖ va tozalash (1904 y.) mashinalari, ―Triumf‖ firmalarida ishlab chiqarilgan oshlash barabanlari (Germaniya, 1911 y.), terini mezdradan tozalash uchun ―mezdra‖ mashinalari (1912 y.), keng o‗tkazuvchi ishchi joyi pichoqli vali taranglash mashinasi (Fransiya, 1920 y.).
Charm ishlab chiqarish mashinalarida gidroprivodlar 1935 yildan boshlab qo‗llanila boshlandi va hamma teri to‗la o‗tkazmaydigan valikli mashinalarga gidroprivodlar tadbiq etildi.
Shunday qilib, XX asr boshlarida chet el mamlakatlarda yetarli darajada har xil jihozlar bilan jihozlangan charm ishlab chiqarish korxonalari paydo bo‗la boshladi.
1960-1985 yillar davrida MDH mamlakatlari ilmiy loyihalash, ilmiy-tadqiqot tekshirish, maxsus konstruktorlik byurolarida quyidagi charm-mo‗yna ishlab chiqarish mashinalari loyihalandi va tadbiq etildi: MMT-320-K, MMP-1800-K,
MMG-2200-K – OrelNIIlegmashda; ShDP-1500K, PK-P, apparatlar PSA va AUShK, Leningrad SKBKOMda va boshqalar.
O‘zbekistonda hozirgi davrda ―Toshkent charm‖ birlashmasi, ―Qo‗qon charm‖, Samarqand charm ishlab chiqarish zavodi yukori unumli texnologik jihozlar va avtomatik boshqaruvli texnologik tizimlardan tashkil topgan.
Charm ishlab chiqarishda takomillashgan yangi turdagi mashina va jihozlarni yaratish, yuqori sifatli ta‘mir va texnik xizmat ko‗rsatish, texnologik jihozlarni chuquro‗rganib borishda charm texnologiyasining maxsusligiga, to‗plangan tajriba va bilimlarga bog‗lik bo‗ladi. Bularga quyidagilar kiradi: Xomashyo va tayyor mahsulotni har xil tarkibiyligi, mexanik jarayonlarni nazorat qilishda aniq usullarni qo‗llashni tavsiyasi pastligi, Xomashyo, yarim fabrikatlarni donabay, partiyalab ishlov berishni ketma-ketligi, ishchi aralashmalarni jihozlarini ishchi organlari va elementlarni tez yemirilishini jihozlarini ishlariga ta‘siri va boshqa xossalari. Xomashyo va tayyor mahsulot tarkibining bir xil bo‗lmasligi - charm zavodlarining Xomashyosi uy va yovvoyi hayvonlarning terisi hisoblanadi, kamroqlariga dengiz hayvonlari va ayrim yirik baliqlar terilari kiradi. Tirik organizmning yukori qatlami bo‗lgan teri uni tashqi atmosfera va boshqa hodisalardan (issiq, sovuq, shamol, namlik) mexanik shikastlanishlardan bakteriyalar tushishidan va boshqalardan saqlaydi. Bundan tashqari bir qator quyidagi funksiyalarni amalga oshiradi:
- tana temperaturasini boshqarib borish va uni doimiyligin ta‘minlash;
- havo almashuv jarayoniga qisman ta‘sir etishi, terni kichik teshikchalar orqali chiqarib yuborish.
Terilar tuzilishi va kimyoviy tarkibi yaqino‗xshashligidan qat‘iy nazar, ular quyidagilari bilan ancha farqlanadi:
- ko‗rinishi, hayvonning jinsi, yoshi, boqilishi va muhit sharoiti, xo‗jalik yo‗nalishi (sut yoki go‗sht beruvchi mollar, dehqonchilik ishlarini bajaruvchi kuch - mollari) hamda inson faoliyati (molni boqish, so‗yish vaqti, terini tanadan ajratib olish uslubi va uni konservalash) ga bog‗lik bo‗ladi.
Shuni aytish kerakki, hech qachon ikki xil teri absolyut bir xil bo‗la olmaydi, ularni har xil bo‗lishiga ishonch hosil qilishda, asosiy hamma ko‗rsatkichlarga: qalinligi, massasi,o‗lchamlari va topografik qismlari tuzilishlarini farqlari bilan ifodalanishidir.
Terilar o‗zining zichligi, jun qoplama xususiyatlari bilan ham ajralib turadi, uni topografik qismlar deb aytiladi.
Yirik shoxli mollar, ot, tuya terilarining derma tuzilishi turlicha bo‗ladi. Sigirning yopqich qismidagi tolalar bog‗lami, mustahkam chekka qismlaridagi tolalar yumshoq, bog‗lami bo‗sh bo‗ladi. Teri osti yog‗ to‗qimalari derma ostida joylashgan bo‗lib, asosan kollagen qisman elastik tolalardan iborat bo‗lib, ular orasidan qon tomiri o‗tadi. Demak, hayvon terilari murakkab tuzilishga va tarkibi bilan bir-biridan juda katta farq qiladi.
Charm va mo‗yna ishlab chiqarishda hayvon terilariga har xil kimyoviy va mexanik jaryonlar ta‘sir etadi. Kimyoviy va fiziko-kimyoviy jarayonlar, terilarning partiyalarida bajarilsa, mexanik jarayonlar esa, har bir teriga alohida-alohida ta‘sir etish natijasida olib boriladi. Shunday qilib, ishlab chiqarish jarayonida partiyalab ishlab chiqarish bilan birga alohida-alohida ishlov berish ketma-ket kelishi mumkin.
Ba‘zi vaqtlarda, masalan, terining junini surkash usuli bilan ajratiladigan bo‗lsa, unda fiziko-kimyoviy jarayonlar ham alohida teriga ishlov berish bilan amalga oshadi.
Mexanik jarayonlarni partiyalab ishlov berish mumkin, bunda derma strukturalari mexanik ta‘sir yordamida o‗zgartiriladi. Har bir jarayon uchun mexanik ta‘sir ishlab chiqariladigan charm mahsuloti tavsifiga qarab uslub asosida olib boriladi.
Terilarga partiyalab ishlov berishda terilar bir vaqtning o‗zida mexanik ta‘sirga uchraydi. Apparat ichidagi ishlov berish suyuqligidagi kimyoviy reagentlar konsentratsiyasi, apparat hajmi bo‗yicha bir xil saqlanadi. Terilar apparat devorlariga urilib yumshaladi va reagentlarning diffuziyasi bu bilan oshadi.
Charm ishlab chiqarish sanoatida olib boriladigan jarayonlar quyidagi guruhlarga bo‗linadi:
1. Tayyorlov jarayonlarga (xom ashyodan teri to‗qimasi olgunga qadar).
2. Oshlash jarayonlariga (teri to‗qimasidan oshlangan charm yarim mahsuloti olgunga qadar).
3. Pardozlash jarayonlariga (oshlangan charm yarimmahsulotidan tayyor mahsulot olgunga qadar).
Pardozlash jarayonlari uchta maydonchalarda olib boriladi: a) bo‗yash-yog‗lash maydonchasi;
b) quritish -ho‗llash maydonchasi;
v) pardozlash maydonchasi.
Tayyorlov tsexining asosiy maqsadi charm xom ashyolaridan teri to‗qimasini
(dermani) ajratib olish va ishlab chiqariladigan charm mahsulotining maqsadiga qarab derma mikrostrukturalarini o‗zgartirishdan iborat. Tayyorlov jarayonlari tag charm va yumshoq charmlar uchun bir-biridan farq qiladi. Masalan, kullash jarayoni tag charmi uchun terining juni, saqlangan holda olib borilsa, yumshoq charmi uchun juni saqlanmagan holda olib boriladi. Bunga asosiy sabab shuki, yumshoq charmlar uchun qo‗llashda qo‗llaniladigan reagentlar konsentratsiyasi yuqori bo‗ladi. Bu esa, o‗z navbatida teri dermasini yaxshi yumshalishiga olib keladi. Tag charmda reagentlar konsentratsiyasi yuqori qo‗llanilsa, unda qattiq charm emas, balki yumshoq charm olinadi. Bulardan tashqari tayyorlov jarayonlari har bir xom ashyo turi va ishlab chiqariladigan charm maqsadiga qarab turlicha olib boriladi.
Oshlash jarayonini asosiy maqsadi -terini suv va mikroorganizmlar ta‘siriga chidamligini oshirish hamda pishish haroratini oshirishdan iborat. Natijada oshlangan yarimmahsulot tayyor mahsulot xossalariga xos sifatlarga ega bo‗ladi. Ba‘zi holatlarda oshlanmagan teridan tayyor mahsulot pergament hamda (siromyat) quritilgan xom teri olinadi. Siromyat, ya‘ni xom charm olish uchun teri to‗qimasi qo‗l yordamida ishqalanadi va yumshaladi.
Charm va mo‗yna xom ashyolari tayyor mahsulot maqsadiga qarab ishlab chiqarish partiyalariga ajratiladi.
Davlat standartiga muvofiq ishlab chiqarish partiyalariga ishlab chiqarish maqsadini belgilaydigan ma‘lum miqdordagi bir xil tozalangan terilar kiradi, ular turi, massasi (yoki maydoni), qalinligi, kelib chiqish tumani (yoki nasli), so‗yish va
konservalash usuli, zichligi va navi bo‗yicha ma‘lumotlar bir hujjatga rasmiylashtiriladi. Bu hujjatda Xomashyo sifati ham ko‗rsatilgan bo‗ladi. Ishlab chiqarish partiyalarning hajmi ishlov berishda ishlatiladigan apparatlar quvvatiga va xom ashyoning katta yoki kichikligiga qarab aniqlanadi.
Charm zavodlari asosan 3 ta asosiy tsexdan iborat:
1. Ivitish-kullash tsexi;
2. Oshlash tsexi;
3. Pardozlash tsexi.
Charm va mo‗yna korxonalarida teri tayyor charm yoki mo‗ynaga aylanishi uchun juda ko‗p texnologik jarayonlardan o‗tishi kerak. Bu jarayonlar maxsus apparat va mashinalar yordamida o‗tkaziladi.
Suyuqliklarda va eritmalar yordamida boradigan jarayonlar chanlarda, barkaslarda va barabanlarda olib boriladi. Mexanik ishlov berish esa mezdralash, 2 ga bo‗luvchi mashinalar, naval haydash, soch haydash, randalash, presslar, charm yuzasinio‗lchovchi mashinalar yordamida amalga oshiriladi.
Xomashyoni tayyor mahsulotga aylantirish usullari buyicha charm ishlab chiqarishda mashina va jihozlarni texnologik jarayonlariga bog‗lanishiga qarab kuyidagi asosiy guruhlarga bo‗lish mumkin.
1-guruh. Xomashyo va yarim fabrikatni suyuklik va emulsiya ishqorlarida partiyalab ishlov berish jihozlari (chan, barkas, baraban va apparatlar).
2-guruh. Xomashyo va yarim fabrikatlarni donalab mexanikaviy ishlov berish jihozlari (teriga ishlov berish mashina va agregatlarning hamma turlari) kiradi.
3-guruh. Terini quritish va namlash qurilmalari (kalandrli va vakuumli).
4-guruh. Yordamchi ishlab chiqarish jihozlari va mashinalari (kimyoviy ishchi ishqorlarni va aralashma tayyorlash tsexi, asosiy ishlab chiqarishdagi chiqindilarni qayta ishlash tsexlari va xokazo).
5-guruh. Charm ishlab chiqarishni avtomatlashtirish va mexanizatsiyalashtirish vositalari (teri va Xomashyolarni to‗plamlarini jarayonlarga uzatish kassetalari, terini va charmni saralash agregatlari, Xomashyoni yuklash-tushirish qurilmalari) va xokazolar.
6-guruh. Asosiy tsexlarning yordamchi jihozlari (hamma transport kurilmalari turlari, Xomashyo, yarim fabrikatni jarayonlarga tushiruvchi va boshqa jarayonga o‗tkazuvchi hamda ishchi aralashmaga suyuqliklarni uzatish qurilmalari).
Mashina bu – aktiv dinamik sistema bo‗lib, ma‘lum texnologik ish bajarishda energiya shaklini, moddalar xossalarini, joylashish holatining o‗zgarishi bilan bog‗liqdir.
Mashinada Xomashyoni shakli,o‗lchamlarini o‗zgartirishga energiya sarflanib, u ishchi jarayonini hosil kiladi. Keltirilgan mashinalar sinflarga muvofiq ishlab chiqarish jarayonlari ham 4 sinfga bo‗linadi: energetik, texnologik, tashish va uzatish, hamda jarayonlarni boshqarish uchun axborot texnika vositalaridir. Umumiy holatlarda texnologik mashinalar 3 ta asosiy mexanizmlardan tashkil topgan: ijrochi mexanizm, dvigatel va harakat uzatish mexanizmlari hisoblanadi.
Agarda hamma ijrochi va maxsus mexanizmlar talab etilgan harakatlarni (kinematik sikl) bevosita ishchi harakatuvisiz istalgan marta takrorlasa, bunday texnologik mashinalar avtomatlar deb aytiladi. Agar mashinaning ishchi siklini takrorlashda, ishchi aralashuvi talab etilsa, (sozlash, nazorat va xokazolar) bunday texnologik mashinalar yarim avtomatlar deb aytiladi.
Avtomatik tizimlar deb, bir qancha avtomatik texnologik mashinalarni o‗zaro bog‗langan va ma‘lum ketma-ketlikda texnologik jarayonlarda Xomashyoga ishlov berish uchun mo‗ljallangan sistemasiga aytiladi.
Masalan, charm-mo‗yna va poyafzal ishlab chiqarishdagi avtomatik texnologik tizimlar va xokazolar.
Texnologik mashina va apparatlarni qat‘iy bir chegara buyicha ajratish murakkab bo‗lsada, biroq texnologik jarayonga qarab ikkiga: mashina va apparatlarga bo‗linadi. Texnologik apparatlar deb: Xomashyo, yarim fabrikatga kimyoviy, issiqlik, fizik-kimyoviy, nurlar va boshqalar ta‘siri ostida ishlov berish qurilmalariga aytiladi. Bunda asosiy mexanizmlar, masalan, barabanlar, harakatga keltiruvchi mexanizmlar yordamchi bo‗lib hisoblanadi. Bu turdagi apparatlarga: barabanlar, chan, barkas, quritish va bo‗yash tizimlari, agregatlari kiradi.
Agar terini quritish jarayonini kuzatsak, terini bosqichma-bosqich harakatga keltiruvchi mexanizmlar, yuklash va tushirish maxsus mexanizmlar asosiy jarayoni bajarishga xizmat qilsa, temperatura beruvchi manbalardan beriladigan energiya bevosita jarayoni bajaradi, shuning uchun ham bu qurilmalar apparatlar deb aytiladi.
Texnologik jarayon bevosita mexanikaviy ta‘sirlar ostida Xomashyo va yarim fabrikatga ishlov berish yuli bilan amalga oshiruvchi qurilmalar mashinalar deb ataladi. Masalan, mezdralash, jun haydovchi, terilarni tozalash, cho‗zish va taranglash mashinalari va x.z. kiradi. Mashina yoki apparatlarni texnologik ishlash jarayonida Xomashyo yoki yarim fabrikat, tayyor mahsulot partiyalab va donalab o‗tishi mumkin. Masalan, ishchi ishqor va emulsiyaga to‗ldirilgan teriga ishlov berish barabanlariga Xomashyo partiyalab tushiriladi va natijada ishlov berilgan mahsulot ham partiyalab chiqazib olinadi. Mezdralash mashinalarida Xomashyo donalab beriladi va donalab chiqazib olinadi.
Texnologik jarayon belgilariga qarab mashina va apparatlarni kichik guruhlarga bo‗lish mumkin. Ishchi aralashma va emulsiyalar ostida donalab va partiyalab ishlov beradigan jihozlar quyidagi guruhlarga bo‗linadi:
A) Q o‗zg‗almas, ya‘ni teri yarim Xomashyoni jarayonda siljishini ta‘minlamaydigan jihozlar (chanlarning hamma turlari kiradi).
B) Q o‗zgalmas, ishchi aralashma va suyuqlikning to‗xtovsiz harakatini ta‘minlovchi qurilmali jihozlar (barkaslar).
V) Q o‗zgaluvchan, Xomashyo va yarim fabrikatni harakatlantiruvchi maxsus uzellariga ega bo‗lgan qurilmali jihozlar (barabanlar, apparatlar, shnekli apparatlar va x.k.).
Xomashyoning ko‗rinishiga qarab va ularning mashinalarda ishlov berish natijasidao‗lchamlarini o‗zgarishini hisobga olgan holda, hamma texnologik mashinalarni quyidagi kichik guruhlarga bo‗lamiz:
1. Teridan mezdra va jun haydash mashina, agregatlari (mezdralash, jun xaydovchi va tozalash).
2. Charmni siqish va tortib-cho‗zish, mashina va agregatlari (mexanik va gidravlik presslar, tortib-cho‗zish mashinalari).
3. Charmni qalinligini tekislovchi mashina va agregatlar (charmni ikki bo‗luvchi lentali, kirtishlash va silliqlash mashinalari).
4. Charmga yog‗lar va to‗ldiruvchi hamda yuza qoplama bo‗yoqlarni kiritish uchun xizmat qiluvchi mashina va agregatlar (yarim fabrikatni yuzasiga bo‗yoq qoplamasi berish agregatlari, apparaturali va terilarni yog‗larga to‗yintirish mashinalari, jun haydovchi ishchi aralashmalar bilan ishlov beruvchi agregatlar).
5. Charmni tortish va yumshatish mashinalari (tortish va yumshatish).
6. Xom- ashyo va yarim fabrikatlarni bo‗yash mashinalari (charmni tekislashsilliqlash va zichlash mashina va presslari, rolikli presslar, katoklar va ogir valikli mashinalar).
7. Charm yuzasinio‗lchash mashinalari.
Yordamchi ishlab chiqarish jihozlari quyidagi guruhlarga bo‗lish mumkin.
a). Ishchi aralashma va suyuqliklarni tayyorlash va texnologik jarayonlarga
uzatish kimyoviy stansiya jihozlari.
b). Jun va tukka dastlabki ishlov berish jihozlari.
v). Mezdradan kley tayyorlash jihozlari.
Charm va mo‗yna ishlab chiqarish jarayonlari avtomatlashtirish va
mexanizatsiyalashtirish vositalarini asosiy va yordamchi jihozlar sifatida guruhlarga bo‗lish ancha murakkab, chunki ular ko‗plab ko‗rinishda har xil turli bo‗lishi mumkin Suyuqlik va eritmalarda ishlov beruvchi jihozlar quyidagilarga bo‗linadi:
1. Q o‗zg‗almas, bunda teri va yarim tayyor mahsulot harakatlanmaydi
(chanlar).
2. Suyuqligi harakatda bo‗lgan q o‗zg‗almas jihozlar (barkaslar).
3. Q o‗zg‗aluvchan, bunda jihozlarni harakatga keltiruvchi detallar mavjud (hamma baraban va shnekli apparatlar).
Yarim tayyor mahsulotlarning mashinalarda ishlov berish xususiyatiga, mashinalar quyidagi guruhchalarga bo‗linadi:
A) Teridan mezdra, junni oluvchi mashinalar (mezdralovchi mashina, jun haydovchi mashina, tuk tortuvchi mashina).
B) Siquvchi va razvodka mashina (mexanik va gidravlik presslar, yoyuvchi mashinalar).
V) Teri qalinligini to‗g‗rilovchi mashina, randalovchi va silliqlovchi mashinalar).
G) Terilarni yog‗lovchi, to‗ldiruvchi, bo‗yoq bilan qoplovchi mashina va agregatlar (bo‗yovchi mashinalar, yog‗lovchi, kulsizlantiruvchi eritmasini surtovchi mashina va agregatlar).
D) Terini tortib yumshatuvchi mashinalar (tortib-yumshatuvchi mashinalar).
Ye) Terini pardozlovchi mashinalar (dazmallovchi mashinalar, siqish presslari). J) Teri yuzasinio‗lchovchi mashinalar.
Bundan tashqari charm va mo‗yna ishlab chiqarish korxonalarida yordamchi va chiqindilarga ishlov beruvchi tsexlar mavjud bo‗lib, bundagi jihozlar quyidagilarga bo‗linadi:
1. Kimyoviy stansiya jihozlari (eritmalar tayyorlash, dozirovka qilish, isitish yoki sovutish jihozlari).
2. Junga birlamchi ishlov berish jihozlari.
3. Mezdradan yelim tayyorlash jihozlari.
Hayvon terilari va charm yarim mahsulotlarini ishlab chiqarishda, terilar har xil suvli kimyoviy moddalar aralashmalari ta‘sirlari ostida ishlov beriladi. Buning uchun har xil konstruksiyali, q o‗zgalmas va q o‗zgaluvchan apparatlar qo‗llaniladi: chanlar, barkaslar, osma va ramali barabanlar, tayanch g‗ildirakli apparatlar, kimyoviy aralashmalarda Xomashyo va yarim fabrikatni to‗xtovsiz siljishini ta‘minlovchi qurilmali apparatlar va hokazolar.
14.3. Texnologik jarayonlarga ta’sir qiluvchi asosiy omillar Asosiy parametrlarga quyidagilar kiradi:
1. Suyuqlik koeffitsiyenti.
2. Harorat.
3. Reagentlar konsentratsiyasi.
4. Jarayonning davomiyligi.
5. Ishlov beradigan suyuqlikning yoshi.
Suyuqlik koeffitsiyenti (S.K.) 1 kg Xomashyoga necha litr suyuqlik to‗g‗ri kelishi bilan ifodalanadi.
Charm ishlab chiqarishda S.K. asosan toza so‗yilgan mol terisining og‗irligiga nisbatan olinsa, mo‗ynada esa quritilgan terilarning og‗irligiga nisbatan olinadi.
Suyuqlik bilan ishlov berishda reaktorlar va apparatlar hajmi asosiy rolo‗ynaydi.
Apparatning foydali hajmini umumiy hajmga nisbatiga, to‗ldirish koeffitsiyenti deyiladi.
L - to‗ldirish koeffitsiyenti. Bu to‗ldirish koeffitsiyenti 0,3-0,9 gacha bo‗lishi mumkin.[66]
Vфой
L ![]()
Vумум
Ivitish-kullash tsexi uchun ishlab chiqarish partiyasining massasi, apparatning sig‗imi, uning to‗ldirish samaradorligiga qarab suyuqlik koeffitsiyentini hisobga olgan holda quyidagi formula orqali aniqlanadi.
Vумум L
Р ![]() (kg.)
(kg.)
С.К.1
Oshlash va bo‗yash-moylash tsexlari uchun ishlab chiqarish partiyasining massasi jihozlarning sig‗imini hisobga olib, partiyalar butunlab olinadi yoki ular qayta g‗aramlanadi.
Poyabzalning ostki va ustki qismi uchun charm ishlab chiqarishda ivitishkullash tsexi uchun ishlab chiqarish partiyasi toza so‗yilgan teri massasiga qarab, oshlash tsexi uchun teri to‗qimasining massasiga qarab terilar g‗aramlanadi. Pardozlash tsexi uchun tag charmlar siqilgan charm massasiga, xrom charmlari qirtishlangan charm massasiga qarab g‗aramlanadi.
1. Partiyalab suyuqlikda ishlov berishda suyuqlik koeffitsiyentini to‗g‗ri tanlash muhim ahamiyatga ega. Suyuqlik koeffitsiyenti qancha katta bo‗lsa, jarayon bir maromda boradi va sifat shuncha yaxshi bo‗ladi. Lekin bunda, iqtisodiy samaradorlikka erishilmaydi. Chunki suyuqlik qancha ko‗p bo‗lsa, kimyoviy reagentlar sarfi ham shuncha ko‗p bo‗ladi. Shunga asosan suyuqlik koeffitsiyentini to‗g‗ri tanlash muhim hisoblanadi. Iqtisod jihatdan suyuqlik koeffitsiyentini kam bo‗lishi yaxshi.
Charm ishlab chiqarishda S.K. ni kam olish mumkin, lekin mo‗yna ishlab chiqarishda bunga yul qo‗yib bo‗lmaydi. Sababi, mo‗yna junlari bir-biri bilan ishqalanib kigizsimon holatga kelib qolishi mumkin. Shuning uchun mo‗yna ishlab chiqarishda suyuqlik koefffitsiyentini kattaroq olishga to‗g‗ri keladi. Bundan tashqari suyuqlik koeffitsiyenti ishlov beradigan apparatlarga bog‗liq. Apparatlarda xom ashyoga bir maromda ishlov berish uchun, ya‘ni aylantirishni osonlashtirish uchun suyuqlik koeffitsiyenti katta olinadi. Barabanlarga nisbatan barkaslarga ishlov berishni olib borishda S.K. katta olinadi. Professor Kotov tomonidan shu narsa aniqlanganki, agar apparat va jihozlarda Vxom ashyo+Vcuyuk>0,5Vappar hajm katta bo‗lsa, aralashtirish osonroq bo‗ladi va yarimmahsulot sifati yaxshiroq bo‗ladi.
2. Agar harorat yuqori bo‗lsa, jarayon tezroq boradi, oqsillar tezroq parchalanadi, teri to‗qimalari po‗kak holatga aylanadi. Haddan tashqari harorat oshirilganda, tayyor mahsulot sifatiga ta‘sir ko‗rsatadi. Bunda egiluvchanlik pasayadi.
3. Reagentlar konsentratsiyasi yuqori bo‗lsa, jarayon tezroq boradi. Diffuziyalanish tez boradi, lekin haddan tashqari konsentratsiyani oshirish reagentlar zarralarini kattalashtiradi va diffuziya sekinlashadi. Reagentlar ko‗proq teri yuzasiga qolib ketadi, natijada terini yuvganda teri yuzasi qisqarib, uning yuzida burmalar hosil bo‗ladi. Keyingi ishlov berishda teri yuzasida yorug‗lar paydo bo‗lishi mumkin. Shuning uchun ishlov berish reagentlari konsentratsiyasini katta olish yaramaydi.
4. Jarayon davomiyligi mexanik ta‘sir va reagentlar konsentratsiyasiga bog‗liq bo‗ladi. Bundan tashqari ishlov berish haroratiga ham bog‗liq bo‗ladi. Konsentratsiya va harorat yuqori bo‗lsa, jarayon tez boradi va ishlov berish muddati qisqaradi.
5. Ishlov beradigan suyuqlikni yoshi deganda jarayon uchun ishlatilgan suyuqlikning necha marta takror ishlatilganini tushunamiz. Charm ishlab chiqarishda ivitish-kullash jarayonlari suyuqligini 5-10 martagacha ishlatish, oshlash jarayonlari suyuqligini 5 martagacha ishlatish mumkin. Ishlatilgan suyuqlik qancha ko‗p ishlatilsa, suv sarfi shuncha kamayadi. Lekin suyuqlik tarkibida qo‗shimcha moddalar ko‗payib borishi kimyoviy reagentlarni diffuziyasini pasaytiradi. Nazorat va mulohaza uchun savollar
1. Charm va mo‗yna korxonalari tarixi haqida umumiy ma‘lumot?
2. Charm va mo‗yna ishlab chiqarishda qo‗llaniladigan mashina va apparatlar haqida nimalarni bilasiz?
3. Texnologik jarayonlarga ta‘sir qiluvchi asosiy omillar?
4. Teri mahsulotlarini ishlab chiqarishning texnologik jarayoni nimalardan iborat?
|
Atamaning o‘zbek tilida nomlanishi |
Atamaning rus tilida nomlanishi |
Atamaning ingliz tilida nomlanishi |
Atamaning ma’nosi |
|
Igna
|
Иголка |
Needle |
Tikuv mashinasining asosiy ishchi organlaridan biri bo‗lib hisoblanadi |
|
Moki |
Челнок |
The Shuttle |
Ustki igna ipini ilib olib, uni kengaytirib, o‗z atrofidan aylantirib ostki ip bilan chalishtirish uchun xizmat qiladi |
|
Tishli reyka |
Рейка с зубами |
Timing rail |
Gazlamani bir baxya uzunlikka surish vazifasini bajaradi |
|
Ip tortgich |
Вытягивател ь нити |
Weigh the strip |
Ignaning pastki holati harakatida, moki atrofida aylantirilishida sarf bo‗ladigan ipni uzatish va bahyani taranglash uchun xizmat qiladi |
|
Tepki |
Лапка |
The fabric on the needle plate |
Gazlamani igna plastinasi ustida bosib turadi |
|
Gazlama |
Ткань |
Fabrics used for clothes and raw materials |
Kiyim tikish uchun ishlatiladigan Xomashyo |
|
Qaviq |
Ручной стежѐк |
Quilted
|
Igna hosil qilgan qo‗shni teshiklar orasida iplar chalishuvining bitta tugallangan sikli qo‗lda bajarilgan bo‗ladi |
|
Bahya |
Машинный стежѐк |
The trails |
Igna hosil qilgan qo‗shni teshiklar orasida iplar chalishuvining bitta tugallangan sikli mashinada bajarilgan bo‗ladi |
|
Bahyaqator |
Последовате льно повтаряющи еся стежки |
Line - almost repeated the series of the trails
|
Ketma-ket takrorlangan bahyalar |
|
Tikuv ipi |
Швейная нить |
Sewing thread - is used to attach fabrics
|
Gazlamalarni biriktirish uchun qo‗llaniladi |
|
Ustki ip |
Верхняя нить |
Outer thread - the thread through the eye of a needle |
Bu igna teshigidan o‗tkazilgan ip
|
|
Ostki ip |
Нижняя нить |
The lower yarn - yarn wrapped in a tube of this shuttle |
Bu moki naychasigao‗ralgan ip |
|
Ishonchlilik |
Надежность |
The reliability - of the car has been function term continuous operation |
Bu mashinani belgilab berilgan funksiyasi bo‗yicha o‗rnatilgan muddat davomida to‗xtovsiz ishlashidir |
|
Umrboqiylik |
Долговечнос ть |
Immortality-- the car repair time between his work and the ability to maintain remainad |
Mashinaning ta‘mirlash muddatlari oralig‗ida o‗zining ishlash va ish qobiliyatini saqlab qolishligidir |
|
Mexanizm |
Механизм |
Mechanism - a task or action transferring the sum of the parts |
Biror bir vazifani bajaruvchi yoki harakatni uzatuvchi detallar yig‗indisi
|
|
Kolleksiya |
Коллекция |
Collection - scientific, historical or artistic interest , representing a collection of materials are tested system
|
Ilmiy,tarixiy yoki badiiy qiziqishni ifodalaydigan,o‗xshash buyumlar tizimiga solingan to‗plam |
|
Komplekt |
Комплект |
Komlpekt - Sets specific targets and artistic elements of one of the customized solution package , open system
|
Muayyan mo‗ljal va badiiy yechimga moslangan bir biriga mos elementlaning to‗plami, ochiq tizim
|
|
Konstruksiya |
Конструкция |
Construction - The structure of the unit
|
Buyumning tuzilishi |
|
Kostyum |
Костюм |
The suit - which focused on a single idea and the accompanying social , ethnic , regional , gender , age and specialty reflect certain elements in the system |
yaxlit g‗oya va mo‗ljal bilan biriktirilgan, ijtimoiy, millat, mintaqa, jins yosh va mutaxassisligini ifoda etadigan elementlarning muayyan tizimi |
|
Loyihalash |
Проектирова ние |
Development - is a research , sketches , models and models , drawings and computer processing of materials , processing the samples |
Bu tadqiqot etib, eskizlar, maketlar va modellarni yaratish, buyumlarni chizmasini va hisobini ishlash, tajriba uchun namunalarni ishlash, belgilangan xususiyatlarga ega yangi |
|
|
|
for the experiment , the established nature of the process to create a new item
|
buyum yaratish jarayoni |
|
Marketing |
Маркетинг |
Marketing - great customer requirements
|
buyumga iste‘molchining talablarinio‗rganish |
|
Moda |
Мода |
Fashion - micro style
|
Mikrouslub
|
|
Korxona |
Предприятие |
Venture - will use the means of production belonging to the enterprise carrying out the processes of production team |
o‗ziga karashli ishlab chikarish vositalaridan foydalangan xolda ishlab chikarish jarayonlarini bajaruvchi jamoa |
|
Ish o‘rni |
Рабочее место |
Jobs - is designed to perform a specific job Part of the production level mark
|
Ma‘lum bir ishni bajarishga mo‗ljallangan ishlab chikarish satxining bir kismi
|
|
Texnologik jarayon |
Технологиче ский процесс |
Process - the finished products that affect the subject of the cocktail in order to get a cocktail
|
Tayyor maxsulotni olish maksadida mexnat predmetlariga ta‘sir etuvchi mexnat vositasi |
|
Bo‘linmas operatsiya |
Неделимая операция |
Indivisible operation - the betting process technology , the groundbreaking groundbreaking |
Tikish jarayoning texnologik jixatidan jixatidan maydarok elementlariga ajratish mumkin bo‗lmagan yaxlit bir element |
|
|
|
smaller elements in a single element that can not be
|
|
|
Seriya |
Серия |
Serial - trade order with a minimum amount
|
Savdo tashkiloti buyurtmasining eng kichik mikdori. |
1. O‗zbekiston Respublikasi Prezidentining ―O‘zbekiston Respublikasini yanada rivojlantirish bo‘yicha harakatlar strategiyasi to‘g‗risida» gi №PF-4947 sonli Farmoni. //Xalq so‘zi, 2017- yil 8- fevral.
2. o‗zbekiston Respublikasi Prezidentining "2017-2021 yillarda O'zbekiston Respublikasini rivojlanishining beshta ustuvor yo'nalishlari bo'yicha Harakatlar strategiyasini kelgusida amalga oshirish chora-tadbirlari to'g‗risida"gi 2017- yil 15- avgustdagi №3-5024 sonli Qarori.
3. Mirziyoyev Sh.M. Tanqidiy tahlil, qat'iy tartib-intizom va shaxsiy javobgarlik - har bir rahbar faoliyatining kundalik qoidasi bo‗lishi kerak. –T.: O‗zbekiston, 2017 y.,104 b.
4. Prеzidеnt Shavkat Mirziyoеvning Oliy Majlis Sеnati va Qonunchilik palatasiga Murojaatnomasi.22.12.2017 y.
5. Мурыгин В.Е., Чаленко Е.А. Основы функционирования технологических процессов швейных производства. - М.: Компания Спутник, 2001.
6. Arindam Basu. Advances in Silk Science and Technology// England 2015.
7. Grace I. Kunz. Apparel Manufacturing: Sewn Product Analysis//Amerika 2004. PrenticeHall, english.
8. Julie Cole, Sharon Czachor. Professional Sewing Techniques for Designers// Angliya, 2014.
9. Жабборова М.Ш. ―Тикувчилик технологияси‖ -Т.: ―Ўқитувчи‖, 2004.
10. Серова Т.М., Афанасьева А.И., Илларионова Т.И., Делль Р.А. Современные формы и методы проектирования швейного производства:
Учебное пособие. - М.: МГУДТ, 2004. -283с.
11.Yo‘ldoshev N., Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari.
Darslik. 2014yil.- 350 bet.
12. Баранова А.А., Аленицкая Ю.И. Технология и оборудование текстильного производства. Практикум: учебное пособие. - Витебск: ВГТУ, 2008.
13. M.Azlarova, G.Shanazarova. ―Yengil sanoat texnologiyasi‖ fanidan ma`ruza darslari uchun o`quv-uslubiy majmua.– Toshkent. Iqtisodiyot, 2017 yil.
14. Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari:o‗quv qo‗llanma -T.: Sharq, 2010
15. www.economics .ru
16. www.gov.uz
17. www.lex.uz
Azlarova Munira Muhammadamin qizi
YENGIL SANOAT TEXNOLOGIYASI
O‗quv qo‗llanma
“IQTISODIYOT” – 2019.
Muharrir Mirhidoyatova D.
Мusahhih
Matxo`jayev A.O.
Litsenziya AI № 240 04.07.2013. Terishga berildi 8.10.19. Bosishga ruxsat etildi 20.10.2019. Qog‗oz bichimi 60х80 1/16. Times garniturasi. Ofset bosma.
Ofset qog‗ozi. Shartli bosma tabog‗i 19,0. Hisob nashr varag‗i 18,7. Adadi ___ nusxa.
―IQTISODIYOT‖ nashriyoti DUKning matbaa bo‗limida chop etildi.
100003. Toshkent shahri Islom Karimov ko`chasi, 49-uy.
[1] O‗zbekiston Respublikаsi Prezidentining ―O‗zbekiston Respublikаsini yanаdа rivojlаntirish bo‗yichа hаrаkаtlаr strаtegiyasi to‗g‘risidа‖ gi Fаrmoni. //O‗zbekistan Respublikasi Qonunlari to‗plami. 2017 y., № 6, 70 modda.
[2] Yo‗ldoshev N.Q. Kadirxodjayeva N.R. Ishlab chiqarish texnologiyalari. Darslik. -T.: Faylasuflar, 2014, 53-b.
[3] Yo‗ldoshev N.Q. Kadirxodjayeva N.R. Ishlab chiqarish texnologiyalari. Darslik. -T.: Faylasuflar, 2014, 23-b.
[4] Yo‗ldoshev N.Q. Kadirxodjayeva N.R. Ishlab chiqarish texnologiyalari. Darslik. -T.: Faylasuflar, 2014, 20-b.
[5] Yo‗ldoshev N.Q. Kadirxodjayeva N.R. Ishlab chiqarish texnologiyalari. Darslik. -T.: Faylasuflar, 2014, 25-b.
[6] Arindam Basu. Advances in Silk Science and Technology// England, 2015, 15-b.
[7] Azlarova M., Shanazarova G. ―Yengil sanoat texnologiyasi‖ fanidan ma`ruza darslari uchun o`quv-uslubiy majmua.– T.: Iqtisodiyot, 2017 yil.
[8] Arindam Basu. Advances in Silk Science and Technology// England, 2015, 19-b.
[9] Azlarova M., Shanazarova G. ―Yengil sanoat texnologiyasi‖ fanidan ma`ruza darslari uchun o`quv-uslubiy majmua. – T.: Iqtisodiyot, 2017 yil.
[10] Yo‘ldoshev N., Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari. Darslik. –T.: Faylasuflar, 2014, 56- b.
[11] Yo‘ldoshev N., Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari. Darslik. –T.: Faylasuflar, 2014, 56- b. 13 Arindam Basu. Advances in Silk Science and Technology// England, 2015, 46-b.
[12] Yo‘ldoshev N., Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari. Darslik. –T.: Faylasuflar, 2014, 72-b.
[13] Yo‘ldoshev N., Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari. Darslik. –T.: Faylasuflar, 2014, 80-b.
[14] Yo‘ldoshev N., Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari. Darslik. –T.: Faylasuflar, 2014, 82-b.
[15] Yo‘ldoshev N. Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari. Darslik. 2014, 85-b.
[16] Yo‘ldoshev N. Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari. Darslik. 2014, 87-b.
[17] Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari. Darslik. 88-b.
[18] Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari. Darslik. 2014, 89-b.
[19] Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari. Darslik. 92-b.
[20] Yo‘ldoshev N., Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari. Darslik. –T.: Faylasuflar, 95-b.
[21] Yo‘ldoshev N., Kadirxodjayeva N. Ishlab chiqarish tehnologiyalari. Darslik. –T.: Faylasuflar, 2014, 96-b.
[22] Azlarova M., Shanazarova G. ―Yengil sanoat texnologiyasi‖ fanidan ma`ruza darslari uchun o`quv-uslubiy majmua. – T.: Iqtisodiyot, 2017 yil, 102-b.
[23] Internetdan olingan ma‘lumotlar
[24] Баранова А.А., Аленицкая Ю.И. Технология и оборудование текстильного производства. Практикум: учебное пособие. - Витебск: ВГТУ, 2008, 56-б.
[25] M.Azlarova, G.Shanazarova. ―Yengil sanoat texnologiyasi‖ fanidan ma`ruza darslari uchun o`quv-uslubiy majmua.– T.: Iqtisodiyot, 2017 yil., 82-б.
[26] M.Azlarova, G.Shanazarova. ―Yengil sanoat texnologiyasi‖ fanidan ma`ruza darslari uchun o`quv-uslubiy majmua.– T.: Iqtisodiyot, 2017 yil., 88-б.
[27] Azlarova M.M., Shanazarova G.B. Yengil sanoat texnologiyasi. O‘UM. –T.: TDIU, 2017, 95-b.
[28] Azlarova M.M., Shanazarova G.B. Yengil sanoat texnologiyasi. O‘UM. –T.: TDIU, 2017, 89-b.
[29] Azlarova M.M., Shanazarova G.B. Yengil sanoat texnologiyasi. O‗UM. –T.: TDIU, 2017, 92-b.
[30] Azlarova M.M., Shanazarova G.B. Yengil sanoat texnologiyasi. O‗UM. –T.: TDIU, 2017, 93-b.
[31] Jabborova M.Sh. ―Tikuvchilik texnologiyasi‖ -T.: O‘qituvchi, 2004, 106-b.
[32] Jabborova M.Sh. ―Tikuvchilik texnologiyasi‖ -T.: O‘qituvchi, 2004, 111-b.
[33] Jabborova M.Sh. ―Tikuvchilik texnologiyasi‖ -T.: O‘qituvchi, 2004, 119-b.
[34] Jabborova M.Sh. ―Tikuvchilik texnologiyasi‖ -T.: O‘qituvchi, 2004, 117-b.
[35] O‘sha manba
[36] , 129-b.
[37] , 130-b.
[38] , 132-b.
[39] , 134-b.
[40] , 135-b.
[41] , 138-b.
[42] texnologiyasi‖. -T.: O‘qituvchi, 2004, 142-b.
[43] Azlarova M.M., Shanazarova G.B. Yengil sanoat texnologiyasi. O‘UM. –T.: TDIU, 2017, 98-b.
[44] Azlarova M.M., Shanazarova G.B. Yengil sanoat texnologiyasi. O‘UM. –T.: TDIU, 2017, 105-b.
[45] Azlarova M.M., Shanazarova G.B. Yengil sanoat texnologiyasi. O‘UM. –T.: TDIU, 2017, 107-b.
[46] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 7-b.
[47] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 9b.
[48] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 10b.
[49] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗ll. -T.: Sharq, 2010, 10-b.
[50] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗ll. -T.: Sharq, 2010, 12-b.
[51] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 18-b.
[52] O‗sha manba
[53] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari. -T.: Sharq, 2010, 21-b.
[54] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari. -T.: Sharq, 2010, 23-b.
[55] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 26b.
[56] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 27-
[57] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 28-b.
[58] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 29-
[59] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 31-
[60] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 33b.
[61] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 92b.
[62] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 94b.
[63] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 96b.
[64] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 98b.
[65] Haydarov O.A. Poyabzal va charm-attorlik buyumlarni modellashtirish asoslari: o‗quv qo‗llanma -T.: Sharq, 2010, 101-b.
[66] A.A.Xayitov, M.I.Temirova, M.SH.Toirov. Charm ishlab chiqarish texnologiyasi va jihozlari. –T.: Turon- iqbol, 2006, 87-b.
Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.