Поделиться

Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Ассортимент швейных изделий
14.12.2023г
Одежда появилась как средство
защиты тела человека от различных воздействий окружающей среды (жары, холода,
влаги, пыли и т.д.). На современном этапе развития общества одеждой называют
различные предметы из материалов растительного, животного и искусственного
происхождения, которые защищают человека от неблагоприятных воздействий
окружающей среды, поддерживают нормальное состояние организма и служат
украшением.
Одежда является
одним из элементов материальной культуры человечества. Изменение форм одежды
происходит на каждом историческом этапе существования общества. Оно отражает
требования общественного строя, степень развития техники, экономики, а также
своеобразие национальной культуры, особенности быта, художественных вкусов и
традиций народа. В современном мире в одежде в определенной степени проявляется
индивидуальность человека. Под одеждой понимают широкий комплекс предметов,
таких, как белье, платья, головные уборы, обувь, перчатки, чулки и др.
Одежда всегда
приспособлена к климатическим условиям местности, поэтому в разных регионах она
различна по форме и материалу. В большинстве стран мира принята общеевропейская
одежда (пиджак, брюки для мужчин, платья, юбки, жакеты и различные комплекты
для женщин), на основе которой сложились разнообразные формы, диктуемые
различными социальными, географическими и экономическими особенностями. Наряду
с общеевропейской пользуется спросом национальная одежда.
К швейным
изделиям относятся: одежда бытовая, производственная и
спортивная;
предметы домашнего обихода (салфетки, скатерти, полотенца, постельное белье);
технические изделия и снаряжение (автомобильные чехлы, палатки, вещевые мешки и
т.д.). По классификации Центрального научно-исследовательского института
швейной промышленности (ЦНИИШП) вся одежда делится на два класса: бытовую и производственную.
Бытовая одежда —
одежда для ношения в различных бытовых и общественных условиях. Она может быть
повседневной, для торжественных случаев, домашней, спортивной. Различают
верхнюю одежду, нательное белье, корсетные изделия, пляжную одежду, головные
уборы и швейные изделия, не относящиеся к одежде. Ассортимент швейных изделий,
составляющих верхнюю одежду бытового назначения, чрезвычайно разнообразен.
Предусматривается разделение одежды на подклассы, определяющие условия
эксплуатации; на группы — по предметной принадлежности; на подгруппы, делящие
швейные изделия по половозрастному признаку; на виды, разделяющие одежду по
сезонным признакам; на типы в зависимости от социальных функций. Каждый вид
одежды имеет
разновидности в зависимости от конструкции моделей, определяемой формой и
силуэтом одежды, покроем рукавов, воротников и т.д.
К верхней
относится одежда, надеваемая на корсетные изделия, нательное белье, и изделия
костюмно-платьевой группы. Это пальто, полупальто, плащи, пиджаки, жилеты, юбки,
платья, халаты, блузки, верхние сорочки, комбинезоны и полукомбинезоны.
Нательное белье —
одежда, надеваемая на корсетные изделия или
непосредственно
на тело человека. Это нижние сорочки, нижние юбки, ночные сорочки, распашонки,
рубашечки, трусы, кальсоны, ползунки, пижамы.
Корсетные изделия
— одежда, надеваемая непосредственно на тело человека для формирования и
поддержания его отдельных частей, а также для держания чулок. К ним относятся
бюстгальтер, корсет, полукорсет, грация, полуграция, пояс для чулок.
Пляжная одежда —
одежда, надеваемая непосредственно на тело человека для купания и загорания.
Пляжная одежда — это плавки, купальный комплект (бюстгальтер и трусы),
купальник. Головные уборы — это изделия, покрывающие голову человека. К
головным уборам относятся шапки-ушанки, фуражки, бескозырки, кепи, шляпы,
береты, шлемы, жокейки, пилотки, капоры, чепчики, тюбетейки.
Швейными
изделиями, не относящимися к одежде, являются постельное белье, простыни,
наволочки, пододеяльники, пеленки, простынки, стеганые одеяла и покрывала,
конверты для новорожденных.
Производственная
одежда — одежда для ношения в производственных условиях. В производственной
одежде выделяют одежду специальную, санитарную, форменную. Производственная
одежда применяется во всех отраслях промышленности для рабочих массовых
профессий; она обеспечивает защиту от загрязнения. Основными видами производственной
одежды являются халаты и фартуки.
Специальная
одежда — это производственная одежда для защиты работающего от воздействия
опасных и вредных производственных факторов. Специальная одежда обеспечивает
защиту рабочих от вредного действия окружающей среды. Основными видами
специальной одежды являются плащи, куртки, комбинезоны, ватные куртки, шаровары.
Специальная одежда делится на влагозащитную, защищающую от радиоактивных
загрязнений, кислота защитную, нефти маслозащитную, общего назначения,
пылезащитную, защищающую от органических растворителей, терме защитную,
химоядозащитную, щелочезащитную, электрозащитную.
Санитарная одежда
— производственная одежда для защиты предметов труда от работающего, а также
работающего от общих производственных загрязнений. Разновидностью санитарной
одежды является технологическая одежда для защиты предметов труда.
Форменная одежда
— одежда для военнослужащих, работников специальных ведомств, работников
транспорта (железнодорожного, авиации, такси, речного и морского флота) и
учащихся, для которых установлена форма (учащихся профессиональных учебных
заведений). Основными видами форменной одежды являются шинель, пальто, костюм,
китель, платье, головные уборы.
В зависимости от
того, в какое время года используется производственная
одежда, она
подразделяется на подгруппы всесезонной и зимней одежды.
Классификация
может быть дополнена подразделением одежды по виду волокна, из которого она
изготовлена (шерстяная, шелковая, хлопчатобумажная, льняная, из искусственных и
синтетических материалов).
Одежда в
промышленном производстве выпускается по размерам, ростам и полно там. Размер
определяется обхватом груди, а для некоторых изделий, например
мужских сорочек,
— обхватом шеи. Длина изделия обусловливается ростом человека.
Изделия для
взрослых выпускаются следующих размеров: мужские — 84, 88, 92... 128,женские -
84, 88, 92... 136.
В зависимости от
того, в какое время года используется одежда, она делится на весенне-осеннюю,
летнюю и зимнюю.
Бытовая одежда
может иметь различное назначение: для улицы (костюм), дома, выпускного бала
(платье), торжественных случаев, занятий спортом.
По
половозрастному признаку одежда делится на мужскую, женскую, детскую. В свою
очередь детская одежда подразделяется на одежду для новорожденных (до 9 мес.),
для детей ясельного возраста (от 9 мес. до 3 лет), одежду для детей дошкольной
группы (от 3 до 7 лет), одежду для детей младшей школьной группы (мальчиков от
7 до 12 лет и девочек от 7 до 11,5 лет), одежду для более взрослых детей
(мальчиков от 12,5 до 15,5 лет и девочек от 11,5 до 14,5 лет), для детей
подростковой группы (мальчиков от 15,5 до 18 лет и девочек от 14,5 до 18 лет).
Мужская и женская
одежда выпускается для трех возрастных групп — младшей, средней, старшей. В
зависимости от обхвата бедер с учетом выступания живота в женских фигурах и
обхвата талии в мужских (при одном и том же обхвате груди)
одежда для
взрослых выпускается четырех полнот: 1 ...4.
В связи с большим
взаимным товарообменом между европейскими странами, в частности обменом
одеждой, разработаны стандарты на размеры одежды для женщин, мужчин, девочек и
мальчиков.
Размерные
показатели изделий для женщин и мужчин на товарном ярлыке
обозначаются
полными величинами роста, обхвата груди, обхвата бедер для женской одежды и
полными величинами роста, обхвата груди, обхвата талии для мужской
одежды (рис.
1.1). 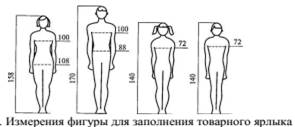
Например, для
женской одежды, изготовленной на типовую фигуру с ростом 158 см, обхватом груди
100 см, обхватом бедер 108 см, в товарном ярлыке строка «размеры» будет
заполнена так: 158— 100—108. Для мужской одежды, изготовленной на типовую
фигуру с ростом 170 см, обхватом груди 100
см, обхватом талии 88 см, в строке «размеры» будет написано: 170—100—88. Для
верхних мужских сорочек наряду с ростом и обхватом груди размерным признаком
служит обхват шеи. Так, для
сорочки,
изготовленной на фигуры с ростом 158 и 164
см, обхватом груди 100 см, обхватом талии 88
см, обхватом шеи 41 см, в товарном ярлыке строка «размеры» будет заполнена
следующим образом: 158, 164— 100 — 88 — 41.
В детской одежде
размерными показателями служат полные величины роста и обхвата груди. Например,
для одежды, изготовленной на фигуру девочки (мальчика) с ростом 140
см и обхватом груди 72 см, строка «размеры» будет заполнена следующим образом:
140 — 72.
Вопросы для закрепления:
1Какая одежда относится к верхней?
2.Разделение одежды по половому признаку.
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Детали кроя плечевого изделия
14.12.2023г
В комплект деталей кроя пальто
входит большое число деталей, которое не
является
постоянным и меняется в зависимости от модели. Например, полочки могут быть
выкроены вместе со спинкой, рукава могут быть цельнокроеными и т.д. Детали кроя
пальто разделяют на три основные группы: детали верха, подкладки и прокладки.
Детали верха
мужского пальто выкраивают из основной ткани. Это спинка одна деталь (может
быть из двух частей); полочка две детали; верхняя половинка рукава— две детали; нижняя половинка
рукава— две детали; подборт две детали; нижний воротник одна деталь (из двух
частей); верхний воротник одна деталь; клапан две детали; листочка или
накладной карман — две детали; обтачка для прорезных карманов в рамку четыре
детали или две для прорезных карманов с клапаном; подзор для прорезных карманов
в рамку и с листочком — две детали; обтачка для внутренних карманов — четыре
детали. Детали подкладки выкраивают из подкладочной ткани по деталям верха. Они
имеют аналогичные названия. Это спинка из двух частей одна деталь, полочка две
детали, верхняя половинка рукава две детали, нижняя половинка рукава две
детали, подкладка клапанов две детали, подзор боковых карманов с клапаном две детали, подзор внутренних
карманов две детали, вешалка — одна деталь, петли для внутренних карманов — две
детали.
Детали прокладки
пальто выкраивают из различных Материалов
(бортовой ткани,
флизелина, волосяной ткани, бязи, Карманной ткани).
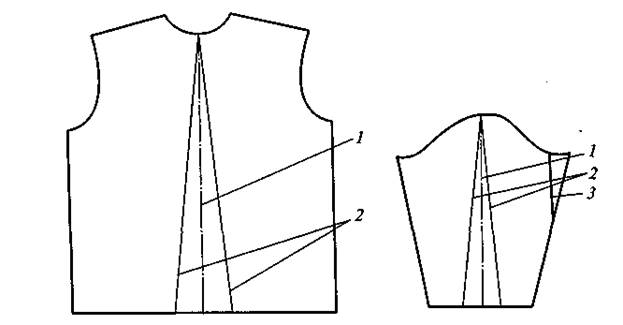
В моделировании,
конструировании и технологии одежды приняты следующие единые названия срезов и
линий деталей кроя.
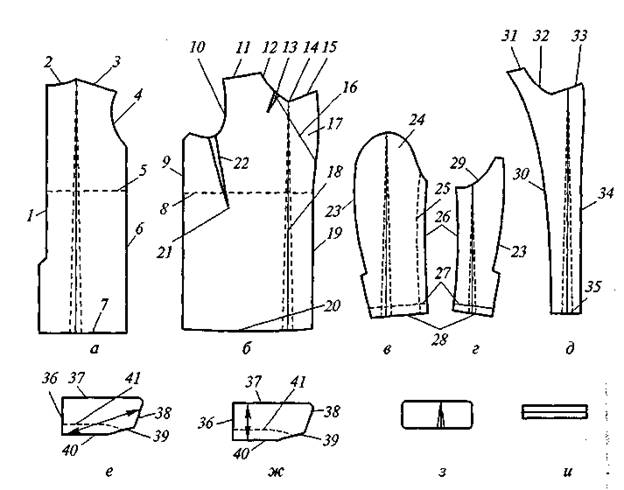
Спинка: линии
середины спинки 1 , среза
горловины 2, плечевого
среза 3, среза проймы 4, талии 5, бокового среза 6, низа 7.
Полочка: линии
борта 19, лацкана 17, уступа лацкана 15 (точка
уступа 14), линии верхней вытачки 13, среза горловины 12, плечевого среза 11, среза проймы 10, бокового среза 9, талии 8, низа 20, боковой вытачки 22, бокового кармана 21, полузаноса 18, перегиба лацкана 16.
Верхние и нижние части рукава:
срезы оката верхней части рукава 24 .оката нижней части рукава 29, локтевые срезы 23, передние срезы 26, линии низа 28, подгиба низа 27, переднего переката верхней
части рукава 25
Подборт:
линии наружного среза 34 (см. рис. 1.3, д), уступа 33, раскепа 32,вершины 31, внутреннего среза 30, низа 35.
Нижний
воротник: линии середины воротника 36 (см. рис. 1.3, е), отлета 37,концов 38, раскепа 39, среза стойки 40, сгиба стойки 41.
Верхний
воротник: линии середины воротника 36 (см. рис. 1.3, ж), отлета 37,концов 38, раскепа 39, среза стойки 40, сгиба стойки 41.
Детали
подкладки имеют те же названия конструктивных линий и срезов, что и детали
верха.
Вопросы для закрепления:
1.Назовите детали кроя плечевого изделия
2.Назовите срезы полочки.
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Детали кроя поясного изделия
14.12.2023г
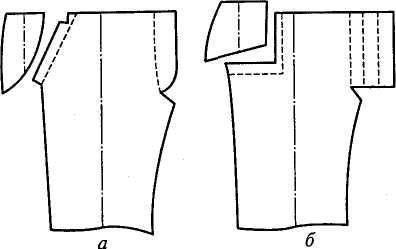
В комплект кроя брюк входит
большое число деталей, которое не
является
постоянным и меняется в зависимости от модели.
Из основной ткани
выкраивают: переднюю половинку брюк — две детали,
заднюю половинку
брюк — две детали, гульфик — одна деталь, откосок — одна деталь, пояс (из двух
частей) — одна деталь, подзор бокового кармана — две детали, обтачку бокового
кармана — две детали, клапан заднего кармана — одна деталь, обтачку заднего
кармана — одна деталь, клапан часового кармана — одна деталь, хлястик — две
детали, шлевку — пять— семь деталей.
Передние
половинки брюк могут быть с цельнокроеными обтачками боковых карманов, с
цельнокроеными гульфиком и откосом .
Из шелковой
подкладочной ткани, той же, что и для подкладки полочек и спинки пиджака,
выкраивают: подкладку под передние половинки брюк — две детали, подкладку
хлястиков — две детали, подкладку шлевок — пять деталей, подкладку гульфика —
одна деталь, обтачку банта левой передней половинки брюк — одна деталь,
подкладку клапана заднего кармана — одна деталь, подкладку часового кармана —
одна деталь, подзор заднего кармана — одна деталь.
Из светлой подкладочной
ткани, той же, что и для подкладки рукавов в пиджаке, выкраивают: подкладку
пояса (из двух частей) — одна деталь, подкладку откоса —одна деталь, хлястик
банта — одна деталь.
Из подкладочной
или специальной карманной ткани выкраивают: подкладку бокового кармана — две
детали, подкладку заднего кармана — одна деталь, подкладку часового кармана —
одна деталь.
Из прокладочного
материала выкраивают прокладку под пояс (из двух частей) —одна деталь,
прокладку откоса — одна деталь.
Задняя половинка
брюк имеет следующие названия срезов:
верхний срез, средний задний срез, шаговый срез, срез низа ,боковой 5—7, линия подгиба
низа АБ.
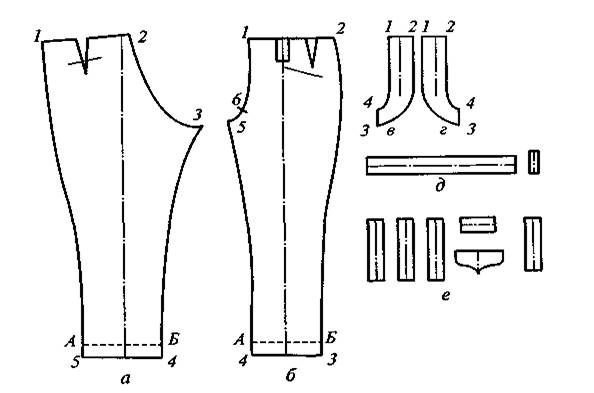
Передняя половинка брюк имеет
следующие названия срезов,:верхний срез, боковой срез, срез низа, шаговый срез, средний срез, передний срез, линия подгиба низа АБ.
Гульфик имеет
следующие названия срезов: верхний срез
внешний срез, внутренний срез, нижний срез.
Откосок имеет
следующие названия срезов: верхний срез,
внутренний
срез, внешний срез, нижний срез.
Детали из основных материалов — пояс и детали для обработки карманов имеют верхние, нижние и боковые срезы.
Вопросы для закрепления:
1.Назовите детали кроя поясного изделия
2.Назовите срезы передней половинки брюк.
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Технические условия для расположения деталей кроя на раскладке
14.12.2023г
В спинке нить основы должна
проходить параллельно линии середины. Допустимые отклонения: для гладкокрашеных
тканей 2 %, для тканей с
рисунком в
полоску или клетку 0,5%.
Отклонения от
направления основной или уточной нити определяются в
зависимости от
длины детали. Например, длина спинки пальто из гладкокрашеной ткани ПО см.
Значит, отклонение от основной нити внизу спинки составит 110 • 0,02 =2,2 см. При
раскрое тканей в полоску или клетку долевая нить должна проходить параллельно
линии середины спинки, поперечные полоски в клетчатых тканях должны совпадать в
боковых срезах полочки и спинки и в среднем шве спинки. На спинке
должны быть две
надсечки по боковым срезам на 7...8 см ниже линий проймы и в пройме
соответственно локтевому шву рукава.
В полочке нить основы
должна проходить параллельно линии полузаноса на участке ниже верхней бортовой
петли. Для деталей из гладкокрашеных
тканей
допускаются отклонения 1 %, для тканей с рисунком в полоску или клетку
отклонения не допускаются.
Для правильного
соединения деталей на полочках ставят надсечки: на боковых срезах
соответственно надсечкам на боковых срезах спинки, в пройме соответственно
переднему шву рукава. На полочках должны быть нанесены линия полузаноса и линия
расположения бокового кармана. Ширина полузаноса определяется на линии талии
расстоянием от края борта до линии середины переда. Ширина полузаноса для
пальто с центральной бортовой застежкой 7...8 см, для пальто со смещенной
бортовой застежкой 11... 13 см. Расположение боковых карманов на полочках зависит
от модели.
В верхней и
нижней частях рукава нить основы должна
проходить
параллельно линии, соединяющей верхний и нижний углы переднего среза рукава.
Допустимые отклонения для деталей из гладкокрашеных тканей в верхней бчасти
рукава 3...4, в нижней 6 %; для деталей из тканей в полоску или клетку в
верхней части рукава1%, в нижней 3 %.
Для правильного
распределения посадки при соединении верхней и нижней частей рукава на их
локтевых и передних срезах должны быть сделаны надсечки на 10... 12 см ниже и
выше линии локтя и на высшей точке оката рукава.
Ширина подгиба низа рукава
должна быть не менее 3 см. В нижнем воротнике нить основы может проходить
по-разному в зависимости от модели. У демисезонных пальто воротник может быть с
открытой застежкой или с застежкой до верха. На нижнем воротнике пальто с
застежкой до верха нить основы должна проходить параллельно концам воротника.
Допустимое отклонение 20%. На воротнике пальто с открытой застежкой нить основы
должна проходить параллельно линии раскепа. Отклонения от нити основы не
допускаются. Обычно нижний воротник
выкраивают из
двух частей. Для экономии ткани он может быть выкроен из трех-четырех частей.
Надставки по ширине воротника не допускаются. Они могут быть выкроены только в
поперечном или косом направлении. Шов притачивания надставки должен отстоять от
среднего шва нижнего воротника не менее чем на 5 см. От переднего конца нижнего
воротника по отлету надставки должны быть на расстоянии не менее 9 см, а по
срезу стойки — не менее 7 см. В готовом изделии шов стачивания частей нижнего
воротника не должен совпадать с плечевым швом, а должен отстоять от него не
менее чем на 2 см. Не допускается также, чтобы шов надставки попадал на линию
перегиба лацкана и воротника.
Верхний воротник
должен быть цельным. При соединении верхнего воротника с нижним по отлету и
концам в подгибку верхний воротник
выкраивают по
отлету и концам на 1,5...2, а по срезу стойки на 0,5 см шире нижнего воротника.
При обработке обтачным швом припуск по отлету и концам воротника должен быть
равен 0,75 см.
При выкраивании
верхнего воротника из ткани в полоску или летку необходимо следить за тем,
чтобы рисунок в концах воротника располагался симметрично, а в середине
совпадал с рисунком на спинке. Ворс на воротнике должен быть направлен от стойки
отлету. Нить основы должна проходить параллели линии середины воротника Для
верхнего воротника из гладкокрашеной ткани допустим отклонение от нити
основы 5 %, для
тканей с рисунком в полоску или клетку отклонения не допускаются.
На подборте нить
основы должна проходить параллельно внешнему краю. Для экономии ткани под борт
может быть выкроен из нескольких
частей, но не
более чем из трех. Допустимые отклонения: для изделий из
гладкокрашеных
тканей в верхней части подборта 5%, в надставках 10 %, для изделий из тканей с
рисунком в полоску или клетку отклонения в верхней части подборта не допускаются,
в надставках отклонения не должны превышать 2 %.
Швы надставок
могут проходить в поперечном или косом направлении. В
последнем случае
разница между длинной и короткой сторонами надставок не должна быть больше 5
см. Шов нижней надставки должен отстоять от нижнего края подборта не менее чем
на 6 см (по короткой стороне). Швы надставок не должны доходить до петель более
чем на 3 см. Шов верхней надставки располагают ниже верхней петли не менее чем
на 3 см.
Клапаны, листочки
и накладные карманы из ткани с рисунком в полоску или клетку выкраивают так,
чтобы рисунок на клапане и накладном кармане совпадал с рисунком на полочке. В
изделиях из гладкокрашеных тканей необходимо следить за направлением ворса. При
наложении клапана и накладного кармана на полочку к линии прореза кармана нити
основы и рисунок на клапане и накладном кармане должны совпадать с нитями
основы и рисунком на полочке. Для деталей из гладкокрашеных тканей допускаются
отклонения от основного направления нити
основы не более
чем на 8 %. Для тканей с рисунком в полоску или клетку отклонения не
допускаются. Длина клапана зависит от размера кармана, ширина клапана может быть
5...8 см.
Обтачку
выкраивают из основной ткани. Нить основы должна проходить вдоль детали.
Допустимые отклонения 2 %. Длина обтачки равна длине прореза бокового кармана
плюс 3...4 см, ширина обтачки 4... 5 см. Хлястики, пояс, шлевки выкраивают из
основной ткани так, чтобы нить основы проходила параллельно линии, проведенной поперек
детали. При этом рисунок на хлястике должен совпадать с рисунком спинки в средней
ее части до складок и вытачек. Допустимые отклонения: для деталей из гладкокрашеных
тканей 5, из тканей с рисунком в полоску или клетку 0,5%.
Перед тем как приступить к
изготовлению брюк, необходимо ознакомиться с описанием внешнего вида,
приведенным в технических условиях для массового производства, или с записями и
зарисовкой в квитанции при индивидуальном изготовлении одежды. Проверяют крой в
такой последовательности: наличие деталей кроя, правильность раскроя по нитям
основы и утка, рисунку, наличие текстильных пороков на деталях. Детали брюк
должны быть выкроены согласно техническим условиям на раскрой.
На передних и
задних половинках брюк нить основы должна
проходить
параллельно линии, соединяющей точки середины половинок брюк по ширине внизу и
на уровне колена. Допускаются отклонения от нормального направления нити основы
для тканей без рисунка, равные на передних половинках 3 %, на задних половинках
4 %. Для тканей с рисунком в полоску или клетку отклонения на передних
половинках брюк не допускаются, на задних половинках допускается отклонение не
более чем на 3 %. При раскрое тканей со средним и крупным, ярко выраженным рисунком
в клетку горизонтальные полоски в боковых швах должны совпадать...
При выкраивании
задней половинки брюк допускаются две надставки: одна —вверху от среднего среза
до вытачки, другая — от среднего среза к шаговому. Ширина верхних надставок в
крое у среднего среза не более 7, у вытачки — не более 3 см.
Ширина шаговых
надставок по линии среднего среза не более 7 см, длина по линии притачивания не
более 20 см. Рисунок на надставках должен совпадать с рисунком на основных
деталях брюк..
В клапанах
карманов) нить основы должна совпадать с
нитью основы половинок брюк, на которых расположены карманы. Допустимые
отклонения от нормального направления нити основы: для тканей без рисунка 5 %,
для тканей с рисунком 2%.
В гульфике нити
основы должны проходить параллельно срезу банта брюк. Допустимые отклонения от
нормального направления нити основы: для тканей без рисунка 10, для тканей с
рисунком 2 %.
В откоске нити
основы должны проходить параллельно внутреннему срезу. Допустимые отклонения от
нормального направления нити
основы: для
тканей без рисунка 10, для тканей с рисунком 2 %.
В поясе нити
основы должны проходить параллельно верхнему
срезу. В брюках
из гладкокрашеных тканей пояс брюк допускается выкраивать и по уточной нити.
Допустимые отклонения от нитей основы для тканей без рисунка и с рисунком 2 %.
Вопросы для закрепления:
1.Назовите ТУ на раскрой плечевого изделия
2.Назовите ТУ на раскрой поясного изделия.
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Основная задача раскройного производства
15.12.2023г
На
швейном предприятии раскройное производство выделяют в самостоятельный цех.
Раскройный цех имеет производственные связи с экспериментальным,
подготовительным и швейным цехами
Для достижения поставленной задачи технологический процесс раскройного цеха
разделен на следующие операции, выполняемые одним работником или группой на
одном или нескольких рабочих местах:;
• обработка настила (проверка качества настилания, документальное оформление
настила, нанесение контуров лекал на настил, клеймение настила);
• разрезание настила на части и вырезание крупных деталей
по прямым срезам передвижной раскройной машиной;
• точное вырезание всех видов деталей на стационарной ленточной машине;
• проверка качества кроя;
• подгонка деталей по рисунку;
.
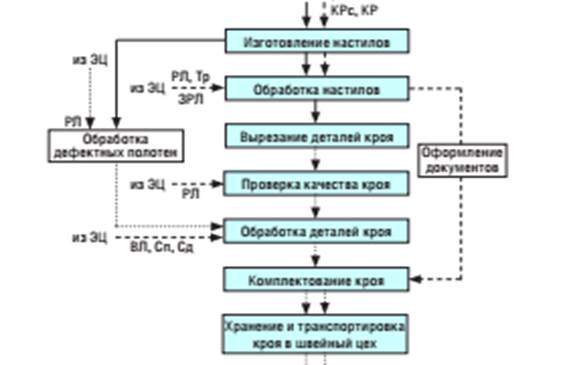
ВЛ –
вспомогательные лекала; ЗРЛ – зарисовка раскладки лекал;
КР – карта раскроя; КРс – карта расчета; ПЦ – подготовительный
цех; РЛ – рабочие лекала; СД – схема дублирования; Сп – спецификация; Тр –
трафареты; ШЦ – швейный цех; ЭЦ – экспериментальный
цех; – движение материалов; – движение документации; движение кроя
Вопросы для
закрепления:
1.Назовите основные функции раскройного производства
2.Назовите последовательность работы в раскройном цехе.
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Технические условия на изготовление лекал
15.12.2023г
Для изделия
каждой модели по чертежам конструкции деталей изготовляют
лекала-эталоны и
рабочие лекала: основные (для раскроя деталей и проверки качества кроя) и
вспомогательные (для разметки расположения карманов, петель, вытачек, складок и
др., а также для вырезания по ним некоторых деталей на ленточной раскройной
машине)
Лекала-эталоны — это образцы для проверки
лекал, находящихся в процессе
работы (рабочих лекал).
Рабочие лекала используют для выполнения складок и проверки точности кроя.
Лекала изготовляются в соответствии со следующими техническими
условиями:
основные и вспомогательные лекала-эталоны делают из картона или
бумаги;
рабочие лекала (которые используются многократно) изготовляют из
прочных малоусадочных материалов — твердого картона, металла, пластмассы,
фанеры;
Рабочие
лекала, применяемые в качестве шаблонов для вырезания на стационарной ленточной
раскройной машине, изготавливают из плотного картона толщиной 2–3 мм. Срезы
этих лекал могут быть окантованы металлической лентой или пропитаны клеем,
жидким стеклом и т. п. для предохранения от повреждения ножом раскройной
машины. В настоящее время при малых заказах на модели срезы таких лекал
дополнительно не
укрепляют на вспомогательных лекалах делают прорези для разметки вытачек,
складок и контрольных надсечек (по которым детали совмещают при соединении);
на все основные лекала наносят линии направления нитей основы
ткани
1, допустимые отклонения от направления нитей основы в деталях при
раскладке лекал 2 и линии допустимых надставок к деталям изделия 3.
Направление нитей основы и допустимые отклонения от них на деталях
при
раскрое плечевых и поясных изделий приведены в уроку по теме:
Детали кроя.
На картонные или бумажные лекала все линии наносят тушью,
чернилами или карандашом, на лекала из других материалов — другим способом,
например шилом, резцом.
На каждом лекале, входящем в комплект основных и вспомогательных
лекал эталонов и рабочих лекал, После вырезания лекал на них наносят
маркировочные данные:
• наименование изделия;
• номер модели;
• наименование детали;
• количество лекал и деталей;
• размерные признаки;
• линии измерений по табелю мер;
• направление нитей основы и допускаемые отклонения
от него;
• линии наименьшей и наибольшей ширины (длины) надставок. На одном
из лекал делают опись всех лекал изделия (спецификацию),входящих в комплект.
На срезах всех лекал через
каждые 80... 100 мм ставят клеймо или на расстоянии 2...4 мм от среза
специальным приспособлением проводят контрольную линию для определения степени
из носа лекала. Площадь лекал измеряется с точностью до ± 100 мм
Все основные и вспомогательные рабочие лекала должны иметь клеймо
отдела технического контроля (ОТК) или отдела управления качеством (ОУК).
Запрещается использовать для работы лекала без клейма контролера. Рабочие лекала, находящиеся в производстве, проверяют не реже
одного раза в месяц по лекалам-эталонам и табелю мер. Допустимые отклонения
рабочих лекал от лекал-эталонов ± 1 мм по каждому срезу.
Лекала-эталоны
проверяют не реже одного раза в квартал по табелю мер. После проверки ставят
дату и штамп «Проверено». Отклонения срезов лекал-эталонов от основных
измерений лекал не должны превышать ± 1 мм.
Все лекала хранят
в подвешенном состоянии так, чтобы к каждому комплекту был обеспечен свободный
доступ. Лекала-эталоны хранят в экспериментальном цехе при температуре 18... 20
°С и относительной влажности воздуха 60...70 %.
Раскрой
материалов выполняют по зарисовкам контуров разложенных лекал (в дальнейшем
зарисовку контуров разложенных лекал будем называть раскладкой)Полный
комплект лекал включает лекала всех деталей с учетом их парности, а лекала
симметричных относительно линии сгиба деталей – в развернутом виде.
Обычно изготавливают 3–4 экземпляра рабочих лекал:
• один (два) – для выполнения экспериментальных раскладок в группе
нормирования, если на швейном предприятии не установлена САПР раскладок лекал;
• один (два) – для нанесения контуров лекал на верхнее полотно настила (при
необходимости) или для раскроя дефектных полотен и перекроя дефектных деталей в
раскройном цехе;
• 0,5 комплекта – для контроля качества деталей кроя (если
на предприятии не применяют автоматизированную раскройную
установку (АРУ)).
Лекала вырезают из плотного картона толщиной 0,9–1,62 мм.
Влажность картона не должна превышать 8 % при относительной влажности воздуха
60–65 %. Картон повышенной влажности может дать усадку, и лекала, изготовленные
из него, будут непригодными для работы.
Процесс изготовления лекал включает следующие операции:
• отрезание картонных листов необходимой длины и сбор пакета из нескольких
листов (число листов соответствует требуемому количеству комплектов лекал);
• скрепление пакета однониточной цепной строчкой на машине класса 266;
• копирование резцом на верхнем листе пакета контуров лекал с указанием всех
конструктивных линий;
• обводка копировальных линий карандашом по лекальным линейкам с исправлением
неточностей копирования (толщина обводки не должна превышать 1 мм);
• вырезание лекал по наружному контуру; пробивание небольших фигурных отверстий
(для разметки петель, подвешивания лекал и т. д.);
• удаление цепной строчки, скрепляющей пакет;
• вырезание лекал по внутренним контурам (вытачки и т. д.);
• клеймение лекал: на определенном расстоянии от срезов
проводят линии толщиной 1 мм или по срезам через каждые
8–10 см проставляют штампы;
• указание величины допусков на износ лекал (для участков
повышенной точности (срезы горловины, плечевые срезы, срезы проймы, оката
рукава) допустимые отклонения составляют
±1 мм, для остальных срезов деталей верха ±2,5 мм, для подкладки и прокладок
точность всех срезов ±4 мм).
Для изготовления лекал используют специальные машины:
• РЛЗ-2 – для нарезания картона;
• ВЛН-1 – для вырезания лекал по наружному контуру;
• ВЛО-1 – для пробивания фигурных отверстий;
• ВЛВ-1 – для вырезания лекал по внутренним контурам;
• КЛС-1 – для клеймения лекал по срезам..
По всем срезам лекал отмечают места надсечек с помощью специальных просечников
(ширина надсечек 2–3 мм, длина 5–7 мм).
Пример спецификации лекал и деталей
кроя
приведен в таблице
Спецификация лекал и деталей кроя
|
Номер |
Наименование детали |
Количество |
|
|
лекал |
деталей |
|
|
|
Из основного материала |
|
||
|
1 |
Перед |
1 |
2 |
|
2 |
Спинка |
1 |
1 |
|
3 |
Кокетка спинки |
1 |
1 |
|
4 |
Рукав |
1 |
2 |
|
5 |
Стойка верхнего воротника |
1 |
1 |
|
6 |
Стойка нижнего воротника |
1 |
1 |
|
Итого из основного материала |
6 |
8 |
|
|
Из прокладочного материала |
|||
|
7 |
Прокладка стойки верхнего воротника |
1 |
1 |
|
Итого из прокладочного материала |
1 |
1 |
|
|
Всего |
7 |
9 |
При наличии в экспериментальном цехе
САПР вырезание лекал могут выполнять на планшетных плоттерах с механическим
режущим инструментом или с режущей лазерной головкой.
Вопросы для закрепления:
1.Назовите количество лекал для деталей кроя
2.Назовите правила хранения лекал.
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Виды лекал на швейном прозводстве
15.12.2023г
Конструкторская
подготовка производства состоит в градации, разработке и изготовлении всех
видов лекал в необходимом
количестве.
На швейном предприятии изготавливают несколько видов
лекал: лекала-оригиналы, лекала-эталоны и рабочие лекала (основные и
вспомогательные).
Лекала-оригиналы соответствуют образцу новой модели
базового размера и роста. Инженер-конструктор разрабатывает такие лекала в
половинном количестве. Половина комплекта лекал предусматривает наличие одного
лекала для парных деталей (например, один рукав, один перед, одна передняя
часть брюк, один клапан) и лекала половины детали, симметричной относительно
линии сгиба (например, половина цельной спинки, половина цельного нижнего
воротника). Различают следующие лекала оригиналы:
• основных деталей;
• производных деталей, полученных путем модификации
основных деталей, которые используют для раскроя подкладки,
прокладки и отдельных деталей верха.
Лекала-эталоны получают путем градации
лекал-оригиналов на все заказанные размеры и роста также в половинном
количестве.
Рекомендации по размерам и ростам, на которые следует изготавливать данную
модель, поступают в экспериментальный цех из отдела маркетинга и торговли.
Градацию лекал выполняют различными способами, отдельно для каждой полнотной
группы размеров. Чаще всего в настоящее время градацию лекал выполняют в САПР.
Лекала-эталоны предназначены для изготовления и периодической проверки рабочих
лекал.
Рабочие лекала бывают основными и вспомогательными.
Основные лекала используют для раскроя деталей
одежды и проверки качества кроя.
Вспомогательные лекала предназначены для уточнения краев деталей,
нанесения контурных линий (карманов, вытачек и др.),а также вспомогательных
линий стачивания, настрачивания, линии обрезки и т. д. Их разрабатывают на базе
лекал-эталонов с учетом соблюдения максимальной точности нанесения линий и удобства
применения. Конфигурация и вид вспомогательных лекал зависят от используемых
методов обработки, применяемого оборудования и средств малой механизации,
сложности модели и др. В одном лекале могут быть объединены два-три вида
вспомогательных лекал, которые используют на одном рабочем месте.
Вопросы для закрепления:
1.Назовите виды лекал
2.Назовите функции работы лекал.
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Технические условия на раскладку лекал
15.12.2023г
Раскладка
лекал — сложный процесс, требующий определенных знаний,
навыков и соблюдения технических условий. Технические условия на
раскладку лекал — это правила, выполнение которых закладывает основы высокого
качества готовой одежды И экономичного расходования материала.
В соответствии с техническими условиями для раскладки применяют
рабочие лекала; при раскладке учитывают направление ворса, начеса, рисунок
ткани, направление нитей основы, допустимые отклонения нитей основы и
расположение допустимых надставок.
На тканях гладкокрашеных, в полоску или клетку (без начеса Л
оттенка), с неярко выраженным рисунком лекала деталей каждого изделия опускается
раскладывать в противоположных направлениях. На гладкокрашеных тканях с оттенком,
а также на тканях с ворсом и с начесом лекала раскладывают так, чтобы все детали
изделия лежали в одном направлении. Это предотвращает разно оттеночность деталей
в готовом изделии.
При раскладке лекал на тканях в полоску или клетку в некоторых
деталях нужно предусмотреть дополнительные припуски для последующей подгонки по
рисунку ткани:
на полочках — по срезу борта; на подбортах — по внешним срезам
лацканов; на спинке — по средним срезам; на клапанах, накладных карманах,
листочках накладных и прорезных карманов, воротнике, хлястике — по верхнему и
боковым срезам. Для подгонки рисунка ткани при выкраивании перечисленных
деталей в раскладках предусматривают припуски в размере половины, трех
четвертей или одного раппорта
рисунка.
Обводку лекал в раскладке выполняют карандашом, если раскладку
делают на бумаге, или мелом, если на верхнем полотне настила. При этом должны
выполняться следующие условия: толщина карандашных линий должна быть не более 1
мм, меловых — 2 мм; внутренняя сторона линии обводки должна совпадать с
контуром лекал; между особо ответственными срезами деталей, имеющими при
раскрое отклонения от срезов лекал не более ± 1 мм, в раскладке лекал должно
быть расстояние не менее 2 мм.
При выполнении раскладки лекал необходимо проверить комплектность
деталей и их принадлежность к правой или левой стороне изделия (при способе
настилания материала лицевой стороной вниз).
Часто раскрой производят не по верхнему полотну настила, а по
копиям
раскладок лекал — трафаретам, изготовленным из специальной клеенки
или бумаги.
Вопросы для закрепления:
1.Назовите что такое раскладка лекал.
2.Назовите правила обмеловки лекал.
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Нормирование расхода материалов.
18.12.2023г
Удельный вес стоимости
материалов в себестоимости готового изделия
составляет
80...90 %, поэтому для уменьшения себестоимости изделия необходимо стремиться к
уменьшению потерь материалов в производстве.
Расход материала на швейное изделие состоит из
основной части и
технологических
потерь.
Основная часть расхода материала — это
полезная площадь, занятая в раскладке лекалами с учетом вытачек, но без площади
припусков на швы надставок.
Технологические
потери (отходы) — это неизбежные потери, состоящие из межлекальных потерь, потерь по
ширине ткани (срезанные кромки), потерь по длине (при настилании нескольких
полотен), потерь на стыках полотен (в настилах,рассчитанных на несколько
раскладок) и т.п.
Так как основная
часть расхода материала — это полезная площадь лекал, при нормировании расхода
огромное значение имеет ее правильное измерение. Существует несколько способов
измерения площади лекал. Рассмотрим три из них:
геометрический,
комбинированный и с помощью фотоэлектронной машины ИЛ.
При
геометрическом способе площадь лекала разбивают на ряд простейших геометрических
фигур (квадратов, прямоугольников, треугольников) и вычисляют их площадь по
соответствующим формулам. Площадь оставшихся участков с криволинейными
контурами вычисляют приближенно. Ошибка расчета при этом способе составляет
2... 3 %.
При
комбинированном способе большую часть площади лекала определяют как площадь
прямоугольника, а оставшуюся площадь криволинейных участков измеряют планиметром.
Ошибка расчета при этом способе составляет 1 ...2 %. И геометрический, и
комбинированный способы трудоемки и недостаточно точны. Для точного и быстрого
определения площади лекал используют фотоэлектронную машину ИЛ. Принцип ее
работы основан на бесконтактном методе измерения площади плоских фигур, в нашем
случае лекал, с помощью фотоэлектрического устройства. Машиной ИЛ можно
измерять площадь комплекта лекал заданного размера и роста. Ошибка при этом
способе составляет 0,25 % при измерении площади крупных деталей и 1 % при
измерении площади мелких деталей.
Межлекальные
потери (отходы) — это зазоры между лекалами в раскладке, составляющие примерно
80 % технологических потерь. Для уменьшения технологических потерь прежде всего
стараются уменьшить меж лекальные потери, измеряемые в процентах площади
раскладки. Уменьшение межлекальных потерь — одна из главных задач группы
раскладчиков и обмеловщиков экспериментального цеха.
Основными
факторами, влияющими на межлекальные потери, являются форма и размеры лекал;
ширина материала; вид лицевой поверхности материала; вид раскладки лекал.
Рассмотрим эти
факторы подробнее.
Лекала с прямыми
контурами, приближающиеся по форме к прямоугольнику, трапеции и т.п.,
располагаются в раскладке с меньшими зазорами, чем лекала со сложными
контурами. Наличие в комплекте лекал крупных и мелких деталей позволяет в
зазорах между крупными деталями расположить мелкие и соответственно полнее
использовать площадь раскладки. Раскладки лекал одной модели на материале
различной ширины будут иметь разные меж лекальные потери. Для сокращения
межлекальных потерь разработаны рекомендации по применению рациональных ширин
для многих видов швейных изделий с учетом основных конструктивных форм этих
изделий.
Раскладки лекал
на гладких материалах без рисунка или с мелким рисунком позволяют получить
отходы меньшей площади, чем раскладки на материалах с ворсом, крупным рисунком
и т.п., так как эти раскладки требуют дополнительных припусков а подгонку
рисунка, соблюдения направления рисунка, ворса, начеса.
Вопросы для закрепления:
1.Назовите что такое технологические потери.
2.Назовите что такое межлекальные потери.
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Виды норм расхода материалов.
18.12.2023г
Различают
индивидуальные и групповые нормы расхода материалов.
В зависимости от вида нормы расхода материалов в нее входят различные
технологические отходы и потери.
Индивидуальные
нормы расхода материалов. Данный вид норм предназначен для
определения расхода материалов на изготовление изделий конкретной модели.
Норму на длину раскладки разрабатывают для каждого сочетания
размеров и ростов конкретной модели изделия, вида поверхности и ширины
материала с учетом количества комплектов лекал и способа укладки в настил
полотен материала
Групповые нормы расхода материалов. Данный вид норм предназначен для планирования и закупки всех видов материалов и фурнитуры для изготовления всех моделей, запланированных к выпуску на определенный период.
Норма расхода материалов на вид изделия служит для расчета норм расхода материалов на планируемый период.
Норма расхода материалов на группу одежды предназначена для планирования количества материалов, необходимого для выполнения производственной программы отдельного швейного предприятия, группы предприятий или отрасли в целом.
Средневзвешенную норму расхода материалов на единицу изделия данной модели разрабатывают на каждую модель для контроля работы раскройного цеха по использованию материалов
1.Назовите виды норм расхода материалов
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Виды раскладок на производстве.
18.12.2023г
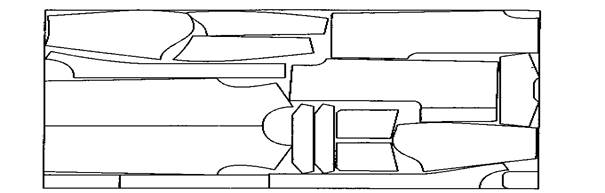
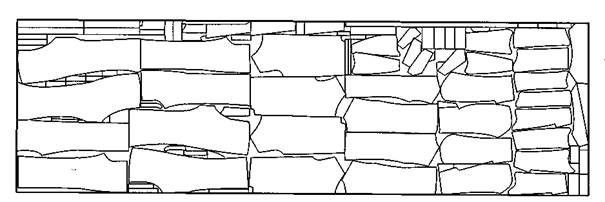
Раскладки в зависимости от числа комплектов лекал бывают однокомплектными или одиночными, и многокомплектными, или комбинированными. На рис1 показан пример однокомплектной раскладки, а на рис2 многокомплектной. Для уменьшения межлекальных потерь многокомплектная раскладка выгоднее, чем однокомплектная, так как в ней увеличивается возможность поиска наиболее удачного расположения лекал (больше вариантов размещения).Однокомплектные и многокомплектные раскладки с полным комплектом лекал применяют при настилании материала лицевой стороной вниз. Существуют раскладки с половинным числом необходимых для Изделия деталей (лекал). Такие раскладки называют полукомплект. Рис.1
Их применяют или при
настилании материала лицевой стороной к лицевой
стороне, и тогда одно изделие изготовляют из деталей, вырезанных
из двух полотен настила, или при раскрое единичных изделий из материала,
сложенного вдвое.
При настилании полотен лицевой стороной к лицевой стороне можно
использовать и многокомплектные раскладки с полным комплектом
деталей, при этом крой комплектуется из двух полотен, лежащих лицевыми
сторонами друг к другу, что позволяет получить детали сразу для удвоенного
числа изделий.
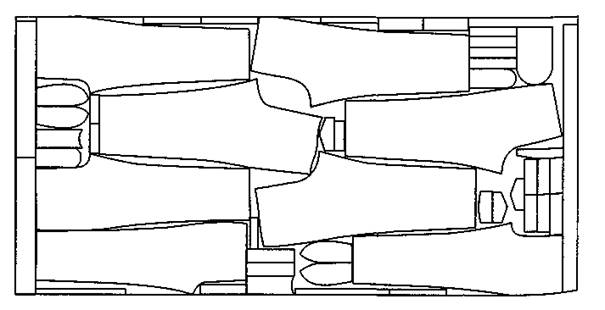 Рис.2
Рис.2
Число
комплектов лекал в раскладке может быть разным. Опыт показал, что раскладка
лекал деталей нескольких изделий дает лучшие показатели расхода материала, чем
одного.
В промышленном производстве для большинства изделий наиболее
экономичными по расходу материала являются раскладки в два и более
комплектов, а для брюк — в три и более. В раскладках могут быть детали изделий
разных или одинаковых размеров и ростов
Рациональное число комплектов лекал изделий в многокомплектной раскладке не только обеспечивает минимальные меж лекальные потери, но и дает возможность точнее выполнить заказ торговых организаций в соответствии со шкалой размеров и ростов. Шкалы размеров и ростов представляют собой сведения о необходимом числе изделий конкретных размеров и ростов, выраженные в процентом отношении к общей величине заказа. В раскладке можно соединять комплекты лекал: одинаковых или смежных размеров и ростов; по возрастанию площадей лекал этих комплектов; на основе анализа экономичности нескольких экспериментальных раскладок. Соединение в раскладке комплектов лекал смежных или одинаковых размеров и ростов изделий дает возможность при прочих равных условиях использовать меньшее число раскладок. Это более удобно при исполнении небольших по количеству изделий заказов.
1.Назовите виды раскладок
2.Назовите вид рациональной раскладки
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Рациональное использование материалов при раскладке лекал.
18.12.2023г
Соединение в раскладке комплектов лекал по возрастанию Площадей лекал этих комплектов наиболее целесообразно использовать при выполнении больших по выпуску изделий заказов с Небольшим числом моделей. Соединяют комплекты лекал в раскладке следующим образом. Сначала из площадей лекал каждого Размера и роста, входящего в шкалу заказов, составляют последовательный ряд по мере возрастания этих площадей. Затем в двухкомплектной раскладке соединяют два рядом стоящих по площади лекала комплекта (начиная с самой небольшой площади). Таким образом получают группу раскладок с пропорционально возрастающей длиной.
Соединение
в раскладке комплектов лекал на основе анализа экспериментальных раскладок
позволяет получить наиболее экономичные раскладки, при этом следует использовать типовые схемы
раскладки лекал и альбомы уменьшенных копий рациональных раскладок, выполненные
в экспериментальном цехе. Такие раскладки
чаще всего используют для раскроя изделий постоянного ассортимента
(например, рабочей и ведомственной одежды).Типовые схемы раскладки лекал — это
схемы рационального размещения комплектов лекал внутри рамки раскладки. Существует
два основных метода получения типовых схем раскладки. При первом из них все
лекала комплектов условно делятся на две группы, в первую из которых входят все
крупные лекала (полочки, спинки, передняя и задняя части брюк и т.п.), во
вторую — все мелкие. Основной принцип этого метода заключается в том, что из
первой группы лекала одинаковых деталей изделия размещают рядом полосами по
ширине ткани, начиная с лекал наибольшей площади. Детали второй группы обычно
размещают рядами по длине ткани, образуя секции лекал одинаковых деталей. Этот
метод получил название
Соединение в раскладке комплектов лекал на основе анализа экспериментальных раскладок позволяет получить наиболее экономичные раскладки, при этом следует использовать типовые схемы раскладки лекал и альбомы уменьшенных копий рациональных раскладок, выполненные в экспериментальном цехе. Такие раскладки чаще всего используют для раскроя изделий постоянного ассортимента (например, рабочей и ведомственной одежды). Типовые схемы раскладки лекал — это схемы рационального размещения комплектов лекал внутри рамки раскладки. Существует два основных метода получения типовых схем раскладки. При первом из них все лекала комплектов условно делятся на две группы, в первую из которых входят все крупные лекала (полочки, спинки, передняя и задняя части брюк и т.п.), во вторую — все мелкие. Основной принцип этого метода заключается в том, что из первой группы лекала одинаковых деталей изделия размещают рядом полосами по ширине ткани, начиная с лекал наибольшей площади. Детали второй группы обычно размещают рядами по длине ткани, образуя секции лекал одинаковых деталей. Этот метод получил название
секционно-полосового.
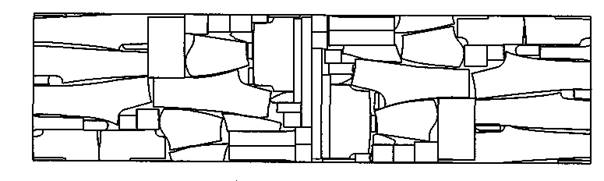
На рис. 1 приведен пример типовой схемы раскладки лекал, полученной
секционно-полосовым методом размещения лекал. Основной принцип второго метода
размещения лекал в раскладке заключается в соблюдении следующих правил: крупные
лекала деталей укладывают прямыми (или близкими к ним) срезами к краю рамки
раскладки, а криволинейными — к средней части полотна;менее крупные лекала
деталей укладывают между крупными;
мелкие лекала деталей укладывают на участках, оставшихся между крупными
и средними деталями. Типовые схемы, полученные этим методом, обычно бывают
симметричными относительно диагонали раскладки. На рис. 2 показан пример
типовой схемы раскладки, полученной этим методом
рис.1
Секционно
– полосовой метод размещения лекал в типовой схеме двух
комплектного раскладки деталей мужского костюма из основного
материал
Рис.2
Накопленный
опыт и практика работы предприятий дают возможность создать альбомы уменьшенных
копий рациональных распадок. Копии, как правило, выполняют в масштабе 1: 10.
Для их получения рекомендуется использовать электрографическую установку
ГТКУ-3. Альбом уменьшенных копий помогает в практической работе раскладчиков в
поиске наиболее экономичного варианта раскладки. Экономичность раскладки лекал
оценивают по меж лекальным потерям, сравнивая их с отраслевыми нормативными
данными и показателями передовых предприятий. Экономичные раскладки дают
возможность рационально расходовать материалы, поэтому при раскладке комплектов
лекал также необходимо ориентироваться на нормы расходов сырья в швейной
промышленности. Под нормой расхода понимают максимально допустимый
расход материалов на изготовление
единицы изделия установленного качества. Нормы расхода разработаны
для изделий всех видов с учетом минимальных потерь материалов в производстве и
при соблюдении установленных шкал размеров и ростов и технических условий. В
производстве существует два вида норм расхода материала: индивидуальные и
групповые. Индивидуальные нормы разработаны для единицы продукции, групповые —
для планируемого объема одноименной продукции.
1.Как получают группу раскладок
2.Что такое норма расхода материалов
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Расчёт нормы расхода материалов
18.12.2023г
Нормирование
расхода материалов является одной из наиболее трудоемких работ
экспериментального цеха. От его правильного проведения во многом зависит
экономное использование материалов.
Норма расхода – это плановый показатель
допустимого расхода материальных ресурсов (всех видов тканей, скрепляющих материалов,
фурнитуры и т. д.) для изготовления единицы изделия установленного качества с
учетом конструктивных особенностей изделия, технологических и организационных
процессов на швейном предприятии, планируемых условий производства..
В
таблице 1.9 приведена последовательность работ, выполняемых при разработке норм
расхода материалов.
Таблица 1.9
Характеристика процесса нормирования
|
Вид работы |
Исходные данные |
|
Определение площади лекал |
Комплекты лекал |
|
Составление сочетаний |
Шкала размеров и ростов на данную модель; площади комплектов лекал (для первого принципа); комплекты лекал (для третьего принципа) |
|
Выполнение экспери |
Техническое описание на модель, включающее внешний вид модели, особенности раскроя, количество лекал и деталей изделия; конфекционные карты, включающие артикулы и виды материалов, используемые при изготовлении модели; данные о частоте встречающейся ширины материалов по используемым артикулам |
|
Копирование раскладок лекал |
Выполненные раскладки |
|
Подготовка документации для практического использования (составление нормировочных карт, расчет средневзвешенных показателей) |
Данные о длине выполненных экспериментальных раскладок; проценты фактических межлекальных отходов по экспериментальным раскладкам; используемая ширина ткани; сочетания размеров и ростов; объем выпуска данной модели по каждому размеру и росту |
|
Расчет всех видов норм |
Объем выпуска изделий данной модели в целом и по каждому виду материала в отдельности (гладкий, ворсовый и т. д.); нормативный процент межлекальных отходов; процент отходов по длине и ширине материала; величина нерациональных остатков |
|
Контроль правильности использования материалов в производстве |
Данные о расходе материала за прошедший период по аналогичным моделям |
|
Расчет серий |
Объем выпуска изделий в сутки по каждой модели и по каждому виду материала в отдельности (гладкий, ворсовый и т. д.); шкала размеров и ростов; комплектность лекал в раскладке; количество моделей в заказе; срок выполнения заказа |
Производственные затраты материалов на единицу продукции
состоят из полезного расхода и технологических отходов и
потерь.В полезный расход материалов входит площадь лекал
деталей изделия с учетом площади вытачек, припусков швов, но без учета
площади
припусков на дополнительные швы надставок и припусков к деталям, необходимым
для подгонки рисунка.
Отходы – это остатки исходного сырья при производстве
планируемого вида продукции, которые не могут быть использованы в процессе ее
изготовления.
Отходы могут быть использованы в качестве исходного сырья для производства
других видов продукции на данном швейном предприятии или реализованы в качестве
вторичного сырья.
Потери – это количество исходного сырья и материалов,
которое теряется в основном производстве.
Маломерные концевые остатки – это остатки от кусков
материала, образующиеся при их безостатковом расчете. К ним относят остатки
длиной до 10 см для всех видов материалов.
К нерациональным остаткам от кусков относят остатки такой длины,
из которых невозможно раскроить изделие наименьшего размера и роста из числа
изготавливаемых в основном производстве. Нормы расхода материалов соответствуют
определенной их ширине, измеряются в погонных или квадратных метрах.
1.Как получают группу раскладок
2.Что такое норма расхода материалов
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Выполнение экспериментальных раскладок лекал
18.12.2023г.
Норму расхода материала можно получить двумя методами — выполнив
экспериментальные раскладки и рассчитав нормы расхода на
раскладку.
Экспериментальные раскладки выполняют на специальных столах. На их
крышках в продольном направлении нанесены цветные линии для различных ширин тканей.
По длине стола с двух сторон укреплены металлические рулетки с делениями, что
помогает раскладчику находить положение долевых нитей и отклонения от них на лекалах
и измерять длину и ширину раскладки. Периметр раскладки образует так называемую
рамку раскладки Экспериментальные раскладки изготовляют для всех рекомендуемых
размеров и ростов и всех ширин материала. Обычно для модели делают 5...6
раскладок на 2... 3 ширины материала одного вида. Нормы расхода устанавливают с
точностью 0,5... 1 см. Получение норм расхода материала путем выполнения
экспериментальных раскладок для всех размеров и ростов и всех ширин Материала
— трудоемкий и длительный процесс, поэтому обычно Нормы расхода материала
устанавливают расчетным путем. Расчетные нормы расхода материала на раскладку
получают исходя из данных о площади лекал для всех размеров и ростов каждой
модели и данных о межлекальных потерях. Расчетный метод состоит в том, что
сначала тщательно выполняют несколько исходных экспериментальных) раскладок для
конкретной модели, при этом в одной раскладке используют (сочетают) лекала
изделий разного размера и роста. Затем путем анализа полученных норм расхода
материала, площадей лекал, межлекальных потерь устанавливают закономерность изменения
норм расхода материала и на ее основе рассчитывают нормы расхода материала для
всех остальных раскладок с учетом ширины их рамок, в которых используют
сочетания лекал изделий различных размеров и ростов.
Исходными нормами для раскроя швейных изделий являются нормы на длины раскладок.
Определение
нормативной доли межлекальных отходов производят по ТНПА либо используют
значение, утвержденное на швейном предприятии. Во избежание разработки
неэкономичных норм на длину раскладок рекомендуется предварительную длину
раскладок
уменьшать на 1–2 %. Исходными данными для выполнения экспериментальных раскладок
являются спецификация деталей кроя, заявка подготовительного цеха с указанием
артикулов, видов и ширины материалов, используемых при изготовлении модели,
особенности раскроя. Раскладки выполняют на все сочетания размеров и ростов с учетом
данных, поступивших из подготовительного цеха (вида,рисунка, ширины ткани,
состояния кромки – стянутая, волнистая, растянутая). Состояние кромки
определяет место расположения спинки, подборта и т. д. Сущность процесса
выполнения раскладок лекал состоит в определении наиболее рационального
расположения лекал на заданной ширине в целях установления минимального расхода
материала на раскладку (рис. 2, вклейка). При отсутствии САПР экспериментальные
раскладки лекал выполняют на специальных столах необходимой длины и ширины,
размеченных поперечными и продольными линиями. Это облегчает работу при
разметке рамки раскладки и измерении отклонений от установленного в деталях
направления нитей основы или утка. Обводку контуров лекал при изготовлении
раскладки выполняют мелом или специальным карандашом. Линии обводки должны быть
четкими, хорошо видимыми, толщиной не более 2 мм для мела и 1 мм для карандаша.
Внутренняя сторона линий обводки должна совпадать с контуром лекала. Расстояние
между ответственными срезами деталей должно быть не менее 2 мм.
Нормы расхода тканей на раскладку устанавливают с точностью до 1 см.
Выполняют раскладку лекал с соблюдением технических условий, которые учитывают
рисунок ткани, направление ворса, нитей основы или утка, допускаемые надставки
и отклонения от лекал по срезам деталей, а также способы укладывания полотен в
настилы («лицом к лицу» или «лицом вниз»). Размещая деталь, следует рассмотреть
ее в четырех возможных положениях, поворачивая вокруг вертикальных и
горизонтальных осей.
Установленные и утвержденные нормы
на длину раскладок заносят в нормировочную карту и передают в подготовительный
цех.
Технические условия выполнения раскладки лекал:
1) на ворсовых тканях, а также на тканях и материалах, имеющих
разные оттенки в зависимости от направления ворса, все лекала основных деталей
изделия, кроме обтачек и нижнего воротника, располагают в одном направлении
следующим образом: • на тканях плюш, полубархат и т. д. ворс должен быть
направлен снизу вверх, чтобы ткань имела матовый оттенок; • на тканях, подобных
байке, драпу, сукну, с ярко выраженным начесом ворс должен быть направлен
сверху вниз; • на тканях со слабо выраженным начесом и тканях вельветкорд,
вельвет-рубчик лекала всех деталей изделия раскладывают в любом одном
направлении;
2) на тканях и материалах, не имеющих начеса или оттенка, на гладкокрашеных и
клетчатых тканях с симметричным расположением полосок лекала можно раскладывать
в противоположных направлениях;
3) на тканях и материалах с несимметричным расположением рисунка лекала всех
деталей одного изделия раскладывают в одном из возможных направлений;
4) на тканях и материалах с рисунком в полоску и клетку лекала деталей
раскладывают с учетом совпадения и симметричности рисунка в местах,
предусмотренных техническим описанием на модель;
5) на трикотажных формоустойчивых полотнах лекала всех
деталей раскладывают в одном направлении, противоположном
направлению роспуска петельных столбиков. Если петли трикотажного полотна не
распускаются, то лекала деталей изделия раскладывают в одном из возможных
направлений.
Способы рационального размещения лекал в раскладке:
• раскладку лекал начинают с размещения крупных деталей;
• крупные детали размещают по границам раскладки;
• после крупных укладывают длинные детали;
• прямые и слабоискривленные срезы укладывают по рамке
раскладки;
• сложные контуры деталей располагают внутрь раскладки;
• мелкие детали размещают между крупными, а также на
краевых и концевых участках.
1.Как получают группу раскладок
2.Что такое норма расхода материалов
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Перенесение контуров лекал на материал
19.12.2023г.
Выкраивание деталей изделия
выполняют по зарисовке лекал, выполненной мелом или карандашом на изнаночной
стороне верхнего полотна настила. Для зарисовки лекал на платьевых и других
тонких и скользких тканях используют бумагу. Контуры лекал на бумаге обводят
карандашом, закрепляют зарисовку на настиле зажимами и раскраивают настил
вместе с ней. Обведение контуров лекал мелом или карандашом для получения зарисовки
занимает много времени, а использовать ее можно только раз. Этот способ оправдывает
себя, если материал для данного изделия раскраивают один раз или если для
раскроя используют полотна разных ширин. Но если раскладки предназначены для многократного
использования и если раскраиваться должен материал стабильной ширины (чаще
всего это бывает при раскрое подкладки и прикладных материалов), то для
изображения контуров лекал на верхнем полотне настила используют трафарет. Трафаретом
называют полотно из клеенки или бумаги, на котором отверстиями диаметром
1,5...2 мм обозначены контуры лекал (по 2... 3 отверстия на 10 мм длины
линии). На трафарет навешивают ярлык, регистрируют в книге записей
трафаретов и хранят в специально отведенном месте (чаще всего на стеллаже). Трафареты
имеют перед обмелкой два преимущества: время на зарисовку сокращается в
8... 10 раз; для зарисовки лекал можно использовать работников невысокой
квалификации.
Для зарисовки лекал верхнее
полотно настила покрывают трафаретом, вручную или с помощью приспособления
припудривают его мелом, тальком или синькой. Порошок, проникая сквозь
отверстия, образует контуры лекал. Трафарет снимают, а настил раскраивают. Изготовление
трафарета — трудоемкое дело, требующее материальных вложений, поэтому использовать
его нужно многократно, чтобы он стал окупаемым. Отношение затрат на
изготовление трафарета к затратам на зарисовку раскладки называют коэффициентом
окупаемости. Как правило, коэффициент окупаемости трафарета в среднем равен
4...5.
Недостатками трафаретов являются: высокая стоимость их
изготовления; ограничение диапазона ширин материалов; возможность усадки и
перекоса; загрязнение воздуха и ухудшение условий труда в результате применения
порошкообразных материалов для переноса контуров лекал на полотно.
Качество трафарета проверяют не реже 1 — 2 раз в месяц. Прогрессивным
способом многократного использования одной раскладки лекал является применение
копий раскладки в натуральную величину. Раскладку лекал (раскладку-оригинал)
предварительно выполняют на прозрачной бумаге (кальке). Лекала обводят
специальным карандашом — флюмографом. Раскладки-оригиналы маркируют и тщательно
проверяют. Светокопии раскладок изготовляют на светокопировальной машине. Для
светокопии рекомендуют использовать светочувствительную бумагу (синьку) с термоклеевым
покрытием на одной стороне для приклеивания ее на верхнее полотно настила.
Изображение раскладки переводят на синьку столько раз, сколько нужно. Если у
материала есть текстильный дефект, то раскраивать его можно в общем настиле при
условии, что дефект попадет на детали, которые не будут видны при эксплуатации
изделия (на нижний воротник, на нижнюю часть подборта и т.п.), или на меж
лекальные участки. Если это не получается, то на таком полотне приходится делать
отдельную раскладку лекал. Если имеется несколько полотен с дефектами, можно
раскроить их вместе, сделав настил. При укладывании полотен с дефектами местоположение
дефекта переносят с нижнего полотна на последующее. На верхнем полотне будут
отмечены места всех дефектов. После этого можно будет проводить раскладку.
Искусство раскладчика состоит в том, чтобы разместить все дефекты на
межлекальных участках й при этом не превысить установленные нормы
расхода материала' Итак, существует несколько способов переноса контура лекал
на материал. Выбор того или иного способа осуществляют с учетом ассортимента
швейных изделий, используемых материалов) мощности предприятия, его оснащения.
Целью этого выбора является получение кроя высокого качества.
1.Способы перенесения контуров лекал на материал
2.Приимущества и недостатки трафаретов
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Подготовка материала к раскрою
19.12.2023г
Поставку всех видов материалов, необходимых для изготовления планового ассортимента изделий, производят по договорам с поставщиками, в которых указываются количество, качество и сроки получения материала
При поступлении материалов проверяют соответствие их количества и
качества сопровождающим документам. Материалы могут поступать в мягкой упаковке
(в контейнерах), в полужесткой (в кипах), в жесткой (ящиках). Обычно их
подвозят на автомобилях. Разгрузка материалов производится с помощью ленточных
и роликовых конвейеров, электро тележек, электро погрузчиков и т.п. Поступившие
материалы распаковывают и направляют на склад, где они хранятся до разбраковки.
Условия хранения материалов должны обеспечить их сохранность и предотвратить
порчу. Материалы хранят в сухом проветриваемом помещении на расстоянии не менее
1 м от отопительных приборов. Температура на складе должна быть в пределах
15...20°С, влажность воздуха 60 ...65 %, должны быть исключены попадание прямых
солнечных лучей и присутствие насекомых. Работы по перемещению кусков и рулонов
материалов при сортировке, комплектовании и т. п. очень трудоемки, поэтому их
механизация и автоматизация имеют большое значение. Часто для сокращения числа
ручных операций при
транспортировании материала используют поддоны. Поддоны с
материалами размещают на многоярусных стационарных стеллажах с ячейками,
имеющими буквенно-цифровое обозначение (ряды ячеек стеллажа обозначают буквами,
ячейки — цифрами).
Вельвет-корд, вельвет-рубчик, хлопчатобумажный полубархат,
поступающие в рулонах, до разбраковки хранят на напольных стеллажах в 5...6
рядов по высоте. Ворсовые ткани, поступающие в картонных коробках, следует
хранить, не распаковывая до разбраковки. Коробки укладывают друг на друга в
5... 6 рядов, выравнивая по краю и располагая их так, чтобы они меньше
деформировались. Ворсовые материалы после распаковки хранят на полочных
стеллажах порулонно в один ряд по высоте в горизонтальном положении. Склад с
многоярусными стеллажами обслуживается электронным табелером с вильчатым
захватом или краном штабелером (типа ОП-0,25). В качестве транспортных средств
для межцехового и внутрицехового транспортирования целесообразно использовать
ручные тележки с подъемной платформой (типа ТР-025, грузоподъемностью 250 кг) и
электрические тележки аккумуляторного типа с подъемной платформой (типа
ЭКБ-Г-1000, грузоподъемностью 1000 кг). Для комплексной механизации
подъемно-транспортных операций следует применять электро погрузчики, являющиеся
универсальными средствами механизации подъемно-транспортных работ и позволяющие
частично или полностью заменить ручной труд и, следовательно, повысить
производительность труда. В швейной промышленности обычно применяют
малогабаритные электро погрузчики (типа 40004-А, грузоподъемностью 750 кг).
1.Как подготовить материал к раскрою
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Рациональный раскрой материала
19.12.2023г
Рациональным раскроем материала называют наиболее
экономичное
использование полезной площади материала, поступившего на
предприятие для изготовления заказа. На предприятие поступают куски материала
разной длины. Задача рационального раскроя заключается в расчете каждого куска
материала путем подбора комбинаций полотен различной длины таким образом, чтобы
сумма их длин была равна длине этого куска или отличалась от нее на как можно
меньшую величину. Это не всегда получается, и после раскроя от куска материала
остается неиспользованный участок (остаток). Остаток длиной до 15 см для
шерстяных и до 10 см для остальных материалов включается в фактический расход
материала при раскрое (т. е. включается в стоимость продукции). Остатки длиной
более указанных называются
нерациональными и считаются отходами (лоскутом). Нерациональными
остатками называются остатки, длина которых недостаточна для выкраивания из них
изделий самого маленького размера и роста планового ассортимента. Эти остатки
остаются на предприятии мертвым грузом, если только там нет цеха ширпотреба,
где нерациональные остатки можно переработать.
На предприятиях при расчете кусков ориентируются на нормативы
нерациональных отходов, выраженных в процентах количества
раскраиваемого материала (например, для шерстяных пальтовых и костюмных тканей
этот норматив равен 0,4 %, для шелковых подкладочных — 0,7, шелковых платьевых
— 0,4, хлопчатобумажных подкладочных — 0,3, для искусственной кожи 0,9%). Расчет
кусков материала выполняют, если известны длины всех раскладок и полотен (с
учетом припусков по длине) и уже выполнены зарисовки на полотне материала или
бумаге.
Перед расчетом кусков собирают исходные данные: в соответствии с
графиком работ выполнения раскроя определяют число настилов для расчета, их
высоту (число полотен); в соответствии с конфекционной картой определяют вид и
ассортимент материала; в соответствии с паспортом кусков материалов,
предназначенных для данной модели, определяют длину кусков материала. Исходные
данные заносят в карту расчета материала, которую передают оператору-расчетчику.
При подборе кусков для одного расчета не допускается соединять куски материалов
разного волокнистого состава, с ворсом и без ворса, гладкокрашеных и с рисунком
разного характера, разной ширины. Допускается объединять в настилы куски материалов
разного цвета и разных артикулов в соответствии с конфекционной картой. Задача
оператора-расчетчика состоит в расчете данного куска материала с учетом всех
исходных данных для получения настила максимальной высоты с наименьшими остатками.
Существует два способа расчета кусков материала — ручной и автоматизированный
(машинный).
Ручной способ расчета кусков выполняют с помощью простейших
счетных устройств, таких, как счеты, арифмометры, настольные вычислительные
машины. Расчет можно облегчить, предварительно составив вспомогательную
таблицу, в которой указаны длины полотен, начиная от самой маленькой и кончая
наиболее рациональной для данных ассортимента и числа комплектов лекал в
раскладке. Таблицу составляют следующим образом. Длины полотен указывают с интервалом
1 см. Для каждой длины полотна вписывают длины кусков (или их частей), равные
сумме длин двух, трех, четырех и т.д. полотен, т.е. длины кусков, которые могут
быть рассчитаны без остатка. Зная длину заданного настила (полотна) и длину
куска материала, предназначенного для раскроя, по таблице отыскивают ближайшие
к нему значения, определяют длину остатка и по ней судят о рациональности
данного расчета. По длине остатка определяют, можно ли использовать этот
остаток для дальнейшего Раскроя. Использование таблицы облегчает расчет, но не
гарантирует Получения оптимального решения. Для его поиска нужно перебрать
множество вариантов
использования каждого куска. Ручной способ расчета трудоемок, в
результате его применения часто остаются нерациональные остатки (излишние
потери материала), поэтому возникла необходимость автоматизировать расчет
Автоматизированный расчет материала выполняют на
электронновычислительных машинах (ЭВМ ЕС-1020, «Искра-555», «Нева-501»,
«Наири», «Минск-32»). Они позволяют достичь большой производительности расчета,
проанализировать множество его вариантов и выбрать наилучший (оптимальный). Расчет
на ЭВМ ведется методом направленного перебора в несколько этапов. На первом
этапе рассматриваются варианты разрезания куска на полотна одной длины, на втором
— двух длин и т.д. К каждому последующему этапу переходят только в том
случае, если не удалось получить приемлемое решение на предыдущих
этапах. При этом сумма концевых остатков должна быть минимальной и не превышать
установленных нормативов. Наибольшая эффективность использования материала
может быть достигнута при одновременном расчете большого числа кусков материала
сразу для всей серии (всего заказа) изделий. Такой подход обеспечивает
оптимальность раскроя всего материала в соответствии со шкалами размеров и
ростов заказанных изделий.
1.Что такое рациональный раскрой
2.Как выполнить расчёт кусков
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Безостатковый расчёт куска материала
19.12.2023г
Без остатковым расчетом куска называется расчет, при котором в одном куске длиной L указывается целое число к полотен одной длины l, т. е.
![]()
Без остатковый расчет возможен при определенных длине кусков
материала, длине и числе настилов в одной карте расчета, величине допустимых
концевых остатков и минимальном числе изделий, раскраиваемых по одиночным
раскладкам. Для выполнения такого расчета надо иметь очень большой запас
материала одной ширины, а это практически невозможно. Для без остаткового
расчета или расчета с минимальными остатками на предприятиях применяют много
настильный расчет. Этот Расчет заключается в том, что на одном куске
определенной длины условно укладывают несколько разных раскладок
лекал таким образом, чтобы данный кусок был использован без
остатка.
На рис. дана графическая схема идеального много настильного
расчета кусков на настилы четырех длин. В ней все шесть кусков Использованы
полностью, без остатков. В результате получено семь Полотен для настилов длиной
l1 десять полотен длиной l2, шесть
Полотен длиной l3 и пять полотен длиной l4.
Схема много настильного расчета
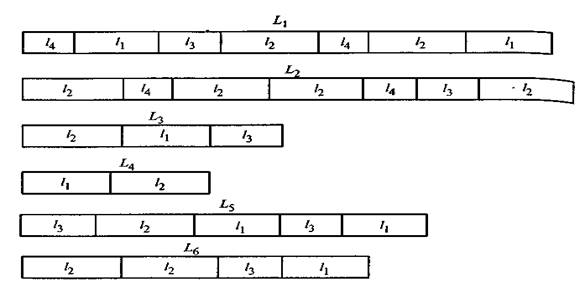
L1...L6 — длины кусков ткани, соответственно равные 37,1; 36,28; 17,47;
3,83;
28,23 и 20,37 м; l1...l4 —
длины полотен, соответственно равные 7,12; 6,71; 3,64 и 2,9
м.
В зависимости от длины и высоты настилов их условно делят на
основные, дополнительные и вспомогательные. Основные настилы представляют собой
многокомплектные раскладки лекал, позволяющие наиболее рационально использовать
материал и длину настилочных столов. Дополнительные настилы — это раскладки в
полтора-два комплекта меньшей, чем основные, длины. Вспомогательные настилы,
имеющие одиночные раскладки, самые короткие по длине. Дополнительные и
вспомогательные настилы могут иметь пониженную высоту. В них используют раскладки,
рассчитанные на настилание полотен лицевой стороной вниз, в то время как основные
настилы могут быть выполнены способами лицевой стороной вниз и лицевой
стороной к лицевой стороне. Куски с местными текстильными
дефектами по всей ширине ткани (условными разрезами) рассчитывают по частям или
как условно-цельные так, чтобы число полотен, предназначенных для
индивидуального раскроя, было минимальным. Полотна с местными дефектами
рассчитывают как цельные. Используя схемы раскладок лекал с секционно-полосовым
размещением, можно производить без остатковый расчет кусков, так как в случае
встречающихся в настиле концов (срезов, отрезов) их стыкуют на границах полос
раскладок (секций) и тем самым уменьшают число индивидуально раскраиваемых
полотей.
1.Что такое безостатковый расчёт материала
2.Для чего нужны схемы раскладок
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Значимость поверхности материала при раскладке лекал
20.12.2023г
Вид лицевой поверхности материала.
Нормы расхода материалов разрабатывают отдельно для различных
видов их поверхности: гладкая, рисунок, ворс. Раскладка лекал на гладкокрашеных
материалах с однородной фактурой, мелким ненаправленным рисунком обеспечивает
наименьшие межлекальные отходы. Соблюдение направления ворса в деталях вызывает
большие ограничения при раскладывании лекал, резко уменьшая количество
возможных вариантов их размещения в раскладке. Процент межлекальных отходов при
этом увеличивается на 0,5–4 %. Для
более экономного расходования материалов во всех возможных случаях
(малозаметный ворс, несимметричная полоска и др.) в многокомплектных раскладках
рекомендуется лекала одного изделия располагать в одном направлении, а второго
– в обратном. При этом достигается лучшая взаимоукладываемость лекал. Еще
большие потери возникают при раскладке лекал на материалах в полоску, клетку,
особенно, если они несимметричные либо с большим раппортом. В этом случае,
кроме направленности лекал в раскладке, необходимо предусматривать припуски на подгонку
рисунка по тем срезам и деталям, где он должен совпадать или располагаться
симметрично (например, срезы лацканов, концов воротника и раскепов, средние
срезы спинки). Величина припусков зависит от раппорта рисунка и важности срезов
деталей.
При
выполнении раскладок лекал на клетчатых и полосатых тканях применяют различные
приемы, способствующие уменьшению припусков на подгонку рисунка по отдельным
срезам, например:
• расположение лекал подгоняемыми срезами у равняемой кромки настила, что
обеспечивает подгонку рисунка по нитям основы;
• расположение лекал подгоняемыми срезами друг к другу по одной уточной нити, что
обеспечивает подгонку рисунка по нитям утка;
• комплектование парных деталей для изделия из одного полотна, даже при их
укладывании «лицом к лицу».
Увеличение
процента межлекальных отходов в раскладках для тканей в клетку и полоску
связано также с тем, что отклонение нитей основы в деталях кроя от номинального
направления либо резко уменьшается, либо не допускается вообще. Для таких
материалов экспериментальные раскладки рекомендуется выполнять непосредственно
на материале для удобства подгонки рисунка.
использовать типовые схемы размещения лекал в раскладках.
1.Имеет ли значение вид лицевой стороны на материале при раскладке
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Значение формы и размер лекал, ширина материала, сочетание размеров и ростов в раскладке
20.12.2023г
Форма и размеры лекал. Лекала с прямыми контурами, близкие
по форме к прямоугольнику и трапеции, укладывают в раскладке более плотно, чем
со сложными контурами (например, спинка и части переда с цельнокроеными
рукавами). Наличие в комплекте лекал мелких деталей позволяет разместить их в
образовавшихся зазорах между крупными и лучше использовать площадь раскладки.
Например, в раскладке брюк, имеющих много мелких деталей (гульфик, откосок,
обтачки карманов и т. п.), межлекальные отходы составляют 5–6 %, а в раскладке
женских платьев, где нет карманов, – 12–15 %.
Увеличению экономичности раскладки способствует применение допустимых надставок
в отдельных деталях (нижнем воротнике, подбортах).
Ширина материала. Характерные конструкции разных видов
изделий позволили разработать рекомендации по применению рациональной ширины
материалов. Для большинства швейных изделий прямого и полуприлегающего силуэта
с увеличением размеров, входящих в раскладку, целесообразно применять более широкие
ткани. Для брюк мужских и для мальчиков от ширины материала зависят определение
рационального количества комплектов лекал и сочетание размеров в раскладке.
Сочетание размеров и ростов в раскладке.
Практика работы швейных предприятий показала, что наилучшие
показатели расхода материалов обеспечиваются при сочетании размеров и ростов в
раскладках по принципу объединения одинаковых или смежных размеров и ростов.
При выполнении экспериментальных раскладок рекомендуется
1.Какие лекала нужны класть в раскладке в первую очередь
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Возникшие дефекты , и их исправление при раскладке лекал
20.12.2023г
Раскладка материала, срез кромок. Материал на раскройном столе должен лежать ровно, без складок и напряжений. Материал необходимо сложить вдоль пополам, совместив кромки. Если при этом возникают диагональные перекосы, то материал расправляют. Для этого нужно захватить кромки вместе обеими руками и натянуть материал в долевом направлении, а затем по диагонали от уголка до уголка.
Кромки — это боковые края ткани. Перед началом раскроя кромки материала срезают, так как, во-первых, кромки плотнее самой ткани и имеют иную структуру, во-вторых, их не включают в ширину припусков на швы и, в-третьих, вдоль участка кромки многие материалы стянуты, и рядом с этим участком образуется слабина.
Но срезать кромки можно только после проверки материала на наличие дефектов, так как в торговой сети материал без кромок не подлежит обмену.
До начала раскроя материала необходимо определить:
■ на тканях направление нити основы и утка, на трикотажных полотнах и эластичных тканях — направление наименьшего растяжения;
■ характер поверхности — наличие ворса, оттенка й т. п.;
■ направление рисунка и размер его раппорта.
В условиях раскроя материалов по индивидуальным заказам для обеспечения высокого качества швейного изделия необходимо соблюдать ряд правил:
■ раскрой изделия производят по лекалам;
материал раскладывают на раскройном столе в развернутом виде в длину, в ширину или складывают вдвое по длине, сгибом к себе.
■ При этом весь остальной материал располагается с правой стороны;
■ раскладку лекал начинают с размещения крупных (основных) деталей, изменяя их расположение до тех пор, пока не будет найдена наиболее рациональная раскладка с наименьшим расходом материала, а затем, используя свободные места между крупными деталями, размещают мелкие детали, соблюдая при этом направление долевой нити на всех деталях. Первыми укладывают детали со сгибом вдоль сгиба материала;
■ при раскладке лекал необходимо учитывать направление ворса, рисунка и оттенка.
Правила выполнения раскладки лекал на материале. Использование лекал при раскрое швейных изделий дает возможность получения рациональной раскладки за счет отсутствия припусков на подгонку изделия по фигуре и сокращения межлекальных потерь материала. Большой расход материала и высокий процент межлекальных потерь не вызывают появление дефектов, но снижают экономичность модели и повышают ее стоимость.
|
I |
Экономичность раскладки лекал не имеет значения при изготовлении авторских коллекций и изделий класса «люкс».
Снижение межлекальных потерь материала при выполнении раскладки лекал напрямую зависит от ширины и состояния лицевой поверхности материала (а в изделиях класса «люкс» и от состояния изнаночной стороны). Минимальные потери обеспечивает так называемая рациональная ширина. Каждая конкретная модель состоит из определенного количества деталей разной конфигурации и требует рациональной ширины материала.
Тканые и нетканые материалы, трикотажные полотна для изделий пальтово-костюмного ассортимента имеют ширину, см: 140,142, 150, 160 (встречаются 170 и 190). Для женских костюмов и изделий платьево-блузочного ассортимента выпускаются материалы шириной 120 и 130 см, для других изделий — 60... 100 см.
Вид раскладок определяется числом комплектов лекал в раскладке. Они могут быть одиночные: из полного комплекта или половины комплекта лекал одного изделия, двух комплектов лекал одного или разных изделий, комбинированные и т.д. С увеличением количества комплектов лекал в раскладке ее экономичность повышается. Наименее экономичны одиночные раскладки с использованием полу- комлекта лекал, так как потери материала на 5... 7 % больше, чем при комбинированной или многокомплектной раскладке. Поэтому одиночные раскладки при мелкосерийном и крупносерийном производстве не применяют.
I Исключение составляет раскрой остатков и материалов с тек- | стильными пороками.
В условиях производства одежды по индивидуальным заказам раскрой материалов в большинстве случаев выполняется одиночными раскладками с применением полукомлекта лекал. Такой способ раскроя позволяет сократить объем лекального хозяйства, сократить затраты времени на выполнение раскладки и раскроя изделийЕсли технические условия при раскрое были нарушены, то чаще всего это приводит к изменению контуров и размеров деталей швейного изделия. Устранение таких дефектов, как правило, связано с перекроем деталей или всего изделия.
1.Виды дефектов при раскладке лекал
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.1 Особенности подготовки материалов к раскрою.
План конспект урока по теме: Контроль качества настилание перед раскроем
20.12.2023г
Контроль качества настила осуществляют в основном в процессе
настилания (самоконтроль). Контроль предусматривает проверку соблюдения
основных технологических требований, предъявляемых к настиланию.
Контроль качества настила заключается в проверке:
• соблюдения укладывания полотен по выравниваемому
краю настила и в конце настила;
• отсутствия слабины и перекосов полотен;
• соблюдения направления ворса или рисунка в ткани в настиле;
• правильности подбора материалов по ширине;
• соответствия длины и ширины настила рамке раскладки.
Документальное оформление настила («съем»
настила) как заключительную операцию по подготовке настила к раскрою проводят
для учета расхода материала на настил. Документальное оформление включает:
• проверку общего количества полотен в настиле и количества полотен по
артикулам и рисунку;
• проверку настила по количеству раскраиваемых единиц и
их размерным характеристикам;
• уточнение фактической длины настилов и его секций;
• сопоставление расчетного и фактического расхода материала на настил.
Фактический расход материала на настил определяют
как разность между остатком от рулона после настилания и длиной самого рулона.
Расчетный расход отражают в карте расчета. Результаты настилания заносят в
карту раскроя и специальный журнал или компьютер, где выкраиваемым изделиям
присваивают порядковые номера. На основании внесенных данных выписывают
бумажные ярлыки, на которых указывают номер настила, размерные признаки,
количество единиц в пачке, способ укладывания полотен, порядковые номера
изделий, номер модели и номер пачки. После нанесения контуров лекал на настил
выполняют операцию клеймения настила – прикрепление (наклеивание)
бумажных ярлыков на верхнее полотно или бумажную зарисовку раскладки лекал на
следующие детали: части переда, спинку, верхнюю часть рукава, заднюю или
переднюю часть брюк. В том случае если зарисовку раскладки лекал, выполненную на
бумаге, разрезают вместе с настилом, указанные выше реквизиты могут быть
написаны ручкой или карандашом на соответствующих деталях. После окончания
настилания съемщик собирает остатки материалов и сдает их на склад остатков.
1.Виды контроля настила перед раскроем
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Виды оборудования и приспособления при раскрое материалов.
21.12.2023г
Раскрой
материала осуществляют вручную, механизированным или автоматизированным
способом в зависимости от используемого оборудования.
В швейном производстве используют передвижные раскройные машины с вертикальным
или дисковым ножом для рассекания настилов на части и вырезания крупных
деталей, стационарные ленточные машины для точного вырезания деталей и АРУ.
В передвижных раскройных машинах с возвратно-поступательным
движением прямого ножа

все
точки режущей кромки ножа по толщине настила совпадают с линиями разметки на
верхнем полотне. Это обеспечивает совпадение размеров деталей на верхнем и
нижнем полотнах настила. Машина с прямым ножом обладает большей маневренностью благодаря
небольшой ширине ножа. Однако чистота получаемых срезов невысокая из-за наличия
возвратно-поступательных движений ножа, при которых нарушается сцепление
полотен в настиле. В связи с этим машины с прямым ножом применяют для прямым
срезам из материалов с большим коэффициентом трения и сцепления волокон.
Передвижные раскройные машины с дисковым ножом

предназначены
в основном для рассекания настила на части. Чистота получаемых срезов в этом
случае выше, чем при использовании машин с прямым ножом, так как при вращении диска
ножа происходит дополнительное уплотнение настила.
При вращательном движении ножа его режущая кромка по толщине настила проходит
по кривой наклонной линии, поэтому радиус контура детали на верхнем и нижнем
полотнах настила может оказаться неодинаковым. И чем больше высота настила, тем
это различие значительней. Кроме того, двигаясь по касательной, нож вызывает
боковое сжатие и отгибание материала. Поэтому форма дискового ножа допускает
вырезание деталей малой кривизны из настилов небольшой высоты.
Передвижные раскройные машины с манипулятором

«KURIS Servo-Cutter Automatic» (Германия)
применяют для вырезания деталей из настила без предварительного рассекания его
на части. Особенно эффективно такое оборудование в сочетании с
вакуумно-фиксирующим столом, в котором вакуумный отсос мгновенно переключается
на воздушную подушку. Машина удобна в работе, ее использование позволяет
облегчить труд оператора. Значительное повышение производительности труда
достигается за счет исключения операций рассекания настила на части,
транспортирования их к ленточной
раскройной машине, дополнительной ориентации пачек перед точным вырезанием, а
также увеличения скорости резания до 40 м/мин. Для раскроя тканей, на которые
нанесено покрытие, а также
нетканых материалов можно использовать передвижной ультразвуковой раскройный
нож

Однако
работа с ним не требует больших усилий при раскрое сложенного в несколько слоев
или очень толстого и плотного материала.
В ленточных стационарных раскройных машинах

исполнительным
инструментом является нож из замкнутой в кольцо ленты, натянутый на
лентоведущие шкивы машины. В зависимости от количества шкивов машины бывают 2-,
3- и 4-шкивные. Количество шкивов в раскройной машине определяет ее рабочий
вылет, т. е. расстояние от ножа до боковой поверхности станины машины. Рабочий
вылет является основной характеристикой машины. Величину рабочего вылета
выносят в условное обозначение класса машины – РЛ-1000-1, РЛ-1250-1.
При выполнении зарисовки раскладки лекал на верхнем полотне настила выкраивание
всех деталей на ленточной машине производят по шаблонам. Если используют
зарисовки раскладок лекал с плоттеров, то по шаблонам выкраивают только мелкие детали
и детали сложной конфигурации.
Все машины снабжены:
• лентоулавливающим устройством на случай ее обрыва;
• точильным аппаратом, позволяющим затачивать лентунож одновременно с
вырезанием деталей;
• устройством, регулирующим натяжение ленты в процессе
работы;
• автоматической смазкой ленты-ножа для уменьшения ее
трения о ткань;
• регулятором скорости движения ленты, что позволяет вырезать детали из тканей
из натуральных и синтетических волокон.
Недостатки стационарных ленточных раскройных машин:
• ручное перемещение полуфабриката по столу ленточной
машины, что приводит к нестабильности качества кроя и значительным затратам
труда;
• отклонение ленты-ножа при повороте материала, что влияет на качество вырезания
деталей и безопасность работы.
1.Виды оборудования для раскроя
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Принцип работы оборудования для раскроя
21.12.2023г
Под раскроем материалов понимают их разрезание на отдельные полотна для настилов (при изготовлении настилов), рассекания этих настилов на части и выкраивание деталей. Следующими задачами раскройного производства являются подготовка выкроенных деталей к пошиву (нумерация, подгонка рисунка, нанесение вспомогательных линий, рассечек),
Перед рассеканием настила сначала срезают его стороны по границам
рамки раскладки, чтобы освободить стянутые кромкой края полотен. Отрезанную
кромку обычно сохраняют и используют для упаковки.
Готовый настил рассекают на части передвижными раскройными
машинами с вертикальным или дисковым ножом (рис. 7.11). Раскройную машину ЭЗМ-2
с вертикальным ножом используют для разрезания настила высотой 130... 150 мм на
отдельные части (грубый раскрой) или для точного вырезания отдельных крупных Деталей.
Раскройную машину ЭЗДМ-1 с дисковым ножом применяют для разрезания настила
высотой 50...70 м и для вырезания деталей, имеющих несложную конфигурацию. Эту
машину используют обычно для платьевых, подкладочных, бельевых и прикладных
материалов
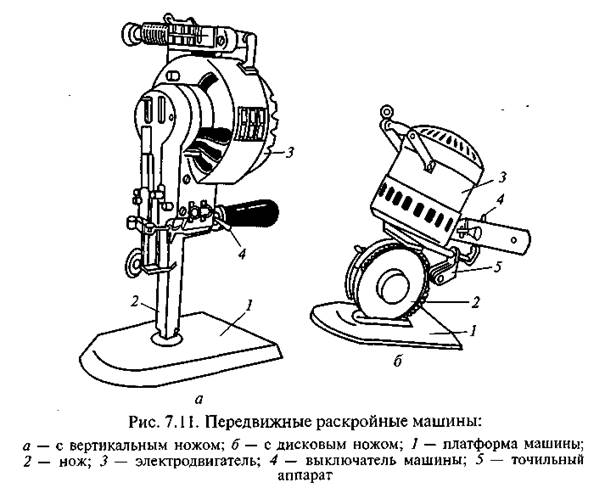
Вырезание деталей швейных изделий по намеченным контурам называют
выкраиванием или вырубанием. Части разрезанного настила для окончательного
выкраивания передаются к стационарным раскройным машинам. Это оборудование
бывает двух типов — машины с ленточными ножами и вырубочные прессы.Ленточные
раскройные машины более производительны, чем передвижные, и обеспечивают более
высокое качество кроя. Лента ножа должна проходить посередине меловой линии
контура детали. Части рассеченного настила доставляются к ленточным машинам на
тележках, высота которых равна высоте настилочного стола. Для безопасности
работы поверх пачки деталей часто накладывают вспомогательное лекало,
окантованное металлической лентой. Его прижимают к настилу и выкраивают деталь,
при этом лента ножа идет по контуру лекала. На ленточных машинах выполняют
надсечки для точного соединения деталей. Глубина надсечек для тканей до 5 мм,
для трикотажных полотен до 3 мм.
Вырубочные прессы в швейной промышленности чаще всего применяют для вырубания мелких деталей с помощью штампов, изготовленных по их форме. Этот способ вырезания обеспечивает точность конфигурации деталей и высокую производительность труда. Прессы могут иметь электрический, пневматический и гидравлический приводы. Все перечисленное выше оборудование раскраивает детали изделий механическим способом, при котором материалы режут путем деформирования и расклинивания режущим инструментом (таким же способом режут и ножницы). Существуют еще термо физические и термомеханические способы раскраивания деталей, требующие оборудования более высокого класса.
Термо физические способы — это лазерный, плазменный и электро
разрядный.
Лазерный способ резания основан на разрушении текстильных
материалов под действием луча лазера. Плазменный способ (с помощью
микроплазменной струи) сходен с лазерным, но уступает ему в производительности.
Однако он проще и дешевле. При электро разрядном способе материал помещают в
поле разряда между электродами. Этот способ наиболее эффективен при
перфорировании. Термомеханическое резание выполняют в два этапа. Сначала
материал разрушают по контурам раскладки термическим способом, а потом
дополнительно разделяют его механическим воздействием режущего инструмента.
Нагрев материала в
зоне резания осуществляется токами высокой частоты (ТВЧ). Как
правило, резание ТВЧ применяют в промышленности одновременно со сваркой
поливинилхлоридных материалов (при изготовлении плащей)
1.Виды оборудования для раскроя
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Способы раскроя материалов.
21.12.2023г
Способы резания текстильных материалов приведены

В
раскройных цехах швейных предприятий резанием пилением осуществляют
98 % раскроя. Данный способ положен в основу работы передвижных раскройных
машин с прямым или дисковым ножом, стационарных ленточных раскройных машин,
автоматических установок с механическим режущим инструментом. Резание пилением
осуществляют при одновременном движении режущего инструмента (ножа) в двух
взаимно перпендикулярных направлениях (передвижные раскройные машины) или одновременном
движении ножа и материала (стационарные ленточные раскройные машины). Точность
резания пилением зависит:
• от характера движения режущего инструмента;
• формы режущего инструмента;
• угла заточки режущего инструмента;
• наличия деформации и вибрации режущего инструмента;
• степени нагрева режущего инструмента;
• конфигурации линии реза;
• квалификации и внимания рабочего;
• состояния поверхности раскройных столов.
Качество линии реза при возвратно-поступательном перемещении инструмента
наихудшее, так как движение ножа вызывает
разрыхление срезов материала в настиле, особенно шелковых и
синтетических тканей. Ширина линии реза при этом составляет
1,5–2 мм. Вибрация машины и инструмента дополнительно снижает точность резания.
При поступательном или вращательном
движении инструмента в процессе резания происходит уплотнение настила. В
результате срезы разрушаются меньше, повышается чистота их обработки и, как
следствие, уменьшается до 1 мм ширина линии реза. Чистота реза тем выше, чем меньше
угол заточки инструмента. Однако с уменьшением угла заточки режущий инструмент становится
неустойчивым к продольному изгибу, его лезвие быстро деформируется и тупится.
Поэтому наиболее целесообразным считается угол заточки 15–20°.
Для уменьшения отрицательного влияния отклонений, характера движения и вибрации
режущего инструмента необходимо увеличивать монолитность настила за счет
использования зажимов, жестких лекал, грузов, спекания настилов из
синтетических материалов в местах межлекальных выпадов, применения вакуум-отсоса
в настилочных столах. Уменьшить нагрев инструмента при резании можно путем его
перфорации. При этом перфорируют полотно ножа, не затрагивая режущую кромку.
Перфорированные ножи нагреваются медленнее благодаря ускорению выделения тепла
и удаления нагретого воздуха. Синтетические материалы при резании практически
не расплавляются. Для подрезки краев деталей используют машины, одно лезвие
которых неподвижно закреплено на платформе, а второе совершает
возвратно-поступательное движение. В этом случае подрезание деталей производят
с помощью ножниц.
Резание ножом происходит при движении только
режущего инструмента (ножа). Разрезаемый материал остается неподвижным.
Используют резание ножом при вырубании деталей швейных изделий стабильных конструкций.
При вырубании деталей из настила из-за отсутствия вертикальных связей между
полотнами отмечается эквидистантное изменение формы детали по высоте настила.
Детали верхних слоев
настила оказываются больше нижних. Величина искажения зависит от высоты
настила, свойств материалов, размеров деталей. В связи с этим вырубают детали
обычно из одиночных полотен. Ширина линии реза при вырубании современными
резаками настилов оптимальной высоты не превышает 1 мм. Величина механической
деструкции срезов при оптимальных условиях резания находится в пределах 0,6–1,4
мм.
При электроискровом способе раскроя на текстильный
материал наносят линии контуров деталей с помощью графита, который является
хорошим проводником электричества. К противоположным концам графитовой линии
присоединят электроды, к которым подают ток высокого напряжения. В результате
материал по этой линии будет выгорать. Предельное значение линии выгорания
должно быть не более 1 мм. Это обеспечивается при раскрое в один слой материала
толщиной не более 0,5 мм. При резании данным способом синтетических материалов
происходит оплавление срезов, что исключает их обметывание.
При резании лучом лазера в результате теплового воздействия
луча на материал происходит его сгорание по линии реза

Основными
факторами, влияющими на качество линии реза, являются мощность луча, диаметр
фокального пятна, скорость перемещения материала, количество слоев материала в пакете
и теплофизические характеристики материала. С увеличением диаметра фокального
пятна ширина линии реза увеличивается. Максимальное значение ширины линии реза приблизительно
соответствует размеру фокального пятна. Диапазон изменения ширины линии реза
1,25–1,75 мм. С увеличением скорости резания ширина линии реза уменьшается.
При раскрое материалов плазмой плазменная
струя получается при дуговом разряде между электродами и сжатии столба газа (обычно
аргона). Температура плазменного пламени составляет
10
000–20 000 °С. При контакте плазменной струи с материалами последние сгорают по
линии соприкосновения. Для защиты разрезаемых кромок от воспламенения через
специальное сопло подают защитный газ. При плазменном раскрое качество линии реза
практически не зависит от скорости перемещения плазменного резака . 
При гидравлическом (гидроструйном) способе
раскрой производят струей воды диаметром 0,1–0,3 мм, выходящей
из сопла со скоростью 700–900 м/с. Установки, на которых осуществляют раскрой
материалов гидравлическим способом, безопасны в эксплуатации. Кроме того, при
их работе отсутствует выделение тепловой энергии. Факторы, характеризующие
качество линии реза, отражают потери материала при его обработке резанием.
Ширина линии реза является прямым показателем потерь материала в процессе резания.
Ослабление срезов в зоне их деструкции вызывает необходимость увеличения
припусков на швы. Поэтому качество линии реза как характеристика точности
резания и величины потерь материалов должно быть определяющим при выборе
способа резания.
1.Способы для раскроя
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Технические условия для раскроя.
21.12.2023г
Технические условия при раскрое деталей изделия заключаются в
следующем:
-недопустимо смещение или перекашивание полотен настила;
-искажение формы линий срезов выкроенных деталей по сравнению с
формой
-соответствующих срезов лекал не должно превышать определенных
величин.
Установлены следующие допустимые отклонения, не более:
-по плечевому срезу, срезам проймы, воротника, горловины, окатов
рукавов ± 1мм;
-по боковым срезам, срезу середины спинки, локтевым и передним
срезам
рукавов (по ширине), срезам накладных карманов и т-п.±2мм;
-по срезам низа рукавов, полочек и спинки (по ширине), По
срезам деталей
подкладки и прокладок + 3 мм;
-по длине спинки, полочек, рукавов, юбки, брюк ± 4 мм;
- расстояние между надсечками на выкроенной детали по сравнению с
соответствующим расстоянием на лекалах не должно иметь отклонений более ±2 мм;
оптимальный размер надсечек 3...5мм.
При раскрое пленочных материалов допускается ориентировать детали,
как в продольном, так и в поперечном направлении при раскрое форма устойчивого трикотажного
полотна лекала укладывают только в направлении, противоположном направлению
роспуска петель.
При раскрое изделий из материалов с оттенком (парча, тафта, муар, габардин и др.) необходимо предварительно определить их оттенок. Для этого нужно сложить два среза ткани по поперечной нити и выбрать желаемый оттенок. Наличие оттенка на поверхности материала требует располагать все лекала в одном направлении, что приводит к увеличению межлекальных потерь на 3... 3,5%.
I Если детали изделия были раскроены из материала с оттенком I без учета его направления, то в готовом изделии они будут вос- I приниматься по-разному. Исправление такого дефекта связано I с перекроем деталей или всего изделия.
Перед началом раскроя материалов, на поверхности которых есть ворс, нужно определить его направление. Для этого по лицевой стороне материала проводят рукой: если движение рукой произведено по направлению ворса — он лежит гладко, если против — приподнимается.
Направление ворса определяют и для таких материалов с шероховатой поверхностью, как драп, велюр, искусственная замша и т.п.
На материалах с жестким коротким ворсом (бобрик, вельвет, бархат) ворс в деталях должен быть направлен снизу вверх, чтобы ткань в изделии имела матовый оттенок.
На материалах с мягким или длинным ворсом (байка, замша, драп, сукно, плюш и др.) ворс в деталях должен быть направлен сверху вниз (а на воротнике от линии втачивания к отлету).
У тисненого плюша, не имеющего определенного направления ворса, он может быть расположен как снизу вверх, так и сверху вниз.
Если материал имеет рисунок, расположенный в одну сторону, то на всех деталях изделия направление рисунка должно быть одинаковым. Например, стебли цветков направлены вниз. При раскрое материалов с таким рисунком все лекала деталей раскладываются так, чтобы их нижние срезы также были направлены вниз. Очень крупный рисунок на поверхности материала требует особого внимания: необходимо следить за симметричностью его расположения на парных деталях, при этом середина спинки и переда должна совпадать с серединой рисунка.
Раскладывая лекала на материале с рисунком в виде полос или клетки, необходимо следить за тем, чтобы полоски или рисунок совпадали по цвету и ширине в боковых швах и по середине каждой детали. При этом детали могут быть расположены не только вдоль, но и поперек или под углом к нити основы в зависимости от модели.
Раскрой деталей из тканей в полоску или клетку производят с припусками для последующей подгонки рисунка:
■ на полочках — по краю бортов;
■ на спинке — по среднему срезу;
■ на подбортах — по внешнему краю лацканов;
■ на клапанах, накладных карманах, листочках, воротнике — по верхнему и нижнему срезам.
Припуски на подгонку должны быть величиной от половины до одного рапорта рисунка.
Раскраивая изделия из материалов с рисунком в виде полос или клетки (и их производных), соблюдают следующие требования:
■ на спинке, состоящей из двух частей, полоски (клетки) должны располагаться симметрично;
■ на спинке с кокеткой полоски (клетки) на кокетке и спинке должны совпадать по всей ширине спинки или на участке средней ее части;
■ на полочке с кокеткой полоски (клетки) на кокетке и полочке должны совпадать по всей ширине детали или если полочка со складками, то в передней ее части (до складок);
■ на клапанах, патах, накладных карманах, листочках, хлястиках и т.д полоски (клетки) должны совпадать с полосками основных деталей;
■ на концах воротника полоски (клетки) должны быть расположены симметрично.
При раскрое обязательно соблюдают направление нити основы ткани в деталях. Лекала деталей раскладывают на ткани так, чтобы направление нити основы на них было параллельно срезу кромки или сгибу ткани.
Для правильного расположения рекомендуется приколоть сначала один край направления долевой нити на лекале, измерить расстояние до среза кромки или сгиба и приколоть второй конец на таком же расстоянии от кромки или сгиба.
Технические условия раскроя материалов предусматривают возможность отклонения от нити основы в допускаемых пределах (Приложение 1). Например, незначительное отклонение от нити основы на гладкокрашеных тканях без рельефного рисунка геометрического характера не портит внешний вид изделия и не приводит к изменению равновесного положения деталей. Возможность выполнения раскладок лекал с учетом допустимых отклонений от нити основы позволяет повысить их экономичность.
В трикотажных полотнах вместо направления нити основы учитывают направление петельных столбиков — в этом направлении материал меньше подвержен растяжению. На трикотажных формоустойчивых полотнах лекала всех деталей раскладывают в одном направлении, противоположном направлению роспуска петель. Если петли не распускаются, лекала деталей можно раскладывать в любом направлении. На материалах с пленочным покрытием и пленочных материалах лекала располагают по долевому направлению нитей или перпендикулярно ему (в зависимости от модели и ширины материала).
На эластичных материалах лекала располагают по долевому направлению нитей или перпендикулярно ему, учитывая направление наибольшего растяжения. Эти материалы могут растягиваться как в поперечном, так и в продольном направлениях или в обоих направлениях одновременно, это так называемые биэластичные материалы. Конечно, биэластичные материалы, растягивающиеся в обоих направлениях, наиболее удобны в крое.
На материале, растягивающимся только в одном из направлений, детали выкраивают так, чтобы они растягивались в поперечном направлении.
Если в модели швейного изделия предусмотрен крой деталей «по косой», то лекала этих деталей размещают на материале под углом 45° к направлению нити основы (или петельных столбиков).
Раскрой деталей под углом к направлению нити основы должен быть учтен при разработке конструкции. Детали, раскроенные таким образом, в процессе эксплуатации изменяют свои размеры в долевом и поперечном направлениях (они становятся уже и длиннее).
По всем срезам деталей добавляют припуски на швы.
Раскрой изделий в условиях мелкосерийного или крупносерийного производства выполняют по лекалам, в которых уже оформлены припуски на швы. В этом случае дополнительные припуски не нужны и лекала укладывают плотно друг к другу.
1.ТУ при раскрое
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Индивидуальный раскрой полотен с текстильными пороками.
22.12.2023г
Раскрой
дефектных полотен на швейных предприятиях осуществляют следующим образом. При
выявлении полотна с дефектом при настилании ткани настильщицы укладывают на полотно
зарисовку раскладки лекал для определения места расположения дефекта. При
попадании дефекта на мелкую деталь на ее место укладывают отрезок ткани, из
которого при раскрое настила будет вырезана деталь без дефекта, а деталь с
дефектом
удаляют. Для быстрого отыскания подкраиваемых деталей на них укладывают лист
бумаги. Если на полотне дефектов много, то оно может быть снято с настила и
раскроено индивидуально на отдельном столе.
При автоматизированном настилании для контроля качества настилаемой ткани
используют специальную установку, которая представляет собой оптическую
систему, позволяющую одновременно проецировать световую метку на дефект на
полотне и на изображение раскладки лекал на экране, установленном рядом с настилочным
столом. Обнаружив текстильный дефект, оператор, перемещая установку по
настилочному столу, маркирует его световой меткой, которая одновременно
проецируется на раскладку
Определив
положение дефекта на раскладке, оператор принимает решение о способе его
устранения.
Детали кроя из дефектных полотен, раскроенных индивидуально, раскройщики
присоединяют к основным пачкам таких же деталей.
1.Как проходит раскрой полотен с текстильными дефектами.
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Автоматизированное раскройное оборудование.
22.12.2023г
Автоматизированное раскройное оборудование представляет
собой автоматизированный технологический комплекс раскроя
материалов АРУ
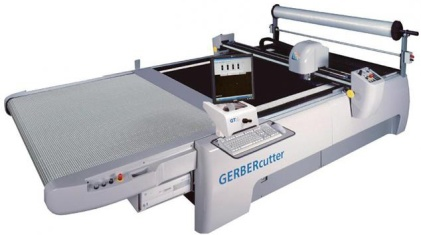
В качестве программируемого режущего инструмента в автоматизированном
оборудовании используют традиционные ножи,луч лазера или плазму. Наибольшее
распространение получили АРУ с ножом.
Основными cоставляющими АРУ являются раскройный стол, режущая головка и портал,
устройство управления режущей головкой с дисплеем и клавиатурой, устройства для
уплотнения и фиксации настила на раскройном столе и устройства для свободного
перемещения ножа по основанию раскройного стола.Вдоль стола перемещается портал
– конструкция в виде рамы на всю ширину стола. По порталу поперек стола
движется режущая головка. Вырезание деталей производится за счет
перемещения портала вдоль настилочного стола, режущей головки по порталу
перпендикулярно его движению и возврат но-поступательного и вращательного
движения ножа режущей головки. Во время раскроя режущий инструмент может быть отключен
вручную в любой точке для перемещения на другой участок настила. С помощью АРУ
можно раскраивать настилы из любых тканей, трикотажа и нетканых полотен высотой
до 75 мм (в сжатом состоянии) со скоростью 6–9 м/мин. Вертикальный нож имеет ширину
8 мм и толщину 2,4 мм. Режущими являются одна вертикальная кромка и нижняя
кромка ножа. Нож перемещается с частотой 1800–3600 колебаний/мин. В процессе
раскроя нож с помощью специального устройства затачивается. Изгиб ножа в момент
резания непрерывно контролируется специальными измерительными
преобразователями, расположенными с обеих сторон ножа над настилом. Раскрой
настилов производят на специальных раскройных столах, представляющих собой
неподвижную вакуумную камеру. Поверхность стола перфорирована (имеет множество
отверстий
для обеспечения качественного отсос воздуха из настила) и покрыта специальной
нейлоновой щетиной высотой около 40 мм, что обеспечивает свободный проход ножа
сквозь весь настил при раскрое. Наличие бокового вакуума на раскройном столе
позволяет работать с материалами, обладающими высокой воздухопроницаемостью. Перед
раскроем настил покрывают специальной полиэфирной пленкой и уплотняют
вакуумированием. Для сохранения вакуума разрезанный настил дополнительно
покрывают пленкой, которая перемещается вместе с порталом. Работу АРУ
контролирует серия микропроцессоров. Программы установки соответствуют
различным условиям раскроя в соответствии с видом ткани и раскладки. Оператор,
обслуживающий АРУ, отслеживает процесс раскроя по дисплею, на котором разными
цветами обозначены уже выкроенные детали, детали, которые выкраиваются в данный
момент и которые еще будут выкроены. С помощью клавиатуры устройства управления
оператор выбирает программу раскроя, вносит исходные данные и оперативно
изменяет программу раскроя при необходимости.
Автоматизированный раскрой материалов можно выполнять
с одновременным клеймением (маркировкой) деталей путем прикрепления этикеток.
Этикетировочное устройство, прикрепленное к раскройной головке, перемещается
вместе с ней.
Применение
АРУ на швейных предприятиях позволяет исключить зарисовку раскладки лекал на
верхнем полотне настила, рассекание настила на части и обеспечивает стабильное
качество кроя, повышение производительности труда, экономию производственных
площадей, материалов и высвобождение рабочих. Наиболее эффективно использование
автоматизированного настилочного и автоматизированного раскройного оборудования
при соединении их с другим специальным оборудованием в АНРК. Такое объединение
позволяет механизировать и автоматизировать все работы по настиланию и раскрою
материалов. В связи с этим важным фактором является возможность последующей
стыковки выпускаемого настилочного и раскройного оборудования и обеспечение его
взаимодействия в одной производственной линии (рис. 30, вклейка). АНРК, как
правило, включает следующее оборудование:
• автоматизированную систему загрузки рулонов в настилочную машину (может
отсутствовать); • настилочный стол; • автоматизированную настилочную машину; •
буксировочное устройство для перемещения настила с настилочного на раскройный
стол; • раскройный стол и автоматизированную раскройную установку. В конце
настилочно-раскройной линии может быть установлен стол с ленточным
транспортером. На нем, как правило, выполняют комплектование пачек кроя и
транспортировку кроя к следующему рабочему месту.
1. Кратко расскажите о автоматизированном комплексе раскроя материалов
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Контроль качества кроя.
22.12.2023г
При
контроле качества кроя проверяют наличие всех деталей данного вида изделия:
деталей верха, подкладки и прокладок. Чаще всего эту операцию выполняют сами
раскройщики.
При автоматизированном раскрое производят только визуальный
контроль. При механизированном раскрое отдельно осуществляют контроль качества
крупных и мелких деталей из основной ткани, а также деталей подкладки и
прокладок.
Контроль качества крупных деталей из основной ткани (частей
переда, спинки, рукавов или верхних частей рукавов, частей брюк, юбок)
осуществляют следующим образом: верхнюю, нижнюю и деталь из середины пачки
укладывают отдельно на столе и накладывают на них лекало, совмещая линию
долевого направления на лекале с направлением нити основы на детали и наиболее
ответственные срезы детали и лекала. В случае обнаружения неточностей в
размерах деталей, превышающих допускаемые отклонения, проверяют все детали
пачки и подрезают все детали пачкой или отдельно только те детали, которые
требуют уточнения.
Проверку мелких деталей из основной ткани, всех деталей подкладки
и прокладок осуществляют также наложением лекал, но из пачки берут верхнюю и
нижнюю детали. Детали, размеры которых меньше допустимых, переводят в меньший
размер и особо маркируют. После проверки ставят штамп на маршрутном листе. После
раскроя отклонения в деталях не должны превышать:
• по плечевым срезам, срезам пройм, горловины, окатов рукавов – 1 мм;
• боковым срезам – 2 мм;
• длине – 3 мм.
1. Как осуществляется контроль за качеством кроя
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Подгонка деталей по рисунку.
22.12.2023г
При
изготовлении швейных изделий из материалов в клетку, полоску, с направленным
рисунком симметричные и смежные детали подгоняют по рисунку.
Согласно требованиям ТНПА при раскрое материалов с крупной ярко выраженной
полоской или клеткой должны соблюдаться следующие требования:
• на частях переда полоски рисунка должны быть параллельны линии полузаноса;
• лацканах полоски рисунка должны быть параллельны краю лацкана на участке,
расположенном: в мужских изделиях – на расстоянии 2/3 длины лацкана от уступа,
в женских изделиях – в местах, предусмотренных техническим описанием на модель;
• разрезной спинке полоски рисунка должны быть симметричны относительно
среднего среза;
• брюках прямого покроя крупный ярко выраженный рисунок следует подбирать по
боковым швам, начиная от линии колена и до низа;
• листочках, клапанах, боковых карманах продольные и поперечные полоски должны
совпадать с полосками на основной детали.
По остальным деталям рисунок подгоняют в соответствии с требованиями
технического описания.
Для облегчения подгонки рисунка на деталях существует ряд приемов, которые
применяют при выполнении раскладки:
•
разрезные спинки, подборта укладывают рядом, совмещая их по средней линии.
Детали обмеляют и по среднему срезу проводят меловую линию. При раскрое настила
детали вырезают как одну деталь, а на концах меловой линии ставят надсечки.
Затем каждую деталь разрезают ножницами на две части по линии, соединяющей обе
надсечки;
• при расположении деталей в разных местах раскладки одну из них вырезают точно
по лекалу, а вторую – с припуском. Затем детали укладывают друг на друга с совмещением
боковых срезов и поперечных полосок и подрезают.
2. Требования для раскроя материалов в полоску или в клетку
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Виды дефектов и их исправление при раскрое деталей.
25.12.2023г
Основными дефектами являются.
1. Недостаток длины детали швейного изделия. Во-первых, дефект появляется в результате усадки материала. Причина в том, что материал не был продекатирован перед раскроем или технические условия выполнения операции по декатированию были нарушены. Например, после ВТО материал не был полностью просушен, т. е. было сокращено время, необходимое для полного высыхания материала, а после его раскроя выкроенные детали изменили свои размеры в направлении нити основы — дали усадку.
Второй причиной является нарушение правил хранения материала. Например, материал после декатирования был смотан в рулон с усилием, что привело к увеличению линейных размеров материала.
|
I |
Деформация материала в результате нарушения правил хранения и натяжения при перематывании характерно для мелкосерийного и крупносерийного производства.
Устранение дефекта. Для устранения дефекта необходимо раскроить детали необходимой длины, а укороченные использовать д ля изготовления изделий меньшего роста.
В условиях производства швейных изделий по индивидуальным заказам восстановление исходных размеров детали возможно за счет припусков, которые предусматривают на уточнение детали в ходе проведения примерки. В случае, когда материала недостаточно для того, чтобы заново выкроить детали и величина припуска не позволяет восстановить исходный размер, то исправление дефекта будет связано с внесением изменений в модель швейного изделия.
2. Недостаток ширины детали швейного изделия. Причины возникновения этого дефекта аналогичны тем, что вызывают недостаток длины детали, т. е. после раскроя детали изменили свои размеры в поперечном направлении. Такая ошибка часто возникает из-за того, что усадка материала в поперечном направлении (по ширине) больше, чем усадка в долевом направлении. Особенно характерна такая особенность для материалов с эластичными волокнами или материалов с разреженной структурой.
Устранение дефекта. Предотвратить появление такого дефекта поможет соблюдение всех технических условий при подготовке материалов к раскрою и тщательное изучение их свойств. Не рекомендуется раскраивать крупные партии швейных изделий из материалов, свойства которых мало известны. Изготовление опытного образца позволит не только проверить конструкцию и рекомендуемые режимы и методы обработки, но и предупредить появление дефектов на изделиях всей партии.
3. Перекос детали швейного изделия. Перекос рисунка на парных деталях, по низу изделия или деталей (по низу рукава и т. д.) происходит по нескольким причинам. Во-первых, перед началом раскроя не был проверен материал на наличие перекоса, отчего детали были раскроены с перекосом, а после внутрипроцессной влажно-тепловой обработки структура материала была восстановлена. Во-вторых, перекос материала был установлен, его устранили перед раскроем, но позже произошло восстановление перекоса уже на раскроенных деталях.
Устранение дефекта. Устранить такой дефект в раскроенных деталях невозможно.
4. Разнооттеночность на деталях швейного изделия. Причина дефекта в том, что при раскрое не была учтена особенность материала, связанная с различным оттенком в разных направлениях, и раскрой был выполнен с размещением лекал в разных направлениях.
Разнооттеночность может появиться в изделии с цельнокроеными рукавами даже в том случае, когда детали были раскроены в одном направлении, но при этом верхние срезы передней и задней частей рукава в раскладке были расположены под разными углами к нити основы.
Устранение дефекта. Для устранения дефекта, связанного с оттенком материала, придется раскроить второе изделие, детали которого будут раскроены так, что в результате получатся два изделия разных оттенков.
5. Разное направление ворса на деталях швейного изделия — результат невнимательности закройщика при раскрое материалов. Направление ворса не было определено до начала раскроя.
Устранение дефекта. Дефект можно исправить, если перекроить детали, на которых направление ворса не соответствует требованиямЕсли все детали изделия выкроены с нарушением направления ворса, изделие считается бракованным.
1. Загрязнение деталей кроя (волокнами, нитями, пылью, машинным маслом и т.п.) происходит из-за небрежного хранения материалов на рабочем месте закройщика.
Устранение дефекта. Материалы и детали кроя должны храниться в строго установленных условиях. Места загрязнений необходимо очистить. На всех этапах изготовления изделия нужно обеспечить защиту изделия от загрязнений и повреждений его поверхности.
Отсутствие припусков на швы — результат ошибки закройщика при раскрое. Даже если детали соединить между собой с минимальной шириной швов, все равно размеры деталей и всего изделия будут недостаточными. Исправить дефект невозможно
1.Дефекты при раскрое
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Виды документации для передачи кроя в швейный цех.
25.12.2023г
Маршрутные листы выписывают в раскройном цехе после оформления карты раскроя. В маршрутный лист вносят следующие данные:
-
номер цеха,
-смены и бригады, для которых предназначен крой;
- номер карты раскроя и номер раскладки, по которым выполнен раскрой ткани;
- код изделия;
- номер модели;
-размерные признаки;
-количество единиц изделий и их номера;
-характеристику ткани;
- номер заказа;
-номер цвета;
-шифр
торгующей организации (поставщика);
-процент содержания волокон.
Маршрутные листы выписывают в двух экземплярах на некомплектные изделия
(брюки-одиночки, пиджаки-одиночки) и в трех экземплярах, если изделие
комплектуют в швейном цехе (костюм мужской, женский и т. д.). Второй экземпляр
остается на складе хранения кроя, первый и третий сопровождают крой.
в процессе пошива. Маршрутные листы поступают вместе с изделием на склад
готовой продукции. Затем третий экземпляр с
подписью, удостоверяющей получение, передают сначала в плановый отдел для учета
выполнения плана, а затем в центральную
бухгалтерию для учета сдачи готовых изделий
1.На скольких листах выписывается маршрутный лист?
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Хранение кроя, комплектовка кроя и транспортировка кроя в швейный цех.
25.12.2023г
На складе пачки кроя из всех видов материала (верх, подкладка, приклад, отделка) упаковывают вместе с маршрутными листами, товарными ярлыками, лентами с изображением товарного знака и контрольными лентами. На упакованный крой приклеивают ярлык, на котором указывают вид изделия, номер модели, раскладки, количество упакованного кроя и табельный номер упаковщика. Минимальное количество кроя на складе равно запасу одной смены. Хранят крой на поддонах, размещаемых в секциях многоярусных стеллажей, или в тележках. Крой выдают в швейные цехи по указанию диспетчера швейного предприятия или по заявке начальника цех
1.Как хранится и комплектуется крой?
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Транспортировка кроя в швейный цех.
25.12.2023г
|
найти |
1.Как транспортируется крой в швейный цех?
Преподаватель Л.В. Брагина
Дисциплина : Технология подготовки и раскроя материалов
Раздел 1 Технология подготовки и раскроя материалов
Тема 1.2 Раскрой материалов
План конспект урока по теме: Перспективы механизации раскройного производства
25.12.2023г
Механизация раскроя может решаться по-разному. Например, может быть использован механический способ раскроя специальным инструментом — резаками вырубочного пресса. Резаки представляют собой тонкий стальной нож, изогнутый по контуру детали. Резаки группируют и закрепляют на металлической плите режущей кромкой вверх. При работе на вырубочном прессе на резаки настилают лист бумаги, затем полотна материала (настил) и сверху также лист бумаги. Листы бумаги способствуют более качественному вырубанию. После такой подготовки плита с резаками и настилом автоматически подается под пресс. Вырубание выполняется по мере подачи участков настила под пресс. Вырубленные пачки деталей вынимают из гнезд резаков с помощью металлических колышков. Этот способ раскроя дает точный крой, не требующий дополнительного контроля. Благодаря параллельному способу выкраивания вырубание деталей независимо от сложности контура и его периметра производится за 1,5—3 с.
Кроме того, можно раскраивать материал без изготовления настилов в одно или несколько полотен при раскатывании рулона ткани валичным и катковым способами. Эти способы можно применять для раскроя деталей из прокладочных и прикладных материалов благодаря тому, что детали из этих материалов (подокатники, долевики, прокладки в низ рукавов, воротники и т. п.) достаточно мелкие, постоянные по форме независимо от модели.
Разработаны теплофизические бесконтактные способы раскроя лучом лазера и микроплазменной струей. Эти способы основаны на тепловом действии, при котором происходит сгорание ткани по заданной линии. Использование для раскроя тканей луча лазера и микроплазменной струи дает возможность применить программное управление резанием, т. е. автоматизировать процесс раскроя. Этот процесс может выполняться с помощью комплексных раскройных установок, состоящих из устройств для настилания или протягивания полотна из разматываемого рулона, раскройных комплексов и устройств для сбора кроя.
Для перемещения режущего инструмента — луча лазера или плазменного резака (плазмотрона) над плоскостью раскройного стола, на котором располагаются ткани, применяется двухкоординатное контурное устройство. Управление этим устройством обеспечивается системой числового программного преобразователя. Сбор выкроенных деталей может быть осуществлен с помощью вакуум присоса. Вырезанные детали присасываются к ленте конвейера, который перемещает их к сборному пункту. Точное накладывание одноименных деталей друг на друга происходит благодаря строгому расчету пути перемещения ленты конвейера и срабатыванию вакуумного устройства.
Решение проблемы механизации и автоматизации процессов подготовительно-раскройного производства позволит повысить производительность труда, резко улучшить качество в результате повышения точности кроя, более экономно расходовать швейные материалы
.
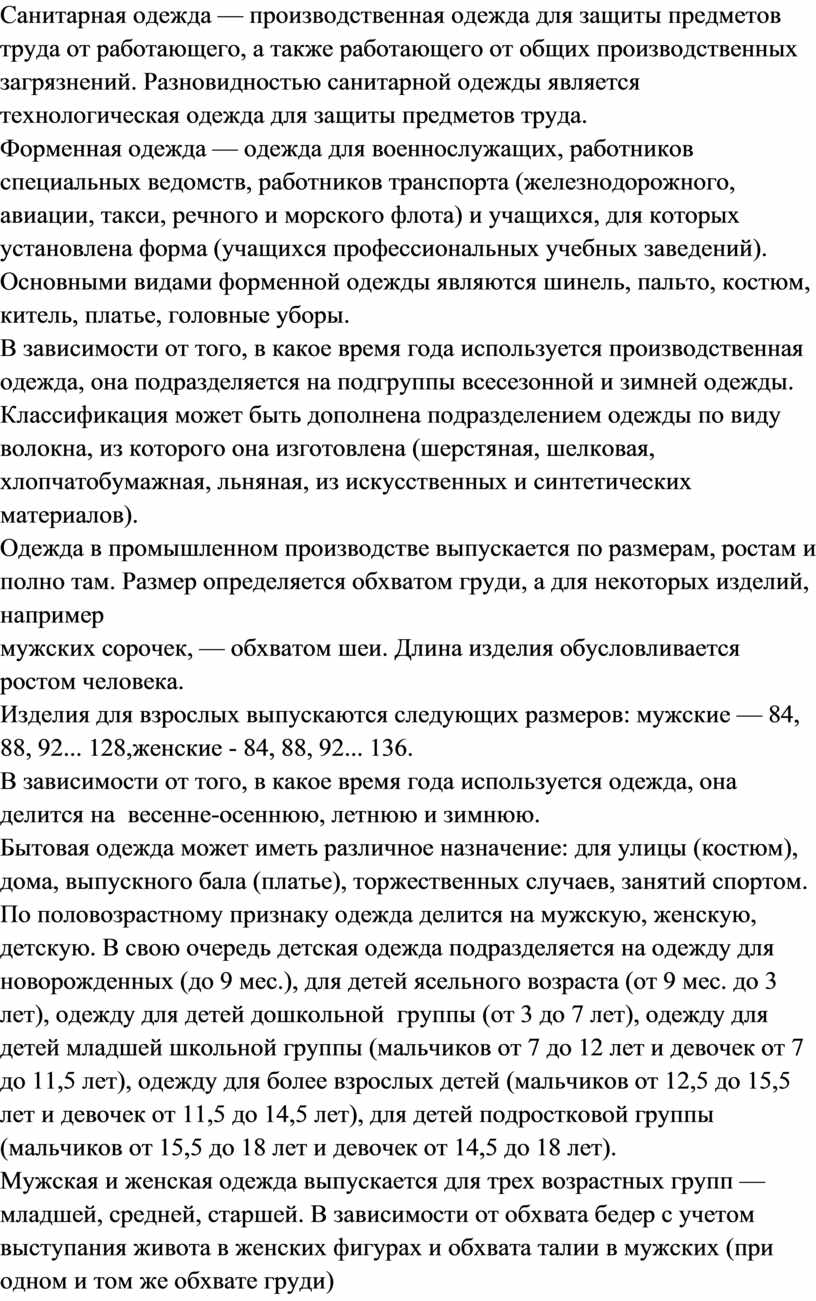
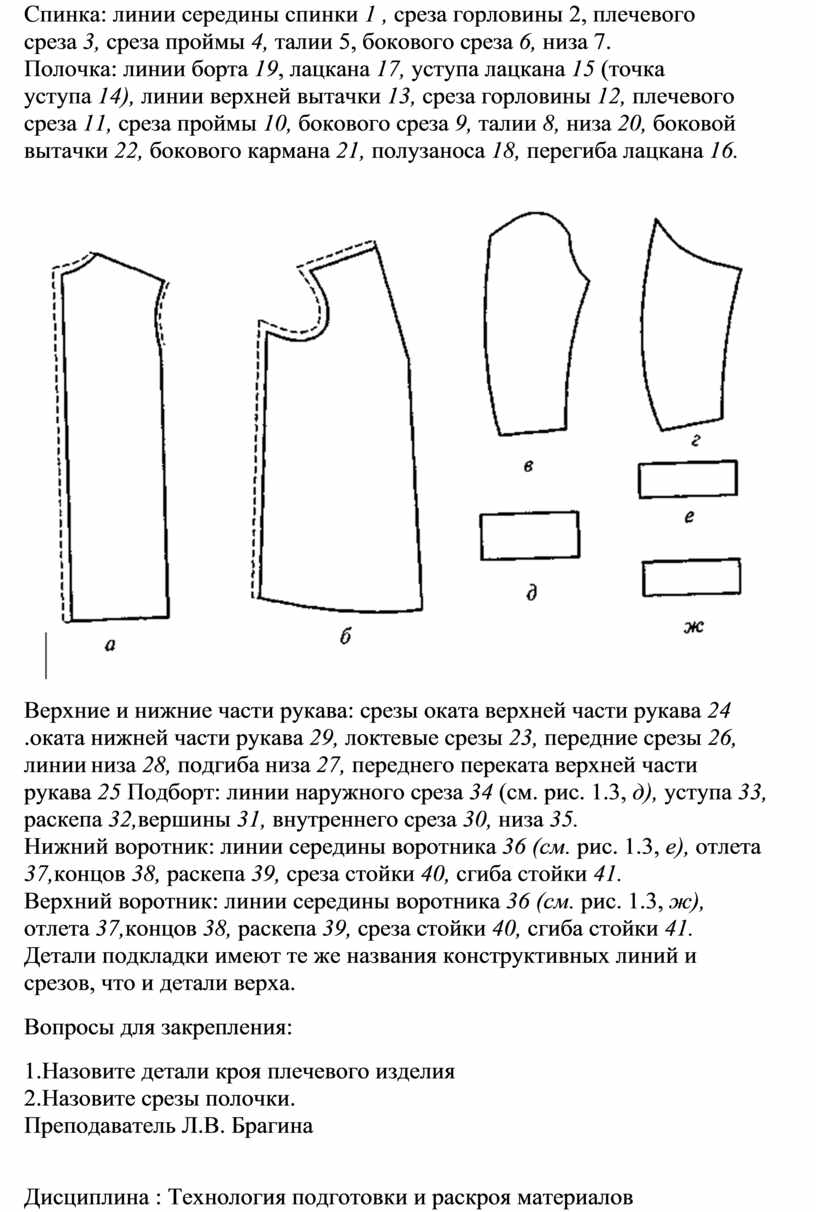
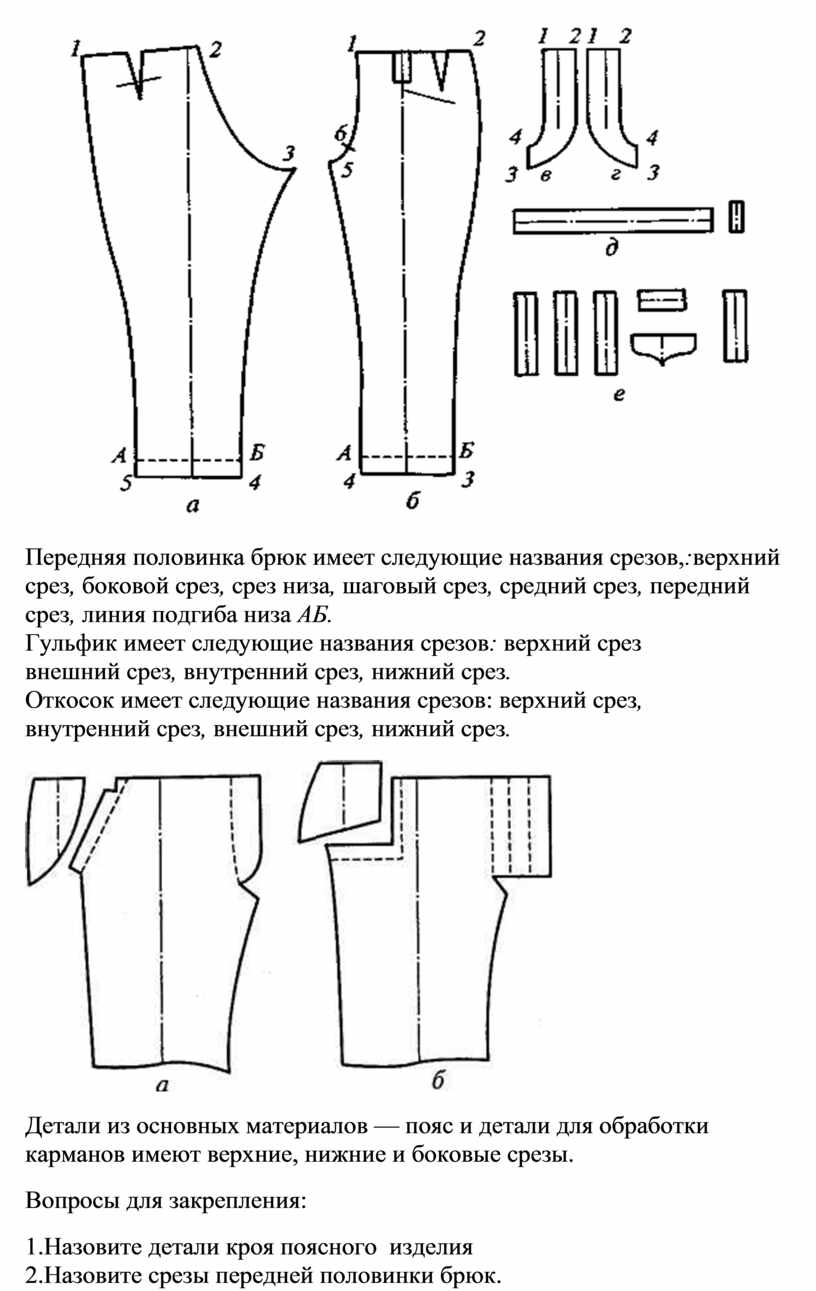
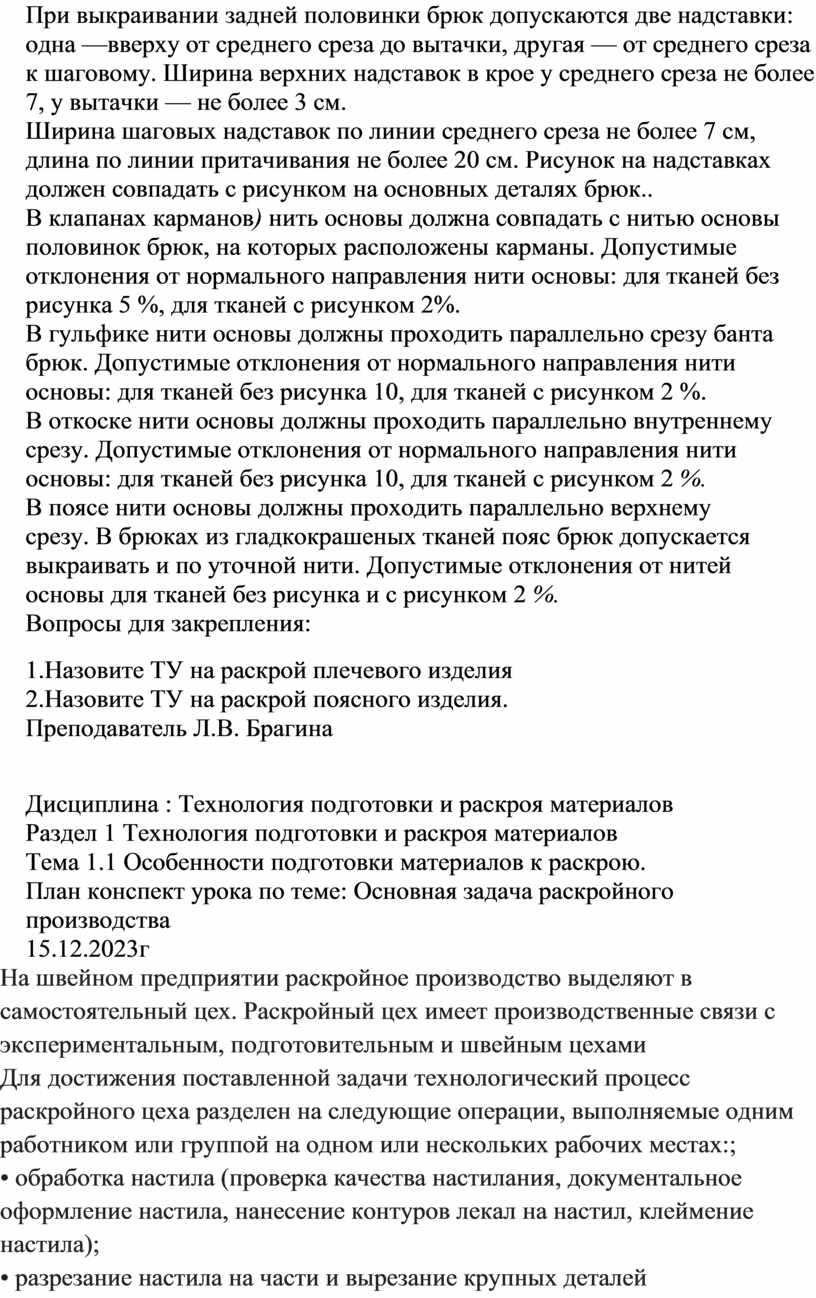
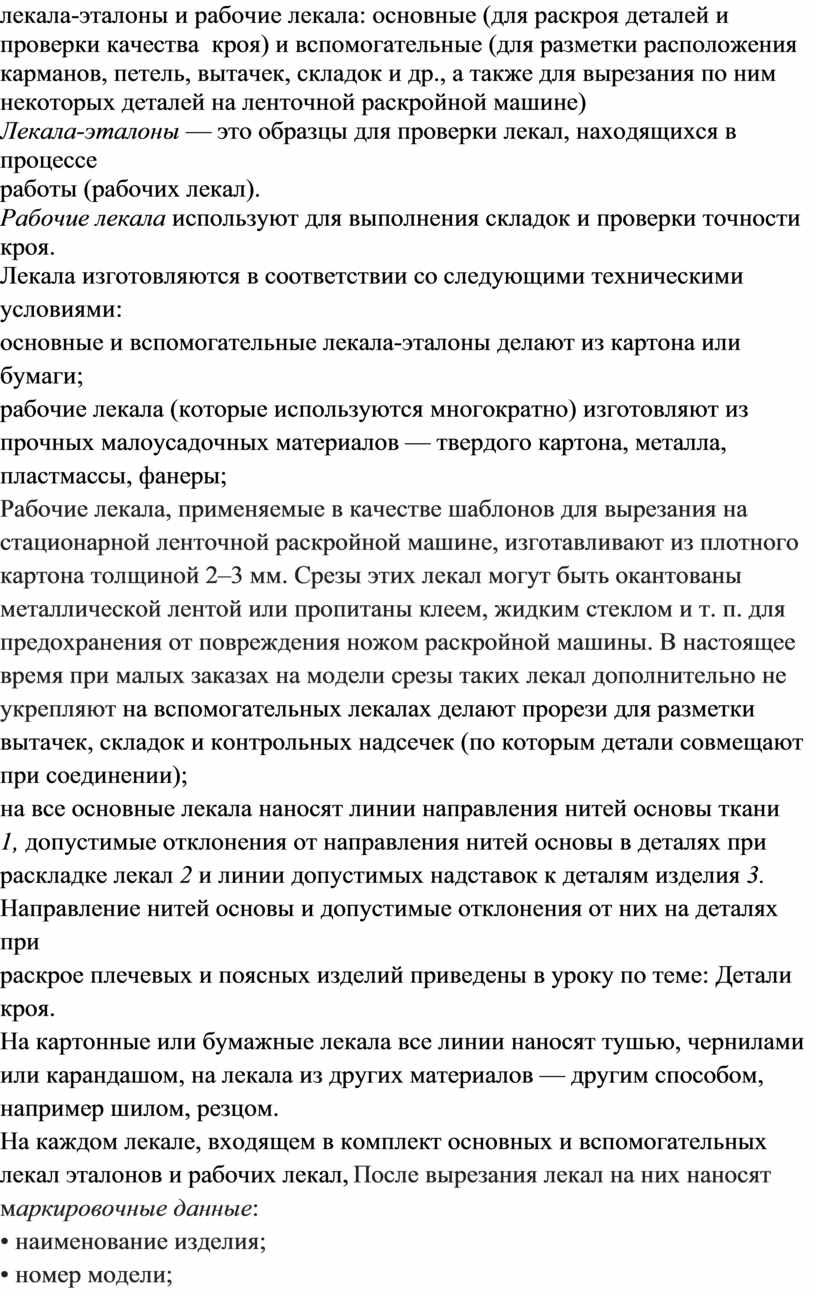
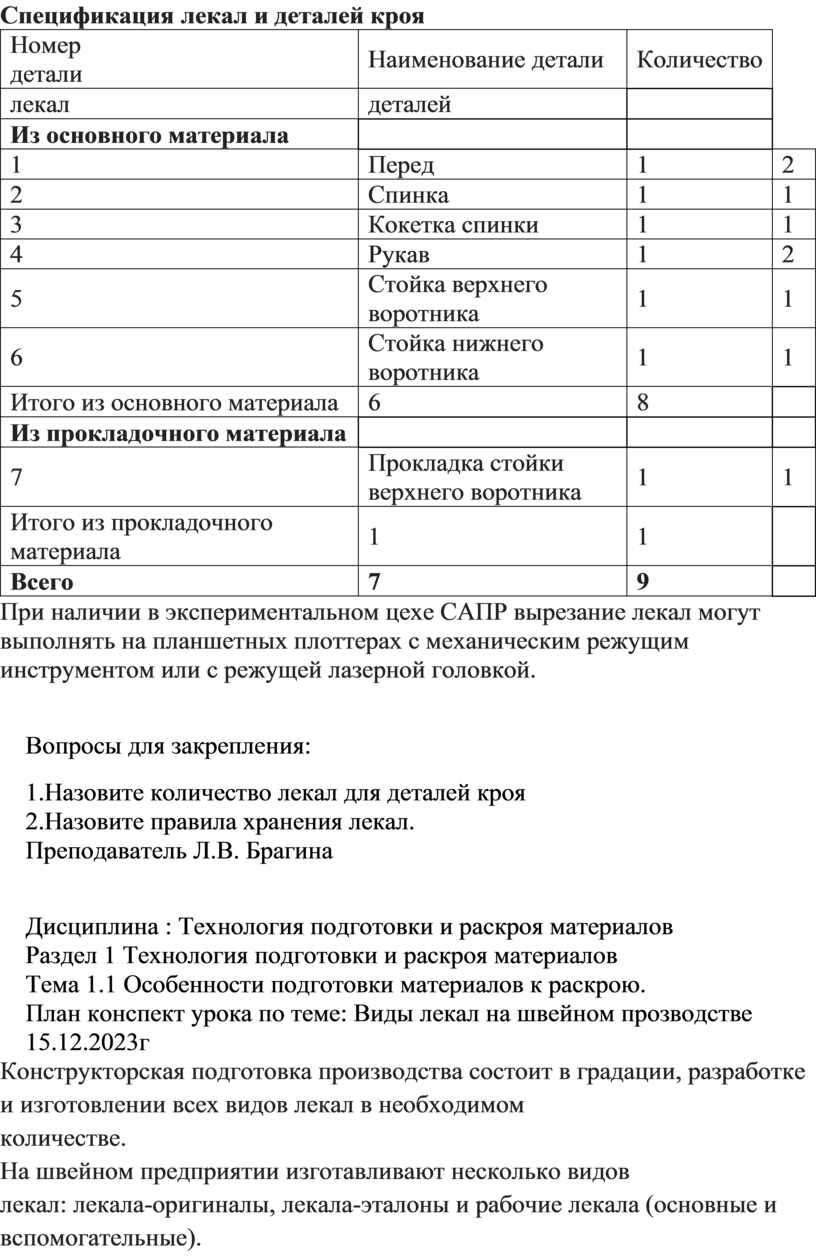
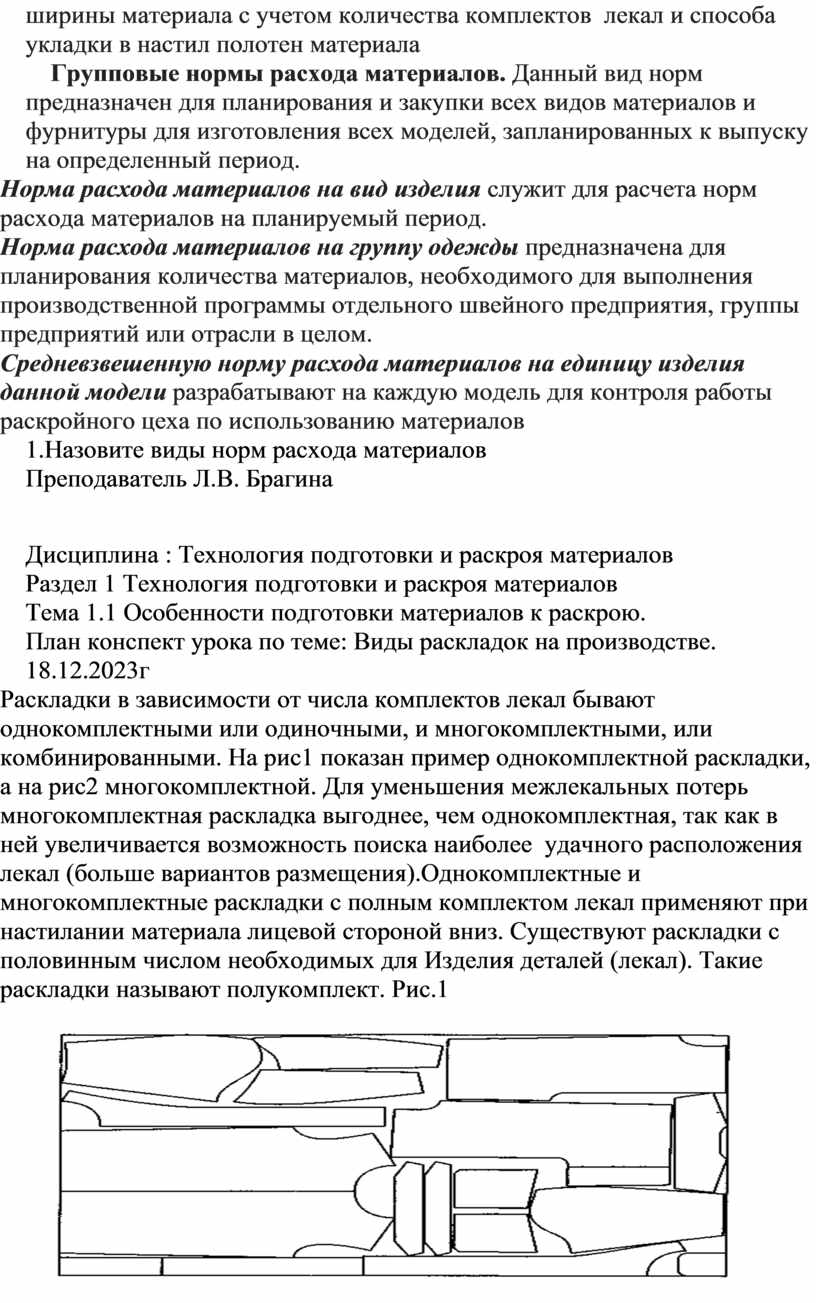
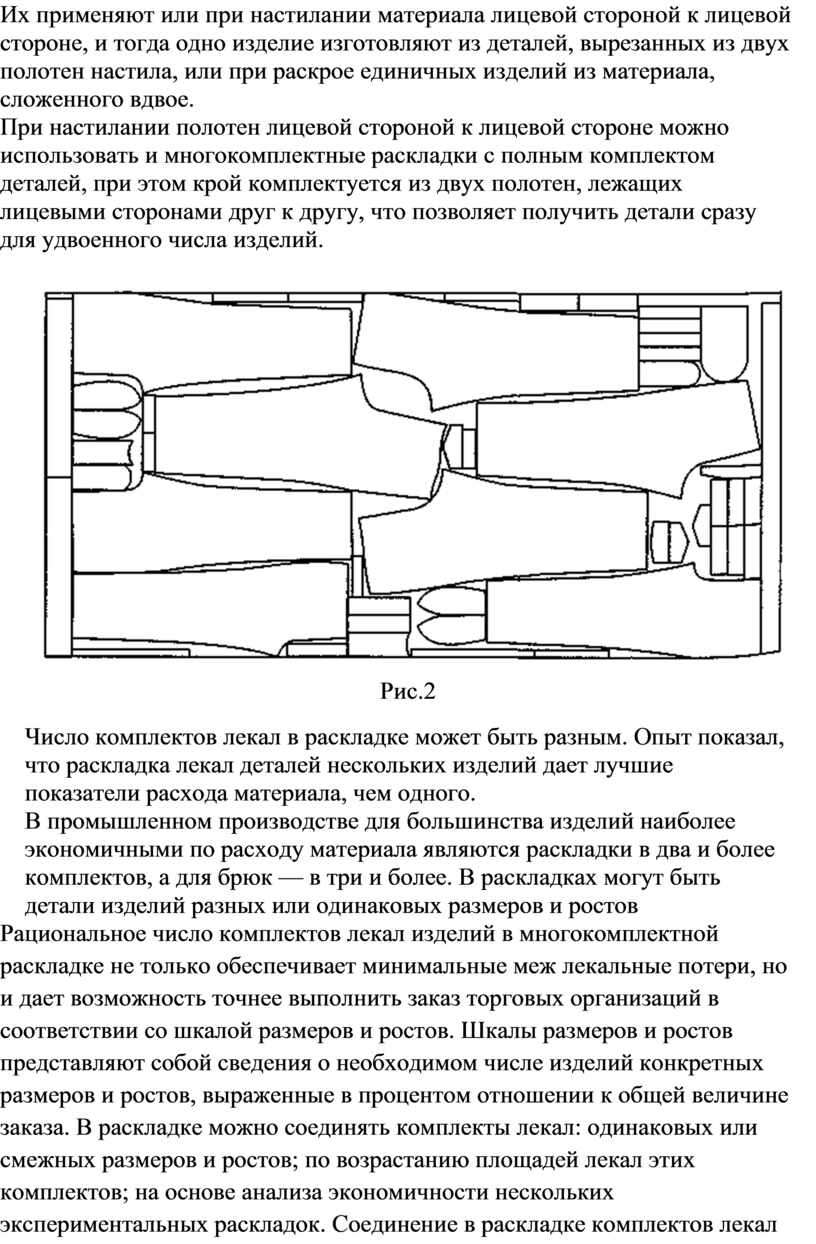
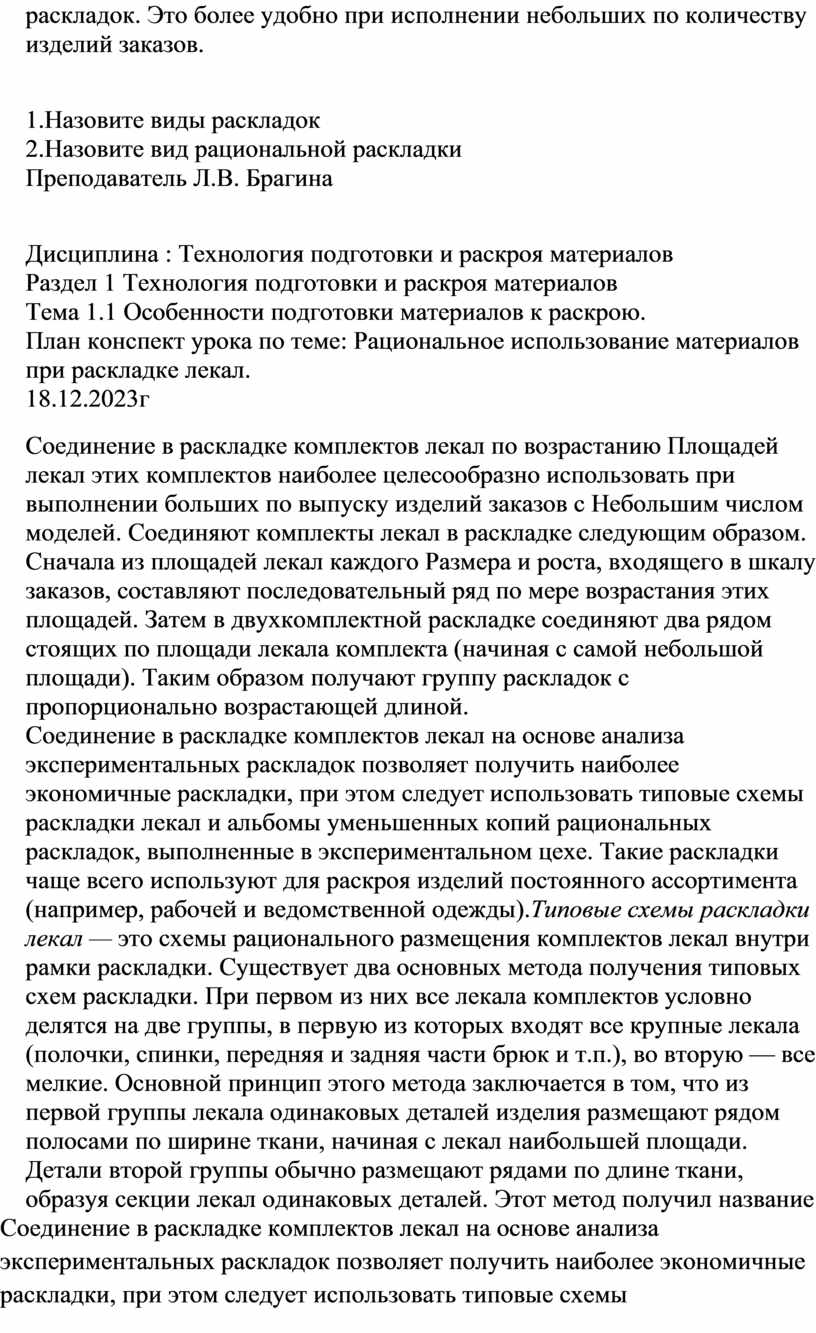
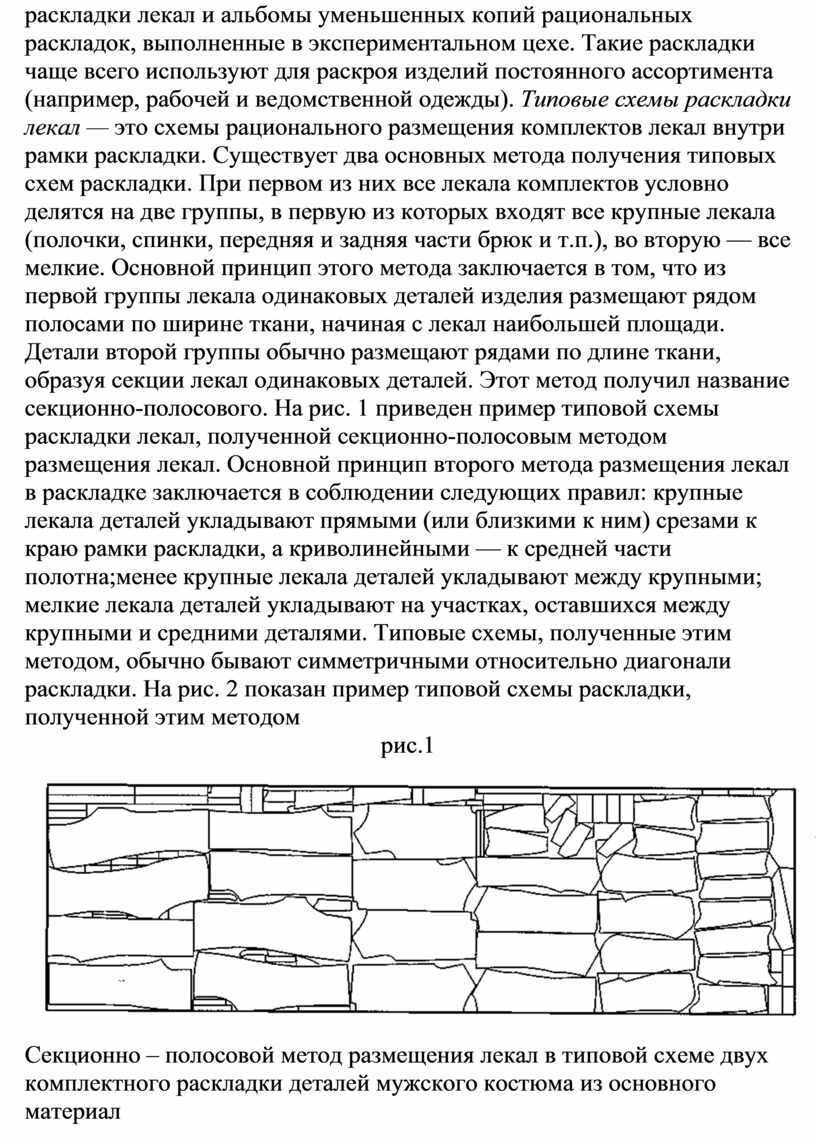
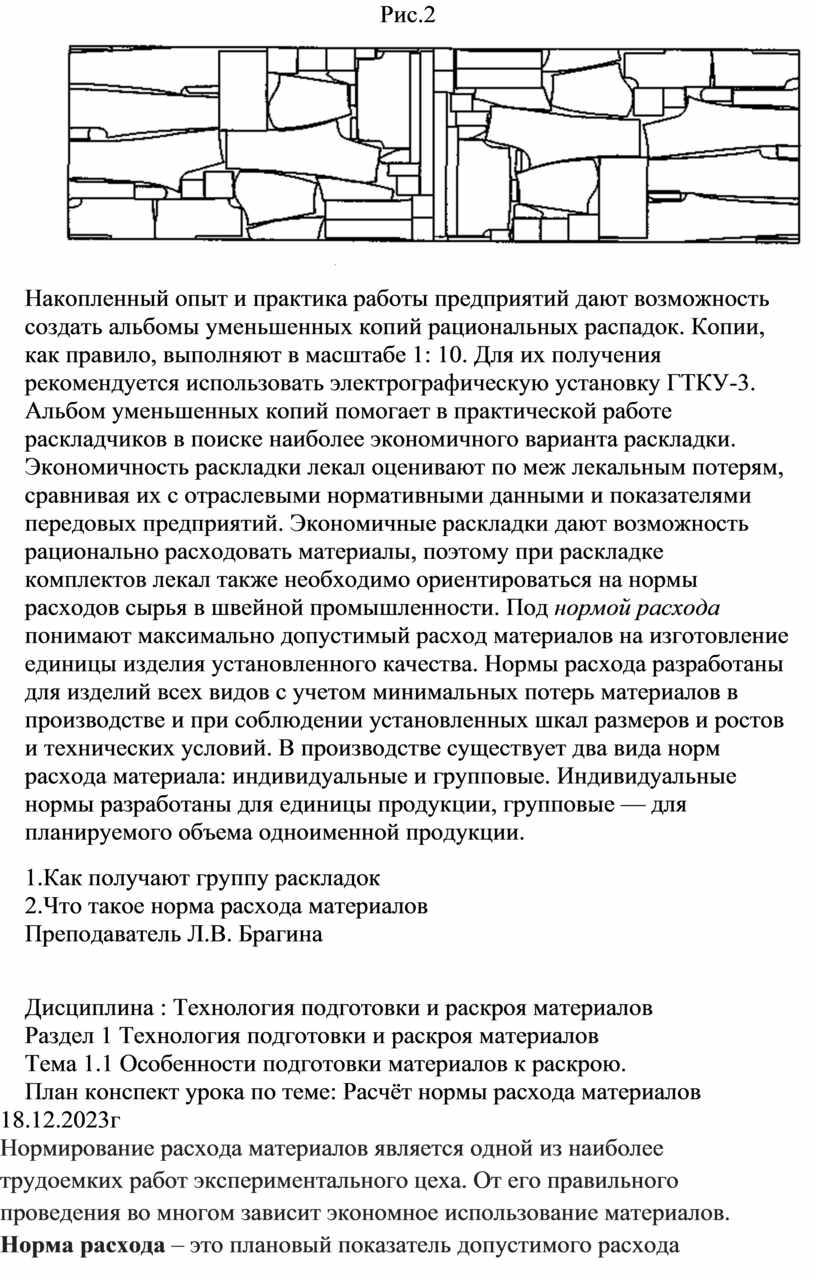
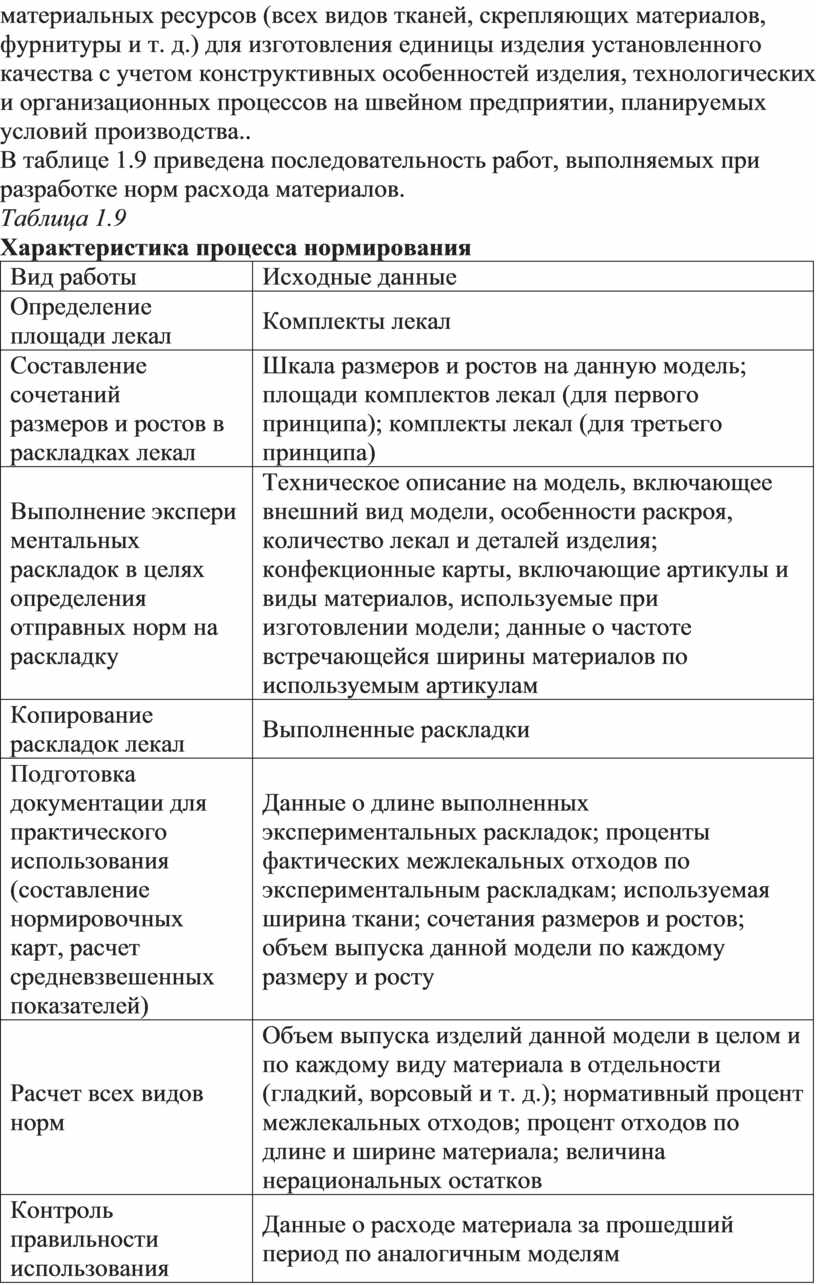
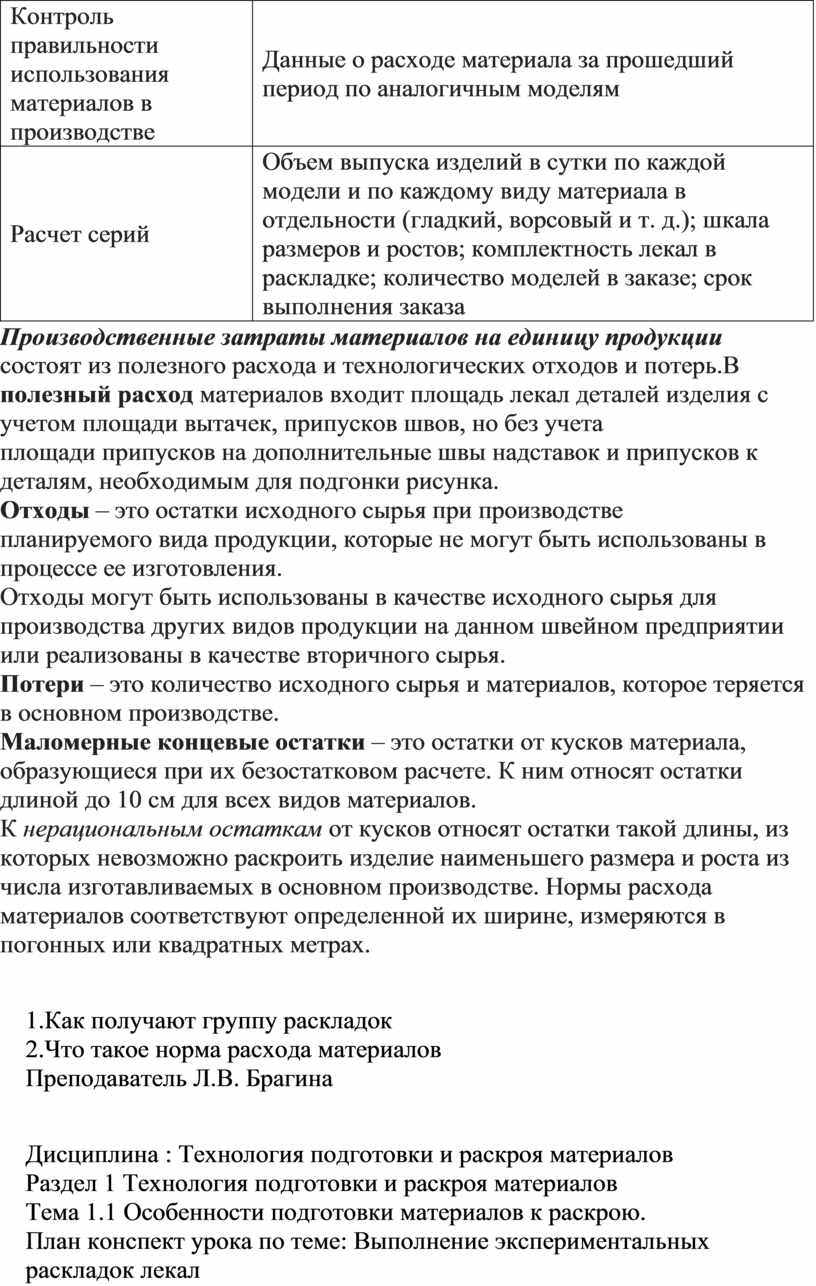
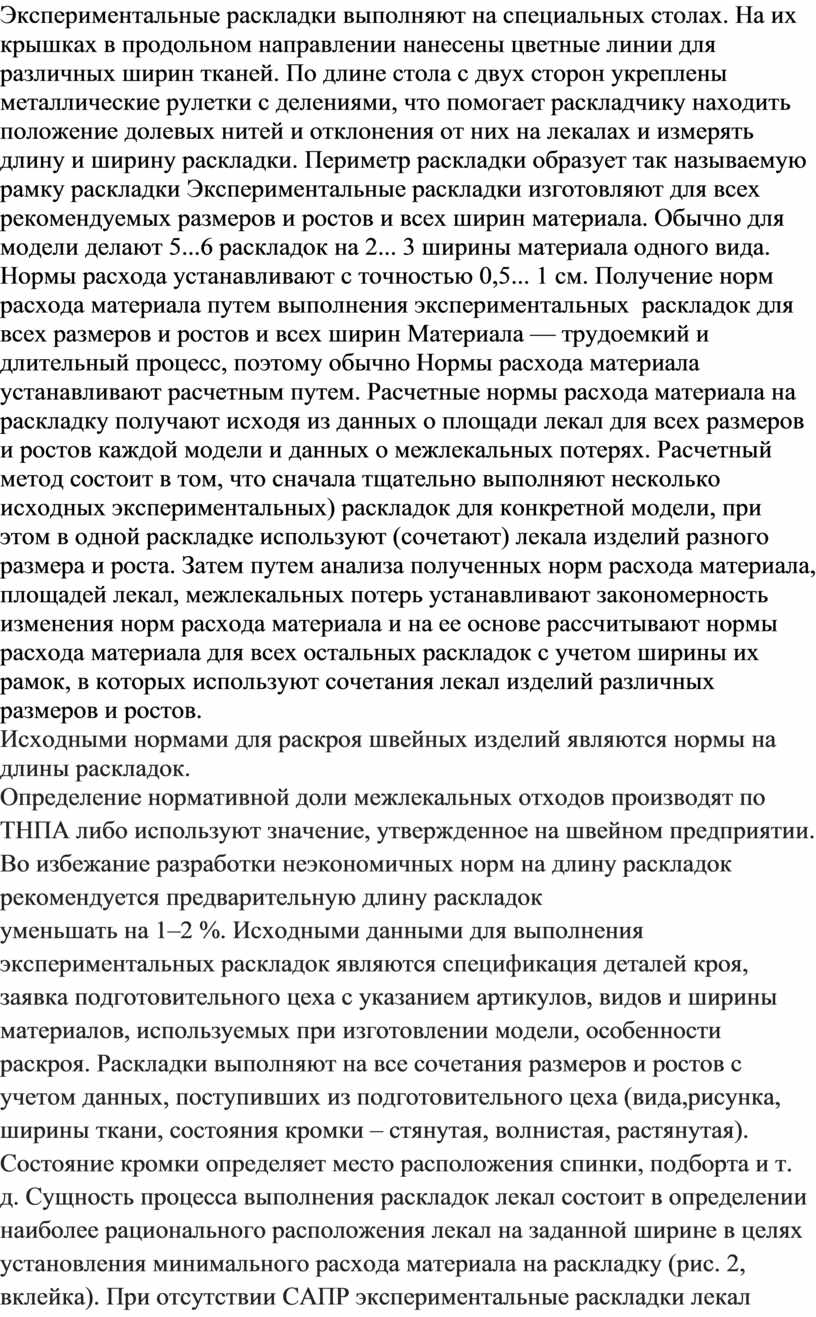
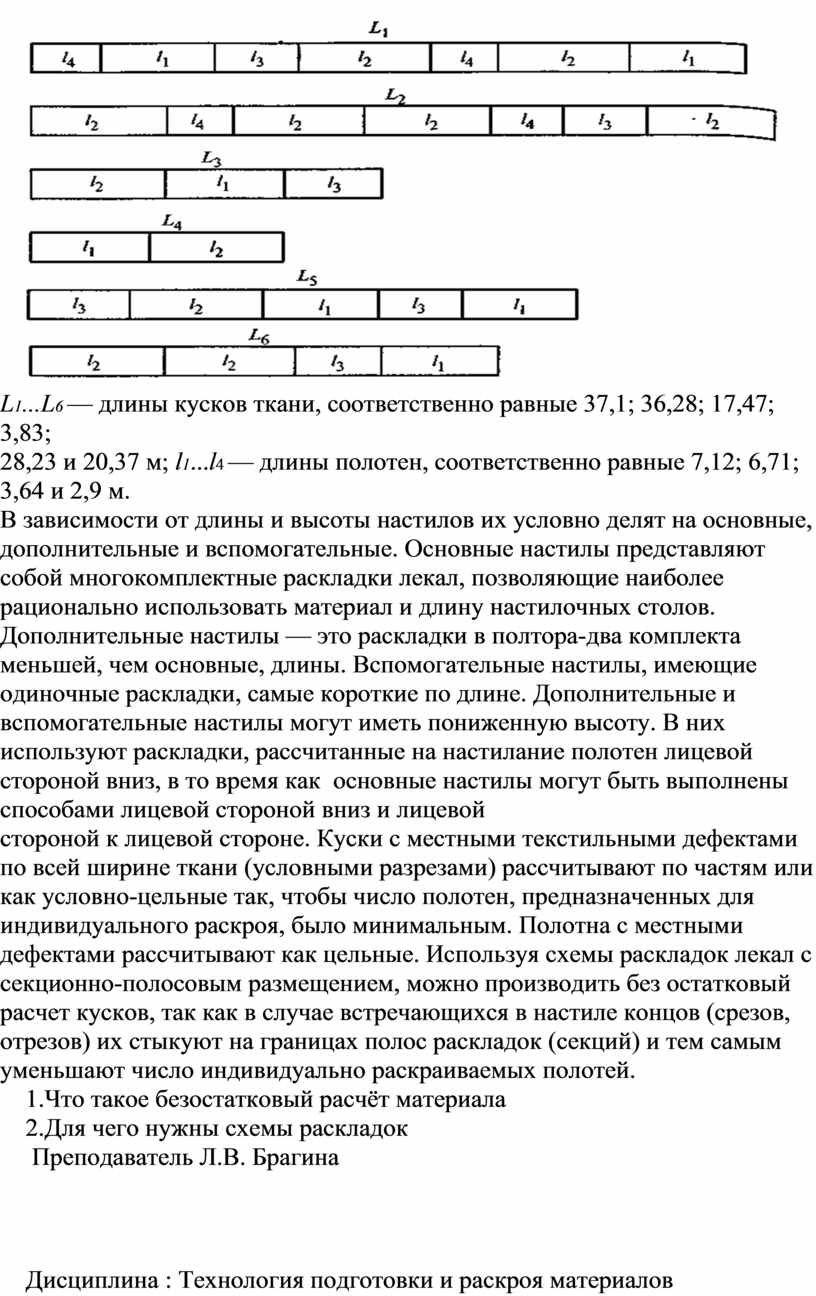
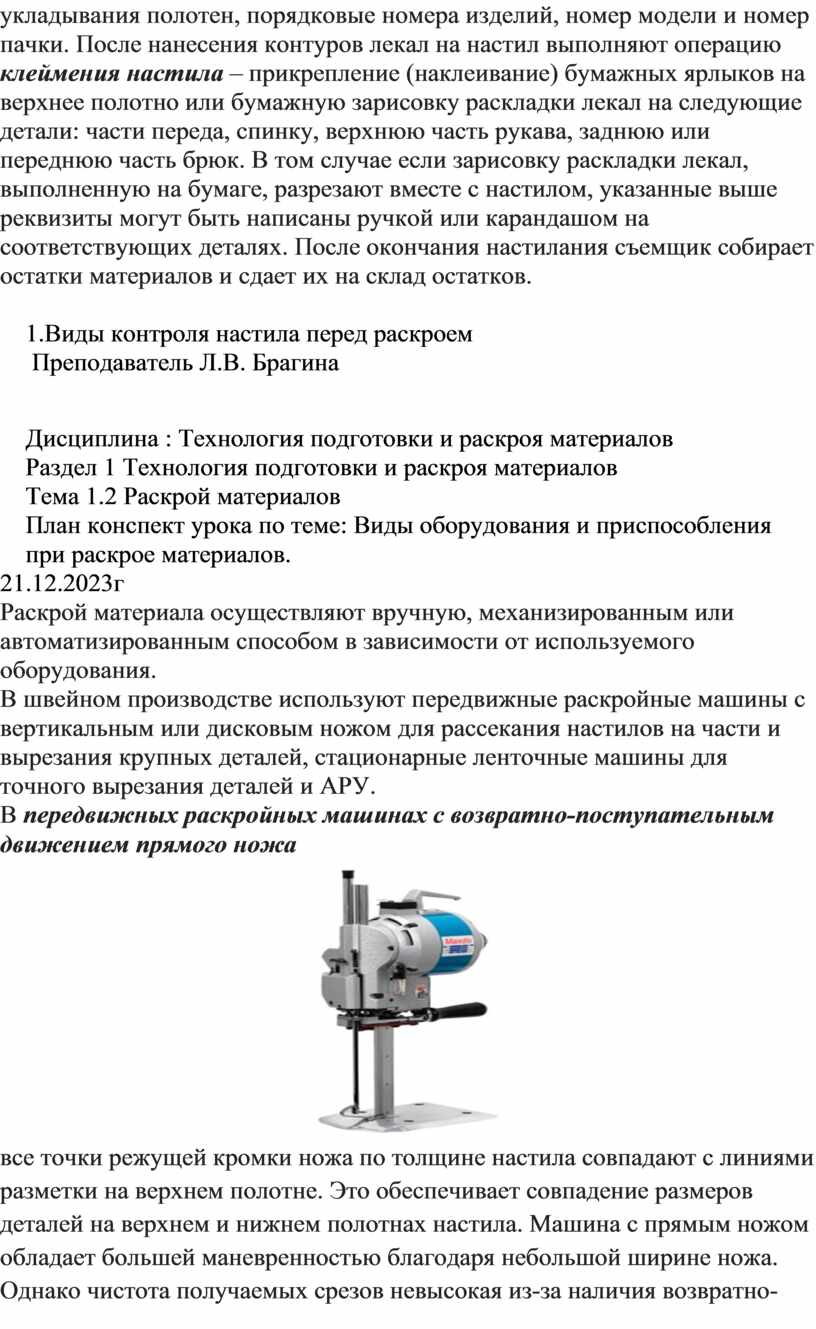



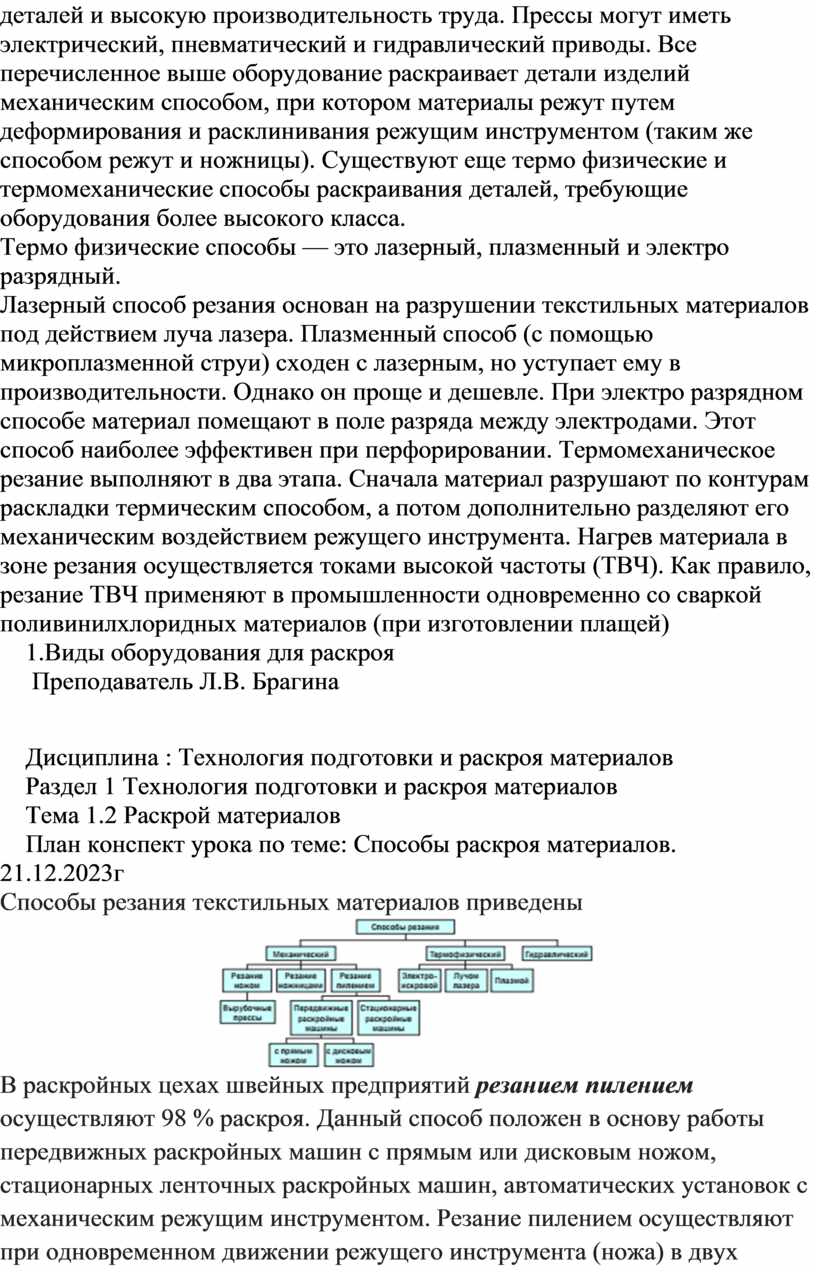

Материалы на данной страницы взяты из открытых источников либо размещены пользователем в соответствии с договором-офертой сайта. Вы можете сообщить о нарушении.