С помощью ручной дуговой сварки выполняется большой объём сварочных работ при производстве сварных конструкций. Наибольшее применение находит ручная дуговая сварка покрытыми электродами. Наиболее удобно выполнять сварку в нижнем положении, швы получаются высокого качества, так как в этом случае легко выделяются неметаллические включения и газы из расплавленного металла сварочной ванны. Изучив мой мастер-класс, вы сможете: выполнять сварку пластин из низкоуглеродистой стали стыковым однопроходным швом в нижнем положении.Изучив мой мастер-класс, вы сможете: выполнять сварку пластин из низкоуглеродистой стали стыковым однопроходным швом в нижнем положении.
Бюджетное профессиональное образовательное учреждение Омской области
«Седельниковское училище № 65».
Материал разрешён автором для публикации на сайте «Знанио»
МАСТЕРКЛАСС
Сварка деталей из стали стыковым швом в нижнем положении
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов
и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные
работы)
Составил: Баранов Владимир Ильич
мастер производственного обученияСедельниково, Омская область, 2015
Мастеркласс.
Сварка деталей из стали стыковым швом в нижнем положении.
1. Подготовка сварочной цепи к работе.
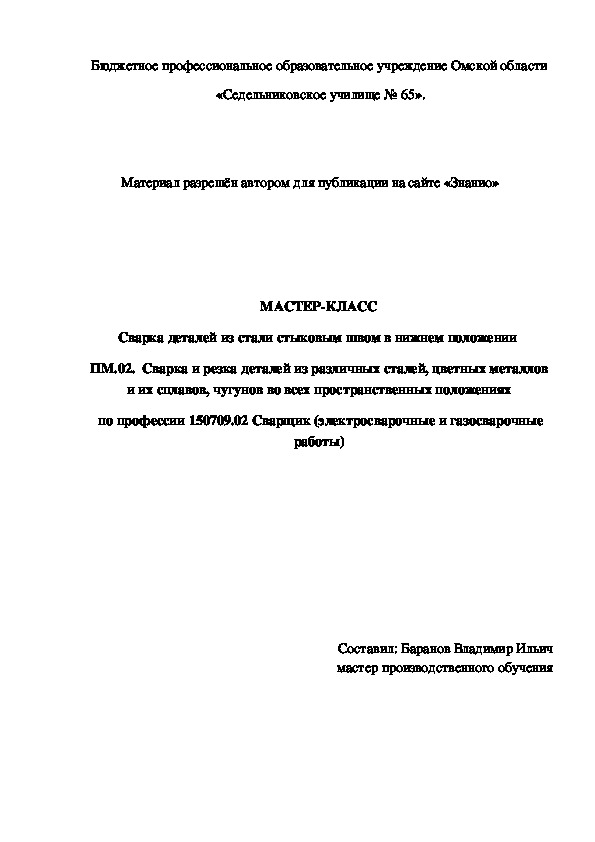
1.1. Подсоедините сварочные кабели к клеммам источника питания
сварочной дуги.
1.2. Закрепите обратный провод на сварочном столе при помощи струбцины
или пружинной клеммы.
1.3. Произведите запуск в работу сварочного выпрямителя, соблюдая порядок
его включения в сеть электропитания и правила обслуживания.
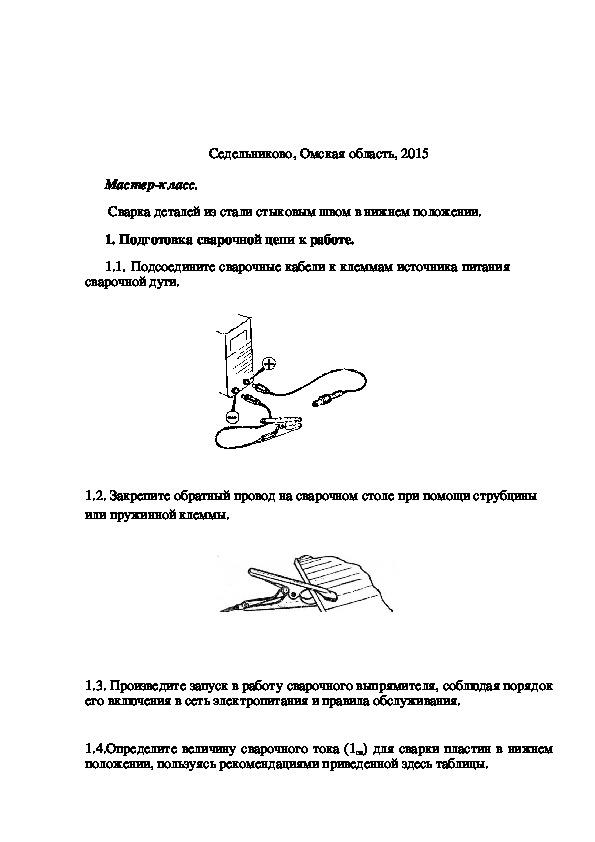
1.4.Определите величину сварочного тока (1св) для сварки пластин в нижнем
положении, пользуясь рекомендациями приведенной здесь таблицы.Для сварки пластин электродом 0 3 мм выберите силу тока в диапазоне от
например, 1св = 105 А.
до 120 А,
90
Диаметр
электрода,
Сила
мм
2,0
2,5
3,0
4,0
5,0
сварочного
тока, А
60—90
80—110
90120
140—180
180—220
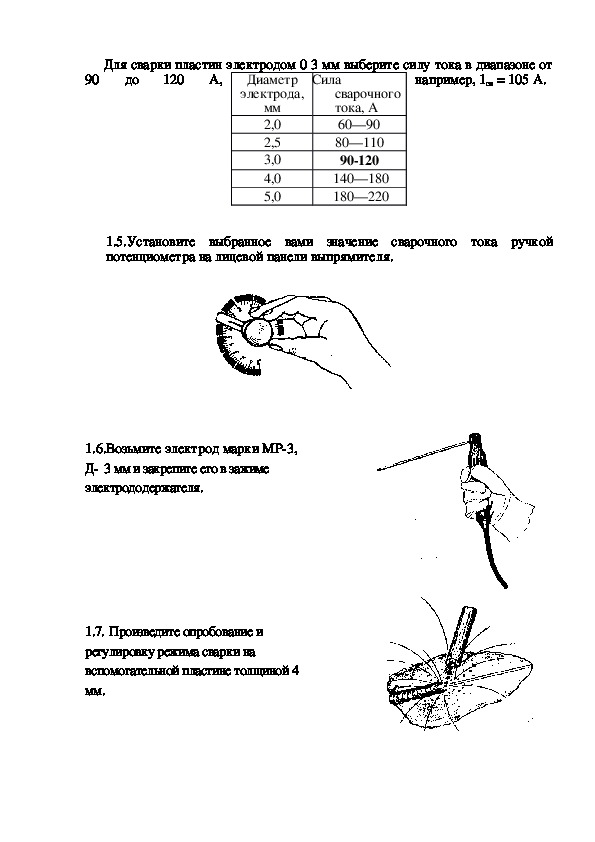
1.5.Установите выбранное вами значение сварочного тока ручкой
потенциометра на лицевой панели выпрямителя.
1.6.Возьмите электрод марки МР3,
Д 3 мм и закрепите его в зажиме
электрододержателя.
1.7. Произведите опробование и
регулировку режима сварки на
вспомогательной пластине толщиной 4
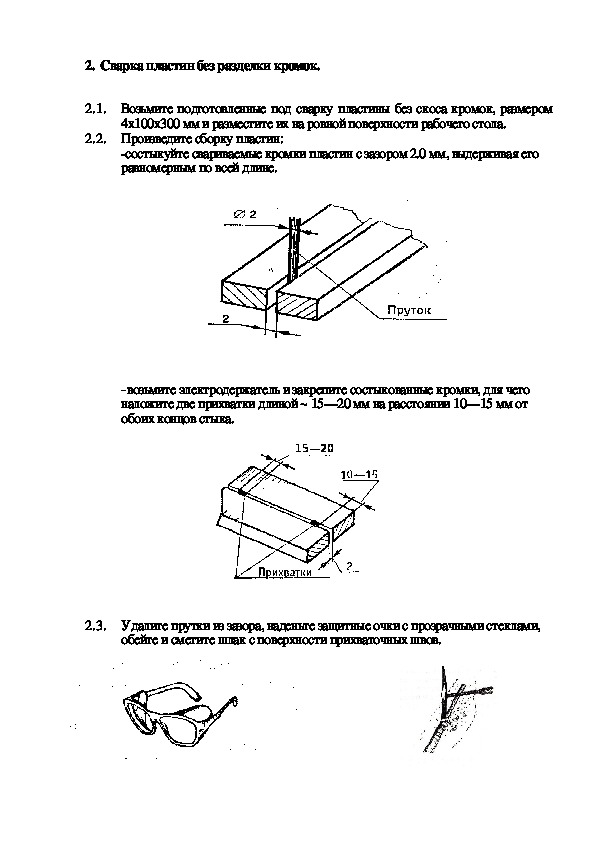
мм.2. Сварка пластин без разделки кромок.
2.1. Возьмите подготовленные под сварку пластины без скоса кромок, размером
4x100x300 мм и разместите их на ровной поверхности рабочего стола.
2.2. Произведите сборку пластин:
состыкуйте свариваемые кромки пластин с зазором 2.0 мм, выдерживая его
равномерным по всей длине.
возьмите электродержатель и закрепите состыкованные кромки, для чего
наложите две прихватки длиной ~ 15—20 мм на расстоянии 10—15 мм от
обоих концов стыка.
15—20
2.3. Удалите прутки из зазора, наденьте защитные очки с прозрачными стеклами,
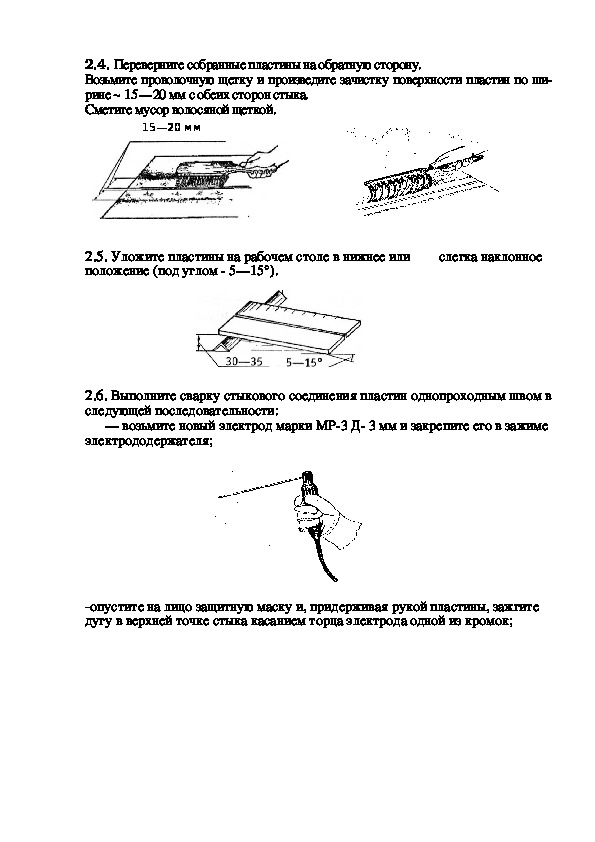
обейте и сметите шлак с поверхности прихваточных швов.2.4. Переверните собранные пластины на обратную сторону.
Возьмите проволочную щетку и произведите зачистку поверхности пластин по ши
рине ~ 15—20 мм с обеих сторон стыка.
Сметите мусор волосяной щеткой.
15—20 мм
2.5. Уложите пластины на рабочем столе в нижнее или
положение (под углом 5—15°).
слегка наклонное
2.6. Выполните сварку стыкового соединения пластин однопроходным швом в
следующей последовательности:
— возьмите новый электрод марки МР3 Д 3 мм и закрепите его в зажиме
электрододержателя;
опустите на лицо защитную маску и, придерживая рукой пластины, зажгите
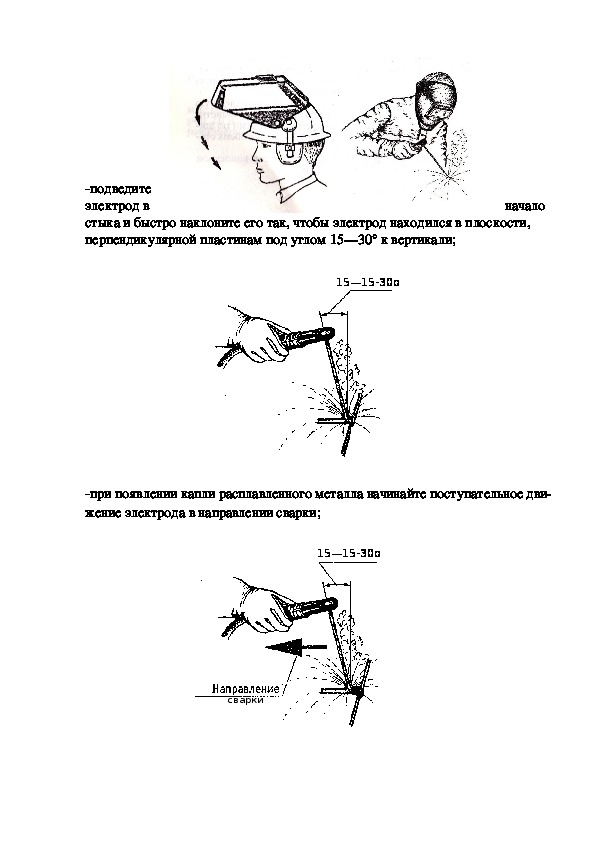
дугу в верхней точке стыка касанием торца электрода одной из кромок;подведите
электрод в
стыка и быстро наклоните его так, чтобы электрод находился в плоскости,
перпендикулярной пластинам под углом 15—30° к вертикали;
начало
15—15-30о
при появлении капли расплавленного металла начинайте поступательное дви
жение электрода в направлении сварки;
15—15-30о
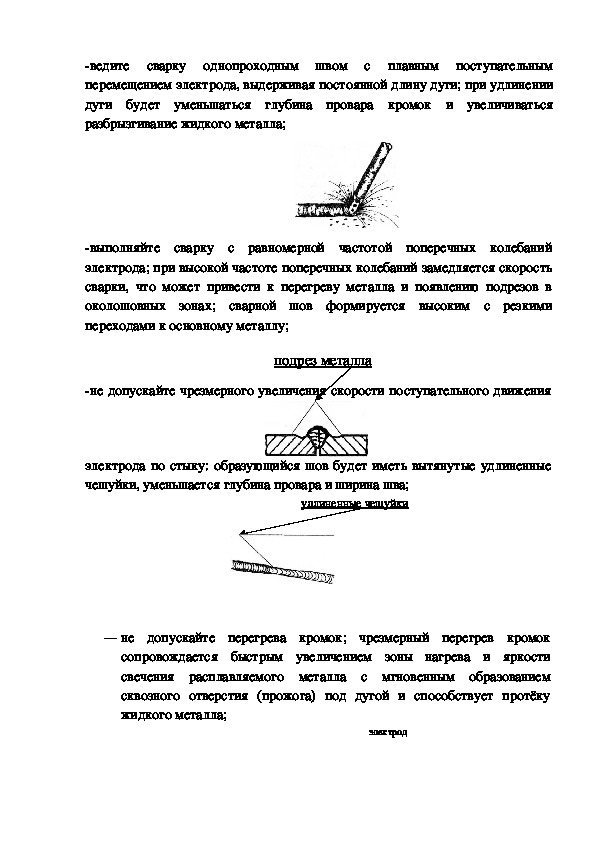
сваркиведите сварку однопроходным швом с плавным поступательным
перемещением электрода, выдерживая постоянной длину дуги; при удлинении
дуги будет уменьшаться глубина провара кромок и увеличиваться
разбрызгивание жидкого металла;
выполняйте сварку с равномерной частотой поперечных колебаний
электрода; при высокой частоте поперечных колебаний замедляется скорость
сварки, что может привести к перегреву металла и появлению подрезов в
околошовных зонах; сварной шов формируется высоким с резкими
переходами к основному металлу;
подрез металла
не допускайте чрезмерного увеличения скорости поступательного движения
электрода по стыку: образующийся шов будет иметь вытянутые удлиненные
чешуйки, уменьшается глубина провара и ширина шва;
удлиненные чешуйки
— не допускайте перегрева кромок; чрезмерный перегрев кромок
сопровождается быстрым увеличением зоны нагрева и яркости
свечения расплавляемого металла с мгновенным образованием
сквозного отверстия (прожога) под дугой и способствует протёку
жидкого металла;
электродведите
дугу
строго по стыку, не допуская ее отклонения от оси зазора; отклонение дуги от
оси зазора может быть причиной непровара кромок и смещения положения
шва;
сварочную
продолжайте процесс сварки, соблюдая технику манипулирования
электродом до конца соединения; меняйте электрод на новый при полном его
сгорании;
выполните концовку шва с заваркой кратера, используя ранее
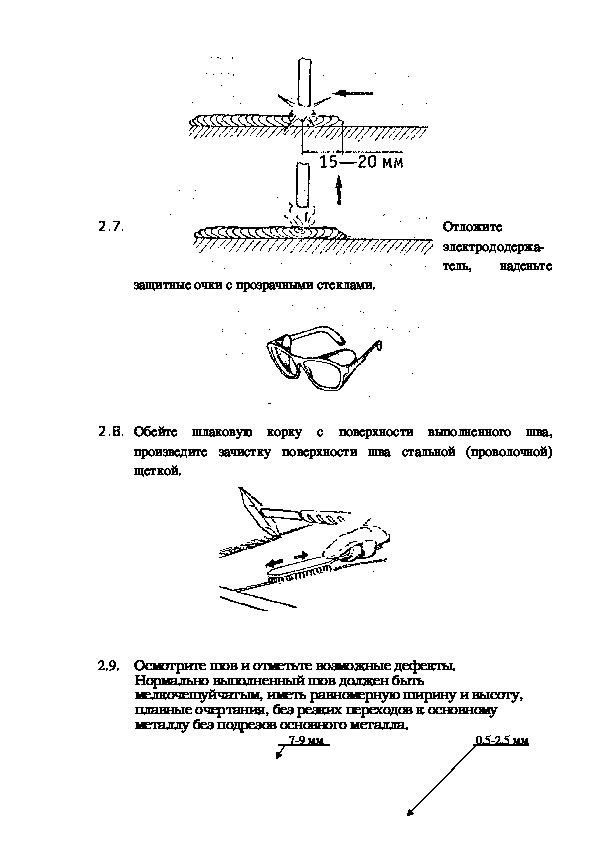
приобретенные навыки.2.7.
защитные очки с прозрачными стеклами.
Отложите
электрододержа
тель,
наденьте
2.8. Обейте шлаковую корку с поверхности выполненного шва,
произведите зачистку поверхности шва стальной (проволочной)
щеткой.
2.9. Осмотрите шов и отметьте возможные дефекты.
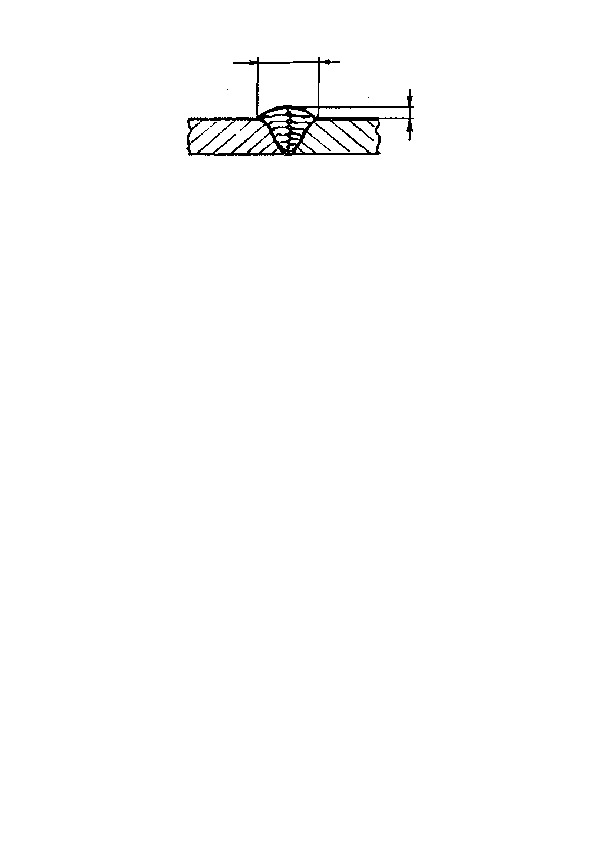
Нормально выполненный шов должен быть
мелкочешуйчатым, иметь равномерную ширину и высоту,
плавные очертания, без резких переходов к основному
металлу без подрезов основного металла.
79 мм 0,52.5 мм